Classement



Contenu populaire
Contenu avec la plus haute réputation dans 04/09/2021 Dans tous les contenus
-
Pour te donne mon expérience tout dépend du Fabriquant, oui le réglage est essentiel sur la qualité sa je suis d'accord. Si on prend par exemple Artillery leur valeur de Step/mm de l'extrudeur est pas trop mauvaise mais demande a être ajuster tu as sur la mienne a peine 1% de plus de déviation mais en généralement une variation de + ou - 3% sur l'ensemble des machines que j'ai vue ceci est lié au fait que les moteur sont pas toujours exactement les mêmes ce qui potentiellement apporté une légère variation, mais cela reste raisonnable pour cette gamme de prix d'imprimante. Si a côté tu prend l'exemple des TwoTrees Bluer V2 le même firmware que la V1 était chargé sur sur la Bluer V2 au final une cata pourquoi car entre la V1 et V2 l'extrudeur a changer on est passer un extrudeur mono entrainement type Ender3 plastic a un Clone BMG dual gear, ici sur l'imprimante d'un pote j'ai du lui faire un réglage des step/mm car ici l'écart était dément 20% de variation entre le réglage firmware et celui optimal sa fait mal. Et Twotrees malheureusement n'apporte aucune maj firmware vraiment viable une cata, heureusement qu'il utilise des composant ouvert et bien connue MKS Robin Nano V1.2, ce qui permet si on maitrise un peu l'impression 3D de tout bien corrigé. Creality est pas un mauvais fabriquant, mais a faire des systèmes fermé (comme Apple mais pas aussi optimisé) cela complexifie grandement le fait d'optimise et améliorer les imprimante par la communauté.2 points
-
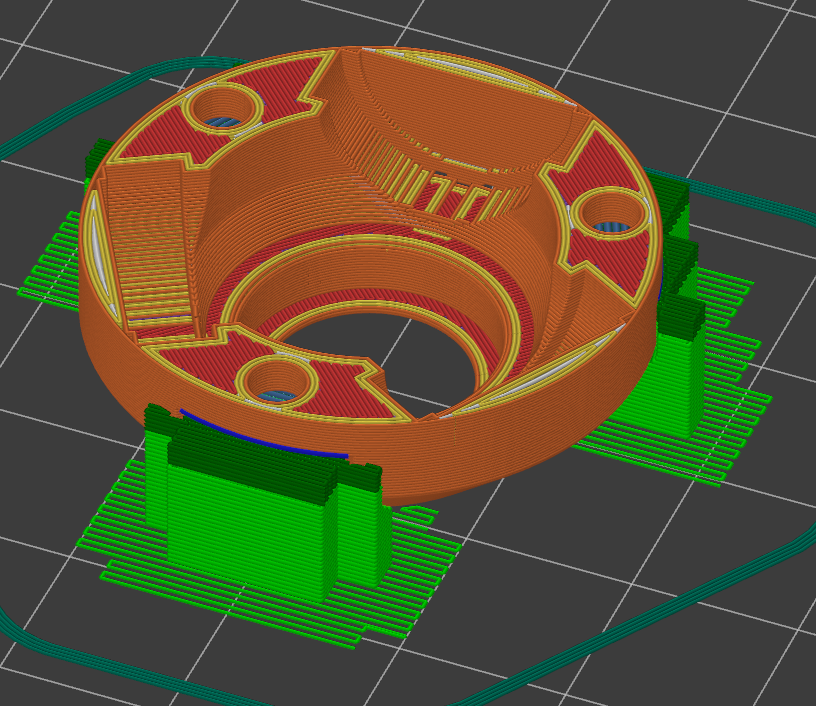
J'utilise la version 2.3.3 également sous linux Pour le découpage : hauteur de couche 0.2 mm et largeur 0.3 mm [édit] En observant les différentes couches, je ne constate pas de défaut apparent, il faut que @vap38 l'imprime pour voir le résultat final1 point
-
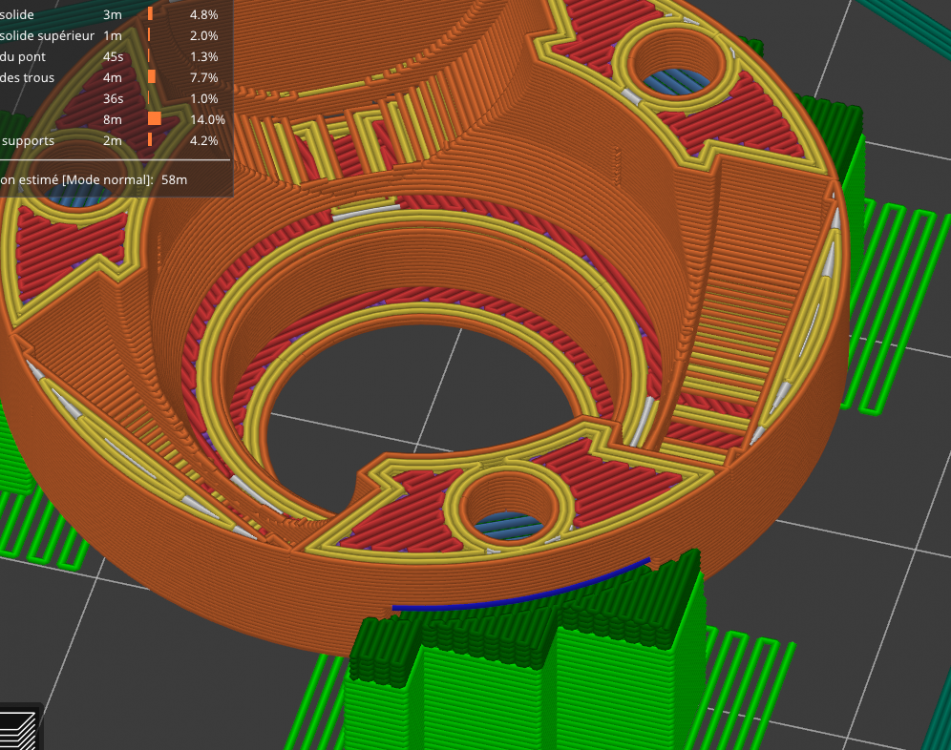
@PPAC Exact, j'avais fait un découpage rapide (mais avec détection des parois fines). Si je refait l'opération avec une largeur de couche de 0.3 mm cela s’améliore. Je pense que c'est lié à la particularité du STL
 1 point
1 point -
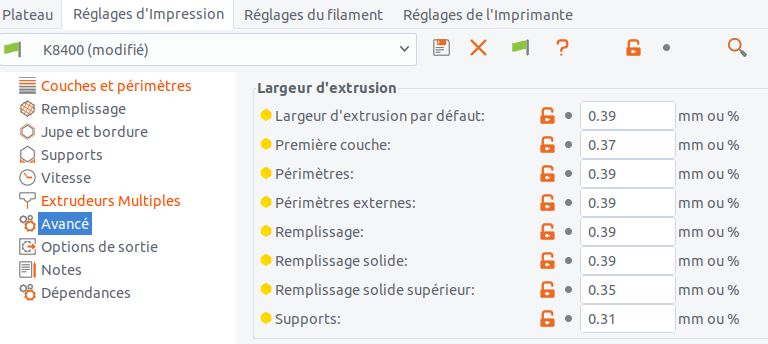
sur ma K8400, j'ai une buse de 0.35 mm il me met une largeur de 0.39 mm par défaut ... mais comme là c'est une histoire de finesse ... il faut peut être jouer sur les deux ... et puis j'ai pas non plus la bonne hauteur de couche là j'ai tranché en 0.3mm c'est limite hors recommandation pour une buse de 0.35 mm ... Mais je remarque que le tranchage par @icare semble avoir de très petit défauts il faudrait voir le redue a l'impression... Sous Ultimaker Cura se serai "imprimer parois fines" mais c'est hors sujet

 1 point
1 point -
ça peux etre un faux contact niveau carte fille, ça vaut peut etre le coup de la retirer (pas completement, genre 5mm) et la remettre en place plusieurs fois ou alors voir si il n'y aurais pas une soudure sèche dessus1 point
-
@vap38 J'arrive au même résultat que @PPAC avec une largeur de couche de 0.35 mm
 1 point
1 point -
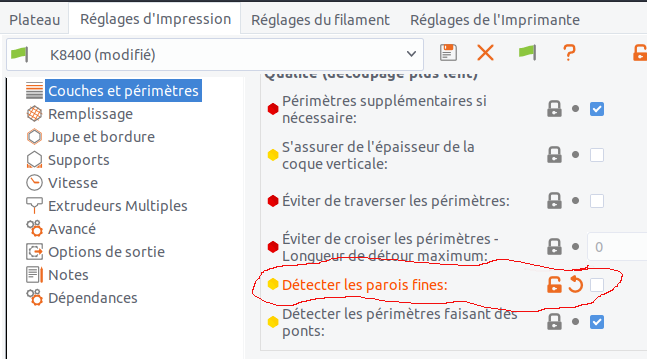
Peut être : "Réglages d'Impression", "Couches et périmètres", "Détecter les parois fines" a décocher ? (visible en mode "Avancé")
 1 point
1 point -
En fait, Tenlog fournit une version de Cura (la 4.9.1 maintenant, à mon époque c'était la 4.4.0), avec le profil de la TLD3 déjà créé. Pourquoi ? Parce que dans la version Cura officielle d'Ultimaker (quelque soit la version), aucun profil Tenlog n'est présent (pour les raisons que @fran6pévoquait précédemment). Du coup, la version Cura de Tenlog, ne disposera pas des mises à jour comme c'est le cas sur les versions officielles d'Ultimaker. Cependant, il est possible de récupérer le profil de la TL D3 sur la version Tenlog, et de le copier dans la version officielle d'Ultimaker.1 point
-
non et j'y ai pensé avec le problème de retrait du filbet en plus j'en ai un fourni avec l'extrudeur, je fais ça demain et je te dirais, merci merci toi1 point
-
Je te déconseille les modèles stainless perso je préfère le modèle bimetal par rapport au Titanium et l'acier c'est un plus. Exemple sur une Tête prusa les test donne pour Temp° ambiante 22°c et chauffe de la tête environ a 210°c pour la buse une température de : - 39.5°c pour l'acier inoxydable - 34.5°c pour du titane - 30.5°c pour du bimetal de chez TriangleLab Cela après 15min a 215°c, ce qu'il faut ce dire c'est que plus la buse chauffera longtemps, plus l'écart montera car l'acier et le titanium sont de mauvais conducteur thermique (le titane bien plus), mais la dissipation sera bien plus compliqué et le heatsink aura plus de mal de dissiper la chaleur du heatbreak. La ou le bimetal utilise du titane entre la buse et le heatsink mais la parti dans le heatsink est en cuivre pour permettre au heatsink de dissiper bien plus éfficacement la chaleur qui est passé.1 point
-
Je vais utiliser des termes plus clair . @PPAC je t laisse juger de ta traduction . Si tu install un firmware tft porter du firmware BTT (des écrans TFT BigTreeTech) sur l'écran tft28 de MKS qui est installer d'origine sur la X1 et la Genius, tu peux utiliser le menu tft mais il n'est pas possible de passer en Marlin mode, ce mode d'émulation des firmware tft BTT n'est compatible que avec un vraie écran de chez BigTreeTech. Car comme PPAC la signalé ces écrans on 3 câbles de connexion 1 tft et 2 câbles pour le marlin mode a brancher sur EXP1 & EXP2. exemple d'écran officiel BTT : Il y a un encodeur a droite pour le mode menu marlin qui ne fonctionne pas en tactile lui.
 1 point
1 point -
C'est surtout l'expertise de fran6p, moi j'étais plutôt perdu. Donc n’hésite pas a mettre des "Merci" a ces messages -> Et aussi c'est toi qui a fait tout le taf donc bravo ! Bonnes impressions et bonne continuation !
 1 point
1 point -
Bonsoir, Je reviens vous annoncer que c'est bon pour ma première couche, j'ai affiné le Z-offset. PPAC et fran6p, merci encore pour votre aide. Bon weekend.1 point
-
tu as mis quels firmware Marlin et tft sur ton imprimante, comme la très bien souligné @PPACcertain firmware marlin ou TFT fonctionne en 115200 baud et d'autre en 250000 baud, les marlin et tft d'origine sont en 250000 baud et si tu as pas la même vitesse de connexion série entre le TFT et la CM impossible pour les 2 de communiquer donc résultat c'est comme si le TFT etait pas connecter a la carte mère.1 point
-
Je pense que cela n'existe pas, pour que ce soit vraiment brillant il ne faudrait pas de couche. J'ai fais de essai avec du silk alu, c'est beau mais il manque quelque chose. Par contre un ou deux petits coups de bombe peinture et là tu auras ce que tu cherches.1 point
-
oui c'est bien précisé dans la présentation Biqu: 260° avec possibilité jusqu'à 500° avec kit full métal (500...le papier ne refuse pas l'encre comme on dit).
 1 point
1 point -
Bonjour, Dagoma à un Marlin modifié, ce qui explique les branchements différents d'un Marlin normal. Le Marlin que tu as chargé est-ce un Marlin 'normal' ou un Marlin configuré pour la Dagoma. Si c'est un Marlin 'normal', il faut modifier les branchements. Je recherche et je te dirai comment brancher1 point
-
Argh, c'est vrai. J'ai du mk8 et ça doit le faire de justesse, ce n'est pas vrai pour les autres...1 point
-
ok, dans ce cas, il est possible que la surface de l'extrémité du heatbreak ne soit pas parfaite. En général, il ne reste qu'une couronne de métal car du M6 avec un trou de Ø 4,1 ça ne laisse pas beaucoup de matière. Dans ce cas, démonte le heatbreak et passe un coup de lime ou de papier de verre. Un truc qui marche pas mal, c'est de garder le bloc de chauffe pour s'en servir de plan d'appui et de visser le heaubreak jusqu'à ce qu'il sorte à la place de la buse. Normalement, ça doit tangenter parfaitement. Si ce n'est pas le cas, un coup de lime puis de papier de verre pour re surfacer l'extrémité du heatbreak.1 point
-
Non, ce n’est pas un dual drive. C’est un simple engrenage et poulie à gorge comme au « bon » vieux temps Je peux te le dire car j’ai du le démonter : souviens-toi pour savoir dans quel sens serré ou desserrer le ressort de pression du filament ils auraient pu conserver l’extrader de la CR10S PRO V2, il était très bien Merci à tous les deux pour vos avis. Je vais bientôt avoir des news car je me suis inscrit à la page FB dédiée à la Smart ! En anglais mais c’est mieux que rien ! Et c’est là que l’on s’aperçoit que je ne suis pas seul à avoir des soucis et pas de réponses pour le moment ! Enfin pas à tout car des solutions commencent à pointer leur nez https://www.facebook.com/groups/289100326267138/?ref=share1 point
-
J'ai jamais eu ce soucis sur toutes les marques utilisés mais je garderais ta remarque a l'esprit on est jamais a l'abri merci du retour c'est toujours instructif les expériences de chacun.1 point
-
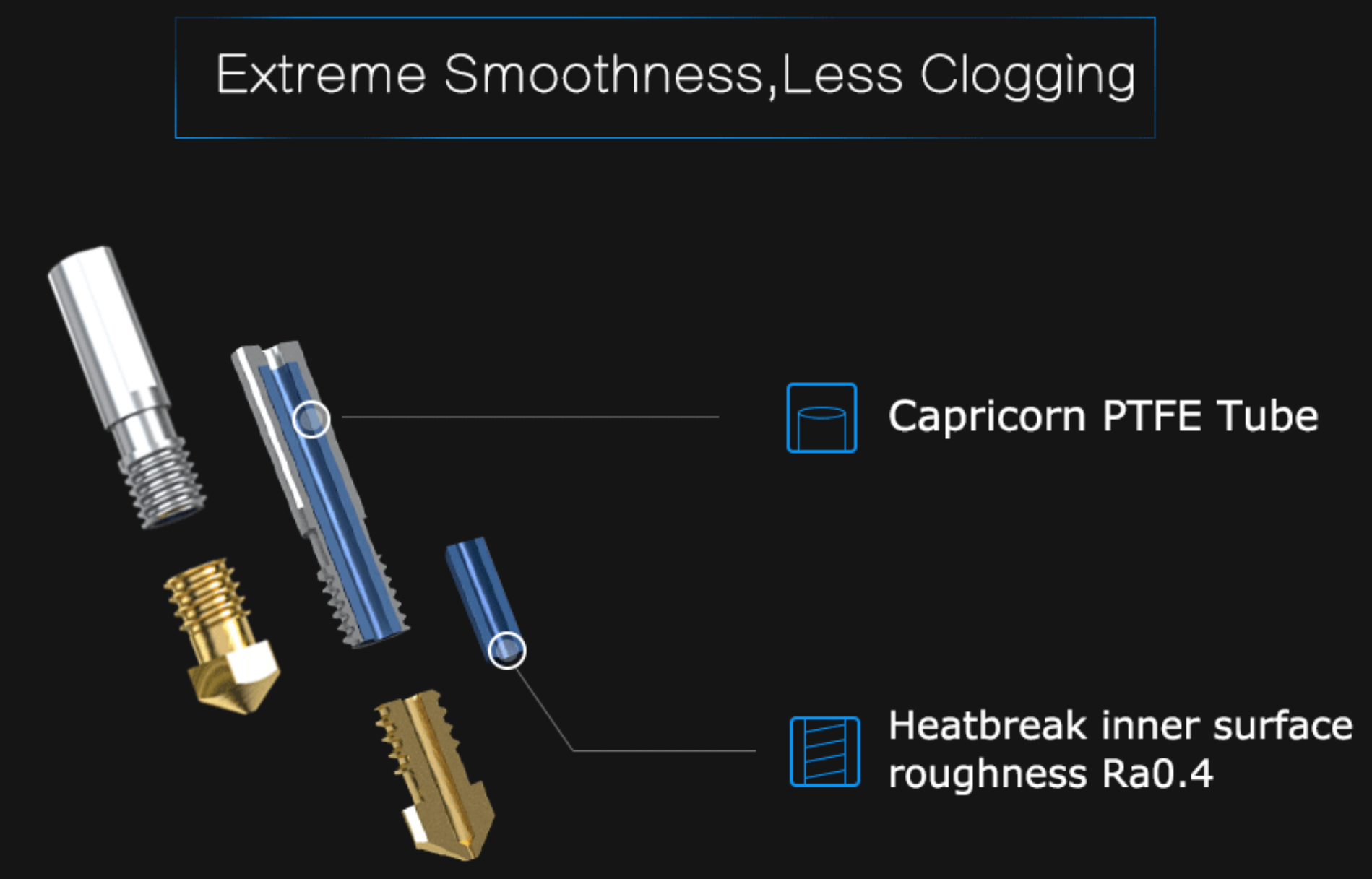
Salut @Ahote pour l'usage du HeatBreak Bi-Metal, c'est que je j'utilise H24 sur la Genius et la CR10s Pro va y passer quand je vais installé la Tête Extrudeuse Matrix (car de base équipé en bimétal). Pour être honnête tout dépend des matériaux que tu imprime, si c'est que du PLA PVB et TPU, change juste le PTFE si tu utilise du capricorne il ne ce dégrade pas vite. Si il t'arrive d'imprimer des matériaux a 240°c 250°c comme moi mieux vaut du BiMetal pour être tranquille.1 point
-
Ça peut arriver même à des très bon Dans tous les cas, il n'y a pas besoin de serrer trop fort donc si fuite au niveau du bloc c'est bien que l'étanchéité entre buse et heatbreak n'est pas assurée.1 point
-
A mon sens, c'est nécessaire mais pas suffisant. J'ai comme exemple le passage d'un PLA BASF à du SOVB 3D. Dans les 2 cas: 1,75 mm respecté et pourtant comportement complètement différent. J'ai du pousser fortement le débit du SOVB pour pouvoir l'utiliser correctement.1 point
-
Hello @Ahote, il est simplement possible que la buse mk8 soit un poil plus courte que la V6 et que tu serres la buse sur le bloc de chauffe et plus sur le heatbreak, d'ou la fuite. Dans ce cas, il faut revisser légèrment le heatbreak dans le bloc de chauffe. Tu dois avoir un espace entre la buse et le bloc de chauffe, ce qui permet d'être sur que le serrage est bien entre la buse et l'extrémité du heatbreak. Ton tube PTFE doit être aussi très légèrement plus long que le heatbreak pour la aussi assurer l'étanchéité.1 point
-
Oui le changement d'extrudeur poserais soucis si pas capable de calibrer les steps/mm. Sous Cura il n'y a pas besoin de recalibrer le débit pour chaque bobine, la meilleur technique consiste pour moi a mesurer le diamètre moyen du filament d'une nouvelle marque ou couleur bobine et dans les profils de filament crée un profile avec le diamètre moyen relevé, cela permet d'ajuster le débit automatiquement, cela demande juste a vérifier les nouveau type de filaments et après juste a choisir le filament qui sera utilisé. Pour la CR10 Smart je suis pas sur qu'il soit identique je crois me rappeler avoir lu que la Smart utilise un dual drive comme les CR10s Pro mais nouvelle construction mais le ratio aucun idée.1 point
-
Pour ma part j'utilise 3D builder de Microsoft ... ça vaut ce que ça vaut, mais pour moi ça suffit dans la plupart des cas à réparer un stl corrompu.1 point
-
Le WD40 PTFE est parfait pour nos machines. Effectivement mieux vaut éviter la wd40 basic.1 point
-
A chacun sa méthode. En théorie, pour que cela soit efficace, ça voudrait dire qu'il faut recalibrer l'extrudeur à chaque nouvelle bobine...il y a longtemps que j'ai arrêté de triturer les steps/mm de mes imprimantes. J'ai un réglage moyen des steps/mm et je joue uniquement dans le trancheur sur le % de débit et en sauvegardant des profils adaptés à chaque type de filament et de fournisseur.1 point
-
Le chimilhilimi fait-il partie d'un aérographe ?1 point
-
Re Bonjour à tous j'ai résolu mon problème je pense que cela venait de la tige je l'ai re huiler, réglé mon axe X car les éxcentric était trop serrer le z était très mal régler Le principale c'est que cela fonctionne à merveille je commence à prendre de l'expérience grâce a vous je pense qu'on n'est tous passer par la merci encore à vous1 point
-
Salut dem1989. Quand j'ai travaillé sur l adaptation de marlin 2 sur lk4pro en début de cette année. Les sources officielles que tu mentionnes n existaient pas.. je vais les tester du coup pour voir.. Bonne soirée1 point
-
Yop @fran6p, ça faisait longtemps Ca gazouille ? Pour la configuration de la sonde de température de la tête Dyze, c'était un peu plus compliqué qu'avec les modèles standards au moment où je l'ai montée. Mais d'après ce que je vois sur la page de support de Dyze Design, la sonde 500° est supportée depuis marlin 1.1.0RC7 Source1 point
-
Ce serait effectivement plus propre Sur le côté de l'imprimante, la platine qui supporte le lecteur de carte SD et le report de la prise RJ45 ainsi que le bouton (déporté) d'alimentation peut se démonter ? Si oui, pourrais-tu faire une photo de ce qui se trouve derrière cette plaque (pour ma culture ). Peut-être que la prise μUSB (je confirme que c'est bien ce format, trop petit pour du miniUSB et forme différente de l'USB C) de la carte est accessible (dans ce cas, il suffit juste de déconnecter la prise B (encadrée en bleu) sur la CM. Les formats de prises USB peuvent être «exotiques» mais, de mémoire, le micro-A n'a été que rarement utilisé (j'ai déjà vu d'autres formats pour les mini qui n'apparaissent pas sur ton dessin ). Creality sur ses cartes très anciennes utilisait du type B puis du mini-A, ils sont ensuite passés au micro-B et dernièrement à l'USB C.1 point
-
@Thierry94, avant tu peux tout simplement glisser un morceau de filament, qui fera contact permanent.1 point
-
Je confirme si il y a de l'acétone ce type de produit détruit rapidement les surface PEI par exemple. En effet beaucoup d'alcool de ce type contiennent des adjuvent, et potentiel corps gras que sont totalement déconseillé mais difficile a dire étant donné que l'on a pas toujours le composition exacte.1 point
-
Il contient souvent en plus de l'alcool, de l'eau et un peu d'acétone (l'acétone avec certains revêtements ne fait pas bon «ménage»). Utilise plutôt le vinaigre blanc (ça sent pas terrible mais c'est aussi efficace que l'alcool isopropylique pour cet usage).1 point
-
Sans vraiment de preuve ... je soupçonne l'alcool a 70° surtout si il a un senteur quelconque car les senteurs sont souvent des genre de corps gras. Mais oui pas d'erreur dans la taille de la buse, le parfum g-code 'marlin" et les paramètres (températures, vitesse, débit) de la couche initial sont aussi a bien ajuster sous le trancheur. de même vérifier qu'il n'y a pas de mode mm3 (volumétrique) activé dans le firmware...1 point
-
Salutation ! Bien joué ! Je dirais une distance buse/plateau (donc surement le Z offset Z) a revoir mais aussi le mesh a réviser. Car cela ressemble au résultat d'un plateau non plan en plus d'une distance buse/plateau trop grande (et éventuellement un débit de la couche initial a ajuster) ?1 point
-
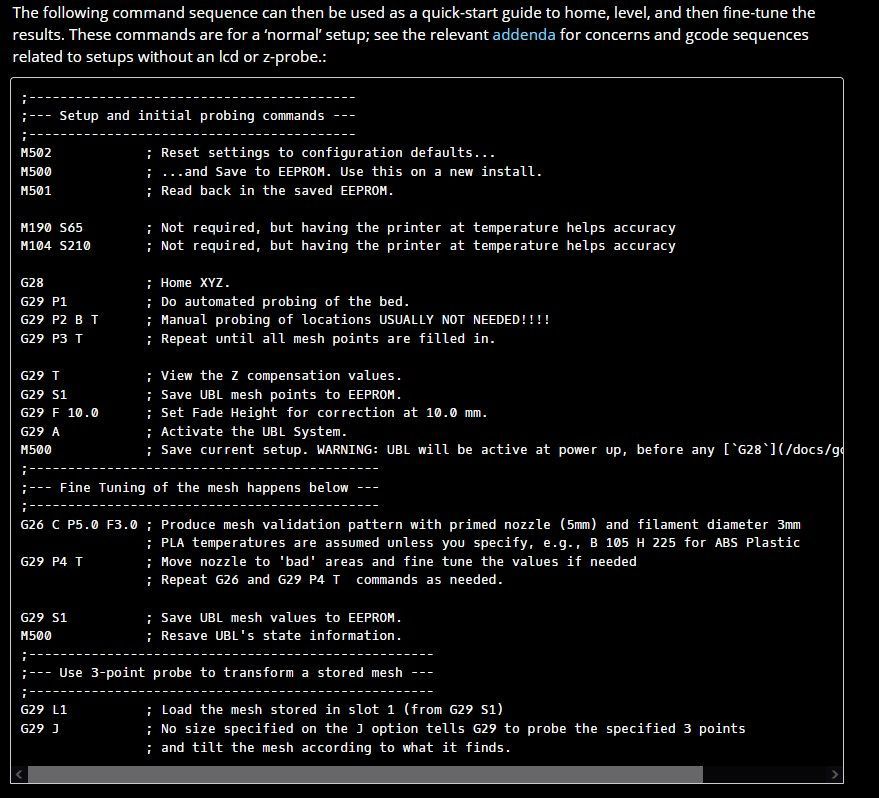
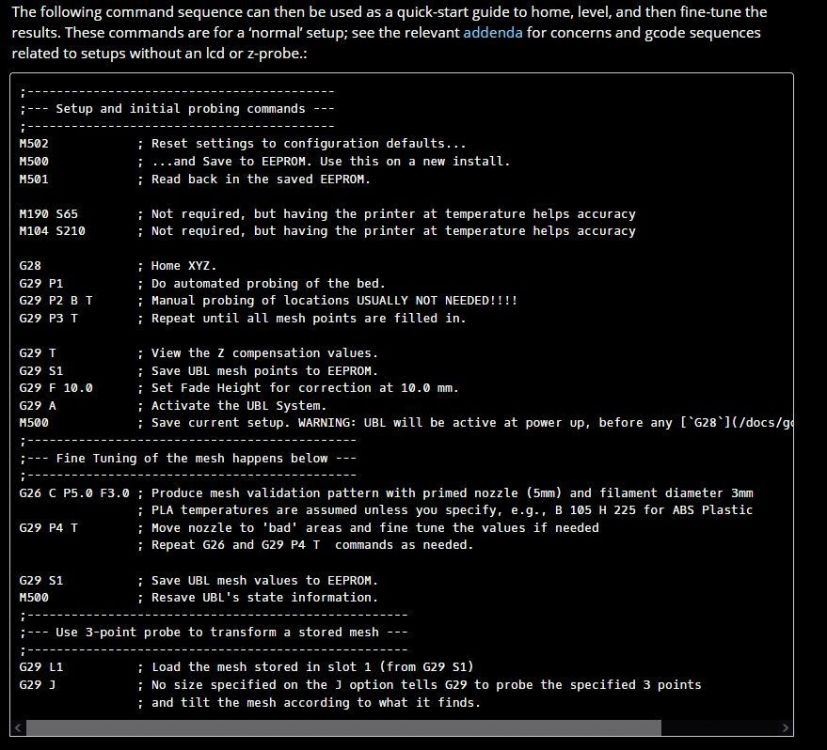
Actuellement, le maillage n'est ni utilisé ni pris en compte (M420 S0 et le premier «slot» (0) qui devrait contenir un maillage n'en a aucun). As-tu effectué la séquence préconisée pour effectuer le nivelage / maillage du plateau (lien donné plus haut que je remets ici) ? Extrait du lien : L'UBL n'est pas la méthode la plus courante ni la plus facile quand / si on débute dans le monde de l'ABL (AutoBedLeveling) Les vidéos de Chris's basement sont de très bonnes vidéos (dans de nombreux domaines).
 1 point
1 point -
C'est me donner bien trop de compétences pour ce sujets ... car je n'utilise pas l'UBL ... donc je suis plutôt a la ramasse. (Mes excuses de ne pas l'avoir dit des le début.) fran6p, lui, bien plus compétent que moi pour ce genre de sujet technique, a raison, il faut vérifier que tu utilise un mesh valide. Le résultat du M503 lui sera surement bien plus claire que pour moi ... car là rien ne me choque ... sauf peut être vérifier que ton M851 Z-Probe Offset (mm) est bien ok pour Z ... Si tu n'a pas déjà vu cette vidéo, tu devrais y trouver des pistes pour tout cela Marlin Unified Bed Leveling - How To - Chris's Basement https://www.youtube.com/watch?v=ONpKxkil16Q1 point
-
Tu utilises l'UBL comme méthode de nivelage du plateau donc normalement tu ne devrais pas avoir besoin de ton M420 S dans ton Gcode de départ, il est préférable d'utiliser un G29 A (pour l'activer). Il est possible également que le contenu de l'EEPROM soit corrompu, le rappel du maillage via ton G29 L0 est en ce cas «inefficace». Si tu as enregistré en EEPROM des paramètres différents de ceux par défaut du firmware (Zoffset, pas de l'extrudeur, …) et que tu en as une sauvegarde (papier, fichier), le mieux serait de repartir sur de bonnes base via un M502 suivi d'un M500 (Reset EEPROM, Initialize EEPROM via le menu de l'écran). Il faudra ensuite soit remettre les anciens paramètres modifiés soit refaire le Zoffset, puis effectuer un premier maillage (P0, P1, …) Pour information, les Sovol sont des Creality «améliorées / rebrandées». Les créateurs sont d'ex ingénieurs de chez Creality. Les pièces qui composent les Sovol sont identiques aux Creality (parfois un peu moins chères que sur la boutique officielle de Creality ).1 point
-
Oui il te faudra si sous Windows installer un driver pour créer un port série pour l'usb ... https://www.geeetech.com/forum/viewtopic.php?t=60612 Et un logiciel comme Pronterface ou Repetier Host. Pour le fichier .gcode rien qui me semble problématique mais je met le début en citation pour d'autre avis.1 point
-
C'est l'inverse, 932 préconisé BIQU.1 point
-
Conseil: Évitez d'acheter ces parasols, les pieds sont merdiques ils cassent tous. Faites un trou au milieu de votre table pour y planter votre parasol, vous n'aurez plus de problème.1 point
-
salut, je sais pas si ta recherche est toujours d'actualité, mais perso, j'ai suivi une formation ACU Fusion 360 chez F3DF à Lyon. Ils ont aussi des structures en région parisienne. Mais j'ai choisi Lyon pour être formé par Xavier Rosso... et je recommande vivement. C'était le module e-learning + 1 semaine en présentiel = c'est vraiment le top ! Si besoin, + d'infos en MP. A+1 point
-
Bonjour, Voici les modifications pour la dimension du BED à 235mm Pour la ligne de purge c'est dans le Gcode du sclicer qu'il faut modifier et rajouter 1à 2 mm sur l'axe X. Pour le ventilo rien de spécial ! le home se fait en principe au milieu mais j'ai rajouter des commandes X Y Z pour déplacer les axes à 0 individuellement. Question les statistiques fonctionnent-elles dans le menu informations ? qu'elles sont les valeurs... Pour le déplacement aléatoire ce symptômes peut provenir de la protection thermique de la Hoten à voir ? cette imprimante est-elle neuve ou d'occasion ? ci-joint le firmware corrigé merci de me rajouter un petit cœur en bas à droite de la page ! a+ Marlin.ino.hex1 point
-
Mince, on a perdu le schmilblickeur ... Déjà qu'avec les réponses on avait du mal ... alors sans c'est pas gagné ... (Sinon j'espère qu'il est juste trop occupé et que tout va bien pour lui).0 points