Classement



Contenu populaire
Contenu avec la plus haute réputation dans 15/01/2022 dans Messages
-
Hello, Nouveau projet : la création d'un glossaire de l'impression 3D. Le glossaire est ici Les définitions actuelles viennent pour la grande majorité du blog : https://www.lesimprimantes3d.fr/impression-3d-pour-les-nuls/ L'idée est de le faire évoluer, en ayant beaucoup plus de libertés que pour le livre blanc. Chaque lien du sommaire renvoi vers un message dans lequel on peut y mettre du texte des images des vidéos des liens (par exemple vers les tutos) des fichiers à télécharger Chaque message peut contenir un roman, pour peu qu'il donne une définition claire de ce qui est décrit. Ce projet se voulant participatif, j'aimerais que des messages d'autres membres que moi viennent s'ajouter au glossaire. Il y a un impératif de forme pour les messages. Ce qui est décrit doit être écrit en gras, derrière une puce car le sommaire est généré par un script. De ce fait, aucune écriture grasse ne doit se trouver derrière une puce dans le texte descriptif. La présentation du sommaire est temporaire, qui va quand même durer un peu, on va pas se mentir car je n'ai pas la main pour insérer du code pour avoir une présentation plus lisible. Il n'est pas interdit de s'inspirer des glossaires existants, comme par exemple https://drive.google.com/file/d/1uKoNY9o2yDzYY7h8WyQHAW69CK6iIXCz/view, en gardant une règle simple à l'esprit Si vous copiez du texte ou insérez une image venant d'ailleurs que du forum et du blog, merci de mentionner la source. Chaque description peut contenir autant de titres (et donc de synonymes et traductions) que nécessaire. Toutes ces entrées seront classées par ordre alphabétique dans le sommaire. A ce sujet, j'ai une première question concernant les acronymes. Est-il préférable de mettre dans le sommaire les acronymes et ce qu'ils veulent dire. ou uniquement les acronymes. En prenant en compte qu'à terme, les lien devraient disparaître. Précision qui a de l'importance. Le forum combine automatiquement les messages consécutifs d'un même membre si ils ont moins de 5 heures (ou moins ?) d'intervalle. Si vos messages sont combinés, il sera impossible de les séparer. Si toutefois cela vous arrive, contactez moi, on trouvera une solution. Have fun !
 2 points
2 points -
Dans ce glossaire de l'impression 3D, vous trouverez des définitions qui se veulent simples et compréhensibles des mots techniques, liés à l'impression 3D FDM et à l’impression 3D résine, utilisés par les membres du forum ainsi que sur le blog du site Ce glossaire est en cours d'élaboration. Si vous voulez y participer, rendez vous sur ce sujet. Afin de faciliter votre recherche, vous pouvez utiliser le moteur de recherche de votre navigateur accessible via l'appui simultané sur les touches CTRL et F Sommaire A ABS Alcool isopropylique ALM AM Arduino ATMega1280 ATMega2560 Axe X Axe Y Axe Z B Barrière thermique (fr) Bed (en) Bordure Bowden Bridge (en) Bridging (en) Brim Buse (fr) C CAO CFF Cheveux d'ange (fr) CJP CNC ColorJet Printing Composite Filament Fabrication Computer Numerical Command Conception Assistée par Ordinateur Cordage (fr) Crowdfunding D Décollement Dépot de filament fondu Digital Rights Management Direct Metal Laser Sintering DLP DMLS DRM E Écrou excentrique Elephant’s foot Epaisseur de couche Excentrique Extrudeur ? Extrusion F FabLab Fabrication Laboratory Fast Ceramic Production FCP FDM Feeder FFF Filament Filasse (fr) Film Transfert Imaging FLS Formatage Frittage Laser Sélectif FTI Fused Deposition Modeling Fused Filament Fabrication Fusion sélective par laser G Gauchissement G-Code H Heatbed (en) Heatbreak (en) HIPS I Imprimante FDM Infill IPA Isopropanol J Jupe L Layer height M Machine-outil Maker Maker Faire Masked SLA Microsoft 3MF MJM MSLA MultiJet Modeling N Nozzle (en) O Octo4a Octopi Octoprint Oozing Open Source Overhang P PC (Plastique) Pied d'éléphant Pillowing PLA Plasticine Plateau (fr) Polyacétate de Vinyle PolyLactic Acid Polymérisation Pont (fr) Pontage (fr) Print bed (en) PTFE PVA R Radeau Raft Remplissage S Selective Laser Melting Selective Laser Sintering Shell Skirt SLA Slicer SLM SLS Stéréolithographie STL Stringing (en) Surplomb T Tension secteur Trancanage Trancheur Tube PTFE U Ultra violets UV V Visual Studio Code Voxel VSCode W Warping Wobble Wrapping X X axis Y Y axis Z Z axis Total 129 alias pour 68 définitions.2 points
-
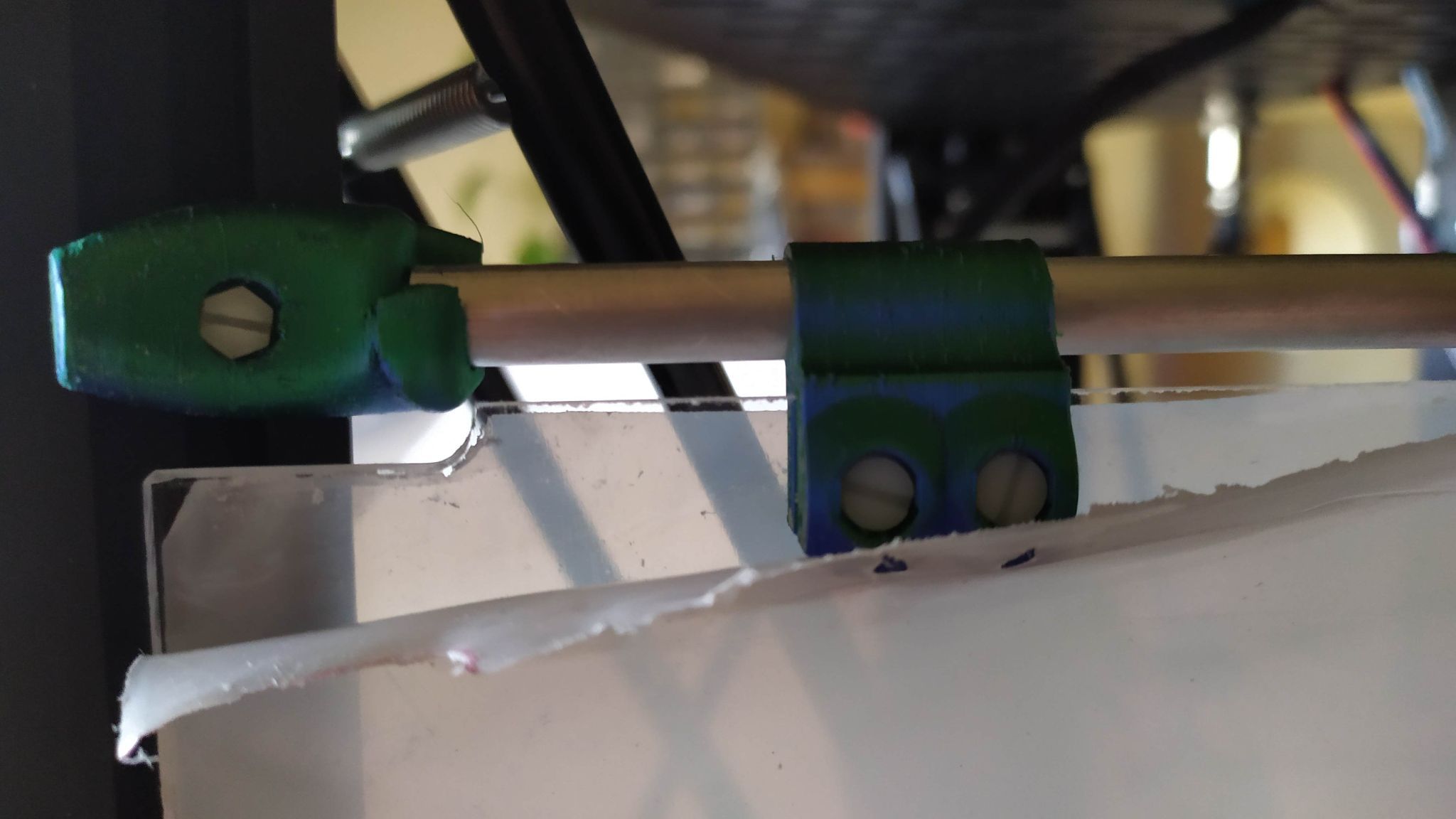
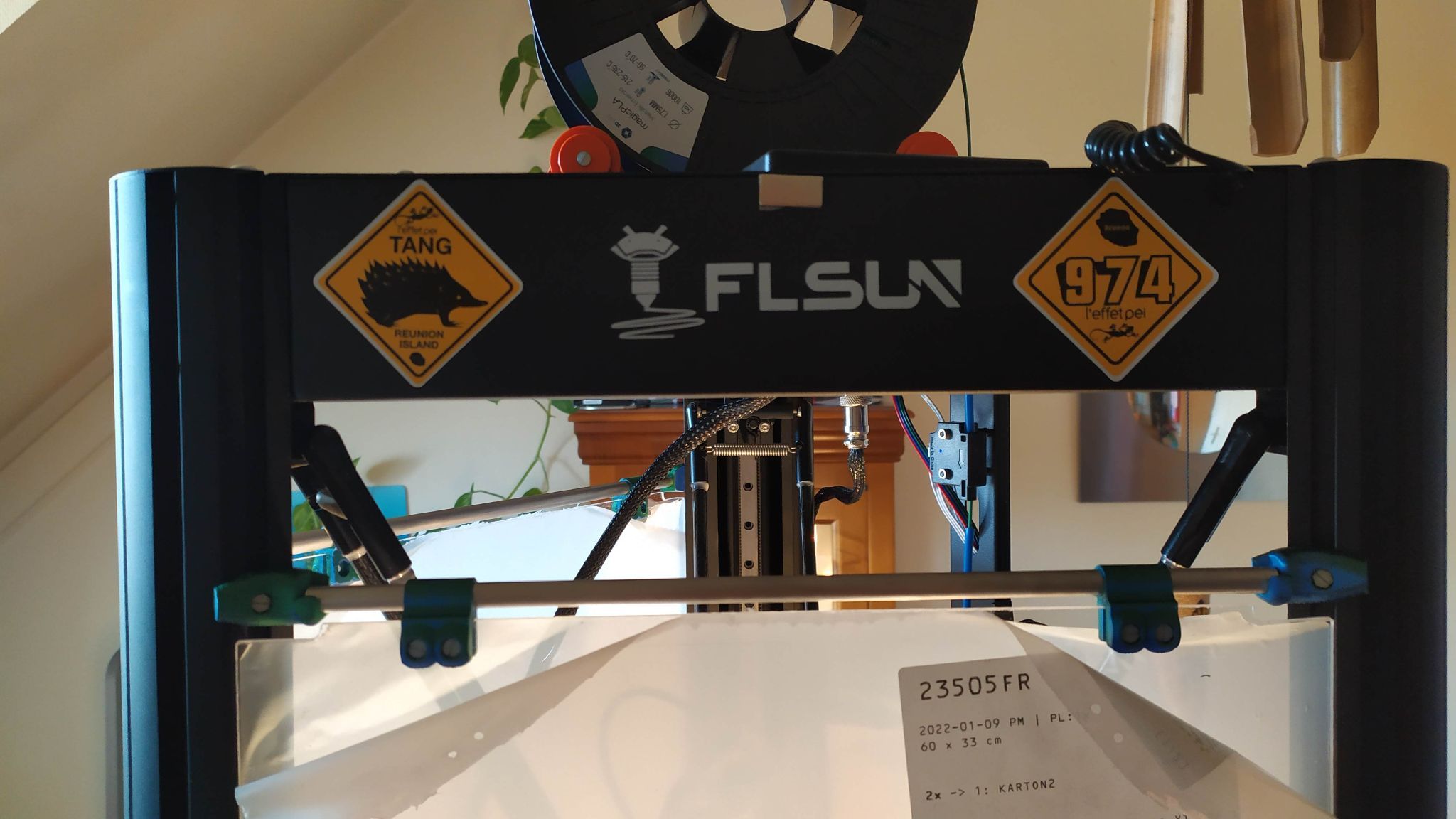
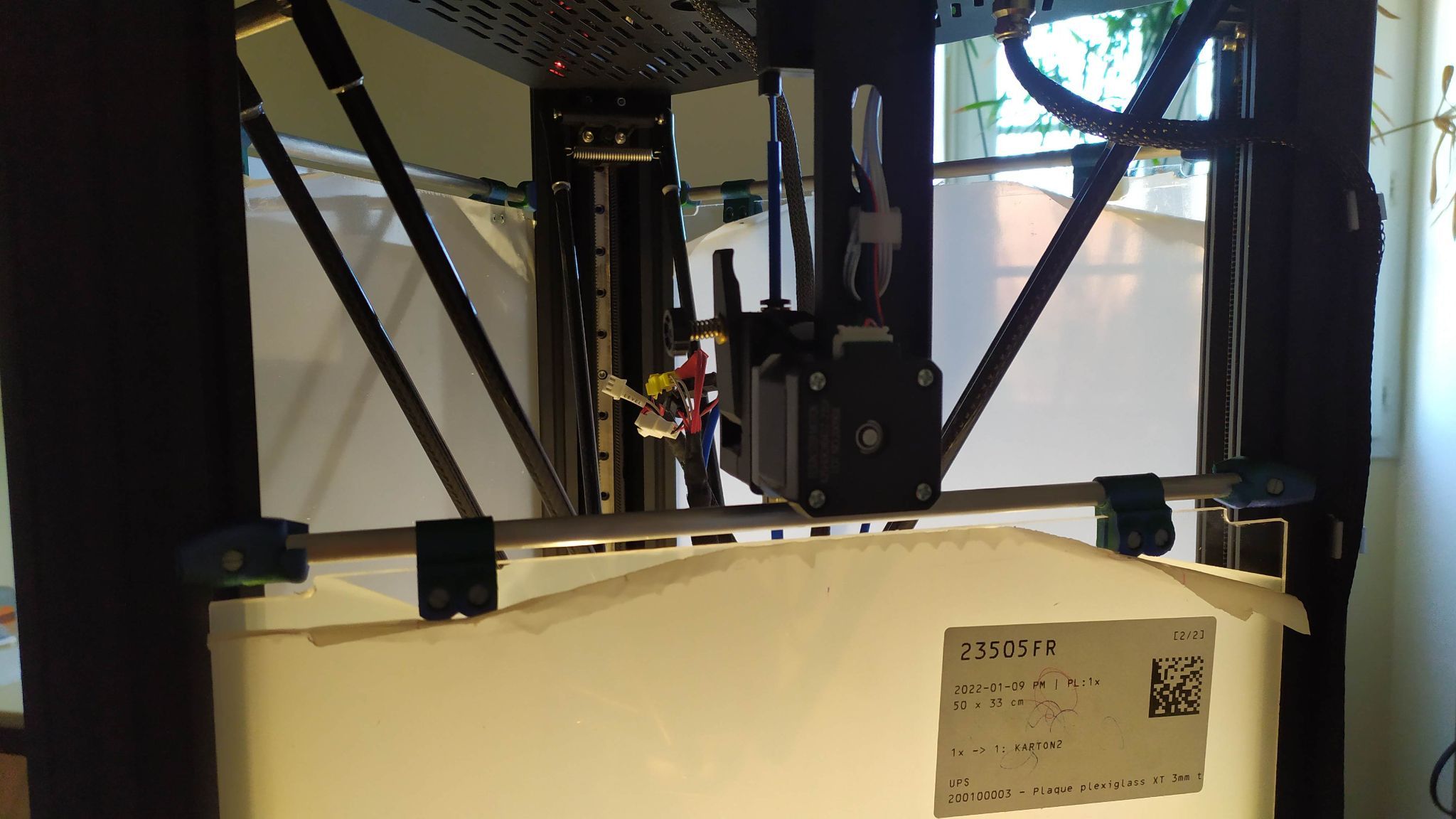
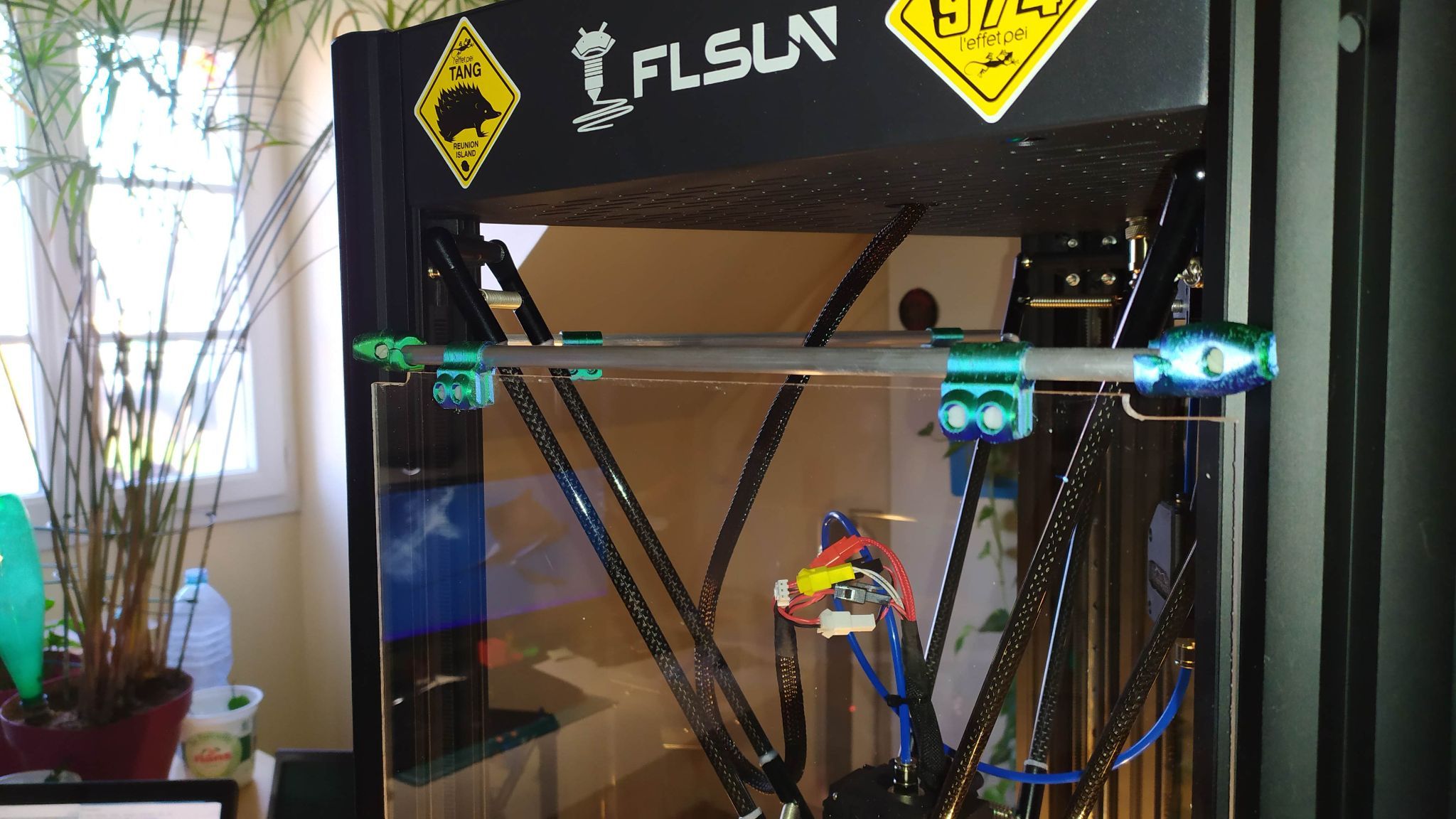
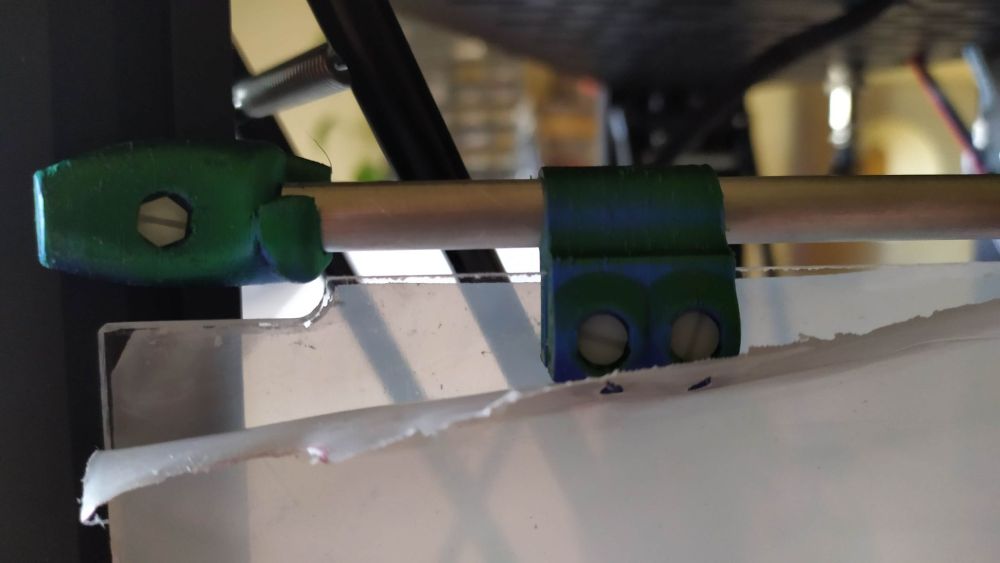
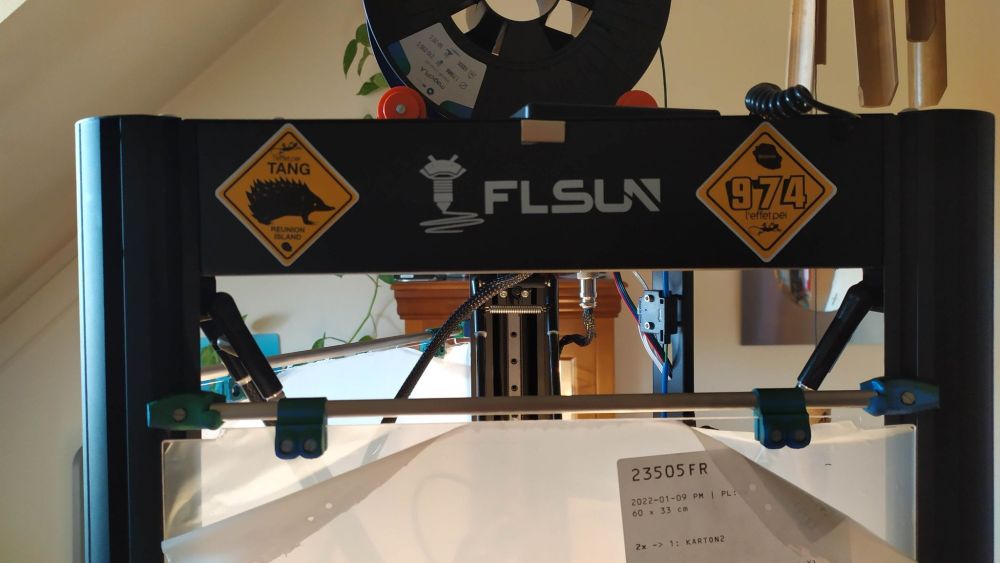
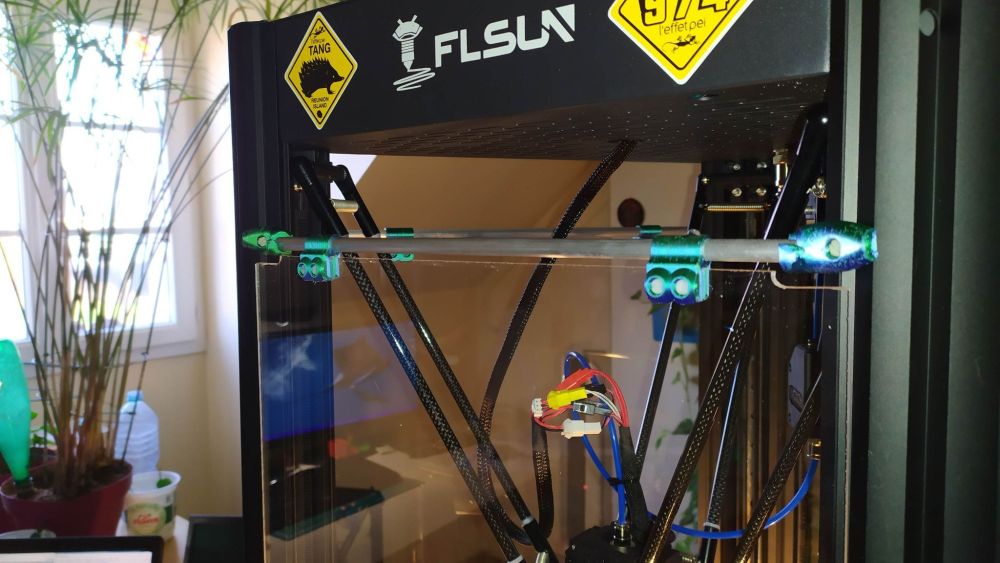
Bonjour, Comme je l'avais fait sur ma MicroDelta pour imprimer de l'ABS, j'ai réalisé une isolation de la FLSUN SR pour pouvoir aussi imprimer l'ABS. Ce montage ne nécessite aucun perçage. Le principe est simple: Des plaques de PLEXI (3mm) viennent se poser entre les montant de l'imprimante. Ils sont montés sur des supports qui pivotent sur des tubes en Alu de 8mm de diamètre. Des écrous en T viennent se mettre dans un des profil du montant, et le support vient de fixer dessus pour soutenir le tube qui support la plaque de plexiglas. Lors d'une impression de grande taille, si la tête déborde du lit, elle écartera le plexiglas, qui reprendra sa place sur son montant lorsque celle-ci le libérera.. Après, une fois la protection du plexiglas enlevée. Si, vous êtes intéressé, je tiens à votre dispositions toutes les informations concernant cette réalisation. Idem comme celle que j'ai réaliser pour l'éclairage. GROGNON


 2 points
2 points -
Les types d'imprimantes : Cartésienne Delta Cubique ... Je ne les connais pas tous.2 points
-
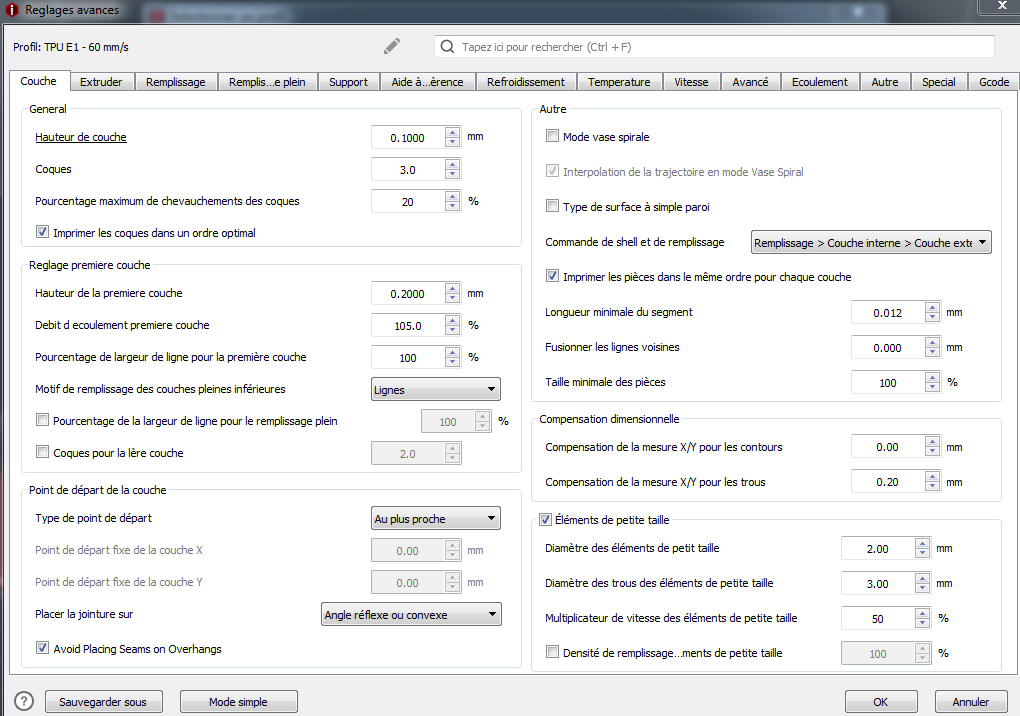
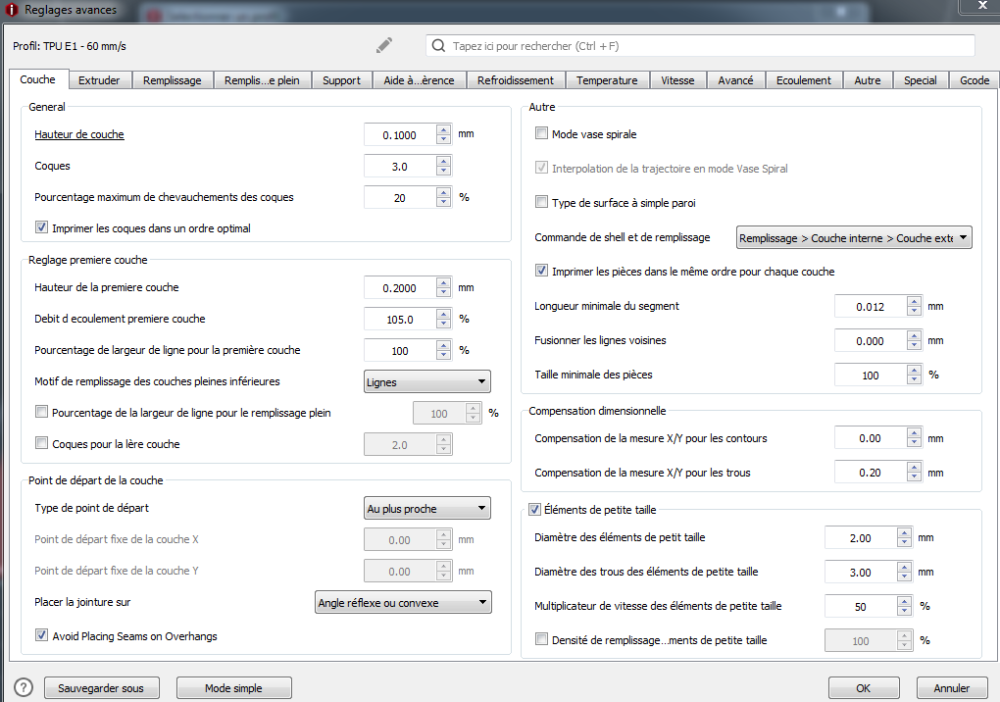
Normal, avec une buse de 0.4 mm la largeur de ligne doit être de 0.4 mm. Si l'on peut faire varier la hauteur de couche, la largeur de ligne est en général définit par le diamètre de la buse, c'est à dire ø buse = largeur de ligne. Donc avec une buse de ø 0.4 mm mettre une largeur de ligne de 0.2 mm revient donc à une sous-extrusion (débit de 50% environ) et donc une hérésie absolue. C'est d'ailleurs comme cela que tu détermines si ton débit est bon ou s'il doit être ajusté. Dans ton cas j'augmenterai encore un peu le chevauchement du contour, où j'essaierai mes paramètres. (qui sont d'ailleurs globalement identiques pour le PLA).
 2 points
2 points -
dis plutôt que tu as voulu faire une version "le joker", c'était trop sage toutes ces impressions2 points
-
Dans le sommaire, uniquement les acronymes, si la définition est indiquée, ce n'est plus un sommaire En vrac et sans définition pour le moment : HeatBreak (Bore, Metal, BiMetal) Brise chaleur HeatBlock Bloc de chauffe (E3DV6, Volcano, ...) Nozzle Buse Radiateur ? PTFE FanDuct Conduit de ventilation 4010/4020/5010/5020/... : dimension standardisée des ventilateur Bed Plateau Thermistance MOSFET ADC DAC IO CPU (Types) Arduino VSCode PEI BuildTak UltraBase Rail Linéaire Pneufit EndStop Titan, BMG, ... BLTouch (3DTouch, ...) Capteur à induction Capteur Capacitif Touch Mi Courroies Belt Poulies Vis sans fin, vis à plomb, Lead Nema (14/17/23/...) LCD Tactile Marlin Klipper BackSlash Anti BackSlash Octoprint / Fluidd / ... MKS, BTT, ... Delta Cartesienne CoreXY CroXY Gates Délamination PT100 / PT1000 / NTC / type de capteurs de température Ce truc est infini2 points
-
Ca avance, je suis contente ...... TaaaaDaaaaa !!!
 2 points
2 points -
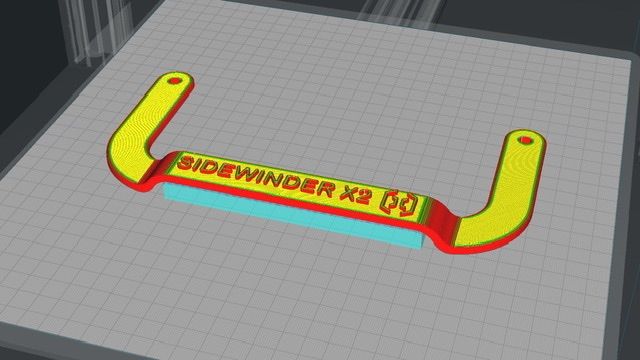
Bonjour à tous, J’ai modifié la poignée de TOOLFOOL en y mettant du texte et le logo Artillery. Rien d’extraordinaire mais si elle vous intéresse, elle se trouve ici: https://www.thingiverse.com/thing:5200869

 1 point
1 point -
"C'est un montage Bowden triple extruder tête 3 en 1 " Ce n'est pas ce que l'on appelle couramment un nid à emmerdes ? Par contre il me semble avoir lu qu'il fallait impérativement que les 3 soient chargés, même si tu n'en utilises qu'un seul. Pour éviter les reflux ou autres soucis via les canaux vides.1 point
-
Pas d'impact dur le print. J'ai teste le SpeadCycle au debut de mon passage a Klipper, parce-que j'avais aussi des bruits affreux. Mais je le trouvais trop bruiant. Du coup je suis re-passe au StealthChop, mais avec un courant de 1250mA, car je suppose que les bruits vienntent des pertes de pas. Le moteur chauffe un peu plus, mais ca reste encore acceptable. D'ailleurs, sur klipper on peut definier un seuil de vitesse ou le driver passe de stealthchop a spreadcycle. Pour les moteurs de position j'ai mis le suil tres haut, car on peut pendre un peu de precsion au passage d'un mode a l'autre. Tout cela reste experimental, a prendre avec precaution.1 point
-
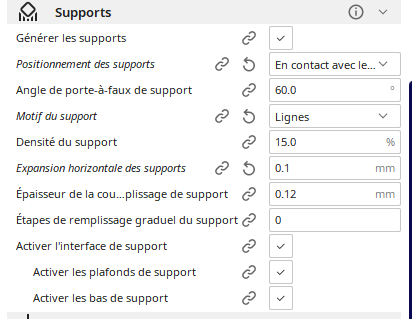
Ah zut! Pas pensé ... J'ai relancé une impression avec les paramètres suivants pour les supports: Je dirai comment ça s'est passé après impression et ensuite je le mettrai sous cloche dans une vitrine
 1 point
1 point -
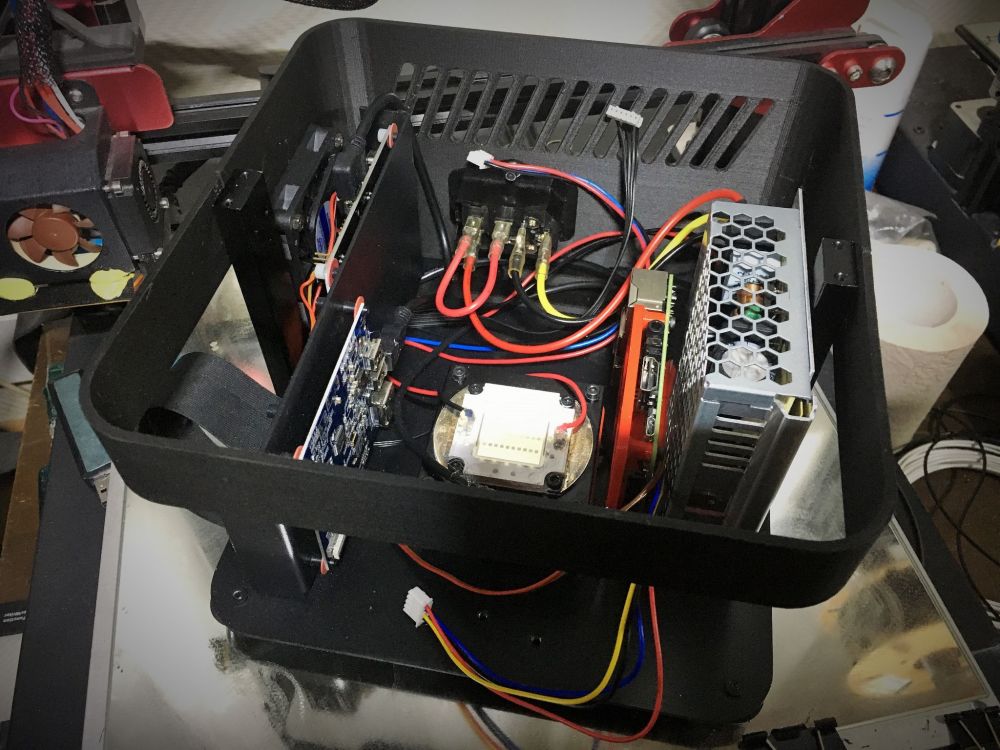
C'est très propre, mais Comme tes parois sont plates, tu perds en surface d'impression (la tête sort de l'alignement quand il faut aller au bord du plateau) Pourquoi ne pas être monté jusqu'en haut ? un espace en haut laisse s'échapper l'air chaud1 point
-
Les renvois de définitions seront fait un peu plus tard car les messages contenant les définitions sont susceptibles de changer notamment si je remplace certains de mes messages par des messages d'autres membres (ce que j'aimerais faire pour souligner le travail participatif). Une fois que le glossaire aura été bien dégrossi (identifications des définitions et ébauche des messages de définition), les renvois pourront être fait. Actuellement, je n'ai retouché que 2 ou 3 définitions. Tout le reste reste à corriger et à actualiser. Certaines définitions font doublons avec des existantes. Mais c'est une excellente base de travail et il est fort probable que certaines définitions vont être reprises. Je pense que la prochaine étape va être d'attendre encore quelques propositions, puis je listerais tout ce qui défini et on pourra virer les doublons en gardant les meilleures définitions. Si vous avez d'autres idées de mise en oeuvre, n’hésitez pas.1 point
-
Peut t'on copier coller https://github.com/5axes/SuperSlicer-FRDocumentation/blob/main/src/glossary/glossary.md (en citant la source bien sur ! ) Sinon pour des renvois de définitions ... ( comment fait on pour bien faire ? ou pour le moment on ne cherche pas a faire de renvoie de définition ?) Par exemple comme cela se base sur https://www.lesimprimantes3d.fr/impression-3d-pour-les-nuls/ (Comme le sujet et verrouillé le lien vers le message et un extrait de se message mis en citation a la main ) Raft et Brim sont des renvoie de définition ( actuellement ils pointent là où il ne faut pas ...)1 point
-
@Lorenzo78 l'impression 3S est le futur de la 3D ? Sinon bonne initiative mais oui ça va être un sacré dictionnaire ^^1 point
-
rebonjour, j'ai réglé le soucis, en fait je pense qu'il fallait juste resserer les 3 vis sur l'anneau en métal sur lequel on pause le plateau1 point
-
@pouxirate, comme le dit @fran6p, il est aisé de passer de l'un à l'autre, je parle en connaissance de cause, j'ai à plusieurs occasions fait des allers/retours sans problème. Tu peux te lancer dans la migration @fran6p et d'autre seront là pour t'aider1 point
-
Vérifie bien les connexions : débranche et rebranche-le.1 point
-
@Morganne46 et @icare, en 0.2 de largeur, la pièce est en effet plus stable mais par contre avec une buse de 0.4, l'impression est vraiment merdique...
 1 point
1 point -
Essai, la qualité d'impression est dégueulasse mais c'était juste pour voir si ça allait, le képi est en TPU (j'avais que ça d'entamer en flex chez moi, j'ai du pla flex au boulot), faut pas non plus regarder la tête c'est un fail d'impression que j'ai recollée à la colle chaude pour les essais.


 1 point
1 point -
Pour passer de l'un à l'autre, il n'y a besoin que de flasher le firmware souhaité (Klipper / Marlin). Par contre si tu utilises en plus Octoprint, normalement avec Klipper on ajoute un greffon ( Octoklipper ) qu'il faut désactiver quand on repasse à un firmware Marlin. Autre avantage d'Octoprint, avec un greffon additionnel ( Firmware updater ) on peut flasher son firmware1 point
-
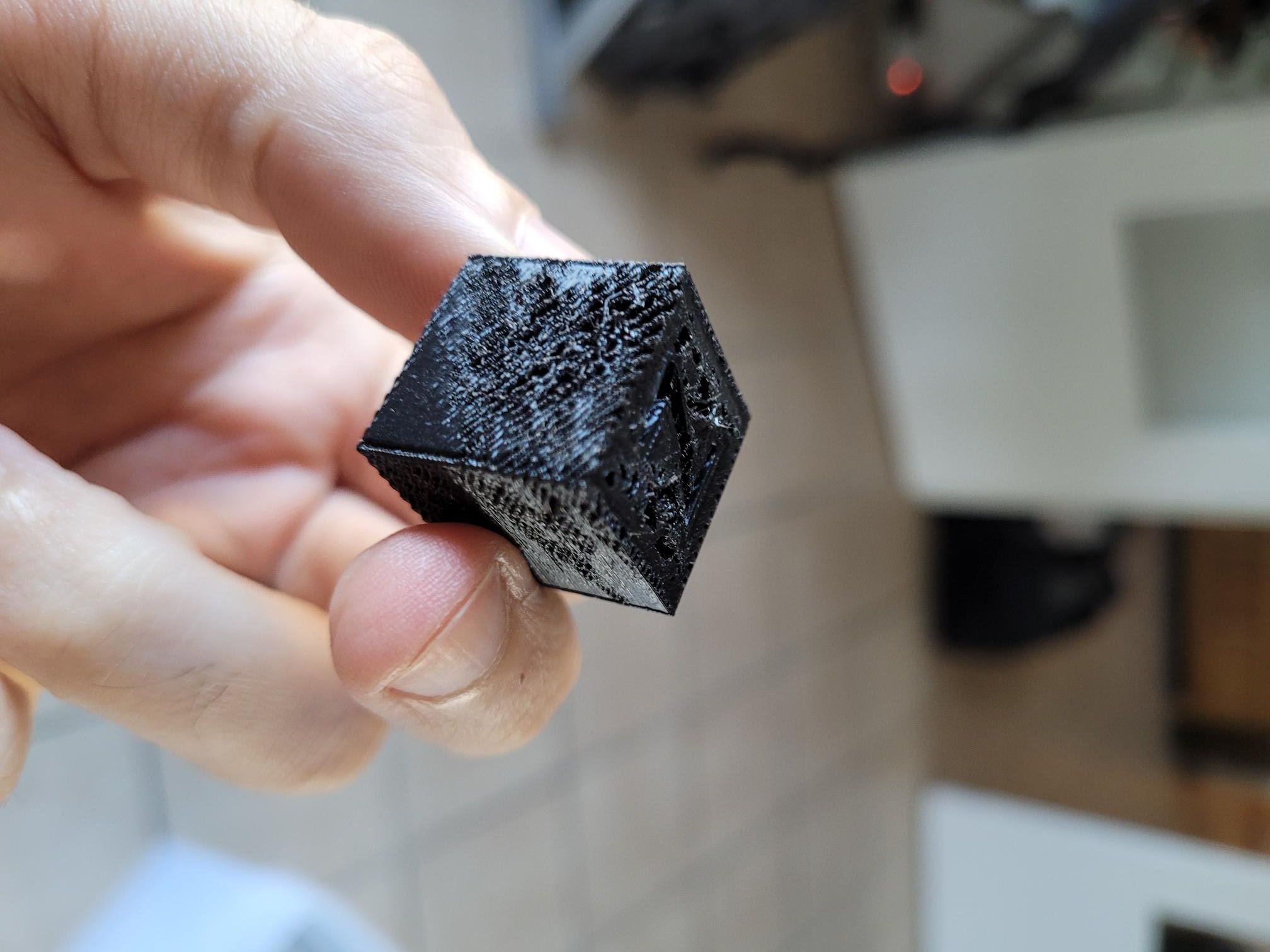
Bonjour à tous, Comme promis je reviens vers vous pour vous donnez les suites de mes perigrinations. Le problème est résolu ! La fautive était la carte électronique situé sur le portique entre les 2 nappes. Après l'avoir changer, plus aucun problèmes avec le moteur, j'ai lancé l'impression d'un cube de calibration (seul fichier présent sur la clé USB fournis par mon père) histoire de. Merci encore pour votre accompagnement et vos conseils dans la résolution du problème !1 point
-
C'est le képi l'accessoire, perso j'aurai mis un fusil à pompe mais pour les enfants à l'hôpital c'est pas top....1 point
-
Bonjour, 3D BUILDER intégré dans windows ou Meshmixer te permettent de découper ton fichier. Le 1er me parait beaucoup plus simple d'emploi.1 point
-
Tu peut l'être1 point
-
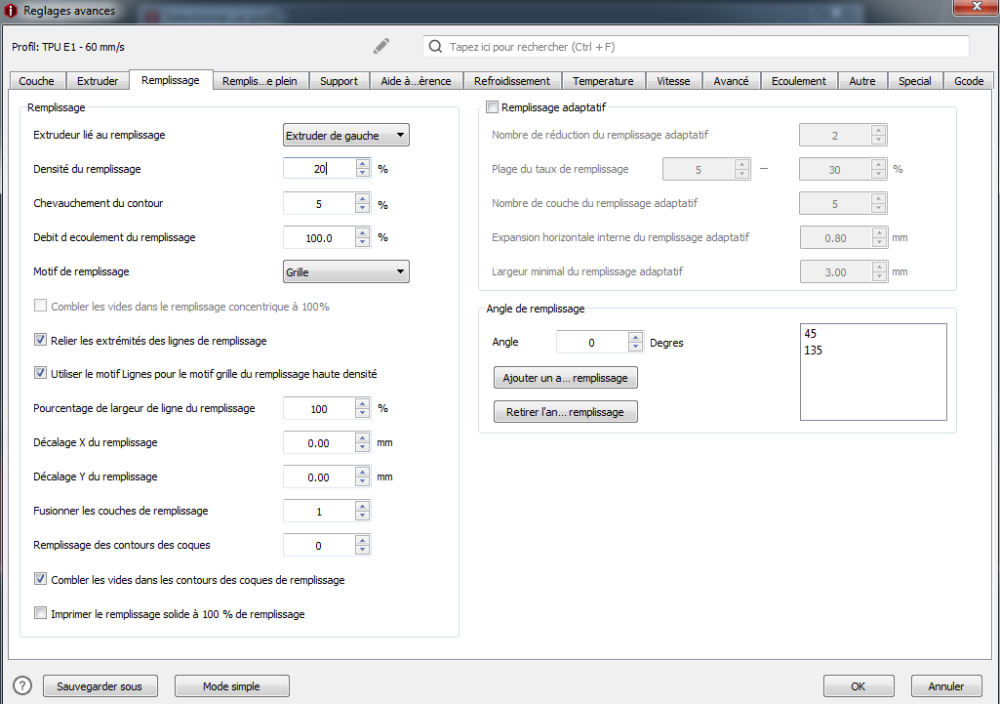
Salut @Jeff78s Je parlais du chevauchement de contour dans mon cas j'utilise 15%1 point
-
Oui c'est bien là, essaye 0.21 point
-
prototype validé, va falloir l'imprimer en mini série et ils veulent aussi une mini série avec un accessoires...
 1 point
1 point -
A fortiori quand tu n'utilises plus Cura ! Son interface m'a saoulé : trop besoin de faire défiler, d'aller chercher des paramètres pour les ajouter, etc ...1 point
-
si tu peux installer le plugin export html et envoyer le fichier j'y regarderai c'est plus simple et moins contraignant que de récupérer un profil.1 point
-
Cela avait été proposé dès le début... Toujours bien prendre le temps de tester car sinon, on part chercher midi à quatorze heures!1 point
-
Salutation ! Surement une histoire de z-offset a régler dans un menu ( ou via une connexion USB ) mais comme je n'ai jamais fait je ne sais que te proposer de rechercher sur le forum https://www.google.com/search?q=site%3Alesimprimantes3d.fr%2Fforum+Ender+Z-offset Tiens nous au jus !1 point
-
Bonjour à tous. D’accord avec Motard Geek, les pneufits sont mettre à la poubelle. Beaucoup de personne incriminent cet extrudeur qui n'est, certes pas le meilleur, mais le souci majeur sur ce montage viens du pneufit de sortie qui fini rapidement par créerdu jeu avec le ptfe. Si possible, passez sur un système hotends avec le magnet Mk10 V2 et tube capricorn et vous n'aurez plus aucun souci à ce niveau. Vu les photos, même conseil que les autres, desserez la vis de réglage de l’extrudeur et ne serrer légèrement que si ça patine. Perso elle est juste vissé pour accrocher le pas et pas du tout serré. Je lui donne un quart de tour selon le filament si j'entends que ça patine,mais pas plus.1 point
-
Ça élimine beaucoup de monde C'est un idem important qui mérite un gros chapitre. Peut-être un glossaire, un peu comme l'avait commencé le Guero Loco https://drive.google.com/file/d/1uKoNY9o2yDzYY7h8WyQHAW69CK6iIXCz/view1 point
-
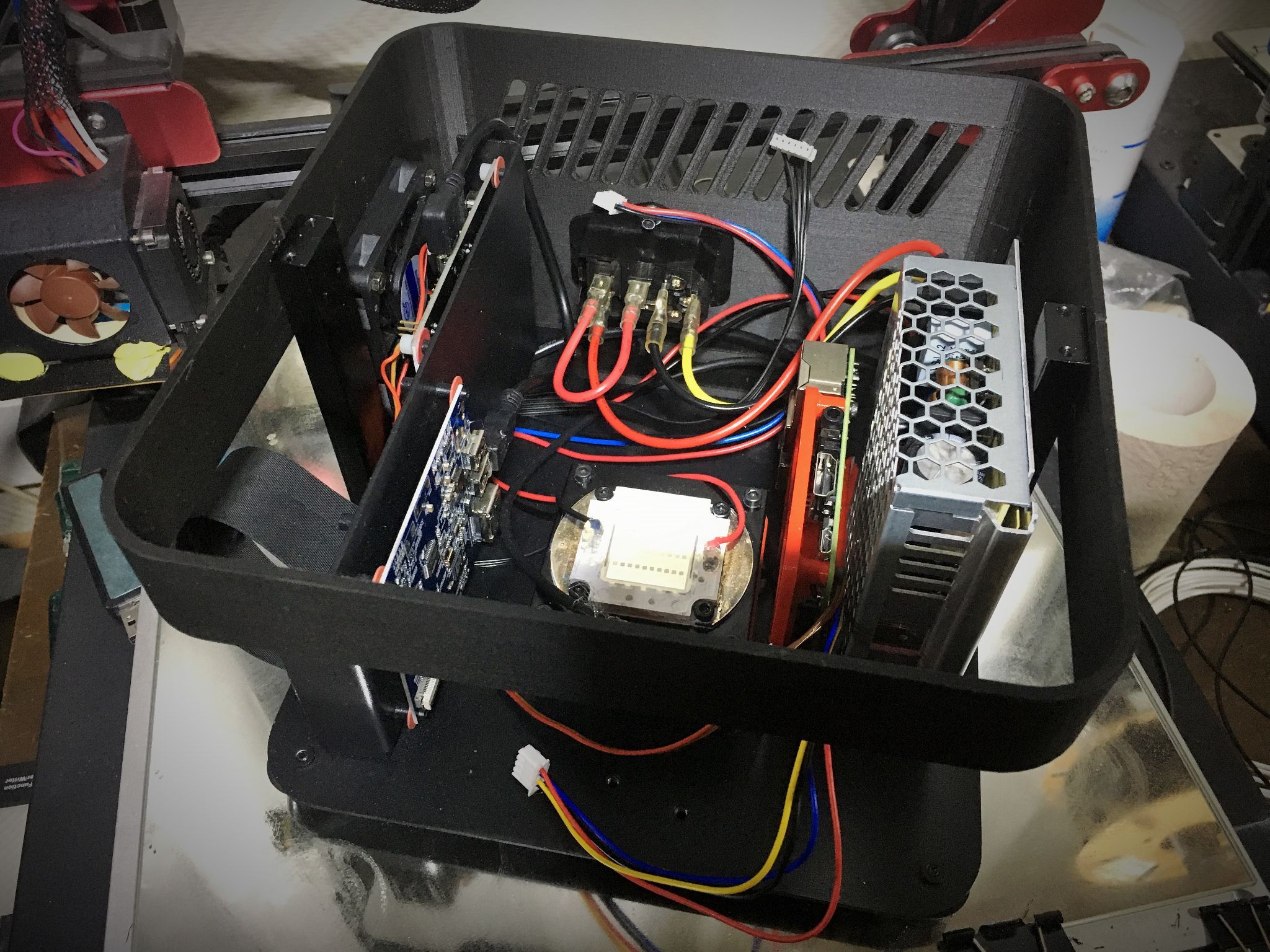
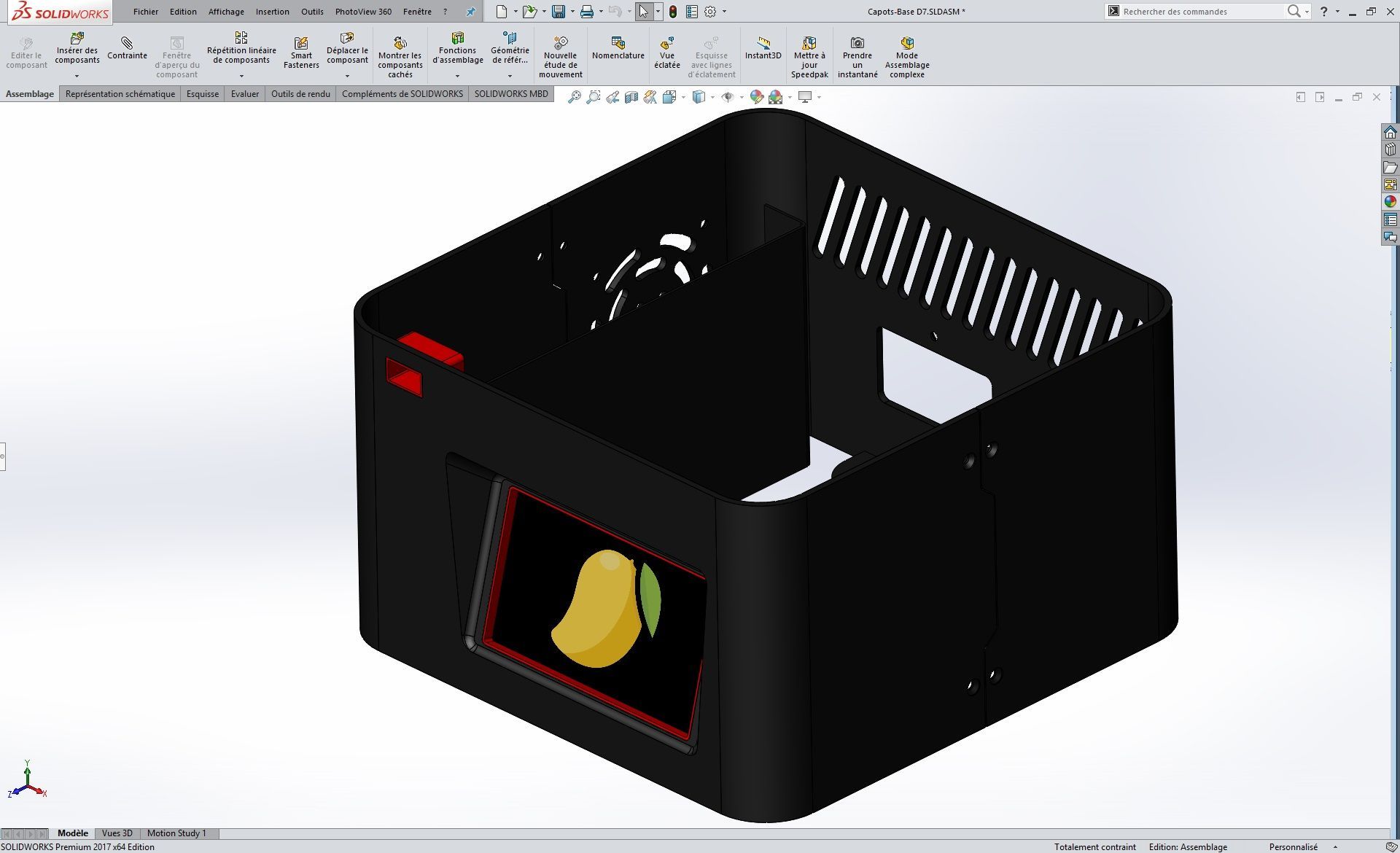
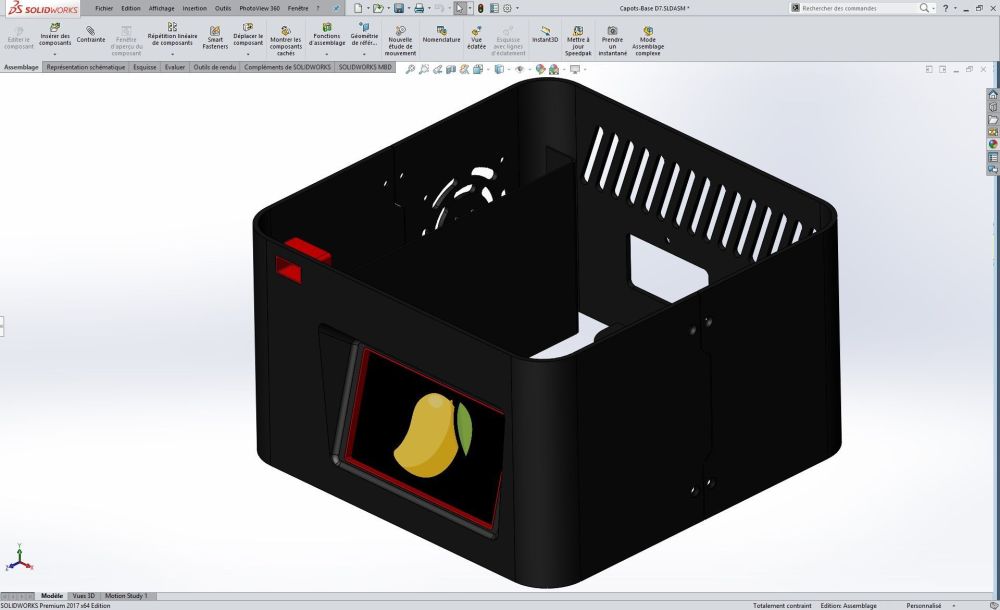
Bonjour, J'ai acheté le nouveau slicer de chez Wanhao pour la D7. J'ai fait l'installation rapide, et je dois dire que c'est pas mal... Autosupport rapide et surtout assez facilement paramétrable. A voir ce que ca va donner dans le temps. Aujourd'hui j'utilise principalement NanoDLP.1 point