Classement



Contenu populaire
Contenu avec la plus haute réputation dans 18/08/2021 Dans tous les contenus
-
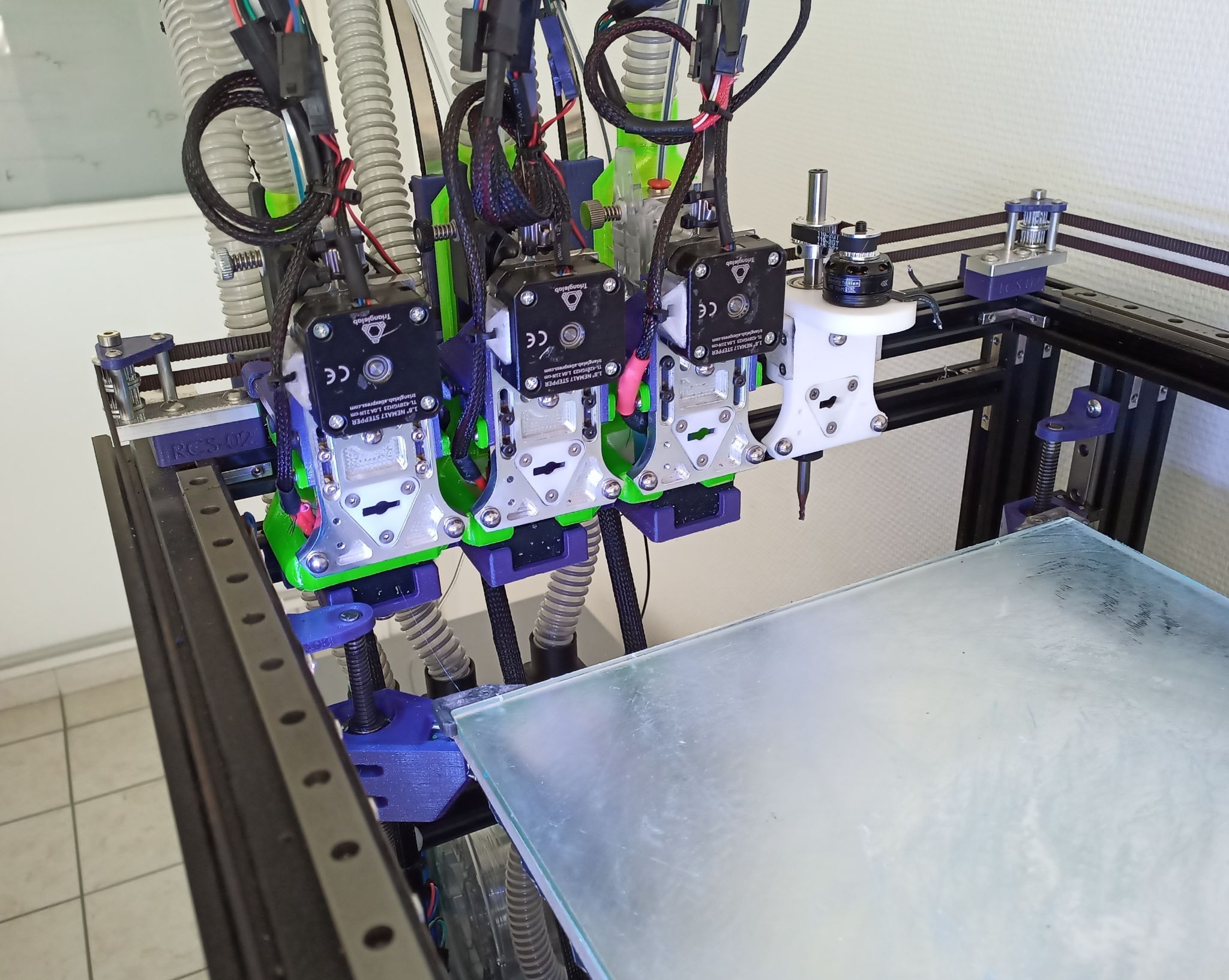
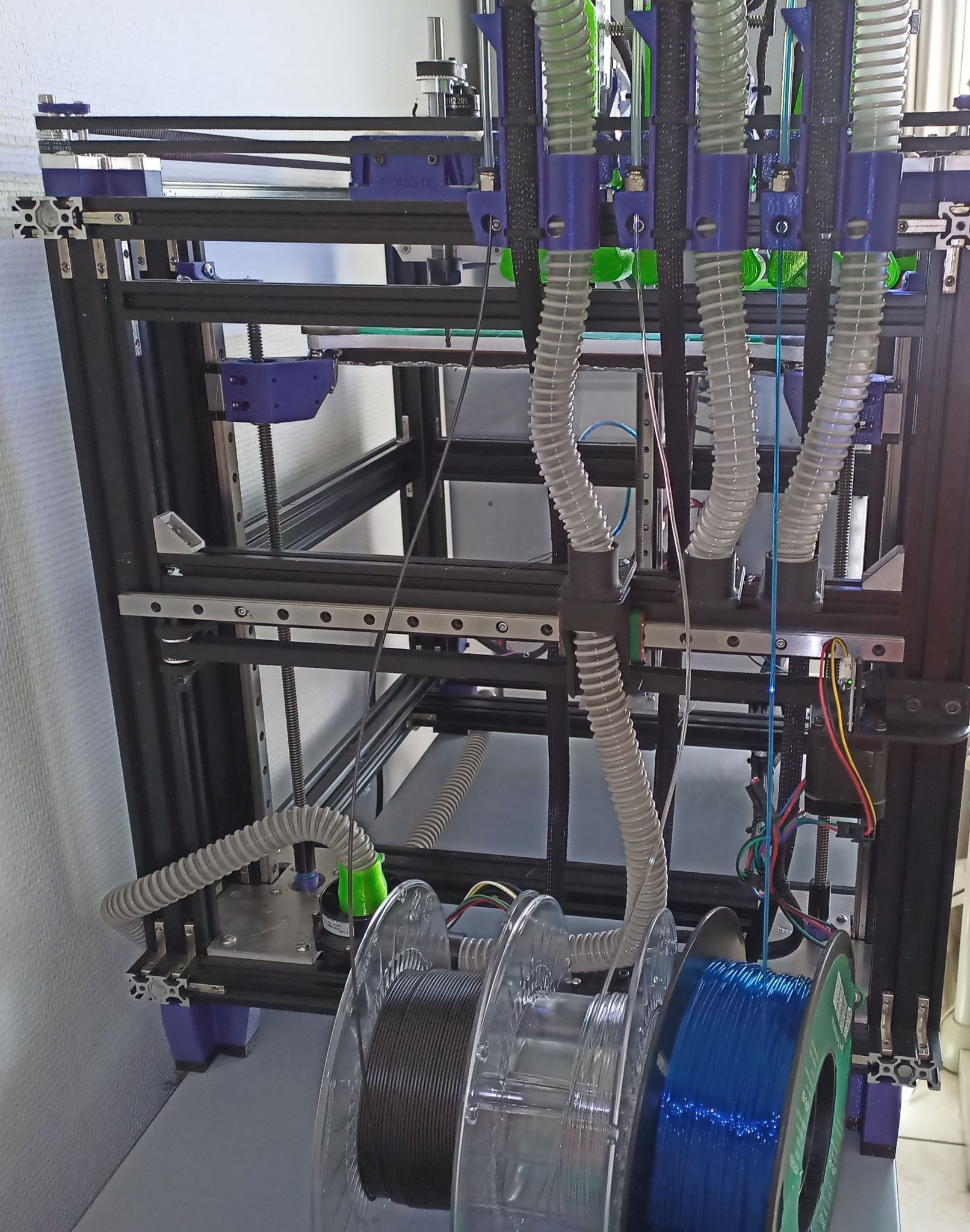
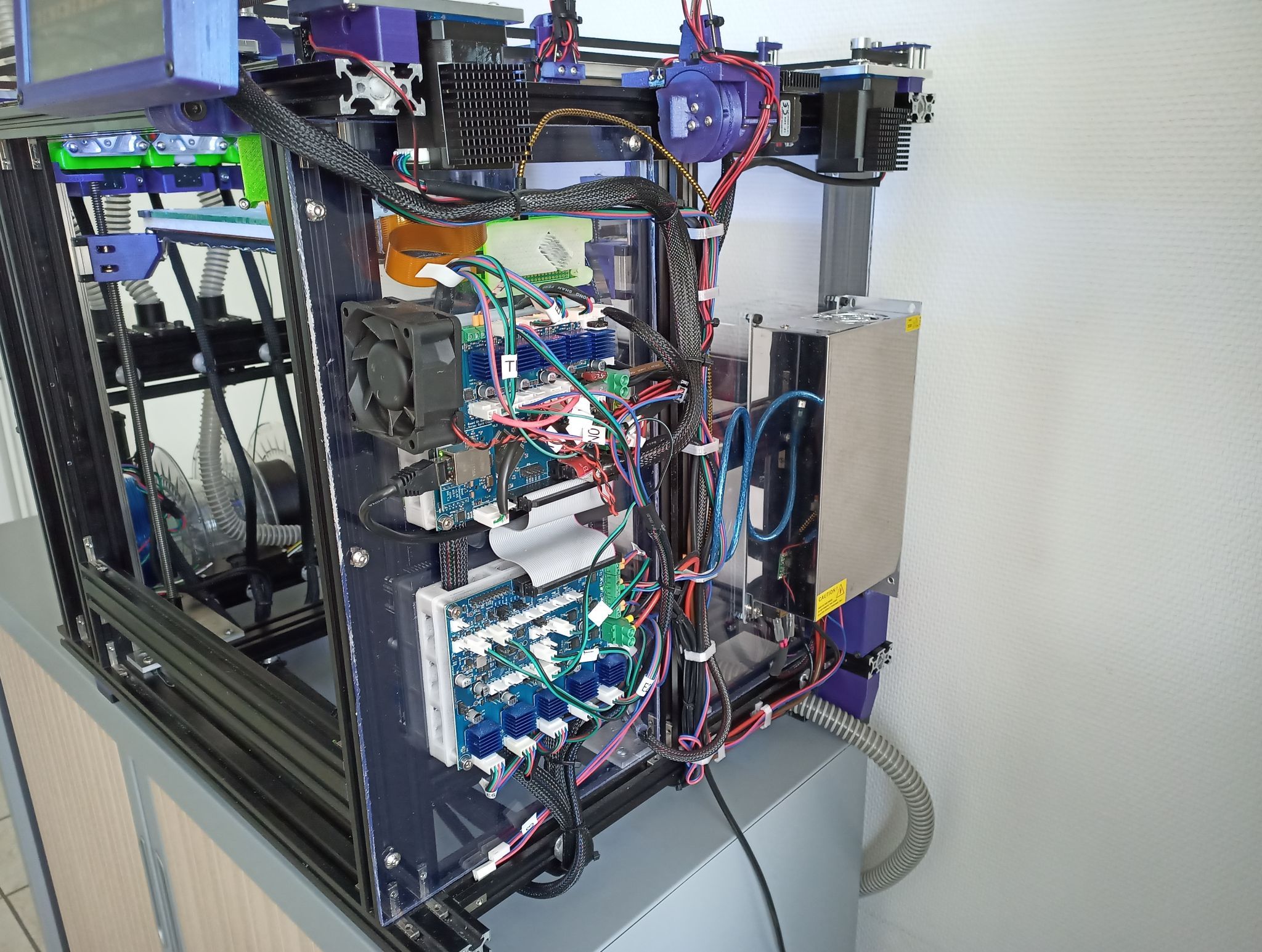
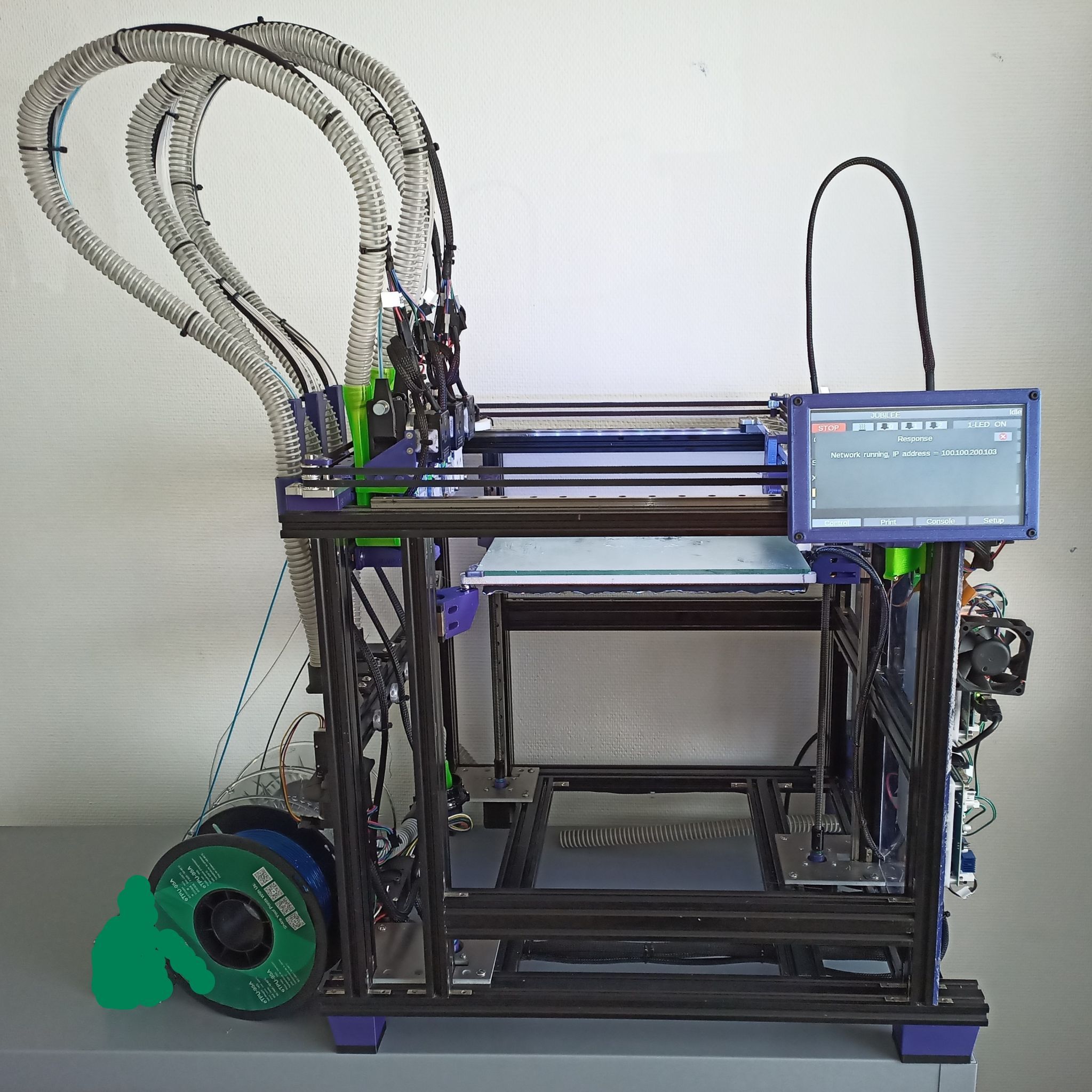
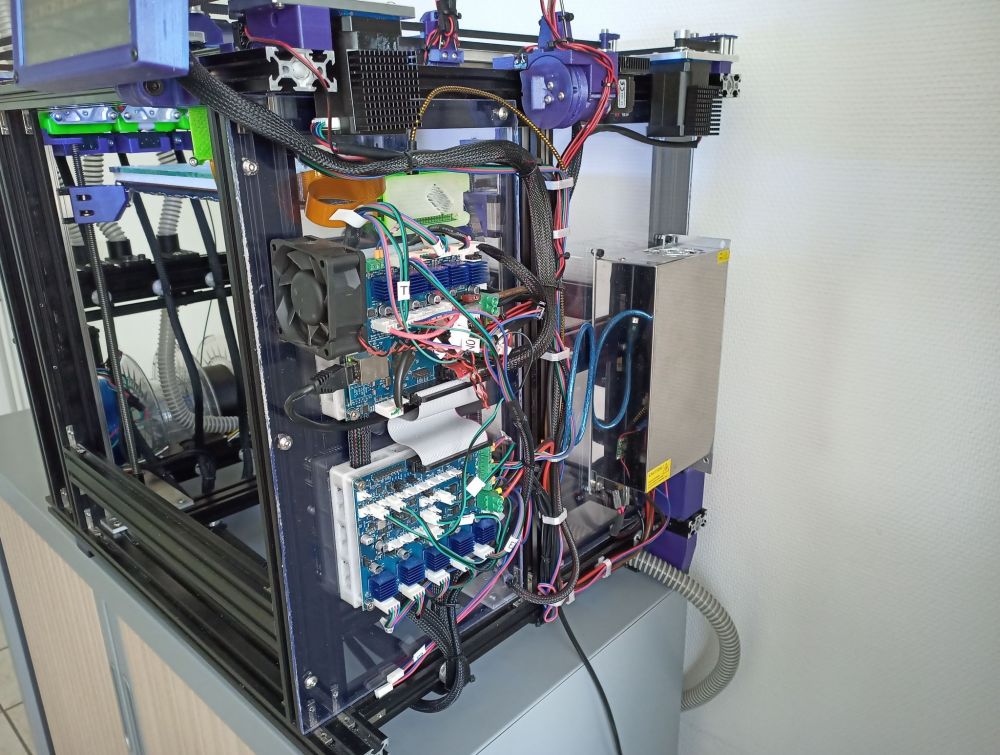
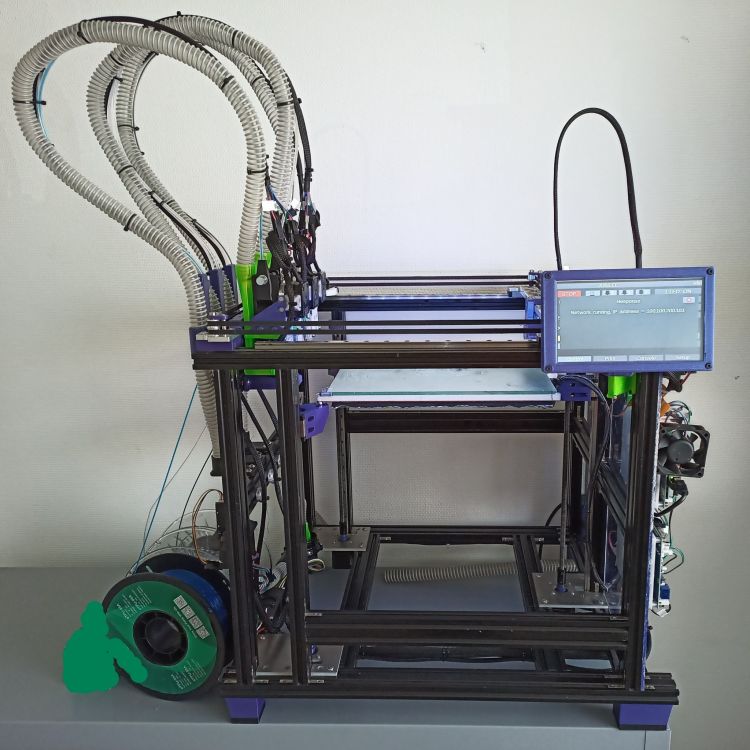
Voici ma version de l'imprimante 3D JUBILEE multitool -Volume d'impression 300x300x300 -Plateau a nivèlement automatique 3 moteurs -Palpeur pour le plateau, auto tramming. -2 outils d'impression DRAGON high flow + extrudeur BMG -1 outil d'impression VOLCANO + extrudeur BMG -1 outil de rectification (en cours) -1 outil de gravure laser (à venir) -Système de ventilation commun à tous les outils grâce à un système de distribution de l'air + le ventilateur haute pression CPAP -Carte DUET 2 ETHERNET + DUEX + Panel DUE V3 -Plateau chauffant 8mm aluminium casté + 24V 400W silicone + vitre de 5mm + colle papier -Raspberry PI Zero pour camera IP wifi (surveiller l'impression) -Châssis en profilés 4020 rempli avec des barres d'acier et du silicone (absorber les vibrations) https://jubilee3d.com/index.php?title=Main_Page

 7 points
7 points -
Pour revenir sur ce qui a été dit au dessus. Le HeatBreak Bi metal j'utilise des TriangleLab sur la Genius (La CR10S pro ce sera différent care le heatbreak bi metal est spécifique au la tête Matrix qui doit être installer). Et j'ai aucun soucis de PLA mais il faut en effet pas acheter n'importe quoi il heatbreak mal usiné créer plus de soucis que d'avantage. Quand au explication de @methylene67 rien a redire (en même temps il m'a citée ) Pour les X1/X2 ou FLSun SR ce sont 2 technologies différentes : Les Detla Permettent un impression plus rapide et si on cherche une imprimante très rapide un bonne Delta ou un CoreXY c'est ce qu'il faut, comme dit plus haut le principale soucis c'est la perte de surface d'impression 260mm surtout qu'avec un bed rond impossible d'imprimer une boite carré de 260 tu auras une surface entre 200 et 220mm dans ce cas soit le bed d'une Genius 220mm. Les Cartésiennes que sont les X1/X2 Genius/Pro ou autre comme les CR10S pro, CR10 V2/V3, Sovol, et autre imprimante du genre, ont l'avantage d'un encombrement plus light qu'un Core XY, une simplicité accrue ce qui est plus simple a appréhender pour un novice qu'une Delta ou Core XY et surtout moins chers aussi, l'inconvénient impossible d'atteindre une vitesse d'impression aussi rapide qu'une très bonne Delta ou CoreXY. Par contre très objectivement une X1/X2 Genius outre bonne cartésiennes très configurer et/ou légèrement optimiser imprimera aussi bien qu'une delta ou CoreXY. Ma Genius a rien a envié a une FLSun SR, et même par rapport a des imprimantes a bien plus chers, après pour la vitesse j'imprime tous sans soucis a 150 mm/s en qualité tiptop et je peux même monter plus haut si besoin. Après pour imprimer plus vite et sans perte de qualité ou soucis j'ai upgrader ma Genius. mais tu peux sans soucis imprimer a 100mm/s sur une X1 d'origine une bien qualité de toutes part. Pour expliquer le pourquoi cela vient de leur conception et façon de bouger la tête d'impression, on va pas rentré dans les détails mais une detla de part sa nature est très fortement optimiser pour imprimer des courbes et forme circulaire. Une Cartésienne va créer pour une courbe une multitude de micro ligne oblique avec des angles infime ce qui donne une forme circulaire au final, mais demandera une Carte Mère 32bits pour réussir calculer l'ensemble de ces points sans créer des lag lié a la limitation des capacité de calcul.2 points
-
Bonjour, La pince, c'est plus pour couper le filament en biseau pour faciliter son introduction. Pour couper les supports, il faut un bon cutter, un truc comme ça : https://www.amazon.fr/Wedo-Scalpel-Poche-Lames-rechange/dp/B017NE58QQ/ref=sr_1_5?__mk_fr_FR=ÅMÅŽÕÑ&dchild=1&keywords=scalpel&qid=1629306627&sr=8-5 ou https://www.amazon.fr/AmazonBasics-29-Piece-Precision-Hobby-Knife/dp/B07V83Q9W8/ref=sr_1_21?__mk_fr_FR=ÅMÅŽÕÑ&dchild=1&keywords=scalpel&qid=1629306721&sr=8-21 Pour ébavurer : https://www.amazon.fr/CGBOOM-universelles-ébavurage-imprimante-inoxydable/dp/B082SL8QHZ/ref=sr_1_11?__mk_fr_FR=ÅMÅŽÕÑ&dchild=1&keywords=ébavurer&qid=1629306685&sr=8-112 points
-
Salut @errivan, Tout à l'air bien branché côté carte mère Il faut vérifier que le fil blanc est bien soudé côté tête Quand tu lances les GCODES suivants est-ce qu'ils fonctionnent : M280 P0 S10 ; fait descendre le pin M280 P0 S90 ; remonte le pin M280 P0 S120 ; auto test (infini tant qu'une des 3 autres commande n'a pas été lancée) M280 P0 S160 ; Arrêt de l'alarme Quand tu lance un home de l'axe Z (monte le Z à 15 - 20 cm avant le home, comme ça tu as le temps de vérifier et de couper l'alimentation) est-ce que le pin sort ? Si oui si tu le fait rentrer à la main est-ce que le Z s'arrête ?2 points
-
Elle n'est pas obligatoire mais facilite la compilation uniquement pour Marlin (d'où son nom), aucun besoin de modifier le fichier platformio.ini, cette extension détecte «automatiquement» la plateforme de compilation à utiliser à partir du nom de la carte renseigné dans configuration.h (#define BOARD_MACHINE_TRUCMUCH). Son gros intérêt est que si on l'installe en premier, il n'y a pas besoin d'installer ensuite Platformio IDE car cela fait partie des dépendances pour ABM : Platformio est donc également installé2 points
-
Hello, L'oms à demande à ne pas vacciner les moins de 18 ans parce qu'ils trouvent immoral de ne pas partager ces doses avec d'autres pays qui ont des personnes plus à risque et non pour des questions de risque sur le développement des enfants. https://www.lefigaro.fr/flash-actu/covid-19-l-oms-critique-la-strategie-des-pays-riches-et-appelle-a-ne-pas-vacciner-les-plus-jeunes-20210728 Les vaccins autorisés pour les ado 12-18 ont fait l'objet d'études et de test avant l'autorisation par l'Europe. https://www.lesechos.fr/industrie-services/pharmacie-sante/leurope-approuve-lutilisation-du-vaccin-de-moderna-pour-les-12-17-ans-1334396 Le risque principal (mais très rare) est une inflammation du myocarde chez les jeunes hommes. https://www.leparisien.fr/societe/sante/loms-estime-quun-lien-est-probable-entre-problemes-cardiaques-et-certains-vaccins-contre-le-covid-09-07-2021-UKI2WYOLNRFDTKIL6YK5EXERJQ.php Il n'y a dans le vaccin ( à ARNm) aucun élément pouvant causer des problématiques sur le développement. (l'arnm le corps y est régulièrement soumis par toute sorte de virus, les lipides bon voilà et pas d'adjuvant chez Pfizer et moderna) https://www.futura-sciences.com/sante/questions-reponses/vaccin-vaccin-sont-effets-possibles-long-terme-15861/ Oui mais non... La charge virale baisse beaucoup plus vite chez un vacciné. Donc la fenêtre de contamination est beaucoup moins longue. Donc un vax est moins contagieux. Cela ne dispense effectivement pas des gestes barrières.2 points
-
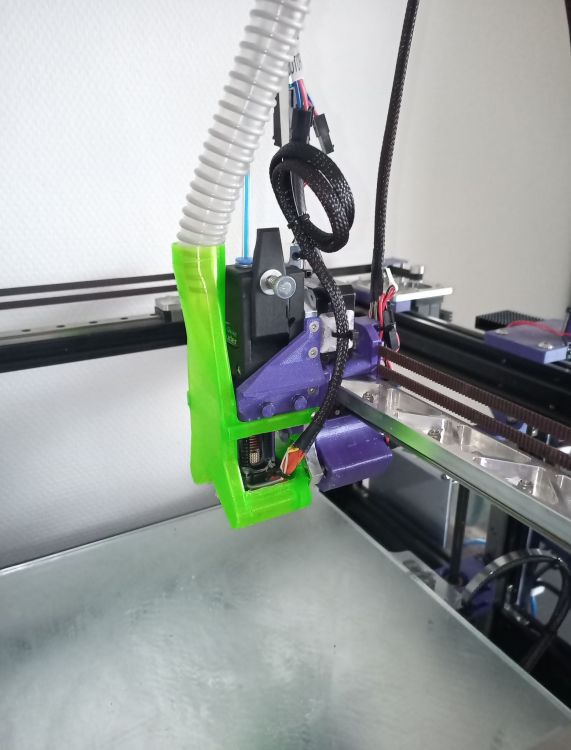
Voilà, je me lance enfin Il y a plusieurs topic à traiter pour couvrir les modifications que j’ai faites sur ma D12. Je vais tout centraliser ici, mais on pourra peut-être créer des sujets séparer si certains souhaitent rentrer dans les détails. 1) Remplacement Firmware Marlin/Molise et Octoprint par Klipper 2) Passage en Direct Drive: tête perso sur base d’un modèle pour CR10 avec extruder Orbiter et hotend Dragon (E3D V6 en mieux)1 point
-
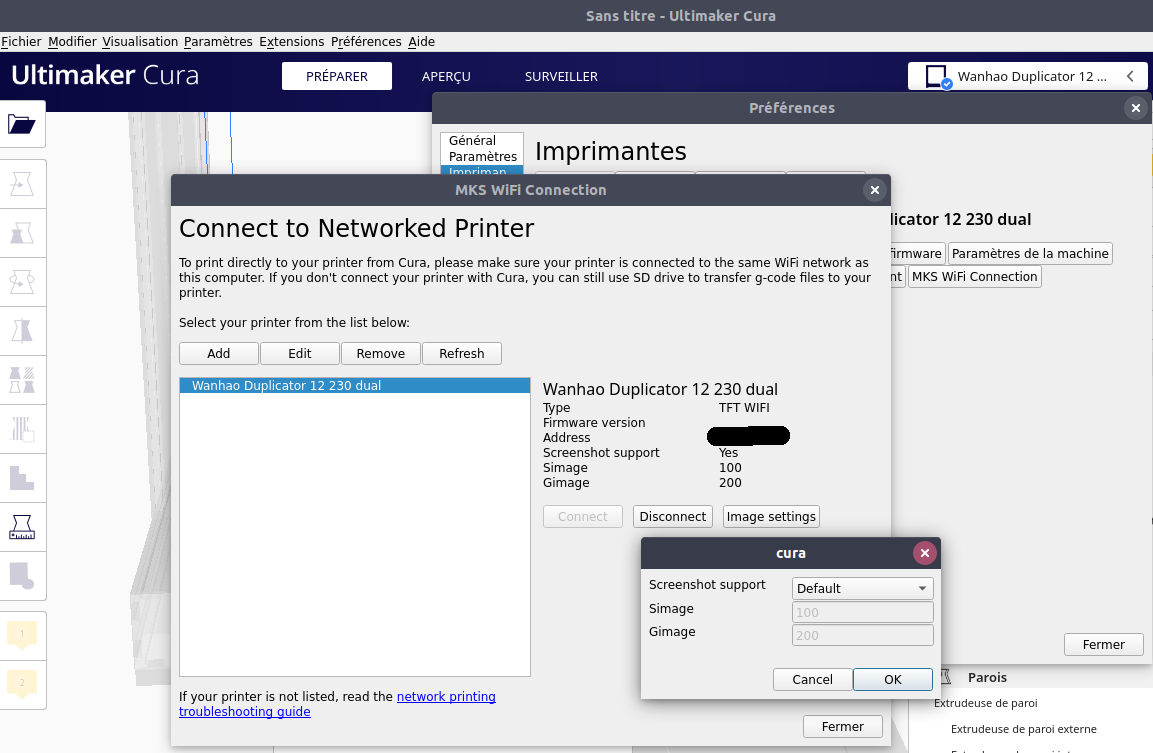
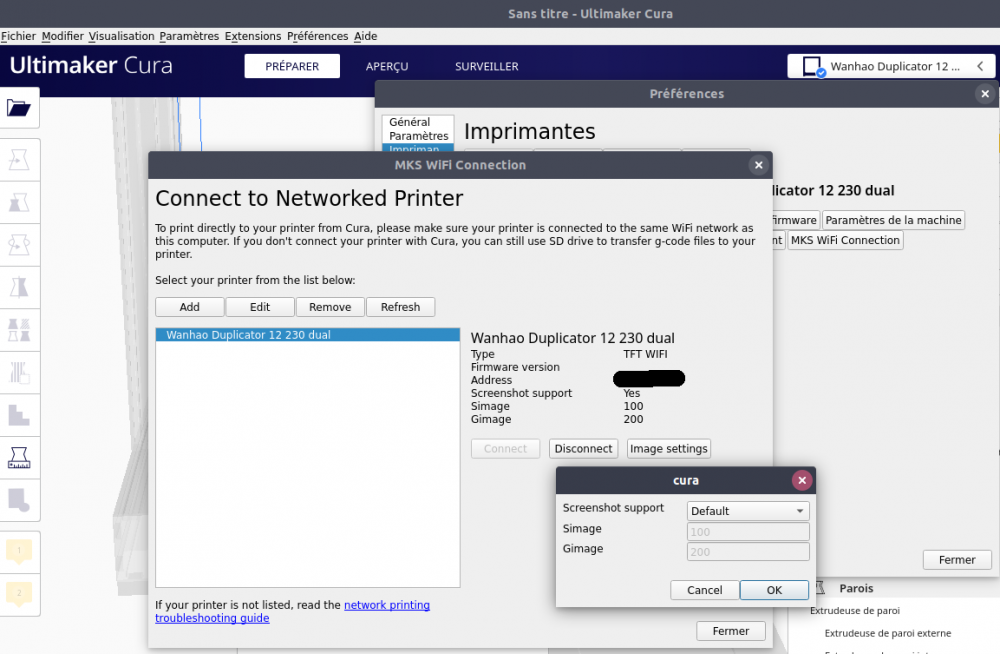
Bonjour, Pas sûr d'être au bon endroit, alors dites-moi. Je viens d'installer CURA 4.10 et bien sûr le wifi ne fonctionne pas. Pour remédier à ce problème : Fermer l'application Cura ; Vous rendre dans le répertoire « C:\Users\NomDeLordinateur\AppData\Roaming\cura\4.10\plugins\MKSWifiPlugin\MKSWifiPlugin » (ou autre partition) ; Ouvrir le fichier « plugin.json » avec un éditeur genre Notepad++ ; Modifier la ligne « "maximum_cura_version": "4.x" » en « " maximum_cura_version": "4.10" » ; Sauvegarder, quitter Notepad et ouvrir Cura.1 point
-
Dis le spécialiste des jeux de mots ^^ . Le fait est que tous les gazs (rare ou non) ont un symbole chimique propre, l'air n'en a pas pour la raison que tu as cité précédemment.1 point
-
C'est jouer sur les mots mais effectivement c'est un mélange de gaz.1 point
-
Toutafé. On sait bien d'ailleurs que quand le gaz part, c'est la mort sûr1 point
-
Je me garderais de donner un avis général sur la machine, n'en ayant pas. Quelques infos complémentaires: La V0.1 corrige quasi tous les défauts de la V0. Notamment les moteurs qui sont plus puissants pour ne plus avoir de skip à haute vitesse. Les V0 sont assez complexes à monter. Il faut suivre scrupuleusement le guide de montage sous peine de devoir démonter des parties pour rajouter l'écrou oublié. Il y a un mod vraiment super pour le câblage de la tête: un PCB qui se fixe entre les moteurs sur toute la largeur, et un petit au niveau de la tête. Entre les deux on cordon "ombilical" propre. Je recommande la hotend dragon par rapport à la V6. Elle est plus solide, elle se fixe mieux et le changement de buse est plus facile (pas besoin de tenir le bloc de chauffe). La dragon normale est plus ambivalente que la highflow avec un débit max bien supérieur à la V6. La highflow peut aussi imprimer à des vitesses standards aussi mais sera plus difficile à régler. Vu le prix du kit + port, on doit pas être loin d'une V0.1 sourcée soi-même. Tu auras de la meilleure qualité en suivant le sourcing guide. Attention les pièces imprimées ne sont pas fournies dans le kit, elles doivent être en ABS obligatoirement. La communauté Voron est plutôt présente sur discord. C'est une mine d'informations.1 point
-
bonjour. merci pour les réponses. J’ai tout démonté pour vérifier. il semblait effectivement y avoir un espace entre le heatbreak et la buse. Il y a du pla fondu un peu partout a ce niveau. Le tube ptfe semblait un peu cours. j’ai commandé du ptfe et une nouvelle buse car celle ci à force de se boucher est bien pourrie. Je compléterai lorsque j’aurais tout reçus.1 point
-
Beau travail1 point
-
Bravo pour cette pièce, je n'aurai jamais pu la trouver et pire je n'avais aucune idée pour alimenter la recherche !1 point
-
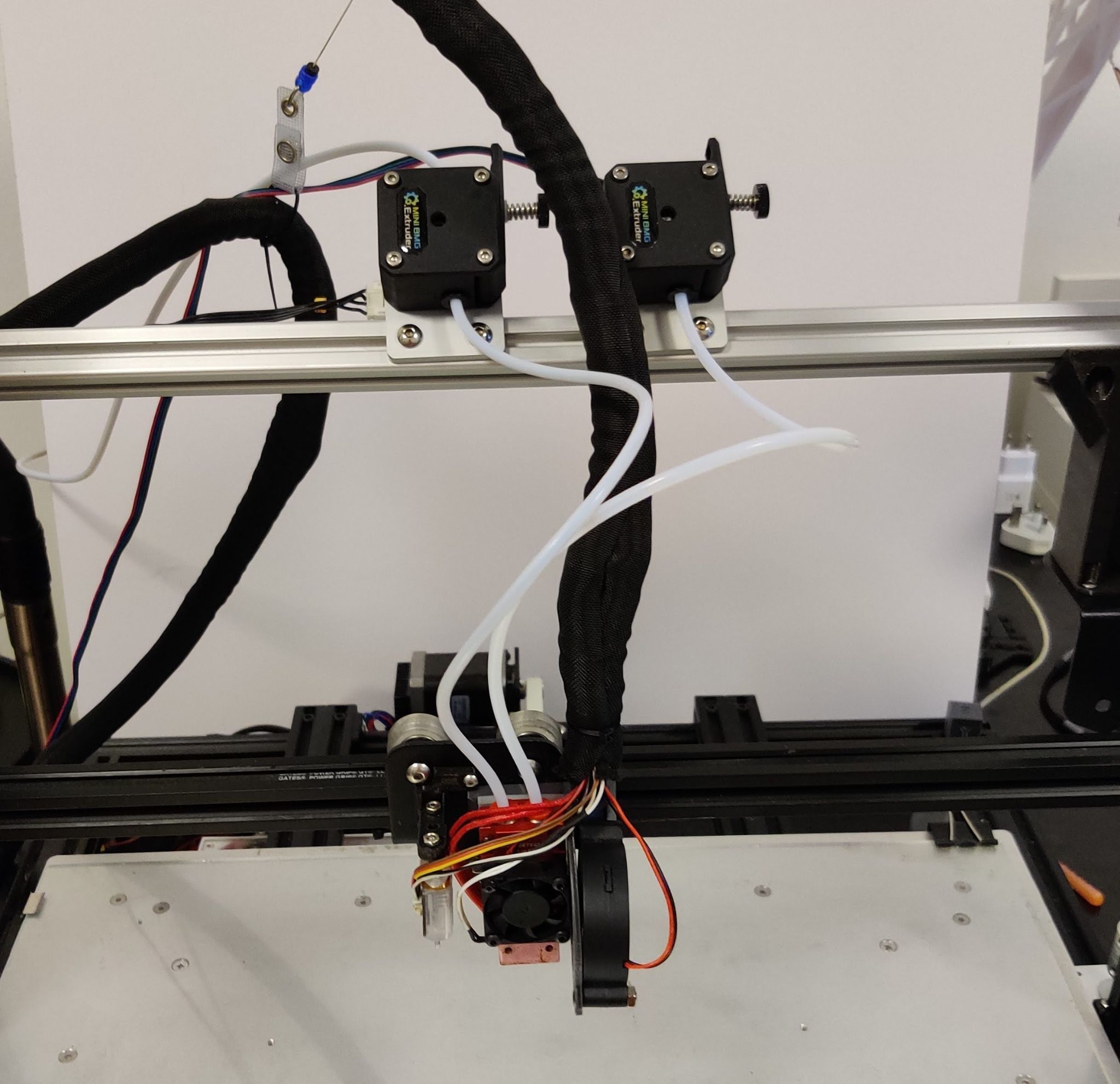
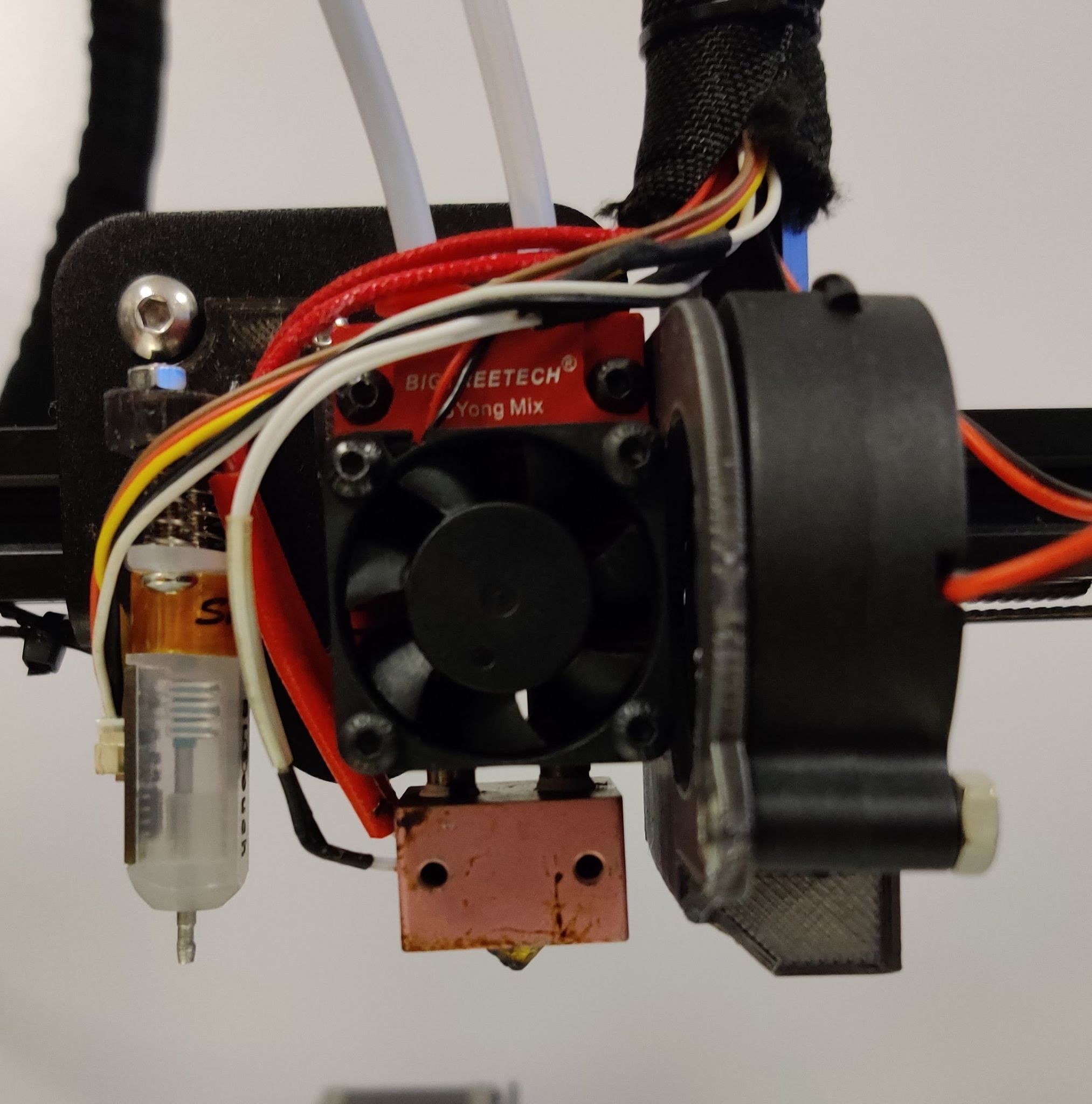
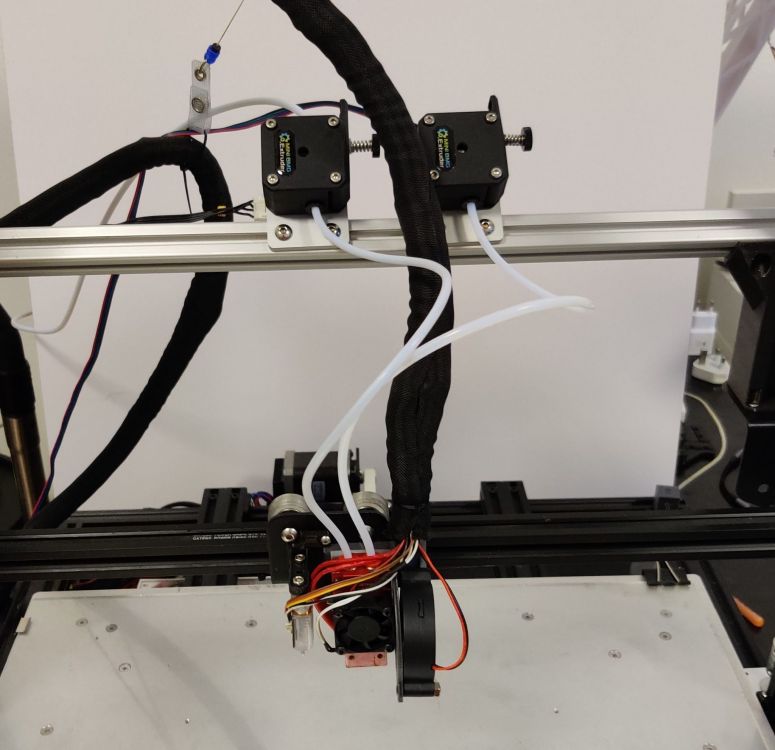
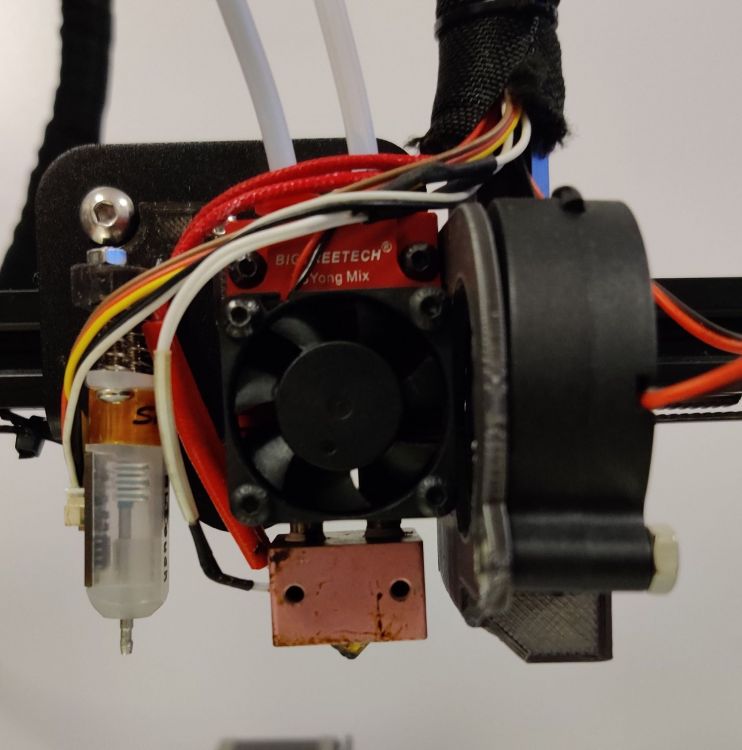
Salut, La solution que j'ai retenu pour ma CR10S5 est la tete mixing de Bigtreetech, cela ressemble beaucoup a celle qu'a essaye @yopla31 mais le Y et dans le hotend au lieu d'etre dans le radiateur donc pas de probleme de blocage ou de retract super long. Le sujet que j'avais fait a l'epoque: Tu pourras voir qu'il a dechaine les passions Depuis j'ai juste change la position des extruders pour reduite la distance des tubes ptfe. Le profile alu qui supporte les extruders monte et descende avec l'axe Z. Tu as tjs le probleme de la purge. Depuis que je l'ai installe je ne l'ai utilise pour faire du bicolor qu'une seule fois, l'essai que l'on voit dans le sujet de presentation...Encore un truc qui me semblait indispensable mais qui une foie installe ne me sert a rien. C'est pas tres grave ca marche quand meme tres bien avec un seul filament de charge, le filament fondu ne remonte pas dans le tube vide. Au final je pourrai bricoler un detecteur de fin de filament pour changer d'extrudeur quand la premiere bobine est vide, ainsi plus besoin de galerer pour trouver des bobines de 5Kg. Cdt SoM
 1 point
1 point -
Bonjour, Petite question, pourquoi créé un "énième" nouveau sujet si tu en as déjà fait plusieurs ? Hormis le fait que cela dispatche les informations pour d'autre utilisateurs qui pourraient avoir le même problème, ceux qui sont susceptibles de t'aider n'auront pas les informations des précédent posts, et donc vont surement reprendre des solutions que tu as déjà écartés ... Ce qui est donc complètement improductif. Il est donc judicieux de fusionner ce sujet avec tes précédents sujets, via un admin/modo. Par ailleurs, si ton problème n'est pas résolu, c'est sans doute que les personnes qui ont essayé de t'aider n'ont pas trouvé le problème (qui incombe soit dit en passant au SAV de ton fournisseur d'imprimante, et sûrement pas à un forum d'entraide, qui reste cependant une alternative/complément). Enfin, il te suffit de faire un up sur ton sujet initial pour espérer avoir d'éventuelles nouvelles pistes de résolution de ton problème.1 point
-
Le prix de ma version est d'environ 2300€, Le prix de base sans les "tools" est vers 1300€ et ajouter environ 200€ par "tool" moins cher si clones. <le prix varie beaucoup selon la qualité des composants installés, exemple rails HIWIN, LDO ou clones chinois.1 point
-
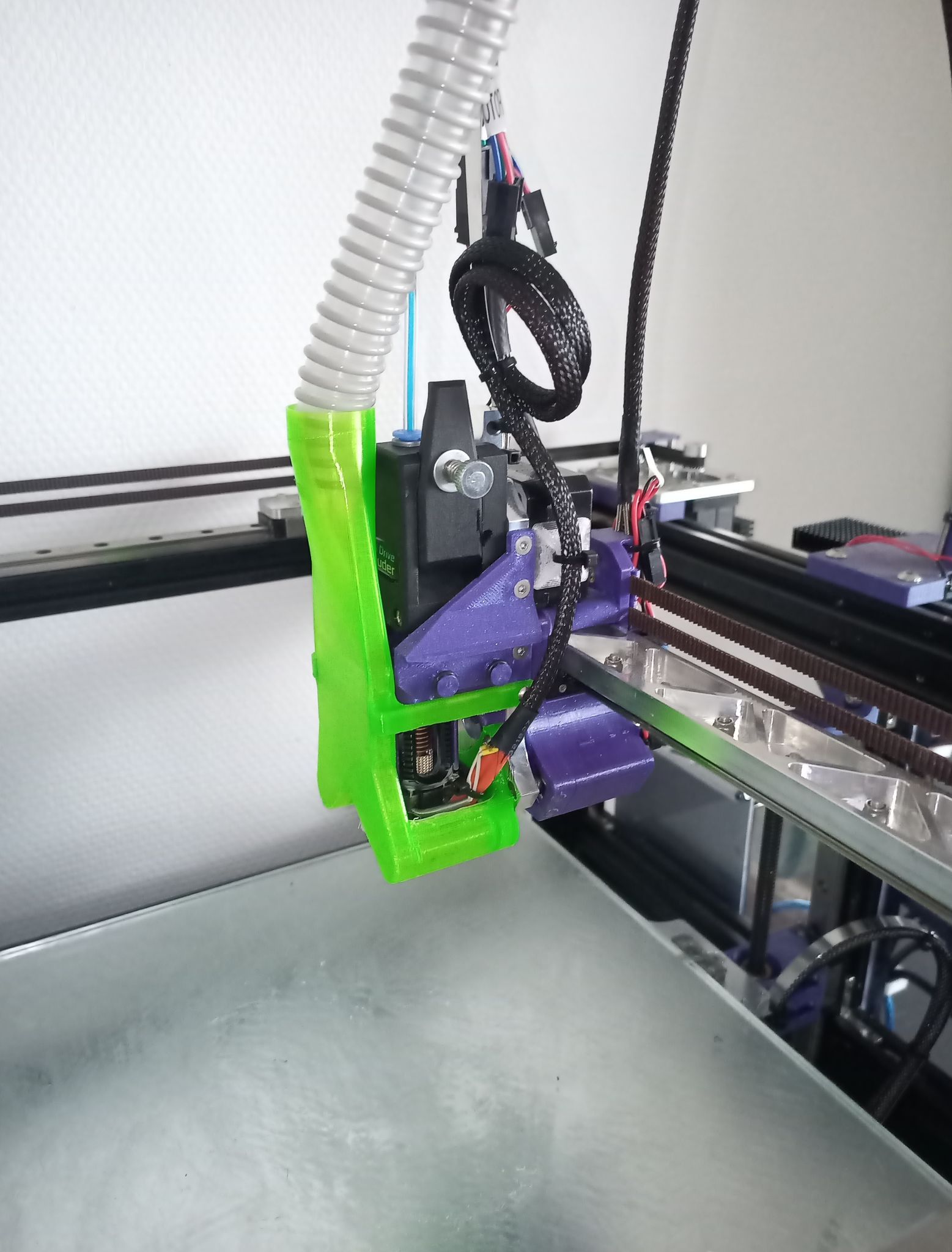
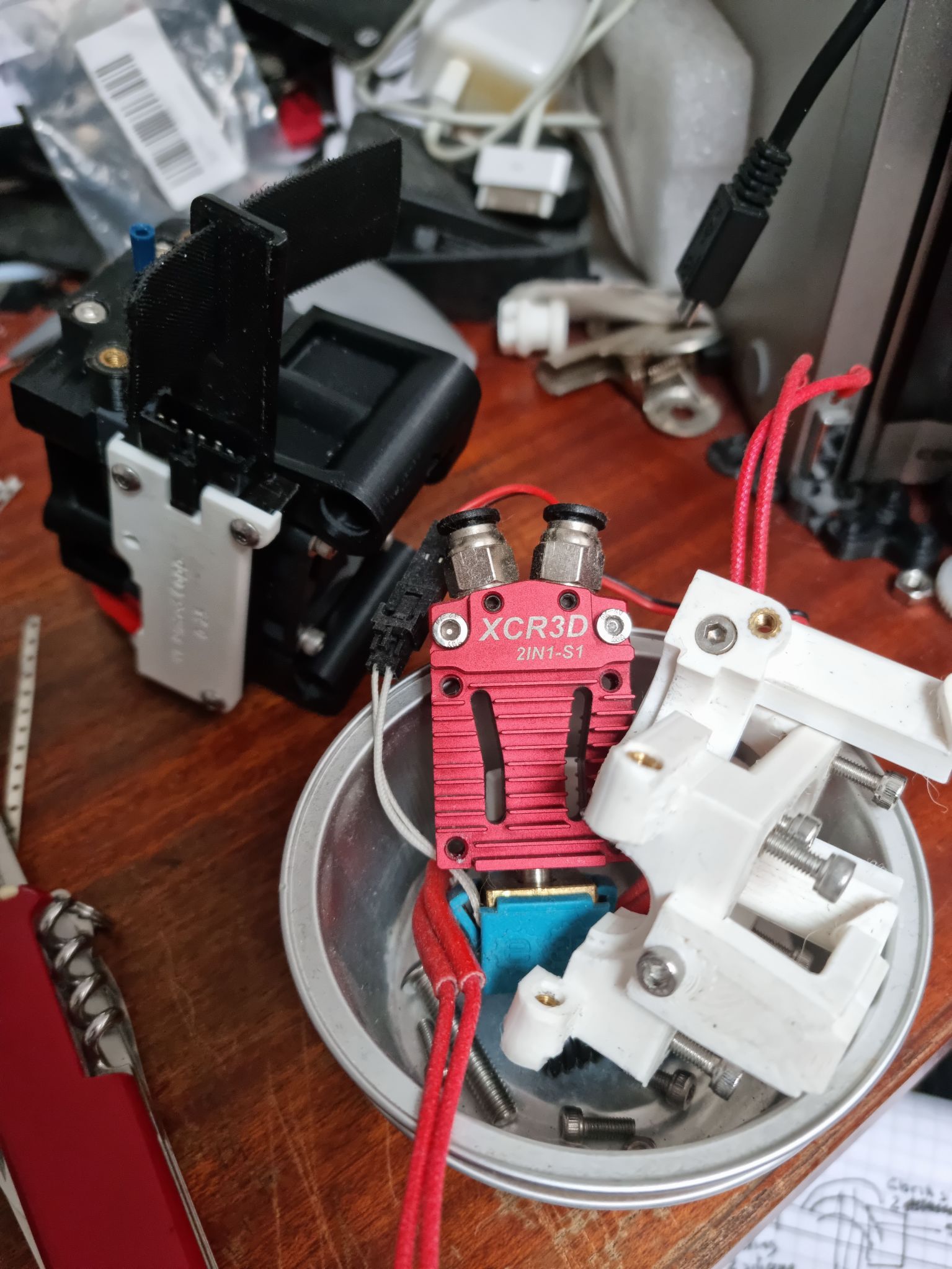
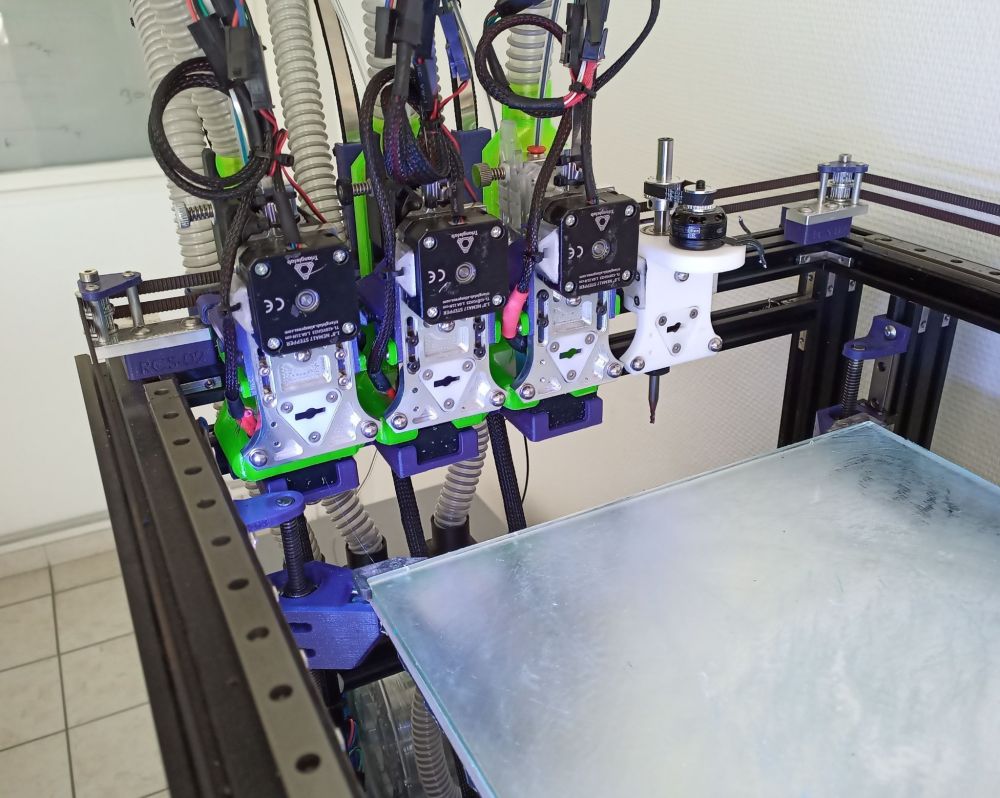
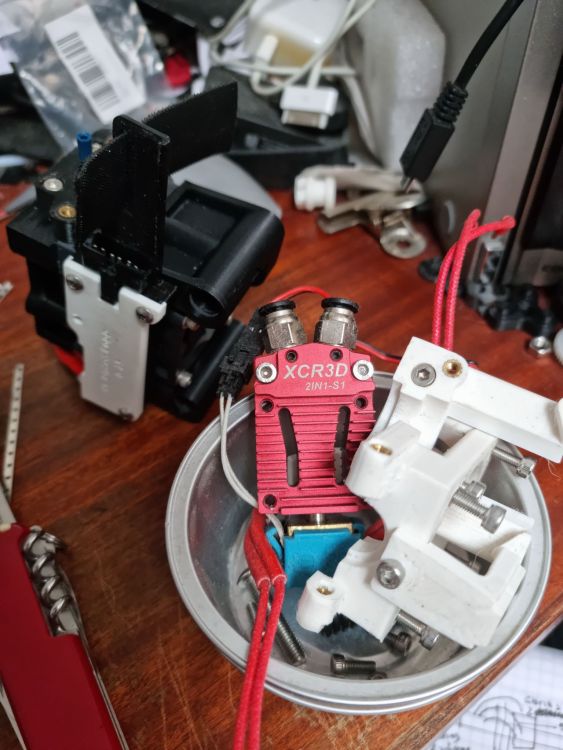
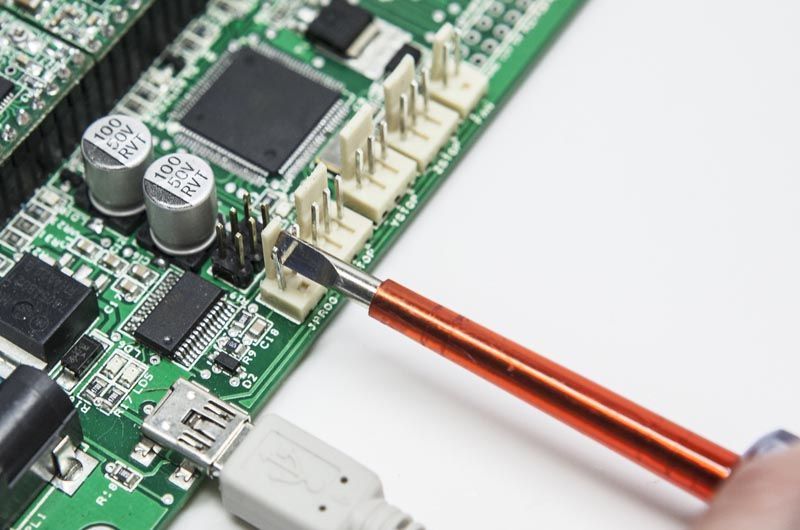
Que de souvenirs ces essais de double extrusion ! Je pense, comme quelques uns parmi nous, avoir tout essayer . J'ai encore des trucs qui trainent sur le bureau.... Avant cette solution, j'avais essayé le Y "fait maison", même avec du PTFE à l'intérieur... La tête XCR3D reste la bonne solution, car les distance de rétraction sont beaucoup plus courtes qu'avec un Y. Et pour que cela fonctionne correctement, il faut bien gérer ces rétractions et prévoir un nettoyage de la buse à chaque changement d'outil avec un G12 sur une brosse métallique, par exemple. Et cette tête permet le montage de bloc de chauffe et buse e3d, v6 ou volcano. Pour la dual extrusion à bascule sur ma CR10, j'ai essayé nombre de solutions, pour en finalité, "voler" l'idée géniale de @Jean-Claude Garnier, à savoir, insérer entre la double tête et le servomoteur, un câble dans une gaine, qui permet d'avoir une certaine élasticité dans la commande. Ca fonctionnait très bien, comme tu peux le voir sur les vidéos. Mais, tu peux constater que c'est très tendance "usine à gaz", et même si j'avais pris en compte la facilité de démontage lors de la conception. Passer à une buse 0.8 restait un calvaire, autant que ma Ender 5 avait, entre temps évoluée, en dual extrusion avec 2 têtes indépendantes chargées tour à tour. Ce qui m'avait amené à développer une conception d'outil intégrant la tête e3d, V6 ou Volcano, un ventilateur 40x20 pour refroidir le corps, le tout dans un support comprenant le système de parcage et le système de fixation au chariot. Dans le concept, le système de refroidissement de l'extrusion reste fixe au chariot. Pour les extrudeurs, j'ai commencé en bowden avec des BMG pour évoluer avec des extrudeurs Orbiter en direct drive sur chaque outil. J'ai ainsi développé un écosystème fiable qui prend quelques minutes pour changer un outil. Sur l'image ci-dessus, tu peux voir, derrière le pot avec la XCR3D, un de mes "outils", ici une tête v6 avec une buse en 0.25 "plated copper". Quand j'intervertis un outil, je démonte l'extrudeur (2 vis), je débranche le connecteur, et opération inverse avec le nouvel outil. Pas de recalibrage de l'extrudeur, et je revérifie l'offset Z. En effet, l'ensemble est imprimé en ASA (ApolloX de Formfutura), amarré au chariot par 3 paires d'aimants de pôles opposés et de 3 piges (3 vis M3 usinées à l'œil en cône avec la perceuse et une lime !) se positionnant dans 3 canons de perçage. Ca reste un peu empirique, et j'ai quelques centièmes de différence, une mesure avec le BL-Touch et un M851 Zxxx et c'est parti. Après ces différentes expériences, je souhaitais faire évoluer ma CR10 en IDEX, mais adaptant la fixation des outils pour utiliser les mêmes outils que ma Ender 5, et profiter de l'écosystème ainsi créé. J'avais peine esquissé les premières idées que je découvrais la souscription pour l'Artist-D. J'ai plongé, mais ça était assez long avant de la recevoir et d'impatience, j'ai repris la modélisation de l'évolution IDEX de ma CR10 et fabriquer l'axe double X. L'artist-D est enfin arrivée et m'a pris beaucoup de temps pour l'expérimenter (voir mes retours d'expérience dans cette discussion). Je reprends le taf lundi prochain, et je n'ai pas fini ma CR10 IDEX, d'où l'empressement à achever cette évolution. Refonte du câblage presque achevé, il me restera le firmware à mettre au point, puisque je continue en Duet2 Wifi avec une extension Duex5 en RepRapFirmware v3. Voilà un résumé de mes expériences en dual extrusion qui, je l'espère, t'aidera dans tes choix. La solution IDEX reste, pour moi, la meilleure solution. Malheureusement, j'ai rencontré des bugs, et des difficultés pour remonter, aux développeurs, ces constats, et il semble que je ne soit pas le seul ! J'ai donc opté pour le système Duet3d avec lequel j'ai eu d'excellents résultats en dual extrusion à bascule avec le RRFv2.
 1 point
1 point -
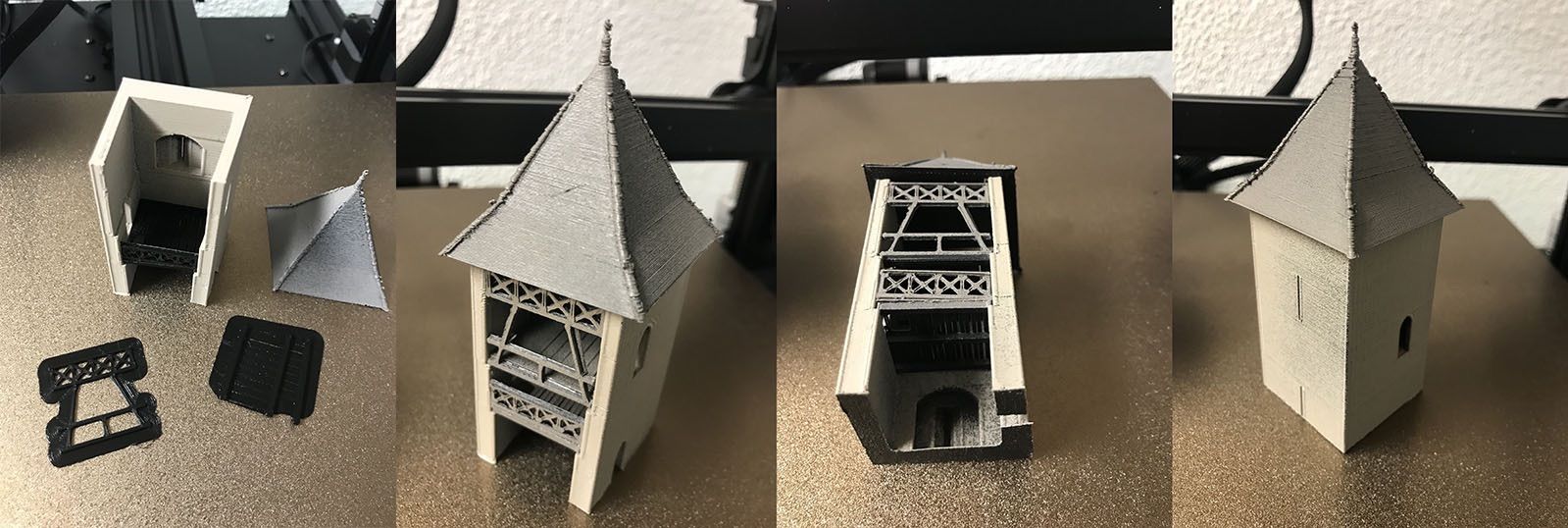
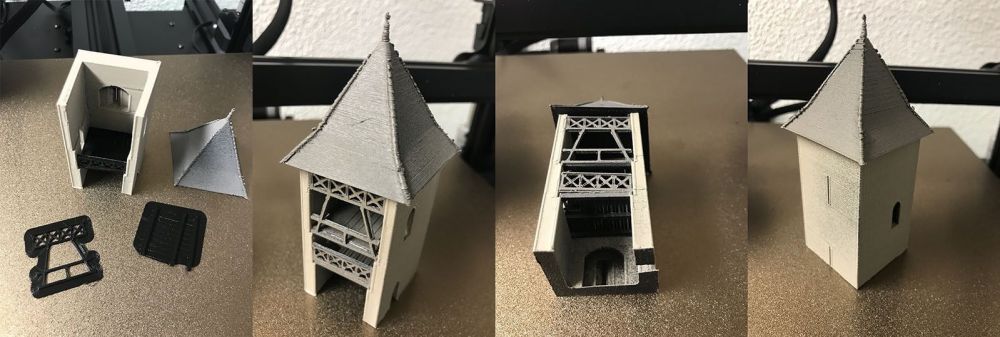
Salut, Voici un retour sur mes premières impressions 3D. Anycubic Vyper : tu montes, tu branches, ça marche… Cura slicer : tu lances, t'importes, ça marche, franchement intuitif… Petit test d'impression d'une tour, 10cm de haut. Le modèle 3D est exporté par morceau quasi sans aucune adaptation. À la base c'est un volume 3D uniquement destiné au rendu pour illustration et animation donc autant dire qu'il n'est pas optimisé pour le print. Cura prend tout sans broncher. J'ai imprimé l'ensemble en PLA noir, bombés vite fait histoire de mieux voir à quoi ça ressemble, aucun ponçage ni nettoyage particulier des pièces au préalable. Le modèle est trop petit, les planches passent limite parfois juste définies avec 4 passages c'est un peu léger. Certaines pièces devront être simplifiées pour éviter les bavures, par exemple les fêtières du toit intègrent des nez qui imposent des micros mouvements de la buse qui fait des boulettes. Je referai un test ultérieurement en tenant compte de tout ça. ++
 1 point
1 point -
Normalement le ventilateur qui souffle sur le radiateur doit le faire en permanence s'il est connecté sur une prise FAN non régulée (non PWM) donc une prise qui ne fournit que +V et GND. S'il est connecté sur une prise FAN régulée (PWM) des modifications doivent être effectuées dans le fichier configuration_adv.h Pour la carte BTT SKR2, voir sa documentation (FAN0: PB7, FAN1: PB6, FAN2: PB5 si branché sur FAN3 ou FAN4 pas de régulation possible (+ / -))1 point
-
Il faut deux mains gauches ou Shiva comme aide !!!1 point
-
hum je ne sais pas ... merci google : https://support.raise3d.com/ideaMaker/4-1-2-1-general-15-813.html Donc je dirais nombre de threads/processus et/ou leur priorité système pour faire le tranchage ? Edit : donc une traduction inadapté du mot "thread" ...1 point
-
Effectivement dans mon cas j'ai inversé les fils rouge/marron et gris/noir J'ai aussi inversé le Z axis "#define INVERT_Z_DIR true" du coup, le homing fonctionne peccable! Par contre quand je souhaite bouger manuellement mon axe Z, cette fois l'axe est inversé alors j'ai inversé l'axe Z aussi dans les paramètres de l'écran tft et tout est fonctionnel. Je vais peut être réussir a faire une impression avant la fin de la semaine Ce soir je m'occupe de pourquoi le ventilateur en face du heatbreaker ne s'allume pas quand la temperature de buse est au dessus de 50°C Merci de ton aide et gentillesse PPAC, c'est grave cool d'apprendre ce genre de choses1 point
-
C'est superbe!!1 point
-
Bonjour les gars, Suite à mes déboires avec mon Anycubic, finalement je l'ai vendu complète (100€) à un modéliste que je connais, qui lui est bien meilleurs que moi sur les firmwares, il nous a même fait des programmes pour nos machines fil chaud et fraiseuse numérique, bref un "Monsieur", bien sur j'ai eu des nouvelles sur cette imprimante, il m'a même avoué "elle bien failli passer par la fenêtre" !!!!.... jusqu'à que l'idée de faire des recherches sur le firmware de cette imprimante, en faite il y a bug dans le firmware de chez Anycubic, sympa, non????.... Je n'ai pas cherché en savoir plus, vu que je suis passé à une Ender 3 V2 Jean1 point
-
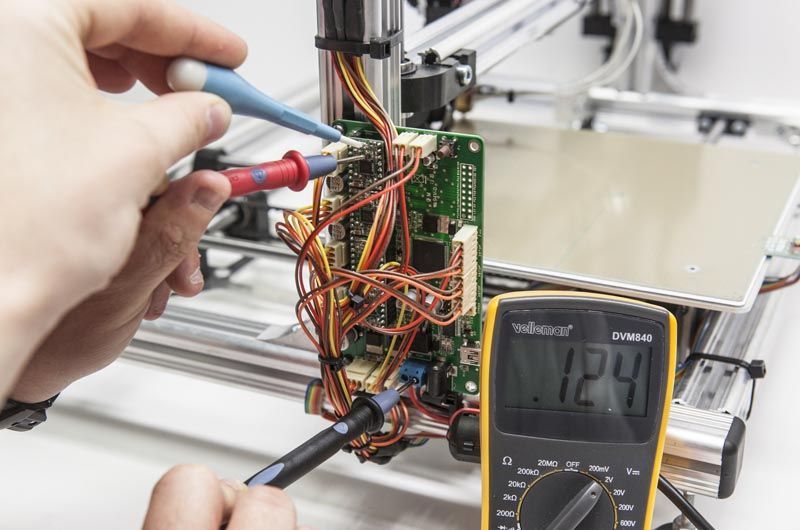
Sur des documentation de chez Velleman : Finalement quand je repense a cela, les vidéos de Creality sont top.
 1 point
1 point -
 Moi j'en ai bin une mais vu "que j'y connais que dalle" tu vas pas la trouver bien crédible Il faut être prudent avec les "ons" ..... Du fil de pêche chuis pas sûr que ça irait, pour qu'il soit solide il faudrait qu'il soit gros et s'il est gros bin y passera pas. Je pensais plutôt à de la corde à piano genre 0.3mm de diamètre, tendue comme un string entre deux points fixes Plateau démonté, lui faire faire avec précaution des mouvements de "sciage".... Autre possibilité, faire passer du courant dans la corde à piano pour la chauffer, comme on fait la découpe de polystyrène au fil chaud..... Attention, du 12 ou 24V, pas du 230 hein Enfin bon, c'est un peu l'idée quoi....1 point
Moi j'en ai bin une mais vu "que j'y connais que dalle" tu vas pas la trouver bien crédible Il faut être prudent avec les "ons" ..... Du fil de pêche chuis pas sûr que ça irait, pour qu'il soit solide il faudrait qu'il soit gros et s'il est gros bin y passera pas. Je pensais plutôt à de la corde à piano genre 0.3mm de diamètre, tendue comme un string entre deux points fixes Plateau démonté, lui faire faire avec précaution des mouvements de "sciage".... Autre possibilité, faire passer du courant dans la corde à piano pour la chauffer, comme on fait la découpe de polystyrène au fil chaud..... Attention, du 12 ou 24V, pas du 230 hein Enfin bon, c'est un peu l'idée quoi....1 point -
Si. Tu peux laisser le fichier xxxxxx.bin sur la carte sans inquiétude. Si le nom du fichier est identique au firmware déjà installé, il est ignoré (ce n'est valable que pour les cartes Creality 32 bits, d'autres fabricants modifient simplement le xxxx.bin en xxxx.cur). Le seul moyen de «reflasher» le même firmware est de modifier le nom.1 point
-
Merci pour l'astuce ! Sous linux pour l'étape 2 : Vous rendre dans le répertoire « ~/.local/share/cura/4.10/plugins/MKSWifiPlugin/MKSWifiPlugin » Aussi, il me semble que le "Save as TFT", n'embarque l'image, que si l'on passe par le paramétrage de "Image settings" pour y définir le "Screenshot support" dans "MKS WiFi Connection" des préférences de l'imprimante ou que l'on édite le fichier d'instance d'extension .cfg des préférence de l’imprimante ( sous linux dans le répertoire "~/.local/share/cura/4.10/machine_instances/" ) pour y ajouter [metadata] ... mks_simage = 100 mks_gimage = 200
 1 point
1 point -
Oui et non. Tout dépend de la composition du HeatBreak et de la précision d'usinage. Le cuivre/titane que j'ai (pas encore beaucoup testé car mon montage est récent et je suis assez occupé en ce moment), n'a aucun problème avec le PLA, après c'est un Triangle Lab, et l'usinage est de qualité, ce qui est très important. Sinon, pour citer @MrMagounet pour les explications techniques (c'est plus rapide que de tout réécrire), et pourquoi le Bi-métal est bien mieux que le full metal : Ton PTFE est en contact avec la buse lorsque que heatbreak est de type bore ou avec bague de teflon(c'est un bout de teflon sur le dernier centimètre de ton heatbreak en contact avec la buse) quelques soit le système bowden ou Driect Drive. Dans le cas d'un HeatBreak Full Metal ou Bi Metal le PTFE sera juste sur une tout petite zone a l'entré du heatbreak, ceci sur du bowden ou DDrive. Après mieux vaut du bi metal au full metal pourquoi ? - Le full metal est en realité un heat break d'une seule pièce en titan par exemple il est très mauvais conducteur de chaleur et donc le PTFE bien plus haute reçoit peu de chaleur, mais avec le temps le titane finira par monter quand même en température car la chaleur s'accumule avec le temps et ce dissipe peu. - Le Bi Metal utilise 2 metaux différente du titane et du cuivre, la titan sera sur le pont entre le heatblock et l'extrudeur (et parfois en plus sur l'ensemble du filtage qui ce vis sur le heatblock), et la parti qui monte dans heatsink et l'extrudeur est en cuivre. l'avantage ici toujours crée une rupture de pont thermique mais la partie cuivre dissipera mieux la chaleur qui sera évacué bien plus vite, le heatbreak restera donc bien plus froid. Les mesure donne pour un print de 2 heures en PLA a 200°C un gain de 6°c à 10°c plus faible environs sur du bi metal sur temp ambiante de 25°C, on aurait Jusque 42°C sur du full metal alors que le bi metal sera a 32°C, bien entendu plus l'impression est longue plus cette température peux monter. Après sur des prints a moins de 300°C le full metal fait le job sans soucis, au dessus je pense qu'il faut evite le full metal et obligatoirement regarder sur du bi metal.1 point
-
@Tekila63et @errivan cela na pas d'importance le connecteur du fin de course d'origine peut rester il n'y a pas de capteur Zmax definit dans le marlin je ne k'ai pas retirer pour ma part.1 point
-
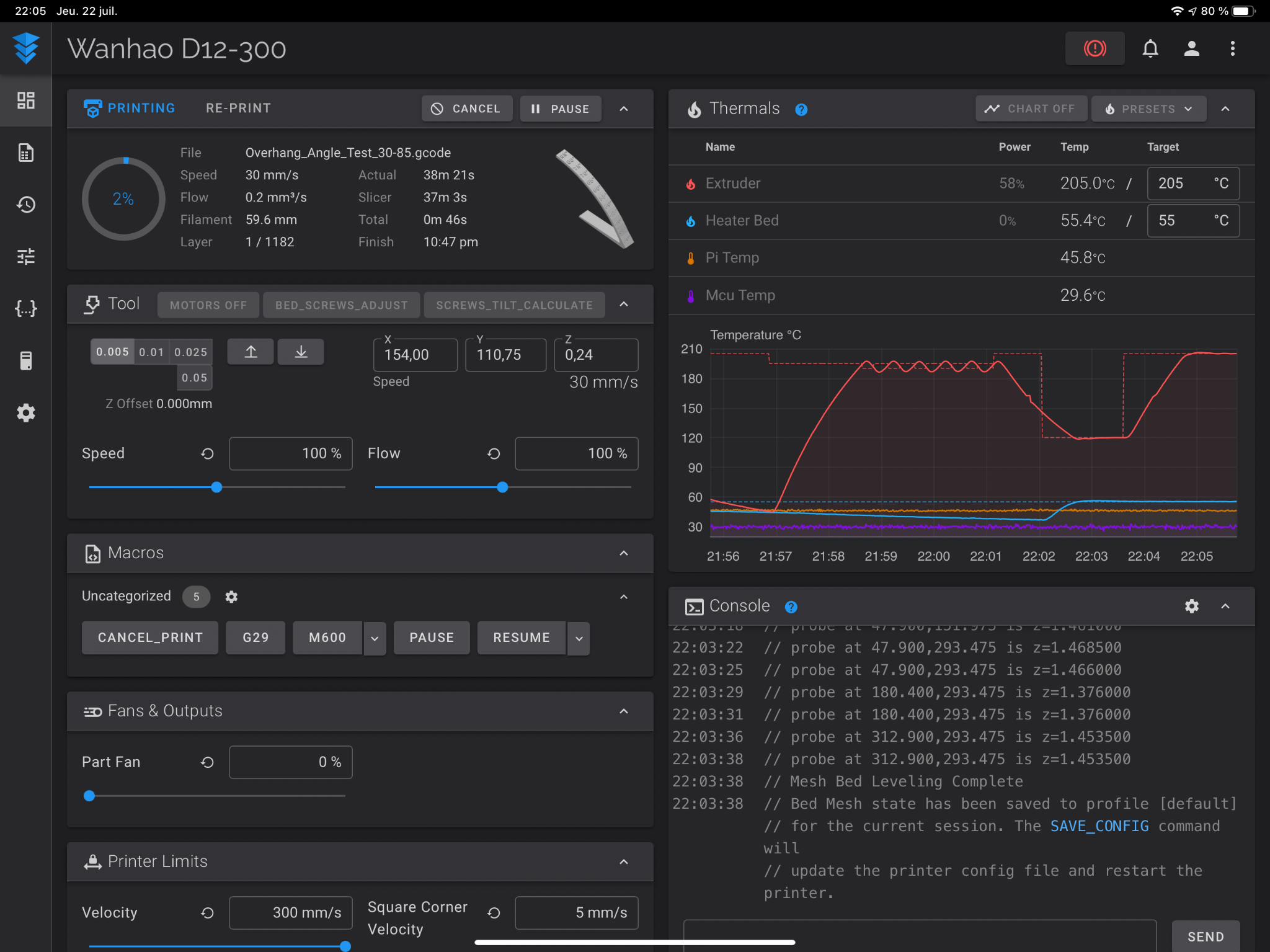
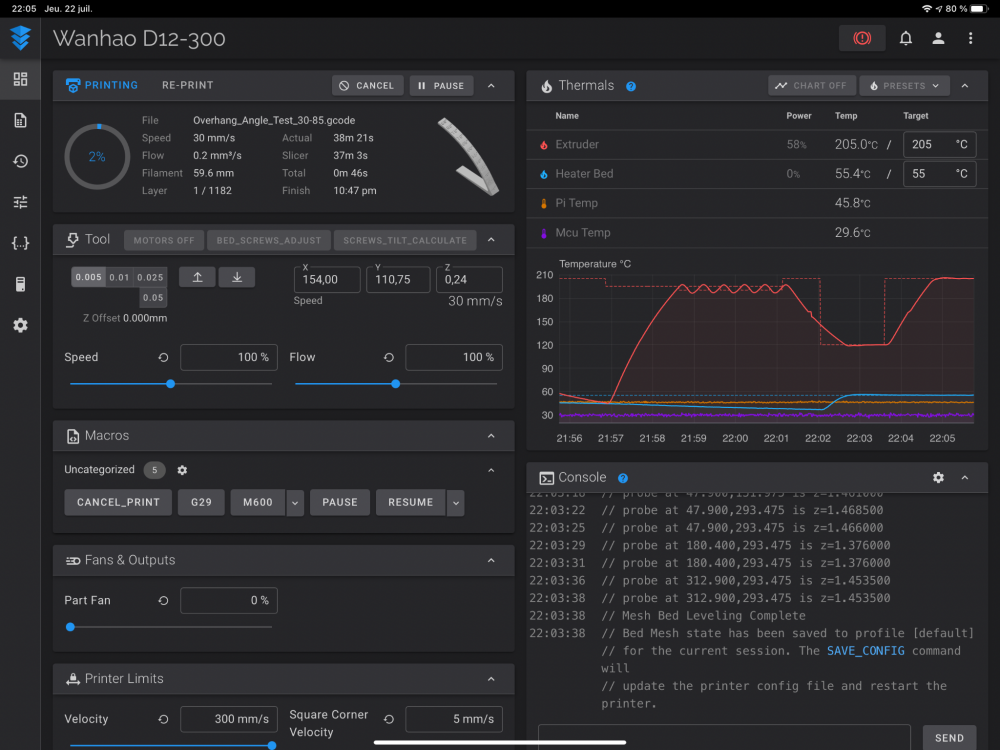
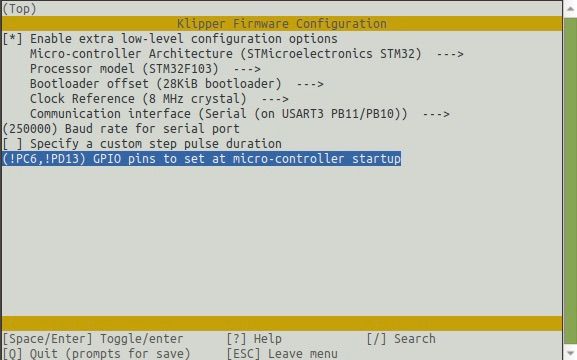
Remplacement Firmware Marlin/Molise et Octoprint par Klipper Avant tout, en terme de qualité, Klipper ne va rien apporter. Après y avoir consacrer un certain temps à bien tout calibré et avoir compris les contraintes liées à des impressions à haute vitesse, on arrivera à un niveau de qualité semblable ce n’est honnêtement pas encore mon cas… je suis encore novice en impression 3D et avec Klipper) 2e point potentiellement négatif pour certains, on va perdre totalement l’écran de contrôle sur l’imprimante. Pour ma part, ça ne pose aucun problème car en échange, n’importe quel écran qui a accès à un browser (gsm, tablette, pc,…) devient un écran de contrôle. Par contre, on va réduire de façon très significative le temps d’impression (vitesse et accélération) en ayant quasiment aucun ringing/ghosting, on aura un accès très facile à la configuration machine changement en live), on peut tout gérer à distance, macros évoluées pour faire à peu près tout ce qu’on veut,… Pour ceux qui sont pas à l’aise avec l’Anglais, je conseil de parcourir le topic de @fran6p afin de se familiariser avec la procédure d’installation Pré-requis - Un Raspberry Pi: Klipper va tourner sur le raspberry, faire tous les calculs et envoyer toutes commandes à la carte de l’imprimante. Un Pi Zero W fait très bien le job même si comme toujours, un peu lent à l’usage (installation, mise à jour, reboot,…) - Une (bonne) carte SD: je dirais minimum 16Gb car en plus du firmware, il y a pas mal de fichiers de config, des images, tous les fichiers d’impression (si on conserve tout) - Une vieille tablette/GSM (facultatif): si on souhaite avoir un écran de contrôle poser à côté de l’imprimante Installation interface: Klipper, c’est le firmware. Mais il nous faut une interface pour pouvoir lui communiquer facilement avec. Il existe différentes solutions, mais pour ma part j’ai choisi Fluidd. Ceux qui sont amoureux ou qui ont des plugging spécifiques, ça fonctionne avec Octoprint, mais pour ma part, je ne vois aucune raison… Fluidd est totalement intégrer, et à ma connaîssance fait tout (et plus) et plus rapidement que ce que fait Octoprint. L’installation sera donc très simple… https://docs.fluidd.xyz/installation/fluiddpi 1) Télécharger la dernière version de FluiddPi Lite 2) on copie, l’image de FluiddPi sur la carte SD 3) on met à jour le fichier fluiddpi-wpa-supplicant.txt pour connecter notre Raspberry à notre réseau 3) on installe la carte SD dans le Pi et on démarre 4) on se connecte en SSH avec son adresse IP ou fluiddpi.local 5) On configure le Pi: The default username and password is pi and raspberry. Run the raspi-config tool; sudo raspi-config Change your Password via System Options -> Password. Change your Timezone via Localization Options -> Timezone. Change your Locale via Localization Options -> Locale. Optionally change your hostname via System Options -> Hostname. Your hostname should be a single word. Fluidd will no longer be available at fluiddpi.local but rather yourhostname.local On redémarre le Pi avec un sudo reboot C’est déjà terminé pour l’installation de l’interface Fluidd et Klipper Vous pouvez vous connecter à l’interface à l’adresse http://fluidd.local Installation du firmware sur l’imprimante Maintenant qu’on Klipper et une interface installés sur notre Raspberry, on va s’attaquer au firmware de l’imprimante. Contrairement à Marlin, on va simplement ici créer un lien de communication entre le Raspberry Pi contenant Klipper et la carte mère de l’imprimante. Pour ce faire, on va se connecter en SSH sur notre Pi t'utiliser les commandes suivantes: cd ~/klipper/ make menuconfig Dans l'écran qui s'affiche, on choisi les options suivantes: enable "extra low-level configuration setup", select the "28KiB bootloader", select "serial (on USART3 PB11/PB10)" communication set "GPIO pins to set at micro-controller startup" to "!PC6,!PD13" (<-écrire à manuellement) On quitte en sauvant et on lance la création du firmware: make Ici, c'est la petite astuce pour que ça fonctionne sur nos Wanhao avec carte MKS Robin Nano 1.2 On va lancer un script qui va convertir le fichier généré pour qu'il soit reconnu lors du démarrage de l'imprimante et ainsi activer l'upload. ./scripts/update_mks_robin.py out/klipper.bin out/Robin_nano35.bin On récupère le fichier généré -> out/Robin_nano35.bin et on le copie sur la carte SD qui ira dans l'imprimante (celle qu'on utilisait pour transférer les fichiers d'impression) On éteint l'imprimante (si ce n'est pas encore fait), on insère la carte et on la redémarre. Le flash du firmware devrait avoir lieu et l'écran reste maintenant noire. Pour s'en assurer, on peut retirer la carte et regarder sur son PC/MAC que l'extension du fichier à bien été changée. Tant qu'on est toujours connecter en SSH au Pi, on va récupérer une info dont on aura besoin plus tard pour le fichier de config de Klipper. Ça nous permet de récupérer le serial port connecté au micro-controller. ls /dev/serial/by-id/* Le Pi devrait répondre avec une info du genre: /dev/serial/by-id/usb-1a86_USB2.0-Serial-if00-port0 On copie ça quelque part dans un éditeur de texte, sur sa main, dans sa mémoire,... mais je préconise quand même la 1er solution On a maintenant l'interface FluiddPi et Klipper installés sur le Pi et le Firmware dans l'imprimante. Configuration de Klipper pour la Wanhao D12Vous allez commencer par récupérer le fichier printer.cfg ci-joint et le mettre à jour avec le serial port printer.cfg [mcu] serial: /dev/serial/by-id/*** l'info récupérée au plus tôt *** Faites attention que ce fichier de config est pour - Wanhao D12-300 - BLtouch - TMC2209 en UART - extrudeur Orbiter ou BMG - sonde de chauffe 40W Il faudra donc mettre à jour certain paramètres en fonction de votre configuration. Mais c'est là toute la beauté de Klipper, ça va très vite car il ne faut pas compiler/flasher. On traitera des config spécifique à chacun au fil des posts du sujet. Ce fichier de config devra être copié sur le Raspberry Pi dans le dossier klipper_config Là, non plus, je rentre pas dans les détails ici... il y a plein de méthodes sur le web expliquant comment se connecter à distance au root d'un Raspberry pour y transférer des fichiers (WinSCP, SAMBA,...) On peut ensuite se connecter à l'interface http://fluidd.local
 1 point
1 point -
bonjour et bienvenu david332 regarde et n'hésite pas si tu ne trouves pas de sujet/réponse à tes questions...1 point
-
Bienvenu sur le forum ! Au plaisir et bonne continuation !1 point
-
oui j'ai genre 10 logiciels deja, et j'ai tester ca aussi. mais il enleve qu'un partie des trous. ca me fait toujours des cavernes dans mon modèle. je crois que a part le redessiné il y a pas l'air d'avoir d'option0 points