Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/09/2022 Dans tous les contenus
-
Je garde les boites, sachet, lien etc d'absolument tout ce que j'achète.2 points
-
Salutation ! Un carton de Tenlog !!! ( on blague sur le forum car je garde mes cartons d'imprimante au point de manquer de place ... donc on doit me classer dans les collectionneurs / fétichistes de cartons d'imprimantes 3D ... et rien que pour en rajouter une couche (continuer la blague) je me devais de réagir (avant de me faire citer/notifier ) ) sauf si t'es vraiment a coté de chez moi (Tours 37) ou que c'est un carton spécial (plaqué or ? ) , je pense que tu peut mettre le carton au recyclage (ou en faire une boite de jeu pour un chat si tu en a un). Bonne continuation.2 points
-
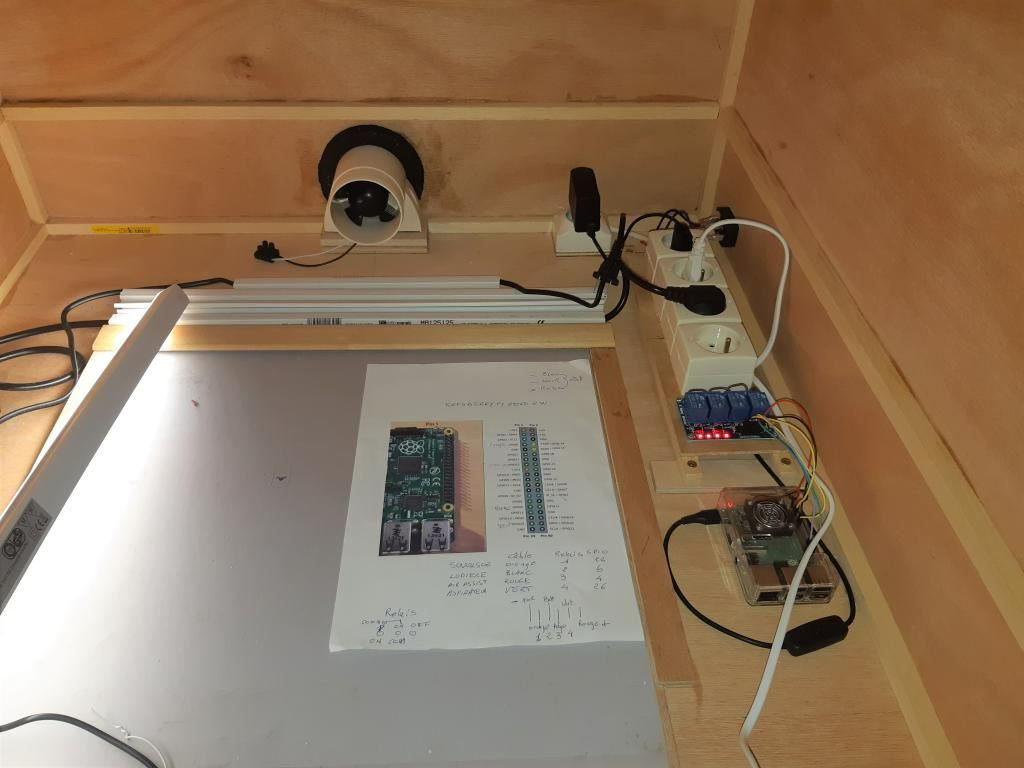
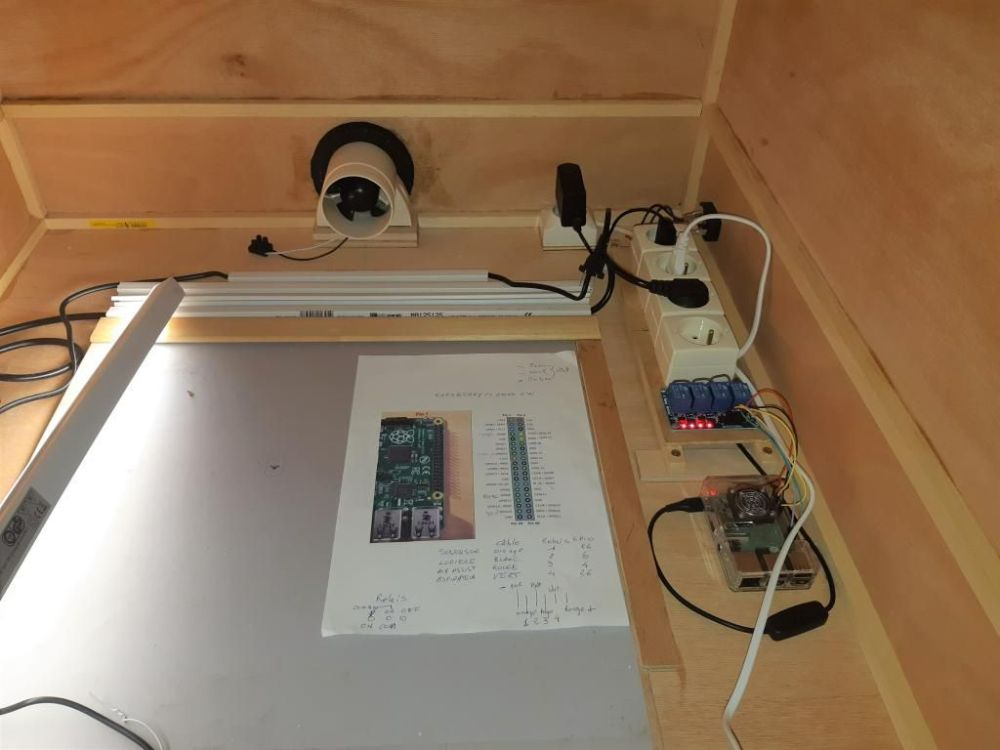
Bonjour, Voici une enclosure destinée à accueillir un laser de grande dimension de 450x450 taille XL. L'équipement électrique est commandé par un Raspberry Pi 3B+ avec une carte 4 relais et un ensemble de 4 prises secteur 220V pour commuter la puissance. Les équipements alimentés sont : Le laser, l'aspirateur de fumées, l'éclairage à LED, l'assist air. La construction est réalisée en contreplaqué avec un caisson inférieur qui accueille les équipements électriques. L'évacuation des fumées est assurées par un ventilateur de 12V pour engendrer une dépression d'air qui attire les fumées à l'extérieur. L'avantage du caisson à dépression permet par la dépression de maintenir les pièces au contact de la sole en nid d'abeille. J'attends la fourniture de l'alimentation 12v pour alimenter le ventilateur. Les tests de fonctionnement sont concluants pour les différents équipements électrique; la liaison est assurée par un Raspberry via le réseau WIFI et Octoprint est l'interface de commande. Je peux fournir les plans en PDF
 1 point
1 point -
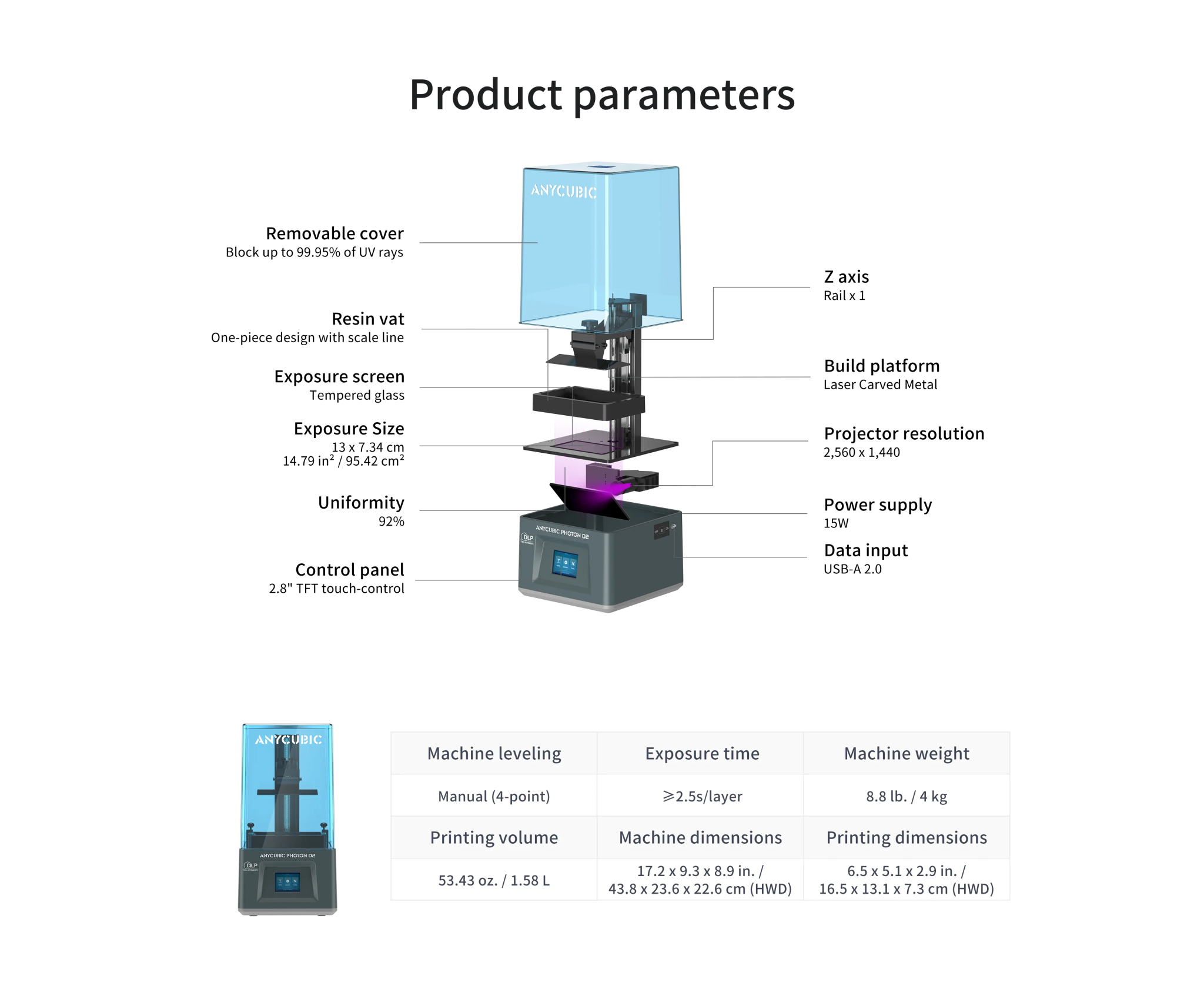
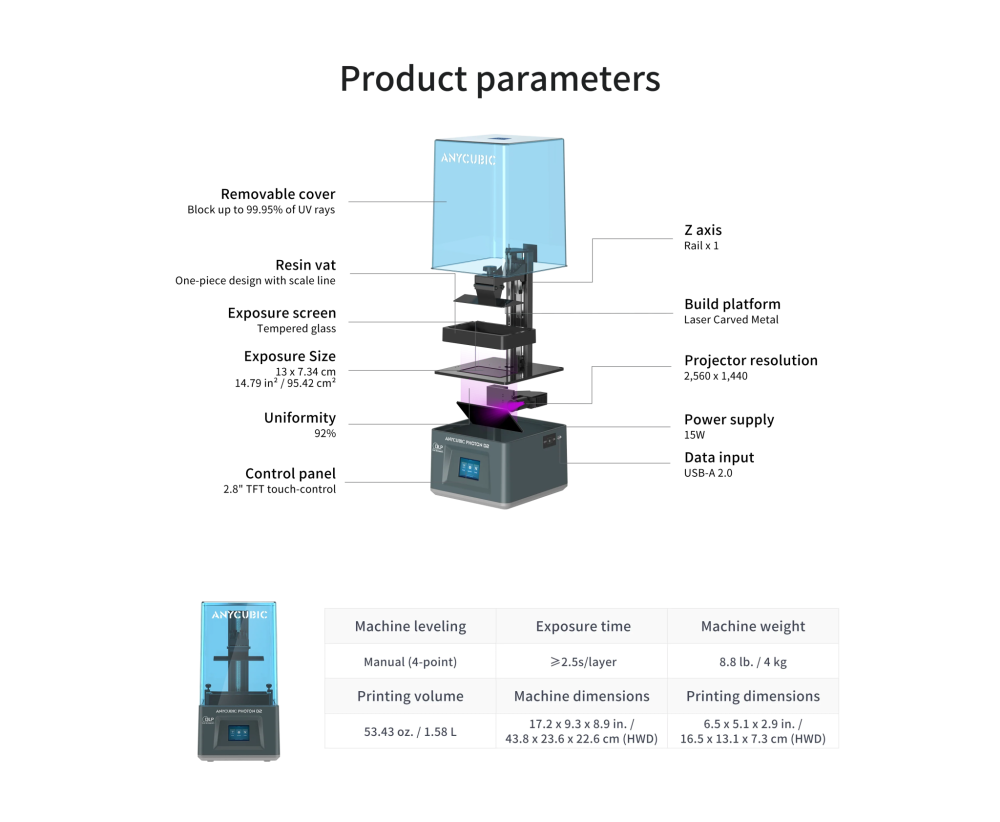
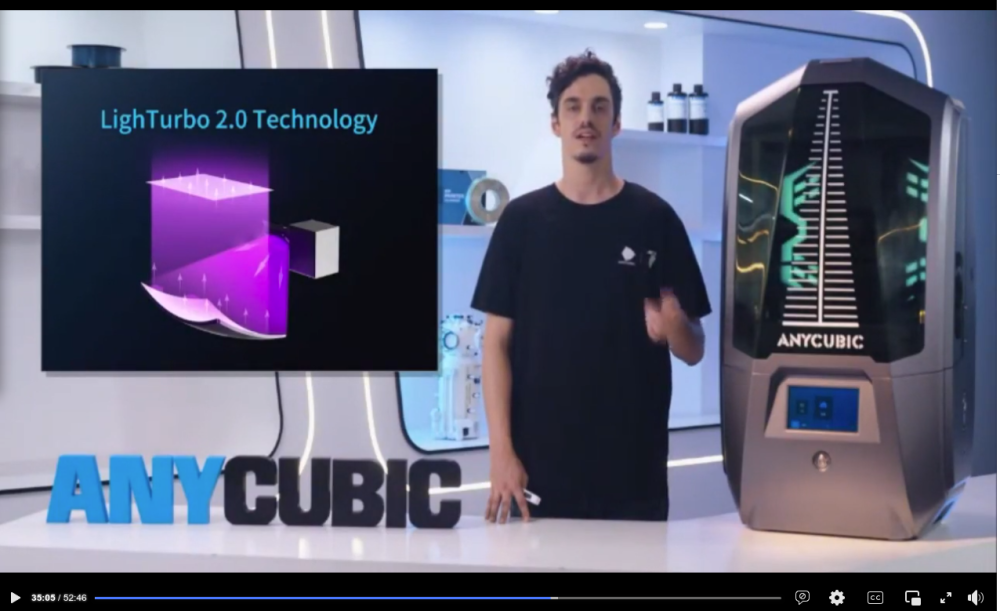
Salutation ! Alors ratage au début durant 20 minutes ( pas de son dans la vidéo) mais pour le reste ils nous montrent des "prototypes ?" de SLA qui ressemble a un "1er avril" mais il semble que non ... https://www.facebook.com/ANYCUBIC3dprinter/videos/2591533940983459 "Anycubic Photon Nex" ( vers 30 min 26s ) Suivie d'une "mini" SLA avec une technologie "MicroUVLED" ( vers 35 min 30 ) Et donc lancement de la "Anycubic Photon D2" et de la résine "Anycubic ABS-Like Resine Pro" , et pré vente de la "Anycubic Kobra Go"


 1 point
1 point -
Cool merci a tous pour votre aide, j'avance dans la compréhension et je ne vois plus les jointures!1 point
-
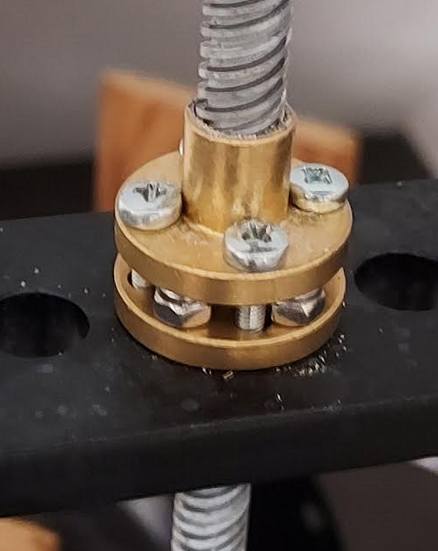
Hello la compagnie , puisque le plateau était démonté, j'en ai profité pour réaliser une petite modif au niveau du Z que j'avais en tête depuis un petit bout de temps. L'isostatisme du plateau est incorrect mais les modifications à apporter pour le corriger seraient assez lourdes (plateau 3 points), j'ai donc choisi de corriger le défaut le plus embêtant, la rotation du plateau en thêta X, rotation passant pas les deux noix en laiton. Ajout d'une deuxième noix laiton au dessus de la première. Cales de 3,9 mm entre les deux pour le réglage et réduire le jeu de l'ensemble en Z (rôle anti backlash). La hauteur de l'écrou est doublée, sa capacité à tourner en thêta X divisée par 2.
 1 point
1 point -
Mais zut quoi.... Je vais ressortir mon Anet! Y a pas juste un pont à faire qque part pour forcer cette foutue carte? Comment ils font pour mettre le FW la 1ere fois?1 point
-
Il suffit d’avoir une personne de la famille ou le gamin d’un ami, ça marche je l’ai fait pour la suite Adobe (et ce n’est pas le même tarif)1 point
-
Il te faut un TFT MKS TFT28 pour X1 ou X2 (c'est pareil) mais qui utilise le MCU STM32 et le soucis il n'y aucune garantie, celui que je t'ai mis en liens sur les photos on vois un STM32 mais est vraiment ce que tu recevra ? Je ne peux te le garantir. L'un comme l'autre seront fonctionnel un TFT MKS TFT28 prendra place a l'identique dans ta machine un BTT t'obligera a adapter l'installation, exemple d'adaptation d'écran BTT pour BTT TFT 50 & pour BT TFT 35. Sur les écrans BTT ils ont d'origine le firmware BTT installer donc sur un officiel quelques soit la puce pas de soucis sur le github de BTT il y a tous les firmware pour chaque modèle d'écran déjà compiler. Il n'y aura aucun compilation nécessaire mais il peux juste y avoir a reflasher le firmware officiel (et ajuster le fichier config.ini avec les option que tu veux paramétrer et ajouter le fichier langage FR si tu souhaite avoir l'interface en FR)1 point
-
Je dirais plutôt que tu brouilles l'écoute1 point
-
J'ai encore reçu une promo Chitubox, 50% pour les étudiants et 10% pour les autres jusqu'à l'infini et au delà.1 point
-
Ou ça que je t'ai repris en lisant en diagonale ?1 point
-
Salut, Pour faire tourner ton ventilateur à 100%: M106 S255 Pour l'arrêter: M107 ou M106 S0 Comme je pense que tu n'as qu'1 tête d'impression, tu n'as pas à spécifier le n° de la tête avec l'option P. Edit: désolé, j'me suis fait grillé par @Kachidoki1 point
-
Salut, https://marlinfw.org/docs/gcode/M106.html M106 S255 pour le mettre à fond, et M107 pour l'arrêter.1 point
-
C'est ce que je te dis depuis le début J'ai dû mal m'exprimer probablement Il n'était pas nécessaire de flasher un nouveau firmware (en plus en chinois ) Même sans connexion directe entre ton imprimante et un ordinateur, il suffisait de copier les deux lignes de Gcode données précédemment, de les coller dans un fichier texte d'extension .gcode, enregistrer ce fichier sous le nom que tu veux, par exemple : modifierlesxyoffsetssansseprendrelatetemaissansoublierdenregistrercesmodificationseneeprom.gcode, copier ce fichier sur la carte SD et «l'imprimer».1 point
-
Salut, Tiens, un peu de lecture avec ce sujet.1 point
-
Ah ben c’est normal parce qu’on est en été, donc tout s’explique ! Allez je sors.1 point
-
Ça n'a pas de rapport avec le courant du moteur. Mais, oui , la vitesse est trop élevée dans la config du firmware FLSun par rapport à la capacité de chauffe de la buse, ce qui occasionne des sauts de pas quand on insère le filament. Mais ce n'est pas très grave.1 point
-
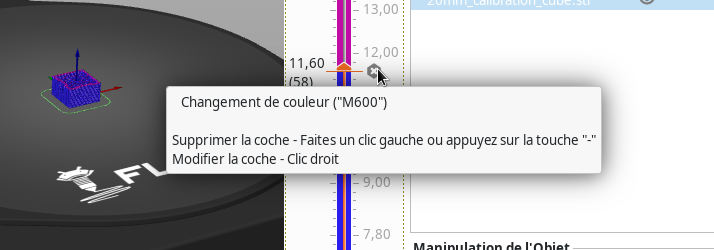
Pour les moteurs X Y et Z, oui. Si ton extrudeur utilise le moteur d'origine, tu peux mettre 1050 aussi pour E et l'augmenter si tu as des sauts de pas. Ça se passe dans le slicer. Pour Prusaslicer et Superslicer, c'est par un clic sur la ligne de couche dans l'aperçu.
 1 point
1 point -
Non, je vais commander également les pinces pour plateau C'était prévu ! https://www.amazon.fr/gp/product/B009VWJWHK/ref=ox_sc_act_title_1?smid=A1X6FK5RDHNB96&psc=11 point
-
Ouais ben ca je ne compterai pas trop la dessus .1 point
-
Un shadok n'est point un poulet1 point
-
Bonjour tous, je ne fais que passer, reprise du boulot, rentrée des enfants tout ça tout ça. Le sujet de la tension des courroies m'intéresse beaucoup, car petite mésaventure ce week end. Sur ma X5SA, j'avais deux trois bricoles à faire (contrôle de paramètre d'impression). Et puis au contrôle d'un print test, je m'aperçois d'un gros défaut d'équerrage sur ma pièce (1.5mm sur 50mm). Je sors la bécane de son caisson, je contrôle mon axe X, misère de grenouille, il est de biais. Quitte à contrôler, j'ai tout repris à l'équerre à chapeau. Au bout de quelques heures, la structure est d'équerre, nickel. Et vient le passage des courroies, j'en profite de les retourner, merci @Yellow T-pot , puis je les tends. Re Grosse Misère de b*?!* de p!?*£$ de grenouille, l'axe X se remet de biais. Tout ça pour dire, attention avec les tendeurs de courroie, en faisant le test à la main, il suffit qu'une soit un peu plus tendue que l'autre pour que ça parte en sucette. J'ai utilisé de bout de profil 20x20 qui trainaient, bloqué l'axe x avec des serre joints, et fait ma tension de courroies1 point
-
Un nouvel article très technique sur l'ajout du Wifi sur les Mini déjà installées, et surtout pour un faible cout. https://blog.prusa3d.com/fr/journal-des-developpeurs-ce-quil-a-fallu-pour-apporter-la-prise-en-charge-du-wi-fi-a-loriginal-prusa-mini_70615/?_ga=2.225763167.457363817.1662363014-1751704971.1648736460 Je ne me souvenais plus que @jcjames_13009 avait entamé ce sujet, auquel pourtant j'avais répondu, (ce n'est pas bon signe de perdre la tête).1 point
-
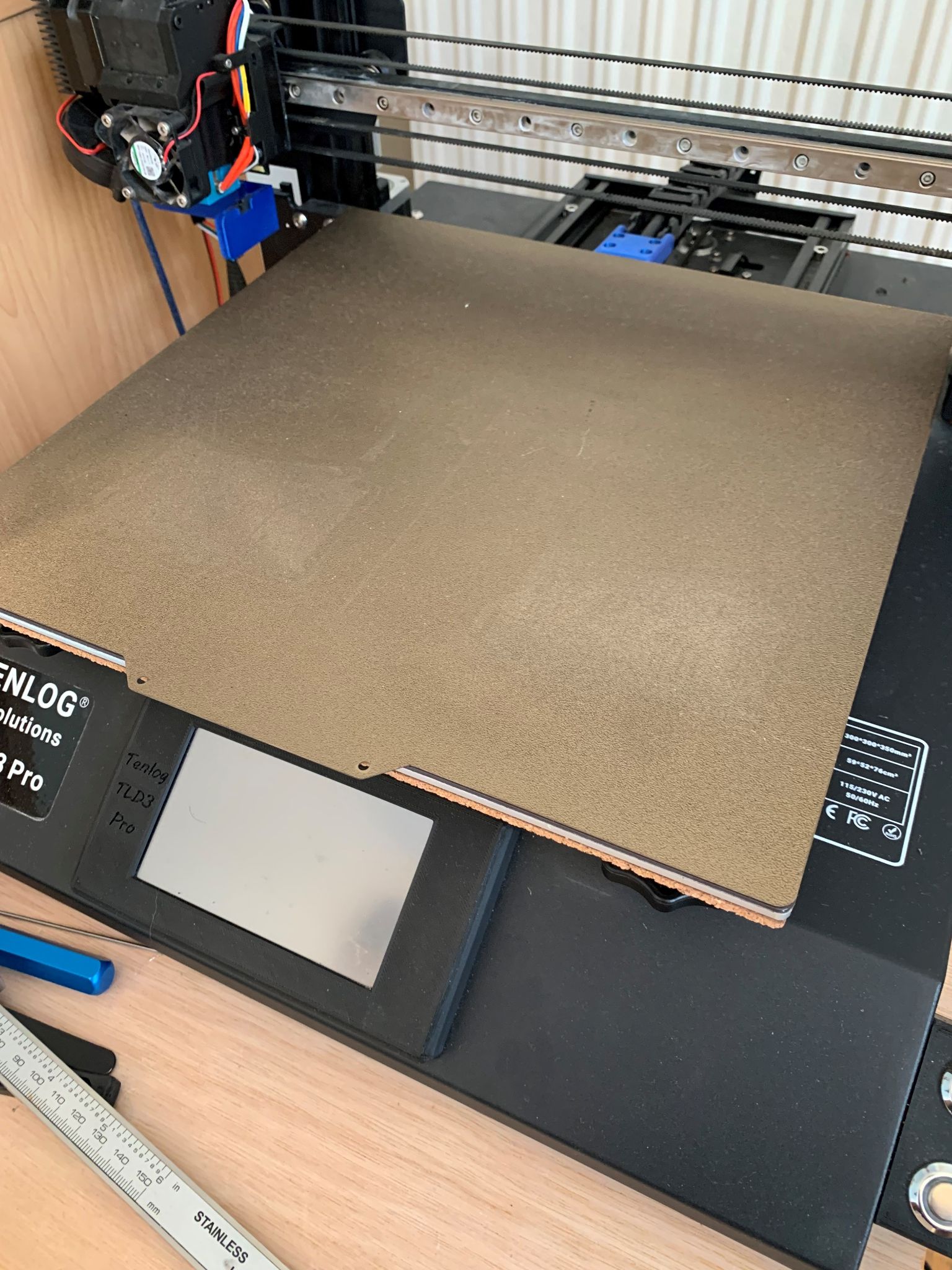
Parce que j'ai découvert la feuille PEI, et que c'est 100 000 x mieux. Même si le verre fonctionne très bien, mais la feuille PEI, tu as beaucoup moins d'épaisseur, donc ça chauffe plus vite, la feuille est souple (permet de retirer les pièces juste en pliant la pièce) et se détache du plateau très facilement (facile à nettoyer), pas de pinces de fixation. Et ça accroche diablement bien ! C'est composé d'une feuille magnétique à coller directement sur la plateau de l'imprimante, d'une feuille souple métallique sur laquelle est collée une feuille fine avec revêtement PEI (il est possible de coller une lisse d'un côté et une texturée de l'autre de la feuille). L'idéal reste d'acheter un ensemble feuille magnétique, et feuille métallique revêtement déjà collé dessus. Il existe une surface lisse et texturée (ou saupoudrée). Seuls défauts, il reprend les défauts du plateau de l'imprimante qui n'est jamais parfaitement plat, contrairement au verre de 4 mm. C'est également un peu plus cher (en photo l'illustration, c'est un texturé non nettoyé).
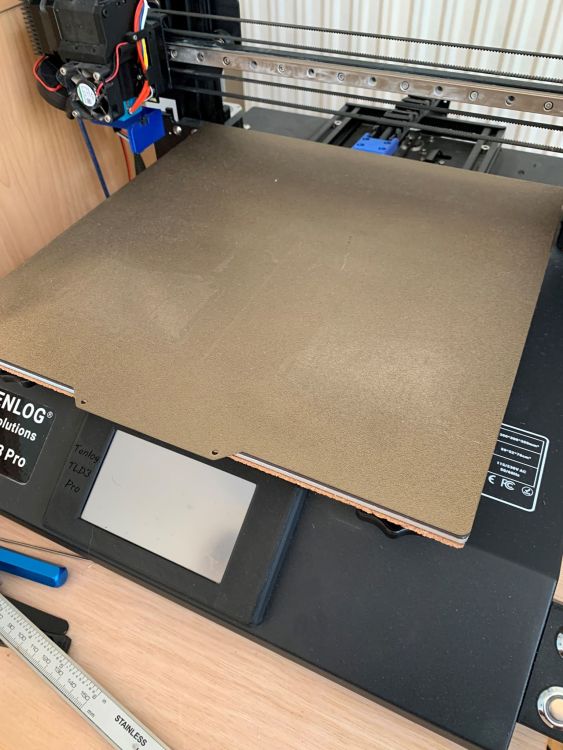

 1 point
1 point -
Le borosilicate c'est bien aussi, tu auras un aspect texturé un peu granulé pas déplaisant sous ta première couche. Edit : ah ben non en fait c'est lisse ! Si dessous photo de mon plateau (que je n'utilise plus) ne verre borosilicate.
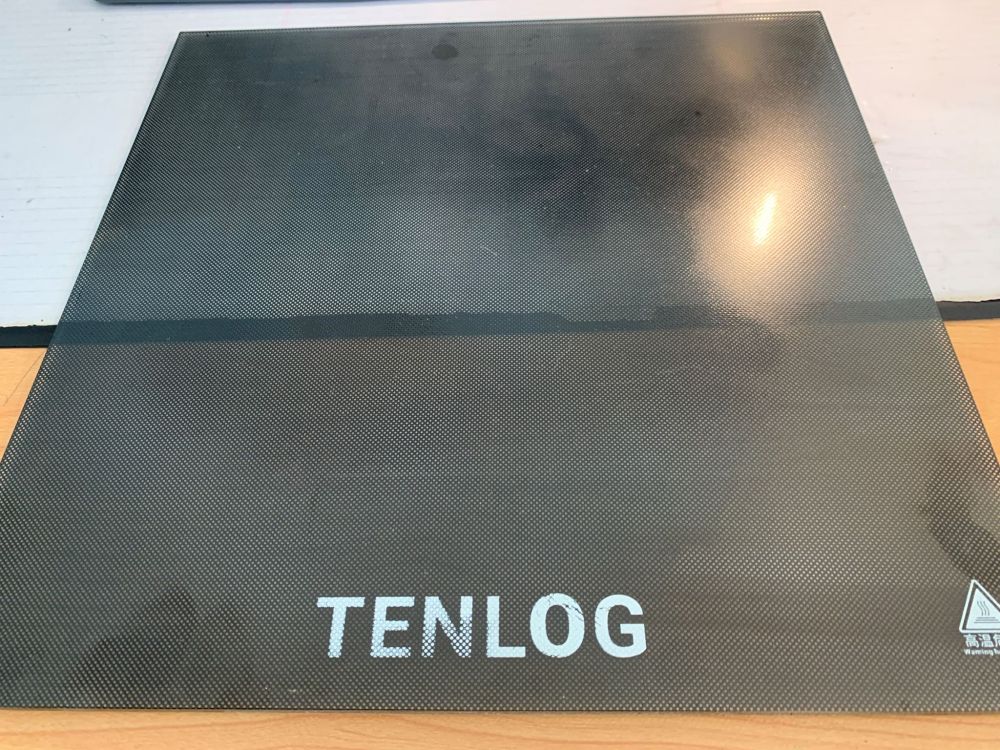
 1 point
1 point -
Merci pour ces conseils @methylene67 Je suis tombé sur une plaque de borosilicate de 31x31 sur Amazon: C'est plus cher mais c'est mieux adapté. https://www.amazon.fr/gp/product/B07GQN9XC2/ref=ox_sc_act_title_1?smid=A38VG6WH9P1DZB&psc=11 point
-
Salut, il suffit d'aller en GSB (grande surface de bricolage comme Leroy Merlin, bricomarché, Castorama pour ne citer que ceux-là), et aller au secteur découpe. Tu pourras faire découper le verre (ou miroir) de la dimension souhaitée (idéalement prendre du 3 ou 4 mm). Cela te permettra également d'avoir une surface plus plane. Par contre il faudra prévoir du papier de verre (grain 200 environ) pour le rayer légèrement mais également ébavurer les bords, cette dernière prestation qu'ils ne font généralement pas au rayon découpe.1 point
-
Oui je pense aussi, depuis plus eu de problème.1 point
-
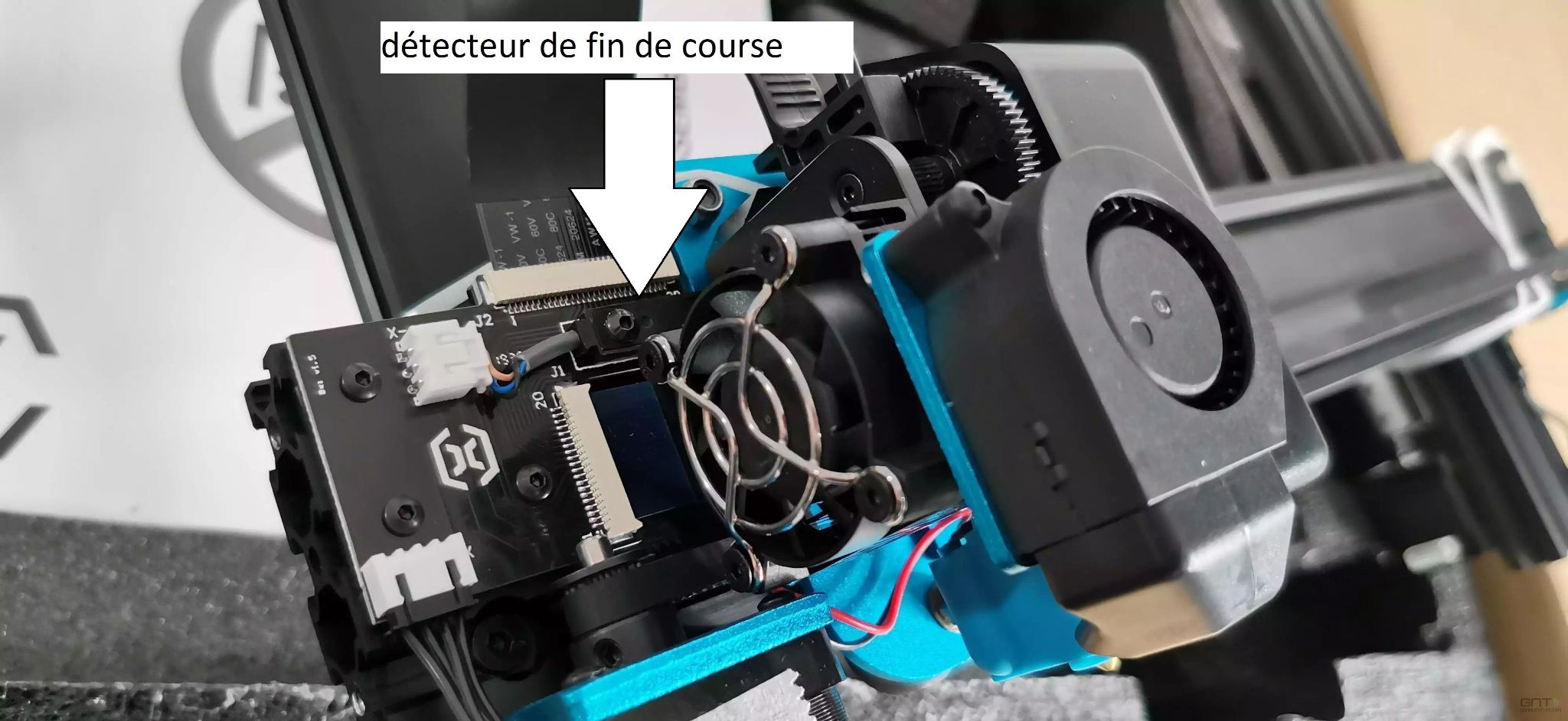
ton endstop x semble en effet être la cause de ton soucis comme la dit @pommeverte. du coup ton 3Dtouch est hors plateau lors de la descente en Z.1 point
-
salut @Daniel U10, je viens de tester ce réglage sous Cura 5.1 sur ma dernière impression PETG (couches de 0,2 et 235° à 50 mm/s) et ça fonctionne parfaitement. Il y a bien contact entre la paroi intérieure et le remplissage zig-zag. Résultat nickel. A+
 1 point
1 point -
sa confirme en effet les pièces en panne, l'astuce du chef pour pas te prendre la tête a defaire un connecteur ou un driver coller a la colle chaude, c'est d'utiliser un sèche cheveux pour faire ramollir la colle1 point
-
effectivement @fran6p1 point
-
Il manque le début: «rece» => received (il me semble que ce problème est déjà arrivé ici sur ce forum mais c'était il y a bien longtemps).1 point
-
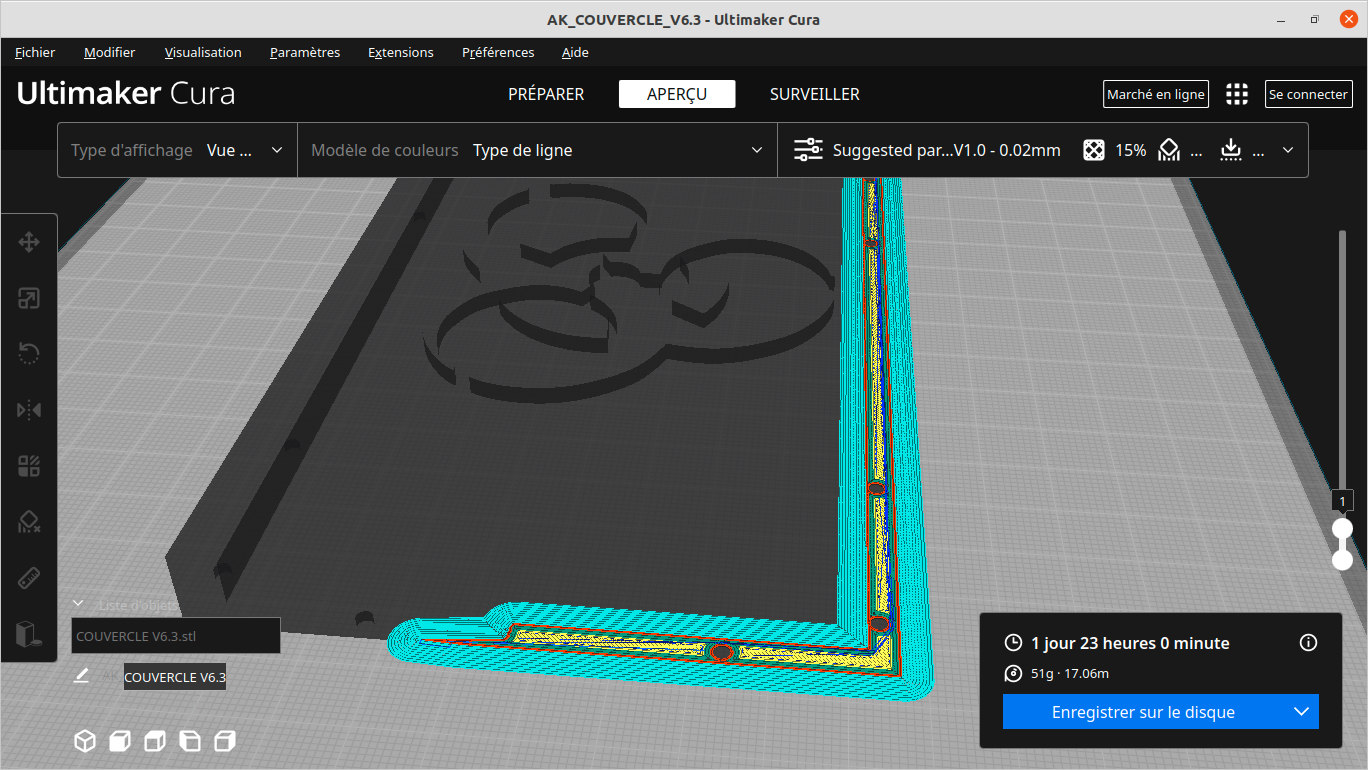
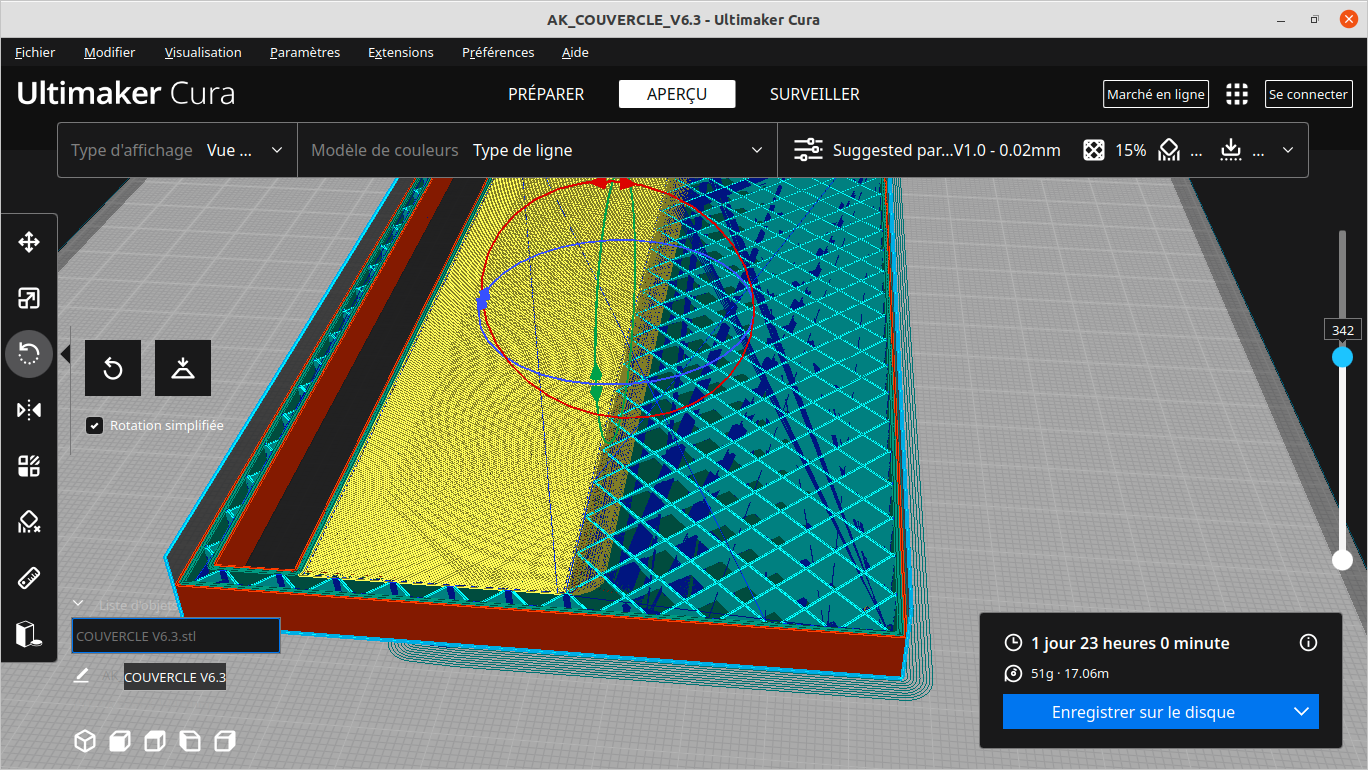
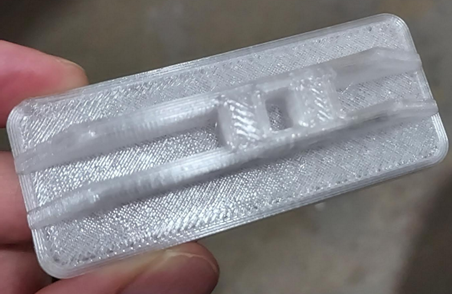
il semble que initialement, l'objet ne se trouve pas exactement parallèle au plateau (le plan X,Y) il doit y avoir un truc du genre 0.05° d'angle de donc lors du tranchage avec une haute de couche fine ( en dessous de 0.28mm ) le trancheur n'a pas d'autre choix que de l’approximer en plusieurs niveau. Ici juste après chargement de l'objet, sans aucune rotation, j'ai demandé une découpe avec une hauteur de couche de 0.02 mm pour bien "visualiser cette pente" ... Le fait que la bordure de la 1er couche ne soit pas sur tout l'ensemble montre qu'il y a un petit angle qui fait que l'objet n'est pas exactement bien en contacte avec le plateau ... et donc quand on arrive a la zone en question ( là où tu parle d'un trait qui en fait est un changement de couche ... ) toujours avec une hauteurs de couche de 0.02mm j'en vois plusieurs donc le plan n'est pas bien parallèle au plateau. (il y a une légère pente ... )
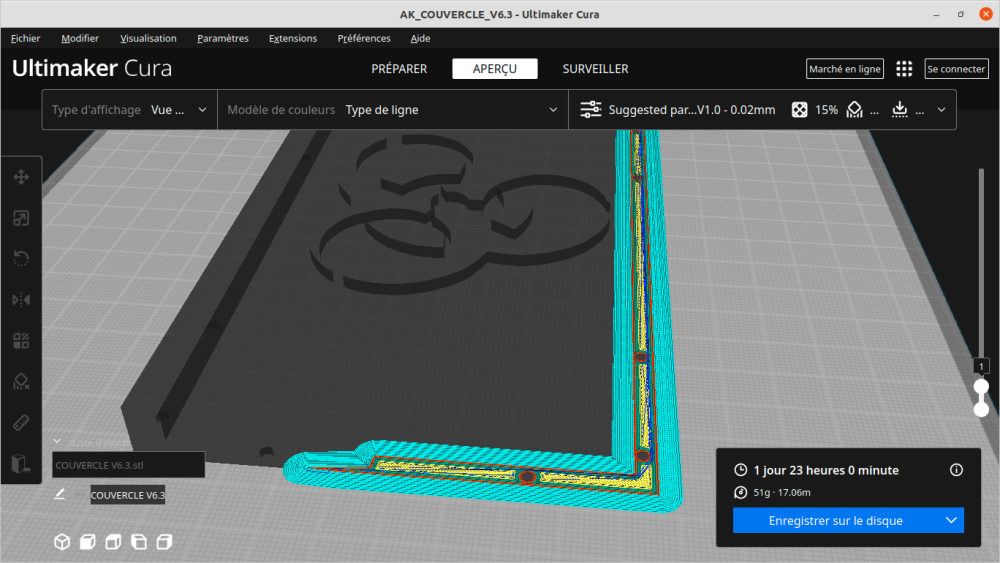
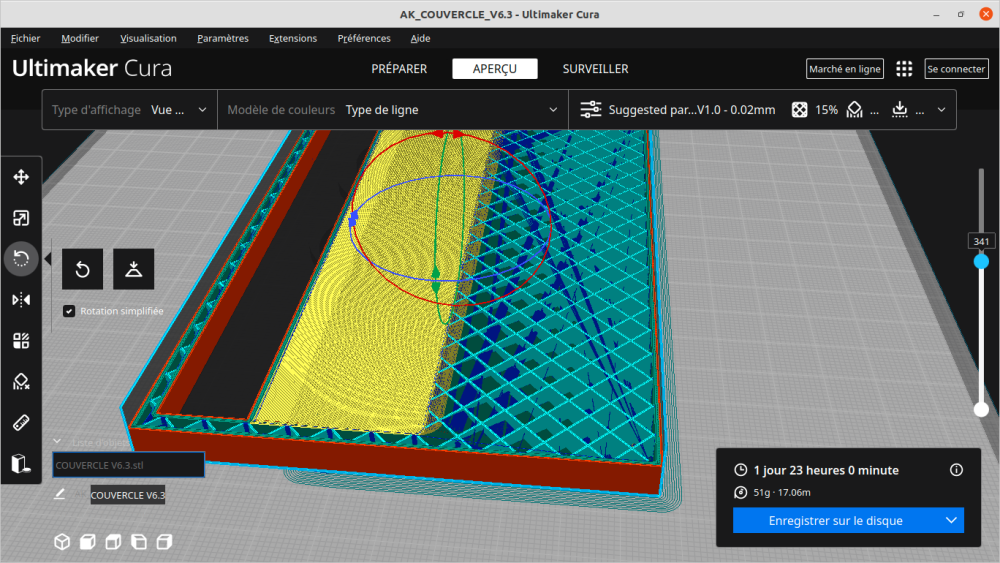
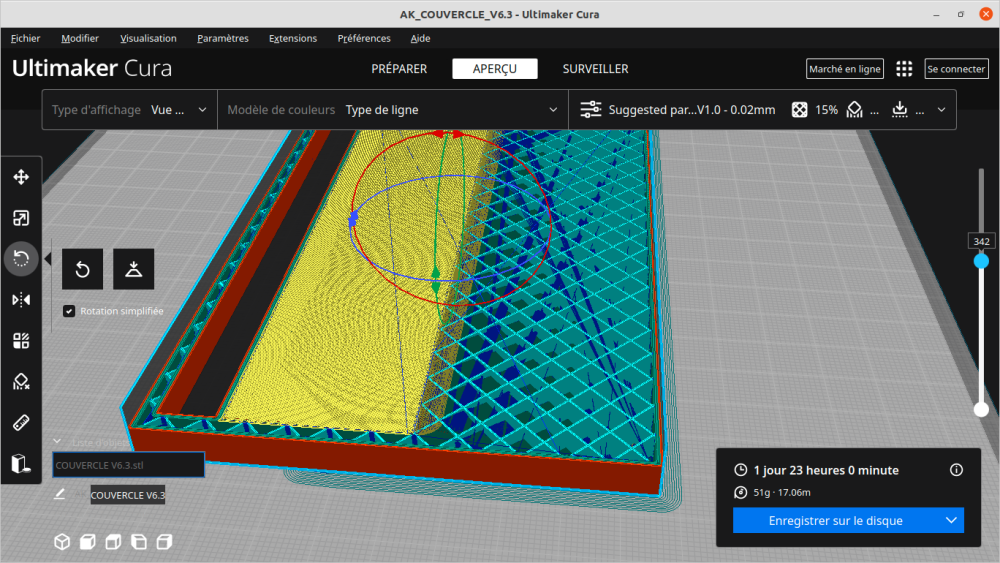 1 point
1 point -
Je suis comme les fosses : septique mais pourquoi pas. Ce qui me gêne c'est le procédé de transformation qui est certainement polluant vu qu'ils utilisent de l’aminoéthanol1 point
-
Contre toute attente, FLSun a déjà fait mieux que la Super Racer avec la FLSun V400 qui est encore plus grande, plus rapide et plus précise ! https://www.lesimprimantes3d.fr/test-flsun-v400-20220904/1 point
-
C'est une vyper pas au point alors ? OK je sors ...1 point
-
Sur Delta il n'y a pas de reference X pour l'horizontale (Tours/moteur X), Y pour la profondeur (tours/moteur Y) et Z pour la hauteur (Tours/moteur Z) puisque sans calibration la tête ne sais pas où elle est (et FLSun n'en fait toujours pas avec la v1.4!?!). La calibration sert à définir les limites du volume de déplacement et d'avoir une référence XYZ. Elle peut-être plus ou moins poussée selon les option rajoutées au G33. La méthode de FLSun est d'ajuster/corriger cette hauteur de référence (qui sert aussi pour d'autres calculs de déplacement) de la Delta au lieu de corriger l'espace entre la buse et le lit (Z_OffSet de la sonde). Tout ceci contribue à avoir une hauteur Delta qui reste fixe en logiciel mais dans la pratique nous avons cette hauteur qui diminue selon la température de travail. Ceci est du à la dilatation du lit (quelques dixièmes de millimetre) selon la chaleur que vous demandez pour travailler et provoque une diminution de cet espace et donc ces frottements pendant le déplacement de la tête.Cela se produit aussi avec le changement de filament (PLA silk, PETG, etc). L'ajustement du Z0 n'est pas corrigé par rapport à l'offset de la sonde qui restera fixe(16.2) mais par rapport à la hauteur de l'imprimante (méthode FLSun). Donc en pratique, vous aurez un bon résultat d'impression juste apres les procédures de calibration et de réglage de Z0 mais les suivantes se dégraderont au fil de l'usure de fonctionnement. De même que l'ajustement du Z pendant les premières lignes (BabyStep) sera reporté sur la hauteur Delta au lieu d'ajuster l'offset et l'impression suivante ou la coupure de jus vous raménera à un soucis de hauteur dans les déplacements. En conclusion vous pouvez diminuer ce problème en effectuant une VRAIE calibration Delta (G33) à la température de travail de votre filament et ensuite effectuer un nivellement mais tout ceci sera à refaire lorsque vous changerez la température du plateau et/ou le type de filament. Voilà, j'espère que je t'ai éclairci sur le fonctionnement du Delta. Donc si tu veux un Delta sans restriction, soit tu remplaces l'écran STOCK ou soit tu bascules sous Klipper sans l'écran. Merci et heureux de constater que certain ont compris le bon fonctionnement d'un Delta et le gros avantage du nivellement UBL.1 point
-
Pour ceux qui auraient encore des doutes sur la nécessitée de changer le PTFE d'origine :1 point
-
Oui, mais regarde ce que ça fait (à partir de 3'50)1 point