Classement



Contenu populaire
Contenu avec la plus haute réputation dans 21/12/2022 dans Messages
-
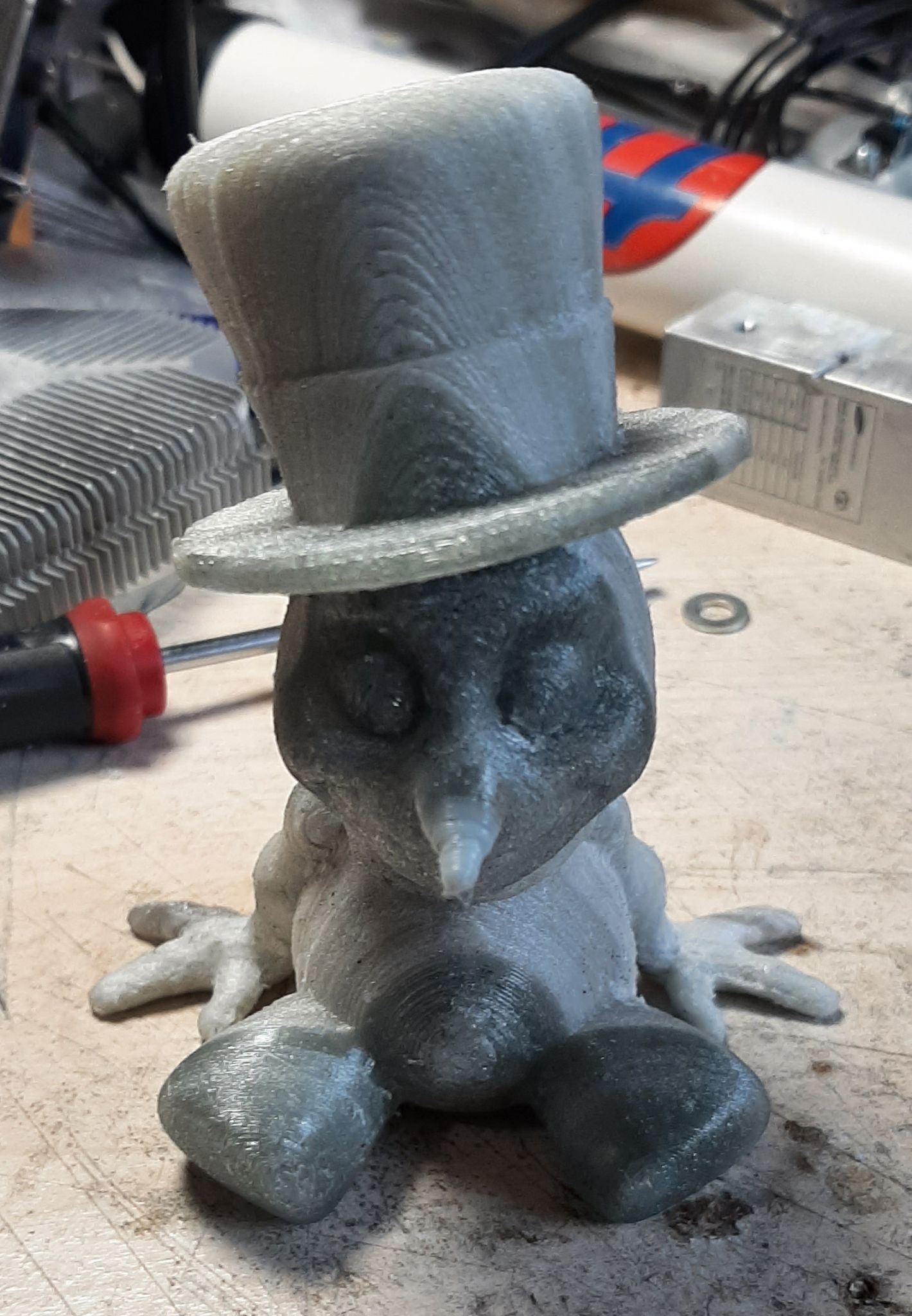
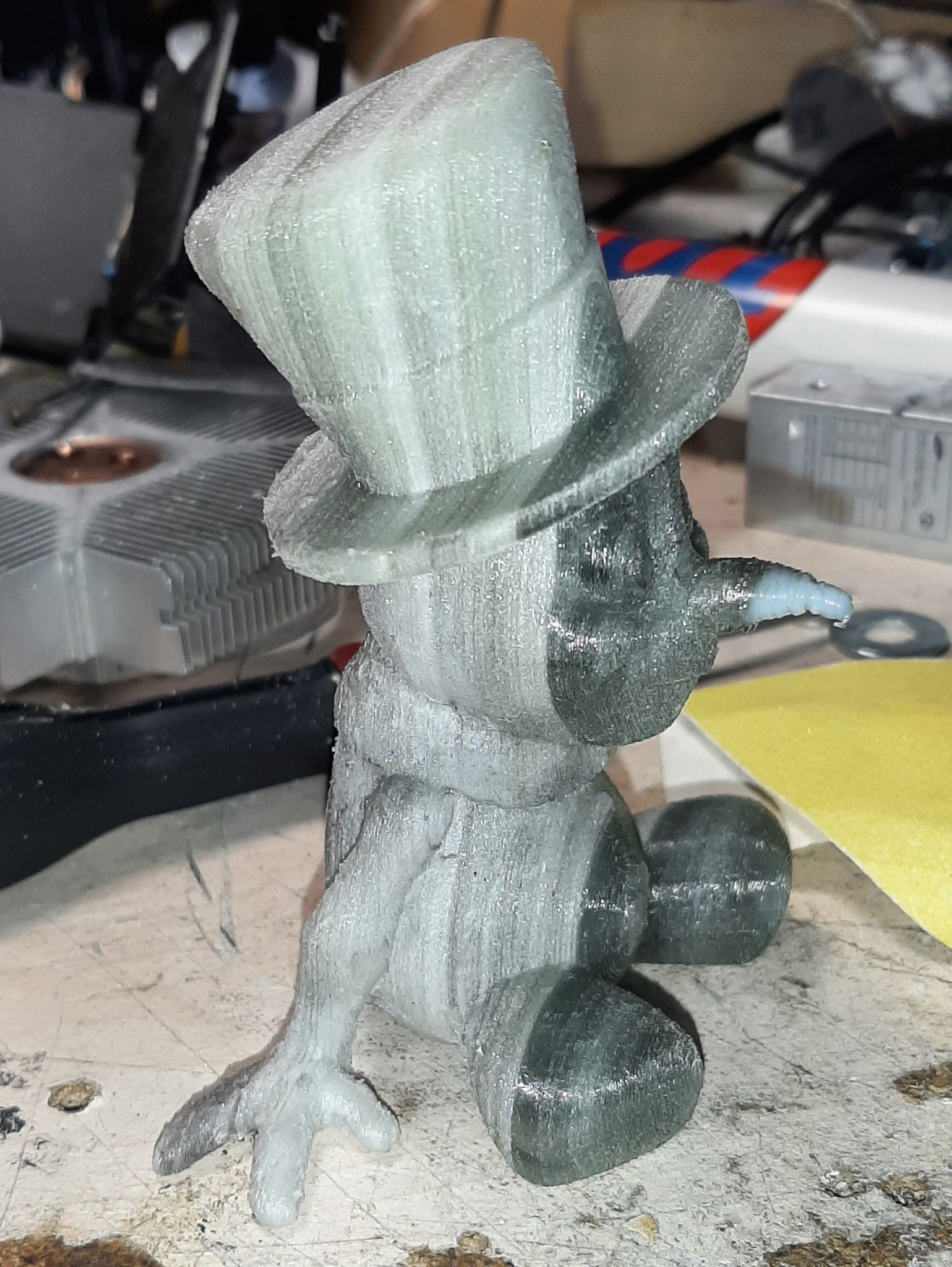
Salut à tous, Étant certainement le post le plus surveillé actuellement j'en profite pour vous faire la présentation d'Ice-Tea, le nom n'a rien à voir avec le fait que ce soit un bonhomme de neige, cet objet est imprimé à 90% avec du filament fabriqué à partir de bouteille d'Ice-Tea, les 10% restant sont d'une bouteille de limonade d'où le petit montage avec la bouteille, le petit sapin derrière est lui imprimé avec des bouteilles de Perrier même s'il a quelques défauts il fait sympa sur la photo, vous avez plus d'infos sur le processus dans ce post; un petit clin d'oeil à ceux qui participent au sujet et le font avancer. je voudrais par ailleurs profiter du message pour remercier les admins, car on ne le fait pas souvent et sans eux, le forum n'existerait pas et sans celui-ci pas d'échange, d'entraide, de super concours comme celui-ci et beaucoup d'entre nous serait encore en galère. Pour en revenir au modèle, il est représentatif d'une beauté de notre planète que nous devons prendre soin, sans être un écolo j'essaye par petit geste de faire un peu ou plutôt de polluer un peu moins en commençant par le recyclage, je poste egalement une photo du modèle avant peinture pour les curieux. Pour ceux qui ont lu en entier, merci et pour tous, bonne fêtes de fin d'année. lien vers le modèle:https://www.thingiverse.com/thing:4873875


 10 points
10 points -
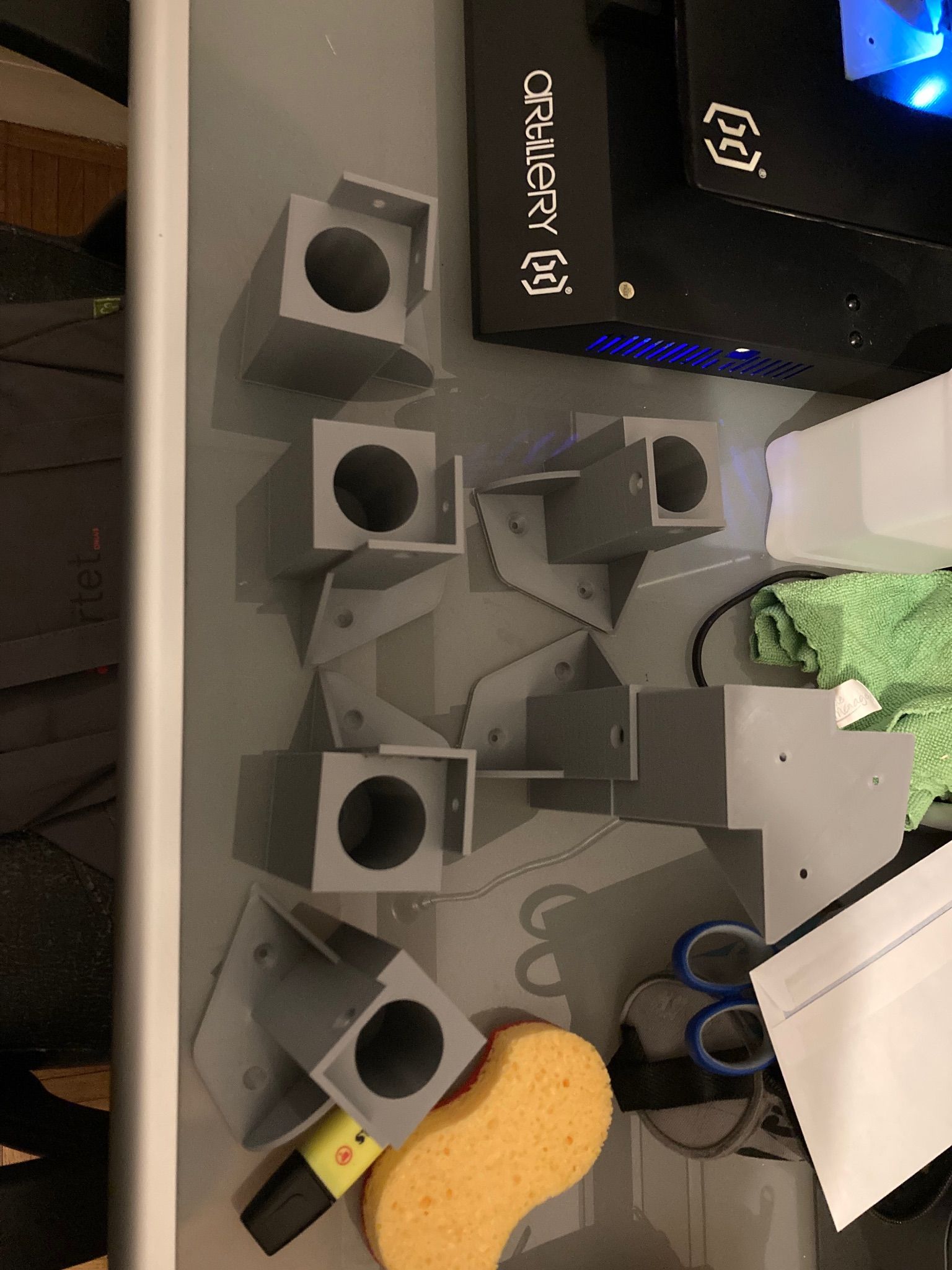
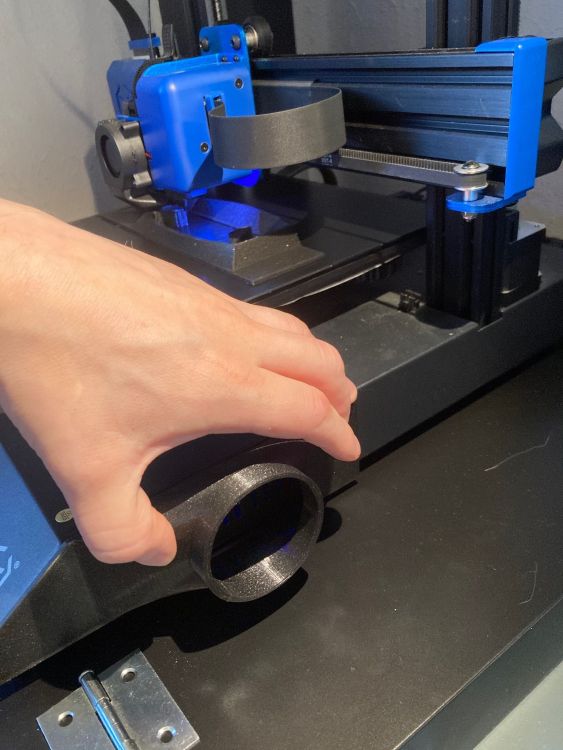
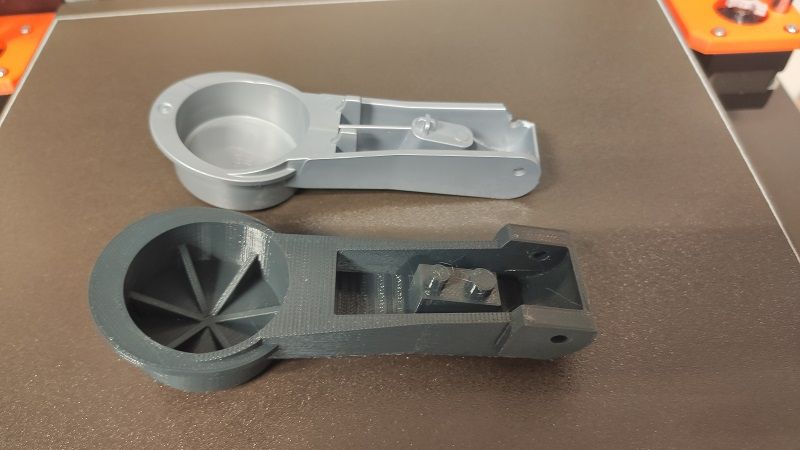
Participation avec l'aide de ma Sidewinder X2. Elle m'aide à travailler. Le print n'est pas réellement la produit final mais je trouvais ça intéressant de montrer la production d'outils (pour Noël évidemment) Du coup voici la V1 de mon gabarit de sucre d'orge en cuir pour Noël (ceux qu'on peut voir sur les photos) PS: Je print déjà une V2 pour que le gabarit marque mieux le cuir et que ce soit plus simple à presser (une imprimante résine serait parfaite pour les détails )
.thumb.jpg.4ab49dc095991b05af890be8d9bd1e22.jpg)
 5 points
5 points -
Jeune étudiant qui ne peut se permettre d'acheter un sapin de Noel, mais avec un petit dessin moderne on peut quand même se débrouiller à rester dans l'ambiance de Noel. Parfait pour glisser les quelques cadeaux de la collocation ! Le STL est ici : Sapin moderne.stl Bonnes fêtes à tous

 3 points
3 points -
Très chouette Sinon, pas très citoyens tes mini locataires...hey, ho, ho, c'est pas Versailles ici !3 points
-
Je n'ai pas eu le temps la dernière fois, mais je voulais mettre d'autre photo du lithophane coloré partiellement ou sans coloration. Je dois avoué que j'ai toujours de la peine à me décider sur le meilleures rendu. D’abord, le litho éteint (oui, c'est moche): Ensuite, allumé sans coloration: Puis avec une coloration partiel: Et enfin complétement coloré: Voilà, j'aurai voulu éditer mon premier post, mais trop tard!


 3 points
3 points -
Aller je vais participer au concours Li3D.fr moi aussi, Voici quelqu'une de mes impressions pour noël ce sont tous des cadeaux pour les gamines ou amis de mes filles, Ici on retrouve "La chose" pour ma grande pour servir de stand pour sa montre (on la peindra ensemble après noël), 2 Den Den Mushi avec couche d'après à l'effigie de Luffy et de Zoro (les épées sont en séchage de la couche d'après) de One Pièce, nous avons aussi un thrall que je dois peindre encore. Et le dernier Un Goku en Super Sayan 4 qui est fini (j'ai un Bu et un Jiren qui sont en cours d'impression donc on les verra pas ici). Alors ce ne sont pas des décos mais des cadeau a offrir, mais j'ai aussi imprimer quelques déci des petit sapin et boules de noël, mais je voulais juste mettre une seule photo assez simple. J'espère que sa vous plaira et que vous me mettrez des j'aime
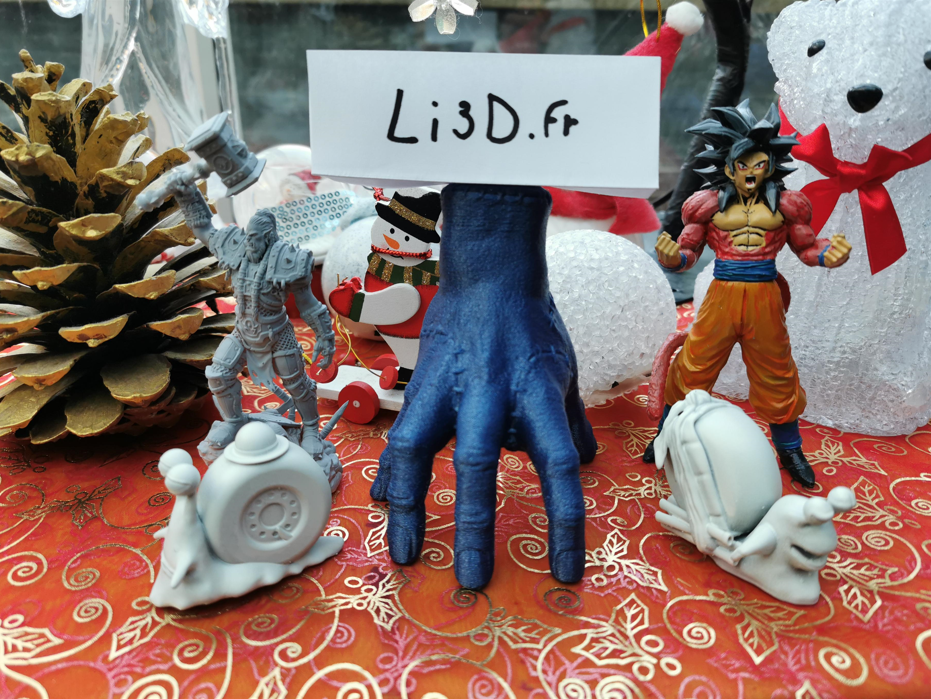 3 points
3 points -
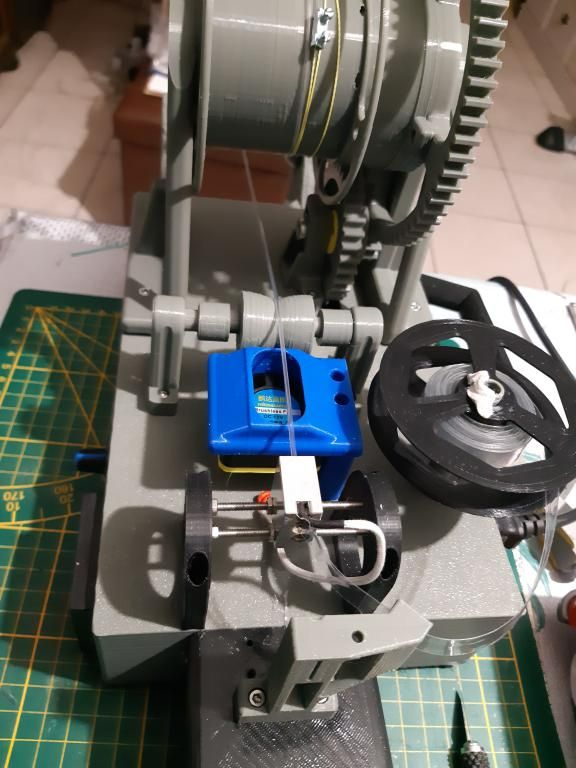
Oui je vends mes conseils c'est plus évident car sans consignes d'utilisation c'est un peu galère pour la vidéo désolé par défaut la parution est au 22/12 je ne sais pas comment modifier la date de parution Oui j'ai vu cette vidéo est programmée pour le 22 /12 je la supprime pour en créer une autre ! Je ne sais pas comment corriger la date de parution ? La vidéo de la machine PET Voici la première impression du Moai Criitaline ! voici les paramètres d'impression j'utilise Ideamaker température extrudeur 260° Température du BED 80° Vitesse 40mm/s Rétraction 1.5mm vitesse 30mm/s Ventilation auto à 40% Ø du filament 1.6mm débit 115% Nota les éclats de la lumière ont tendance à accentuer une apparence de défauts mais l'aspect est très lisse au touché Le prochain test je colorise le filament avec un marqueur de couleur
 2 points
2 points -
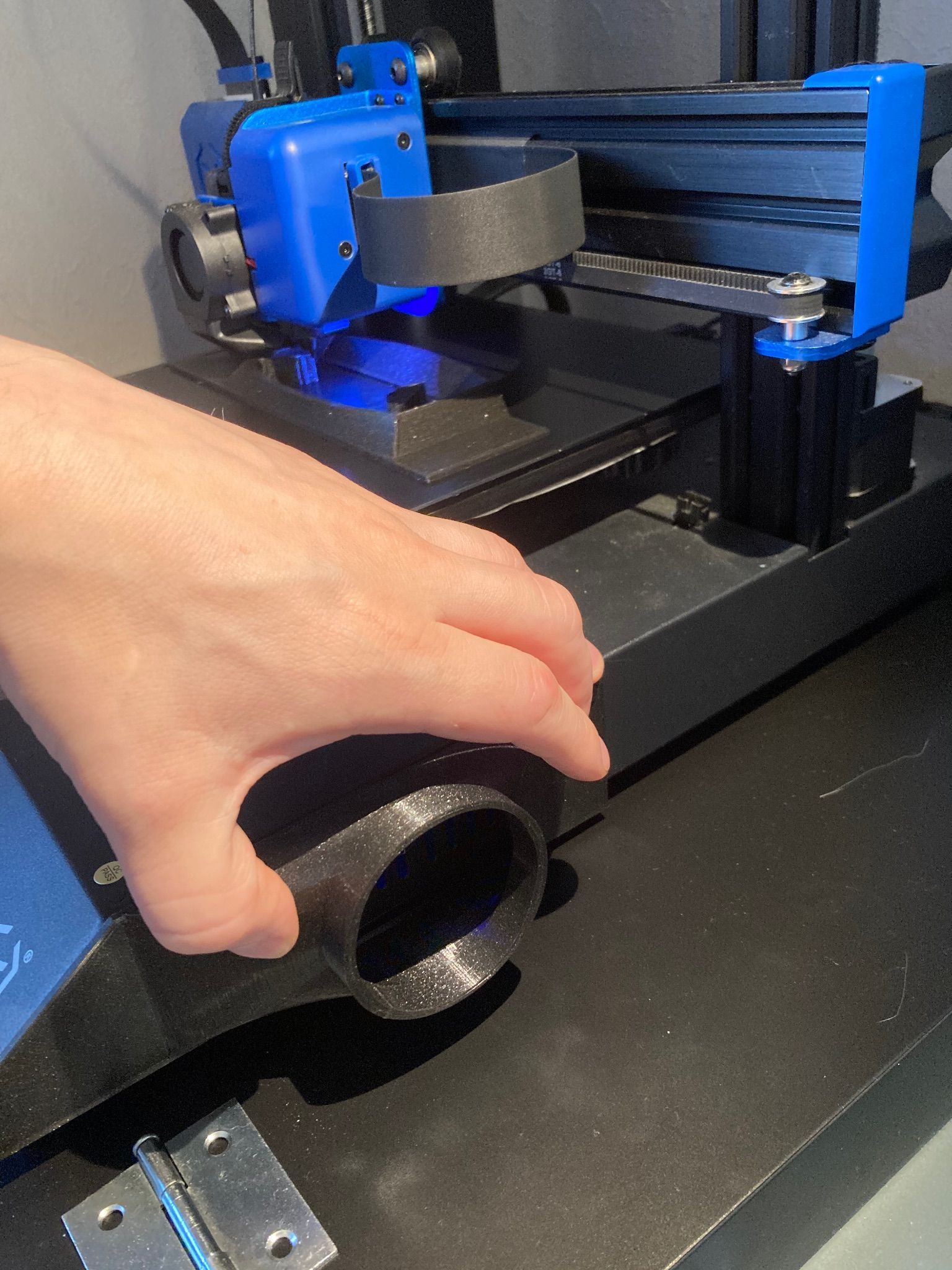
@pat30 super çà fonctionne ! j'ai étagé l'alésage de la buse la partie filetée interne; premier perçage Ø3.5 sur 10 mm ensuite Ø3.2 sur 3mm ensuite Ø3mm sur 2 au total 15 mm de perçage. Pourquoi je n'arrivais pas à extraire le filament : la raison est simple il faut ternir un résonnement que ce n'est pas une fusion mais un filage de la bande PET pour obtenir un tube de Ø 1.6 mm environ Il faut une température constante de 200° pour la buse Méthode pour réussir ! 1 Il faut démarrer avec une buse froide 2 réaliser une épingle d'insertion de la bande PET (faire une coupe en biseau de la bande très fine au départ hauteur 1.5 mm) 3 insérer cette épingle de la bande à froid et s'assurer que l'extrémité sorte d'environ 5 mm 4 mettre en chauffe à 200° 5 avec une pince plate tirer doucement sur le petit bout qui dépasse 6 tirer pour obtenir une longueur d'environ 5cm 7 couper la partie fine et bloquer l'extrémité du filament dans un domino d'électricien dépourvu de son isolement 8 régler la vitesse du tambour pour obtenir une cote proche de Ø 1.7mm (Ø 1.68 obtenu) Conclusion ma méthode initiale n'était pas bonne La vidéo de la machine
 2 points
2 points -
Découvrez ce que @vap38 a pensé de la Creality Ender 3 S1 Pro et de son enclosure pour imprimer en filaments spéciaux ! https://www.lesimprimantes3d.fr/test-creality-ender-3-s1-pro-20221221/2 points
-
Bonjour une communication d'Artillery firmware mise a jour pour les TFT : TFT Firmware 3.2.6 est maintenant disponible dans la section téléchargements de notre page officielle. Correction de bug : l'extrusion involontaire lors de la reprise de M600 est réparée.2 points
-
Quelques photos de plus de mon petit bonhomme de neige surnommé ICE-TEA , j'ai pas mal joué sur la temperature pendant l'impression, je pense qu'on doit pouvoir descendre à 250°C, la fin etait à 255°et c'est déja mieux Les supports sont asssez pénible à enlever mais pas impossible, il faudra que je change les réglages de ceux-ci pour voir si ont peut améliorer. Etonnant d'avoir autant de difference de couleur alors que la pièce est imprimée avec quasiment les mêmes bouteilles, temperature??? Pour la photo du modèle fini j'ai fais un peu de pub à ce sujet, c'est ici que ca se passe, d'ailleur un petit like serait sympa de votre part .


 2 points
2 points -
pas depuis l'ecran tft directement non, mais via fichier Gcode (et tu fais comme si on voulais lancer un print) ou via un Pc en USB via pronterface. Car tu n'as pas les fonctions annexes dispo sur le firmware BTT sur le firmware Artillery2 points
-
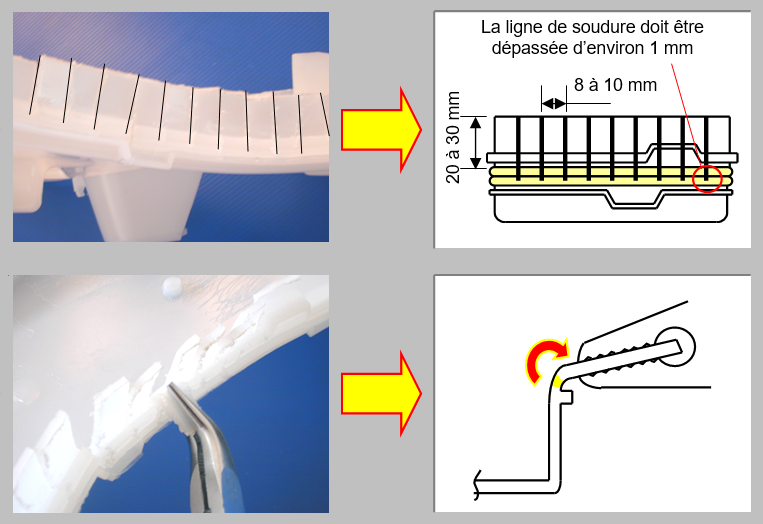
En peu de temps et seulement avec quelques personnes le dispositif a bien progressé, bravo. Il reste le problème de la soudure. Le principe de la soudure miroir est fiable, mais il demande un respect des réglages pour obtenir un bon résultat. - Il faut une lame chauffante à la température de fusion de la matière à souder. - Il faut presser les deux filaments sur la lame jusqu'au début de la fusion (donc naissance d'un bourrelet sur chaque fil) et très rapidement retirer la lame et presser les deux parties, il faut vraiment former un boudin autour de la soudure, c'est la preuve que les molécules se sont bien mélangées. Le problème que vous allez rencontrer c'est la faible inertie thermique de pièces aussi petites donc il faut aller très vite. Comme exemple, pendant des années, nous avons soudé tous les réservoir FAP des Peugeot 406 et Citröen C5. Ce sont des pièces classées sécurité. le couvercle est soudé sur tout le tour et les trois raccords sont également soudés. Chaque réservoir (environ 1200 par jour durant des années) était testé en étanchéité. Toutes les huit heures de prod, nous faisions en contrôle destructif sur tout le pourtour de la soudure (une opération très chiante). Matière: PEHD blanc ou noir

 2 points
2 points -
Bonjour à tous, mes dernières créations... Hi-Han hauteur 23 cm... Celui là a une grosse tête, il a fallu augmenter la densité de remplissage du corps pour qu'il ne pique pas du nez... Quelque chose d'un peu différent...mais toujours modélisé avec Blender.






 2 points
2 points -
Bonjour, Je vous suis depuis longtemps, mais je n'avais jamais fait l'inscription sur le forum. Je vous présente un très gros print qui était tout d'abord pour tester le volume et la vitesse hallucinante de la Flsun V400 (une fusée, seulement 4h pour ce print). Pour ceux qui veulent tester, le sapin est imprimé en 400%, il fait 40cm de haut. (lien https://www.printables.com/pl/model/322627-christmas-tree ) Ensuite c'était aussi pour faire plaisir à mon fils qui s'éclate avec son nouveau jouet ! Je vous souhaite à tous de bonnes fêtes de Noël ! Des bisous !!

 2 points
2 points -
Bonjour à tous, voici ma contribution. Une petite boule de Noël lumineuse à poser ou à accrocher au sapin Je vous souhaite de passer d'excellentes fêtes de fin d'année.

 2 points
2 points -
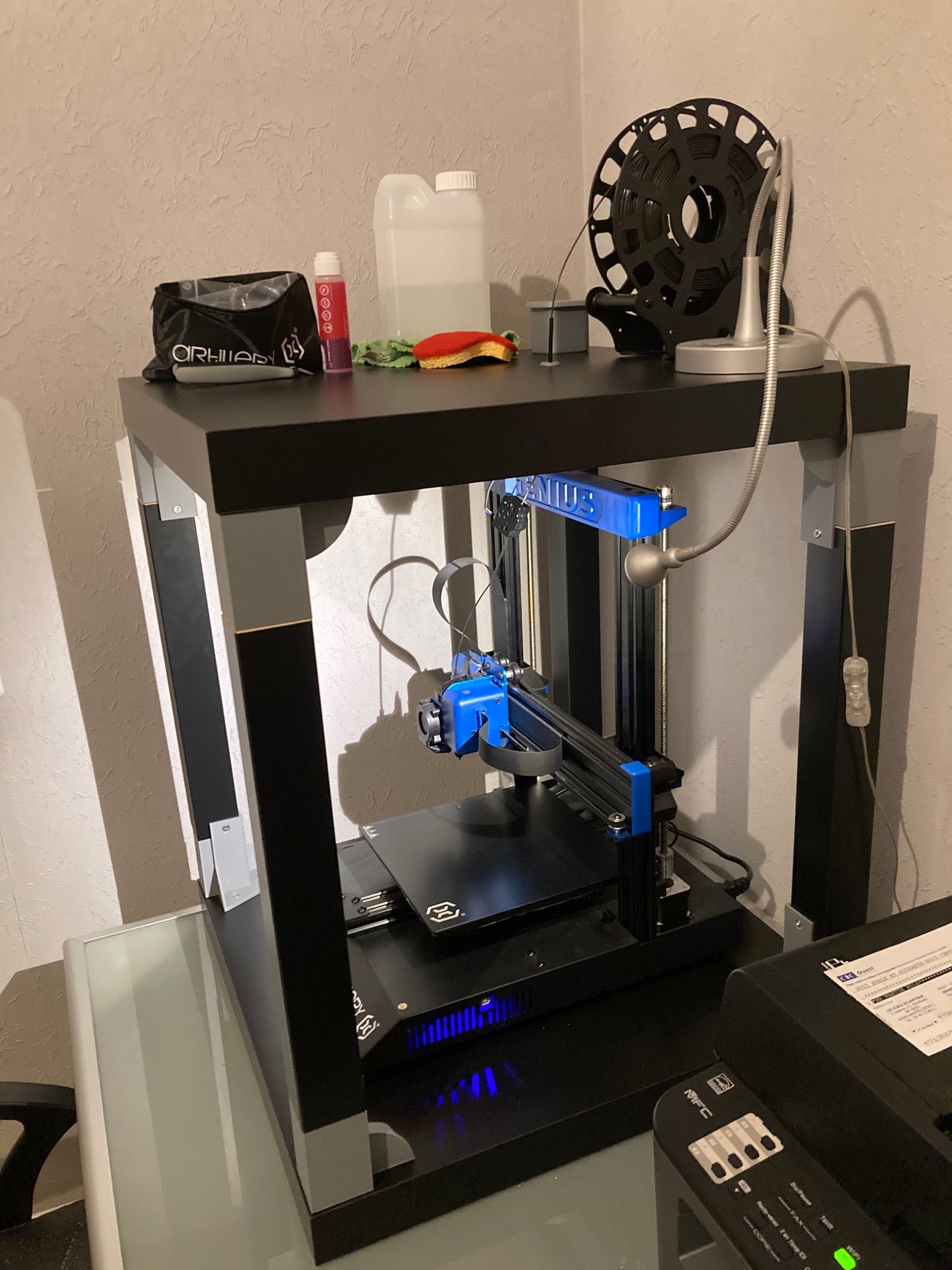
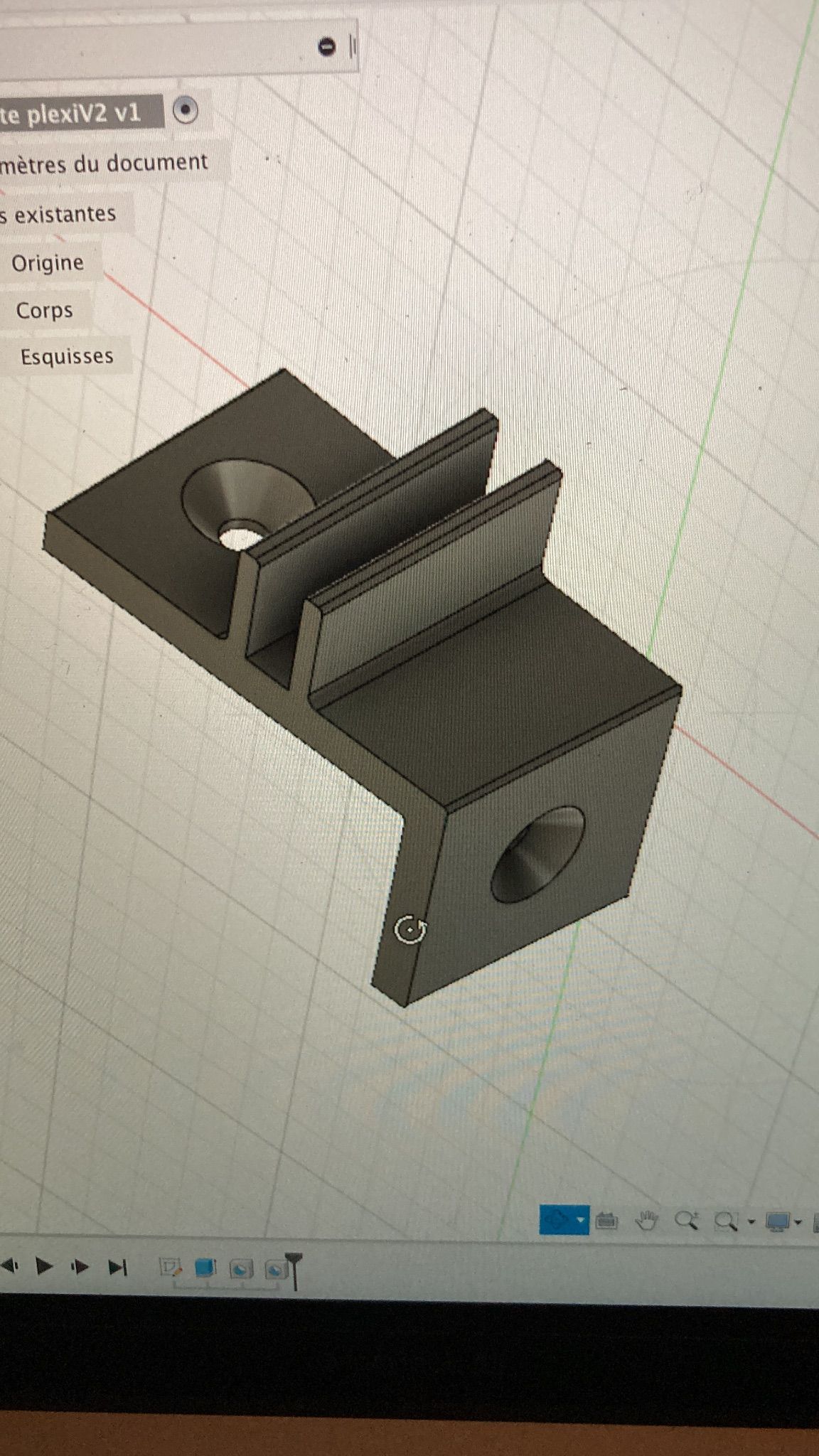
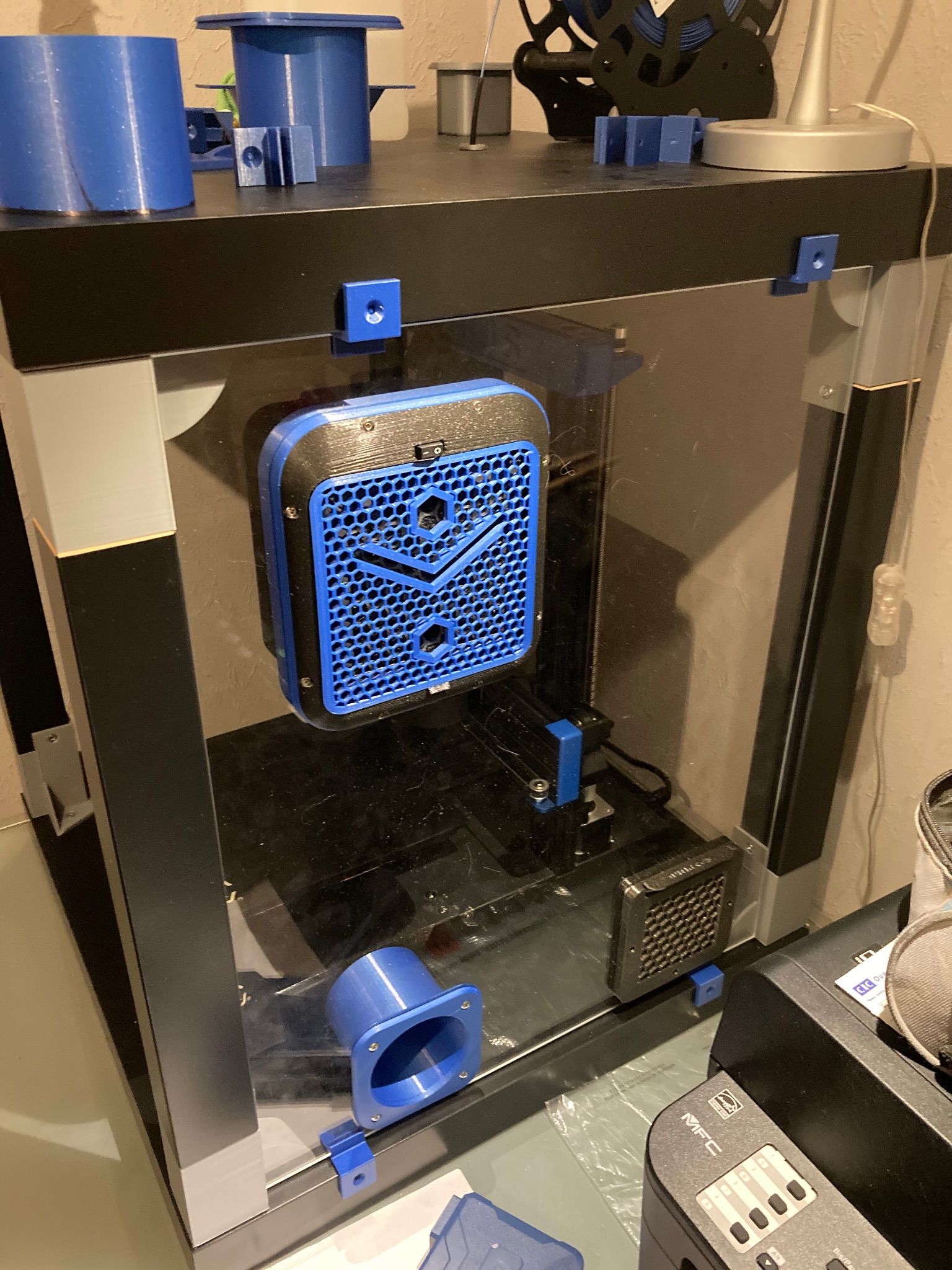
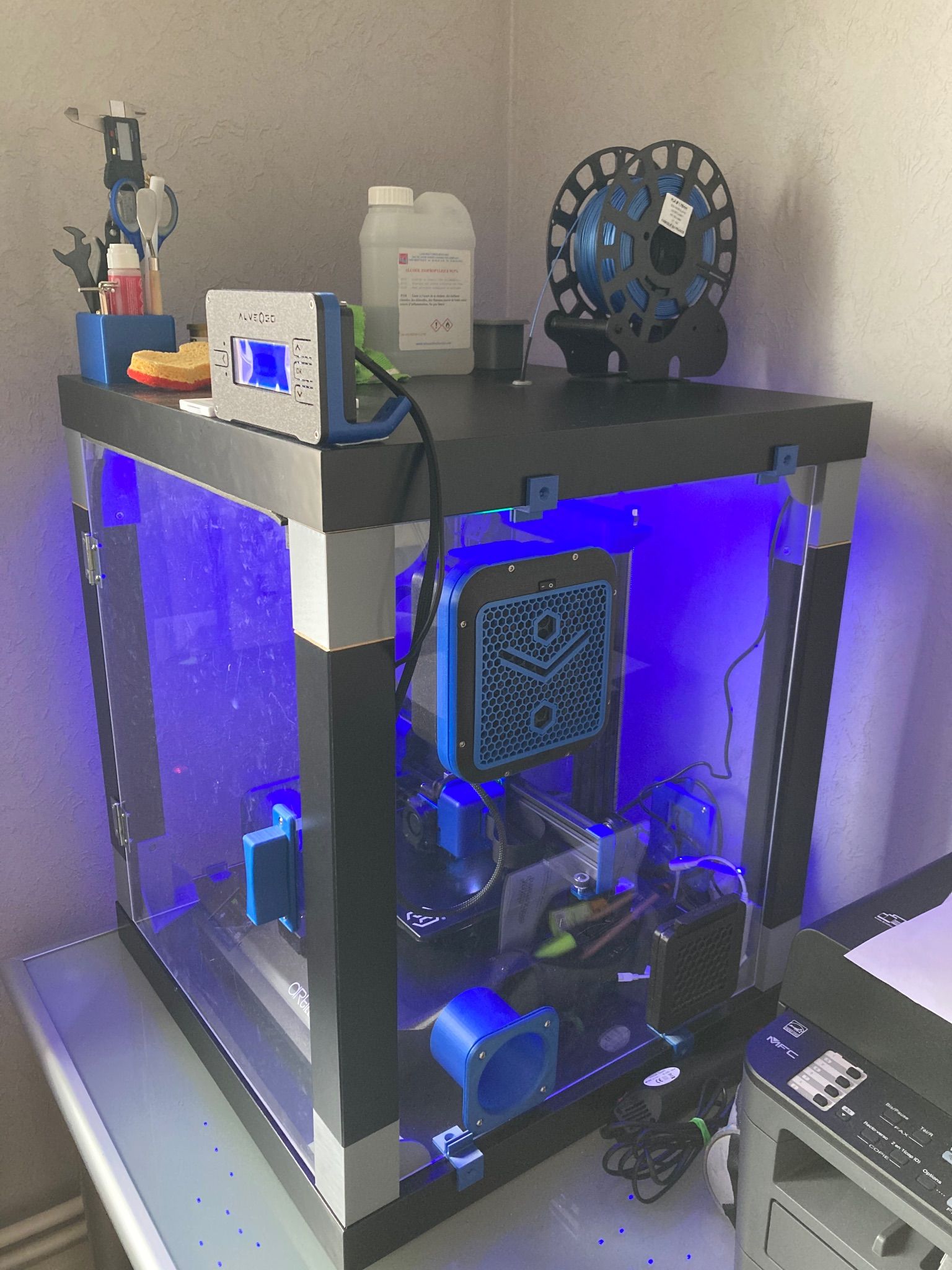
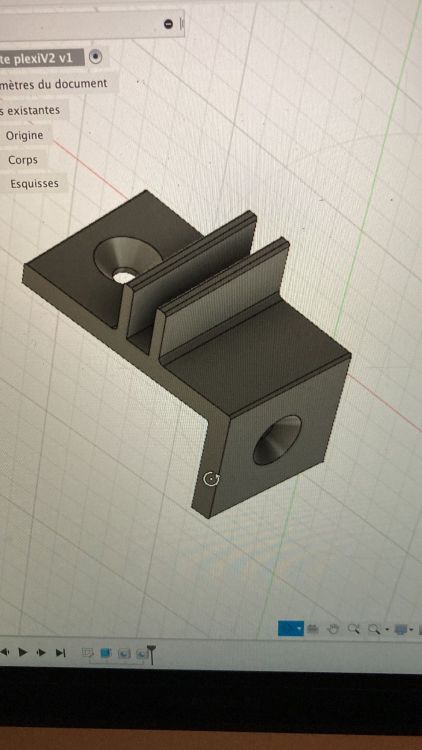
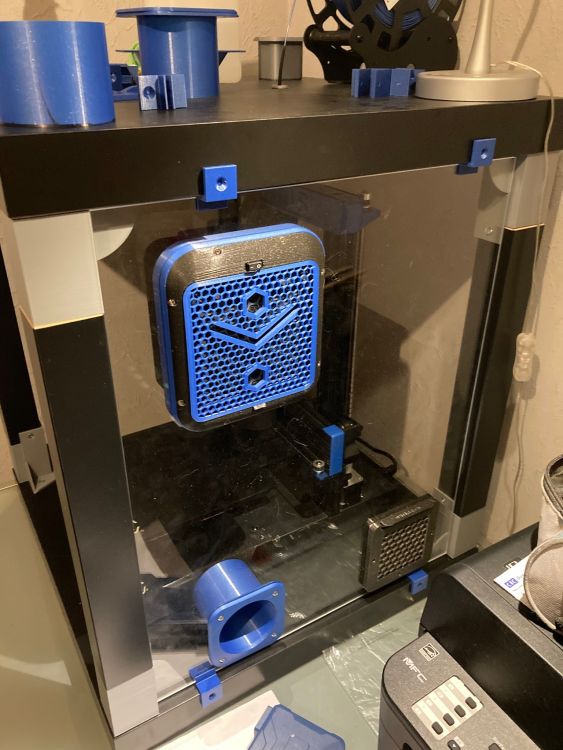
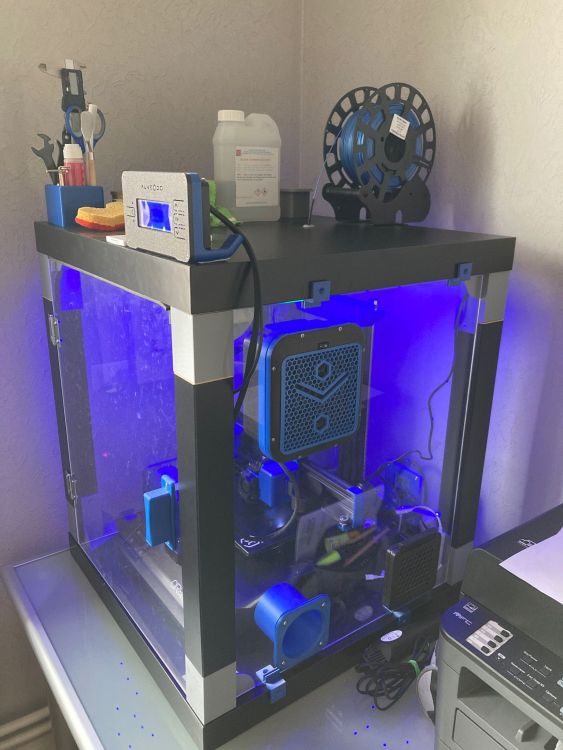
Bonjour à tous Come promis dans ma présentation je vais rapidement vous faire part de mon expérience pour la fabrication d’un caisson maison sur mesure pour mon Artillery Genius Pro. J’avais besoin de me lancer dans l’impression de l’ASA pour des pièces techniques extérieures et j’avais vu qu’il n’était pas possible de le faire sans caisson. Vivant dans un appartement je ne voulais pas non plus polluer l’air ambiant ayant vu que cette matière rejetait pas mal de nanoparticules et de Cov toxiques. J’ai donc pas mal regardé ce qui se faisait et ai décidé de me lancer avec comme base 2 tables Lack Ikea. Il faut savoir que je n’ai pas forcément limité mon budget et que celui que je vais vous montrer coûte finalement un peu cher principalement à cause du système de filtration que j’ai pris chez Alveo3d et du plexiglass dont le prix a énormément monté ces derniers temps. Celui ci coûte donc à peu près 250 euros… J’ai décidé de concevoir toutes les pièces nécessaires sur Fusion 360 et de les imprimer bien sûr moi même. Tout d’abord il a fallu faire des réhausseurs car la hauteur de la table n’était pas suffisante. J’ai tout de même décidé de laisser la bobine en dehors. J’ai souhaité que le système électrique soit tout de même alimenté en air frais il a donc fallu créer des pièces pour relier les ailettes de ventilation à l’extérieur du caisson. J’ai du acheter 4 plaques de plexiglass sur internet aux dimensions qui correspondaient à mon caisson. J’ai choisi du plexiglass extrudé de 4mm car il est plus facile à travailler. Compter 70 euros pour les 4 plaques. J’ai choisi des dimensions un peu plus petites pour être sûr que ça passe il a donc fallu concevoir des petites cales. J’ai ensuite dû découper les entrées d’air la ventilation et le passé cable d’alimentation a l’arrière dans le plexiglass (Dremel et perceuse à colonne quasiment indispensables) S’en est suivi le montage final de l’excellent système de filtration associé à son contrôleur. Pour la porte 2 charnières en acier et une poignée sur Fusion 360. Fin du montage avec un petit bandeau de led pour l’éclairage. pour faire plus propre j’ai conçu des petits passe cable. et le résultat final Bonne journée à tous!









 1 point
1 point -
Ça se précise ! Si j'ai bien compris ce qu'ils ont dit sur le Prusa Live d'aujourd'hui, les machines de la dernière phase beta test ont été expédiées : Et une autre photo de Joseph sur Twitter :
 1 point
1 point -
J'ai donc coupé le cordon du transfo 12V 2A pour le raccorder sur l'arrivée du 24V de la carte-mère ce soir. Déjà 1h d'impression maintenant et aucun problème. Wait & see...
 1 point
1 point -
Yesss, la persévérance paye toujours , je suis bien content pour toi, après quelques bouteilles tu le fera même à chaud. N'hésite pas à poster tes résultats de fil. Par contre y a un problème avec ta vidéo.1 point
-
Génial Et maintenant qu'il fonctionne il est toujours à vendre ton système Encore bravo pour vos réalisations @+ JC1 point
-
je ne comprends pas bien ton utilité, du placo j'en ai bouffé pendant quelques années, il existe des centaines d'accessoires de montage ou truc et astuce de poseur mais là je comprends vraiment pas ce que tu veux faire...1 point
-
Celle qui relie l'axe X au chassis, la verticale1 point
-
Le comportement se modifie sur l'imprimante directement, dans le deuxième onglet du menu vertical puis dans Print options : Par contre effectivement je ne comprend pas trop pourquoi ils ont fait ça, je serai curieux d'en connaître la raison.
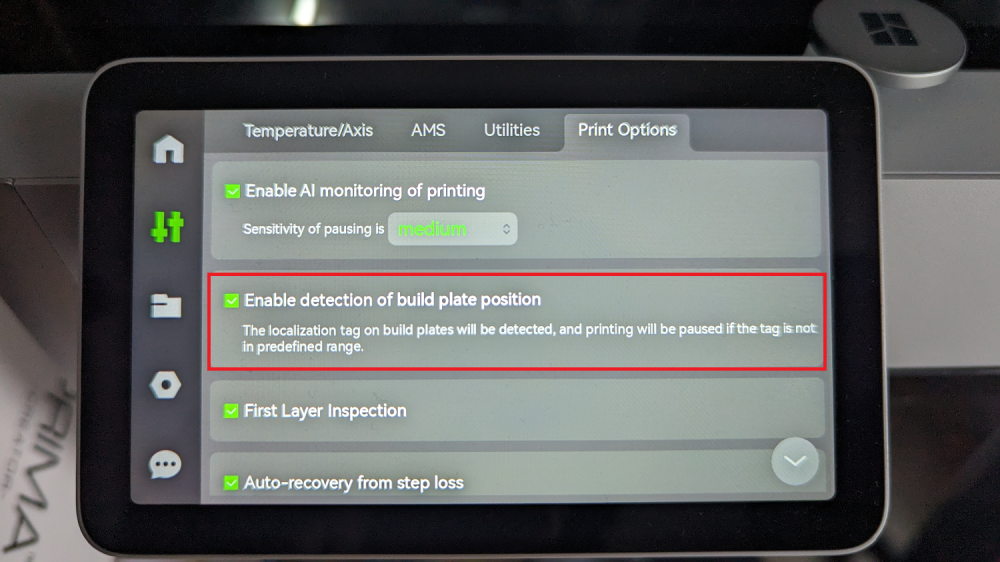 1 point
1 point -
Oui le linear advance est bien présent, la seule chose que tu ne peux pas gerer via le firmware TFT d'origine est la fonction M600 qui imposera de mettre le firmware TFT artillery pour utilise leur emulation, ou passer par octoprint ou encore changer d'écran. Pour le reste j'ai configurer les même options.1 point
-
Bonjour voici un lien : comment régler l'extrudeur https://docarti.fr/calibration-de-lextrudeur-1/1 point
-
Retour d’un client, oui filament-abs très bons filaments (principalement le sakata 3D pour moi) en PLA PETG et TPU. Et service client au top. J’ai aussi de l’ASA Optimus que j’avais acheté en promo mais ça warp trop sans caisson (ce qui est normal), donc j’attendrai de finir la Voron pour avoir un avis dessus. Apres c’est du filament un peu plus cher que des prix standards de filament mais c’est globalement du bon moyen de gamme et haut de gamme. Après si c’est pour faire des figurines je partirai sur d’autres marques moins performantes mécaniquement.1 point
-
En effet je pensais à un remplissage à l'intérieur, mais à voir uniquement si ta pièce présente une faiblesse plus tard. Pour l'ajouter il faut remplir ta pièce dans fusion 360. Cura convertira en remplissage 30% selon tes paramètres. En tous cas, beau travail pour une pièce bien fonctionnelle ! A+1 point
-
Eau bouillante, aussi ça ramolli la bouteille pour arrondir et lisser les reliefs en gonflant, mais un peu de colle ne pause pas de problème...1 point
-
Salut @Viking27 le plugin GRBL fonctionne très bien ! Nous avons aussi la possibilité de commander à distance différents équipements comme le ventilateur, la lumière, le laser, l'assist air si nous intégrons le pluging enclosure. J'ai effectivement réalisé ce montage qui est très intéressant pour piloter à distance tous les équipements en ON et OFF. le pluging enclosure Voici les équipements pour cette utilisation. Une carte Arduino 4 relais Un Raspberry PI (3B ou 4B la dernière version) avec son alimentation 5 V Une pompe à air (assist air) Un ventilateur turbine pour extraire les fumées. Une barre de LEDS En conclusion ce plugin c'est top au niveau des services surtout pour la sécurité quand le Raspberry PI est équipé d'une caméra. Le câblage demande un peu de soins avec de la patience rien de compliqué. Ce qui est important c'est d'attribuer les adresses de commutations dans le Raspberry Pi pour commander chaque accessoires via les relais. Avec de la méthode et de la compréhension il est facile de configurer le plugin. le plus important ce qui fait le succès et la qualité de mes gravures c'est l'assist air plus la ventilation à dépression dans une enclosure qui accueil le laser. Le fait d'aspirer les fumées vers le bas les poussières et les résines volatiles sont aspirées vers le bas vers une sortie via un tube souple PVC de Ø80mm. Cette méthode évite de contaminer la pièce et les parties mécaniques du laser comme le ventilateur de la tête laser et les chemins de roulements. Bien entendu çà demande un peu plus de travail pour réaliser l'enclosure (j'ai les plans de l'enclosure c'est facile) enclosure.pdf A+ Francis1 point
-
Si vraiment il faut le faire, le white sphirit est au top, avec une goutte sur un chiffon ça part seul. Perso, quasiment aucune préparation, sur les bouteilles que j'ai traitées actuellement j'ai laissé le peu qu'il y avait, à voir en imprimant si ça pose un problème, ensuite il y a des bouteilles ou l'étiquette n'en a pas. Pour ceux qui suivent, un petit avant gout d'une première vraie impression, reste le post traitement à faire, demain si tout va bien (la magie des congés).
 1 point
1 point -
Merci pour les explications. J'imagine que je tape la commande M92 Exxx.x puis M500 dans pronterface ?1 point
-
En effet les industriels ne mettent pas de fichier en ligne surtout parce que, je pense, qu'ils ne produisent généralement pas de tels fichiers. En effet, on conçoit les pièces pour un procédé de fabrication donné, moulage, usinage ... ou impression. Si on conçoit une pièce moulée par exemple, on prévoit de la dépouille et le plan de joint du moule (souvent symétrique). Quand on fait de l'impression 3D, on tient, là aussi, compte du procédé. On cherche à éviter les supports, on ne conçoit pas la pièce symétrique mais la partie la plus large sur le "bed"... La conception a un coût, les fichiers STL auraient un prix. Ce que la loi pourrait toutefois exiger c'est que les plans cotés de pièces soient accessibles à ceux qui ont acheté l'appareil par exemple. Dans un monde idéal, la loi pourrait aussi encourager / rendre obligatoire la constitution d'une bibliothèque de fichiers STL et leur partage.1 point
-
Salut Voici un premier retour d’expérience sur les premiers mois d'utilisation de la MK3S+ du Fab Lab du boulot L'utilisation est principalement axée sur les réparation de pièces cassée et la réalisation de boîtiers ou autres accessoires pour des projets domotiques Nous sommes maintenant 3 personnes à savoir utiliser l'imprimante d'une manière autonome. Nous avons volontairement limité ce nombre pour éviter/limiter les risques de fausse manip ou de casse Même en possédant déjà une MINI+ j'ai été bluffé par la facilité d'utilisation de la MK3S+. Le direct drive facilite grandement le changement de filament. Il faut juste penser à changer le plateau Imprimante également très silencieuse et plus silencieuse que la MINI+. Et qualité d'impression au rendez-vous Pour la modélisation des pièces à imprimer l'idée est de coacher chaque participant pour qu'il modélise lui même sa pièce s'il ne la trouve pas prête à imprimer Pour le moment nous n'utilisons que PrusaSlicer. Nous allons tester Cura car déjà utilisé par d'autres membres du Fab lab Voici quelques exemples de ce que nous avons déjà réalisé Réparation d'une machine SodaStream. Le modèle a été trouvé sur le net -> https://www.printables.com/fr/model/166569-release-lever-for-sodastream-easy-indestructible Ce qui est intéressant dans ce projet c'est que tout d'abord la pièce imprimée a été renforcée sur sa partie fragile. Et le coût de revient est inférieur à 2€ alors que sur le net on peut la trouver à 20€ Réparation de casques JABRA que certains utilisent au boulot. Modèle également trouvé sur le net -> https://www.printables.com/fr/model/287518-jabra-evolve-65-mono-repair-part Là le gain est encore plus important. Le casque n'est tout simplement pas réparable ni pris en garantie par le fabricant. Pour quelques centimes nous les réparons Réparation du système de verrouillage d'une poussette Bébé Confort. Pièce modélisée sur Fusion 360 et renforcée pour une meilleure tenue. Imprimée en PETG La pièce est en cours de test sur la poussette Il y a d'autres projets déjà réalisés ou en cours comme des guides pour des portes de placards sur rail. Pièce également modélisées par l'utilisateur sur TinkerCad. Un poussoir pour un robot de cuisine Kenwwood introuvable car obsolète. Un boîtier pour une alarme connectée, etc... Donc pour le moment cette activité est un vrai succès et la MK3S+ remplie sa mission. Pourvu que ça dure.... @+ JC


 1 point
1 point -
@vap38 merci, tu prevois un modele par épaisseur? en parlant d'épaisseur, quelques chiffres: Oragina = 0.3 vichy = 0.4 Jus d'orange Joker = 0.4 ice tea = 0.2 Badoit= 0.31 point
-
Elle a de beaux yeux ta V4001 point
-
Bon allez je me lance, ne m'en veuillez pas d'être un peu minimaliste, mais je débute en I3D et malheureusement je n'ai que du fil noir (pour l'instant!) En tous cas, je vous souhaite à tous de bonnes fêtes de fin d'année... PATMON1 point
-
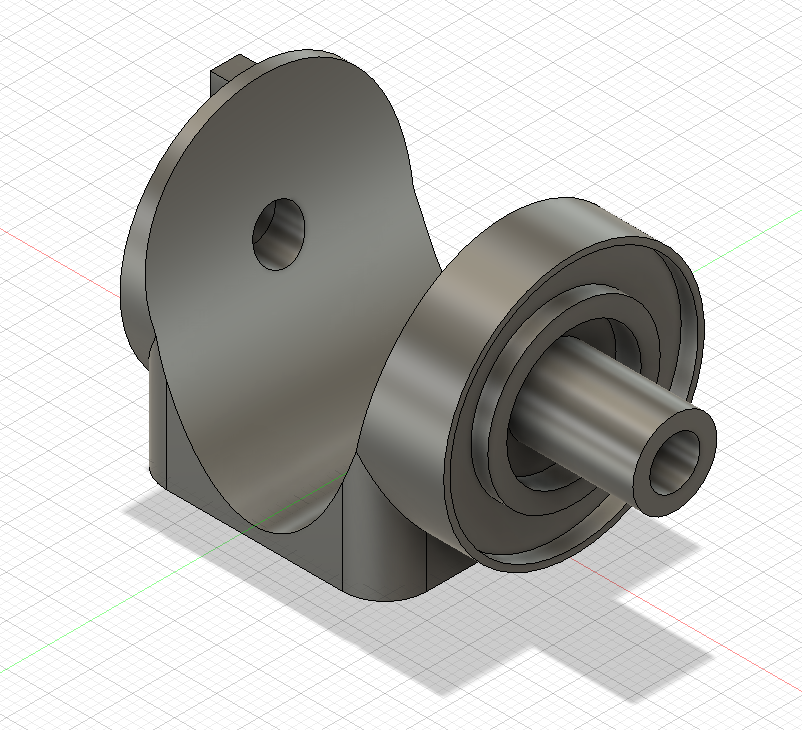
Oui @pat30dimension 8 x 22x7 mm voici un document PDF qui explique le montage avec le PDF. le roulement affuté fait 6 mm de hauteur les entretoises seront ajustées selon les cotes des roulements Il faut que les roulements exercent un contact serré entre eux pour obtenir une coupe parfaite. Il faut une tige filetée M6 pour maintenir la bouteille dans un plan vertical légèrement incliné vers l'arrière de 5° environ. (direction entrée du PET) coupe_PET.pdf guide 10mm.STL1 point
-
Lorsque vous faites des achats chez Hotends.fr n'hésitez pas à appliquer le code SYC57UYK_Li3D qui réduira votre facture de 10% (hors produits déjà en promotion)1 point
-
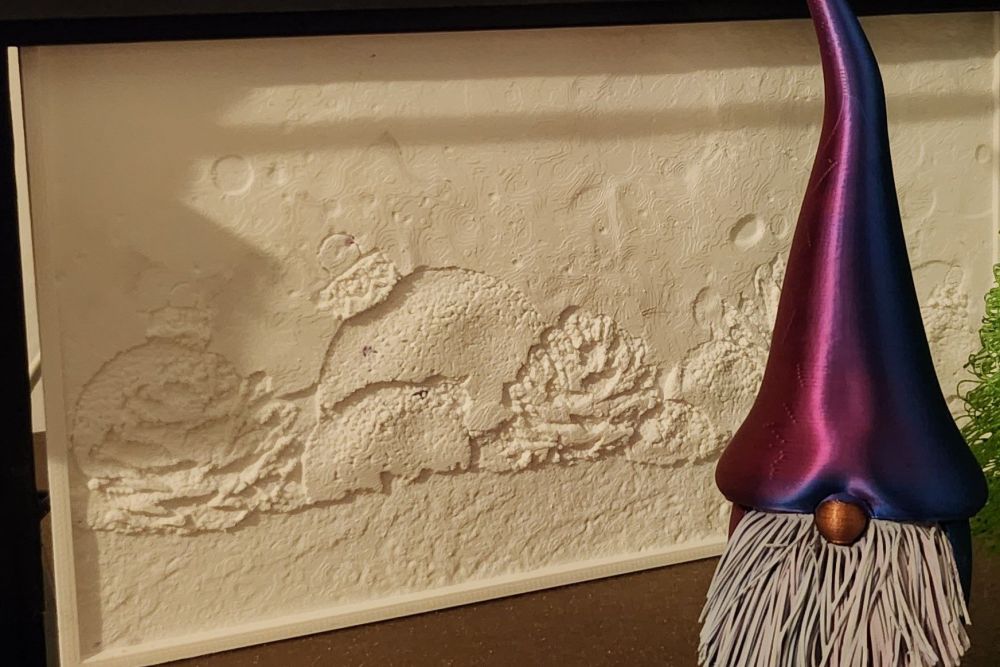
Hello! Alors voici mes petits prints de Noël! Avec: un sapin de noël et son étoile, Un petit Gnome (merci @Alpes86pour le liens , je le trouvais sympa) et un lithophane coloré. Le tout imprimé sur ma SX2. Joyeux Noël!
 1 point
1 point -
Bonjour à tous ! À mon tour de me lancer pour ce concours, un beau père noël coincé dans la cheminée (environ 28cm de haut) pour le bonheur de ma fille


 1 point
1 point -
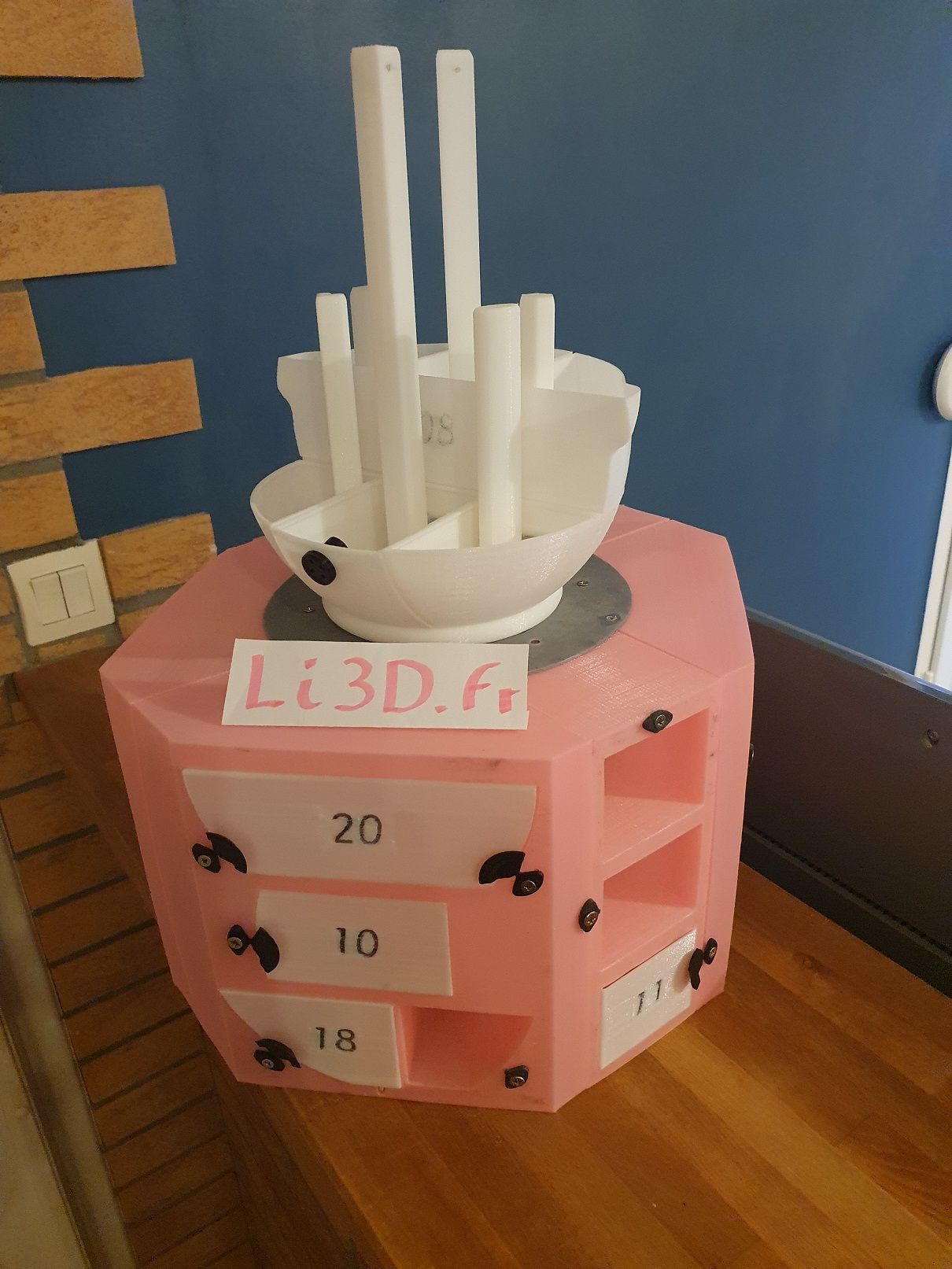
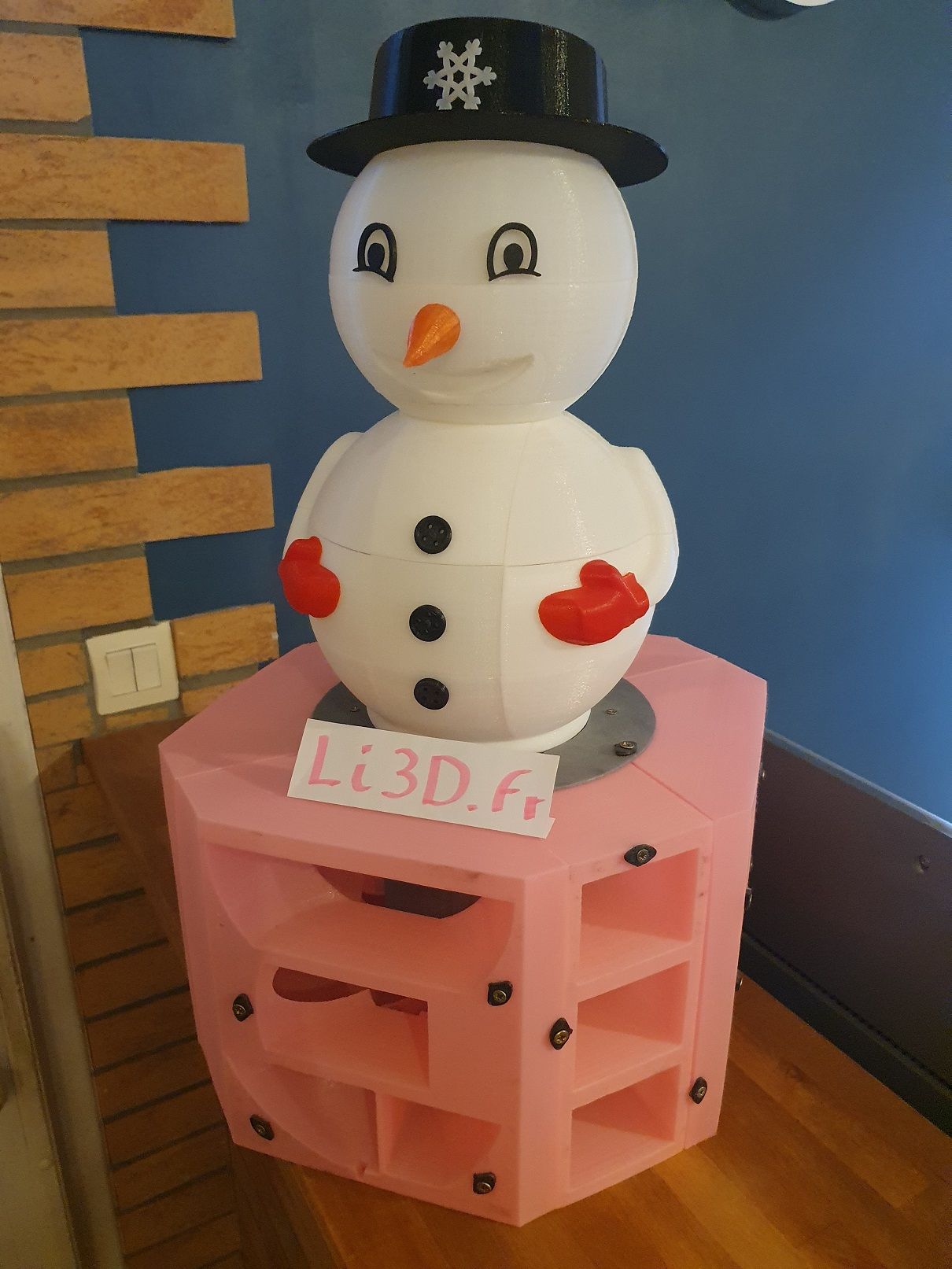
Bonjour Li3D.fr, Moi aussi je participe à ce concours avec mon calendrier de l'avent, 100% création maison. C'est un calendrier un peu différent des simples cases a ouvrir : chaque tiroirs renferment bien sure une surprise, mais au lieu de simplement récupérer le contenant des tiroirs, il faut enlever ces tiroirs et les déposer uns a uns sur un socle pour former petit a petit une figurine géante que je vous laisse découvrir en photo (attention le 24 décembre est spoiler ) . C'est très ludique pour les enfants, ils sont émerveillés devant l'avancé de la figurine et essai chaque jour de trouver ce que c'est . Jour 4 : J Jour 9 : Jour 16 : Jour 21 : Jour 24 : Pour les curieux, il y a plus de 100h d'impression, plus de 2Kg de PLA et surtout des heures et des heures de conception/modélisation. JOYEUX NOEL !




 1 point
1 point -
Ah OK c'est intéressant merci J'ai testé juste une fois le PET, j'imprime surtout en ABS pour les possibilités de finition et de collage avec l'acétone. Pour l'antiparasitage oui il faut parfois abaisser l'impédance d'un capteur On peut aussi utiliser du câble blindé ou des paires torsadées1 point
-
Bonjour à tous, nouvelle impression E.T. de Noël Bonne chance à tous.


 1 point
1 point -
Salut , je participe avec grand plaisir
 1 point
1 point -
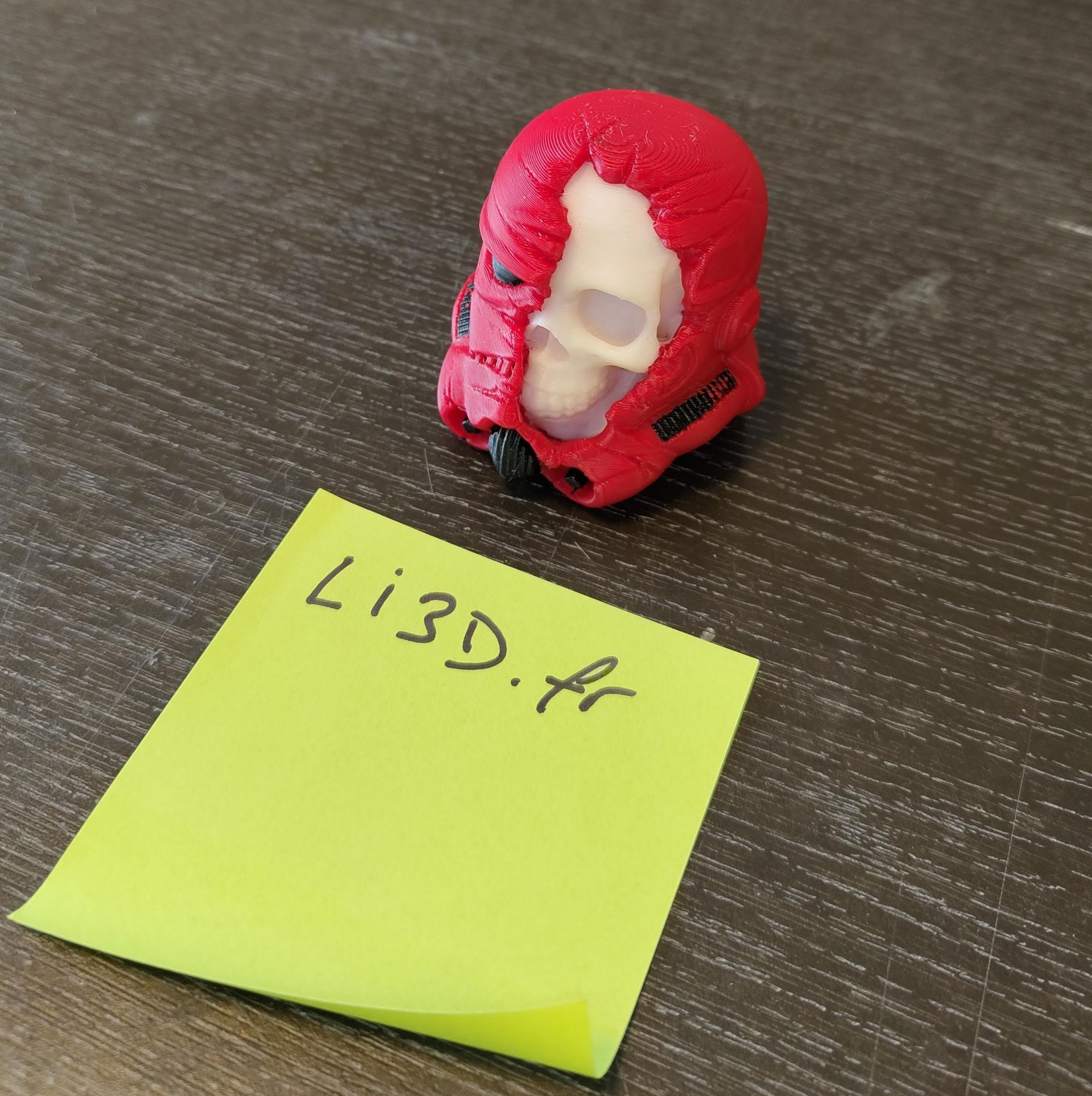
Salut, La couleur du casque pour l'ambiance de Noel ps: Je peux pas poster 2 sujets consecutifs donc je vais attendre un aute message pour remettre la premiere photo.
 1 point
1 point -
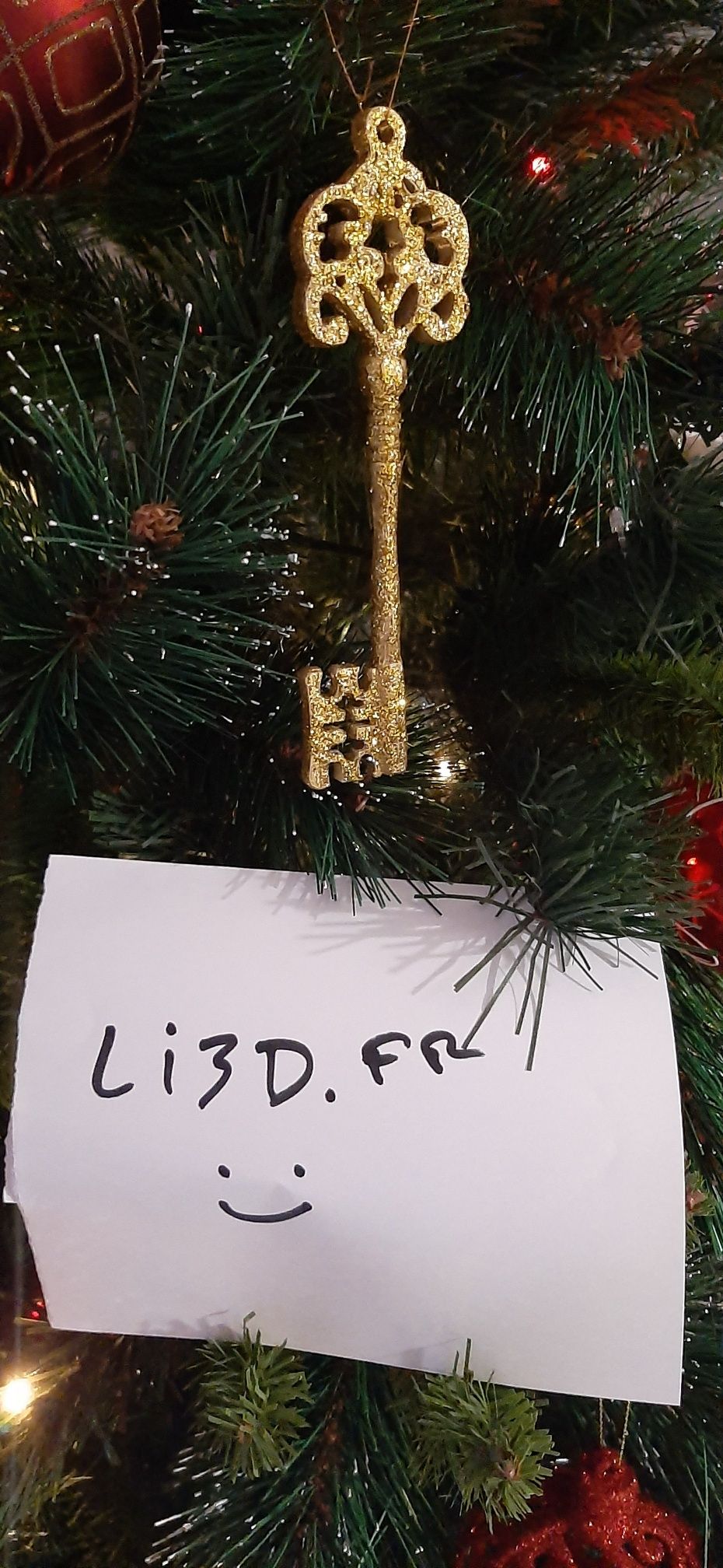
Salut à tous, un petit plus pour le sapin Ceci est un remix de cette clés elle est plus grande et plus épaisse que l'originale . Bonne chance à tous.
 1 point
1 point -
Bonjour, je n'ai pas de sidewinder, donc je ne peux pas te confirmer le bridage en température. Par contre, j'imprime presque exclusivement de l'ABS. Pour imprimer, je monte à 240° maxi pour imprimer à 100mm/s, à priori c'est 250° (260° max) pour les nylon de type PA-6 En upgrade plus que recommandé: Une enceinte, isolée ou chauffée, pour avoir une température ambiante constante (idéalement au dessus de 35-40°). Heatbraker full métal ou idéalement bi métal. Un bed pouvant monté facilement à 100-110°. Un bon plateau en verre (j'ai essayé 3 plateaux magnétiques, mais les surfaces d'adhérence se sont toutes décollées de la plaque métallique). Ensuite quelques conseils sur l'ABS: Pour l'adhérence sur le bed, je fais du jus d'ABS, j'ai 3 pots (un pour les couleurs sombres, un pour les couleurs blanche à rouge, et un pour les vert à bleu). Si tu fais un bed leveling à chaque print, il faudra que tu étales ton jus d'ABS après, mais gare aux émanations d'acétone si ton bed est chaud. Il supporte très mal les variations de température, donc il faut éviter d'ouvrir ton enceinte pendant un print. Il faut compenser la rétraction des pièces, je change l'échelle des modèles et la passe à 100.62%. Ne jamais essayer de décoller une pièce tant que le bed est au dessus de 50°. Il faut laissé tout le monde refroidir à son rythme. J'oubliai, il faut aussi améliorer le refroidissement des composants électroniques ou mieux tout sortir de l'enceinte pour éviter la surchauffe Et pour prévenir de tout claquage de carte mère, piloter le bed avec un mosfet.1 point
-
Bon alors pas mal de changement sur le projet J'ai complètement revu le fan duc car la version précédentes ne faisait pas un bonne ventilation et refroidissez trop hors de la zone. J'ai ajouté la possibilité d'avoir comme Bltouch un antclabs V3.1 (ou similaire) (Maj firmware et Model 3D) Réduction de la hauteur du capot (pour que la led éclaire plus) l'impression est enfin opérationnel :). Reste juste un petit réglage encore du flux mais c'est tout.1 point
-
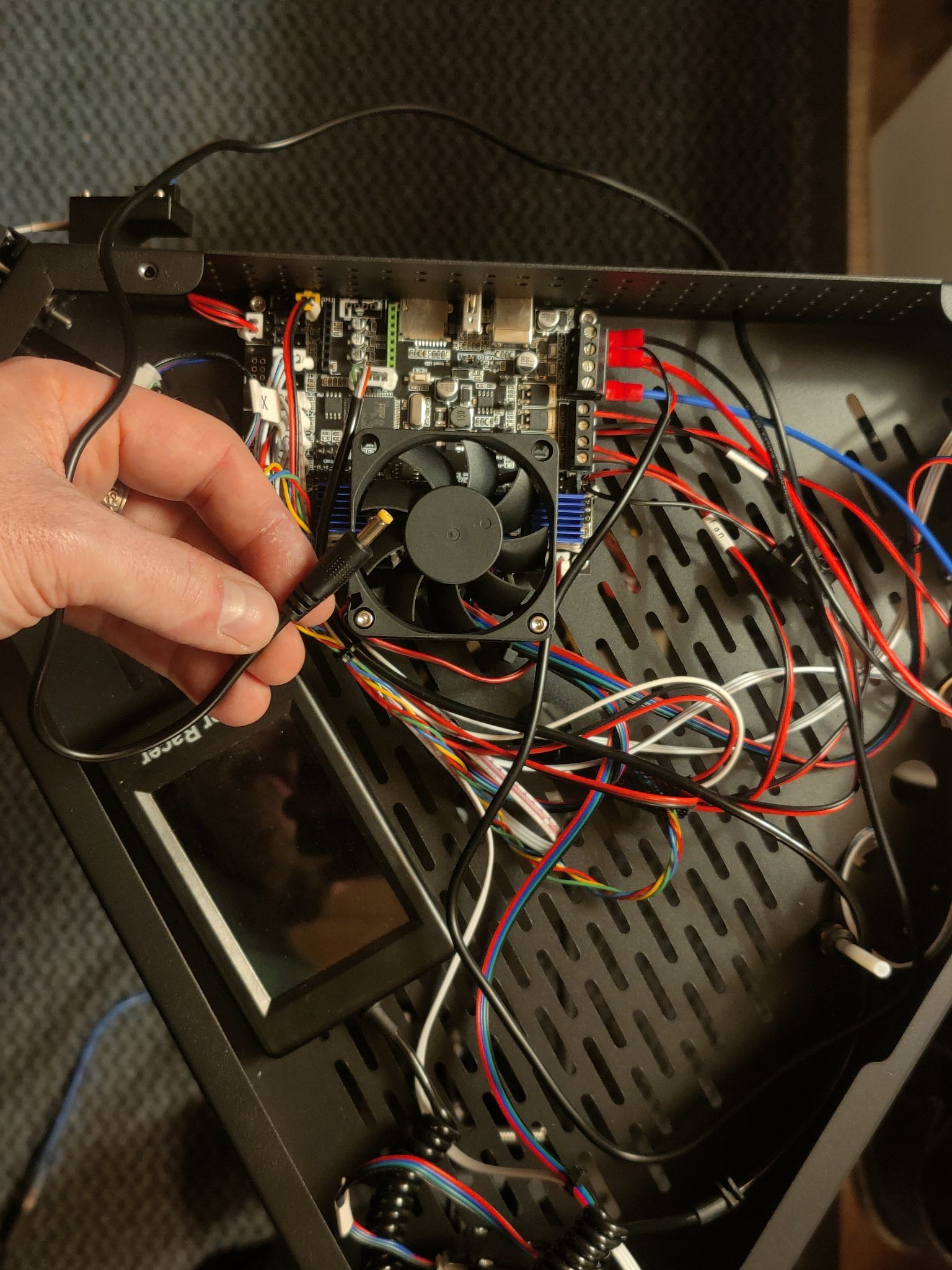
Généralement @Widpi quand on a ce genre de phénomène sur l'extrudeur c'est lié a 2 chose possible. - Un roulement du moteur qui ce grippe et qui crée une dureté sur l'axe moteur. - Ou alors une défaillance du driver (E0 sur la carte mère) moteur qui déconne en envoi pas assez de courant au moteur ce dernier saute alors des pas. La chose que tu peux faire c'est tester de permuter les drivers X et E, si le driver est bien le fautif tu auras plus aucun soucis avec l'extrudeur mais potentiellement des soucis sur l'axe X. Pour ce faire faut ouvrir le boitier de l'imprimante ramollir la colle chaude autour avec un sèche cheveux et retirer délicatement les 2 drivers et les permuter (le tous imprimantes hors secteur bien entendu). Voici en Rouge les 2 drivers X a gauche et E0 a droite
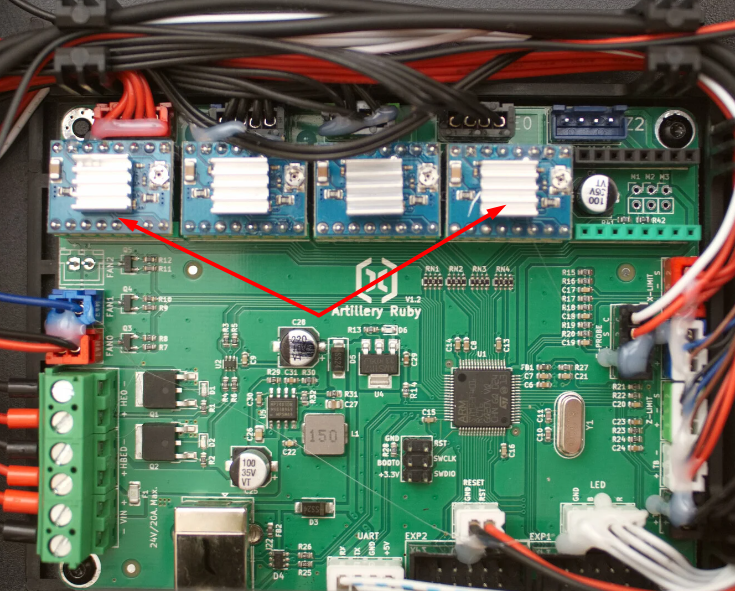 1 point
1 point



.jpg.fc637ed22202a8f33a9dbffd808a557f.jpg)