Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/04/2023 dans Messages
-
Cette semaine l'actualité est à Prusa, Markforged et Elegoo. On revient aussi sur le salon Global Industrie 2023 ! https://www.lesimprimantes3d.fr/semaine-impression-3d-377-20230402/4 points
-
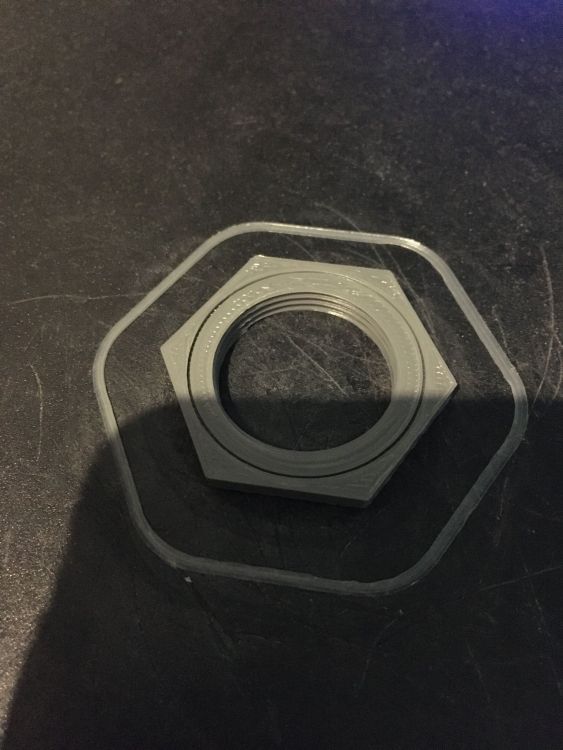
Bonjour, Depuis 2019 je duplique les semelles orthopédiques de mon dernier podologue avec du TPU (SainSmart Shore 95A, puis Filaflex 60A), pour avoir des semelles plus durables, plus nombreuses et moins chères. L'impression de flexible est assez facile en 95A mais en-dessous il faut forcément du Direct Drive et le résultat n'est pas toujours optimal. Depuis peu j'ai trouvé une autre stratégie pour utiliser l'impression 3D avec des matériaux encore plus flexibles : le moulage Il y a surement nombre de personnes ici qui le font déjà, mais je voulais partager mon expérience pour ceux que ça intéresse. J'ai fait mon premier gros test (après avoir fait un petit) avec du silicone Shore 30 et un moule imprimé en PLA. J'ai dupliqué la semelle droite que j'impime habituellement en TPU ou Filexflex. Etape 1 : La création du moule. Pour cela je vous donne le lien de la tuto YouTube que j'ai utilisé (un grand merci à son auteur d'ailleurs) : A noter cependant que si vous voulez garder les proportions en milimètres, utilisez plutôt la méthode de cette vidéo pour insérer le STL (aller directement à la 7:00 minute, si vous ne voulez pas voir chaque essai) : Etape 2 : J'ai imprimé les 2 faces du moule de ma semelle droite : 2*36h en 0.1mm sur buse 0.4mm sur ma Creality CR10S Pro v1, avec du PLA DailyFil Noir de 2020. Habituellement j'imprime mes semelles en TPU en 0.4mm sur buse 0.8mm, mais quitte à faire un moule qui sera utilisé plusieurs fois, autant imprimer au plus précis. (face inférieure) Etape 3 : Un petit coup d'antiadhérent, appliqué au pinceau (Glorex Trennfix, vendu par Amazon). Le temps se séchage est de 10 minutes, d'après les instructions sur la boîte. Cela ne laisse aucune trace et permettra de décoller le siliconne plus facilement. Etape 4 : J'ai scellé le moule avec des vis M4 et des écrous, que j'ai placé dans plusieurs trous de 5mm prévus pour ça. Cela permet de bien maintenir le moule de manière uniforme. Voici le trou utilisé pour couler le silicone. Le moule est fixé par des vis M4 avec écrous. Je le fais sous forme d'entonoir pour que le surplus de silicone ne coule pas trop sur le côté. De plus, il est préférable d'avoir un léger surplus, car le niveau baisse de quelques millimètres durant la polymérisation (notamment car il y en a toujours un peu, qui arrive à se faufiler dans la tranche du moule. Etape 5 : J'ai utilisé 133g de silicone avec un rapport 1:1 (moitié silicone, moitié durcisseur). Attention, c'est un rapport en poids et non en volume. Il faut donc utiliser une balance et non un doseur. Il faut aussi mélanger de longues minutes le mélanges et non pas quelques secondes, pour que le durcisseur soit bien en contact avec l'ensemble du silicone. J'ai versé en mettant le moule de biais et à la fin j'ai tapoté un moment avec un maillet en caoutchouc pour faire remonter les bulles d'air. Etape 6 : Le démoulage. Le flacon indique 3h de séchage à 23°C mais beaucoup plus si température inférieure (sans préciser le temps). Il fait 20°C chez moi. J'ai donc laissé 7h. Le résultat est nickel. A noter que je n'ai aucune "micro bulle" comme j'en avais sur mon cavalier la dernière fois (mon petit test avec un cavalier d'échec). Peut-être parce que j'ai fait un trou plus grand et tapoté durant le remplissage. Etape 7 : Les finitions avec un cutter pour couper les bords et le "socle" de remplissage vers le talon. Je suis plutôt content du résultat. Selon mes calculs (sans compter le moule, qui peut être utilisé plusieurs fois) cela me revient à 7€ la semelle, sachant que j'ai pris un kit silicone de 500g donc assez cher au kg. Avec un kit de 1-2-10kg c'est nettement moins cher. La semelle gauche étant plus grande, car avec une talonnette de compensation, ça me fait entre 16-18€ la paire (contre 170€ pour mon dernier podologue). Moins chère, plus rapide à faire (7h) et probablement plus durable (mes semelles en TPU durent déjà 2 ans, contre 6 mois avec mon podologue). J'ai fait cela avec une semelle, mais cela montre surtout que l'on peut créer facilement des objets eflexible avec une excellente finition, très solides (car pas de problème d'adhésien inter-couche), avec des dureté très faibles, même sans avoir de Direct Drive, notamment des pièces plus complexes ou plus grandes, pas toujours faciles à imprimer TPU. Cela fonctionne avec le silicone, mais aussi avec la latex ou le polyuretéhane par exemple. Bref, tout ce qui se moule à froid. J'ai utilisé du silicone vendu par Amazon, dispo en Shore 10, Shore 20 et Shore 30. Ici c'est du Shore 30 en 500g. Je testerai le shore 10 bientôt pour un autre projet. Lien : https://www.amazon.fr/caoutchouc-silicone-résistant-déchirures-utiliser/dp/B07H5QHRCJ/ref=pd_bxgy_img_sccl_2/259-6713338-3311144?pd_rd_w=3JcNZ&content-id=amzn1.sym.00d2088d-cac4-4001-9e97-31bf6e0209e1&pf_rd_p=00d2088d-cac4-4001-9e97-31bf6e0209e1&pf_rd_r=SRT3B04985284644V3NA&pd_rd_wg=rLzDR&pd_rd_r=8b914675-f31b-452c-9dbf-0b4cc81c842e&pd_rd_i=B07H5QHRCJ&psc=1 A noter aussi qu'il peut se colorer avec des colorants pour silicone, résine etc mais c'est pas top car jaune de base (j'ai essayé du bleu et ça a donné du turquoise). Il existe aussi des silicones blanc ou transparents, probablement plus adaptés aux colorants. Le silicone est aussi résitant à la chaleur, avec certains pouvant résistanter à plus de 300°C. J'espère que ce partage aura intéressé certaines personnes.3 points
-
c'est un aerateur de piscine (j'en voudrais bien un, j'en ai pas ...) Ou alors: Je pense à rien, c'est pour faire avancer le schmilblick ...............
 3 points
3 points -
Bonjour voici la doc de la V4 doc - V4-e.pdf Et voici la version d'install du soft. En espérant qu'aucun pare-feu ne filtre quoi que ce soit. depot.rar2 points
-
Petit UP pour le dernier print réalisé avec la P1P2 points
-
Salutation Pour fêter ces deux ans, avec l’appui de Phrozen, DM Stash, propose un giveaway Le détail sur https://www.patreon.com/posts/2-year-giveaway-80869756 Pour y participer https://www.dmstash.com/2-year-giveaway/ ( Pour y participer et me faire gagner 5 points, le lien suivant https://wn.nr/HCBA6Eg ) Bonne chance à tout les participants Pour le code secret ( huit caractères en majuscules ) a trouver dans l'image ( de ~17 Mo, a télécharger pour zoomer sans avoir de réduction de qualité ) indice
 1 point
1 point -
je relais le post de joseph prusa au sujet de l'open source dans le monde de l'impression 3d en esperant qu'il beneficie d'un peu plus de visibilité et puisse lancer une certaine discution car pour moi l'argument open source est d'une importance crucial mais j'ai l'impression ses dernier temps on s'éloigne de ça et cela m'atriste un peu... https://blog.prusa3d.com/fr/letat-de-lopen-source-dans-limpression-3d-en-2023_76659/1 point
-
faisant pas mal de stratification j'ai aussi du mal a imaginer des fibres tout le long du filament, après sur les quelque test que l'on trouve sur YouTube ca a l'air plus solide. perso j'ai besoin de refaire des pièces qui doivent résister au soleil, a l'eau de mer et au mini la contrainte d'un mec qui marche dessus, voir pour certaine pièce quelques centaine de kg de charge, mais a mon avis la je rêve xD j'ai pas résisté plus longtemps et j'ai commander l'imprimante avec l'AMS, je crois qu'il y a une petit bobine de filament carbone en test si j'ai bien comprit. je ferrait des essais je vais devoir revendre ma v400 sinon je vais me faire engueuler a la maison xD mais je garde ma petit ender 2 qui marche étonnamment bien pour une imprimante si peu cher et très peu encombrante (99€ sur creality store en ce moment)1 point
-
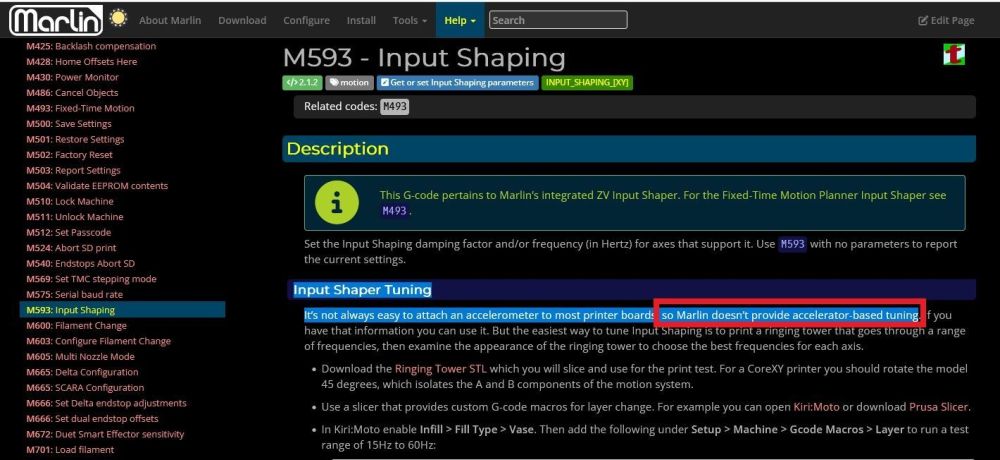
Salut, La même chose, je ne comprends pas la question , puisque: 1- d'après ce que je lis dans la documentation officielle, Marlin est incapable d'exploiter un accéléromètre pour définir les paramètres de l'input shaping: 2- le BLTouch ne communique pas avec le protocole i²C donc pourquoi parler de multiplexage I²C ???? 3- les broches (PB0 et PB1) utilisées pour "dialoguer" avec le BLtouch ne sont pas configurables pour l'I²C
 1 point
1 point -
Carrément merci1 point
-
En fait c se que j’ai cru qu’il d’aléa faire car javez pas vu la photo de ou je devai cliker après car je sus sur mon tel pour te parler comme sa j’évite tout truck d’ouvert sur le pc1 point
-
Je suis un peu plus bas avec le Heatbrek car sinon il ne rentre pas suffisamment (je trouve) dans le radiateur. Yes. Ce sont les supports créés par Guilouz pour le passage de la tête en DirectDrive. J'ai récupéré juste ce qu'il me fallait. https://www.thingiverse.com/thing:51385881 point
-
Il a bien fallu tester les pneus imprimés en résine flexible... les conditions ne sont pas idéales, mais un court run sur l'asphalte montre deux choses : ça grippe ça grippe au point que le collage va s'avérer nécessaire (ou une modification du diamètre interne des pneus pour mieux les assoir dans les slots des jantes... Bref, c'est très bon signe, et c'est encourageant... A côté des pneus du Samurai, j'ai aussi imprimé des pneus pour le Ninja... Et j'ai aussi imprimé des jantes, avec une touche de blanc parce que je peux Et voilà ce que cela donne... Et sur la voiture maintenant... Je dois vraiment commencer à penser à la peinture, maintenant (cette voiture doit être prête mi mai). Et pour comparaison à côté de pneus originaux craquelés...1 point
-
Je n'ai pas pu résister... Le temps n'est pas au beau, mais un petit run sur de l'asphalte ne nécessitera pas trop de cleaning après... Pour mémoire, j'ai imprimé 7 pneus de Samurai au total : 4 avant et 3 arrières. Deux des avant (dont l'un de ceux sur lequel j'ai mis de la peinture) avaient un problème dû à une coupe de succion, et le resultat c'est 'qu'il y a une découpe dans le coté du pneu (visible sur le A de Traction sur la photo du post précédent). J'ai monté les autres pneus avant imprimés (avec un trou dans la bande de roulement) pour le run de test. Les arrières nétaient pas affectés de la même manière, donc ils sont bons pour le run. Les arrières semblait assis correctement dans la jante, ce n'était pas le cas des avant, que je vais peut être revoir pour permettre une bonne assise sans collage... En attendant, j'ai mis du double face dans le slot pour faciliter l'adhesion.. J'ai commencé par le faire rouler dans le salon sur le carrelage, et c'est déjà pas mal : ça grippe gentiment. J'ai décidé d'aller faire un petit tour sur le bitûme dehors pour un run super court... Première conclusions : ça grippe cela grippe au point qu'il faille coller les arrières Je n'ai pas poussé plus, je vais devoir trouver une solution pour les avoir assis correctement dans les jantes (c'est peut être une question d'ôter un demi millimètre ou un millimètre au diamètre interne du pneu, mais ce que j'ai pu voir est déjà un très bon signe, et c'est encourageant1 point
-
@Savate Oui je l'avais bien parametré.... YES, YES, YES !!!!!!!!!!! Enfin, ca fonctionne..... Donc, comme je l'ai dit précédemment, j'ai reflashé mon U2C avec le bon firmware, et surtout le bon outil pour le faire... J'ai recréé mon firmware pour le SB2209, mais cette fois-ci, en mettant comme mode de communication CanBus (ben oui, quand je disais que les instructions des fois sont pas claires, je mettais communication par USB, pensant que c'est la communication pour flasher... ) avec le bitrate à 1M... j'ai reflashé mon SB2209, en utilisant STM32Cube Programmer 2.10, et le flashage s'est terminé sans erreurs... Y'a de l'espoir... J'ai récupéré le fichier de config pour le SB2209, fusionné tout ca dans mon printer.cfg, et GO.... corrigé deux ou trois coquilles dans les définitions.... et BOUM... je vois mes valeurs de températures sur mon Octoprint !!! FOU COMME UN BALAI... ca marche.... Merci de votre patience .... je vais maintenant pouvoir continuer à tout parametrer min primante pour pouvoir imprimer qqchose bientôt !!!!1 point
-
Voilà le résultat avec tous les paramètres indiqués plus haut encore merci pour vos conseils
 1 point
1 point -
Bonjour, Aujourd'hui débute les pre-orders de ce scanner à 359€ au lieu de 429. Je n'ai pas pu résister, j'en ai commandé un. Si cela vous intéresse, j'en ferais un retour à sa réception vers la fin du mois. Bonne journée1 point
-
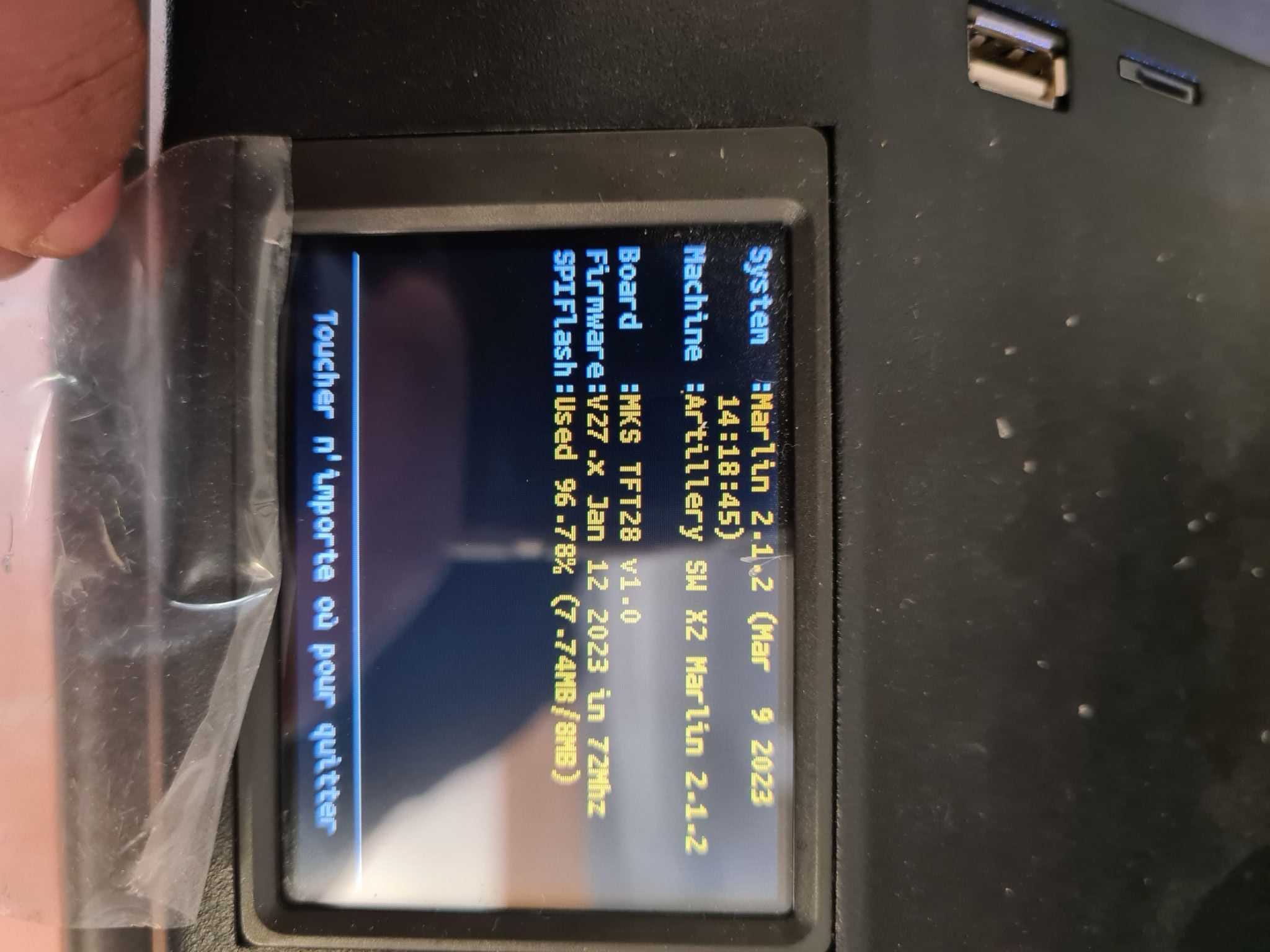
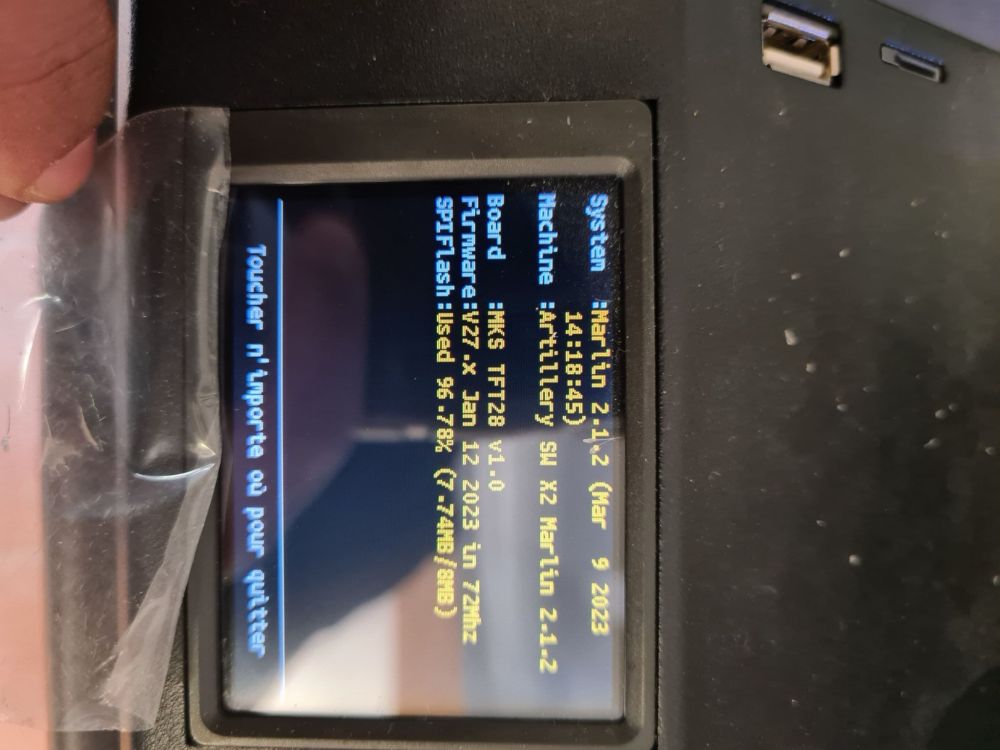
Bonjour, Merci pour votre réponse Le firmware TFT version 3.2.6 stock est le seul disponible sur le site officiel. (je ai installé ce firmaware TFT 3.2.6 stock sur une autre X2 acheté à la même date, et ça fonctionne pourtant bien) Ou trouver un firmware TFT stock (d'origine) compatible? Merci Au final, c'est un simple bug aléatoire avec plusieurs micro SD testée. J'ai relancé et au bout de 6 fois le flash à démarré
 1 point
1 point -
Je n'ai pas connaissance mais je ne sais pas tout, d'une telle manipulation. Le connecteur dédié du Bltouch ne possède que deux pins pilotables (servo, signal de déclenchement (≃ Zstop)). Un accéléromètre ADXL345 en plus de son alimentation (+V, GND) nécessite quatre signaux ( MOSI, MISO, CS, CLK) le seul accéléromètre ne nécessitant que deux signaux ( SDA, SCL ) est de type MPU-9250, MPU-9255, MPU-6515, MPU-6050 ou MPU-6500 => https://www.klipper3d.org/fr/Measuring_Resonances.html#cablage De plus, je ne suis pas sûr que Marlin actuellement gère ces matériels «nativement», Klipper lui les gère parfaitement. En attente d'autres réponses pour d'autres avis. @pommeverte tu en penses quoi ?1 point
-
Je suis débutant justement mais je comprends ton point de vue et il est vrai que les échanges son plus constructif si les choses sont dites calmement et avec pédagogie.. c'est bien dommage ce qui c'est passé pour toi sur ce serveur et j'en suis désolé. Depuis, l'eau a dû coulé sous les ponts "comme on dit", peut être qu'un mea-culpa des 2 côté vous permettrait d'aller de l'avant et d'unir vos connaissances.. pour ma part je ne souhaite que de bonne choses pour tous et un maximum d'échange avec les communauté de toute part.1 point
-
Si les pales du ventilateur ne sont pas équilibrées ça peut provoquer des vibrations Concernant le montage / serrage de la buse sur le heatbreak, je l'ai toujours fait en deux temps (mais on a parfaitement le droit de procéder autrement) : premier serrage comme @Lorenzo78 second serrage à chaud (minimum 240°C) à l'aide d'une clé dynamométrique ( 1,8 Nm ) Jamais rencontré de filament se faufilant là où il ne doit pas. Les seules fois ou j'ai une fuite c'était avec des heatbreaks traversants (PTFE jusqu'à la buse) où il faut là s'assurer que buse / PTFE / hetabreak soient tous parfaitement placés. Pour le moteur qui chaufferait trop, plutôt que lui ajouter un radiateur ( = cautère sur jambe de bois ), il vaut mieux vérifier la Vréf du pilote moteur.1 point
-
Je te remercie. Pour la semelle j'ai fait pous basique que ça. J'ai tout d'abord fait une photo pile à la verticale, avec un trepied, de la semelle de mon podologue. J'ai utilisée la photo comme calc dans Fusion360 en la mettant bien à l'échelle. J'ai ensuite utilisé un pied à coulisse pour mesurer l'épaisseur de la base (3mm) ainsi que toutes les bosses de la semelles. Dans fusion360 j'ai alors créé le modèle en suivant les contours de la semelle via le calc et en appliquant les 3mm d'épaisseur, puis sur cette base j'ai suivi les contours de chaque bosse auxquelles j'ai appliqué les épaisseurs correspondantes. J'ai ensuite ajouté des arrondis sur les bords de chaque bosse. C'était une de mes premières modélisations dans Fusion360. C'est donc très simple en fin de compte. J'ai imprimé la semelle en TPU SainSmart 95A avec ma CR10S Pro et je l'ai testé. Après quelques jours j'ai modifié quelques bosses car en TPU c'est plus rigide, notamment les côtés et des angles (à cause des murs épais) donc ça pouvait faire mal à certains endroits, voir même créer des ampoules et après 2-3 tests c'était bon. Un peu plus tard j'ai augmenté l'épaisseur de certaines bosses pour mieux soutenir le pied, j'ai aussi augmenté la densité de remplissage (45% octoédrique en 95Q ou 60% en Filaflex 60A). Tous ces tests dû utiliser 2-3 bobines de SainSmart (800g/bobine) car entre la semelle et ses supports, j'ai avait pour 150-200g par essai et pour 2 semelles. J'ai ces semelles depuis 2019 et je n'ai plus de douleurs. Je dirais même qu'elles sont finalement plus efficaces que celles d'origine avec mes ajustements. Par contre elles peuvent parfois abimer les chaussures (surtout celles avec intérieur en tissu. En Cuir pas de soucis) car les bords sont assez rigides. De plus, avec le temps, elles peuvent se déchirer en suivant les lignes de couche (mais bon, ça prends quand même 1-2 ans). Donc en la moulant cela ferait une semelle moins agressive pour la chaussure et peut être encore plus durable car le silicone c'est quand-même costaud.1 point
-
Merci @OWLicious de lancer la discussion. J'avais lu cette article, et déjà compris les sous-entendus de Jo depuis des mois à propos des licences Open-Source. Je rebondi là-dessus : Je suis tout à fait d'accord là-dessus. Il faut soutenir les entreprises qui ont cet état d'esprit, plutôt que leur clones, même s'ils sont 100% identique pour moins cher. Ce qui n'existe pour ainsi dire pas pour une machine entière, et c'est plutôt rare pour des pièces détachées. Si une machine est meilleure que l'originale, en général ce n'est plus un clone mais un fork, et du coup plus aussi compétitif en tarif. En y réfléchissant, je fais quelques constats et me pose des questions : La différence entre matériel et logiciel open source: Acheter du matériel Open-Source est une bonne chose, et généralement une "obligation" dans le sens où c'est un objet physique. On peut soit sourcer les pièces soi-même, ce qui prend du temps, comporte des risques d'erreurs, des problèmes de qualité et n'est pas forcément rentable sur le long terme. Soit commander directement la machine chez le fabricant. Le plus facile reste la seconde option. L'arrivée des clones 1:1 change la donne car permettent d'avoir l'option de facilité, mais à moindre coût. Soutenir un logiciel Open-Source est une bonne chose, pour autant peu le font car ce n'est pas un objet physique, et on peut se l'approprier tranquillement et le plus souvent gratuitement, assis dans son fauteuil. Une fois qu'on l'a utilisé, même s'il nous plait ou nous apporte un bénéfice important (en temps ou en argent), c'est déjà trop tard, on ne pense plus à remercier les auteurs. Il n'y a qu'a voir les campagnes Wikipédia qui reviennent régulièrement. Est-ce qu'on récompense la bonne personne ? Toute personne ayant contribué à un projet communautaire (Marlin au hasard), voit sont pseudo apparaitre dans l'historique du code, et voilà. Une personne qui apportera une contribution importante, pourra être mise en avant ou être récompensé, dépendant finalement uniquement de l'ampleur du projet, de ses valeurs et de la philosophie de ses "dirigeants" sur ces aspects. En l'occurrence, Prusa défend les principes de l'Open-Source, essaye du mieux possible de citer les personnes qui sont à l'origine de certaines parties de code etc... Acheter une Prusa donne de l'argent uniquement à Prusa ? Alors ce n'est pas tout à fait juste, car Prusa redistribue une partie de cet argent, soit en équipes de développement qui vont produire des choses dont tout le monde profitera ensuite gratuitement, soit en soutenant eux-mêmes les contributeurs, même petits. Car oui, ils n'en font jamais la promo, mais rien qu'en reportant de manière pertinente des problèmes sur Github, en faisant quelques tests afin d'aider à la résolution du problème, Prusa offre quelques cadeaux. J'ai moi-même bénéficié de deux bobines de filament gratuitement pour mon travail, et pourtant je n'ai rien fait de plus que reporter volontairement un problème qui me gênait, et reporter les résultats de moults tests de correctifs. Dans le cadre de mon travail, nous utilisons des projets open-source comme beaucoup, dès qu'un appareil est à base de Linux. Et bien moi je sais qu'il y a de l'Open-Source dedans, et je sais que l'utilisateur n'a aucun moyen de le savoir. J'avoue que ça me fait bien ch***. Là dessus je fais deux constats : Même si on achète volontiers des logiciels qui coûtent une blinde par personne et par an, ou de petits outils payants avec licence "morale" (c'est à dire aucune limitation, mais pas gratuit pour utilisation commerciale), je n'ai jamais vu personne donner un centime pour soutenir les outils open source que nous utilisons, en interne pour le développement comme pour les produits commercialisés. L'entreprise est consciente (ou du moins s'éveille) des problématiques de l'Open-Source, surtout parce qu'il y a un impact juridique (mauvaise raison), mais ayant moi-même essayé de soulever le problème, je me suis heurté à un mur. Sans parler des chefs de projets qui ne comprennent pas l'intérêt de perdre du temps à créer une page quelque part listant les paquets open-source et leur licences, c'est d'une complexité incroyable, même les avocats ne sont pas d'accord entre eux. Et finalement ça rejoint exactement le constat de Jo.1 point
-
Je regardais justement ce soir des vidéos sur les logiciels de scan 3D. Avec le lidar sur les derniers iphone ça peut être plus intéressant, en plus quand tu vois les commentaires et les étoiles, j'éviterais1 point
-
Merci, c'est corrigé sur la fiche produit1 point
-
Bonjour MrMagounet. Merci pour ce tuto très complet malheureusement je me suis trompé dans les étapes et j'ai injecté le firmware MKS dans celui de la carte mère...... Je n'arrive plus à connecter la carte mère au PC. Avez-vous une solution svp? Merci par avance1 point
-
Bonjour le firmware TFT version 3.2.6 c'est pour une puce GD32 pas pour un STM321 point
-
Hello @Administrateurs Juste pour vous signaler une petite coquille sur le poids et les dimensions de la SOVOL S06 Plus sur le site. Je pense que ce sont les données de la S06 qui ont été reprises. Ci-dessous les informations que l'on peut retrouver sur le site de SOVOL : Printer dimension: 538mm*488mm*707mm (including filament holder) Printer weight: 13.97kg A+1 point
-
C'est vraiment dommage, c'est de la connaissance qui s'est perdue Beaucoup de sites internet abandonnés, souvent créé par des passionnés, finissent pas disparaitre et il y a une grosse perte d'information. Il y a aussi de vieux forums mais dont les posts sont toujours utiles qui disparaissent. Il y a un autre phénomène plus vicieux lorsque les forums n'hébergeaient pas leurs propres images : les messages existent mais plus les images, du coup les posts sont inexploitables. Il devient parfois compliqué de trouver des ressources pour exploiter du matériel démodé ou obsolète mais toujours utile. A l'heure du streaming vidéo, ces sites (principalement du texte et quelques images) ne pèsent pas lourd, il faudrait généraliser l'archivage C'est encore pire avec les réseaux sociaux : d'abord les anciennes pages facebook sont difficilement indexées, et ensuite elles sont supprimées beaucoup plus facilement. L'informatique peut compliquer les choses, voire même se retourner contre nous. Sur ce forum (ou le forum usinages.fr je ne me souvient plus) il y a une personne qui est coincée car elle utilise une machine de gravure qui fonctionne avec un logiciel ancien dont le distributeur à mis la clef sous la porte il y a des années. Non seulement ce logiciel ne tourne que sous de vielles versions de Windows (pas au delà de Windows XP), mais en plus il utilise une clef physique sur port parallèle. Bien sûr, le logiciel a couté une fortune, et lorsque l'entreprise à mis fin à ses activité elle n'a donné aucun moyen à ses utilisateurs "survivants" de pouvoir continuer à travailler (ils auraient pu au moins fournir une version débridée du logiciel ne nécessitant plus la clef sur port parallèle). Cette personne ne peut changer de logiciel car toutes les pièces qu'il a produite sont faites avec le format de fichier spécifique de ce logiciel. Changer de logiciel l'obligerait à tout refaire et à perdre des années de travail. Je le vois chez mes clients : il reste facile de rénover ou maintenir en état une machine ancienne qui ne comportait que des composants mécaniques et électromécaniques. En revanche, lorsqu'il y a des cartes électroniques ou informatiques, ça devient mission impossible. Les premières machines numériques des années 1970 et 1980 utilisent des composants qui n'existent plus, et sont associées à du matériel informatique obsolète. Une petite panne rend la machine inutilisable. Ce qu'on fabrique aujourd'hui est encore plus touché ; dans une machine industrielle il y a de l'électronique et des logiciels dans de nombreux composants. Bien sûr, chaque fabriquant impose ses propres standards, tout est incompatible et verrouillé. J'insiste lourdement auprès de mes clients (fabriquant et utilisateurs de machines) de demander et de conserver une copie de tous les paramètres et de tous les binaires, et même mieux, des codes sources. Lorsqu'un composant programmable tombe en panne, il ne suffit pas d'en racheter un neuf. Il faut avoir le binaire et les outils de programmation pour écrire le composant de remplacement vierge. Cette mésaventure donne un argument supplémentaire en faveur des logiciels libres, ou au moins des formats de fichier ouverts. Un format de fichier propriétaire est un piège. Si votre travail est sauvegardé dans un format propriétaire, en fait votre travail ne vous appartient pas, il peut vous être rendu inaccessible du jour au lendemain. C'est encore pire avec les logiciels "cloud" ou les serveurs de licence. Là on s'est vraiment fait avoir ! En conservant précieusement en état de marche un ordinateur compatible, voir avec un émulateur, il est toujours possible de faire fonctionner les logiciels qui étaient distribués jadis sur disquettes et CD-ROM. Mais ces logiciels "cloud" ou avec serveur de licence peuvent être rendus indisponibles du jour au lendemain. Ou alors, la "location" augmente et vous n'avez pas le choix vous devez passer à la caisse. C'est notamment le cas des jeux vidéos. On peut toujours jouer à de vieux jeux sur MS-DOS ou sur Amiga. Mais des jeux récents ont été rendus inutilisables car les serveurs ont fermés. Dans le domaine professionnel, les logiciels Adobe sont une bonne illustration (prononciation anglaise "Adobi", prononciation française "La daube") Nous, les utilisateurs, devrions nous opposer à cette quasi-escroquerie informatique. Comme disait Coluche "il suffirait qu'on achète pas pour que ça ne se vende pas" Pour mon usage actuel de l'impression 3D et de l'usinage, j'utilise des outils informatique que j'ai moi-même programmé (donc je ne suis pas piégé) et les slicers et posts processeurs que j'utilisent fonctionnent avec des fichiers standards (STL, GCODE). J'ai tous les fichiers d'installation de l'environnement de développement en local mais ça aussi ça devient compliqué...1 point
-
Vidéo exclusive du sous-sol d' @Aezio :1 point
-
Dois-je acheter la PRUSA MK4 ? C'est à l'utilisateur de nettoyer ses outils avant ou après leur utilisation. Ca serait trop bien si ma scie table pouvait se nettoyer toute seul. Le oozing durant le palpage s'évite simplement en utilisant une température de préchauffage. J'utilise une température de 150°C, puis je palpe, puis quand la tête revient au home je passe à la température de service, >200°C. J'ai une mk3 avec une buse de 0.6 et une mk3 mmu2 avec une buse de 0.4. Attention, nulle histoire de vitesse, la buse de 0.4 peut parfaitement imprimer aussi vite que la buse de 0.6. Seulement ce n'est pas le même besoin, une machine me sert aux pièces fonctionnelles et l'autre aux pièces de déco. Si je pouvais changer de buse en moins d'une minute sans me brûler, je n'aurais besoin que d'une seule machine. Moi, très souvent même, et de grosses pièces. Cela dit, avec la mk3 (buse de 0.6), j'imprime le TPU quasiment à la vitesse du PLA, et je n'ai jamais eu de problème d'entrainement. Après je n'utilise pas non plus du TPU très mous, ça reste pour de la pièce fonctionnelle, pieds (échelles, escabeau, machines d'atelier...), amortisseurs, roues/roulettes sur mesure (généralement en bi-matière), mors, serre-joints, butées de porte ou tout simplement pour faire une pièce "incassable". Bref, j'utilise énormément le TPU. Ben c'est le profil "draft" dans prusaslicer. Couches épaisses et paramètres très rapides. Je rêve de pouvoir lancer une impression 3D aussi simplement qu'une impression papier, d'un clic depuis mon PC... La carte SD c'est has been, éventuellement la clé USB avec le "one-click" print c'est déjà pas mal. Tu n'as pas du suivre le forum depuis longtemps. Allez, un exemple il y a deux mois : Et ils ont raison, la demande pour un écran couleur est tout en bas dans le sondage, autant concentrer les efforts sur les demandes plus fortes. Perso l'écran d'imprimante ne me sert qu'à cliquer sur imprimer... C'est plutôt rare de devoir naviguer dans les menus à partir du moment où la machine fonctionne correctement. Pour moi le prix c'est la durabilité. Une prusa est bien plus bruyante mécaniquement qu'une CR10 (les ventilos c'est tout le contraire), parce que les guidages sont à billes métal sur métal. Les machines à galets plastique sont d'un silence d'or, même à haute vitesse, mais les galet s'usent vite et la précision en prend un coup. Et pour moi c'est celui qui me dérange le plus, car c'est le seul artefact visible que je ne peux pas éliminer sur les impressions déco. Les produits sont fiables, mais ça reste de la mécanique avec des pièces d'usure. Un ventilo ou un roulement ça ne vit pas éternellement. Pouvoir remplacer ces pièces soi-même reste un point très important. Sinon on va vers les imprimantes jetables, comme pour les cousines papier. D'ailleurs la maintenabilité répond au second critère du sondage. Elle reste moins chère que d'en changer à chaque nouveauté, et libre à toi de ne pas faire les mises à jour. Moi, au vu des arguments, certainement que je devrais1 point
-
Je pense qu'il ne faut pas que tu achètes une MK4, car comme tu trouves que toutes les chinoises bon marché ont tout les avantages de la MK4, n'hésites pas et commande une petite chinois à 200 €, tu feras de grosses économies.1 point
-
Comme trancheurs pour la 3DPrintMill (CR30), il y a Ideamaker et KiriMoto (en ligne). Je les avais testés lors du test de ce modèle pour le forum. Mon parcours «au long cours» :1 point
-
@jeremm, le sujet n'ayant rien à voir avec un tutoriel mais plutôt une demande d'aide, il a été déplacé dans une section plus appropriée. Merci d'y prêter plus d'attention lors d'un prochain post.1 point
-
Où sinon remet tout stock ce sera plus simple1 point
-
T´as réglé la connexion à 125000 ou 250000? C´est pas comme s´il y avait 50 pages sur le sujet... No printer attached c´est juste pas la bonne vitesse selectionnée.1 point
-
heu, t'avais quoi comme tft? parceque je poste des trucs et j'ai pas de retour juste les gens m'envoient plein de messages quand ça marche pas... merci1 point
-
@TroisSix oui tu as fait du bon taf . Même si je ne l'utilise pas moi (j'ai pourtant encore un PI et écran 7" dans un tiroir, et 2 autres en utilisations). Y a du monde comme Dim qui sont déjà dessus . @Dim33 J'ai mis les sources de mon Marlin 1.1.9 pour la Genius de dispo dans le topic avec les autres, sinon click sur ce liens1 point
-
J'ai mis plusieurs semaines pour me construire un caisson pour mon Anycubic I3 Mega. J'ai fait des tonnes de recherche, de modifs, de prints ratés ou inutilisables pour trouver enfin la bonne (ou plutôt Ma bonne) combinaison d'accessoires nécessaire à sa construction. C'est juste un document rassemblant les différentes étapes, pour l'instant, il n'y a que la partie physique de la construction proprement dite, la partie électrique et électronique va arriver si certains sont intéressés. Bien sur toutes les adaptations personnelles sont possibles, c'est juste mon fil d'Arianne pour les nuls.... Caisson Anycubic -1.pdf Caisson Anycubic -2.pdf Annexes.pdf
 1 point
1 point -
Bonjour à tous et à toutes ! Je suis de plus en plus sollicité pour de la Photogrammétrie... sur des explications, des conseils, etc... Et je vous l'avoue... c'est dur de devoir répétés 3... puis 4... puis 5... etc... les mêmes conseils et explications. Donc sur les sages conseils de @Aruka_Alka (qui à son rythme va me dépasser dans moins de temps qu'il n'en faut pour l'écrire ), voici un tutoriel, dont je ne suis pas l'auteur pour être honnête, mais qui lui a permis d'apprendre très rapidement. Il a été réalisé pour que n'importe quel débutant puisse se lancer dans la Photogrammétrie, et en comprenant les bases de la photogrammétrie et la méthode pour réussir rapidement. Ce tutoriel a permis à @Aruka_Alka d'assimiler les bases rapidement et de saisir la méthode pour réussir... alors pourquoi pas vous autres. Je vous met ce tutoriel en "pièces jointes à ce message" ici : Tutoriel La Photogrammétrie.pdf Le tutoriel original, est visible ici : https://www.photo18.fr/tutos/photogrammetrie/ Et voici 2 autres tutoriels, si cela vous intéresse d'en apprendre encore plus : http://site.ac-martinique.fr/svt/wp-content/uploads/2018/06/Photogrammetrie-un-tutoriel-pour-debute-r.pdf https://www.helicomicro.com/2014/03/09/la-photogrammetrie-en-pratique/ ______________________________________________________________________________________________________________________________________________________________ Ces tutoriels s'adresse avant tout au débutant cherchant à se faire une idée sur le fonctionnement d'un logiciel de photogrammétrie. Pour suivre ces tutoriels un ordinateur classique suffira, mais pour vous lancez en photogrammétrie "plus poussée", je vous recommande fortement d'avoir un ordinateur suffisamment puissant (un i5 ou équivalent avec 16go de RAM et une carte graphique GTX sont un strict minimum). Les logiciels tel que Metashape sont excessivement gourmands en puissance processeur et RAM. Je reste disponible pour répondre à vos éventuelles questions. Sur cela... bonne lecture... et amusez-vous bien !1 point
-
Hey, je reviens, j'ai eu une chiée de problèmes avec le z-offset en rayant ma buse etc, mais merci sur le forum, je viens de comprendre où étaient sauvegardés les fichiers j'ai donc sauvegardé tous les fichiers de /home/pi/printer_data/config/ (ça m'aurait évité de faire un copier / coller de tous les fichiers 4h avant sur mon pc en notepad) J'ai eu le même souci, le fichier variables se modifiait pas, j'ai grave rayé mon plateau, j'ai du chipoter finalement en utilisant des g-code directement en terminal après des recherches google, il semble donc que je ne sois pas le même à avoir eu ce problème en étant nouveau et en ayant mis à jour à fond en suivant toute la procédure, la calibration a changé (par rapport à la dernière version flsun qui était plus simple).0 points