Classement



Contenu populaire
Contenu avec la plus haute réputation dans 30/03/2022 Dans tous les contenus
-
Côté gcode pour ton imprimante PPAC et fran sont aptes a te guider donc je les laisse voir cela avec toi. Par contre comment est stocké ton filament ? car si il a prit l'humidité cela n'aidera pas pour l'adhérence. Sur la vidéo lors du trait elle semble par moment cracher un peu plus de filament, as-tu fais le réglage des step de l'extrudeur ?2 points
-
Si déjà elle imprime c'est bien, les réglages peuvent se faire au moins . bons prints et bons réglages2 points
-
Une bobine de filament est-elle posée sur le schmilblick. On sait tous que le PTFE ça glisse bien. Ça me fait penser au groupe toulousain Regg'Lyss, on a toujours besoin de lubrifiant2 points
-
attention les cartes sd livrées sont de la *****, il est reconnu que les changer par une sd de marque tel que sandisk, kingston ou autre règle bien des soucis. Le formatage doit être en fat 32 4096 unités (ou par défaut) et la sd doit être égale ou inférieure a 32Go (si plus grosse il faut créer une partition de cette taille)2 points
-
Alors déjà il faut savoir qu'il y'a eu une période ou les 4.2.2 ont posé problème et devaient être remplacées. Ensuite es-tu sur de ton montage ? L'auto-home se fait normalement ? (aparté, je n'ai pas l'impression de voir les bagues de blocage des pneufit donc a corriger)2 points
-
2 points
-
Ta vidéo, tu l'as filmée dans un tunnel non éclairé par une nuit sans lune ? A partir des effets sonores entendus, il est difficile de se faire une idée. D'autres utilisateurs auront peut-être un «éclairage» et des idées lumineuses2 points
-
Maintenant que jmarie3D l'a dit, cela semble d'une évidence... ( il manque le "mais bien sur ! " en réaction alors je "+1" )2 points
-
C'est pour maintenir la manivelle d'un volet roulant contre le dormant de la fenêtre.2 points
-
Les fichier config.ini de ces 2 version sont identique juste le source du firmware derrière est différent . Je suis un eux pris en ce moment On prépare avec Fred de Hotends.fr un tuto top pour installation du Touchmi sur les X2 et Genius Pro, et j'ai pas mal de demande diverse a côté, mais pas de soucis j'ai ajouter la tache au chose a faire Ce plugin Pour les miniatures sur le TFT est d'ordre du gadget et l'esthétisme que de la l'absolue nécessaire, mais comme dirait nos amis québécois cela est Fun J'aime beaucoup L'arc Welder je trouve cela très bon personnellement. profite bien2 points
-
Oui c'est comme ça que je pensais filouser pour dépasser les 20*20*20 ou 25*21*21 Je note ça dans un coin, effectivement ça peut être une source d'inspiration comme le fait remarquer @Kalamiit ! Merci Vos collègues ont pu commencer à m'aiguiller, merci quand même et bonne continuation à vous2 points
-
Euh là je ne vois pas trop pourquoi cette remarque et pour le coup je me dis qu'il aurait été mieux de s'abstenir de ce commentaire2 points
-
Bonjour, Disposant depuis bientôt 1 an d'une Wanhao D12, je ne regrette pas ce choix pour ma 1ère imprimante 3D. Celle-ci étant dans une pièce à part, le transfert par wifi est fort pratique, ça évite bien des allers-retours avec la micro SD ou de s'équiper d'un Octroprint. J'ai fait mes débuts sous Cura, pas mal pour commencer mais j'ai rapidement préféré PrusaSlicer. Le hic c'est qu'il n'existe toujours pas de module/addon MKS WIFI comme sous Cura. Marqué "en cours de dev" sur le site de Wanhao mais tout comme leur site, c'est mort, aucune nouveauté depuis des mois xD Du coups je passais d'un slicer à l'autre faute de mieux, Prusa pour slicer, Cura pour envoyer, pas très pratique... Mais j'ai découvert depuis peu l'existence d'un outil permettant l'envoi par wifi et directement sous PrusaSlicer (idem SuperSlicer puisqu'il s'agit d'un fork de PS). Il s'agit de MKS-WIFI PS uploader disponible ici : https://github.com/ArtificalSUN/MKS-WIFI_PS_uploader C'est de l'Open-Source (Python) donc le programme est "safe". Je me suis dit que ça pourrait intéresser d'autres personnes, donc si c'est le cas, poursuivez la lecture sinon stop La procédure est assez simple : paramétrer l'imprimante en Wifi en notant l'adresse IP qui lui est définie (192.168.1.10 par exemple) télécharger la version compilée (.exe) si vous n'avez pas Python d'installé dans PrusaSlicer > Réglage d'impression > Option de sortie, rajouter la ligne de commande suivante : "chemin\MKS_WIFI_PS_upload.exe" "192.168.1.10" "ask"; à la place de "chemin", mettre l'emplacement où vous avez téléchargé l'outil ("D:\Downloads\MKS_WIFI_PS_upload" par exemple) une fois que vous aurez cliqué sur le bouton "Exporter le G-code", l'outil se lancera automatiquement, fera le transfert du fichier vers l'imprimante et vous demandera s'il faut l'imprimer ou pas (sinon à la place de "ask", on peut mettre "always" ou "never" comme précisé dans la documentation. Par contre l'outil de base ne fait que ça. Pour la génération des aperçus comme sous Cura j'ai modifié ce script pour y rajouter cette fonctionnalité. Pour se faire il faut déjà activer la génération des vignettes dans PrusaSlicer : réglage de l'imprimante > (mode expert) > Vignette G-code : indiquer ces valeurs -> 100x100, 200x200 enregistrer les modif (icone à coté du nom de l'imprimante en haut) Le script actuel n'est pas encore compilé pour être un exécutable car j'ai soumis cette version à l'auteur. S'il est d'accord alors la version "exe" sera probablement actualisée avec cette fonctionnalité et téléchargement directement sur la page officielle. Sinon le code est dispo ici : https://www.dropbox.com/s/4sccxxoa4i98nsp/MKS_WIFI_PS_upload.pyw?dl=0 En attendant il faut avoir Python et connaitre un peu ce langage (soit installé, soit une version portable peu suffire) avec les dépendances suivante installées : requests (pip install requests) regex (pip install regex) PIL (pip install Image) La ligne de commande dans PusaSlicer diffère légèrement : "chemin_de_python\python.exe" "chemin\MKS_WIFI_PS_upload.exe" "192.168.1.10" "ask"; Et ça marche plutôt bien, par contre le fond n'est pas totalement noir au niveau des aperçus : A+
 1 point
1 point -
Découvrez toutes les nouvelles imprimantes Anycubic, Creality et Dagoma avant de voir comment l'impression 3D aide les gens au quotidien ! https://www.lesimprimantes3d.fr/semaine-impression-3d-325-20220330/1 point
-
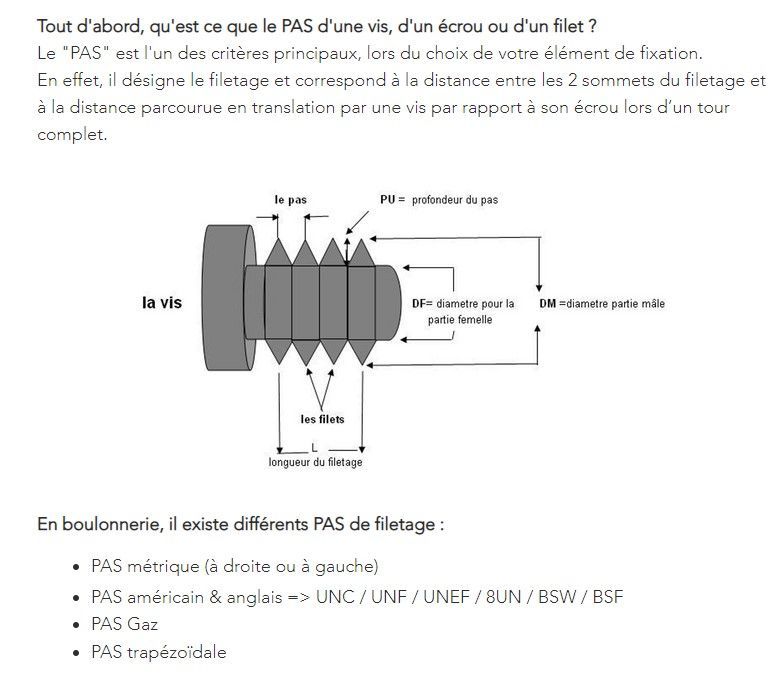
Une image vaut mieux qu'un long discours..
 1 point
1 point -
Alors là si je m'attendais à être dans les news du blog C'est ma maman qui va être fière de son fiston En tous cas merci1 point
-
C'est normal, l'alcool isopropylique met du temps à s'évaporer. Il faut donc attendre que ton plateau soit bien sec. Mais bon, avec le plateau à 90°C ça ne doit pas prendre plus de 5 minutes! Après, pour être sur de bien démarrer, tu dégraisse le plateau (à chaque fois que tu en approche les doigts) tu met en chauffe le plateau et la buse. Tu laisse le tout chauffer 5 minutes (La buse dégueule tout se qu'elle a en trop!) tu enlève le filament au bout de la buse, et tu démarre ton impression avec une ligne de purge ou une jupe suffisamment longue pour amorcer la buse.1 point
-
D'après ton fichier le ventilateur turbine (celui qui refroidit le filament) doit se mettre en route à la 2eme couche. Pour l'autre soit dés l'allumage de l'imprimante ou à la chauffe ou au début de l'impression. Par contre tes paramètres sont bizarres, c'est un profil par défaut ?1 point
-
Effectivement! Et l’entrepôt de livraison EU se situe visiblement en Espagne. Je trouve ça très étrange ce coup des 48 premières unités avec les bacs différents. Alors effectivement, on a vu qu'il y avait eu du retard dans les livraisons à cause de ces bacs. On comprend maintenant mieux pourquoi. Mais je ne comprends pas comment ils ont eu l'idée de changer le design pour un plus foireux et où c'était sur que les clients allaient gueuler derrière... Bref, tout ce que j'espère, c'est de recevoir la mienne avec le bon bac.1 point
-
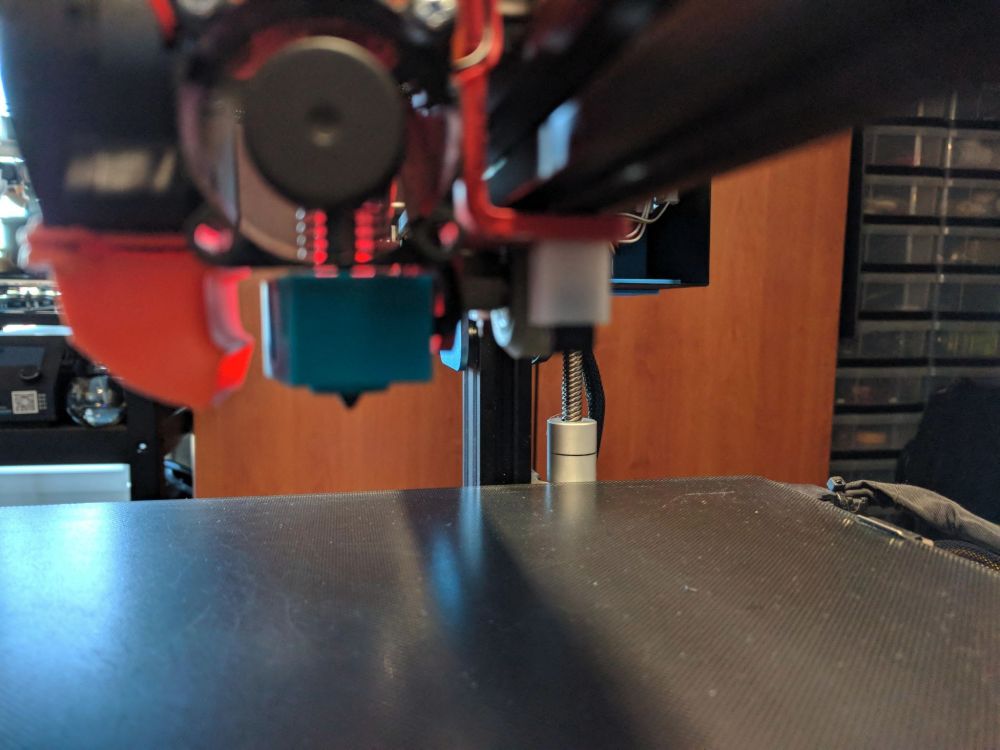
Gagné ! C'est ici : https://www.thingiverse.com/thing:5331956 ou ici : https://cults3d.com/en/3d-model/tool/flsun-super-racer Le PTFE permet à la bobine de tourner sans résistance et sans à-coup. Maintenant que je l'ai proposé comme shmilblick, je peux inviter @Motard Geekà l'inclure dans sa liste des modifications pour la SR, s'il le veut.
 1 point
1 point -
Ca marche, je vais tenter avec une autre carte SD avant comme me le conseille @Idealnight et aviser après en fonction du résultat Je vais tenter merci du conseil Pour l'instant, l'impression n'est pas parfaite mais c'est vraiment pas mal déjà, bien content ma journée et encore merci à vous1 point
-
Deux «pailles» pour une seule canette ainsi on peut boire à deux sur le même contenant ? Les impressions ayant une durée assez longue, il faut pouvoir se désaltérer.1 point
-
Pour moi pouvoir imprimer depuis la carte SD est indispensable ( mais peut être pas pour d'autre cf OctoPi ) Je me dit qu'il faut tenter via les deux SAV. geekbying te dira surement de tout renvoyer pour échange. (Retour de Matériel (RMA)) et la SAV de créality chine te fera peut tester d'autre truc. mais comme je n'ai jamais testé ni l'un ni l'autre ... je ne sais pas.1 point
-
Le seul "hic" c'est que les impressions via une connexion USB c'est source de problème ( en cas de parasitage du câble USB, et/ou de PC qui rame car utilisé par autre chose ( maj , antivirus, économiseur d’écran trop gourmand, mise en veille qui coupe l'USB, ...) car il y a souvent des perte de connexion / erreur de communications. si tu a un RPi qui traîne alors regarder la solution OctoPi https://octoprint.org/download/ Cela fait avancé le schmilblick il y a donc un truc problématique entre le microcontrôleur sur la carte mère et la carte SD. ( faux contacte dans le lecteur ? soudure a vérifier ?... )1 point
-
@Superpat Si tu le désires, je peut t'envoyer mon firmware. J'ai une Ender 3 Pro aussi, avec BLTouch et capteur de filament. Tu vas avoir la derniere version de Marlin (2.0.9.3) et tes données EEprom seront dans la mémoire de l'imprimante et non sur la carte SD !!1 point
-
Rien compris : Tu t'appelles Julien ou Leeloo ? Bienvenue néanmoins (Surtout si tu t'appelles Leeloo)1 point
-
Et ce réglage sans le PTFE peut permettre de mettre en lumière une mauvaise jonction PTFE/buse quand on sait que l'extrudeur est bien réglé mais qu'un problème persiste a l'impression.1 point
-
Si tu arrive a te connecter en USB avec Pronterface ou Repetier Host ou OctoPrint ( voir avec Ultimaker Cura mais alors il n'y aura pas de log) une impression via la connexion USB a telle le même problème ? ( donc peut on en déduire que le problème viens de l'ensemble carteSD / lecteur de carte SD ? et donc probablement contactes a nettoyer , soudure et pistes du lecteur de carte SD sur la carte mère a vérifier , câble parasité ... )1 point
-
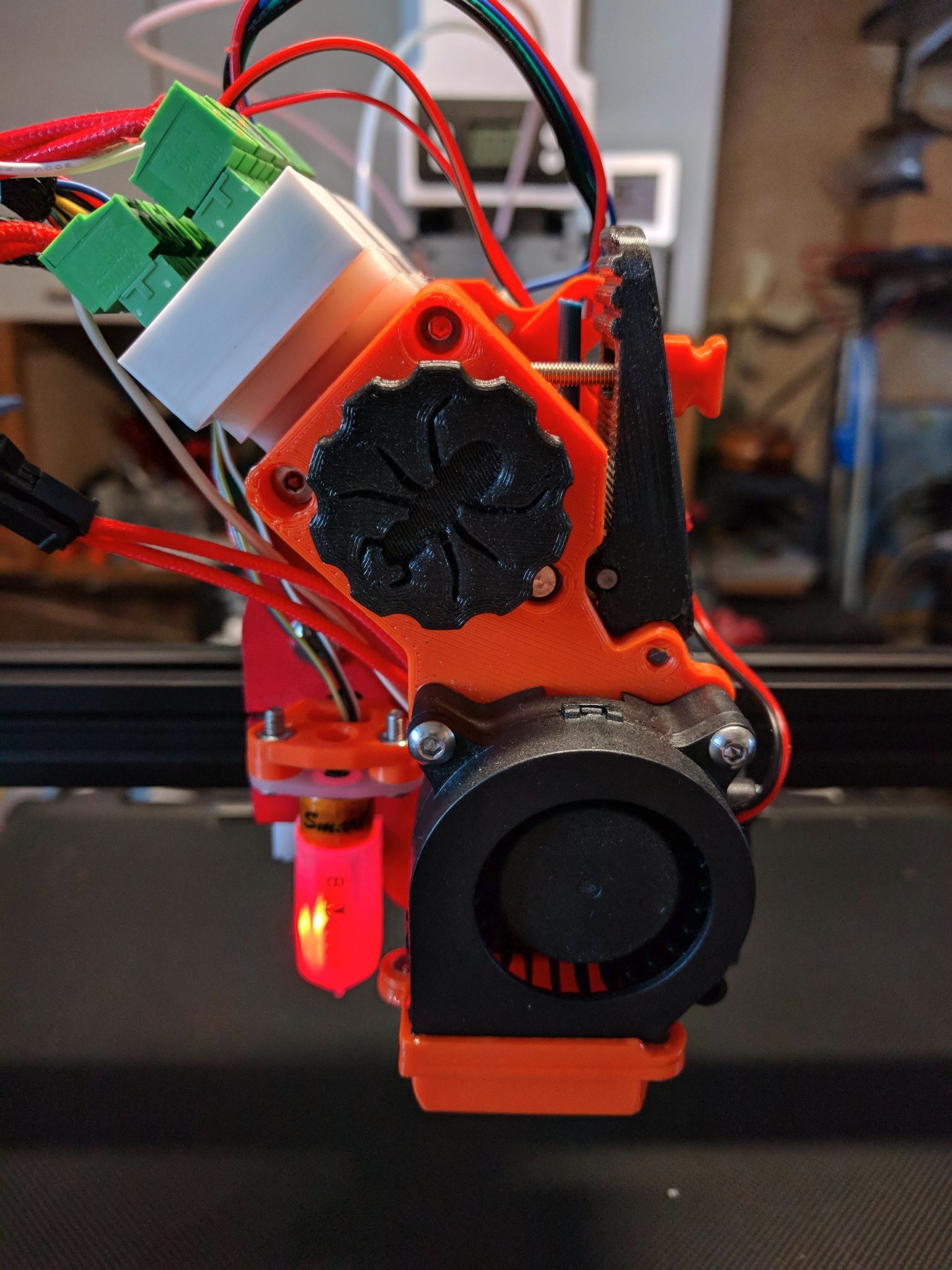
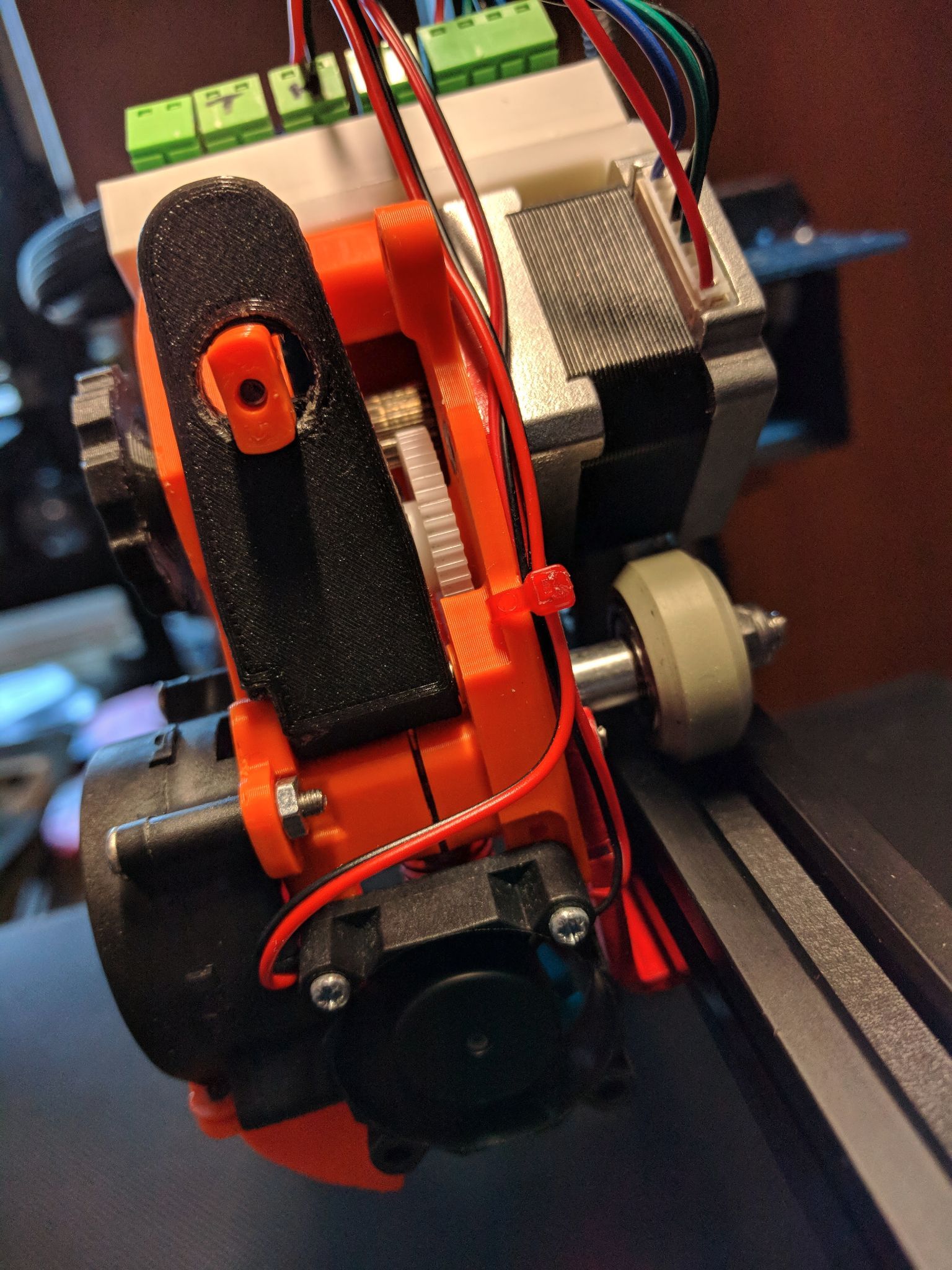
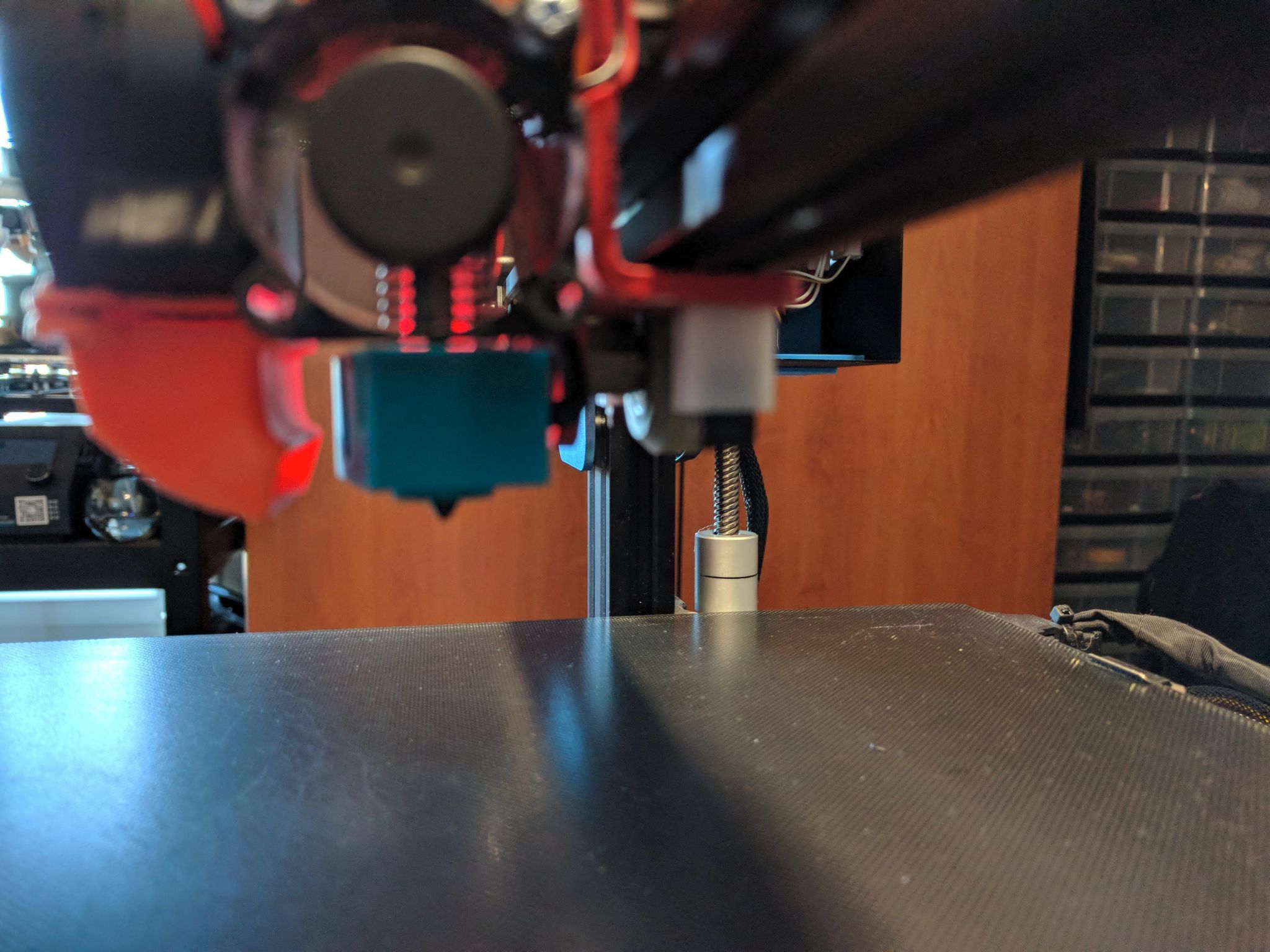
y aurais t'il un usage du Schmilblick pour une FLSun SR ? (peut tu prendre la même photo mais avec suffisament de recule pour voir l'ensemble de l'imprimante ? )1 point
-
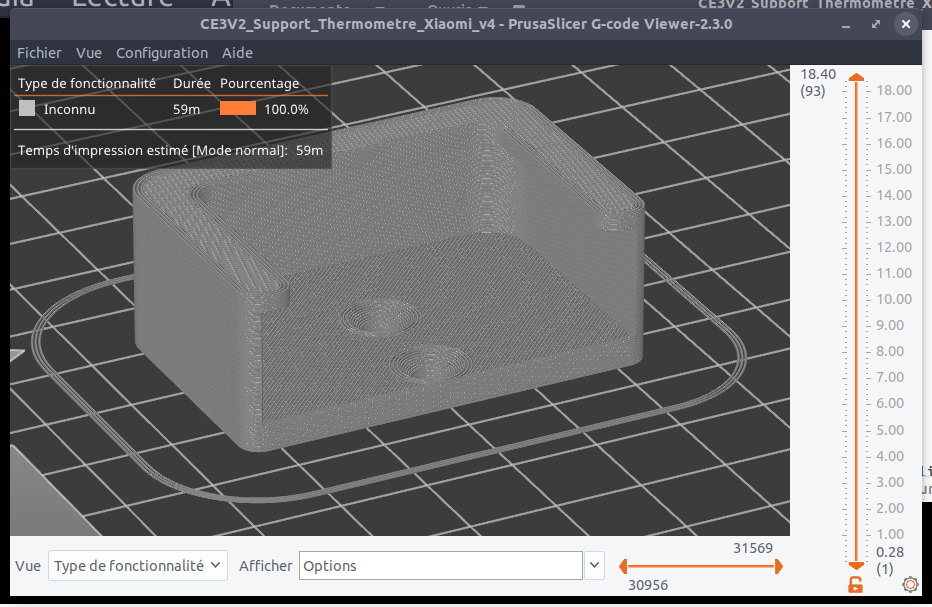
Salutation ! Tester avec une autre carte SD de qualité ( de maximum 32GB pour pouvoir la formater en fat32 avec des unités de 4096) ? Si tu demande des déplacements X et Y via l’écran riens a signaler ? ( cela bouge bien en X et en Y ? ) Sinon je ne sais pas si c'est que chez moi mais le player de vidéo du forum ne m'affiche pas grand chose ( il y a le son , une bar de défilement ( qui défile) ) et du blanc donc j'ai pris le temps de mettre la vidéo sur mon YouTube en non répertorié. Sinon rien de louche pour le fichier .gcode (;Generated with Creality Slicer 4.8.2-205) le rendue semble correct sous PrusaSlicer GCodeViewer Pour 1 min 55 s en ~8.6 Mo je trouve la qualité relativement bien ...
 1 point
1 point -
Bonjour, @delhanton .mov n'est pas lisible ici. Le plus simple est d'héberger ta vidéo sur ton compte Youtube (gratuit, si tu n'en as pas encore) et de poster le lien ici1 point
-
Personnellement j'ai une X2 depuis sa sortie, à part des problèmes de 3Dtouch stock comme beaucoup de monde ici c'est une bonne imprimante. Le gros plus sur Artillery est la communauté sur ce forum qui t'aide énormément en cas de problème et surtout MrMagounet qui est formidable !!1 point
-
Si tu as bien vérifié les connexions, il est plus probable que ce soit le contrôleur d'écran qui soit défectueux, donc la carte-mère à remplacer. Il faut effectivement contacter le revendeur (ou le fabricant) pour en être certain.1 point
-
Un grand merci à toi pour ce logiciel d'écran optimisé ! J'optimise ma machine depuis ce matin et après qq tâtonnement c'est un grand bonheur. J'ai maintenant une belle impression de 0.45 mm mesurée au micromètre pour 0.44 demandé. Magnifique J'ai aussi installé le plugin Arc Welder gérant les G02 et G03. Reste à installer le plugin qui montre la forme 3D de la pièce maintenant1 point
-
Bonjour, quel est ton slicer ? Il serait utile que tu postes les paramètres utilisés : si tu as Cura, tu fais un export HTML : https://www.lesimprimantes3d.fr/forum/topic/41886-exporter-un-profil-ultimaker-cura-au-format-html/ Un début de pistes : - défauts de réglages des excentriques de galets et tensions de courroies (donc revoir le montage de ton imprimante, il faut que tout coulisse sans points durs et sans bouger sauf sur l'axe prévu), - mauvaise gestion des supports et /ou de la ventilation sur les porte-à-faux.1 point
-
C'est une fonction que ne connais pas, et une bonne occasion pour moi de la découvrir ... c'est top1 point
-
Je ne connais pas les Idex delta mais ce genre de défaut sur nos autres imprimantes peuvent provenir d'une tête instable donc vérifier au niveau mécanique/visserie que tout est bien en place. Tu as contrôlé ton extrudeur ?1 point
-
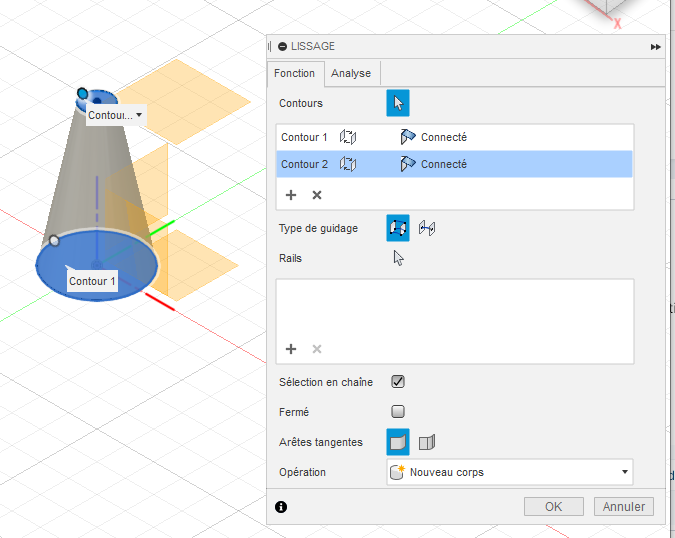
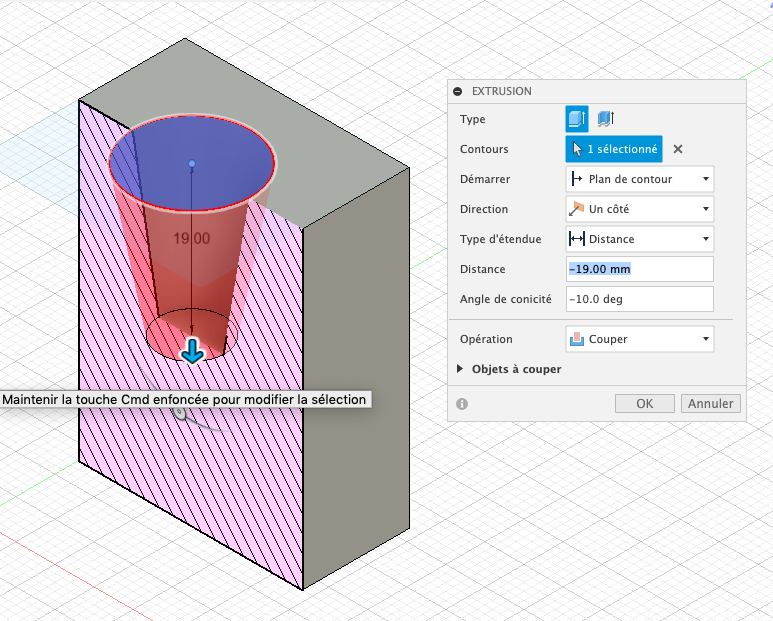
Re Autre solution à laquelle je viens de penser... Utiliser la fonction "Lissage". C'est peut être plus simple à utiliser sans calcul... si tu connais le diamètre du trou d'entrée et de sortie ainsi que la hauteur du cône Tu dessine ton premier cercle, puis le second à partir d'un plan de décalage qui correspond à la hauteur de ton cône. La fonction "Lissage" te permet ensuite de relier les 2 cercles comme l'Extrusion. Comme souvent il y a plusieurs manières de faire les choses dans Fusion 360 @+ JC
 1 point
1 point -
Si tu prend un TFT BTT tu as déjà l'écran de Flasher avec un firmware de base, mais si besoin suffit de prendre le firmware BTT officiel et juste de configurer le son fichier config.ini comme celui dans mon firmware TFT au pire et tu reflash. Donc oui tu bénéficiera de toutes les possibilités. Je regarde cela sa marche, j'en prend note.1 point
-
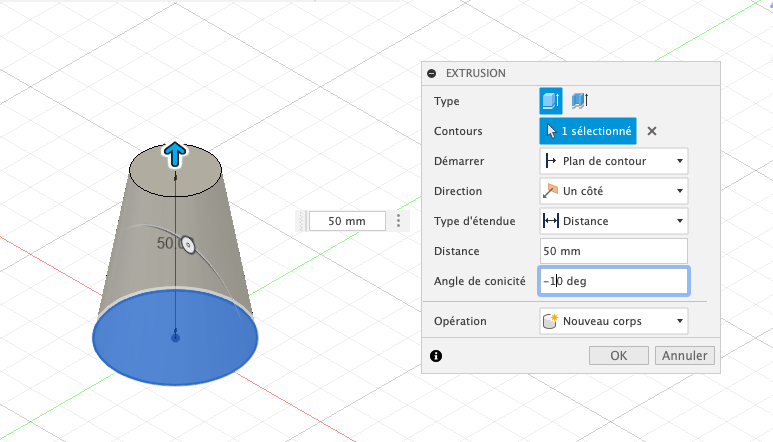
Salut @bp006 A partir de l'outil Extrusion "E" il est possible de spécifier un angle de conicité en plus de la distance Exemple pour un cone Exemple pour un trou conique En espérant avoir répondu à ta question @+ JC
 1 point
1 point -
Salutation ! Bon complètement hors sujet de ma part Mais on en est où de l'extraction/l'interpolation/la création d'un model 3D depuis le résultat d'une IRM ? Edit : https://www.lprp.fr/2022/02/votre-tete-en-modele-stl-3d-a-partir-dune-irm-cerebrale/ http://www.3dim-laboratory.cz/software/3dimviewer/1 point
-
Sinon, blague à part, il ne faut pas oublier qu'on peut utiliser tout le volume d'impression : on ne pense souvent qu'à poser le modèle à plat, mais on peut utiliser les diagonales. Un cube d'impression de 30 cm de coté peut imprimer un avant bras de 40 cm en le plaçant depuis un angle jusqu'à son angle opposé (il faut générer des supports mais le slicer le fera automatiquement).1 point
-
Pareil que mes confrères pour l'usage et le fait de ne pas passer sont temps a mettre les mains dans la machine orienté vous sur la Prusa MK3S cela va très bien dans ton budget et c'est une machines très fiable et simple d'empoi. Après il pourrait y avoir la Anycubic 4Max Pro 2 qui pourrait faire parfaitement l'affaire pour l'usage aussi.1 point
-
Ton soucis n'est pas matériel pour moi mais plus lié au Slice de ta pièce. Il est quasiment impossible avec une imprimante FDM d'obtenir une côté absolument parfait, quand l'on crée une pièce l'on ajoute au moins 0.2 a 0.3mm d'offset (jeux) pour permettre l'emboitement de 2 pièces, et cela pour différente raison tu as une variation de +ou- 0.03mm sur le diamètre d'un filament correcte, tu as l'expansion de la matière aussi a prendre en compte. Après faudrait voir avec les paramètre d'expansion dans le slicer si tu peux ajusté ton soucis. Malgré tous as tu bien ajsuter les Step/mm et le debit d'extrusion ?1 point
-
J'ai trouvé un truc utile (ça me servira aussi), le principe était bon, c'est juste une question de "vocabulaire" https://forums.autodesk.com/t5/fusion-360-francais/soustraction-d-objets/td-p/69822391 point
-
J'ai mis deux Sunon 60x60x15 https://www.amazon.fr/gp/product/B07G12PNJD/ref=ppx_yo_dt_b_asin_title_o05_s00?ie=UTF8&psc=1 J'ai du enlever la grille, agrandir un peu le trou, enlever les deux écrous soudés a la plaque et fait des trous pour fixer le fan.1 point
-
C'est parfois possible en bowden, il y a du TPU "95A" qui est compatible mais pour être sur, un youtubeur a une astuce :1 point
-
Le M420 ou le G29 ce place toujours après le G28 (n'importe ou mais en générale on le place juste en dessous), et jamais avant ! pourquoi ? car le G28 désactive le leveling et nous on veux l'activer avec le M420 S1 . M420 = M420 S0 (désactive le leveling), M420 S1 (active le leveling), le Z10 indique ici une désactivation graduelle de la compensation en Z (en gros la compensation apporter le le leveling est petit a petit réduite jusque a ne plus apporter de compensation au bout de 10mm, c'est aussi ce que l'on appel le Z-Fade) Pour ma part je ne fait jamais de G29 avant mes impression que du M420 S1 (ou S1 Z10 ), le le G29 (Auto Leveling) je ne le fait que manuellement quand j'en ai besoin.1 point
-
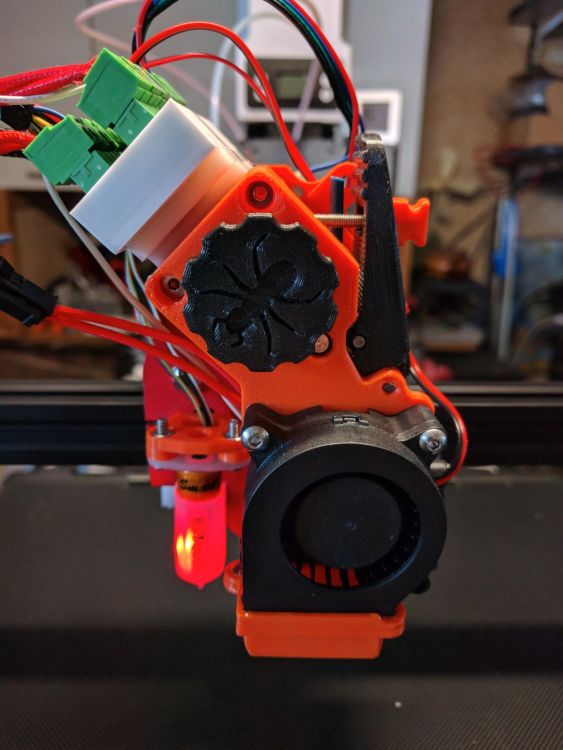
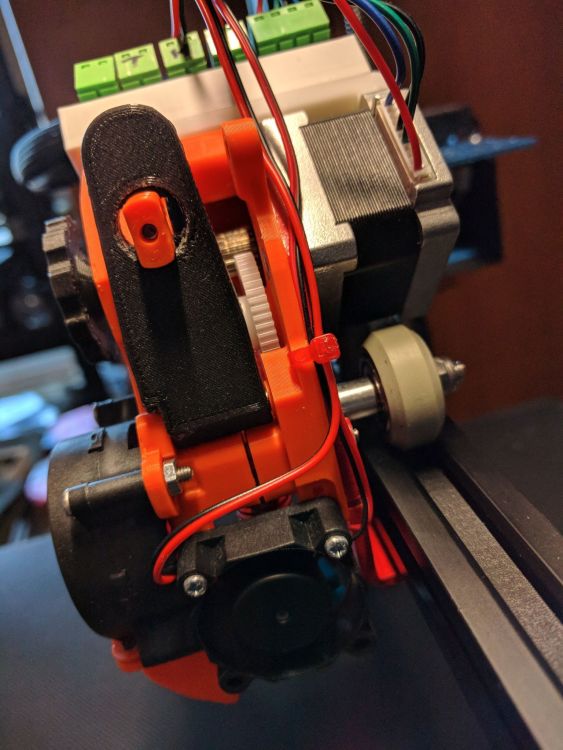
A chaque changement / remplacement de moteur, la Vréf doit être ajustée pour correspondre aux caractéristiques du moteur (encore faut-il que le vendeur fournisse ces caractéristiques) mais chacun fait bien comme il veut. J'ai changé il y a déjà quelques temps le système d'extrusion sur ma CR10V2 (passage du mode bowden en direct-drive) pour le MiniXtruder de hotends.fr ( @Fourmi), dommage qu'il soit indisponible. Le moteur est un Nema14, l'extrudeur en lui-même est de type BMG double entrainement avec réduction. J'en suis très satisfait y compris son bec refroidisseur du filament maintenu par des magnets (par contre franchement «pénibles» à fixer, les magnets ) :
 1 point
1 point -
Salut, Au vu de la photo, je pense que ton problème est plutôt lié à de la sous-extrusion. Ta première couche me semble correcte. Je regarderai plutôt côté entrainement de la bobine : - La bobine est-elle bien libre ? - Il y a t'il est noeuds dans celle-ci ? - Ton extrudeur claque ou patine ? - La roue crantée de ton extrudeur est-elle bien propre et fixée à ton arbre moteur ? - Le galet en face de cette roue crantée est-il bien libre ? J'espère que ces quelques pistes vont t'aider à affiner le diagnostic. Ad-riz1 point