Classement



Contenu populaire
Contenu avec la plus haute réputation dans 01/07/2023 Dans tous les contenus
-
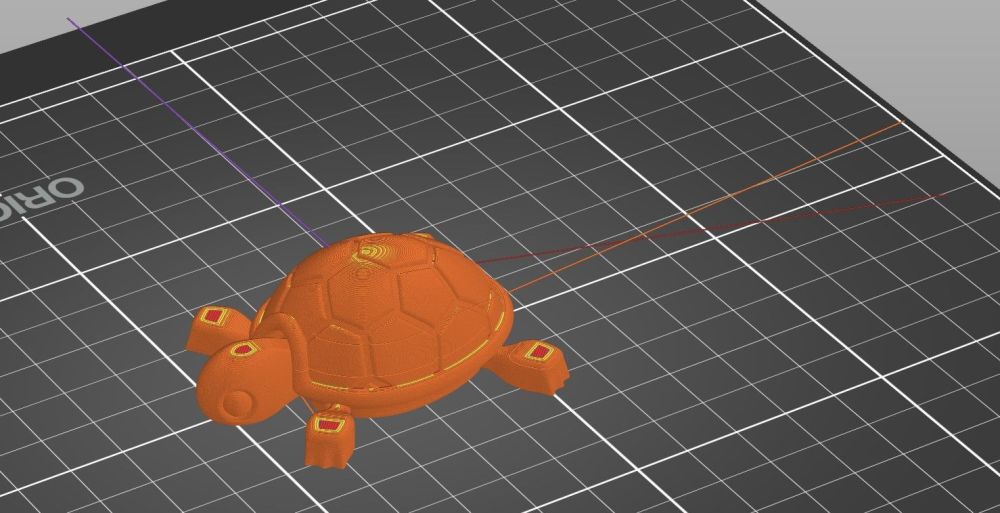
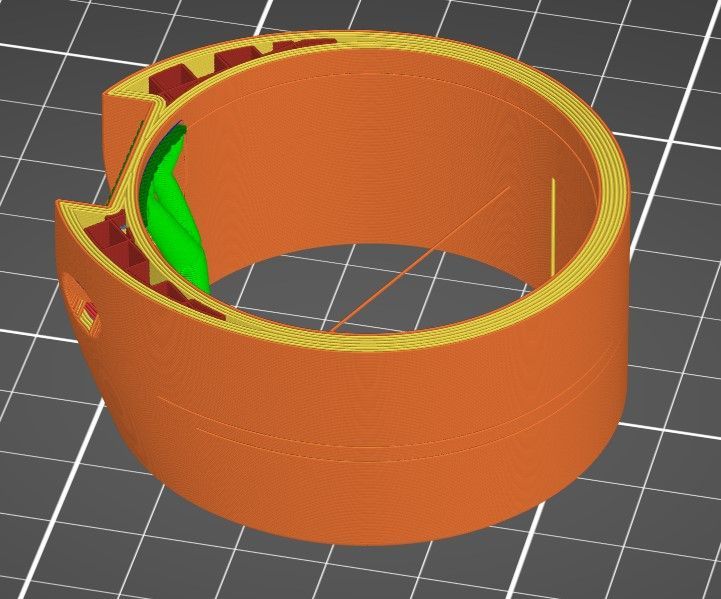
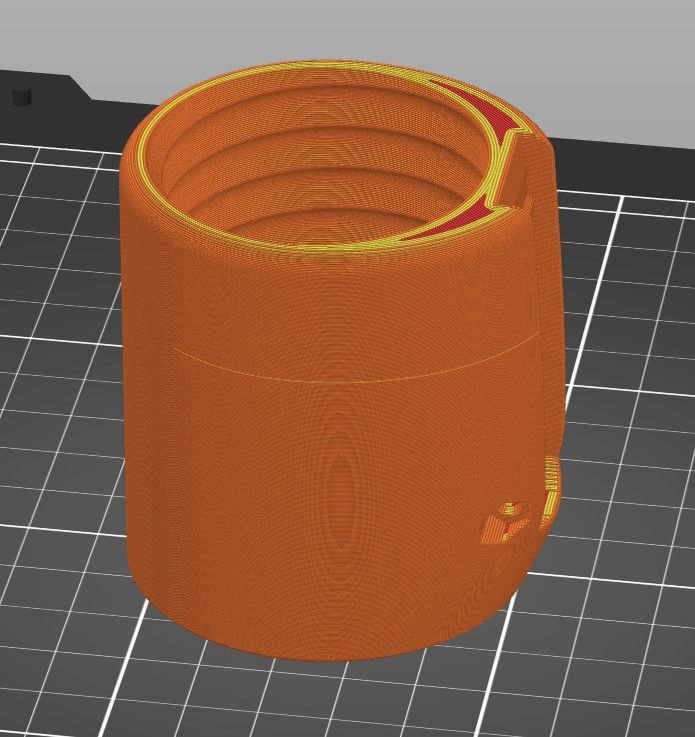
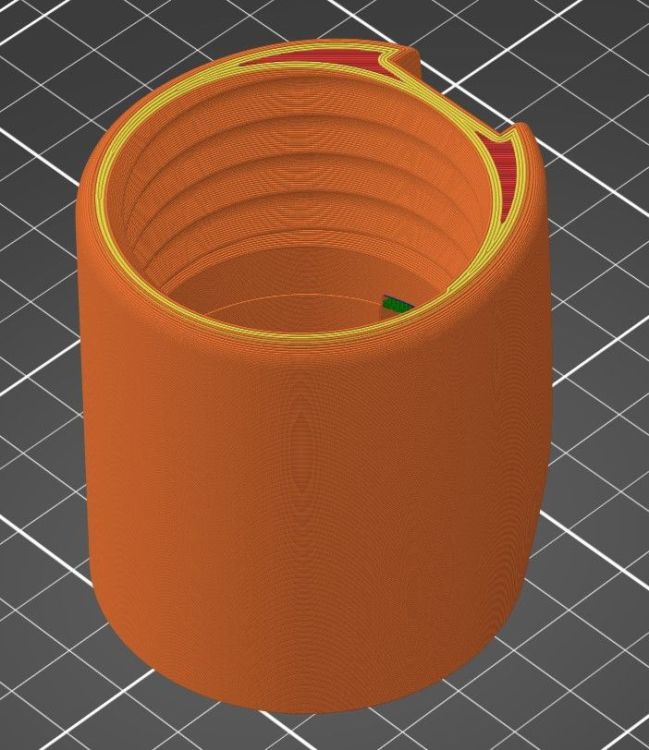
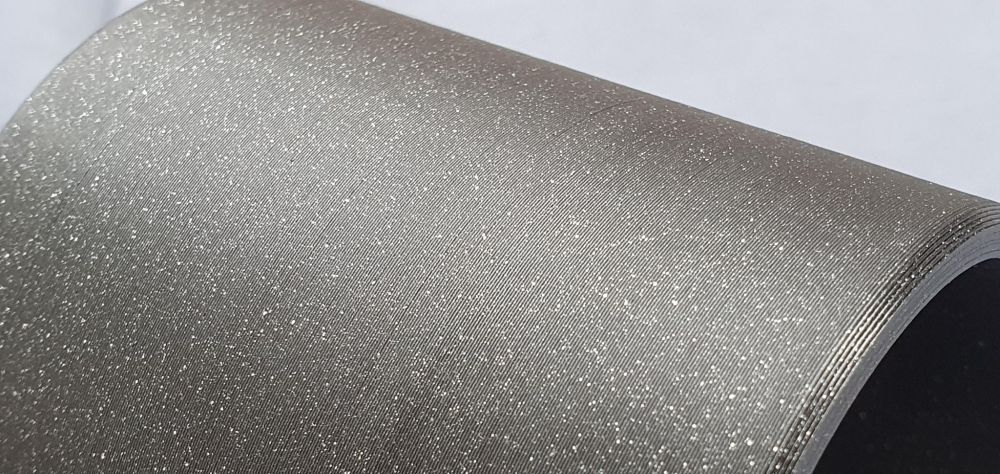
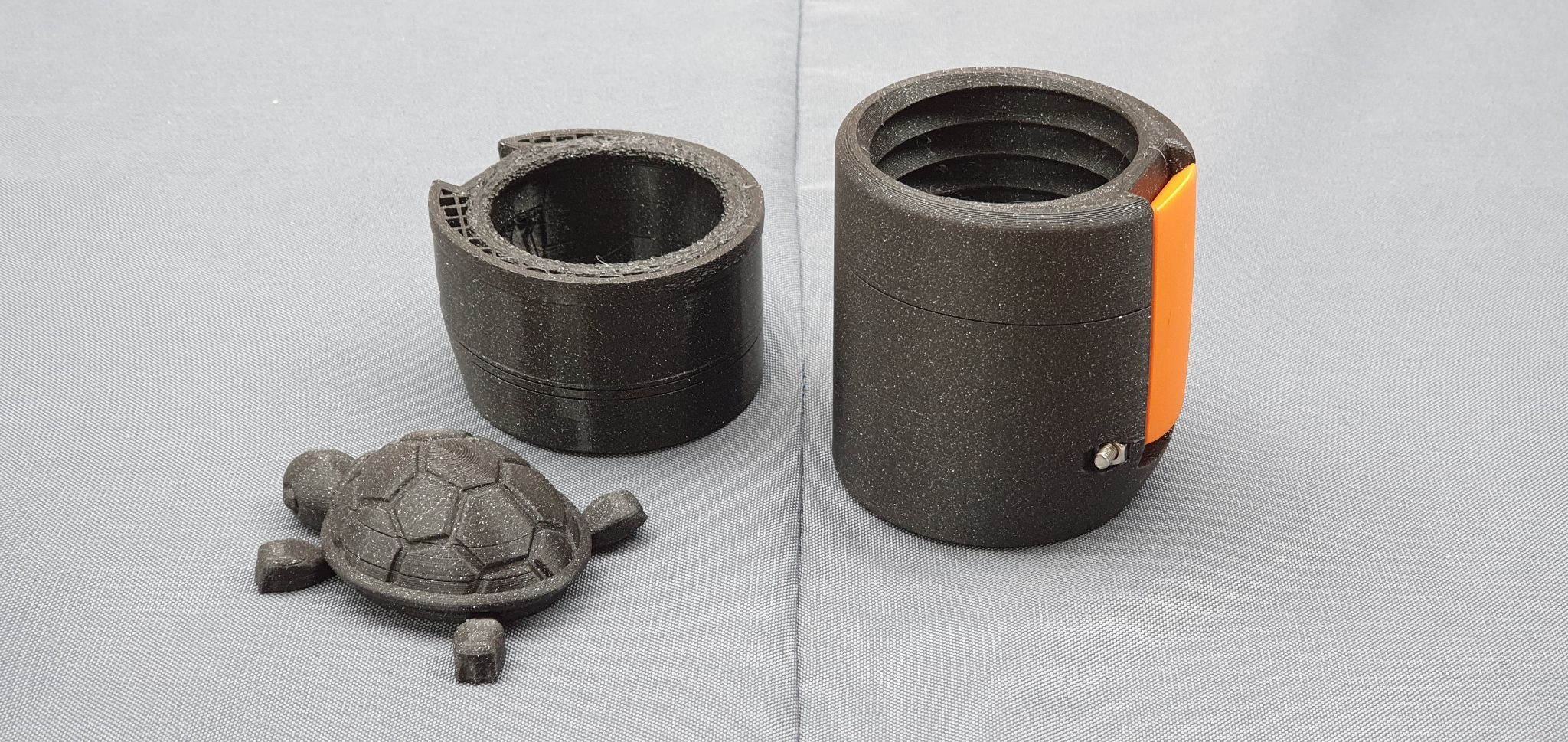
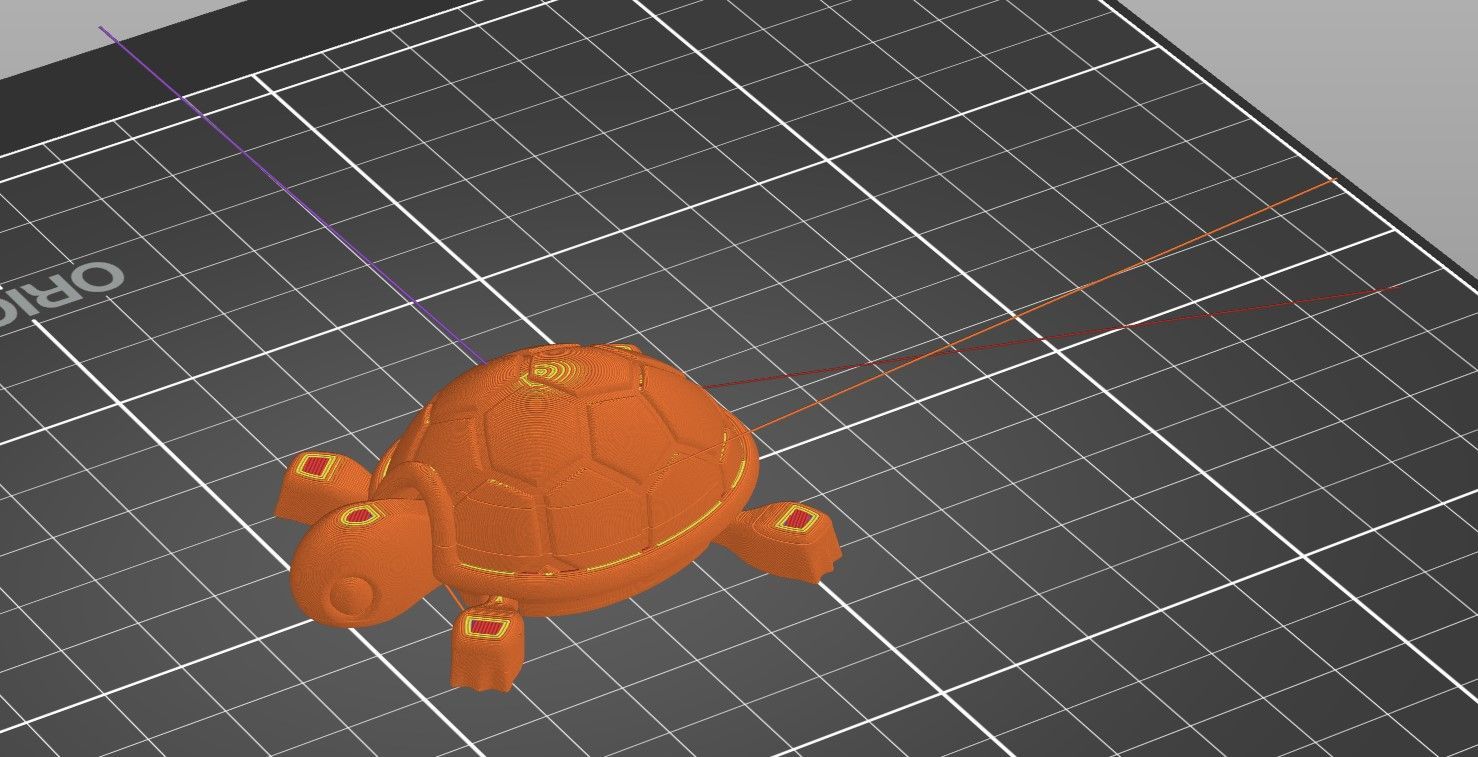
Bonjour, Je vais vous faire part ce matin de l'ascenseur émotionnel que j'ai vécu depuis hier soir. Attention, ne pas tenir compte des résultats suivants, lire l'explication jusqu'au bout. Pour information, la machine tourne sur le firmware 5.0.0-alpha2, qui active l'Input Shaper. Hier soir, suite au test et ayant peu de temps pour m'occuper de la machine, je tranche rapidement un embout d'aspiration très pratique que je suis en train de mettre en place dans tout mon atelier. Pour les curieux, il s'agit de celui-ci : https://www.printables.com/model/461256-shopvac-50mm-camlock-connectors-with-magnetic-catc Le temps passant de 4h14 sans Input Shaper à 1h33 avec Input Shaper, je me dit banco testons l'input shaper (pièce toute à droite). Je garde un œil sur la machine de loin, tout semble aller correctement, mais lorsque je récupère la pièce, je remarque une ligne de sous-extrusion. Je me dis zut, trop rapide ? On voit que le filament est mat malgré la température à 225°C pour du PLA. Ou bien une détection de crash et on voit la reprise ? Mystère. Pour ne pas en rester là, je décide avant de me coucher de trancher la petite tortue avec des articulations "print-in-place" en 0.1mm et sans Input Shaper juste pour voir. Je surveille la première couche puis le laisse tourner pendant que je vais me coucher. Ce matin je récupère la tortue, encore des lignes de sous-extrusion. Je me dis bon sang, elle est vraiment pas au point cette bécane, Jo t'es en train de couler, tu vas te mettre à dos tes fanboys... Du coup, je re-tranche à nouveau l'embout d'aspi, exactement les mêmes paramètres que le précédent, mais sans Input Shaper. Cette fois je surveille de près en restant à 30cm de la machine, tout en cherchant des expériences similaires sur les forums. Rien trouvé. Je vois les sous-ex revenir dès le début de l'impression, je laisse tourner pour essayer de bien voir ce qu'il se passe quand j'entend la musique de l'impression changer de rythme. Et là j'ai carrément vu la tête partir à un endroit tout à fait illogique, et comme si c'était normal (pas de message d'erreur ou de crash, d'ailleurs les compteurs de défauts sont encore à zéro)... A ce moment là, j'étais en train de préparer ma lettre de rupture avec Prusa, cumulé avec mes aventures précédentes sur le LCD (qui d'ailleurs n'a jamais bronché d'un poil tout le temps que je surveillais la machine). J'avais tout qui tournait dans mon esprit, est-ce le firmware alpha ? est-ce ma clé "fiable" qui n'est pas si fiable ? Est-ce encore des problèmes de CEM, lors de la transmission des G-Codes depuis l'écran jusqu'à la carte mère ? Et soudain, une illumination, si je relisais les G-Codes ? Et bim ! Je redescend d'un coup, ce n'était pas la faute à cette brave machine qui ne fait que ce qu'on lui dit de faire ! J'en viens à me dire que PrusaSlicer 2.6.0 n'est pas si stable que ça. Par chance, je l'ai laissé ouvert sur la dernière pièce, je re-exporte, mais sur mon RAMdisk cette fois-ci : Tout est parfaitement en ordre. Après avoir épluché tous les G-Codes que j'ai généré, j'ai enfin trouvé un point de convergence menant directement au coupable : C'est mon vaillant mais vieillissant PC fixe qui corrompt les fichiers exportés vers les clé USB, uniquement sur les ports USB3... Tous ceux que j'avais exporté depuis mon portable récent sont exempts de défaut. Soyez prévenus, et n'accusez pas toujours vos imprimantes de tous les problèmes. Pour référence, sur la pièce défectueuse avec Input Shaper, voici la surface "propre", à prendre avec des pincettes puisqu'il y a eu corruption de G-Code avec déplacements intempestifs de la tête. J'ai encore perdu du temps avec cette histoire, mais tout fini bien. Je vais pouvoir reprendre les tests que j'avais prévu ce week-end. @Alpes86, pour information je surveille mon PEI lisse, pour le moment aucune trace dans la zone de homing.

 5 points
5 points -
Vous l'avez surement vu, mais je remet la photo ici, c'est mon meilleur print multicouleurs sur cette machine ! Et le plus long aussi ! A voir dans cette vidéo
 4 points
4 points -
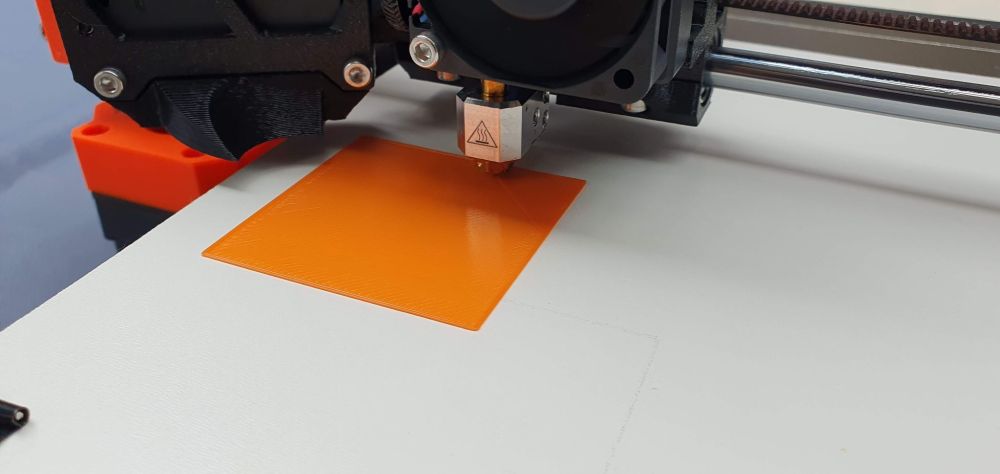
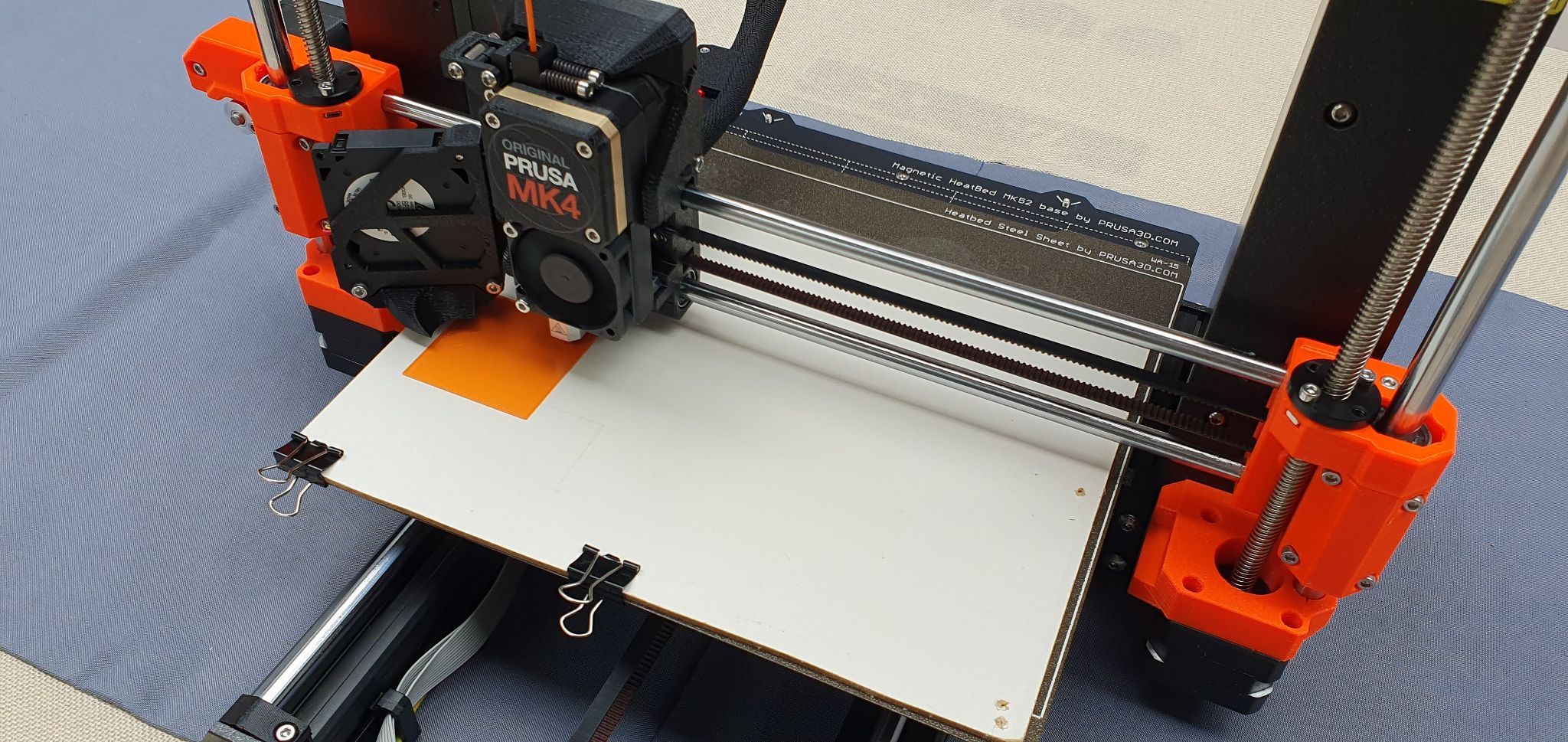
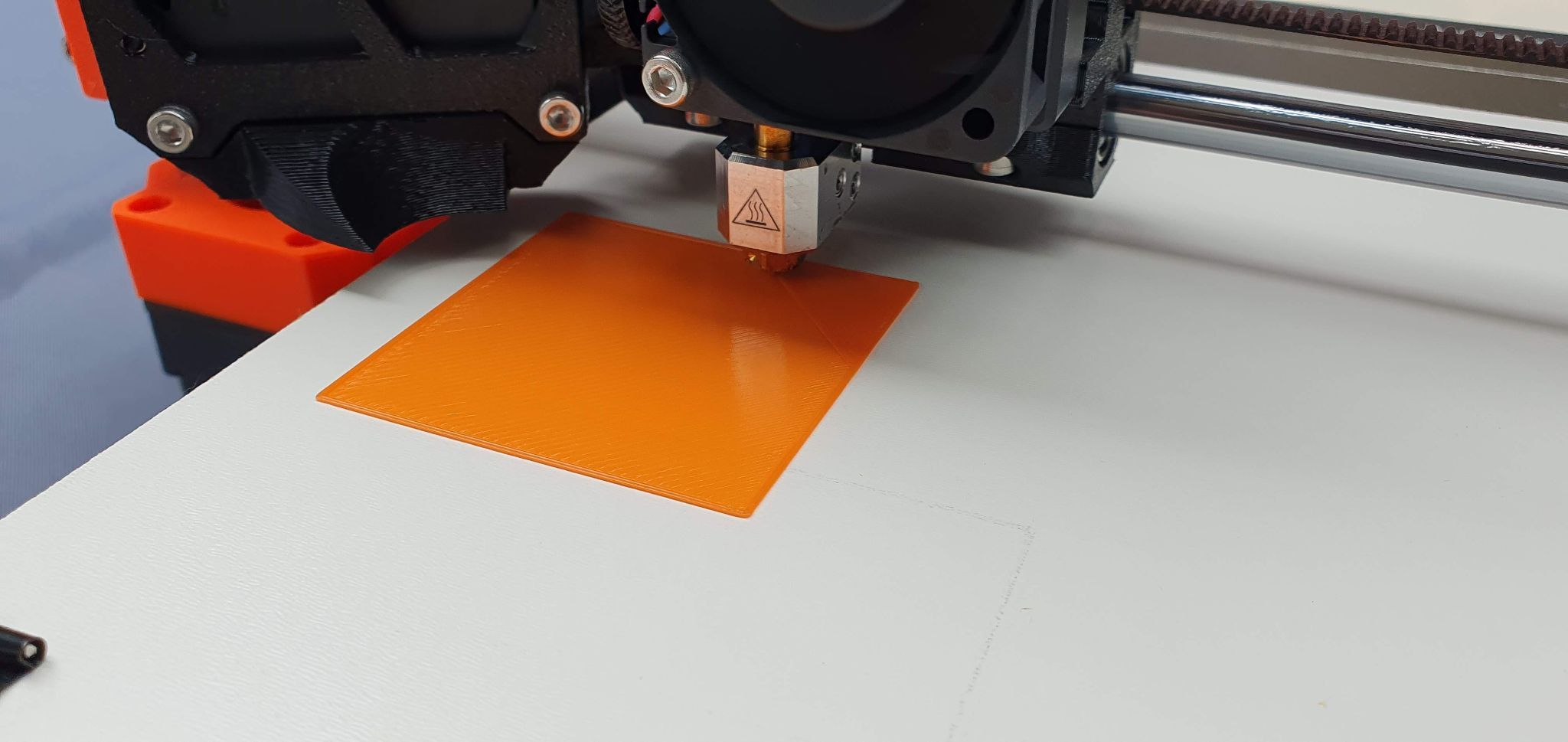
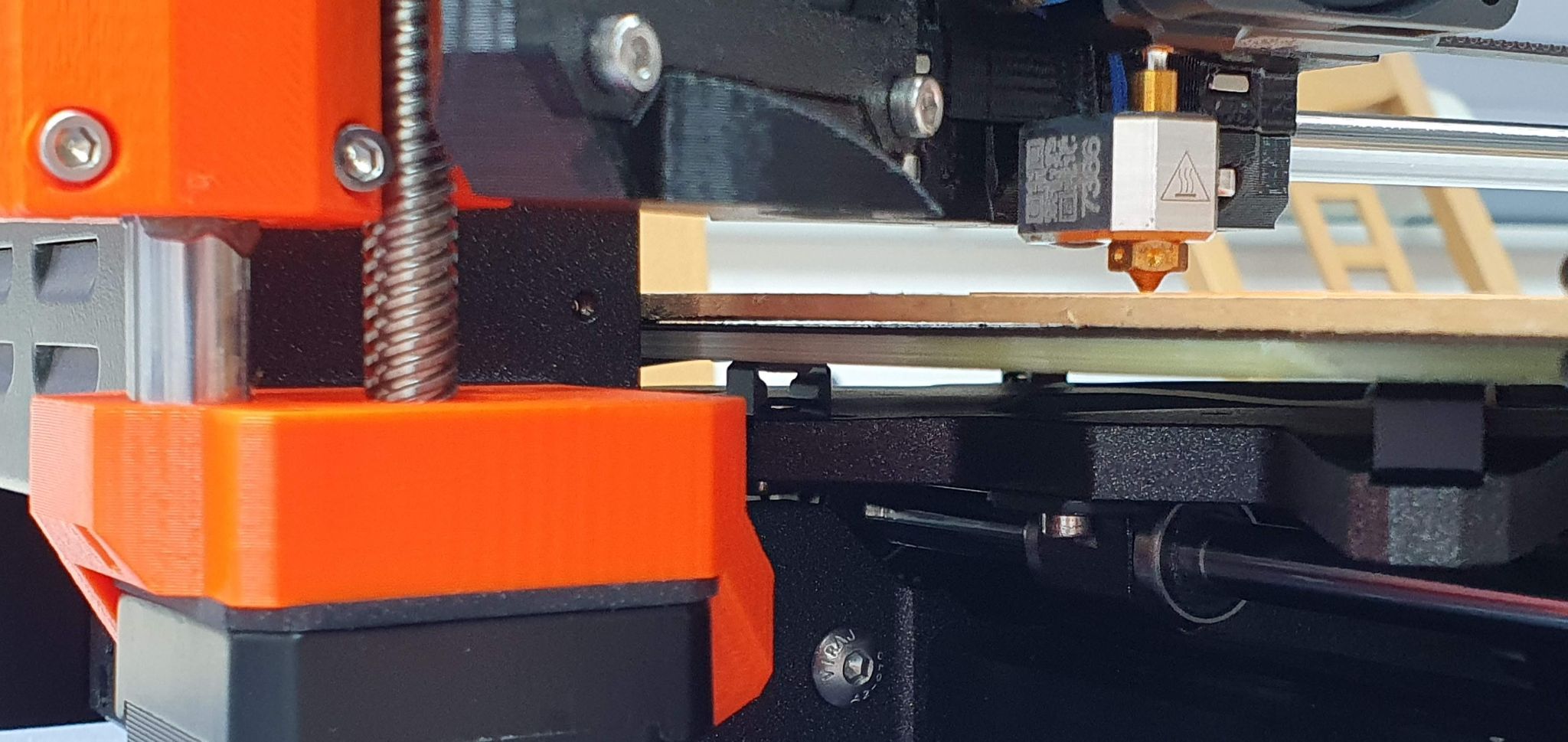
Petit amusement, mais qui ouvre de nouvelles possibilités. Il est de notoriété publique que la MK4 soit capable d'imprimer sur du carton. Alors j'ai trouvé un bout de fond de placard en MDF mélaminé, décalé la feuille d'acier de quelques centimètres pour pouvoir mettre des pinces sans gêner la tête, et envoyé une impression. Notez que j'ai "ouvert" le ventilo pour bien voir la buse Et notez également que la planche est très loin d'être plane Je trouve que c'est intéressant et permet de récupérer de nouvelles textures, encore faut-il trouver une matière dont l'adhérence soit bonne. Bon sur ce, je vais retourner à des tests plus sérieux.

 2 points
2 points -
Salut @Kachidoki, C'est bien tout ça, mais pense à indiquer ta nouvelle imprimante dans ton profil si tu veux que l'on puisse t'aider en cas de pépin2 points
-
Les K1 Max ont été expédiées !
 2 points
2 points -
N'exagère pas, la différence entre impression et injection reste importante sur ces matières. On a vérifié par tomographie aux rayons X des pièces imprimées et on est loin de l'homogénéité d'une pièce injectée.2 points
-
Dans ce cas, as tu pensé à la possibilité d'un défaut de la carte mère? essais de brancher un switch normal à la place et observe ce qui se passe quand tu bascule le switch. tu dois partir du principe que tu as du matos chinois pas vraiment connu comme étant fiable.1 point
-
Les Creality CR6-SE (et d'autres modèles ainsi que certains autres constructeurs) utilisent une jauge de contrainte / pression «similaire» à ce que doit utiliser Prusa. Cet article disséquait le fonctionnement ainsi que le réglage. Je confirme (avec ma CR6-SE) que ça appuie bien sur le plateau (surtout quand ce n'est pas bine réglé).1 point
-
Perso, j'ai le herome gen 7 et j'ai tout imprimer en pteg, et j'ai aucun problème avec.1 point
-
Pas évident sur tes photos, mais on dirait que le filament passe au dessus des dents de la roue d'entrainement. Cette roue ne serait-elle pas fixée trop basse sur l'axe du moteur ??? En plus la vis de blocage de la roue devrait s'appuyer sur le méplat de l'axe du moteur, ce qui ne semble pas être le cas... sauf s'il y a une deuxième vis face au méplat (mais pas visible sur les photos).1 point
-
C'est ce que j'ai fait moi, il est encore plus réactif.1 point
-
Salut les geeks pour le hotend j’avais acheté celui ci sur ce site —> https://www.reichelt.com/fr/fr/axialluefter-40x40x20mm-24v-13-1m-h-21dba-sun-mf40202v2-1-p260665.html et pour le radial celui ci sur Amazon —> https://amzn.eu/d/5UNMHlP1 point
-
Bonjour, perso j'utilise une nouvelle résine 10K JamGhe depuis quelques temps et pour moi elle est juste magnifique. Rend encore plus les détails des modèles du à la formulation de celle- ci. Niveau rapport qualité prix c'est ma préférée. Je la trouve sur le site des résines3d.fr . Après, je ne suis pas plus que ça, un utilisateur de résine à l'eau mais j'ai déjà testé. Je préfère largement un nettoyage à l'alcool car le résultat est bien plus propre. Le soucis des résines à l'eau est pas trop dans la formulation mais plus la manière dont elles vont être utilisées, malheureusement pas correctement (un manque de sensibilisation sur leurs utilisation je pense) et finir par jeter l'eau dans les évacuations. (vraiment pas bien) Bons Prints à tous et bon week-end
 1 point
1 point -
Salut, Les Noctua sont plutôt à éviter car pas assez efficaces, surtout en 12V. Pour le radiateur, je te conseillerais plutôt ce Sunon (Sunon MF40202V21000UA99) en 24V. Pour les ventilateurs de buse, ils sont brushless. Comme certains le disent dans les commentaires, ils n'acceptent pas la variation de vitesse en MLI/PWM (modulation de largeur d'impulsion). C'est pour cela que certains ajoutent un condensateur pour éviter le passage à 0 de la tension, mais ça reste de la bidouille. Idéalement, il faudrait ajouter un module de conversion PWM/analogique. Sinon, dans ce message, tu as un lien vers des ventilateurs 24V qui pourraient avoir une vitesse variable à partir d'une entrée PWM. Un autre modèle toujours en 24V est donné à la fin du sujet1 point
-
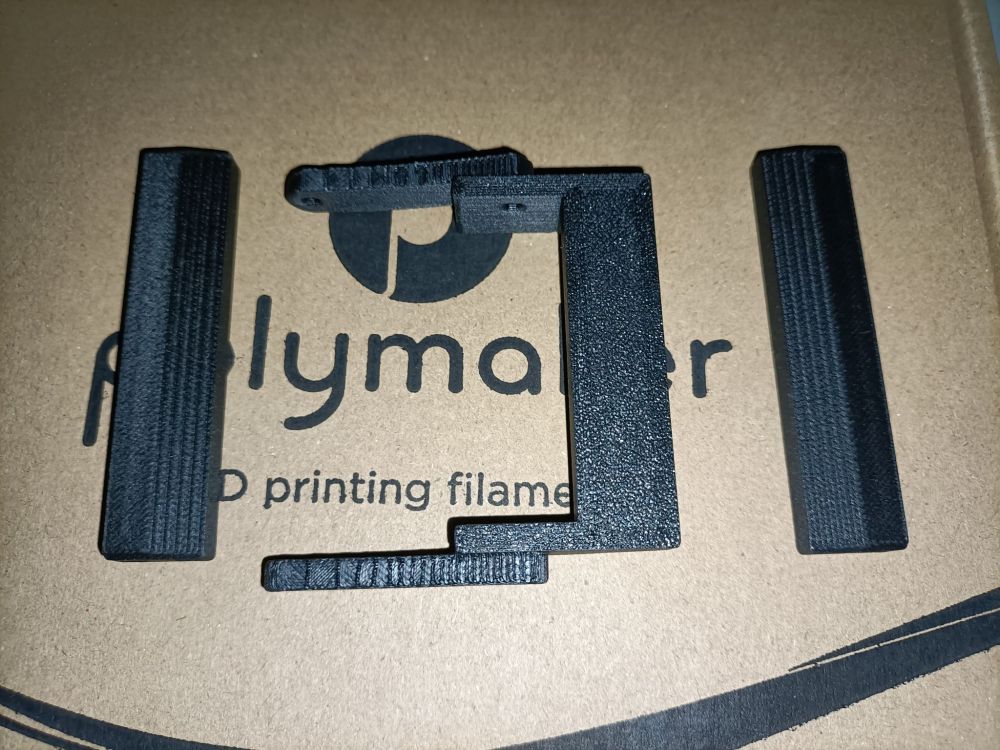
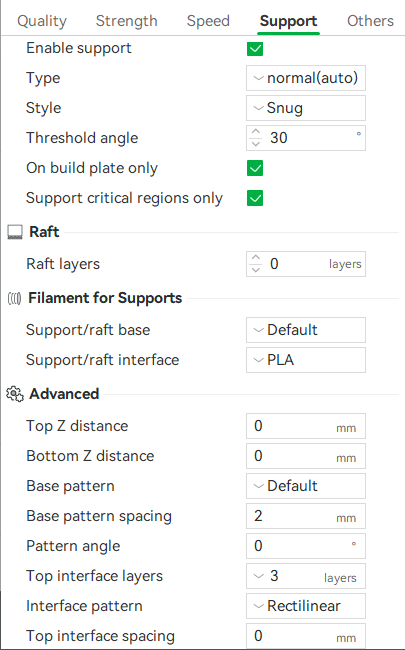
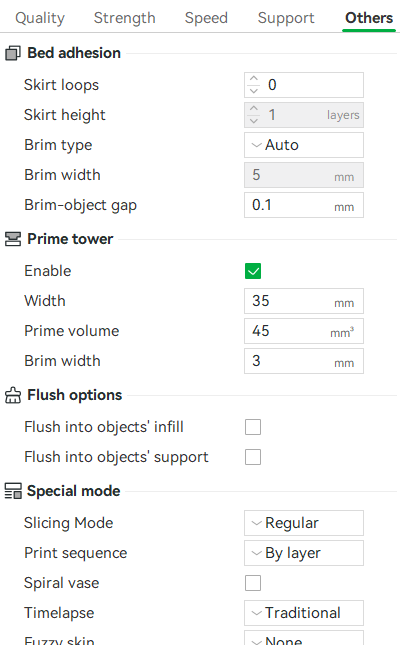
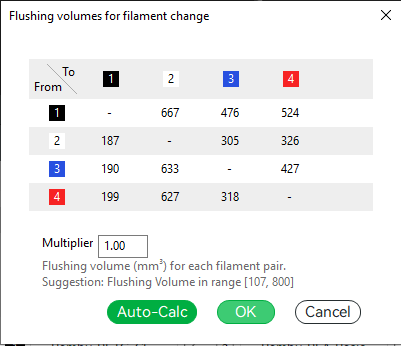
La pièce au centre : PLA JAYO en support interface sur PETG-CF BambuLab, avec une interface courbe et multiplier à 1.0 (en temps normal j'utilise 0.6 pour le multicolore) Etrangement mes flushings ne sont pas équilibrés comme toi, j'ai un peu plus de purge quand je passe du PETG au PLA (667 vs 500) mais beaucoup moins dans l'autre sens (199 vs 500) Mea autres paramètres d'impression : Le "Style" est passé à "snug", les distances "Top Z" et "Bottom Z" à 9mm, "Top interface layers" passé à "3", "Interface pattern" à "Rectilinéar" et "Top interface spacing" à "0". La c'est surtout "flush options" qui joue (tout décoché), je n'ai pas ajusté la taille de la tour mais elle pourrait être bien plus petite.
 1 point
1 point -
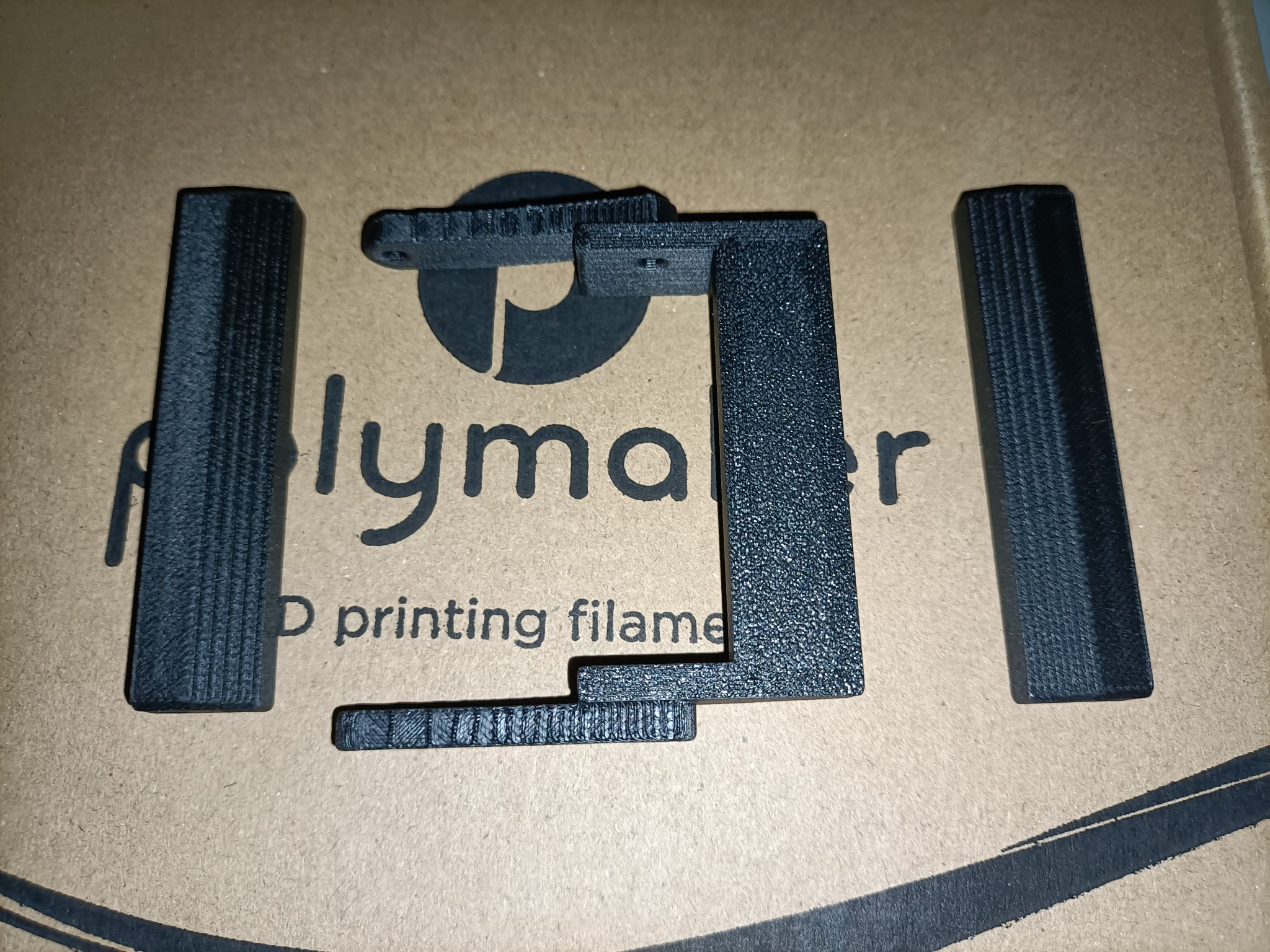
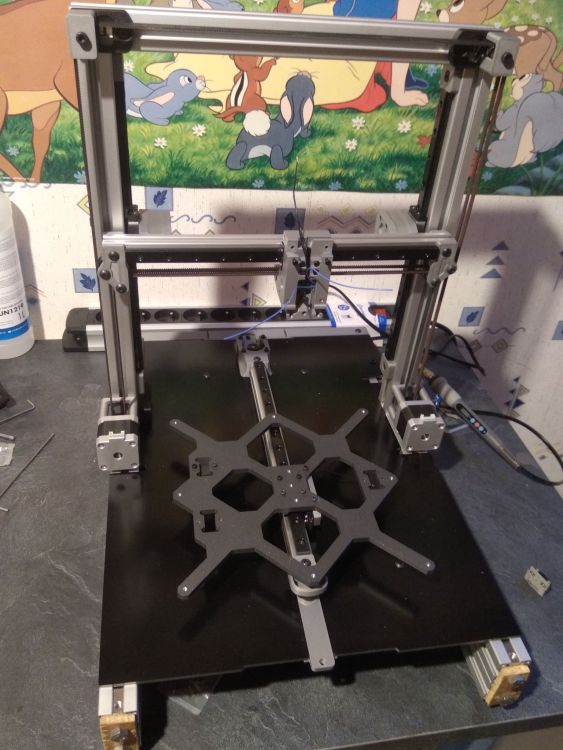
Aujourd'hui, Montage du charriot Y avec le support pour klicky. Installation des courroies Y et Z. Je n'ai pas fais confiance à la bom pour ceux-ci (une fois, pas deux ).
 1 point
1 point -
Bien venu dans la secte, normalement tu ne sera pas déçu !1 point
-
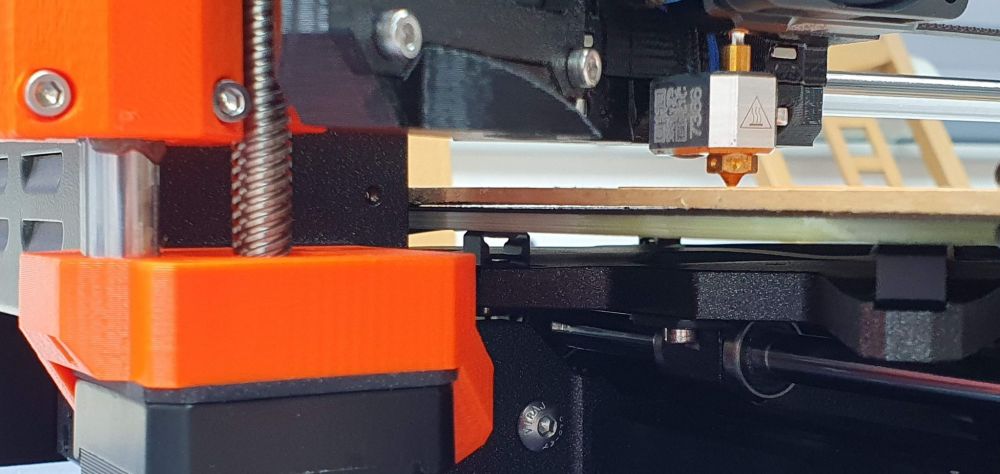
Bonjour, Je n'ai pas pu beaucoup toucher à la machine ces derniers jours, mais maintenant c'est le week-end. Comme j'avais une heure de libre ce soir, j'ai rapidement mis en place un petit montage pour visualiser concrètement cette histoire de homing. En effet, entre les problèmes de "denting" et ce que j'observe à chaque homing, j'avais besoin de le rendre plus visible sur une vidéo. Si on a l'œil observateur, on le remarque déjà sur les nombreuses vidéos existantes, mais ici je cherche à montrer uniquement ce phénomène sous un angle nouveau. Assez palabré, voici ce dont je veux parler : Le bruit de frottement est simplement dû au comparateur qui gratte sur le PEI texturé. Je n'ai pas mis de PEI lisse pour ce test, car j'ai effectué une bonne douzaine de homing d'affilé, et si le problème de détérioration du plateau existe, je préfère le voir séparément. Concernant l'appui sur le plateau, à l'endroit où est placé le comparateur on observe un abaissement de ~0.12mm, répétable. Ce déplacement est logiquement plus important à l'endroit de la pression, mais je ne pouvais pas placer le comparateur plus près sans collision. Je n'ai malheureusement pas d'équipement pour mesurer l'effort produit contre le PEI, une balance de cuisine analogique ne fonctionnerait pas à cause de sa course, et une digitale ne permettrait pas une lecture fiable, la pression étant assez brève. Je précise tout de même que cet appui se fait uniquement lors du homing, et dans le coin hors zone d'impression. Le maillage lui, se fait avec une pression si faible que je ne distingue pas de mouvement du plateau. Sur les premières vidéos qui circulent, on voit que ce homing se fait en pleine zone d'impression, et des témoignages prouvent que la pression était assez forte pour endommager un PEI lisse. A très vite pour la suite.1 point
-
Un 4028 envoie encore plus lourd (mais il vaut mieux se munir d'un casque antibruit ou de bouchons d’oreille ou le faire tourner moins vite). L'idéal est d'avoir une carte contrôleur permettant de choisir la tension des ventilateurs et le summum qu'elle possède des emplacements ventilateurs à 4 broches (une BTT SKRat par exemple mais il y en a d'autres)1 point
-
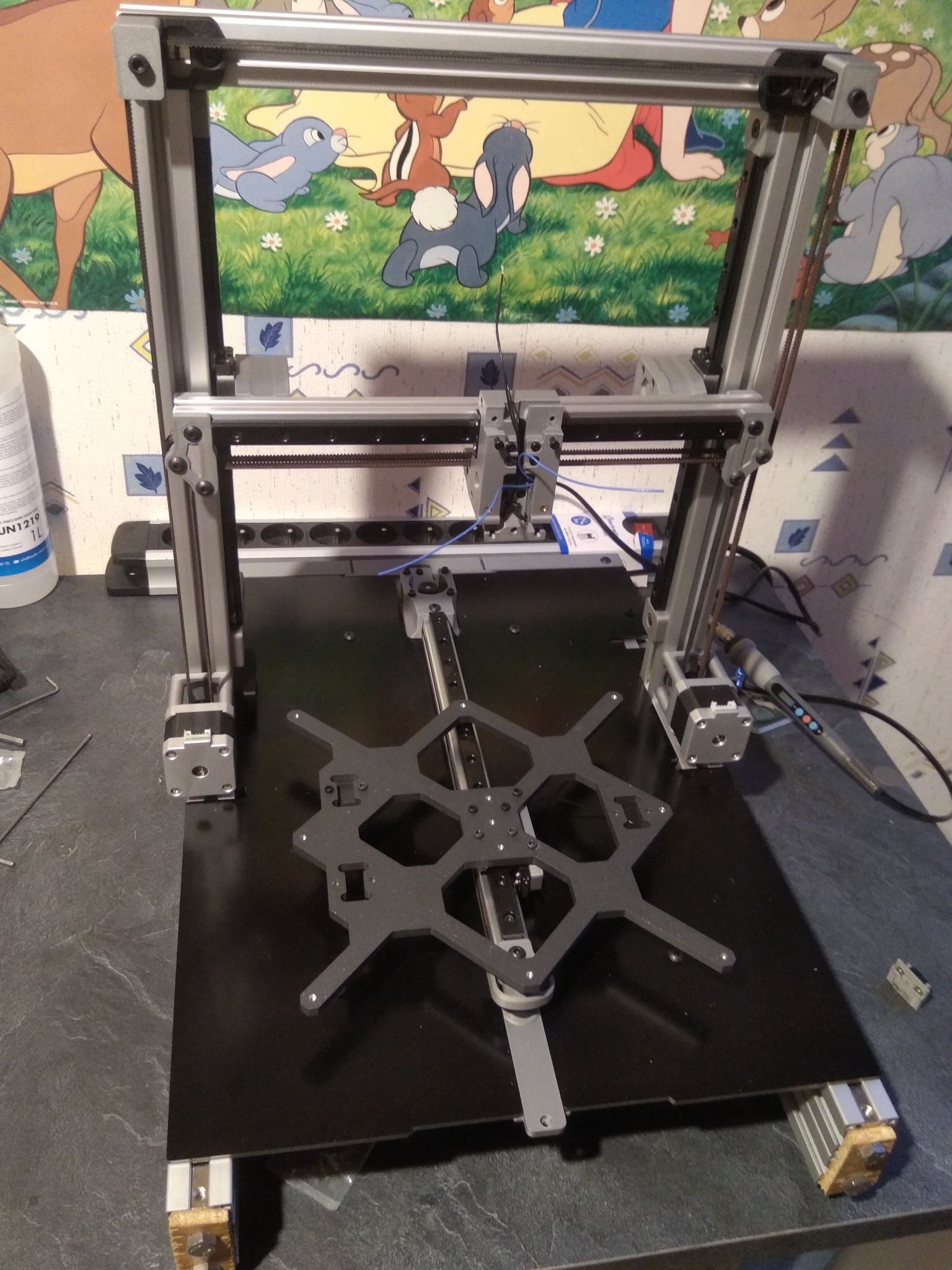
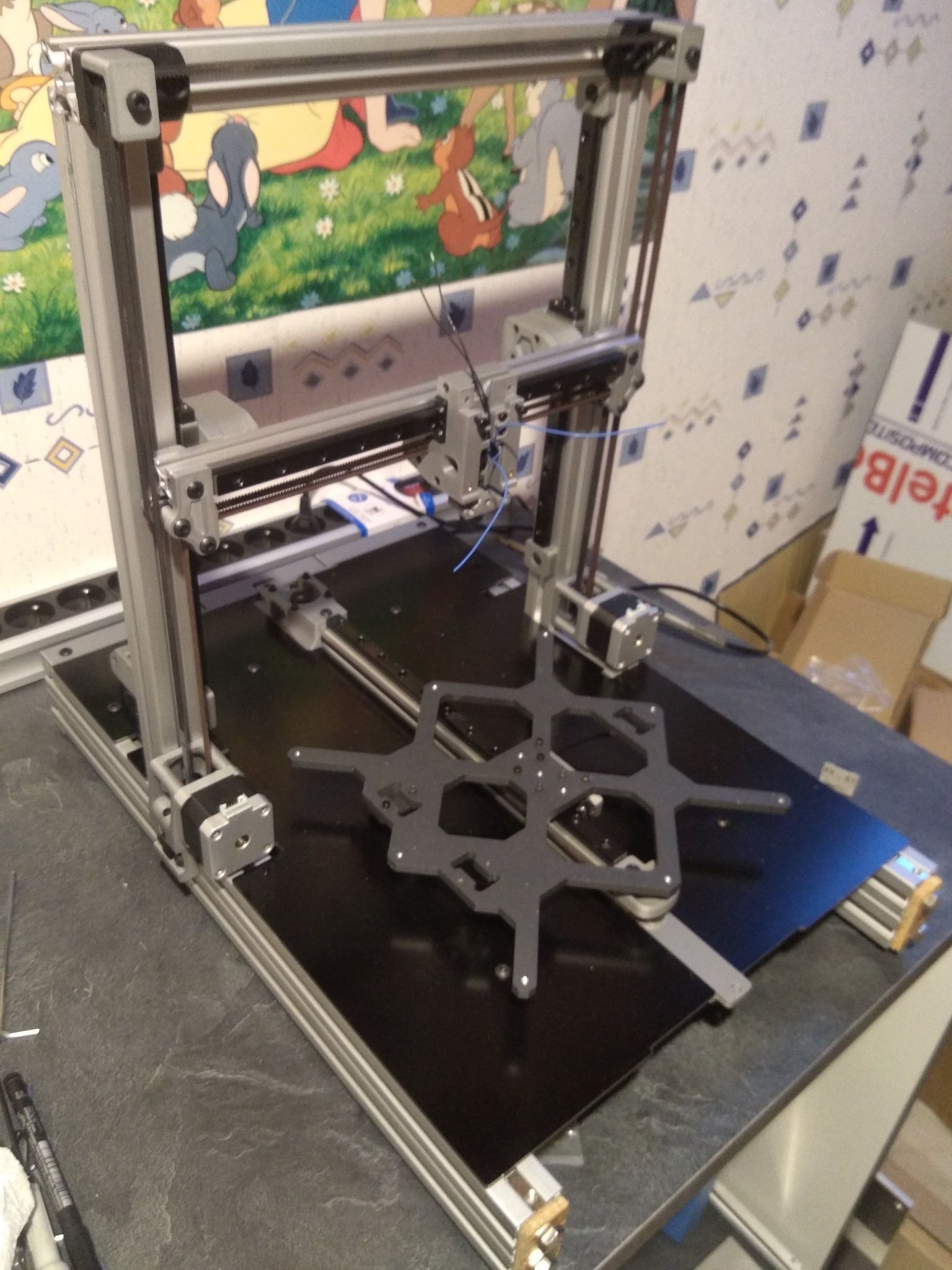
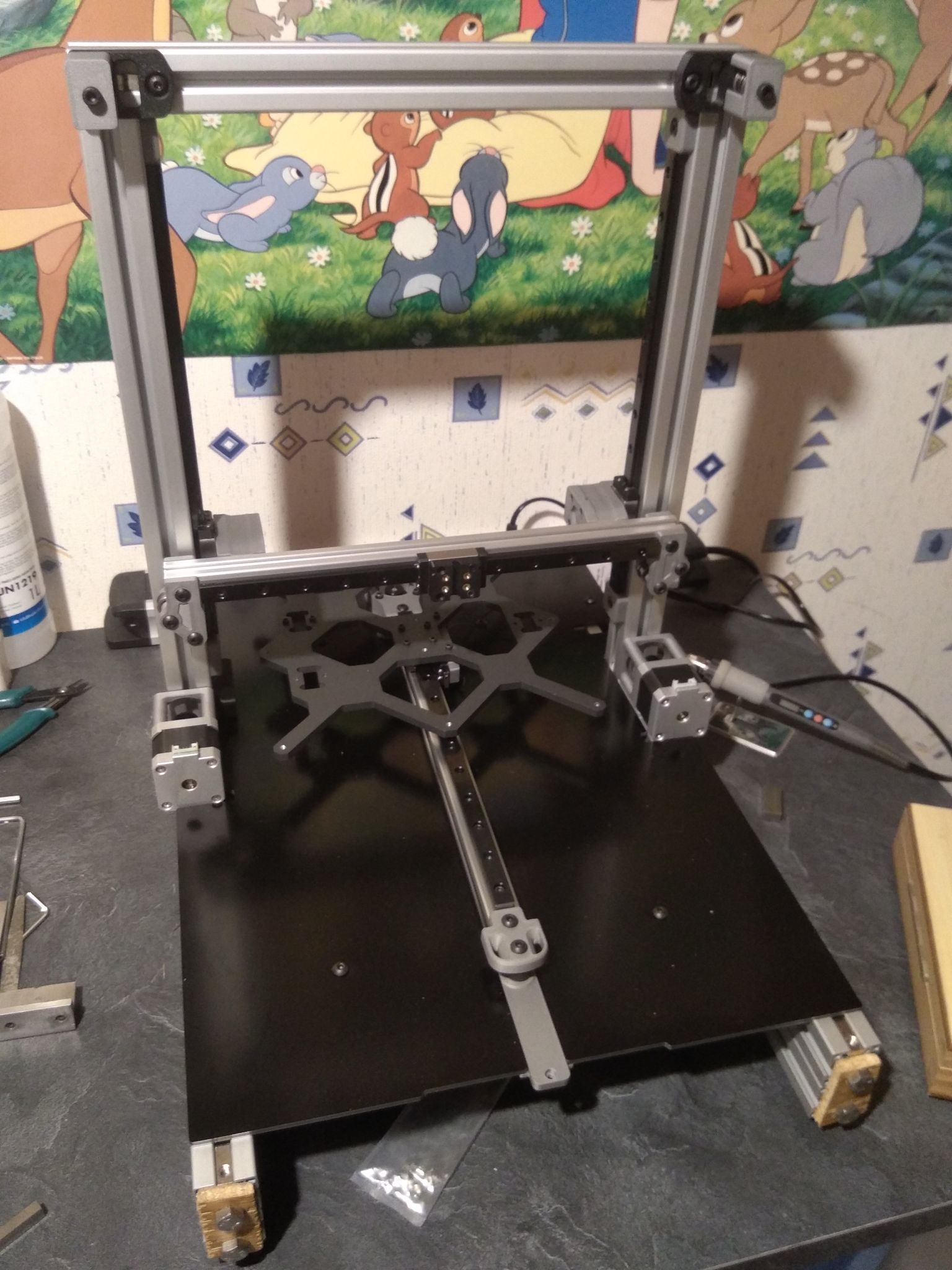
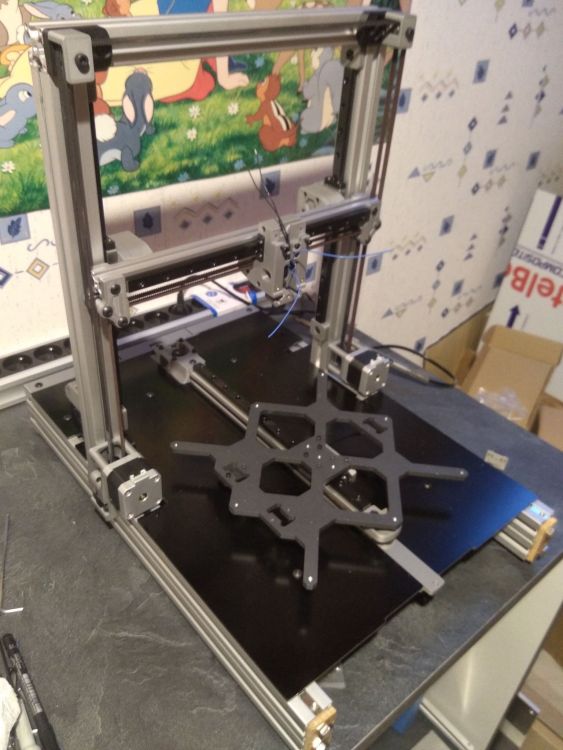
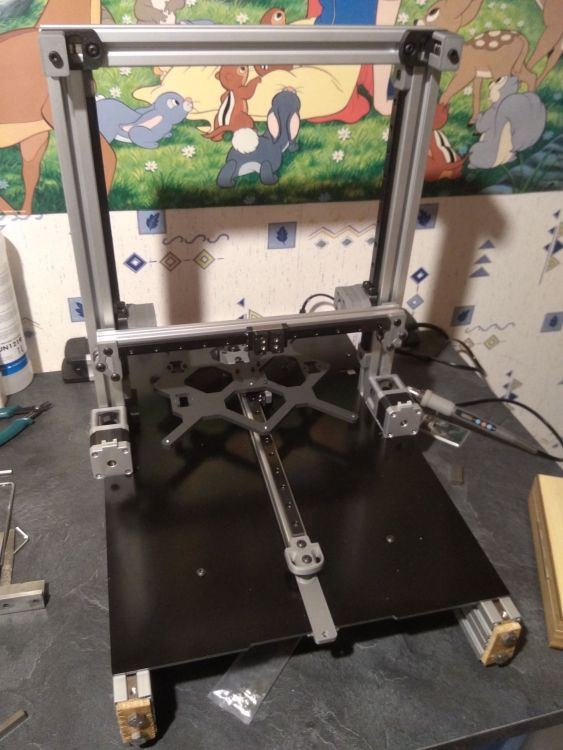
Aujourd'hui, Installation de l'axe X Vérification du glissement en Z de l'ensemble (je pense qu'il faudra que je revois pour les rails en Z à la fin car le son n'est pas terrible). + réception de la carte micro SD pour klipper
 1 point
1 point -
au niveau des angles droits, il y a un changement de direction, et ça ne se fait pas de façon instantanée. la buse ralenti, change de direction et accelère. La buse passe donc plus de temps au niveau des angles. Pour résoudre ça, tu as deux solution : si tes drivers le permettent, tu peux activer le linear advance qui va réguler le débit suivant la vitesse pour avoir une largeur constante. Sinon tu peux déja activer/augmenter le jerk (saccade) qui fait qu'il va répartir plus vite et donc rester moins longtemps dans les angles.1 point
-
Quelques exemples tirés de reddit (= pas les miens).1 point
-
Se donner les moyens de faire de belles impressions Conserver vos filaments hydrophiles (PLA, PETG, PVA, ...) dans un endroit protégé de la lumière et de l'humidité. Lorsqu'un filament absorbe trop d'humidité, il devient difficile à imprimer à cause de sa densité irrégulière et les pièces imprimées seront de moins bonne qualités qu'avec un filament sec. Un filament trop humide est reconnaissable par différents moyens - Il devient cassant lorsqu'on le plie. - Lors de l'impression, de la vapeur va se créer au niveau de la buse. - Lors de l'impression, des crépitements vont se faire entendre au niveau de la buse. Pour déshumidifier un filament à base de PLA, il faut le passer au four à 45°C au minimum durant 4H. Ne pas modifier une imprimante avant de bien maîtriser son utilisation. Les mauvaises qualités d'impression sont majoritairement dues à de mauvais réglages et à un mauvais entretien de l'imprimante. Si vous décidez de faire des modifications logicielles ou mécaniques, n'en faites qu'une seule à la fois afin de vous apercevoir de l’influence qu'elle a sur votre impression. Si vous rencontrez un problème mécanique, réglez-le par la mécanique, n'essayez pas de le compenser via un quelconque réglage logiciel. Si vous rencontrez un problème de lié à un réglage logiciel, traitez le par un meilleur réglage logiciel, n'essayez pas de le compenser via une quelconque modification mécanique. Traitez le problème à la source plutôt que d'essayer de le compenser. Pour réussir vos impressions de PLA, PETG, TPU - Évitez les courants d'air - Une température de la pièce dans laquelle se trouve l'imprimante comprise en 18 et 25°C. Si la température est inférieure à 18°C, laissez votre imprimante préchauffer durant 15 minutes Il est à noter que certaines imprimantes ne permettent pas d'imprimer lorsque la température est inférieur à environ 5°C. Pour réussir vos impressions d'ABS, ASA, PP - Caisson fermé sans ventilation (40° à 60°C dans l'enceinte) - Pas de courants d'air dans l'enceinte Avant de trancher une pièce, assurez-vous de son orientation sur le plateau car elle va influer sur sa solidité. Je répète : Ne modifiez qu’un seul réglage à la fois dans le slicer afin de voir clairement son impact (positif ou négatif) sur la pièce imprimée. La vitesse excessive est l'ennemie de la qualité d'impression, commencez par imprimer avec une vitesse maximum de 40 mm/s. Après le tranchage, prendre quelques minutes pour vérifier la future impression de la pièce grâce à la prévisualisation des couches. Inspectez les couches les unes après les autres en vérifiant leur bon empilage et l'absence de défauts tels que des parties qui ont été supprimées lors du tranchage. Pour rappel, le réglage parfait buse<>plateau se joue à 0,05mm +- 0,025. On est loin du réglage à la louche au millimètre près. Prenez soin de l'état de surface de votre plateau. le contact d'un doigt sur la surface utile du plateau suffit à réduire l'adhérence de la pièce imprimée. Lorsque vous modéliserez vos futures pièces, pensez à la manière dont vous allez l'imprimer.1 point




.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)