Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/04/2022 Dans tous les contenus
-
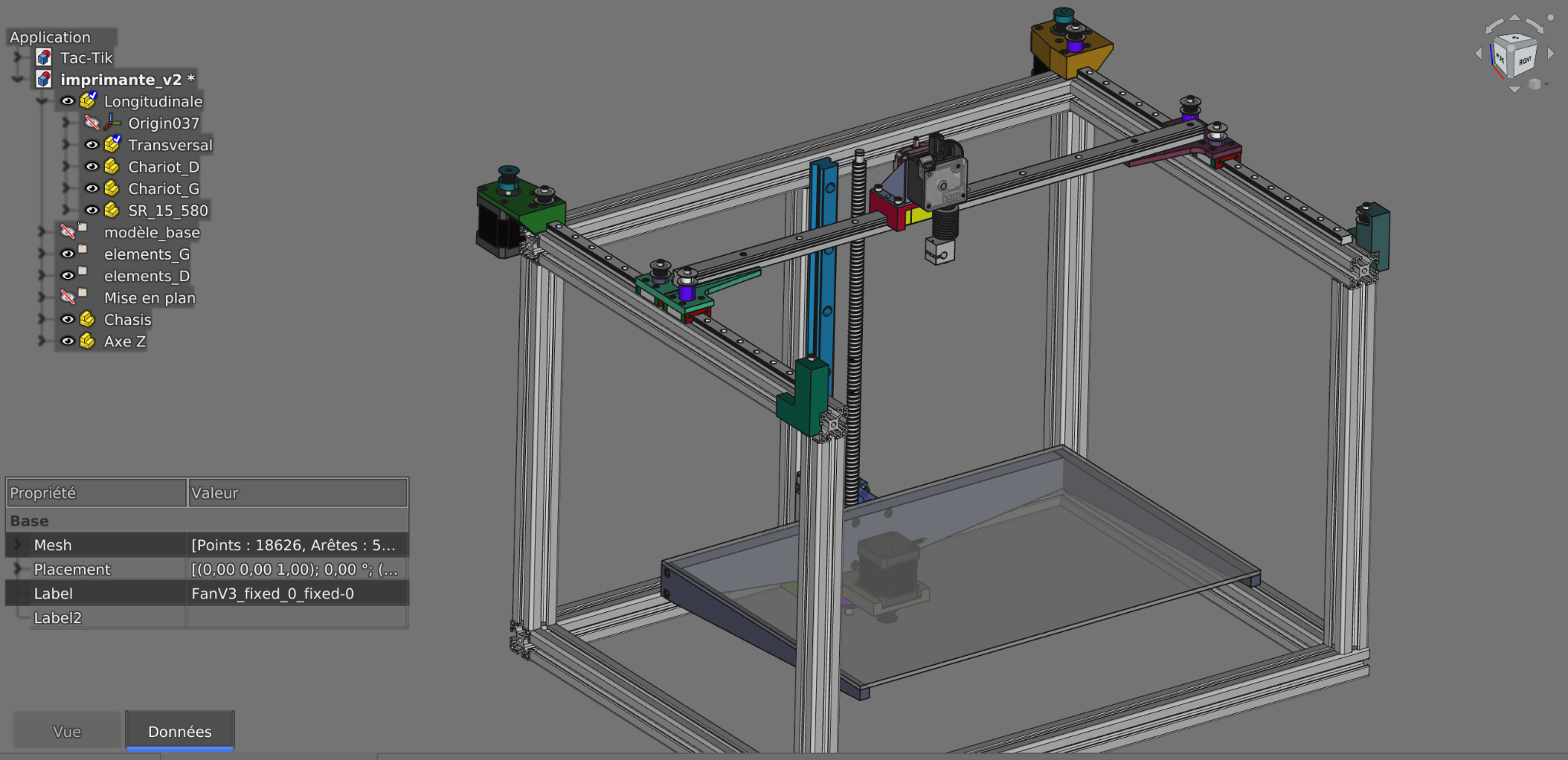
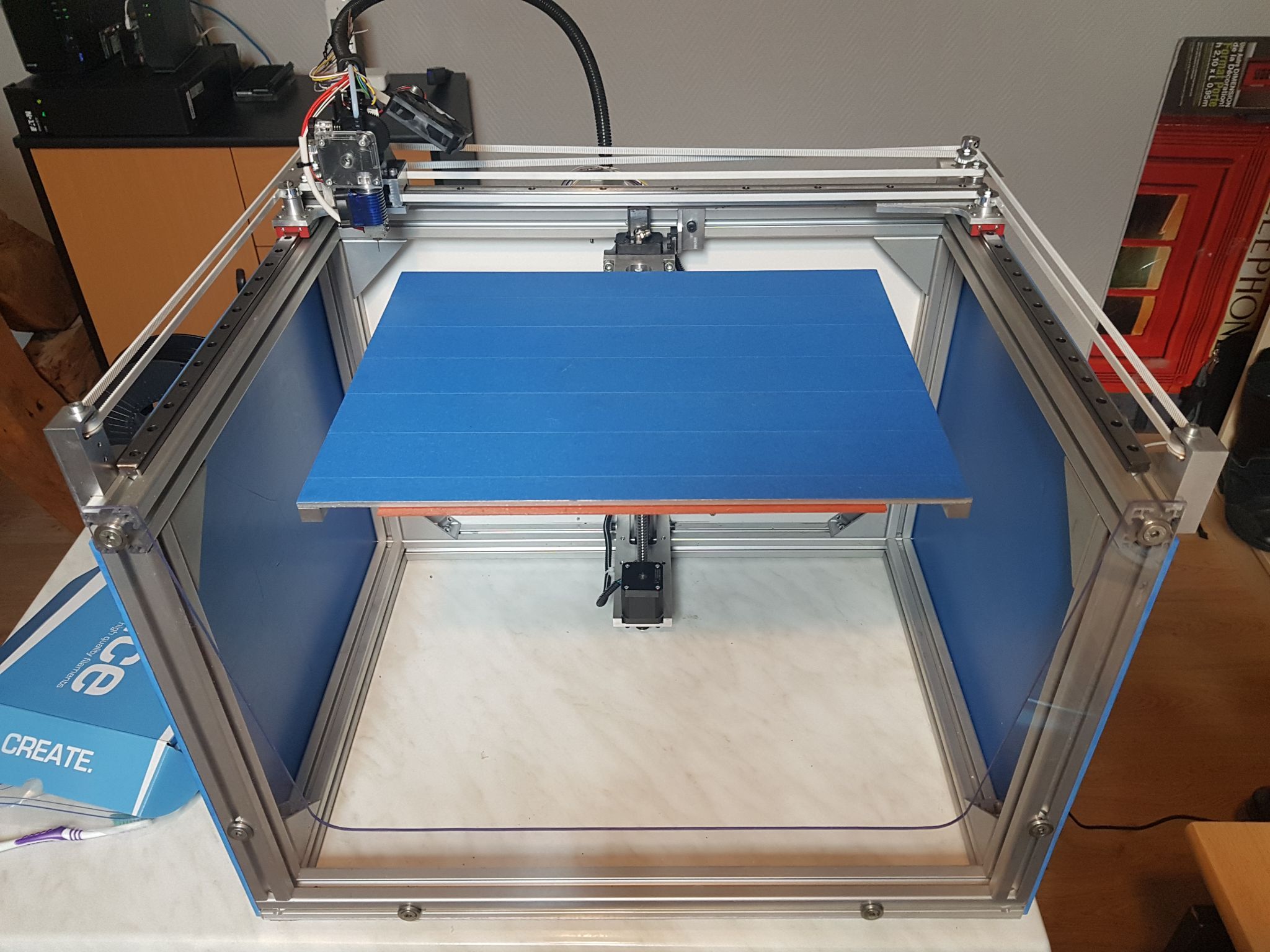
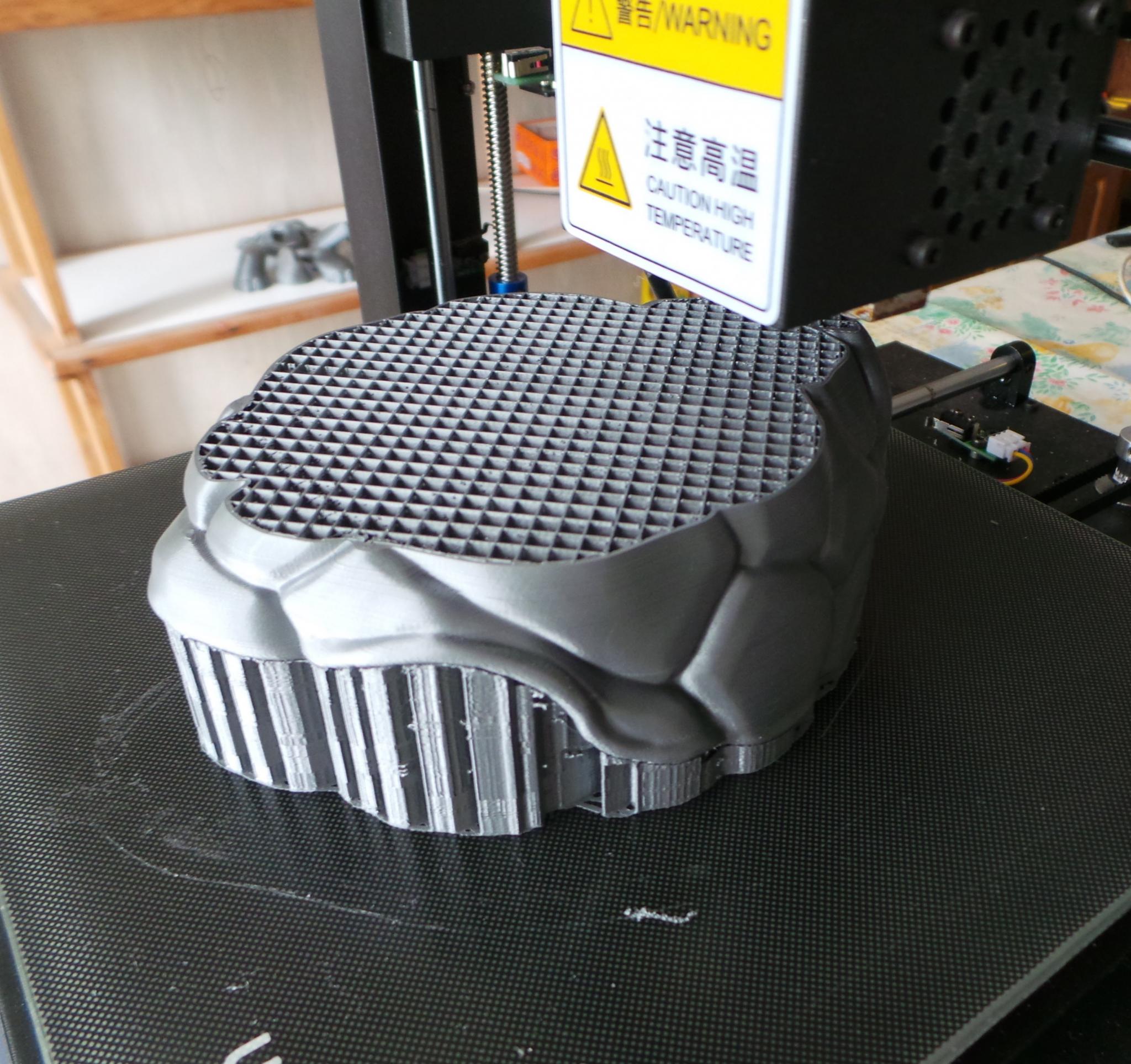
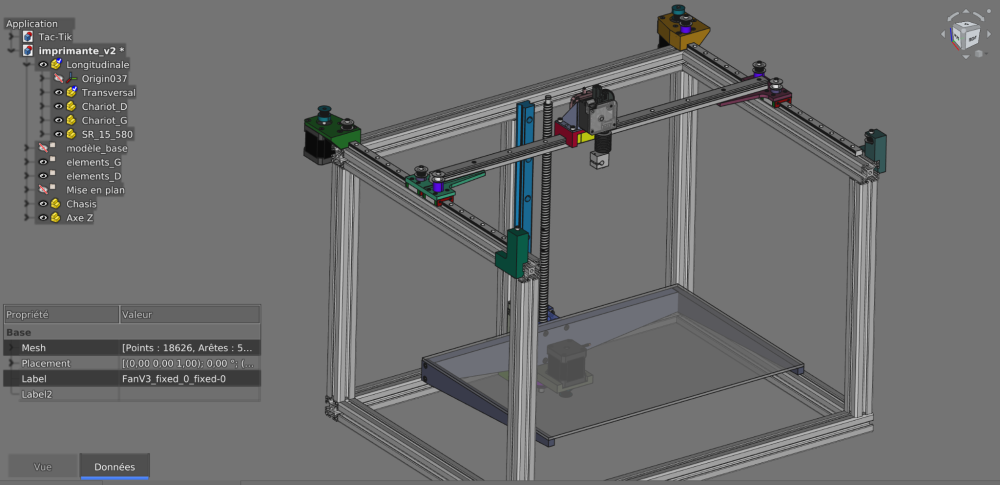
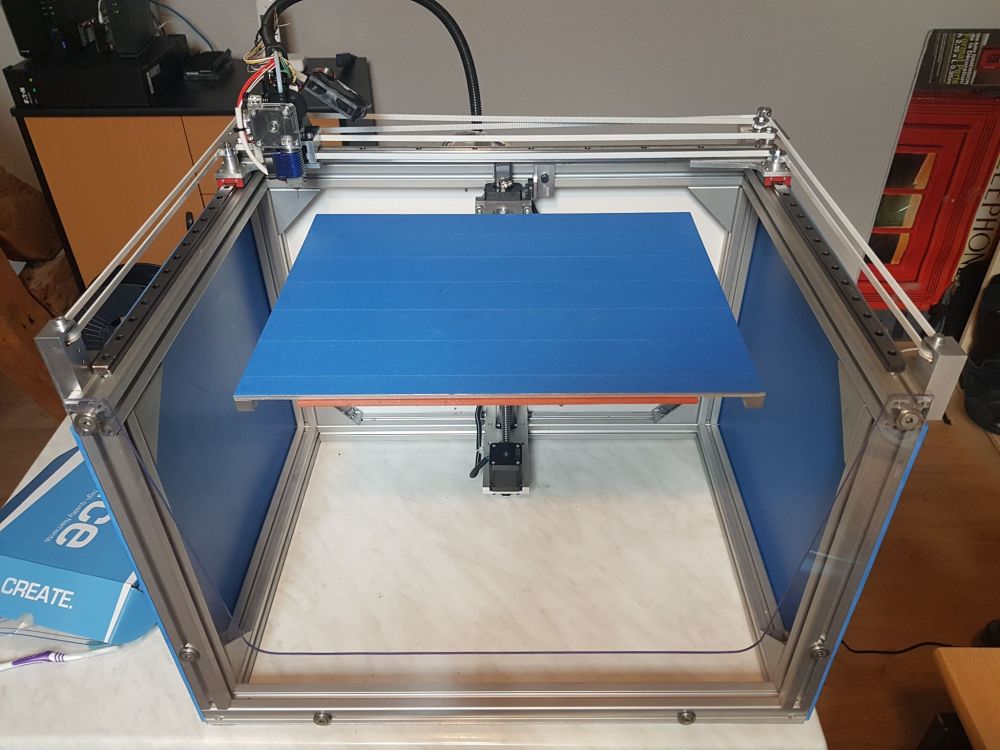
Bonjour à tous, Comme suggérer par @Yo' je vous montre ma petite réalisation sans prétention, car c'est avant tout pour 'recycler' le matériel acheté lors de ma souscription au KS de la Zatsit. J'avais donc une duet 2 et des moteurs 0.9° de bonnes factures sur les bras et j'ai dû me rendre à l'évidence que je ne recevrais jamais mon kit. Mon envie de me frotter à l'impression avait donc pris du plomb dans l'aile, jusqu'à ce que le confinement me donne l'occasion de me pencher sur le sujet. J'ai donc entrepris de concevoir ma mécanique mais en recyclent le maximum de cps. Après moult croquis et montage à blanc, je suis finalement parti sur une géométrie coreXY car cela 'collais' plus avec les éléments en ma possession, cela me donne un volume utile de 400x300x300 et globalement je n'ai acheté en plus que les mgn12, la vis du Z et la tête d'impression. Après quelque heures de Freecad je me suis donc arrêté la dessus: Les derniers jours de confinements m'ont données le temps d'usiner les quelques pièces nécessaires au projet et la bestiole est maintenant fonctionnelle depuis quelques jours, il reste toutefois quelques petits éléments de finition à mettre en place, comme le système de ventilation de la pièce par exemple. Mais cette fois les pièces à venir seront imprimées Après quelques heures à éplucher cura, j'ai pu sortir un cube pas trop dégeu et un vador que j'ai rétréci pour pas y passer les 16hr annoncées. Imprimé avec une buse de 0.4, en 0.2 de couche à 60mm/s. Je n'ai aucune idée si le résultat est acceptable, j'ai quelques traces de type 'ghost' si j'ai bien compris et aussi des petits surplus de matière là ou la buse quitte ou arrive. Il faut que je prenne le temps de faire les pce de calibrations pour aller au bout des réglages. Mais là j'en suis encore à me prendre la tête entre le réglage de la première couche et le débit de matière. Je me disperse très vite dans les multiples tuto et autres site pour newbies et au final je n'avance pas sur les réglages.

 2 points
2 points -
Si tu le dis Pour un total néophyte qui se laisserait embobiner par ces arguments commerciaux (nouvelle tête dont on ne sait rien de ses caractéristiques réelles) alors c'est probablement vrai. La société Dagoma n'a pas montré qu'elle avait su se remettre en question ni évoluer, l'argument «fabriqué en France» n'est certainement pas / plus suffisant pour justifier un tel prix.2 points
-
Marlin (pas Merlin non plus même si l'impression 3D c'est magique).2 points
-
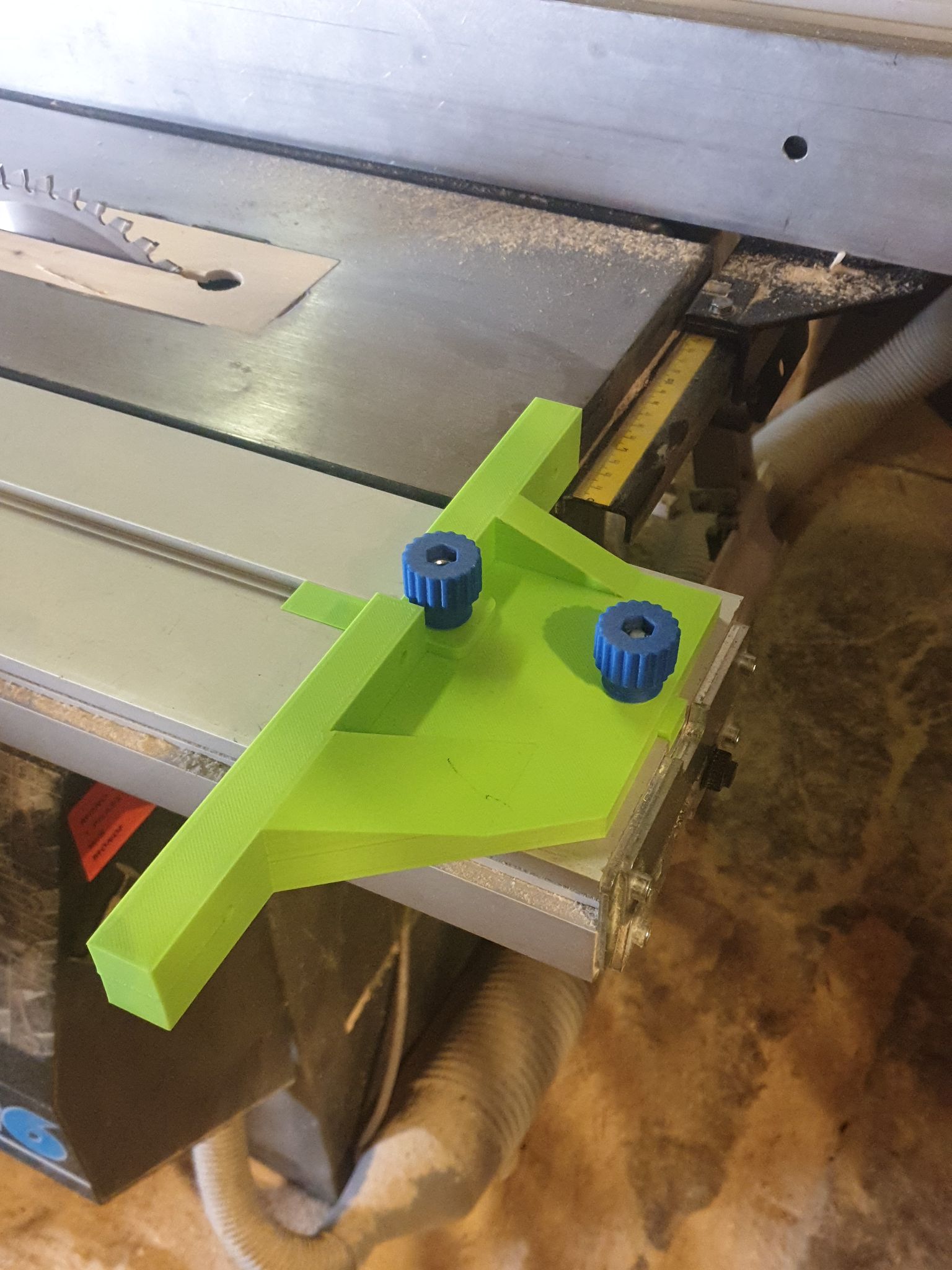
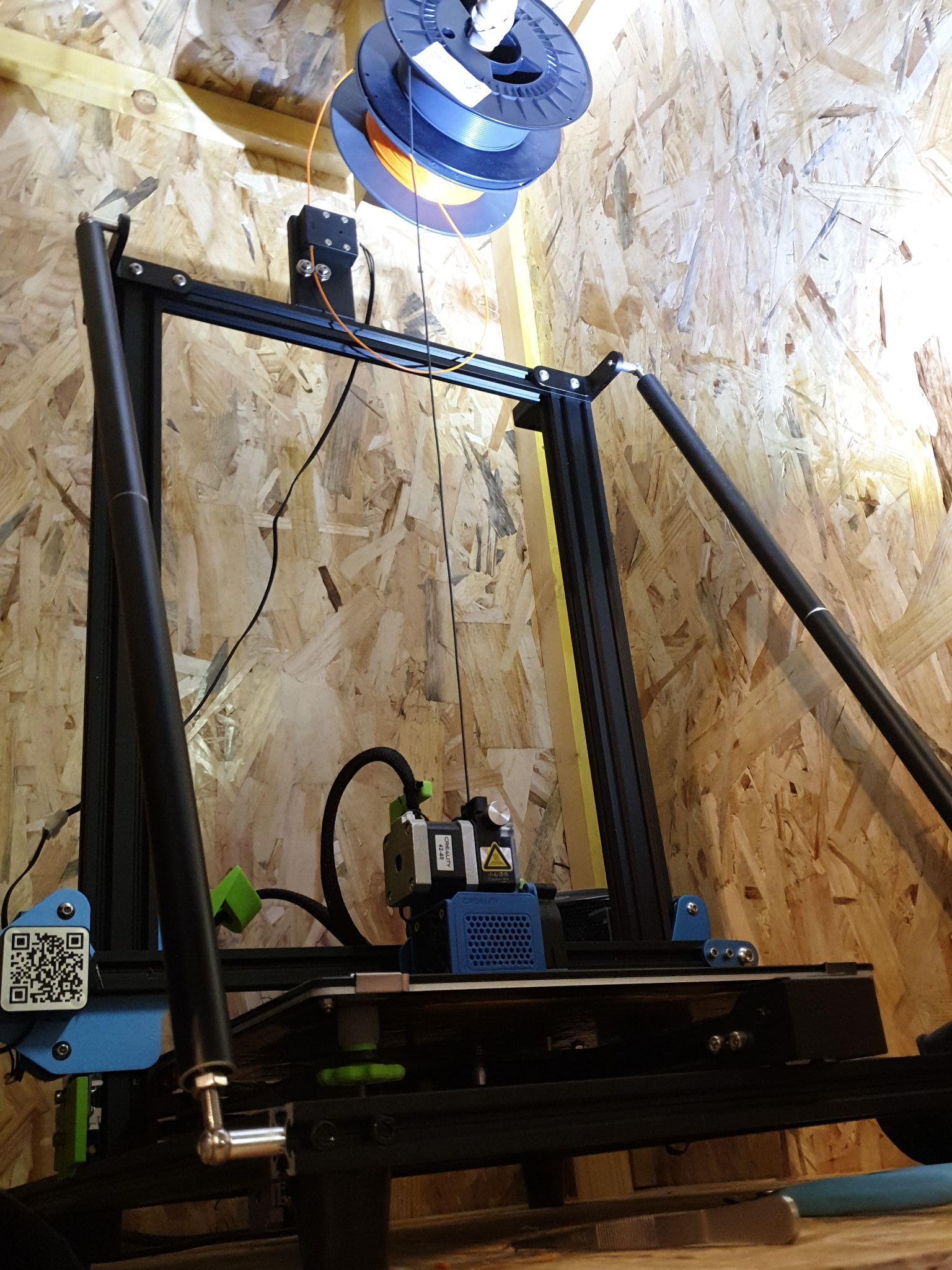
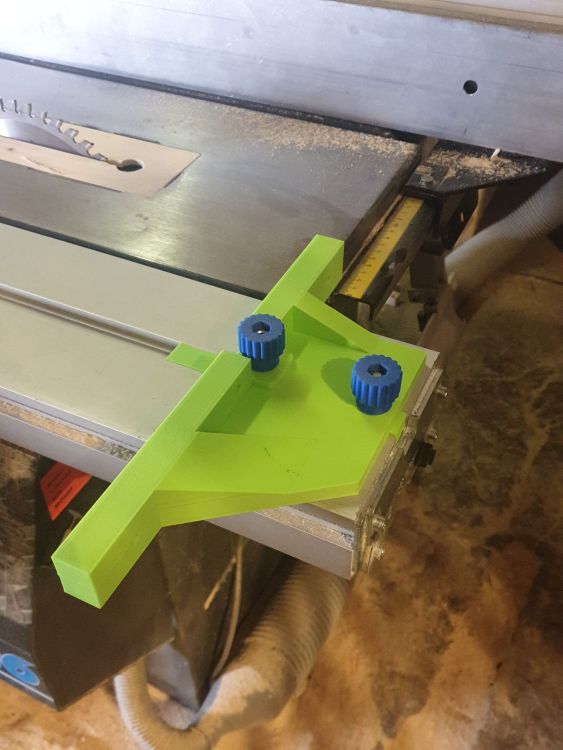
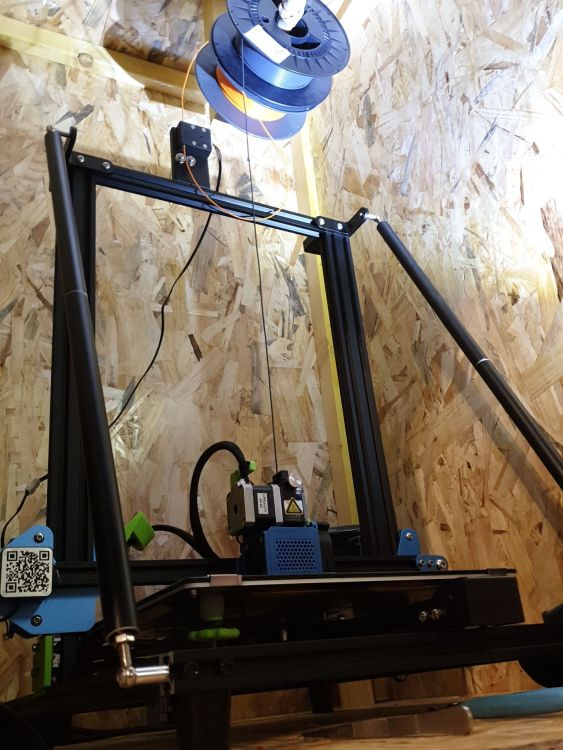
Coucou à tous ! Alors mon atelier est souvent très frais, donc voilà un beau caisson OSB pour la bête. Il manque la régulation du chauffage ( Un petit soufflant 500W ), le monitoring de la température du caisson, et éventuellement un systeme de filtration, (et puis un peu de lumière dans le caisson...) mais sinon, ca y est je suis dans la place ! Les charnières, c'est parmi les premières pièces imprimées, c'est de la bombe ! (Rien qu'en charnières, je pense que l'imprimante va être rentabilisée dans l'année , j'ai des meubles de cuisine à faire ) De plus près : Et les premières impressions : des mini-tiroirs et un guide de coupe Merci au forum pour les conseils, je suis REFAIT !!!



 2 points
2 points -
Si tu veux vraiment rire aujourd’hui, tu peux acheter la nouvelle Dagoma, toujours pas d’écran ni de plateau chauffant, mais ils ont doublé le prix.2 points
-
Attends je patauge dans la semoule, je prends une paire d'heures et j'arrive Alors, du coup, je suis reparti de zéro sans changer tes fichiers, et je vois à la ligne 1048 de Configuration.h : //#define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN Parce que j'utilise le connecteur du Z-Min... Du coup j'ai décommenté, ça marche tout de suite bien mieux. Donc ton code source est nickel, c'est moi qui faisais de la drouille, pardon Ca avance !!1 point
-
Bonsoir, Pour ceux que ça intéressent, j'ai résolu mon problème. Pour cela, j'ai utilisé le plugin "PSU control" et son sous-plugin "PSU control - RPI.GPIO". Vous trouverez le paramétrage de ces plugins au post suivant : https://www.lesimprimantes3d.fr/forum/topic/47584-octoprint-utilisation-du-plugin-psu-control/?do=findComment&comment=4959961 point
-
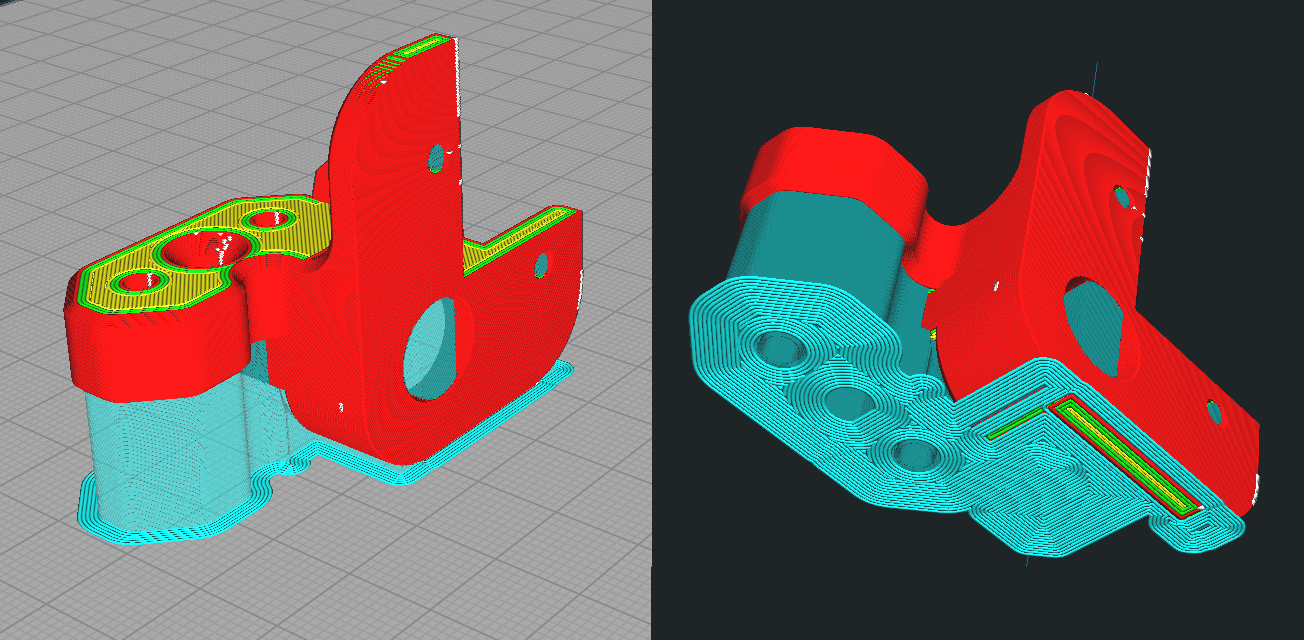
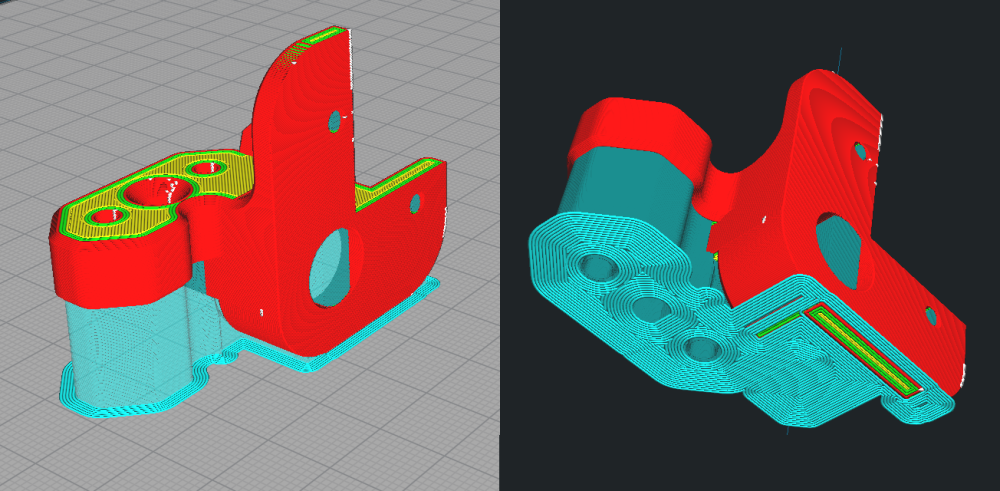
C'est un effet de bord normal quand on met une "densité de remplissage" a 100%. ( Pour Ultimaker Cura avoir une "densité de remplissage" a 100% revient à mettre une infinité (ici 999999) de "couches inférieures" ... ce sera plein quoi ). Et comme le propose pommeverte une "bordure" en "type d'adhérence plateau" ne fera pas de mal. Edit : et 100% de densité de remplissage (comme j'ai proposé) c'est pas forcement utile. Dans l’hypothèse que tu n'a pas de problème d'extrusion ( mais cela semble etre le cas d'apres la seconde photo ...) , 50% comme le propose pommeverte, c'est normalement déjà bien.1 point
-
Je te trouve sacrément optimiste avec ton joli culbuto , parce que sans bordure, ta tour de Pise va sûrement s'écrouler . Perso, j'aurais mis une bordure de 10 lignes minimum, en décochant "la bordure remplace le support". Sinon, à cause des "couches inférieures" de 999999, ta pièce se retrouve pleine. Il faudrait mettre 3 ou 4 à la place, avec un remplissage à 50% maxi. Pour les "couches supérieures" à 0, je pense que c'est lié aux 999999. A voir après avoir modifié le paramètre "couches inférieures" Bizarrement, je l'aurais plutôt imprimé dans ce sens :
 1 point
1 point -
@pommeverte Le TouchMi fonctionne comme un BLTouch ou autre Probe Un déplacement de côté ne peut pas évaluer la hauteur en Z. En fait, le mouvement du X est pour libérer la capteur de sa position initiale au départ des palpations. Toutes les explications sont données ici : https://hotends.dozuki.com/Wiki/Capteur_TouchMI @willy2406 J'ai modifé mon firmware pour gérer un TouchMi plutôt qu'un BLTouch.... Ca devrait fonctionner .. firmware.hex1 point
-
@Christine34 Je ne connais pas Chitubox, mais je suis pas mal certain qu'il faut faire "Exporter les couches sur l'ordinateur", pour créer un fichier CTB qui pourra être lu par ton imprimante !!1 point
-
@jcjames_13009J'avoue, c'est vraiment cool d'avoir de la place ! il faut dire que je suis carrément paumé au fond de la drome, ca aide pour trouver une maison avec un grand atelier. Si 13009 c'est ton code postal, je comprends ta douleur !1 point
-
Si, ici:1 point
-
Merci pour vos explications @PPAC et @Curlybis c'est déjà plus clair pour moi. La résine non utilisée, je la filtre toujours avant de la remettre dans la bouteille. Mais c'est pas impossible que des ilots se baladent dans le bac pendant l'impression effectivement. Et l'usure du FEP était clairement présente avant le drame, je m'étais dit que je devais le changer mais je pensais ça plus long et fastidieux que ça ne l'était en fait... On va dire que j'ai été victime de ma flemme quoi Sinon pour faire le feedback, mon impression d'hier s'est parfaitement déroulée donc je peux dire que le souci est totalement résolu sans séquelles pour mon équipement.1 point
-
Après quelques heures et pas mal de jurons : - Flash du firmware 2.0.9.3 : OK ! - Flash du TFT avec la V5 : Presque Ok, c'est 3/4 en anglais, 1/4 en français. Je vais peut-être essayer les autres versions. De ce que j'en comprends si tu flashe le TFT, les réglages sont conservés, je peux donc faire des essais ? Bon, j'imagine que s'il y a eu une version 6 puis 7, c'est quand même qu'il y avait une raison... et puis quelle ne fût pas ma surprise ce matin en voyant un magnifique "Unknown command : "M21"... le bug touche aussi la V5 ? Problème de stringing à priori réglé. Me reste plus qu'à refaire la calibration des axes x,y et z et améliorer l'état de surface. Avant le chantier de ce week-end, j'avais un peu de z-wobble. En tout cas, c'est déjà le jour et la nuit entre ce que j'ai eu au départ et ce qui sort maintenant !! J'avoue que j'ai failli la revendre direct. Merci @MrMagounet pour tout tes conseils, tutos et investissement !1 point
-
salut @pou voici le fichier généré en Gcode nommé bouton et en STL pièce1 je ne peux pas trop expliquer sur Cura ou Prusa car j'utilise IDEAMAKER (nota mon imprimante fait 300x300 résolution 0.15; je pense que c'est ce que tu veux ! j'ai 20% de remplissage sur la couronne et 100% sur la partie cylindrique qui accueil la vis. a+ Pièce1.STL bouton.gcode1 point
-
je viens d'imprimer la pièce, remonté, néttoyé et regraisser les glissières, et ça fonctionne. si la pièce recollé casse, ce sera encore la galère pour ouvrir la valise. ( j' ai dû rentrer sans casque sur 50 kms la nuit). c'est provisoire, en attente d' avoir des prix pour les futurs pièces alu. grrrrrrrrrrrrrrrrrrr, je viens de voir que j' avais reçu une réponse en ligne pour l'usinage de mes pièces. mais le format stl n' est pas possible, il faut que j' envoi le format iges, ou step, sauf que je ne retrouve pas ce format sous mon scanner, meshlab, je trouve pas, et les convertisseur en ligne, c 'est une belle M...e lol pas envie de réinstaller fusion, et de toute façon, c 'est peine perdu, j' apprendrais plus a parler chinois que d 'apprendre a utiliser ce logiciel @pommevertepeux tu de nouveau me venir en aide ?1 point
-
salut @mich0111 voici une idée toute les cartes mères détiennent un buzzer pourquoi ne pas l'utiliser pour éteindre une imprimante. Dans un Gcode de fin ont intègre un M300 à la fin du code le buzzer étant inhibé il suffit de récupérer le signal pour faire fonctionner un BIGTREETECH le module qui permet de couper l'alimentation de l'imprimante. Deux fils soudés sur la carte mère renvoient le signal au module hors tension pour commander un relais. Peu être qu'un transistor serait monté en émetteur commun pour générer une tension de 5volts commutable propre ! Possibilité d'utiliser une carte relais du type Arduino tout est possible, il suffit d'essayer ce n'est pas compliqué à mon avis... le module hors tension1 point
-
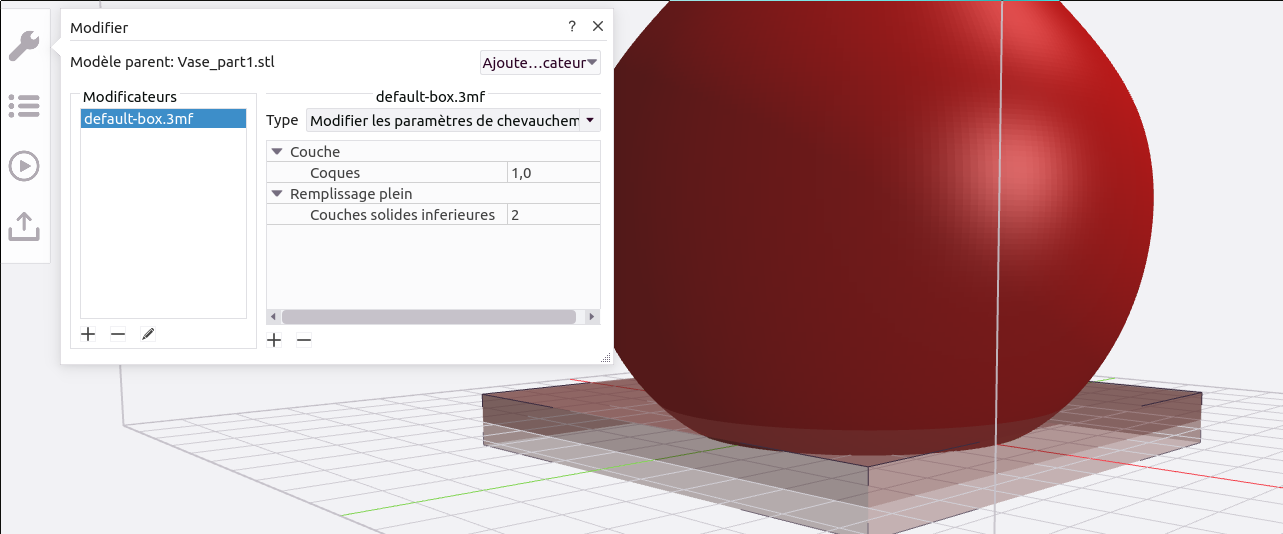
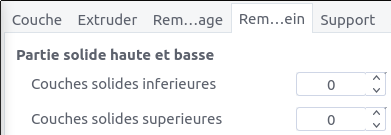
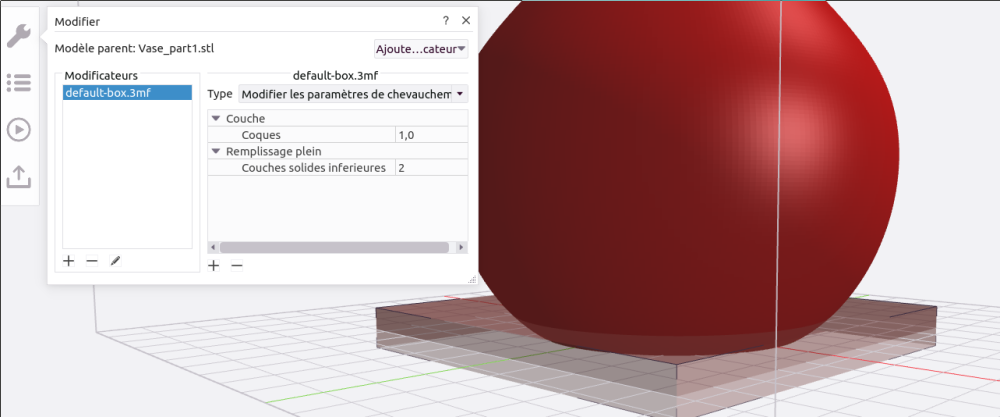
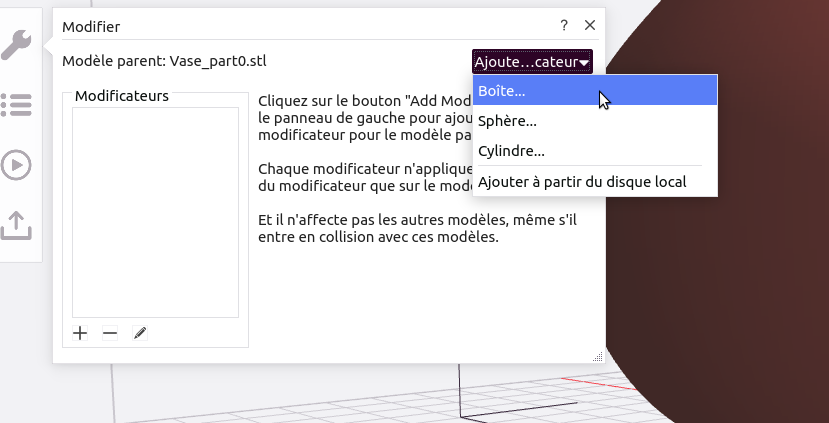
Salutation ! Donc tu cherche a faire du mode vase mais pas avec le mode vase pour ne garder que n lignes de la Coque ... En fait, il semble que le fait de ne pas mettre a 0 le nombre de "Couches solides inférieurs" et "supérieures" soit la raison de ce que tu appel "renforts" ( qui dans l’aperçu sont du "Remplissage plein" (clic dessus pour les masquer tu verra si c'est bien cela ... ) Et donc si tu les passent a 0 le nombre de "Couches solides inférieurs" et "Couches solides supérieures" alors il te faudra ajouter un modificateur comme par exemple une boite que tu redimensionne et place comme il faut et pour ce modificateur tu ajoute "Couche solides inférieur" que là tu ne mettra pas a 0 pour avoir un socle ... Edit : mais sinon le plus simple pour faire un vase c'est surement d'utiliser le "mode vase" ! ( la spiralisation des contours extérieur a du bon ...) et pour avoir un truc étanche et résistant ( car alors il n'y a qu'une seul ligne de coque ) il faut modifier le débit pour la coque ( l'augmenter a genre 110%) et modifier la largeur de ligne (la forcer a plus que le diamètre de la buse) et drastiquement réduire la vitesse d'impression car sinon le forçage du débit et de la largeur de ligne ne laissera pas le temps au filament de passer ... (sans oublier de vérifier que tu n'a pas une limite de débit volumétrique activé par défaut comme sous Prusa Slicer ) cf : (pour Ultimaker Cura mais même principe je pense sous IdeaMaker ... ) Re édit : je veux bien avoir quand tu aura passé les complications des photos de tes résultats (avec si possible les paramètres important (que j'aurais oublié de mentionner) a modifier pour y arriver ) Merci. Tiens nous au jus, bon essais d'impressions et bonne continuation !
 1 point
1 point -
Attention, il faut la moitié de courage qui va avec la surface.1 point
-
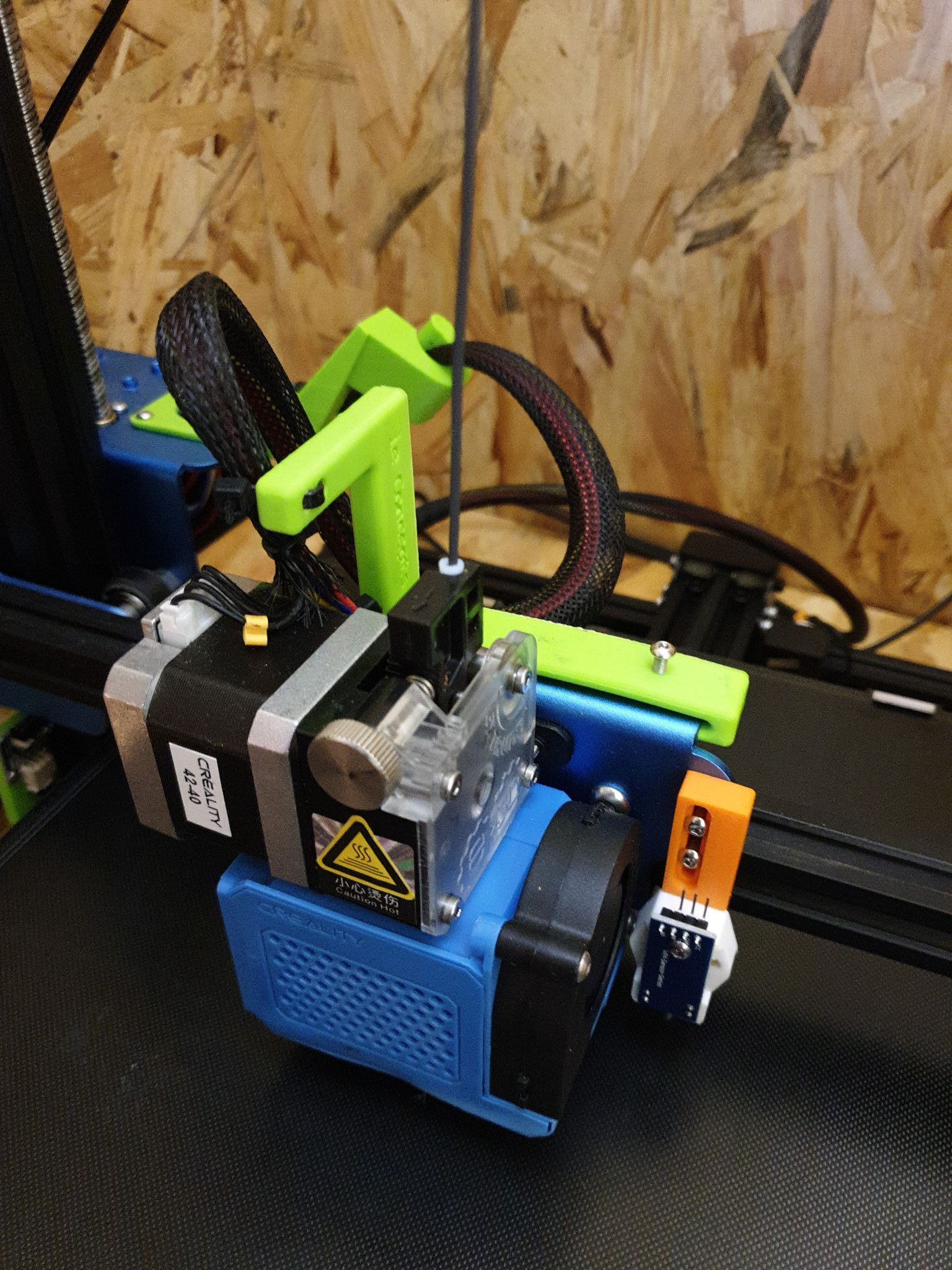
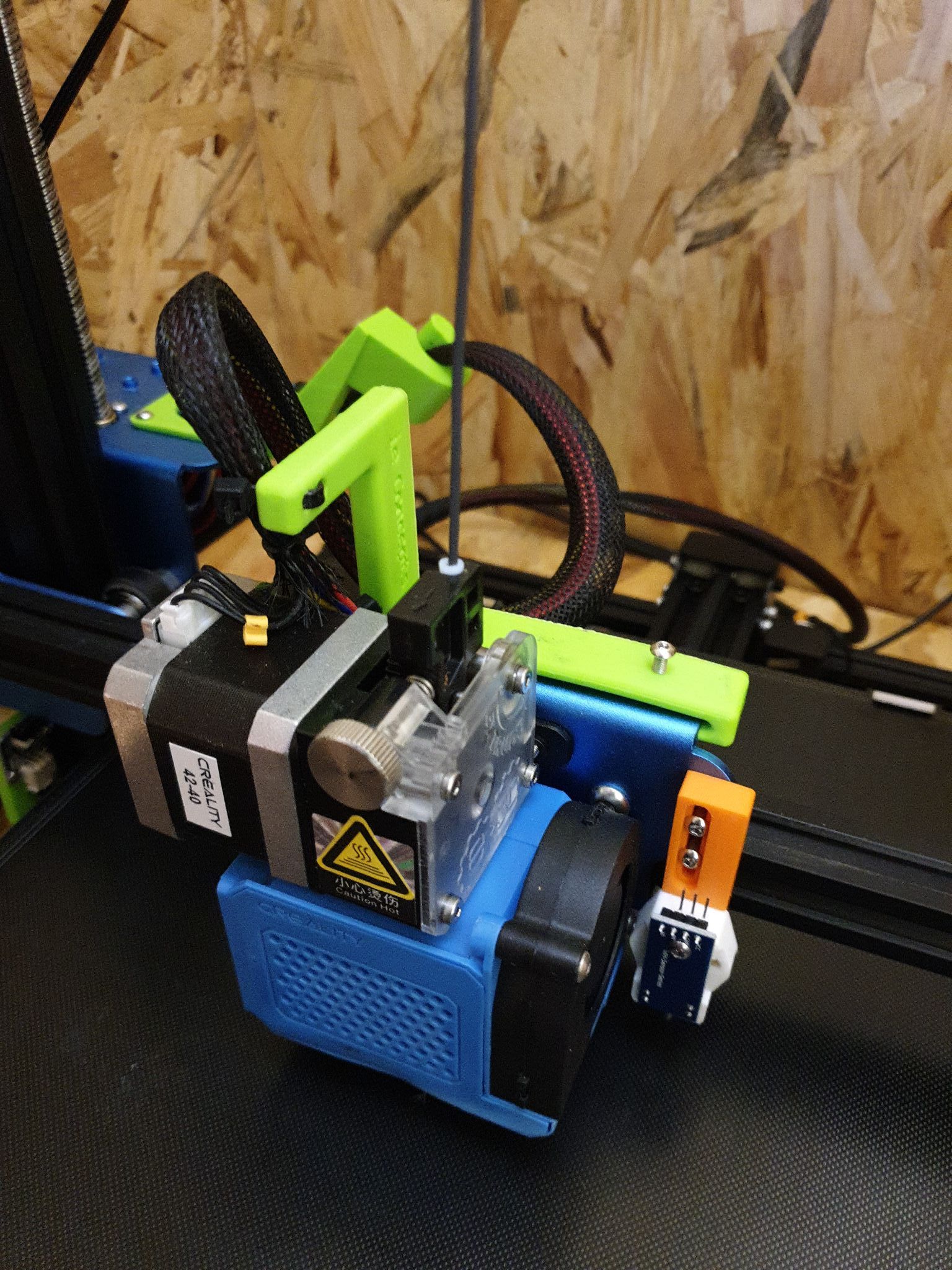
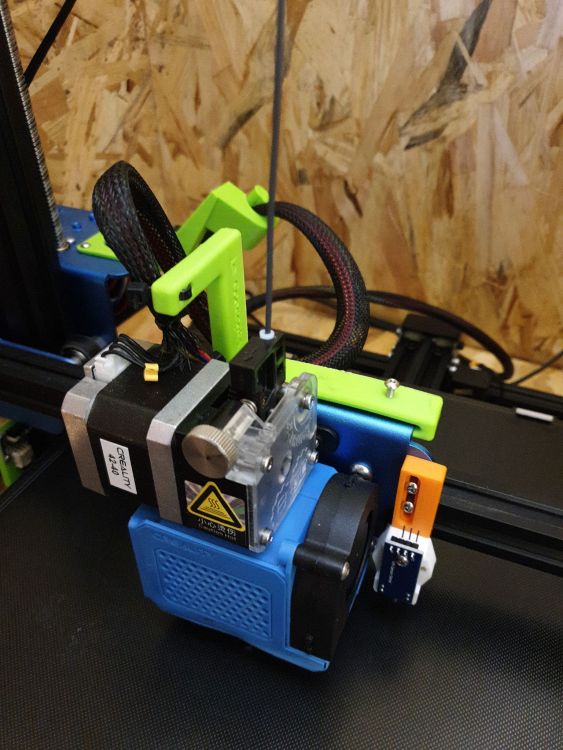
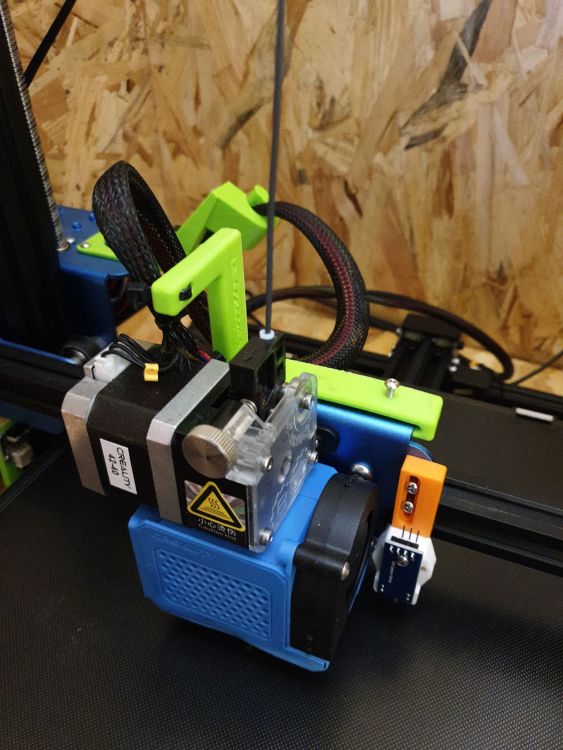
Au passage on voit des manques de matières sur ta pièce sur certaines couches A mon avis il faudrait contrôler l'extrusion (step extrudeur + contrôle de la tête d'impression pas de bouchage + contrôle du levier extrudeur)1 point
-
Bonjour MrMagounet, Merci. Pour les TLsmoother, je les avais avec l'ancienne carte, je ferrai des essais sans les smoother. Comme j'ai pas mal galèrer pour intégrer cette carte, à la vue des nombreuses heures de recherches, j'ai préféré faire un retex. Je suis sûr que cela pourra aider pas mal de personnes même si mon firmware contient sûrement quelques coquilles. Ce que je souhaite souligné également, c'est que j'ai trouvé pas mal d'aide et de conseil sur ce forum qui m'ont permis de sortir un firm pour une ender 3 d'un pote en Février avec une carte creality 4.2.7 et qui m'ont mis le pied à l'étrier pour faire cette évolution sur ma X1. Si je fais le point il y a 18 mois, je n'avais jamais touché une imprimante 3d, donc mon conseil que je donnerai est persévérez, rien n'est impossible, bon d'accord je suis un touche a tout et tout ce qui est technique me pationne. Cordialement. Bonne fête de pâques à tous. Aldo1 point
-
Alors c'est probablement le nettoyage a faire. (un dégraissage de temps en temps quand cela adhère mal ... ) Oui pour le vinaigre blanc car c'est un dégraissant , il y a aussi l'eau tiède + produit vaisselle avec une éponge propre ( non grasse ) ou certain produit a vitre ( mais bien sans agent anti trace de goutte d'eau ou de parfums sinon cela n'aide pas ) ...1 point
-
Tu n’as pas peur que ta bécane fasse une dépression dans sa boîte noire, sans la moindre fenêtre. Attention, la maltraitance mécanique va bientôt être reconnue comme la maltraitance animale.1 point
-
Lors d'une impression, à chaque couche, la résine (pièce) se trouve collée au FEP. Vous ne vous en rendez peut-être pas compte, mais, à chaque fois que le plateau se re-lève, il tire sur le FEP. Si votre FEP est très/trop tendu, ça va tirer fort, très fort même, jusqu'à ce que le FEP se décolle de la pièce (et on entend le clap) ou la pièce du plateau (et fail). Donc, selon ne serait-ce que la forme de la pièce, ça va tirer de différente manière sur le FEP et aller jusqu'à lui faire des plis. Pire, une forme de pointe isolée va tirer ponctuellement sur le FEP, lui donnant aussi une forme de pointe et risquer de le percer. Ce que je veux expliquer, c'est un usage normal suffit à le percer. Pas forcément un débris ou autre chose. Un FEP trop tendu aura par contre bien plus de risque de percer. Il vaut mieux un FEP un peu trop lâche, en plus, l'écran s'en prendra moins dans la gueule à chaque décollement de pièce. Tout ce qu'il faut, c'est s'assurer que le plateau remonte assez pour être sur l'avoir bien décroché le FEP.1 point
-
Je débute en impression résine alors merci de rester critique et de me corriger si je dit des bêtises. Pour le FEP percé, ( a supposer que tu n'a pas un gros grain de sable qui soit tombé dans le VAT et que tu ne l'a pas abîmé car tu l'a posé là où il ne faut pas ...) Il y a aussi la possibilité de résidus ou débris de résine durcis ( des morceaux du a des îlots ou des débris d'une impression raté ou mal supporté ( décrochage) ) plateau mal nettoyé (si il reste un morceau durci sur le plateau) Je ne suis pas sûr que de faire le Home a chaque impression soit utile ( je dirais a faire quand tu a un problème d'adhérence de l'impression au plateau) Il semble possible de faire le Home avec le VAT en place (mais alors très délicatement pour ne pas abîmer le FEP) et non avec une feuille de papier dont tu ne sais pas si elle se trouve ou non de la même épaisseur que le FEP.1 point
-
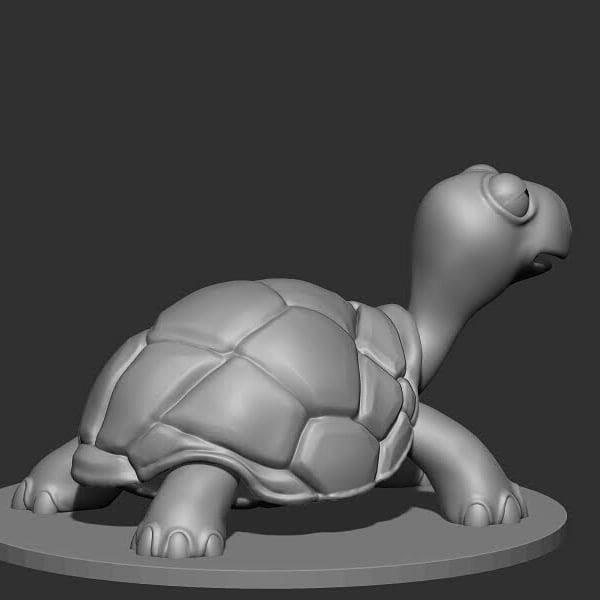
Bonjour à tous, Nouvelle sculpture réalisée avec Zbrush... Cette fois l'impression à été faite avec support et en 7 pièces, la carapace, le dessous de la carapace, la tête et les pattes.. J'ai aussi changé de filament, toujours la même marque (Neofil 3D) mais en couleur argent, le rendu est meilleur, les couches d'impression se voient beaucoup moins... La carapace en cours d'impression, cela a pris environ 24 heures... Au total l'impression aura durée un peu plus de 42 heures...(hauteur de couche 0.1) La carapace fais 15 cm de long, la bête une fois montée devrait faire un peu plus de 20 cm de long. Cela ne se voit pas trop sur la photo, mais j'ai imprimé 2 pattes avant gauche...la patte avant droite est en cours d'impression (1 h 30 de plus !) L'intérieur de la carapace après élimination du support,pas besoin de fignoler plus, ça ne se verra pas une fois tout assemblé... Prochaine étape le ponçage, du fait de l'impression en filament argent ça va être plus rapide...






 1 point
1 point