Classement



Contenu populaire
Contenu avec la plus haute réputation dans 16/08/2022 Dans tous les contenus
-
Tu ne devrais pas réagir ainsi @Guillaume3D car si maintenant je réduits mes voyages, mon chauffage, etc. Tout cela je ne le fais pas pour moi avec mes 64 ans, mais pour toi et les autres jeunes qui vont subir ces gros problèmes. De plus si tu regardes les statistiques mondiales sur le transport aérien les 2/3 des vols sont pour le loisir et seulement 1/3 pour le boulot. C'est tellement facile de tout mettre sur le dos des autres et de jouer les victimes.3 points
-
Vue son assiduité et son incroyable envie de trouver le truc-machin, je propose que l'on décerne à @Titouvol le Smilblick d'Or 2022.3 points
-
Ne prendre aucunes véritables mesures contre le réchauffement politique et l'industrie polluante (normale ça rapporte du fric), et faire culpabiliser, en plus de faire chier les citoyens, ils sont vraiment fort, ou alors on est vraiment stupide2 points
-
C'est vrai que c'est pas courant : Voilà: J'ai gagné ?
 2 points
2 points -
Donc si ça existe sur toutes les bécanes ... Pas un graisseur auto (truc génial quand c'est bien réglé) ... @divers merci merci c'est trop d'honneurs ! Juste une conséquence de mon côté ... Têtu ... Borné ... En plus j'arrête pas de m'imaginer ma machine pour essayer de trouver un truc dans le genre dessus ... Et ça m'agace de me dire 'bah non, y'a rien dans le genre sur ma machine !'.2 points
-
Le développement de PrusaSlicer 2.5 avance, ils viennent de passer (hier 15 Aout) en Beta 1 (qui en général est relativement stable). Il n'y aurait donc pas de vacances en République Tchèque et en plus ils ne fêtent pas l’Assomption, bizarre ces gens la bas.2 points
-
Euh, « mec » n’est pas le terme le mieux approprié, mais je pense qu’elle ne t’en tiendra pas rigueur.2 points
-
Allez autre projet, autre impression, pour un système de fixation d'une toiture de protection du bois sur HA16 et lambourde autoclave 45*70, PLA Sakata 3D870 noir (PLA rouge mat pour le prototype) et TPU sakata X920 pour les "mors" : La modélisation du système complet manque quand même la vis dans les trous oblong) : Le prototype (sans le mors extérieur) : Et la mise en application (le gazon est mort mais vu al sécheresse c'est à l'abandon depuis 2 mois ...) :
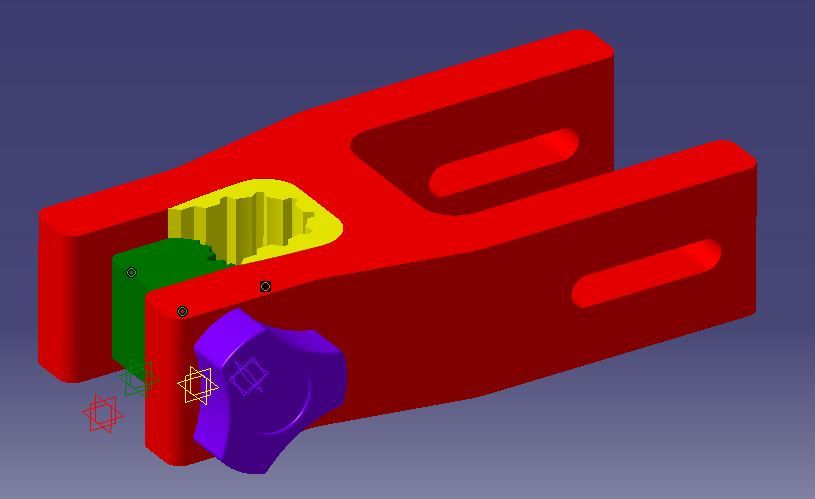


 2 points
2 points -
Avec tous les problèmes causés par le dérèglement climatique que nous subissons quotidiennement, il est sage de ne plus prendre l’avion pour les loisirs. Pour le boulot c’est uniquement quand on ne peut pas faire autrement. Donc maintenant, je me contente de la France « le plus beau pays du monde » et des pays voisins « pas vilain également ».1 point
-
@Curlybis, j'ai suivi vos conseils. J'ai fait un test en imprimant une partie du buste d'Anubis +/- 17 cm. Suppression du 'Raft' et augmentation de la base des supports. Modification du temps Expo de 5s à 8s et pour la base 35s Puis passage manuellement sur la Saturn2 avec comme paramètres 3s et 30s Le résultat a été formidable: A suivre pour le reste sur la conception d'Anubis. Vous pouvez voir la finesse de l'impression, pour mon usage c'est une bonne machine. Reste qu'Elegoo doit me fournir une mise à jour pour le bruit du moteur. Je les ai relancé et ils m'ont répondu: " Sorry, it is still in the development process, and we will notify you by email as soon as there are new developments"


 1 point
1 point -
Ben, content pour toi que ça marche..1 point
-
salut, j'ai un peu le même problème que toi et j'ai pas de solution... Je vais suivre le sujet avec attention1 point
-
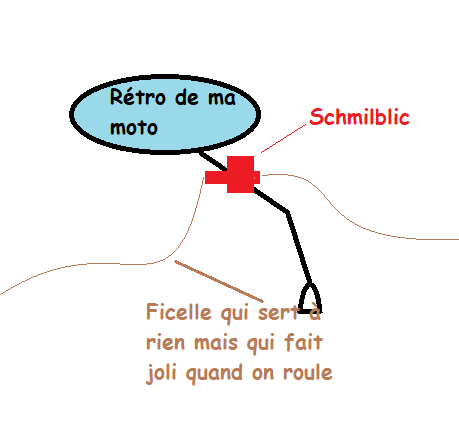
C'est une pièce qui permet la rotation du rétro pour l'utiliser comme aileron ? La fixation de la partie mobile ? Ah : tu attaches une ficelle dans le trou, reliée au gros orteil, pour manoeuvrer les rétros sans les mains ! Mais ça impose de rouler pieds nus, pas certains qu'ils acceptent ça sur piste ! Pour la vidéo, sympa en mode aileron, mais en mode rétro, tu gagnes un CX de cabine téléphonique ! Même à vitesses légales, je ne suis pas certains que ce ne soit pas gênant tellement c'est peu aérodynamique. Et pour que ça ne bouge pas avec la pression de l'air, doit falloir y aller à coups de pieds pour le faire pivoter et le régler !1 point
-
A part l'Espagne pour le VTT et L'Egypte pour mon voyage de noce je ne suis pas allé bien loin. Je voyage plus si je dois prendre l'avion car ca pollue trop. Je boycotte ce mode de transport. Et il y a trop de belles choses à voir en France ! Je suis loin d'en avoir fait le tour ...1 point
-
[HS ON] Certes on nous prend pour des cons a nous dire qu’il faut penser à éteindre la lumière quand on sort des pièces « je ne citerai pas la personne » et quelques jours plus tard ces mêmes personnes ont une dizaine de voitures noires le moteur qui tourne pour la climatisation dans la cours de l’E****e. Mais si les mesures globales ne sont toujours pas prises, il est de la responsabilité de chacun de restreindre son empreinte carbone (banir la climatisation, chauffer moins à 17 degré en hiver et mettre un pull, trier et ne rien jeter, privilégier les transports en communs comme le train, le vélo ect … manger moins de viande), ce sont des mesures individuelles mais si chacun le faisait nos émissions seraient déjà grandement diminué. Quand tu vois que le trafic aérien est prévu de doubler dans les années à venir … Il ne fait pas oublié, nous ne faisons pas cela pour nous mais pour nos enfants. A chacun de s’accorder avec sa conscience. Donc totalement d’accord avec @divers. L’impression 3D quand on ne fait pas que de la figurine mais que l’on répare ou adapte les choses au lieu de toujours plus consommer et jeter est d’ailleurs dans cette optique la selon moi, et beaucoup sur ce forum le pratique. [HS OFF]1 point
-
j'ai reslicé le print avec Prusaslicer 2.4.2 et maintenant cest bon ! tout fonctionne ! Merci1 point
-
Allez mon bon @divers, descends de ta brêle et regarde cette petite vidéo : J'ai changé les rétroviseurs pour des rétroviseurs trouvés sur le bon coin, maintenant vous devriez voir à quoi sert le schmilblick :-).1 point
-
Bon, j'ai mis ma tablette sur le guidon, je suis assis sur ma bécane et . . . . . . . . . . Et bien rien, nada, peau de zob, pas la moindre idée. Je reste assis dessus jusqu'à ce que je trouve, j'ai l'impression que cela risque d'être long. Idée: - C'est pour déclencher une alarme en cas de chute ? (je ne suis pas tombé, je suis sur la centrale, et oui il y en avait encore en 2000)1 point
-
Super pour le partage J’ai hâte de recevoir la mienne1 point
-
J'en sais rien moi, j'ai rien demandé. J'ai vu thermique dans tes réponses lues en diagonale.1 point
-
Le thermique c’était que tu demandais si c’était un transport thermique électrique ou musculaire. Moto = thermique (ça existe peut-être des motos électriques tu le diras )1 point
-
Je sais pas. Tu dis que c'est thermique. J'en déduis que cela est peut-être en rapport avec le froid, le givre ???1 point
-
Bonjour Apparemment le fichier a l'air bon, visualiser les dernières couche avec octoprint pas vu de blocage Vérifie ta carte mémoire celle d'origine de CREALITY ma créé des problèmes1 point
-
C'est vrai le rétroviseur ne sert à rien quand on roule, puisque l'on est loin devant Donc un outil qui n'est n'est pas un, qui ne sert pas à démonter quoi que ce soit et qui à voir avec un rétroviseur ... ce n'est pas gagné là !1 point
-
Je te rassure il n'y à rien non plus qui ressemble à ça sur la mienne... ou alors c'est bien caché...1 point
-
Grace au message de l'utilisateur Realgar#1768 sur le Discord de FOKOOS il semble que la FOKOOS "Odin-5 F3" soit initialement la EZT3D "Foldable S2" dont voici une review (du 11/11/2000) sur le YouTube de Chris Riley ( Chris's basement ) Et voici le Kickstarter (terminé depuis longtemps) de la EZT3D "Foldable S2"1 point
-
C'est super cool mec, je cherchais un bon plan. L'épaisseur du film est de cbm chez anycubic ?? Sur leur site c'est pas ecrit chez atom3D ils mettent 0.1mn.1 point
-
Tu peut prendre le Nfep en rouleau, c'est moins cher pour du grand format, pour l'instant, j'ai encore du stock de fep mais le prochain achat sera celui la pour essayer : https://fr.aliexpress.com/item/10000352412975.html?spm=a2g0s.8937460.0.0.6a0d2e0edc0L1r&gatewayAdapt=glo2fra1 point
-
celle là, je l'encadre pour la mettre au dessus de mon lit!1 point
-
Avec du PETG, je règle le plateau à 90°C et j'écrase un peu plus la première couche. Je ne connais pas ta marque de PETG, donc je ne sais pas comment il réagit. Si je vois bien le bord de ta pièce, tu a fait un petit rayon en dessous. En PETG j'évite les rayons et les chanfreins sur le dessous de la pièce, je trouve que cela facilite le décollement (ce n'est qu'une impression, mais lorsque j'ai eu le même problème que toi, j'ai retouché ma pièce en supprimant les rayons et elle s'est mieux comportée)1 point
-
Bonjour à tous, J'ai vu que BIGTREETECH à sorti un nouveau firmware pour les TFT https://github.com/bigtreetech/BIGTREETECH-TouchScreenFirmware/tree/master Mais il demande d'avoir le Marlin 2.1.1 J'utilise les sources 2.0.9.3 de @MrMagounet pour ma X2 qui fonctionne vraiment très très bien. Aurais tu le temps de refaire les sources pour la X2 avec Marlin 2.1.1 pour pouvoir utiliser ce nouveau firmware TFT ? Merci !!1 point
-
Bon définitivement j'ai pas le niveau JynFox#5791 https://discord.com/channels/722410197095677954/1001475139206119564/1007373674896166993 Guillaume#0396 https://discord.com/channels/722410197095677954/1001475139206119564/1007657164023812096

 1 point
1 point -
Bonjour MrMagounet merci pour ton aide je constate en lisant ta signature que tu es un « serial 3dprinter » Mais ... Electroniquement c’est du grand n’importe quoi leur truc de 1 driver pour 2 moteurs surtout si les moteurs sont pas appairés avec une plage caractéristiques et comportement similaire … en plus le z fait uniquement des pics de courant sur des déplacements impulsionnels en un temps très courts et il freine aussi sec comparé aux autres axes … je vais rester sur la solution 1 driver → 1 moteur ! Je pense que je vais effectivement prendre des tmc2209. Je trouve que l’enveloppe thermique du driver et sa capacité à dissipé est pas folichonne et ce pauvre radiateur sur chacun me fait penser que parmi les miens il y a du avoir des pertes vu le blocage et puis faut dire qu’en plus il faisait super chaud dans mon atelier à ce moment là ... Vu le prix des filaments solubles pour le petg (j’imprime quasiment que cela) petg ou du petg carbonne la perte de filament cela fait mal au porfeuille ... Oui je suis totalement d’accord avec ton diagnostic cela vaut pas le coup cela deviendrait une usine à gaz ma x1 avec un mauvais rapport qualité prix. Cette X1 c’est ma première imprimante j'ai un coté fétichiste je suis pas déçu dans tous les cas elle a un bon rapport qualité prix pour un débutant et j’ai obtenu des résultat honorables totalement fonctionnel et bien fini en pièce meca (et autres) après j’imprime jamais à grande vitesse je suis pas pressé ... et puis vu quelle repose sur un marbre de mecano de 500kg cela vibre très peu, par contre l’inertie du plateau + celle de la pièce + l’inertie de la bobine en haut du portique sont vite une plaie et induisent des modes de résonance si on travaille trop haut sur le portique … Tu m’as techniquement convaincu MrMagounet moder cette imprimante en dual et une FBI (fausse bonne idée) ! Ce que compte faire c’est : - remplacer ma carte probablement par une maker base 2.1 (car il y a une promo et j’ai du cashback à dépenser sur Ali ) - driver tmc2209 car les autres me semblent bien limite et en deçà niveau intensité et option surtout stall / sthol ? qui permet d’éviter de cramer le driver / moteur si pour une raison les moteurs bloquent. - Changer le capteur de filament d’origine qui est pas top il déconne régulièrement au point que je dois toujours changer le filament à la mano car le capteur fait des faux positif de fin de filament en plein milieu des bobines ... j’ai nettoyé démonté testé n foids le le biniou toujours des pbs .. donc dans la foulé cela mangera pas de pain de le changer. - Faire un double jambage raidisseur pour le portique car cela me coûte rien j’ai tout en stock cela me permettra d’exploiter l’axe Z sur des pièces plus haute avec une base plus étroite. + une mise a jour vers marlin base version stable. Soit un budget d’environ 40€ livré sous 10 jours moins mon cashback et mes codes promos 25€ à 30€ ca passe pour ce mois ... Je vais conserver cette X1 et l’utiliser pour des proto de principe, gabarits et autre truc style petit boîtier séparateur de casier, boite de rangement outillage ... bref des impression à lancer en tache de fond mais utiles. Merci pour l’info MrMagounet je vais regarder cette imprimante idex plus en détail , en farfouillant j’ai vu aussi la bambulab sur le net qui est sur le papier très intéressante mais pas dispo en version stock uniquement pour les earlie adopters ... J’ai dans l’idée d’investir sur une autre imprimante dual courant décembre mais à minima sans plateau mobile en X et en Y pour cause d’inertie variable plateau + pièce, avec une enceinte thermocontrolé pour me lancer dans le polycarbonates, nylon ... Je vais faire un post dédié "avant achat" à ce propos pour avoir vos avis et pas polluer ce post de réparation. Je commande le matos et reposte sur ce post si j’ai un problème . Merci beaucoup pour ton aide MrMagounet, merci à tous ceux qui sont passé sur mon post. Sudsud1 point
-
Bonsoir à Tous Merci a Pyroa et Mr Magounet pour vos réponses , ça fait plaisir de voir qu'il y a de l'entraide dans la communauté 3D . Jeudi dernier j'ai reçu mon nouveau ventilo neuf que j'ai changé , cette fois ci il tourne nickel et sans faire de bruit Mais tjrs pareil , le Bltouch qui clignote . Donc j'ai démonté tt les connectiques et j'ai ouvert la bête pour voir si tt était bien brancher , tt était Nickel , et en remontant le tout c'est la que que je me suis aperçu que la connectique sur la carte mère du fil de fin de filament était mal enfoncé sur la CM . Et là Alléluia le miracle fût le Bltouch ne clignota plus ( ça ma pris la tête pendant 4 jours quand même... ) juste a cause d'une connectique mal branché . Après un réglage de la hauteur de la tète d'impression et un nivellement auto du plateau , c'est repartie comme en 40 Comme tu dit Pyroa , c'est a devenir Chèvre !!! je pense que c'est machines sont fragile et capricieuse , mais débutant dans la 3D , pour le moment on fait avec et j'en suis quand même très content , mais fragile Merci aussi a Mr Magounet pour vos conseils avisés et très pro . Pour moi le problème et RESOLU . Merci encore1 point
-
Salut, Ca dépend pas mal de l'objet, de son remplissage etc... Avec une grosse buse tu as l'épaisseur de paroi qui augmente. Couplé aux layers qui sont elles aussi plus épaisses (bottom/top). Avec une hauteur de couche plus épaisse, et moins de périmètres, cela génère plus de porte-à-faux, que le slicer va compenser en rajoutant des "zig-zag" interne aux abords des parois pour éviter d'avoir des trous d'une couche à l'autre. Cela explique pourquoi tu consommes plus de filament. D'une manière générale, avec une grosse buse il est difficile de consommer moins qu'avec une petite buse. On peut certes adapter le nombre de périmètres et de couches bottom/top pour compenser. Mais le remplissage par exemple, à pourcentage égal, comme les traits sont plus épais, ils sont aussi plus espacés. Il faut donc souvent augmenter le pourcentage pour avoir un remplissage suffisamment dense pour supporter les couches top sans quelles ne s'effondrent. Et comme c'est de la grosse buse, les bridges ont tendance à vite ressembler à des spaghettis cuits, donc il faut encore plus de remplissage pour les soutenir. Autre "détail", la 0.4 saura sortir des détails plus fin que la 0.8 ou 1mm, mais la 0.8 ou 1mm ne réduiront pas "grandement" le temps d'impression. C'est une idée reçue. La hotend a une certaine capacité maximale de fonte du plastique au delà de laquelle l'extrudeur n'arrivera plus à pousser le filament. C'est le Max Volumetric Speed (ou MVS). Pour une E3D V6, c'est autour de 15mm³/s pour le PLA. Avec des réglages par défaut on atteint rarement cette limite. Pour te rendre compte de cette limite, il suffit de débrayer le moteur d'extrusion, et de pousser le filament à la main à travers la hotend chaude. Une fois toute l'inertie thermique évacuée dans les premiers centimètres, ça va très vite être dur à pousser, il faut attendre que la hotend produise des calories, et que ces calories se diffusent (plus ou moins uniformément) dans le filament. Pour tendre vers cette capacité maximale il existe plusieurs méthodes. La solution évidente à laquelle tout le monde pense est d'utiliser une buse plus grosse. Une 0.8mm par exemple, diamètre doublé => surface quadruplée. Couches plus épaisses, parois plus larges, à vitesse égale, la hotend va débiter beaucoup plus de matière. A volume égal, la machine imprimera dans un temps plus court, encore faut-il réussir à obtenir un volume égal (problème sus-mentionné). Autre méthode, garder la buse de 0.4mm, mais augmenter les vitesses de la machine. Sur les machines modernes on peut aisément imprimer à 100mm/s. Pas la peine de faire un dessin, mouvement plus rapides => impression dans un temps plus court. Technique moins connue, mais que j'affectionne tout particulièrement par son efficacité et sa polyvalence. Garder la 0.4mm, et augmenter les largeurs d'extrusion. J'imprime très souvent avec des largeurs de 0.8 voir 1mm pour les périmètres internes et le remplissage, sur des hauteurs de 0.25mm avec une buse de 0.4mm. La conséquence est exactement la même que l'utilisation d'une buse plus grosse, sauf que l'on conserve les détails grâce au faible rayon de courbure (et on peut conserver la largeur des périmètres externes à 0.45mm). Gros avantage, on bascule d'un mode à l'autre avec un clic de souris, pas besoin de sortir la clé à molette. Avec cette dernière méthode, on atteint très facilement la capacité maximale de la hotend sans pousser trop fort les vitesses. Avec une buse de 0.4mm pour 1mm de largeur d'extrusion, et 0.25mm de hauteur de couche, on atteint la limite d'une E3D V6 à seulement 60mm/s. Dans tous les cas, buse de 0.4mm ou de 1mm, les temps d'impressions peuvent être équivalents. Simple question de réglages, tout est histoire de compromis. Personnellement j'ai une machine dédiée au prototypage, que j'ai équipé d'une buse de 0.6mm en cuivre plaqué. Le cuivre plaqué assure une excellente absorption et diffusion thermique. J'avais précédemment testé une 0.8mm inox, mais les résultats n'étaient pas à la hauteur. Les supports sont impossibles à enlever, les bridges sont affreux, et les hauteurs de couche épaisses empêchent l'impression propre de dévers supérieurs à 30° (ou alors il faut revoir la ventilation). Et en plus on a toujours l'impression que la machine n'avance pas, car elle tourne à des vitesses très faibles. La 0.6mm est le meilleur compromis à mon sens sur ces petites hotend. Très polyvalente avec possibilité d'imprimer entre 0.15 et 0.35mm de hauteur de couche, la surface 2.25 fois plus grande soulage le moteur d'extrusion en réduisant la pression, et soulage la mécanique en imprimant deux fois moins vite à débit égal. A 70mm/s en couches de 0.35mm de haut et 0.68mm de largeur d'extrusion, on atteint le max d'une E3D V6, c'est une vitesse tout à fait banale. Si on pousse la largeur d'extrusion à 1.3mm, on tombe à 35mm/s. Avec tout ça, elle ne sort pas les pièces dans un temps plus court que sa voisine presque jumelle équipée en 0.4mm, mais elle imprime beaucoup plus calmement. PS: désolé pour le pavé.1 point
.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)