Classement



Contenu populaire
Contenu avec la plus haute réputation dans 22/02/2023 dans Messages
-
Bonjour, @Julien @mich0111 @Zep57 Voici pour se distraire un peu une vidéo Lamborghini Aventatdor hélas mon jardin est trop petit pour faire une démonstration convenable avec un RUN à grande vitesse. La voiture est très rapide et demande un pilotage sans faille car le poids du véhicule est d'environ 4 Kg. Toutes les pièces sont imprimées à 80% en PLA; PC Blend pour les engrenages; ABS pour des pièces proches du moteur qui chauffe; PETG Carbone pour les cardans et arbres de transmissions. Pas de soucis particulier mais cette voiture est assez difficile à imprimer; je ne recommande pas ce modèle pour des débutants. L'orientation des pièces demande une réflexion et une aptitude technique à gérer le Slicer pour des résultats de qualité . ouf c'est un beau véhicule qui techniquement est difficile à réaliser déjà par une multitudes de vis et de pièces à assembler.
.thumb.jpg.5ab6abfed30d5d338e890eb0df1e325e.jpg) 6 points
6 points -
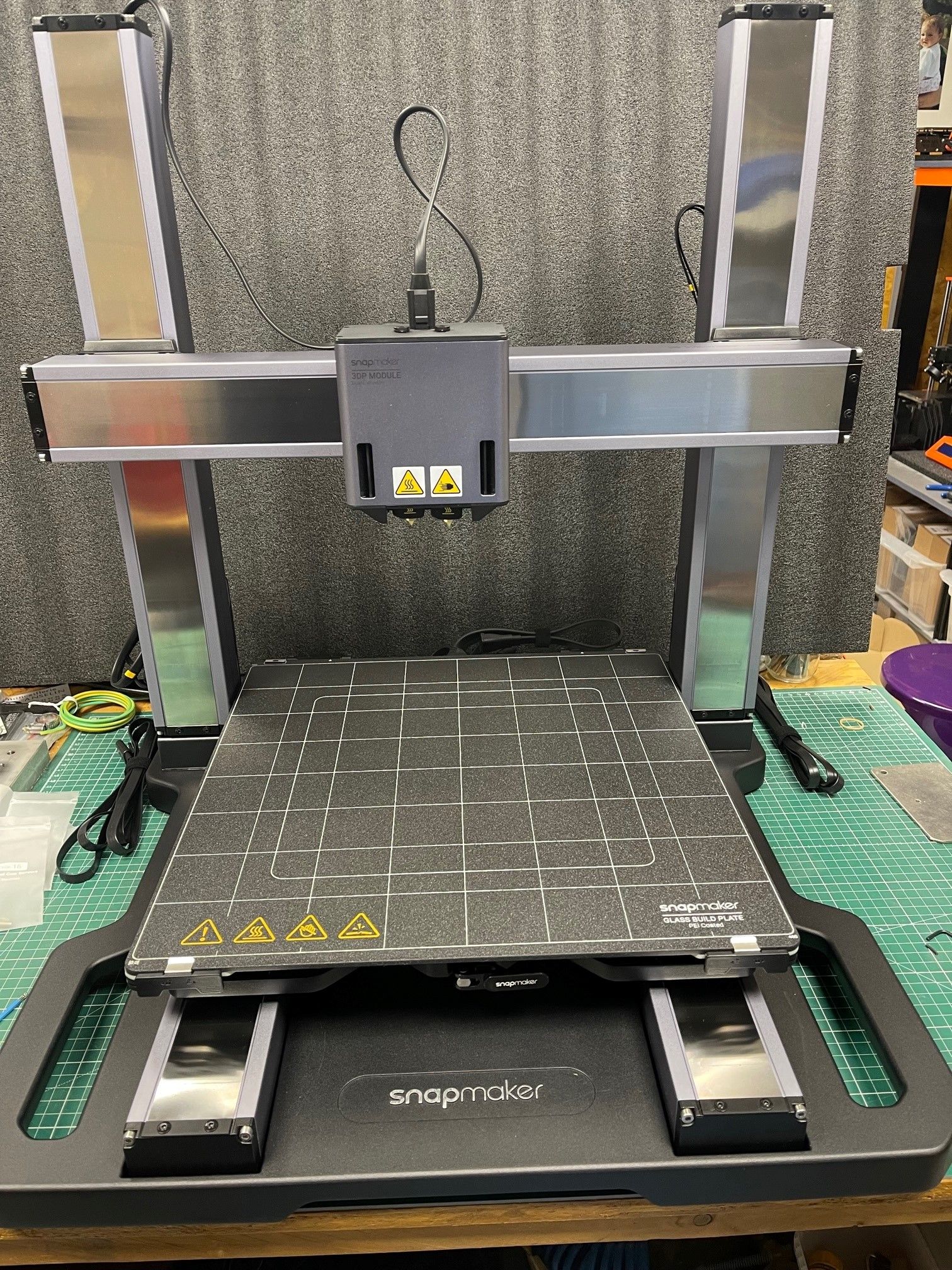
Et Bien Voila, c'est reçu, l'imprimante et la cartérisation deux colis sur une même palette.
 6 points
6 points -
Sitôt livrée, sitôt déballée. Les différents éléments sont très bien emballés dans des cartons numérotés avec en plus des dessins de leur contenu. Les éléments sont incrustés dans des alvéoles en PE expansé noir. EMBALLAGE 10 / 10 Le manuel est superbe, noir mat format A4 avec une photo et le titre en argenté brillant du plus bel effet (cela donne envie de le lire). A l'intérieur, 168 pages couleur sur papier glacé c'est qualitatif. Les photos et explications sont précises et faciles à suivre. En fin de manuel, il y a les notices d'utilisation des trois têtes (FDM, Laser et CNC) MANUEL 9 / 10 (j'aurais aimé qu'il soit en français, mais on le trouve sur le site et il est facile de le traduire avec un petit logiciel). L'assemblage est très agréable pour un mécanicien, des éléments lourds en alu avec des positionnements par pions de centrage en acier, les surfaces de contact sont usinées après traitement de surface et les vis sont des CHC M5 bien réparties (je n'ai pas eu l'impression de monter un jouet). Temps de montage environ trois heures à une allure de sénateur. MONTAGE 10 / 10 Les différents plateaux. En premier il y a le plateau alu alvéolé de référence avec son dispositif de bridage (épaisseur 13 mm) fixé sur les deux unités linéaires en Y. Ensuite on positionne le plateau pour l'impression WOUAAHHHH c'est du massif 4 kg (un plateau Alu alvéolé de 9 mm avec un plateau en verre de 4 mm avec PEI sur une face). J'ai controlé la planéité (la diagonale mesure 580 mm) je suis à moins de 0,06 mm ma feuille de contrôle. Le plateau pour l'usinage est en MDF de 12 mm avec 46 inserts métalliques taraudés, c'est propre. Le plateau pour la découpe laser est constitué de deux profilés Alu de 200 mm de largeur assemblés vissés. Il y a 18 rainures longitudinales pour des vis M6. LES PLATEAUX 10 / 10 Le changement de fonction. J'avais lu sur le site qu'il était facile et rapide, mais j'avais un doute car c'est toujours facile sur les pubs et la réalité est souvent tout autre. Et bien là c'est vraiment ultra rapide (moins d'une minute), sans outil et précis. CHANGEMENT 10 / 10 (j'ai testé les trois montages) L'unité de commande est vraiment très belle en Alu brossé avec en face avant un écran tactile couleur de 8 pouces légèrement incliné bien protégé et un gros arrêt d'urgence au dessus. Toute la connectique est à l'arrière du boitier, Poids du bestiau : 4,40 Kg (je ne sais pas ce qu'ils ont mis à l'intérieur) Je ne note pas car je ne l'ai pas encore allumé. Quelques photos : Globalement je suis très agréablement surpris par cette première partie(ce qui ne m'arrive pas souvent) La suite bientôt.



 5 points
5 points -
Donc l'Artisan existe bien pour de vrai ! (à condition que les cartons ne soient pas vides )3 points
-
Un manager chez Bambu Lab, 42e étage d'une tour métallique sur une allée huppée de Shanghaï, mercredi 22 février : "Houra, on a un certain Fish, un autre client français qui vient de nous envoyer un mail, et vous savez quoi : il nous adore, mais vraiment !! Champagne !! (et décomptez le prix de la bouteille sur les pièces manufacturées qu'on commande aux sous traitants, la qualité, çà sert à rien, la preuve, ils nous aiment même quand on fait n'importe quoi !)". En effet moi je lis ton message je retiens aussi surtout qu'ils n'ont pas à s'en faire3 points
-
Bonjour, Je suis tombé sur cet article sur la question du respect des dimensions à l'impression et d'autres problèmes. L'auteur a visiblement bien étudié son sujet et propose par ailleurs des pièces de calibration. J'ai lu par ailleurs que les pièces peuvent changer de dimensions pendant plusieurs jours après impression!3 points
-
Salutation ! Juste pour féliciter @jcjames_13009 qui est cité dans cette vidéo pour son "Featherboard for table saw" ( je me dit que tu vas avoir un bon nombre de téléchargements et donc avoir plein de Prusameter ) Bonne continuation !2 points
-
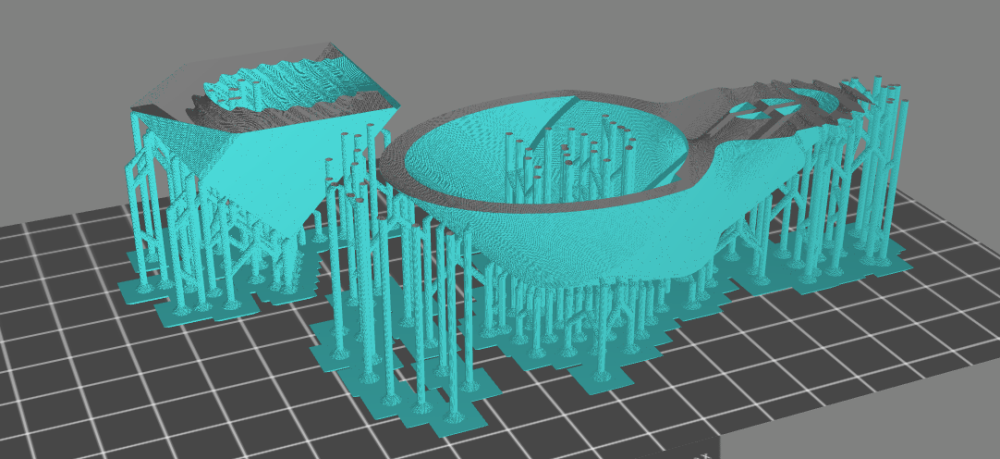
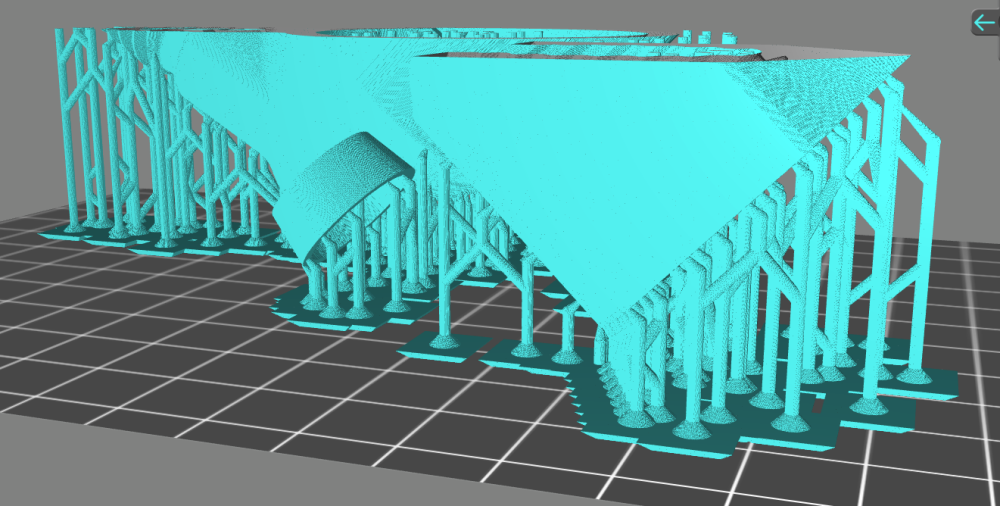
Bonjour, j'imprime à l'échelle 1/10 pour un modèle réduit de ma yole Nana, construite en acajou vernis vers 1900, soit 70 cm en 3 sections; . J'ai acheté du filament bois formfutura, deux couleurs; "acajou" en fait rosé, et pin, beige clair. Le filament rosé imprime potablement, mais le rendu de surface est plutôt rugueux. Le filament pin est une catastrophe, très mauvaise adhérence entre les couches, et aspect de surface papier de verre gros grain. Buse 0,4 couche 0,2 (0,12 c'est pareil mais plus lent) différentes températures essayés de 200 à 220. A 220 ça commence à cramer. Plateau à 60°, pas de souci d'adhérence. En ponçant le filament acajou on obtient une surface acceptable, un vernis teinté rend ça OK après plusieurs couches, et plusieurs ponçage. A l'intérieur de la coque les détails et membrures rendent le ponçage impossible, et plusieurs couches de vernis ne changent pas grand chose à l'aspect rugueux. La même impression avec un PLA classique donne un résultat très bon, bien lisse. Quelqu'un a t'il un PLA bois à recommander? Sachant que ça semble se vernir assez facilement la couleur peut être claire, je cherche surtout un aspect de surface qui n'exige pas un ponçage. Pour info je joins trois photos: brut après collage des trois morceaux, coque vernis 4 couches, intérieur vernis 3 couches. Merci de vos avis


 2 points
2 points -
Ça a l'air bien propre tout ça . Vivement la découpe du cuir .2 points
-
Découvrez le test de @PPAC avec l'imprimante 3D Anycubic Kobra Neo qui s'en sort plutôt bien dans tous ses prints ! https://www.lesimprimantes3d.fr/test-anycubic-kobra-neo-20230222/2 points
-
Salut ! Le PLA ne réagit pas à l'acétone, donc ça ne va pas t'aider. Tu peux suivre cette procédure, qui, bien qu'elle ne soit pas spécifique à ta machine, indique les étapes à suivre pour le retirer (chauffer la tête, le retirer tranquillement en faisant attention aux fils, nettoyer avec une brosse les résidus, etc.). N'hésite pas à chauffer plus que recommandé pour le PLA (ne dépasse pas 250°C pour ne pas endommager le tube PTFE à l'intérieur), il faut que la chaleur se répande dans le blob. Tu peux aussi utiliser un sèche cheveux pour ramollir le PLA si jamais ça a coupé des fils et que ça ne chauffe pas. Dans ton cas j'ai l'impression le problème vient d'une fuite au dessus du bloc de chauffe, il faudra que tu règles ça avant de relancer une impression, sinon ça risque de recommencer.2 points
-
Affirmatif ! gros biais psychologique mais me suis dit que j'allais pas tirer sur l'ambulance au 1e couac.... par contre j'ai effectivement trop répété que j'aimais ma machine... heh qu'est ce que tu veux on se refait pas2 points
-
Pour revenir au sujet, les matériaux à priori plus écolo comme le bois peuvent avoir un bilan pénalisé par une durée de vie moindre et les traitements nécessaires. Même chez moi, en Franche-Comté, où le froid l'hiver nous préserve des insectes les plus agressifs, j'ai vu dans un bâtiment industriel une poutre en lamellé collé traitée comme il se doit complétement pourrie. Il suffit que la protection contre les UV et la pluie ne soit pas bonne et ça finit par pourrir, surtout si le traitement date un peu. Le béton peu durer longtemps si la mise en œuvre est bien faite bien sûr Les maisons BBC ont souvent comme caractéristique de fortes épaisseurs de matériaux isolants. Il y a donc un cout matière (et donc un impact écologique) à la construction qui n'est pas négligeable. Si la maison ne dure pas longtemps, et qu'il faut tout refaire au bout de 30 ans (ou moins en cas de malfaçon), le bilan est fortement dégradé. Les bâtiments BBC c'est de la haute technologie, des petites malfaçons sans gravité dans un bâtiment classique peuvent être catastrophique pour un bâtiment BBC. La construction en chantier sur place est compliquée, on travaille dehors, il faut s'adapter au terrain, et faire du sur mesure sur le chantier, avec beaucoup d'imprévus voire d'improvisation, et donc de malfaçons possibles... La construction d'une structure préfabriquée en usine peut être mieux maitrisée, car se faisant en atelier, avec l'utilisation d'outillage performant voire de machines à commande numérique. Il suffira sur le chantier de réaliser des fondations correctes pour poser le préfabriqué dessus. S'agissant des matériaux, la nature est bien faite : les matériaux biodégradables sont... naturellement dégradés par les animaux, les insectes, les champignons... Du coup si on construit un bâtiment avec ces matériaux, il faut empêcher cette dégradation avec différents moyens qui peuvent ruiner l'aspect "bio" voulu à l'origine.2 points
-
Aucune discussion sur ce sujet : reste sur Bambu Studio - il est très bien / facile à prendre en main - AUCUN autre logiciel n'est 100% compatible Bambu Lab à ce jour (Simplify3D v5 a bien un profil Bambu Lab X1C, mais tu n'y auras PAS toutes les fonctions comme la gestion du multi-couleur sur les AMS, etc. - tu pourras juste slicer des pièces basiques) Si besoin de fonctions + avancées (calibrations plus fine, ...) il y a déjà un fork de Bambu Studio (avec donc 100% des fonctions, et même 110%, en fait). Voir :1 point
-
Salut.... avec mon stoc de verre..... je vais me faire plaisir... bref Une question peu être bête.... j ai pas encore reçu la belle. Mais on etudie sérieusement les logiciels.... mais... pour le trancheur pour des complet noob... mieux vaut il rester sur bambu studio...ou directement s habituer à mieux ? Je gratte mes informations sur le pdf de prusa de 65 pages... j espère qu il est fiable. Il me semble bien synthétiser tout ce que j ai lut. Et ça permet d y revenir facilement... Si on fait des bêtises merci de votre bien veillance. Si c est pas le bon endroit désolé... Gracias1 point
-
Argh... Compilant joyeusement, je me dis tiens, je vais activer la fonction linear advance, tant que j'y suis, pourquoi pas... Bon, après réglé toutes les erreurs, car quant on modifie un paramètres il y a 4 tonnes d'interaction dans le poisson, bref, joyeux, je trouve les sources d'erreurs, les corrigent suivent suivant ce que m'a indiqué la compilation et.................................................................................................................................... Put.... de Moine, il manque 760 octets à la bon dieu de misérable mémoire du processeur de la CM de la Ender3-S1 pour ingérer cette fonction. 256 Ko, pas un un octet de plus, tout de même c'est misérable à notre époque, dans les années 80, je comprenais, que ma disquette était limitée, mais là, après que l'homme est marché sur la lune. Bon, bah tant pis m'en vais désactiver le tout.....et voir si mes modifs sur le dwin.h ont portées leur fruit.....1 point
-
Les cathédrales et autres monuments ayant survécu jusqu'à aujourd'hui étaient des constructions prestigieuses. Elles ont couté très cher, ont demandé beaucoup de temps aux meilleurs artisans de l'époque, et on été construites avec des matériaux nobles (pierre de taille, poutres en chêne, fer forgé). Les pierres et les arbres avaient été soigneusement sélectionnés. Il ne faut pas oublier aussi que ces bâtiments demandent régulièrement des travaux d'entretient et de restauration assez couteux, sans lesquels beaucoup seraient en ruine aujourd'hui. Pour de l'habitat... c'est pas le même budget A noter que le béton romain était très solide, il comportait des "granules" de chaux qui en réagissant avec l'humidité apportait aux fissures des propriétés auto réparatrice. Le béton peut être fabriqué en grande partie avec des matériaux venant de carrières à proximité (gravier et sable), les composants du ciment peuvent aussi être produits en local. Il faut évaluer le bilan environnemental complet, en tenant compte de tout, c'est difficile à faire : origine des matériaux, énergie pour la construction, durée de vie, consommation pendant la durée de vie, impact de l'entretient, possibilité ou pas de recyclage en fin de vie... Les réglementations qui se concentrent sur une sorte de pollution, en oubliant la globalité, peuvent aboutir à des effets contreproductif. Le transport longue distance, s'il est fait par bateau, a un impact environnemental pas si mauvais que ça. De même, on fustige les camions, mais quand la logistique est optimisée, un approvisionnement depuis Rungis n'est pas forcément pire que faire 50 km avec un petit utilitaire pour chercher une dizaine de cagettes pour un petit magasin de centre ville. On critique beaucoup la livraison de colis qui a explosé avec Internet, mais le livreur fait une tournée pour approvisionner plusieurs habitants. Lorsque je fait un aller retour au Leroy Merlin juste pour acheter un truc manquant ou remplacer un outil pour finir des travaux en cours, je pollue certainement plus qu'en prenant une livraison.1 point
-
Autre point, lors tu régles ta hauteur de buse, teste à la feuille de papier. lorsque tu règles ta machine en Z à 0, tu dois avoir un jeu entre la buse et le plateau de 0.1mm et ce jeu est ultra important car c'est lui qui va assuré l'écrasement correct de ta première couche.1 point
-
Pourtant tu as dis que tu les aimais beaucoup ^^1 point
-
bah évidemment qu'il fallait amplifier l'histoire .... après de une dizaine j'suis passé à des ... c'est pas méchant1 point
-
Quand on y repense (et ça va reprendre un peu ce qu'il dit dans sa vidéo), c'est incroyable de voir à quel point tout a évolué en un an alors que le marché semblait quelque peu figé. Il y a un an, quand l'entreprise où je travaille a souhaité acquérir une imprimante 3D, j'avais fait un comparatif des imprimantes sur le marché, et la MK3S+ était ressortie du lot assez facilement avec toutes ses qualités (on comptait même acheter un kit MMU2S pour tester du multi couleurs) et je trouvais son prix cohérent par rapport à ses qualités (et par rapport au budget qu'on souhaitais y mettre) et elle était "seule" dans cette gamme de prix. Trois mois plus tard (début avril 2022) le Kickstarter de l'AnkerMake M5 commençait, première alerte (j'ai hésité à en prendre une). Étant donné qu'ils n'avaient envoyé que très peu de machines pour des tests aux "influenceurs" et que les livraisons étaient prévues pour la fin de l'année, il n'y a pas eu de répercussions, à part peut-être une vague question : "peuvent ils concurrencer la MK3S+ ?". Deux mois après et seulement 10 jours après la fin de la campagne de l'AnkerMake M5 (fin mai 2022), deuxième alerte, BambuLab lance sa campagne Kickstarter (bon là je n'ai pas hésité). Leur communication était meilleure, ils ont envoyé beaucoup de machines pour des tests et bien que le prix était bien plus haut qu'une MK3S+ pour le pack complet, la X1 de base s'en rapprochait. En plus de ça les livraisons ont été rapides (BambuLab avait finit d'envoyer les Kickstarter avant que AnkerMake ne commence). Il faut aussi rajouter la V400 qui joue dans la même cour et qui a également mis en avant la vitesse d'impression. Et la suite on la connaît, la vitesse est devenu un des principaux critères d'achat, et toutes les marques ont entamé une sorte de transition vers des machines plus rapides nativement ou avec des améliorations comme les écrans avec Klipper intégré. BambuLab a remit une pièce dans la machine avec la P1P, pendant que la MK3S+ devenait plus chère. Et maintenant des machines comme la nouvelle Sovol SV06 Plus viennent titiller la MK3S+ pour un prix deux fois moins élevé. Tout ça pour dire qu'aujourd'hui, si je devais de nouveau conseiller à l'entreprise où je travaille une imprimante, ça ne serait hélas pas une MK3S+, bien qu'elle fonctionne encore parfaitement comme au premier jour. Impossible de savoir si la MK4 était sur les rails avant le sondage d'il y a quelques mois, mais si ce n'était pas le cas, j'ai peur pour eux qu'ils aient désormais toujours un temps de retard sur l'évolution du marché. Et dans ce cas là le marché professionnel peut être une porte de sortie, il est peut-être moins soumis à l'innovation forcée.1 point
-
Ils vont ptet te répondre qu'ils t'aiment aussi Bon sinon sans rire, nous sommes au moins 3 à recevoir une machine cette semaine donc on verra déjà si c'est un problème toujours présent.1 point
-
Test complet et approfondi : merci pour les futurs possesseurs1 point
-
Merci J-Philippe, effectivement c'est facile. Petite différence, ma machine est équipée d'un détecteur de filament. J'ai coupé le filament à arrêter à 3 ou 4 cm au dessus de la tête d'impression puis j'ai sorti le filament du détecteur de fin. Là une alarme s'est mise à sonner et l'impression s'est arrêtée. Le temps d'enfiler tranquillement le nouveau filament dans le détecteur et de relancer l'impression. Lorsque la tête est en mouvement c'est un peu moins facile de viser l'orifice sur la tête. Je me suis amusé à refaire l'opération plusieurs fois et tout va bien. Merci Cordialement Stent1 point
-
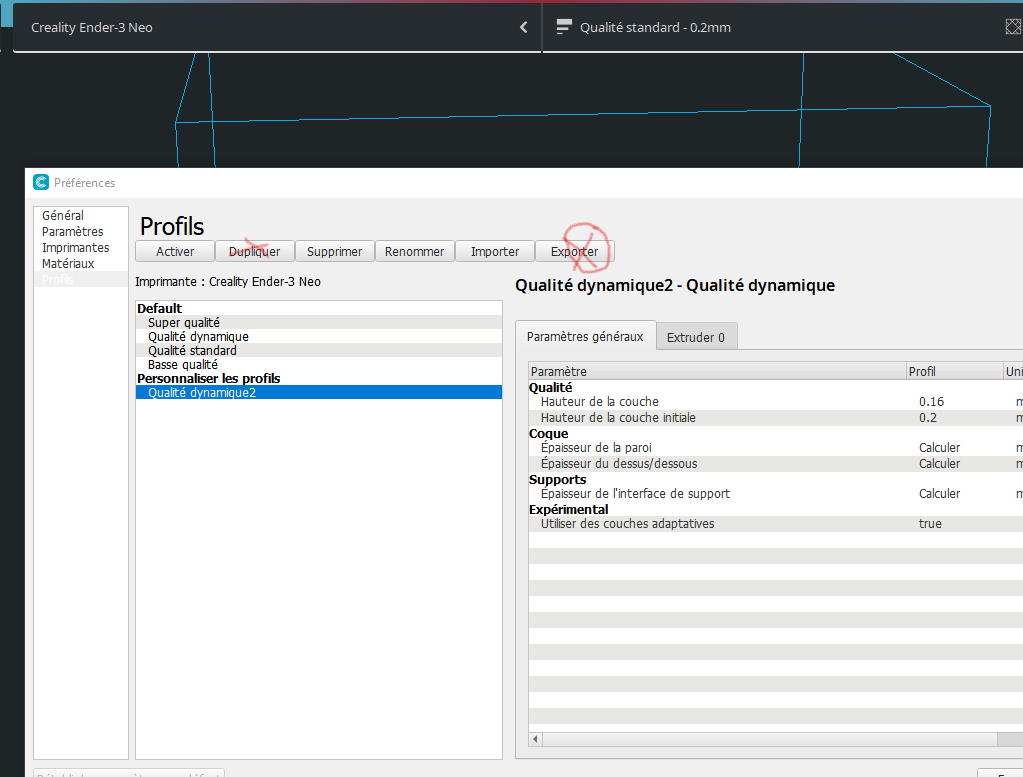
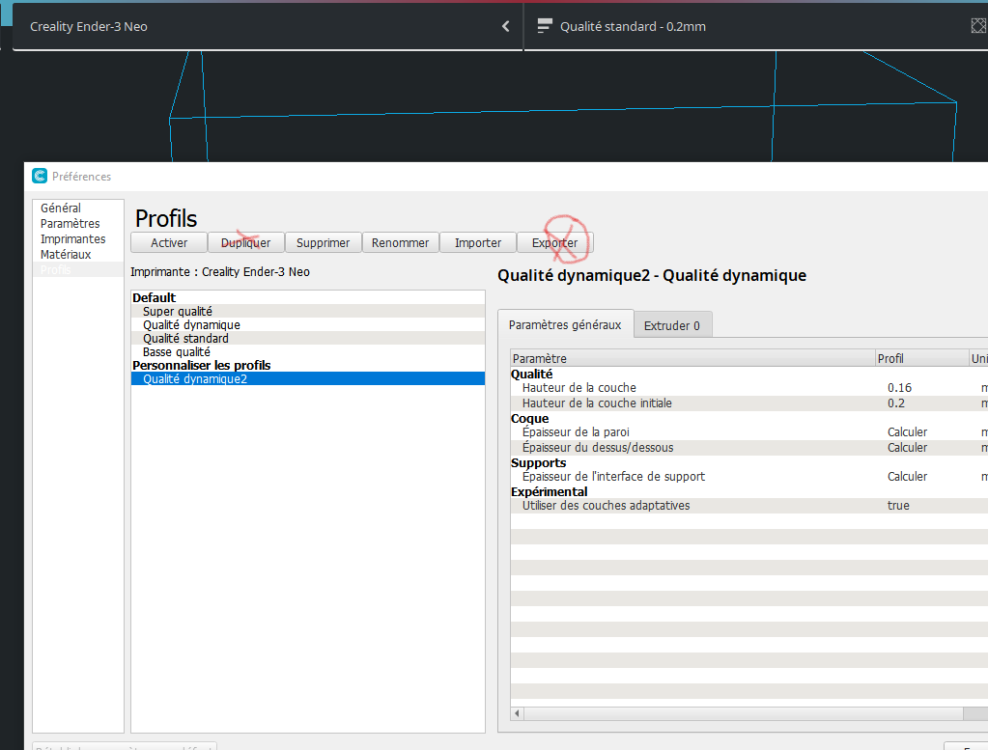
Ce que tu peux faire, soit sous Cura tu ajoutes une ender 3, 3pro qui doit fonctionner sans problème. Comme tu as la ender 3 néo dans le creality slicer de configurer tu vérifies dans les 2 slicers dans gérer les imprimantes que tu as les mêmes valeurs et gcode début et fin. D'ailleurs dans le .gcode de début il serait bon de rajouter après le G28 soit un G29 qui te fera un levelling avnt chaque impression ou un M420 S1 qui rappelera celui que as tu fait avant l'impression. Après tu peux aussi importer les profils d'impression de Curaslicer, Tu fais dupliquer chaque profil et après exporter ceux-ci un par un je crois, ensuite dans Cura importer profil.
 1 point
1 point -
A suivre avec attention leur réponse1 point
-
La Bambu Lab est effectivement une machine très intéressante, si je devais choisir entre acheter une MK3S et la X1, je prendrais la X1 combo sans hésitation. La XL est une machine vraiment différente de la Bambu et je préfère attendre encore quelques mois la XL.1 point
-
Bonjour, J’ai eu le même problème avec la Ender 3 S1 Pro mais il suffit de faire le nivellement automatique en premier et ensuite de faire un nivellement manuel. Régler le point central en premier (-2,80 dans mon cas) et les 4 points extérieurs pour finir. Normalement vous devriez y arriver en inversant simplement ces étapes. Pour info avec ou sans MaJ du firmware la qualité reste la même (de mon côté), bien vérifier les axes et l’extruder également.1 point
-
Bonjour Francis, Tes réalisations sont toujours aussi impressionnantes et agréables à regarder. Cela me laisse rêveur. @+1 point
-
Ta photo de gauche ne vient pas de Creality slicer mais de Creality Print. Ceux de @Fx_oO7 sont bons, mais tu les as dans le crealiy slicer.1 point
-
Comme @GhostR, je viens de réaliser mes premières pièces avec de la Sunlu ABS-like. J'ai été épaté par la résistance sur de "grosses pièces" avec cette dernière. (voir ici ) J'ai réalisé aussi 2 pièces similaires (un support de MP3 avec des épaisseurs maxi de 2mm). 1 avec la anycubic tough et l'autre avec la Sunlu ABS-like. J'ai réussi à casser les deux, en clipsant et déclipsant l'appareil, mais c'est du à un défaut de conception (points de rupture). J'ai donc revu mon "design" pour éliminer ces points de faiblesse. Je ne sais pas encore ce que vaut l'ABS-like de chez Anycubic. Toutefois en comparant les supports de pièces en Tough avec ceux obtenus avec l'ABS-Like (Sunlu), ils supportaient tous bien les torsions, mais j'ai l'impression qu'ils reviennent mieux en forme avec la Tough. Mais ça reste subjectif.1 point
-
Comme je sens l'escalade, j'essais une technique de Jedi. "Vous avez oublié tout ce qui a était dit dans les messages que je viens de masquer" Merci bonne suite de journée a tous.1 point
-
Beaucoup de choses peuvent produire des particules, des poussières ou des vapeurs nocives à respirer Par exemple la soudure de cartes électroniques, la peinture, le travail du bois, du plâtre, le meulage, la soudure... Mais aussi quand on fait la cuisine, le ménage, et même tout simplement les émissions "passives" des objets à l'intérieur d'une maison Il y a aussi... notre respiration humaine, qui augmente le taux de CO2 (le fameux syndrome de la salle de classe) La solution c'est ventiler correctement: - une extraction d'air (aspiration et évacuation vers l'extérieur) au plus près de la source de pollution si possible (bon exemple : la hotte de cuisine au dessus de la table de cuisson) - une arrivée d'air neuf, si possible diamétralement opposée à l'extraction, et bien sûr le puisage de l'air neuf à l'extérieur devra se faire suffisamment loin de l'évacuation de l'air. - le positionnement idéal c'est : air neuf -> opérateur -> source de pollution -> extraction d'air (en effet, si vous vous trouvez entre la source de pollution et l'extraction, vous allez respirer la pollution) Concrètement une imprimante 3D ou un équipement émetteur de polluants peut être dans une hotte ou un caisson avec une extraction. Pour le travail sur établi, un flexible peut être raccordé sur la bouche d'extraction pour positionner l'extraction au bon endroit avec un petit support. Par exemple pour les séances de soudure électronique, je place le flexible d'aspiration juste derrière le fer à souder, les fumées sont aspirées, on ne sent même pas l'odeur. Si votre atelier bricolage est une des pièces de votre maison, il peut être pertinent de munir cette pièce d'une extraction opposée à la porte d'accès. Si vous stockez pas mal de produits nocifs, l'armoire de stockage peut être munie d'une extraction en partie haute, et d'une grille en partie basse. Attention une filtration (recyclage) élimine seulement les particules d'une certaine taille (dépend de la qualité du filtre) mais pas les vapeurs ni les gaz nocifs. Pour évacuer les vapeurs nocives et le CO2 lié à la respiration humaine (ou à la combustion dans la cuisine) il faut une extraction (VMC) et une arrivée d'air neuf. L'air intérieur est souvent plus pollué que l'air extérieur. Mais bien sûr, si on veut se protéger de la pollution extérieure, on peut filtrer l'air au niveau de l'arrivée d'air neuf. Le must c'est que l'arrivée d'air neuf soit motorisée, avec un débit régulé pour qu'il soit identique à celui de l'extraction. Je suis assez sensible des poumons (asthme, allergies et autres réjouissances...). Lorsque j'ai commencé à bricoler "sérieusement", j'ai installé dans mon atelier une aspiration de machine à bois située à l'extérieur, que je raccorde à mes machines (scie, défonceuse, toupie). Je me suis fabriqué une table aspirante pour mon établit qui me permet de faire des travaux manuels (ponçage...) sans respirer les poussières. En plus de la sécurité, cela apporte un vrai confort d'utilisation, et on a beaucoup moins de nettoyage à faire. Pour mon imprimante 3D et ma graveuse laser, machines fragiles qui sont dans une pièce à l'étage, j'ai construit un établit hotte aspirante sur mesure (voir ici : https://www.lesimprimantes3d.fr/forum/topic/43865-création-dun-établi-dintérieur-ergonomique-et-sécurisé-pour-impression-3d/#comment-459444) La fameuse arrivée d'air neuf est souvent ignorée mais c'est important. Ca ne sert à rien d'avoir une VMC avec des bouches d'extractions bien positionnées si on n'a pas pensé à l'arrivée d'air neuf... Même si on a placé des petites ouvertures au niveau des fenêtres, souvent, l'air entre par les défauts d'étanchéité du logement, qui sont des endroits plus ou moins sales, et il ne "balaye" pas le logement qui est mal ventilé. Chez moi j'ai fait des mesures de pollution de l'air intérieur avec des capteurs de CO2, de COV et de particules fines... j'ai nettement amélioré la qualité de l'air en ajoutant une entrée d'air neuf motorisée et filtrée ; l'air neuf arrive dans le hall "central" du logement, les bouches d'extraction sont positionnés dans les autres pièces dans les coins opposés, avec une trappe que l'on peut fermer ou ouvrir plus ou moins fort en fonction de l'occupation de la pièce. Dans les pièces "atelier" je peut raccorder une gaine flexible sur la trappe pour aspirer au plus près de la source. Après, cela demande pas mal d'installation... les gaines de ventilation prennent de la place, les pertes de charges sont importantes... il y a beaucoup plus de contraintes que pour le câblage électrique ou la plomberie... on a vite fait de se retrouver comme dans le film Brazil avec des gaines partout On peut aussi ouvrir la fenêtre, mais le soucis c'est qu'on ne contrôle pas le flux d'air, cela peut avoir pour effet de "pousser" la pollution dans les autres pièces de la maison. Le mieux est d'ouvrir la fenêtre de la pièce "atelier" en fermant la porte pour l'isoler du reste de la maison. C'est sympa en été, un peu moins en plein hiver... J'ai un aspirateur d'atelier Karcher WD6 avec filtre Hepa et prise électrique commandée, il est extrêmement utile pour tous les travaux avec de l'électroportatif. Mais là aussi, c'est efficace sur les poussières, mais pas sur les gaz ni les vapeurs. Malgré tout cet outillage, il faut parfois porter un masque, certains travaux émettent des poussières difficiles à capter (découpe à sec de béton, ponçage de plâtre, ...) Quand c'est possible, on peut travailler à l'humide (par exemple, découpe de béton ou de carrelage) On peut aussi travailler dehors mais quand le vent change de sens sans arrêt on se retrouve inévitablement dans la poussière - un peu comme les feux de camp où on est toujours dans la fumée quelque soit l'endroit où on se met La qualité de l'air intérieur est un vrai sujet, elle peut concerner l'impression 3D certes... mais elle concerne d'abord beaucoup d'autres choses dans la maison.1 point
-
Merci pour vos réponse qui me rassurent un peu par rapport à ce qu’il me semblait avoir compris sur les SW X1. MrMagounet , oui effectivement la X2 ne me semblait pas très avantageuse, surtout que dans un premier temps je me satisferai très bien du nivellement manuel, quitte à le refaire à chaque impression. Et mettre moins cher dans la machine me permettra de l’améliorer avec un meilleur extrudeur, c’est une très bonne idée. Pour le PLA, je pense surtout l’utiliser pour des pièces de test. La Ender 3 S1 plus est effectivement un peu chère pour moi et pour l’instant il ne semble pas trop y en avoir dans les occasions. En tous les cas, merci pour ces réponses claires.1 point
-
C'est ça, l'imprimante va imprimer un pattern bien spécifique sur le coin avant gauche du plateau et va ensuite l'analyse et ensuite modifier en interne certains paramètres. Je le fais systématiquement lorsque j'imprime si je n'imprime pas avec le même filament qu'à l'impression d'avant, après si je ne le faisais pas j'aurais quand même un bon résultat. Il sert aussi pour analyser si le plateau qui est installé correspond au plateau qui a été défini dans le slicer Bambu Studio et peut donc afficher un message si ça ne correspond pas. Le truc c'est surtout que c'est assez opaque d'un point de vue utilisateur. Il est là, il fonctionne, ça fait de la lumière mais on a aucune idée de l'impact réel même si certains indices laissent à penser qu'il est utile malgré tout. Pour les soucis de plateau c'est un problème lié à la planéité de ce dernier, ils arrivent après livraison en étant creux en leur centre. Ils ont parfois renvoyés des plateaux creux (probablement en pensant à un problème isolé) mais ils semblent avoir pris la mesure du problème récemment en annonçant des livraisons de nouveaux plateaux sans frais d'ici à fin mars (ce qui peut indiquer que ce n'est pas du stock qui est envoyé mais bien de nouveaux modèles fabriqués et espérons sans soucis). Tous les plateaux n'ont pas ce problème, donc difficile de savoir si les prochaines imprimantes reçues vont avoir le problème (certaines vont arriver chez des personnes du forum d'ici une à deux semaine).1 point
-
Bonjour @PPAC, La résine est une SUNLU ABS like noire, bouteille neuve. La machine est "neuve", le FEP n'a pas de rayure, idem pour l'écran. J'ai vérifié le rond (Ø40.5 théorique), j'ai une légère variation de 2/10 entre mini et maxi (d'ou la médiane à Ø40.2 soit -5%//nominal). Donc le supportage était correct L'hexagone de 36, fait entre 36.38 et 36.57. ce qui fait la même variation. Mais une cote médiane à 36.4, soit +9%//nominal. Pour le filetage (pas de 3mm), plus difficile à contrôler, toutefois, je n'ai pas senti de point dure du à une ovalisation, c'était dur tout court. Le marquage filetage/taraudage était très uniforme et sur toute la surface du filetage et du taraudage Voici des vues des supports Il n'y a pas de drame en soit, mais ça m'interpelle quand même d'avoir une telle disparité. Comme dit auparavant une grosse pièce plus petite uniformément, une petite pièce au nominal, mais ce foutu écrou qui a "gonflé" (plus petit intérieurement et plus gros extérieurement). Pardon, j'oubliais, j'avais fait un "Cones of calibration" pour vérifier mes paramètres d'exposition, juste avant d'imprimer.

 1 point
1 point -
Alors pour la sortie de nouvelle machines Artillery il y en a 2 au programmes une Core XY (dont j'attend de voir ce qu'elle donnera avec beaucoup d'espoir) et une Résine, on a peu d'infos sur ces 2 machines, mais il est fort probable que la Spider X1 (la Core XY) soit un modèle fermer ou partiellement fermer avec ecran sur le haut et de dimension comprise entre 220x220 et 260x260n quand a la Solaris (la résine) elle devrait être de taille de plateau de 6.3" a 6.6" en 4k mono chrome assez standard en somme pour une résine actuelle. Oui ton budget permet en effet de prendre 2 voir même 3 X2 (en promo sur certain elle est trouvable a moins 260€ par moment), après ce qu'il faut savoir sur la X2 : - Comment flasher la X2 ou la Genius pro, tu as mon tuto en signature. Mais si le firmware marlin est facilement flashable, ce qui pose soucis c'est les tft actuel qui utilise le MCU GD32F305 qui rend le TFT bloquer sur le firmware Artillery officiel pour l'écran. Après possible de remplacer l'écran pour un ecran BTT qui laissera plus de liberté ou de passer la X2 sous Klipper (voir des les passer les 2 ou 3 X sous klipper) et de les piloter par un Flsun Speeder Pad, un Sonic Pad ou encore un Rpi ou equivalent. - Ensuite le 3Dtouch Artillery est pas bon et donc prévoir de le remplacer est pas un luxe, en signature mon tuto sur le sujet. - Enfin si tu souhaite passer en full metal au lieux de prendre leur tête full Metal à 100€, je te conseil de prendre a la place un Extrudeur Matrix ou un Biqu H2 V2S ou revo, qui seront pas plus chers et plus performant et efficace. Je prépare la mise en place d'un Matrix sur ma Genius @P_tite_tetea fait l'install du Biqu H2 sur ces X2.1 point
-
Et bien à moi il a rendu service.....je retourne sur mon post... merci mrmagounet1 point
-
Hello @netron90 Les deux pièces ont été imprimées sur une Creality Ender 3 v2. Cette petite imprimante continue de me surprendre (et pourtant elle et moi ne sommes pas partis du bon pieds au début). Le batman ne pose pas de problème, la pièce est plutôt simple et s'imprime en couches de 0.2mm sans support. J'ai une couture qui me chiffonne à l'arrière de la pièce il faut vraiment que je me penche sur le contrôle des coutures sur Cura). Le dragon, c'était un essai et j'avais dit à mon fils que ça ne passerait jamais d'autant que j'ai réduit la taille d'origine. Et c'est passé, sans support. Par contre avec une hauteur de couche de 0.08mm. Sur le bas de la tête du dragon j'ai un surplomb à quasi 90° mais c'est passé (je pense grâce à la faible hauteur de couche qui lui a permis d'y aller progressivement). Les deux pièces n'ont pas (encore) fait l'objet de post-traitement. J'imprime pas trop vite à 50mm/s de mémoire. Comme le dit @methylene67 il faudrait que je me penche un jour sur la ventilation pour ameliorer mes impressions. Je suis complètement néophyte sur le sujet. Par contre je connais maintenant très bien mon pla (que je stocke dans des boites hermétiques avec billes de silice) et j'ai longtemps cherché sa température d'extrusion idéale. Du coup j'évite de trop varier les marques pour ne pas me retaper à chaque fois des tests et des prints moyens. Il faut trouver le bon couple température / rétractation. Ce couple est propre à chaque imprimante et chaque pla. Il faut essayer/modifier jusqu'à trouver les bonnes valeurs. Il y a beaucoup de tutos et de stl permettant de faire ces tests. Mais le mieux à mon sens est d'observer ses prints et se demander à chaque fois pourquoi tel ou tel élément ne convient pas. Pour les figurines, les imprimantes résines sont en effet plus adaptées. Mais l'apprentissage d'une nouvelle technologie + le fait que je ne maitrise déjà pas complètement l'impression fdm + la manipulation des produits font que je ne passe pas le pas. A+1 point
-
Pour ceux qui ne veulent pas trop se prendre la tête pour fermer la P1P et de façon plutôt classe, y'a ça sur Aliexpress : Y'a les 4 panneaux latéraux en 4mm et le dessus en 5mm, les vis de montage, des bandes de mousse et des aimants. Il faut juste imprimer les charnières visiblement. 44€ en acrylique et 53€ en PC et faut espérer que ça arrive en entier depuis la Chine
 1 point
1 point -
Bonjour @Motard Geek! Merci pour ton retour, lorsque j'ai tenté la connexion, je suis justement passé par cette méthode, à savoir entrer la clef manuellement , d’tailleur il détecte bien mon réseau mais la connexion est sans succès, je ne comprends pas.0 points
.jpg.69fd6059d6dc2375e03a37891300d83e.jpg)