Classement


Contenu populaire
Contenu avec la plus haute réputation dans 28/02/2022 Dans tous les contenus
-
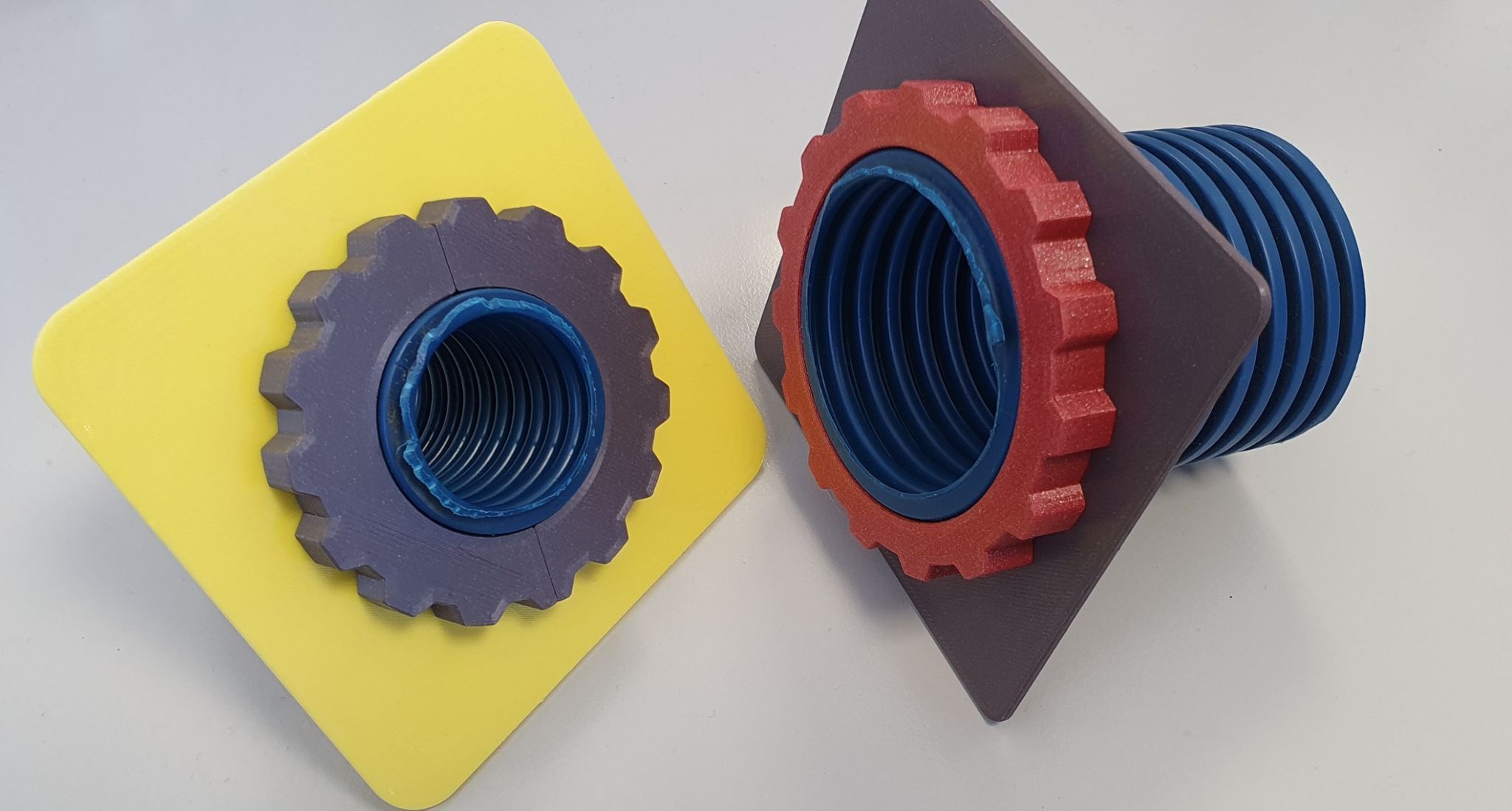
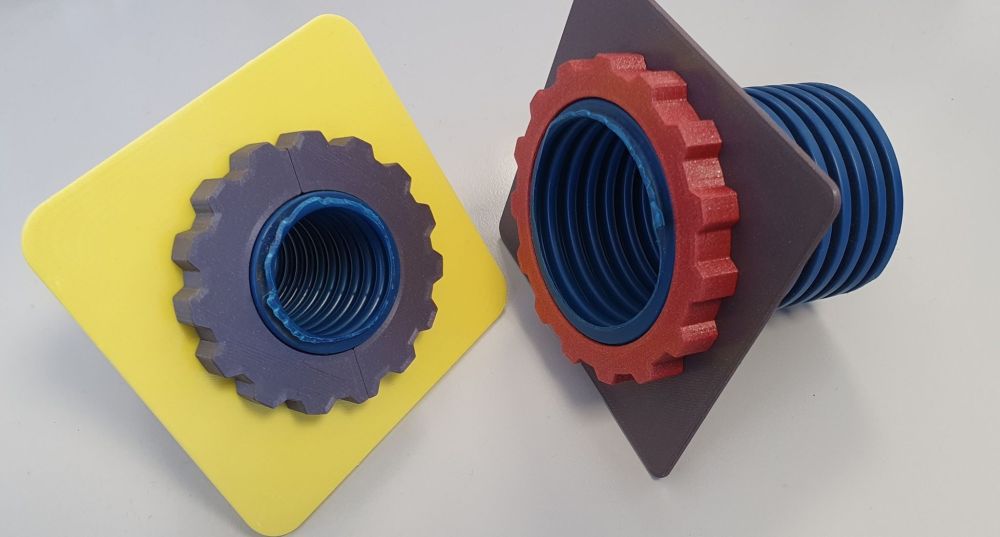
Gaine électrique oui. Ce sont les gaines annelées, qui peuvent avoir plein de taille, du 16mm ou du 63mm comme dans l'exemple. Je dirais même plus, il bloque la gaine en place (aucune translation possible). Il s'agit deux deux demie-vis et d'un écrou moletés, qui permettent de passer une gaine de 63mm dans une boite de dérivation en la maintenant fermement en place, sans avoir à la faire dépasser dans la boite. Le diamètre de 68mm était une contrainte de... scie cloche, pour vous enduire d'erreur. J'ai fait ce modèle pour un collègue, en gaines de 63 et 40. Puis sur le même principe j'ai fait d'autres variantes pour gaine de 20mm qui s'adaptent à la place des passes cable en caoutchouc des boites de dérivation standard et des prises/interrupteurs en saillie. C'est l'un des bricolages les plus pratiques que j'ai jamais modélisé, fini les gaines qui sortent de la boite, ou qui prennent la moitié de la boite. Photo des prototypes, les définitifs sont en PETG Gris Urbain, pour la durabilité et coller à la couleur des boites de dérivation. Bon pour les vainqueurs, pour ne pas changer, c'est @Kalamiit qui est le plus proche, avec la gaine à travers la paroi. Tu peux t'arranger avec @Titouvol, vous avez l'habitude maintenant.
 4 points
4 points -
Bonsoir à tous, A l'image de posts que j'ai pu voir ailleurs, je me permet d'en ouvrir un ici, afin de regrouper si vous le désirez les photos de nos prints avec nos Delta FLSUN. Ma contribution :




 2 points
2 points -
Les problemes de surplomb peuvent aussi être amoindri en diminuant la hauteur de couche.2 points
-
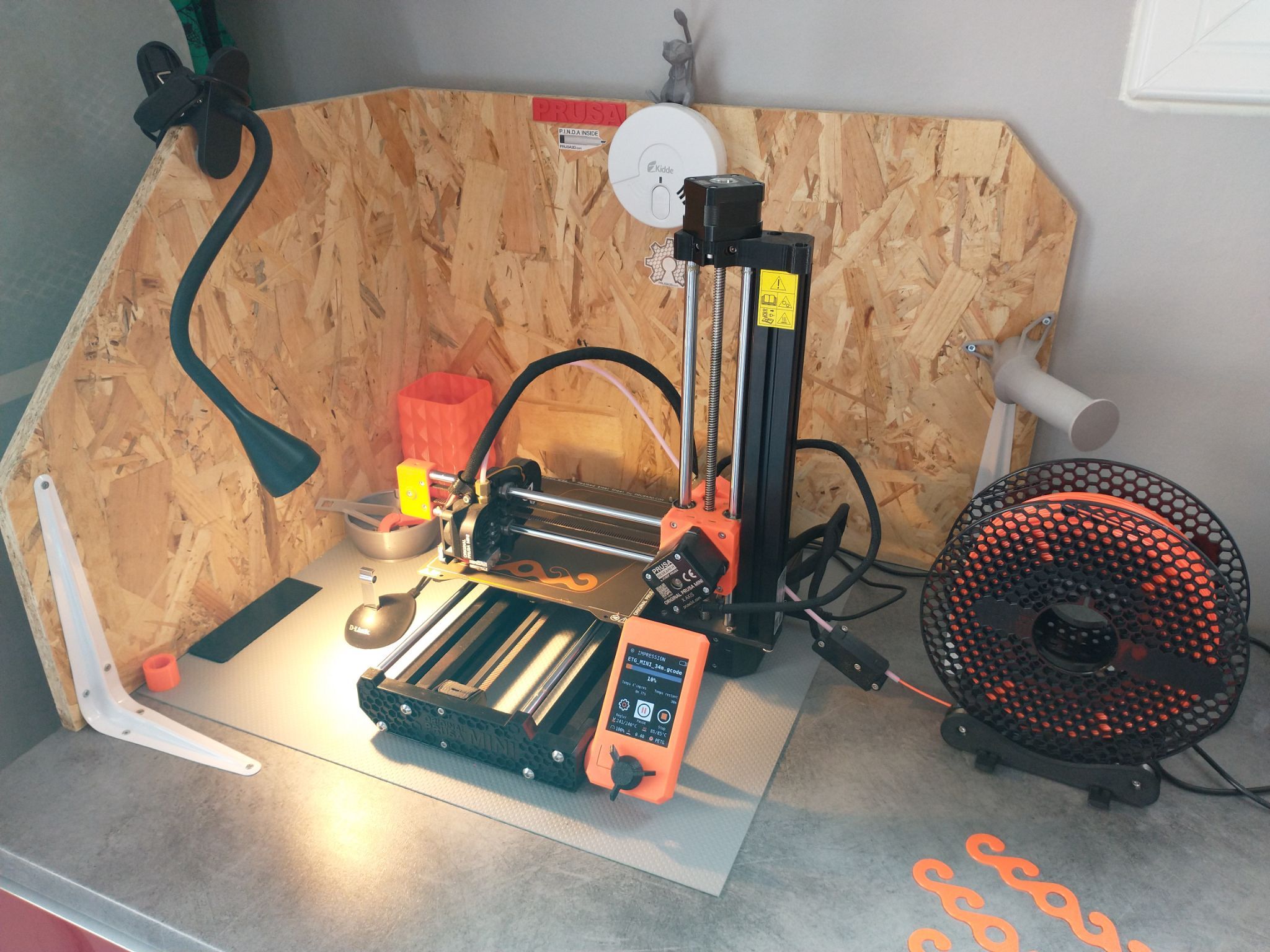
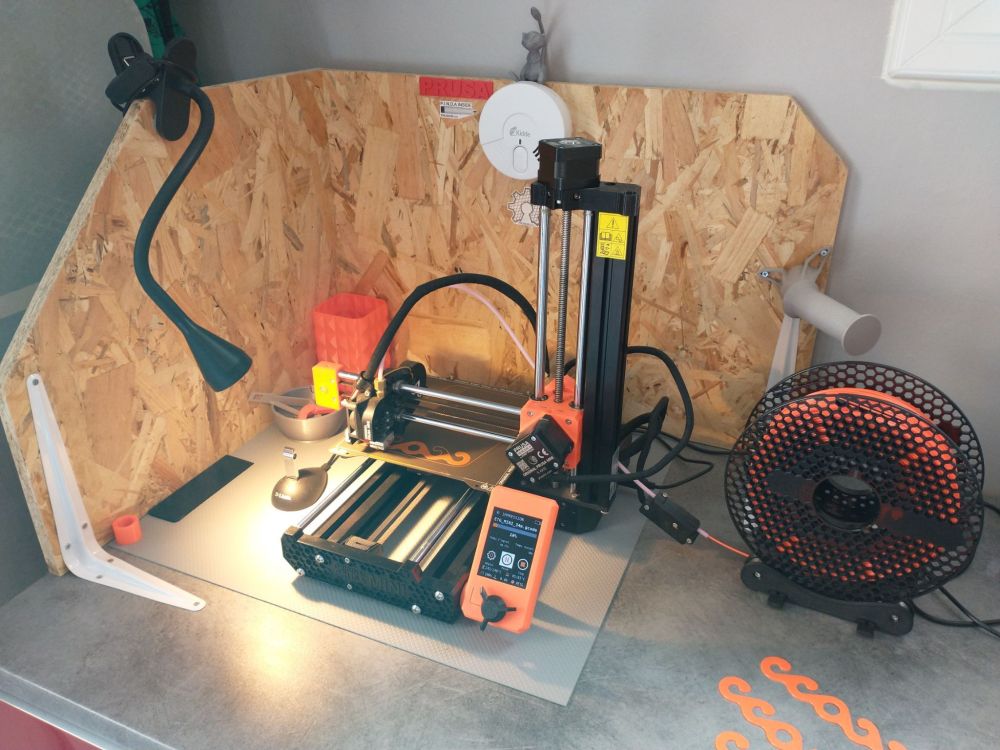
Bonjour à tous, Cela fait environ 1 an que j'ai ma Prusa Mini +, il est donc temps de partager un petit retour d'expérience. Il s'agit de ma première imprimante 3D. N'ayant quasiment aucune connaissance en électronique, et pas spécialement envie de me prendre la tête avec du code (même s'il m'arrive de faire quelques scripts au travail), j'avais cherché une imprimante "plug & print" avec des avis positifs notamment sur la fiabilité et la régularité d'impression. J'ai par contre un bon niveau en CAO. Pour l'usage, je m'en sert régulièrement pour imprimer tout un tas de trucs inutiles mais amusants venant de bibliothèques en ligne, réparer les jouets et objets cassés à la maison (interrupteur hotte, charnière de placard, manche aspirateur...) ou encore des trucs utiles pour le bricolage (jonctions de planches composite pour bordures de potager, supports pour outils, ...). Bref, du classique pour un imprimeur amateur :-). Donc après avoir passé environ 8kg de PLA ou PETG, pour imprimer environ 400 pièces sur 700h. Je reste très (très) satisfait de cette imprimante. Elle est "stock", j'ai juste ajouté des clips pour tenir plus proprement la nappe de l'écran, et j'utilise une rallonge USB pour déporter la clef du côté gauche (moins gêné par le filament). La maintenance depuis le début a uniquement consisté à resserrer les (3) vis après les premières impressions (conseil de @divers de mémoire) et à graisser les axes de temps en temps. Pour les plateaux, je les manipule toujours avec des gants (comme ça pas de gras dessus ) et les nettoie de temps en temps à l'eau tiède + produit vaisselle (d'une célèbre marque au citron ). J'y mets aussi quelques fois un coup de lingette nettoyant lunettes (ça dépanne mais ce n'est pas aussi efficace que l'IPA ou le nettoyage évoqué précédemment). Je note quand même une légère usure du plateau lisse (qui a plus servit), mais il me reste le 2e côté avant d'en commander un neuf . Côtés outils, j'utilise une petite spatule (qui est en fait un rectangle de plastique biseauté d'un côté), une pince coupante (la petite bleu que l'on voit partout), une pince à bec et un petit chalumeau (quand il y a un peu de stringing car cela laisse moins de suie qu'un briquet). Pour les principaux points positifs: - Toujours prête à imprimer, - La qualité d'impression avec les réglages de base (utilisation de PrusaSlicer), - L'accroche des feuilles PEI (lisse et texturée) et leur côté pratique pour décoller les impressions, - La possibilité de mémoriser ces plateaux et donc leur Z initial, - L'auto-levelling et la facilité d'ajuster au besoin (très rare) le Z en live, - Si besoin aussi, la température facile à modifier en cours d'impression, - Le changement de filament bien guidé, - L'ergonomie des menus. Les "problèmes" rencontrés: - Attention lors des changements de filaments, il faut se souvenir que l'imprimante n'a pas forcément en mémoire la position z et la tête monte de quelques cm en positions "parking". Si on avait arrêté l'imprimante proche de la limite haute, elle tente de monter quand même et ..." claclaclac" en butée haute => penser à redescendre un peu la tête avant de changer le filament. - L'impression en couches de 0.05mm qui ne m'a pas convaincu, je pense que la buse est trop proche et fait fondre les tous petits détails (après j'ai pas poussé mes recherches pour améliorer le truc). - Deux fois récemment, j'ai retrouvé la tête en Z=0 en haut à gauche du plateau en fin d'impression, au lieu d'être remontée de quelques cm au dessus du Z d'impression final et "rangée" en haut à droite du plateau. Je me demande si cela est lié à un update du profil sur PrusaSlicer (j'ai le souvenir d'avoir cliqué sur la MaJ). Cependant j'ai comparé mes G-codes et n'ai pas vu de différence sur la fin d'impression mais j'ai peut-être loupé un truc... Voila pour les plus et les moins. J'envisage par la suite de tester une buse de 0.6 sur de plus grosses impressions, mais pour l'instant la 0.4 d'origine faisant très bien son travail, j'ai "peur" de la démonter et que ça fonctionne moins bien après . J'ai aussi acheté une bobine d'ASA que je testerai surement cet été. Le TPU me tente également, mais compte tenu du Bowden, je testerai le jour où j'en aurais vraiment besoin. Côté filament, j'ai presque toujours utilisé du Prusament que ce soit en PLA ou en PETG. Selon les couleurs, certains s'impriment un peu plus propre (stringing principalement) que les autres mais rien de très variable non plus. Au global, j'aime beaucoup ces filaments. J'utilise aussi du Polyterra (de chez Polymaker), le prix est correct, le rendu est beau (mat), mais je trouve l'accroche entre les couches moins bonne que le Prusament. Son trancannage est moyen, et il remonte un peu trop par capillarité sur la buse. Il blanchit aussi très rapidement au ponçage ou bien à la séparation des supports. Je suis donc globalement mitigé sur ce filament. Pour conclure, de mon avis personnel, c'est une très bonne imprimante pour commencer. Même si le budget est plus conséquent que d'autres, je pense que l'on s'y retrouve en partie au vu de la fiabilité, du confort d'usage et du fait qu'elle ne nécessite pas d'upgrade. Pour la prochaine : une Prusa i3 MK3S+ ou bien une idex histoire de s'amuser avec les deux têtes. Mais ai-je vraiment besoin de changer d'imprimante ? Une petite photo pour finir.
 1 point
1 point -
J'ai modifié la vitesse de la purge F1800 et je n'ai plus de soucis. Merci beaucoup. Et pour l'insertion du filament, je vois que l'on a tous le même problème et malgrés qu'il n'y ai pas de solutions ça me rassure1 point
-
Bon, alors c'est un bouchage. Ça m'arrivait souvent avant que je change mon bloc de chauffe/buse par du volcano + heatbreak bi-metal.1 point
-
il a marque son filament a 200mm et demander 180mm d'extrusion.1 point
-
Euhhhh pareil ... je suis à sec ! Trop génial le system ... qu'est ce que je peux me faire ch.er avec les gaines dans les boites de dérivation. Il m'aurait fallut ça pendant mes travaux ! Bon, sinon si quelqu'un a quelque chose à proposer, @Kalamiit et moi même avons l'extrême honneur de lui laisser notre place !1 point
-
Déjà vu sur mon fil mais pour participer; une impression de 10h50, sans aucun support : https://www.prusaprinters.org/fr/prints/56081-deserts-kiss-diorama-dice-tower Couches en 0.25, 3 périmètres au lieu de 2, 3 couches solides haut et bas au lieu de 4 avec 0.75mm d’épaisseur de coque mini (haut et bas), remplissage 15% en cubique adaptatif, ce qui m’a permis de limiter le temps perdu en remplissage solide (2h07m au lieu de 5h58, avec ajout de temps de périmètre 1h22 à 2h43, on gagne largement à faire 3 périmètres) J’ai utilisé sous PrusaSlicer un modificateur de plage de hauteur pour faire le haut du crane avec une épaisseur de couche plus basse en passant de 0.25 à 0.20, 0.15 puis 0.10 pour les dernières couches, il a le crane bien lisse… Je suis sur que d'autres FLSUN printer ont des beaux print a nous montrer !


 1 point
1 point -
Oui les drivers sont démontables, je testerai quand j'aurai besoin de la rouvrir. Pour le moment elle me permet de satisfaire une commande, ça me suffit, pas de risque inutiles pour le moment !1 point
-
@ixi Je vois. Faudrait que je fasse le test avec les deux pour voir la différence. J'ai n'ai jamais eu non plus de bouchon avec le full titane sur le V6. Et j'ai monté pareil que toi, un 40x10 avec un bon débit. J'en avais un encore plus puissant avant, mais les pales trop fragile qui ont malencontreusement rencontré mon doigt ont duré 1 semaines1 point
-
Oui, merci, cela fonctionne bien maintenant. Pour la première couche, je ne me prends plus la tête, je pose une très fine couche de colle en bâton et j'ai réduit un peu la vitesse. Effectivement, ce cap passé, ça va tout seul et je pousse sur le champignon J'ai aussi nettement réduit la ventilation. Je viens de mettre ma bobine au four, je pensais justement à l'humidité... Bonnes impressions à toi aussi1 point
-
Bon j'ai laissé tombé SolidWorks, c'est tellement plus simple avec Fusion360...... A force de faire des essais sur Fusion j'ai fini par le maitriser assez bien. Merci pour votre aide.1 point
-
Un tuyau pour billes de polystyrène1 point
-
Merci @fran6p et @Yellow T-pot pour vos conseils. J’ai suivi le conseils de @Yellow T-pot pour le montage d’ un tubes bi-metal. Ensuite remplacement du ventilo et placement d’une buse saphir de chez 3D et d’une gaine PTFE CAPRICON. Mon Ender3 à retrouvé une jeunesse. Merci encore.1 point
-
Alors ... Pas de coulissement, donc une pièce fixe Une assez bonne étanchéité ... à l'eau ? huile ? air ? autre ? C'est pour une gouttière ? Un récupérateur d'eau ? Des tubes PVC d'une manière générale ? Système d'aspiration ? Usage intérieur ou extérieur ?1 point
-
En cherchant un petit peu, dans la section tutoriel et amélioration de cette partie du forum : Par contre, pour information les moteurs vont avoir tendance à un peu chauffer, à cause du léger jeu nécessaire aux glissières du moteur qui désaxent que très très faiblement le moteur mais suffisamment pour faire un peu plus forcer l'axe.1 point
-
Tu as le souci avec tous les GCODE ou uniquement le dernier ? Si c'est un problème dans CURA, si tu lances l'impression d'un ancien GCODE qui a fonctionné, tu devrais la voir commencer à imprimer normalement (pas la peine de la laisser finir, tu as ta réponse). Par contre si les anciens font pareil, alors c'est plutôt mécanique.1 point
-
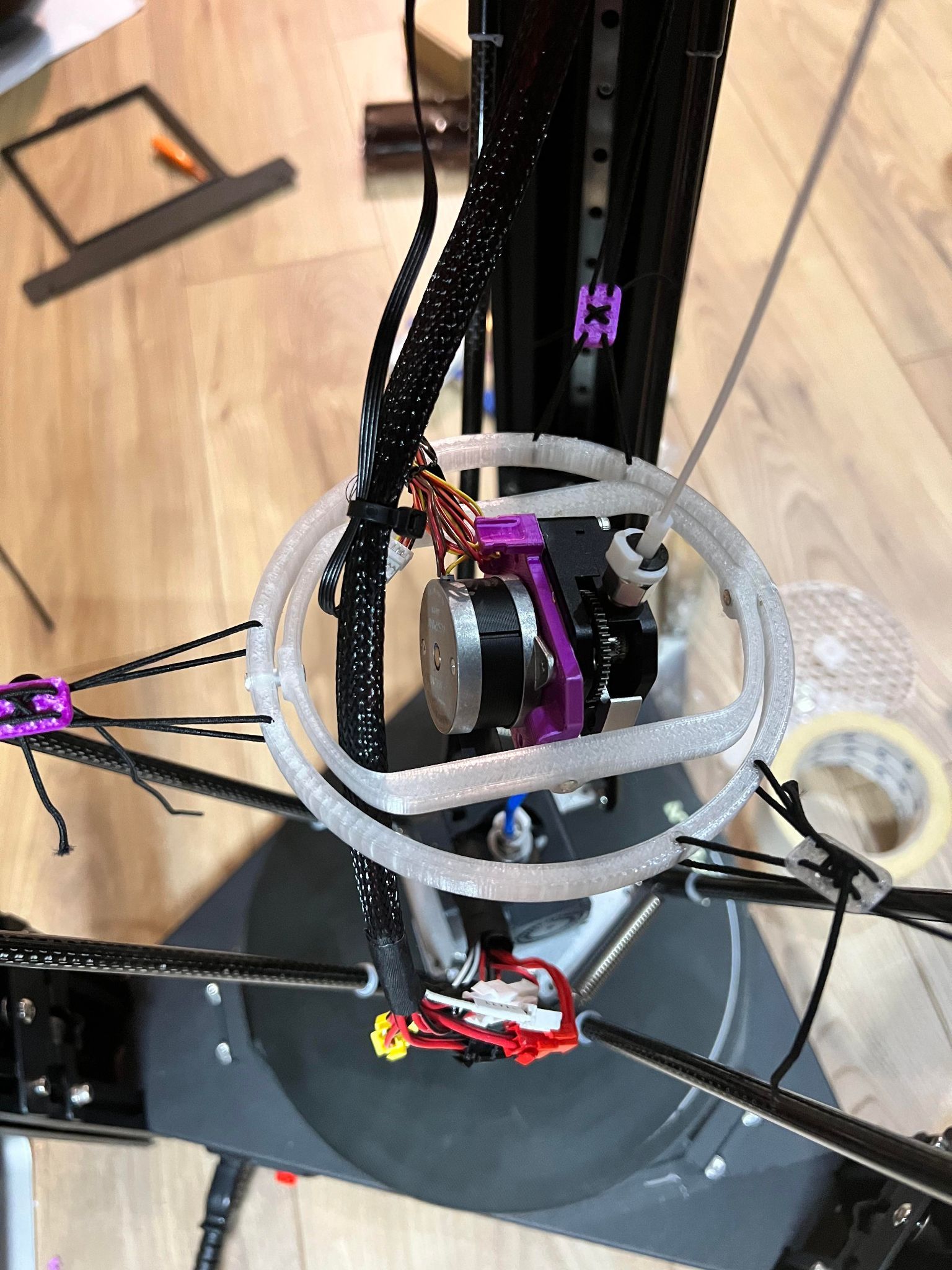
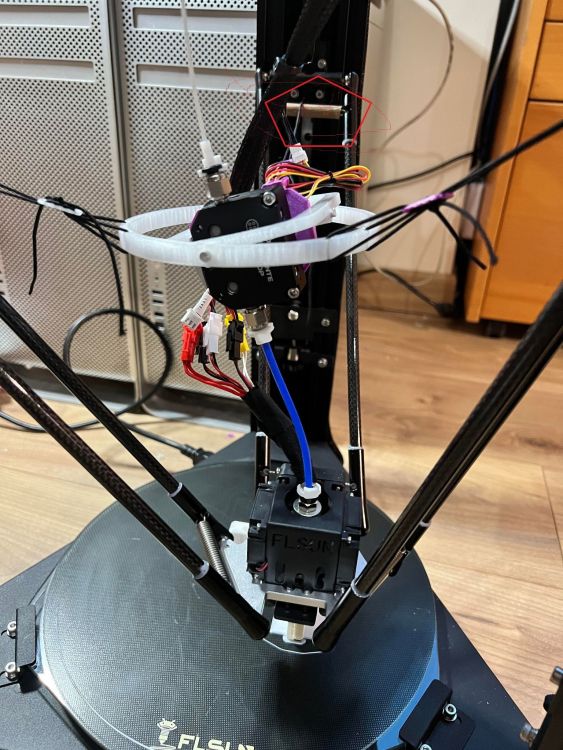
Hello, Définition de FDM Actualisée Voici les nouveaux mots : G-Code Le G-code est un langage de programmation qui permet de définir des séquences d’instructions pour piloter des machines-outil à commande numérique (imprimantes 3D, fraiseuse numérique, découpeuse laser, etc.). Un fichier de format G-Code est le fichier généré par le trancheur après avoir découpé l'objet 3D. Il contient toutes les instructions pour imprimer/usiner/découper l'objet (déplacements, vitesse, volume de matière déposé, etc.). C'est ce type de fichier que vous utiliserez pour lancer une impression 3D. Il est à noter que les instructions G-codes diffèrent en fonction du firmware utilisé par la machine (exemple). Pensez à bien configurer votre trancheur. Maker Maker, traduit en français par «celui qui fabrique», désigne toute personne qui fabrique des objets en 3D grace aux nouvelles technologie (Impression 3D / fraiseuse à commande numérique / découpe laser à commande numérique) Les Maker ont leurs salons, les biens nommés Maker Faire. Overhang Surplomb L'overhang, ou surplomb en français, est une partie de l'impression qui n'est pas complètement supportée par les couches inférieures. Un surplomb trop important conduit à des défauts d'impression qui peuvent être corrigés en modifiant la température d'impression, en augmentant la vitesse du ventilateur de refroidissement, en augmentant la vitesse d'impression ou en diminuant la hauteur de couche. Ci dessous, entouré en rouge, on voit les symptômes d'un surplomb mal géré, à comparer avec la partie basse de la pièce. Vous avis sont les bienvenus.
 1 point
1 point -
En fait, l'imprimante est dans un état quantique indéterminé (Chat de Schrödinger). Elle est à la fois fonctionnelle et non fonctionnelle. A un moment X quand on l'observe trop (ou de trop près), son état passe alors de fonctionnel à non fonctionnel et vice-versa. On pourrait également faire intervenir Murphy mais ce serait trop simple. Je ne sais pas ce qu'il y avait dans mon café ce matin mais cela m'a inspiré OK,

 1 point
1 point -
Bonjour, Avant d'être en panne ce n'est pas en panne.1 point
-
Pour le moment je suis encore en phase de modification, j'attend l'écran TFT70 et la SKR2, mais la avec le Bondtech en direct drive, le Rapido hotend et une buse 1.2mm j'obtiens ça (hauteur de couche 0.32)
 1 point
1 point -
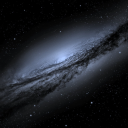
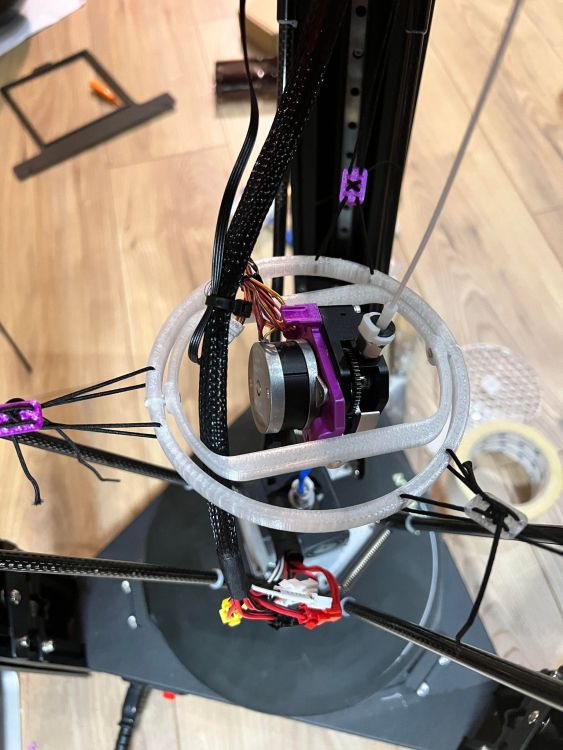
@Motard Geek merci pour le renommage du post (vachement plus vendeur) Pour information voici ou j 'en suis en quelques photos c'est toujours un "work in progress" J'ai bien entendu repris le travail de @julmar qui m'a bien aidé les elastiques et les attaches sont pour moi provisoire sinon toutes les impressions sortent belles (et je le pense) Pour infos dans le désordre: 1 je n'ai plus que 14 cm de ptfe entre l'extrudeur et la buse et en externe 9.5cm j'ai des retract dans prusa slicer a 2.5 pour une vitesse de 40mm , je pense tenter les 2.0... le moteur ne chauffe pas 35° en moyenne à chaque prise sur un print de 11h00 je n ai pas encore remis le detecteur de fin de filament mais j'espere le mettre a l'interieur ben si vous avez des questions allons y Avec Marc je reflechis a un autre design pour les anneaux flottants et le passage du filament... ca se trouve mes idées ne sont pas les bonnes... Ce soir je tente le voroni vase en vertical sans support ni brim/jupe (voir stl) a grande vitesse genre 200 au top et 100 au mini... si ca vous interresse je vous mettrai le resultat. Voronoi_Vase_voro_simplified.stl

 1 point
1 point -
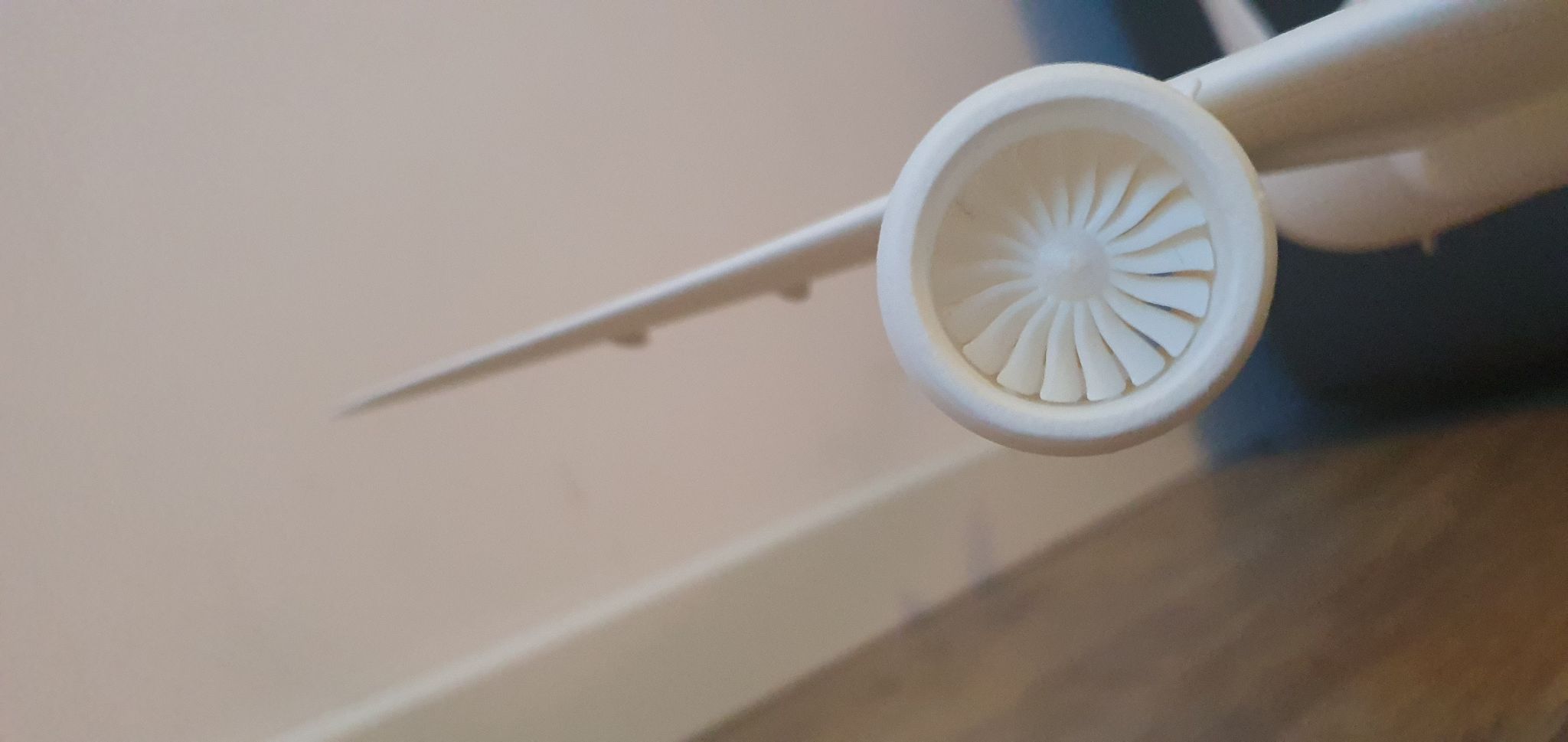
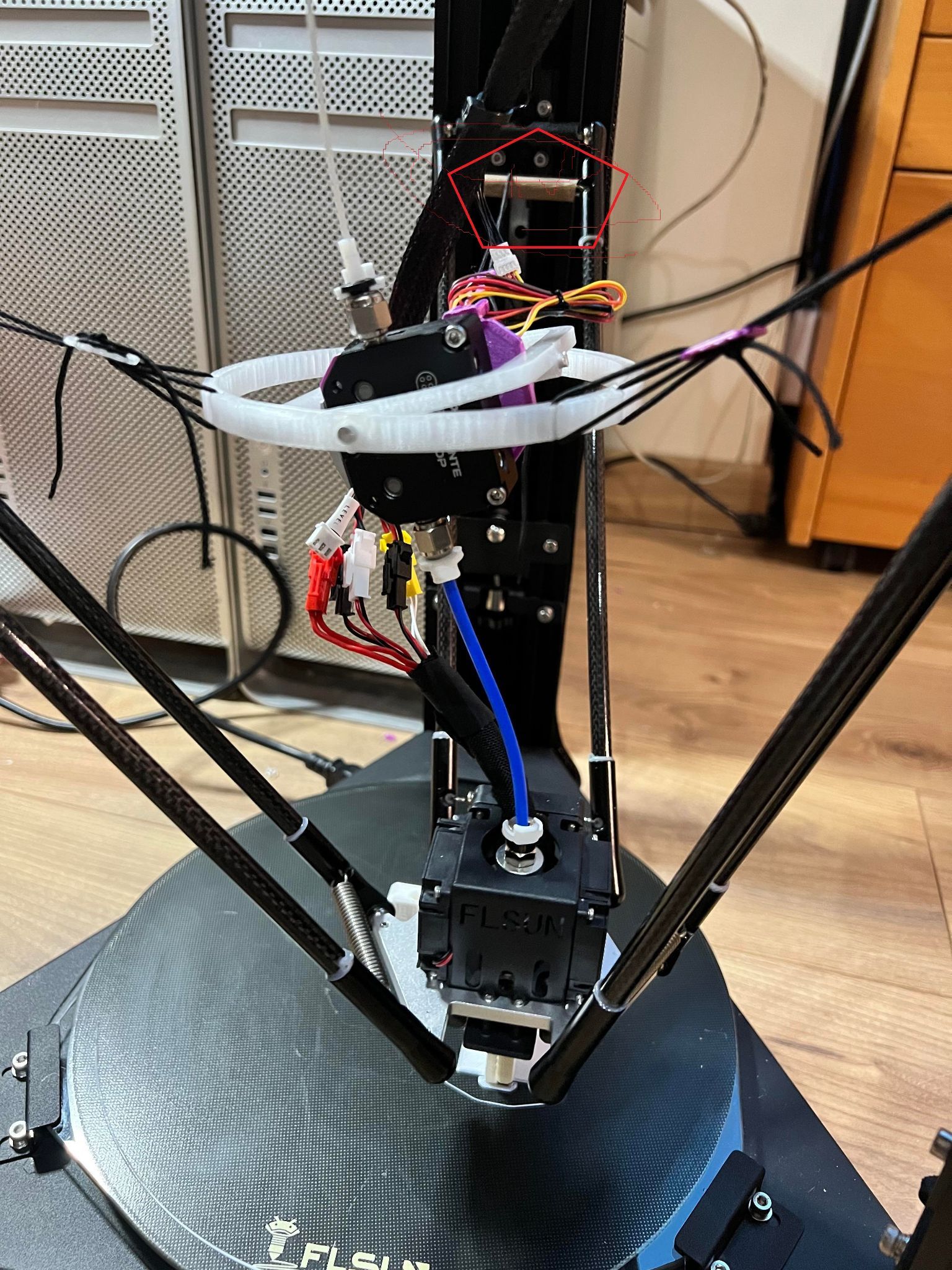
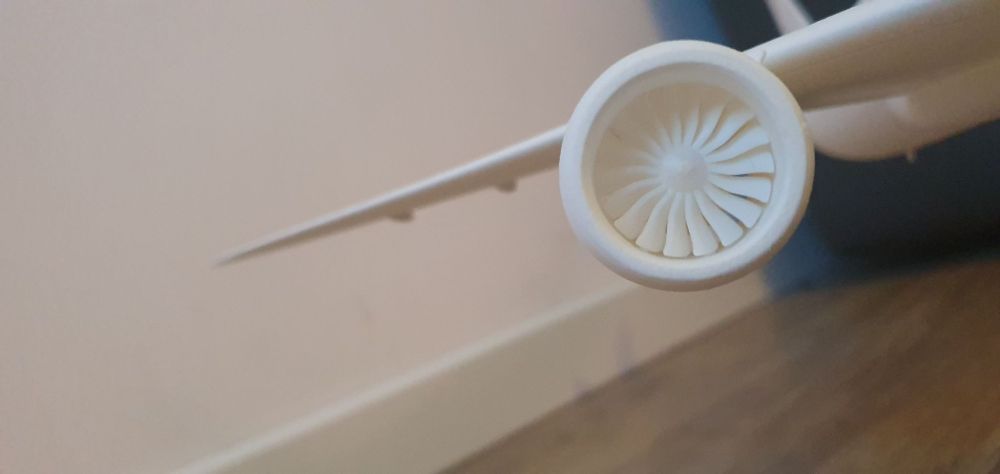
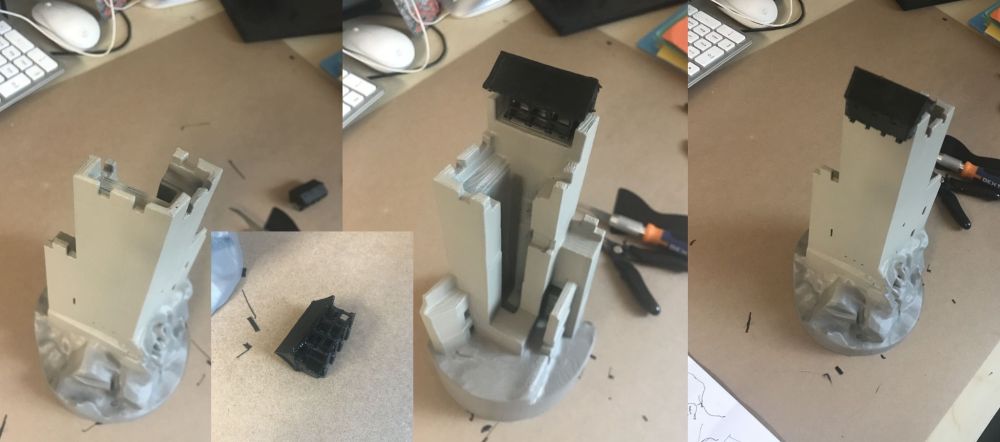
Salut, voici le résultat d'impression d'un prototype de château reconstitué en 3D, il s'agit là uniquement de la partie nord-est avec le donjon et une tentative d'impression d'un hourd. Pour le coup je me demande si je vais pas acheter une imprimante résine pour les détails car ça passe limite limite… enfin pour un proto c'est déjà pas mal. le chateau fait 25cm de haut, le hourd tient dans un rectangle de 3cm par 2cm.
 1 point
1 point -
Si le résultat est satisfaisant pour le moment pas de raison de changer de suite, c'est inutile de faire la course a celui qui aura la plus précise tant que cela permet un résultat satisfaisant c'est bon. Entre tes 2 M48 les résultat sont passer passer du simple au double Mes tes écart reste de l'ordre du centième c'est donc déjà bien mieux que le modèle Artillery.1 point
-
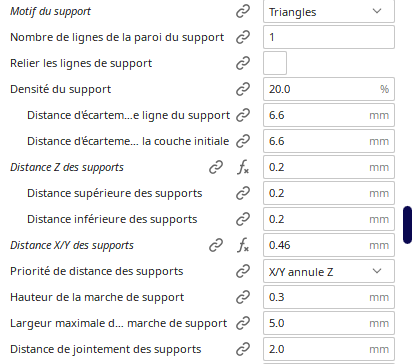
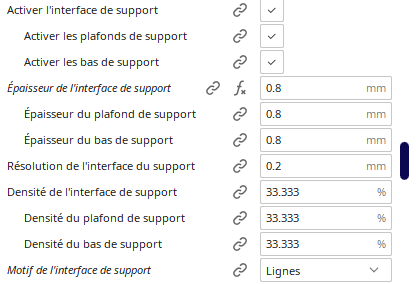
Voici les réglage pour les supports : Distance Z des support je peux la faire varié entre 0.2 et 0.3mm en fonction des pièces, pour la distance X/Y des supports au mini je suis a 0.46mm quand il y a des pièces très droite, mais sinon je suis plus souvent a une valeur entre 0.6mm et 0.86mm J'espère que tu auras aura plus de facilité avec tes supports a présent
 1 point
1 point