Classement



Contenu populaire
Contenu avec la plus haute réputation dans 10/07/2023 Dans tous les contenus
-
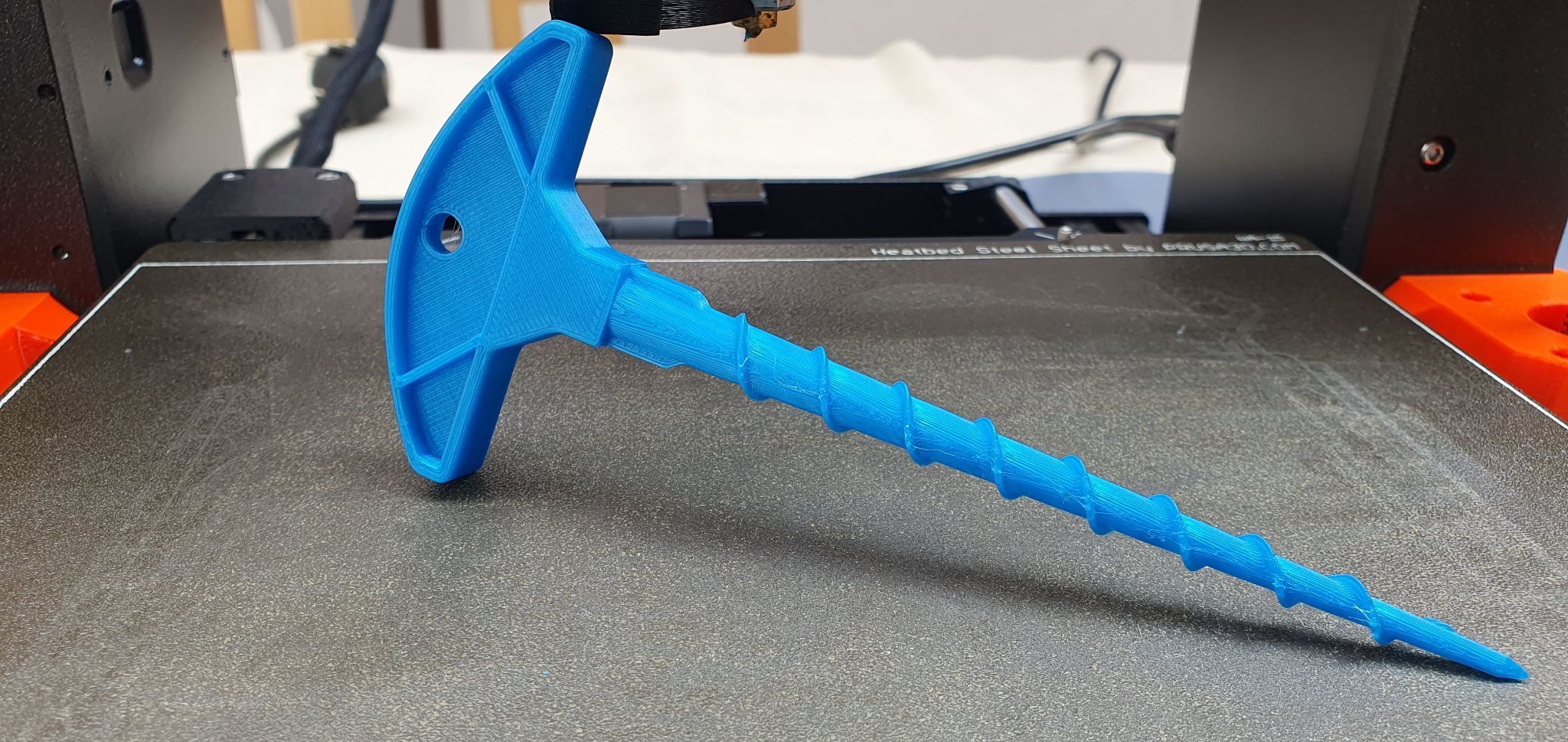
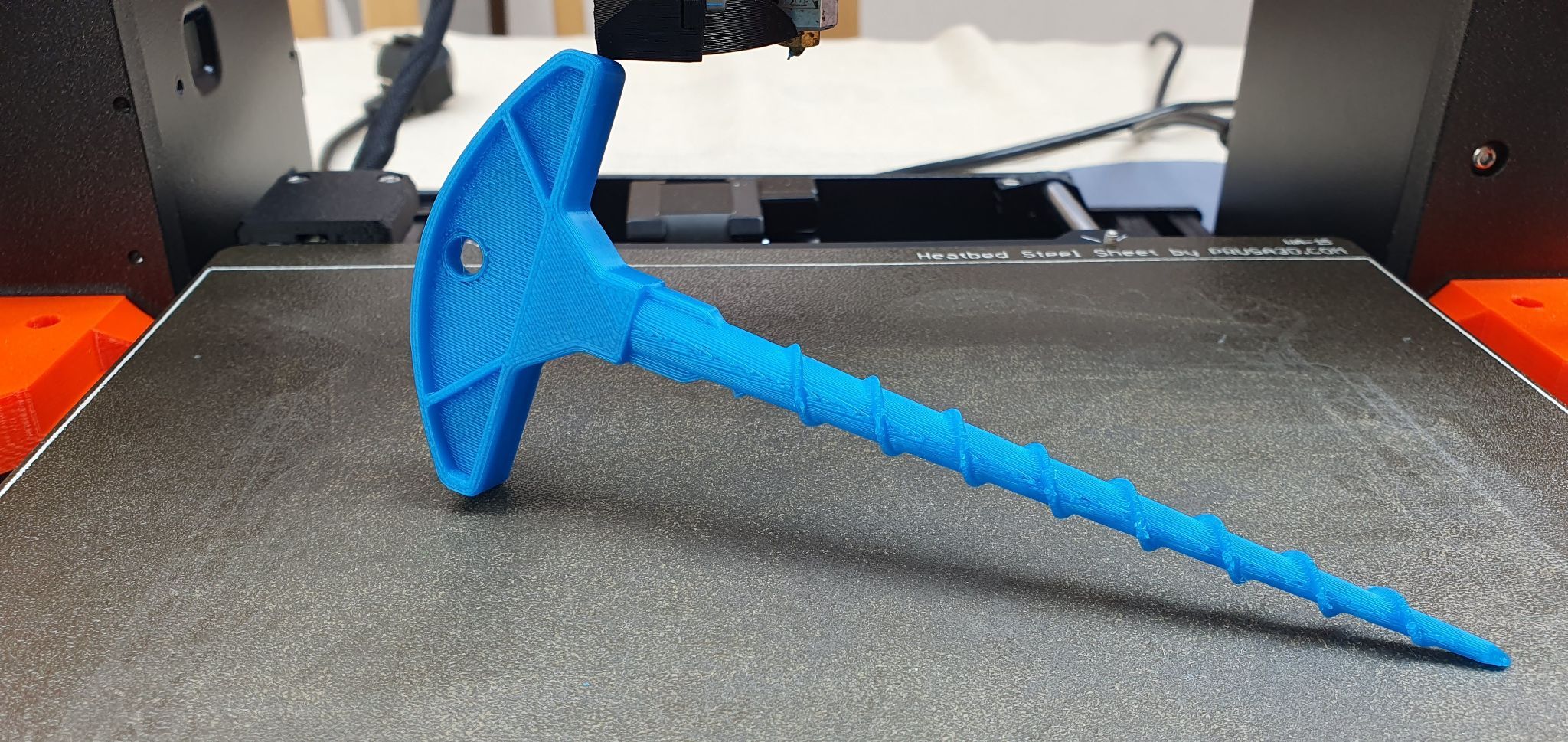
Bonjour, Je n'ai pas eu le temps d'avancer sur mes tests ce week-end, trop de travaux en retard. Mais s'agissant de travaux, c'était une bonne occasion d'utiliser cet outil fabuleux qu'est l'imprimante 3D. J'ai eu le coup classique, batailler pendant 10min pour essayer de déboucher une buse de cartouche de mastic. Je me suis donc mis en tête de voir s'il existait un "gadget" qui permettrait de simplifier cette tâche. Et je suis tombé là dessus : https://www.printables.com/model/497778-caulking-gun-nozzle-unblocker Je me suis encore auto-flagellée en me disant : "Mais pourquoi t'y as pas pensé plus tôt !". Bon maintenant c'est trop tard, mais ça sera pour la prochaine fois. Donc voici cette "petite" impression de moins de 30 minutes : Côté supérieur : Et côté supports : Franchement, c'est tellement rapide et propre que j'étais obligé de vous le partager... Reste à voir ce que ça donnera dans six mois, lorsqu'au j'aurai à nouveau besoin de déboucher une cartouche. A+



 4 points
4 points -
Pour ma part j'ai fait comme tout le monde (c'est p-e overkill) : https://www.amazon.fr/dp/B000XBH9HI?psc=1&ref=ppx_yo2ov_dt_b_product_details - C'est celle recommandée par Bambu sur leur wiki - C'est celle généralement recommandée par la communauté Bambu (reddit, ...) - Elle m'a l'air aussi souvent recommandée pour d'autres cas d'usages / d'autres communautés d'impressions 3D que Bambu A noter que : - Elle n'est pas toxique (pour le cas où qq'un imprimerait des objets 3D eux même ensuite en contact avec de la nourriture) - mais çà reste un cas marginal - Elle n'est pas donnée ... - Elle n'est pas très bien distribuée en france (en dehors de qqs liens comme ce lien amazon) - En pratique, il en faut vraiment très peu pour les 3 axes Et pour rappel : - Il est fortement recommendé d'imprimer un objet de ce genre pour nettoyer les tiges filletées proprement avant https://www.printables.com/model/470643-lead-screw-cleaner-for-8x2-z-axis-screws/comments/876598 - Il y a ce support Gridfinity pour le tube https://www.printables.com/model/506302-gridfinity-bambu-lab-superlube-grease-holder/comments/9503523 points
-
Hello, remarqué aussi par @SevenSam Bambu lab vient d'annoncer une P1S Pas encore de grosses infos officielles. Sur la photo on peut envisager une P1P fermée, ou une X1C avec écran de la P1P ? La bande led est visible, la caméra sera sans doute de la partie, maintenant est-ce que le lidar est là ? La véritable question serait son placement tarifaire maintenant. Je vois aussi énormément de rumeurs sur reddit, et les groupes facebook sur une X1S et X1E, mais je ne trouve aucune source officielle. Pour le moment, nous savons que les noms ont été déposés par Bambu Lab Je ne serais absolument pas surpris de voir Bambu annoncer officiellement quelque chose, soit de "meilleur", soit moins cher que leurs produits actuels dès que les premiers retours de la K1max apparaitront.
 2 points
2 points -
Bof, bof, bof, cette annonce est dans la lignée de la P1P, je ne suis pas du tout emballé - aucune innovation - les gammes vont être encore plus confuses pour les acheteurs potentiels (P1P et P1S sur le chassis P1P mais P1S très visuellement similaire à X1C ...) - çà montre bien que l'erreur initiale est d'avoir REFAIT une nouvelle imprimante (très similaire) avec la P1P, alors qu'ils auraient juste mieux fait de désosser une X1C et d'avoir une seule gamme / un seul firmware / une seule maintenance / un seul jeu d'équipements (une caméra identique partout, etc.) Vraiment, autant la X1C a été bienvenue à l'époque sur plein de sujets par rapport à la concurrence, autant ils ont l'air de patauger depuis. Ca n'augure pas que du bon pour la suite, je trouve qu'ils manquent beaucoup de vision et de consistence pour le futur. Allez un petit cadeau pour Bambu pour finir cette diatribe : si vous n'y avez pas déjà pensé, je vous donne l'idée du prochain modèle - la X1P, une X1C mais sans coffrage ! (c'est cadeau, profitez de l'idée)2 points
-
Avec des paliers à billes j'utilise de l'huile 3/1 depuis plusieurs années sur mes Prusa (quelques goutes tout les deux mois).2 points
-
Lisse bien évidemment car la structure PEI engendre une prise d'air sur les contours de la pièce. Une vitre c'est l'idéal. mais la face lisse convient bien avec de la colle type 3Dlac ou colle en stick. La vidéo du montage de la nouvelle buse1 point
-
C'est peut-être l'occasion d'essayer...1 point
-
C'est marqué dans la description (en gros, c'est pour la tolérance d'impression). Snugness refers to the distance between the inner faces so that it clips snugly onto the screw 8mm. Snug 0 = 8mm, Snug .2 = 7.8mm and Snug .4 = 7.6mm. Sur ma X1C, j'ai imprimé le fichier "Lead Screw Cleaner Snug .2mm.stl". Ca fonctionne, mais avec un kleenex dessus, il faut à peiner forcer pour le clipser sur l'axe (çà reste parfaitement utilisable celà dit).1 point
-
Au moins ils semblent satisfaits de leur base, c'est le troisième modèle qui l'utilise, j'imagine qu'ils doivent faire de belles économies grâce à ça tout en pouvant jouer sur les accessoires qu'ils ajoutent. Je suis surtout curieux de voir les éventuelles modifications des X1, car j'imagine que celles-ci impliqueront une modification de la base (la X1C étant un peu le full options).1 point
-
Selon le prix ça peut faire mal à la K1, même s'il manque un écran digne de ce nom !1 point
-
J'ai l'impression que cette imprimante n'est tout simplement plus mis à jour par Creality. De mon coté j'ai essayé avec ton slicer, qui sauf erreur de ma part n'est plus tenu à jour non plus par Creality, ces derniers utilisant désormais le logiciel Halot-box. Essaie d'ailleurs avec ce slicer, ne sait-on jamais1 point
-
Salutation ! Je parle sans vraiment savoir car je n'ai pas cette machine ni encore utilisé cette résine. Si tu parle bien de la résine https://www.3djake.fr/3djake/ecoresin-gris-clair alors les rares info que je trouve sont dans le Technical Data Sheet ( https://c-3d.niceshops.com/upload/file/Technical_Data_Sheet[8].pdf ) Donc tes essais avec 4.5 et 5 secondes pour les couche normales semblent raisonnable. Aussi regarder si il y a une date de fabrication ou de "best before" sur la bouteille A tu bien secoué la bouteille avant de verser la résine dans le VAT ( certaine résine on des composants qui sédimente et/ou créé des couches/phases de liquides si laissé au repos 12h-24h ) Sinon Tu ne parle pas de la hauteur des couches ni de la durée d'exposition des couches de bases ... ( bien souvent j'ai lu que "la durée d'exposition des couches de bases" devrait être de l'ordre de 10x "la durée des couches normales". Donc ici commencer avec 45s voir 50s de "durée d'exposition des couches de bases" pour des couches de 0.05mm me semble raisonnable. ) Là c'est critique que le plateau soit "ultra plat" donc vérifier avec un réglet et une lumière rasante pour s'en assurer. Avoir des micro rayures sur la surface du plateau pour avoir des micro adhérence, est souvent mieux qu'une surface trop lisse. Mais si tu ponce le plateau bien le faire sur une plaque de marbre (bien plane) pour éviter de faire plus des dégâts, au lieu de corriger... Bien souvent quand on débute on ne fait pas attention a la manière dont on tien le plateau lorsque l'on utilise la spatule pour décrocher les impressions et cela peut forcer sur les vis serré lors de l'ajustement du plateau et donc il te faut probablement refaire l'ajustement du plateau ( personnellement je le fait délicatement directement dans le VAT sans feuille de calibration ) Enfin si tu ne le connais pas un guide pour moi incontournable quand on débute en impression résine J3D Tech Guide to Resin 3D Printing - Google Docs Éventuellement faire une impression a vide ( sans VAT ni plateau mais ) avec une feuille de papier (pour bien voir sans se prendre plien d'UV dans les yeux ) pour vérifier que les expositions sont cohérentes ( image net ) Tiens nous au jus.1 point
-
ho un x1c en mode p1p avec ams : la P1S sur la page du bambulab Edit a meme un X1S et X1E (grand volume) mmmm1 point
-
A appliquer à la lettre :1 point
-
@mich0111 Super si ça te convient. Oui, en effet, il faut tâtonner un peu pour optimiser mais ça rend bien. C'est le besoin d’empêcher la buse de refroidir pour faire le changement de filament qui m'a donné l'idée de modifier le Gcode. Mais on peut en effet le faire sans en étant devant l'imprimante.1 point
-
le montage du support d'éclairage est indépendant du système de ventilation. Juste une précision concernant l'ABS ou le PETG si il y a cohésion des couches supérieures imprimées sans délaminage, alors le filament est correct pour une utilisation. Si le filament présente un wraping à chaque angle avec des délaminages partiels des couches alors le filament est saturé en humidité. c'est souvent le problème de stockage des filaments qui engendre des difficultés d'impressions. Il faut absolument les protéger de l'air ambiant humide, avec le temps si une bobine est montée sur l'imprimante plus de 72h le processus de saturation en humidité est inévitable. Bien entendu tout dépend du taux d'humidité d'une pièce avec des changements de températures importants. Pendant l'été, il faut se méfier du taux d'humidité qui est très variable compris entre 40 et 75% pour une pièce à vivre. Que faut-il faire ? le plus simple c'est de remettre le plus vite possible les bobines de filaments dans une enveloppe plastique avec des sachets de silicate après utilisation. Autre technique que j'emploie le sachet hermétique avec un vide d'air avec une pompe à dépression; c'est le procédé le plus efficace la technique de @Jeff78s est très efficace d'inclure les bobines dans un containers à l'abri de l'humidité. Bien entendu le passage dans un four à 50° ou dans un équipement adoc permet pendant 5 à 6 heures de retrouver un filament correct. Voilà nous vivons d'expériences . en exemple comment vérifier si le PLA est saturé en humidité il faut écouter si l'extrudeur fait des bruits de crépitements discrets pendant l'impression; autre test si à la flexion du filament pour un angle de 90° casse alors il est humide Voilà une des raisons qui fait que l'impression est réussie. a+1 point
-
Tout d'abord on parle bien de PLA ? Si oui quelle marque ? Quelle température as tu mis (ou laissé d'après ton message) ? Quand ça se décolle : - c'est dès le départ ? - après un certain temps ? Quand ça sort de la buse : - ça te semble être bien écrasé sur le plateau ? (très faible épaisseur) - toucher le plateau sans être tellement écrasé et remonte direct derrière la buse ? Tu peux réessayer de faire la procédure de réglage du plateau, car honnêtement, c'est assez fréquent qu'il faille s'y reprendre à plusieurs fois au départ. Le côté "ça doit frotter mais pas trop" c'est sympa, mais pas toujours facile à appréhender. Perso sur une machine, j'ai plus de soucis pour faire une première couche très fine : 0.25mm est parfait, en dessous j'avais des problèmes d'adhérence. Donc même sur une impression en 0.1mm, ma première couche reste à 0.25mm. Essais de modifier un peu le réglage, un peu plus bas, un peu plus haut, pour voir comment ça réagit. (attention de ne pas descendre trop bas et d'attaquer la gravure !)1 point
-
Beaucoup de tests dans cet hebdo mais aussi des nouvelles de BambuStudio et de l'impression 4D métal ! https://www.lesimprimantes3d.fr/semaine-impression-3d-392-20230709/1 point
-
ok merci pout les conseille1 point
-
Si je comprends bien quand tu lances une impression à partir de la carte SD pas de problème ? Autrement, je suppose que tu la lances à partir de liaison USB du PC. ce n'est pas une bonne chose, car si le PC se met en Veille stop, Si le processeur a une grosse charge la liaison peut s'interrompre. pour les prints prends une carte SD de marque pour la qualité (4 à 16Go formaté en FAT 32 4096). Les cartes fourni d'origine sont souvent déficientes plus ou moins rapidement.1 point
-
Salut et de rien, Pour compléter ma réponse, ce test a été ajouté avec la version V2.1.2.1. Avant, il était possible de compiler avec une thermistance type 1, une température maxi de 300°C et un overshoot de 15°C.1 point
-
merci pour toute tes réponses !1 point
-
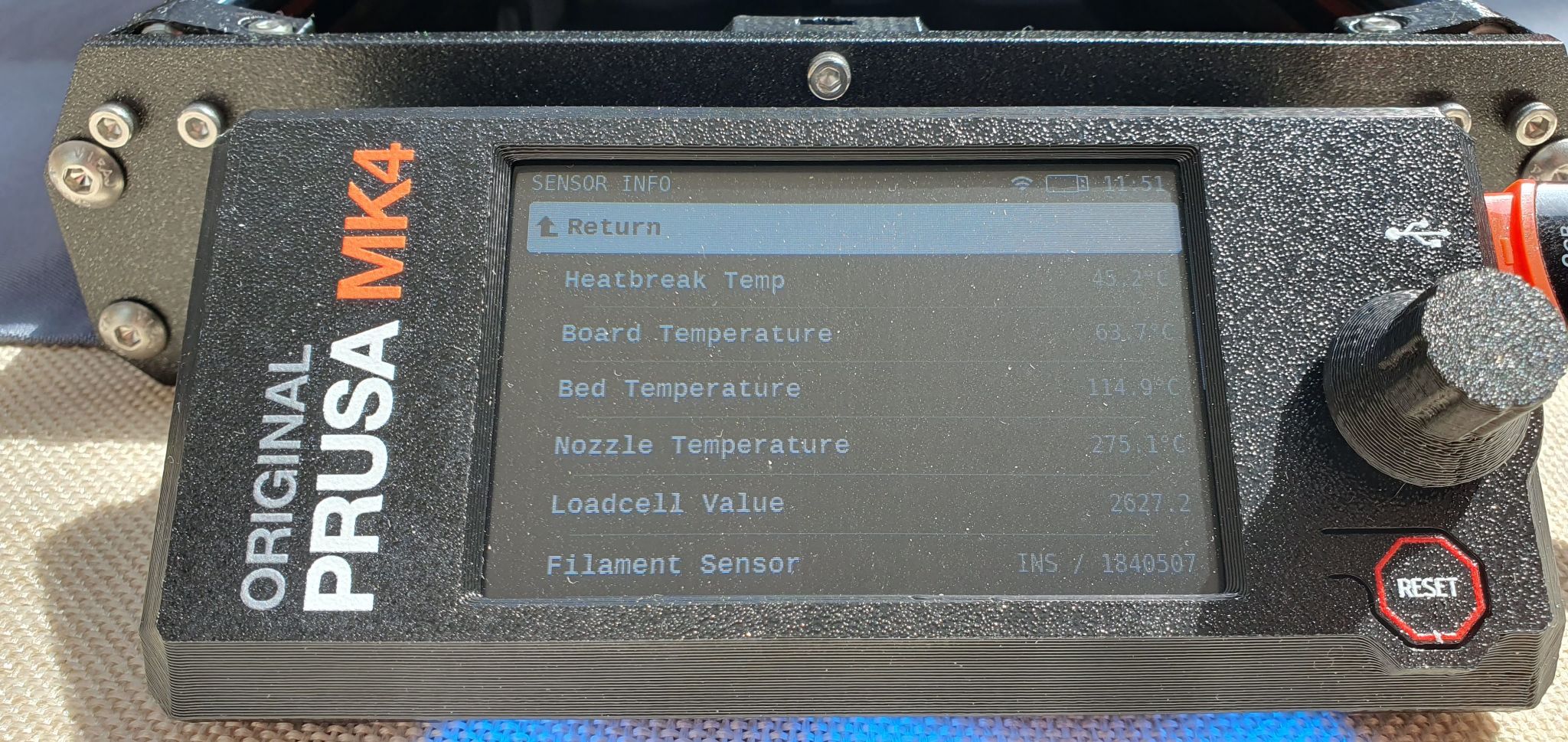
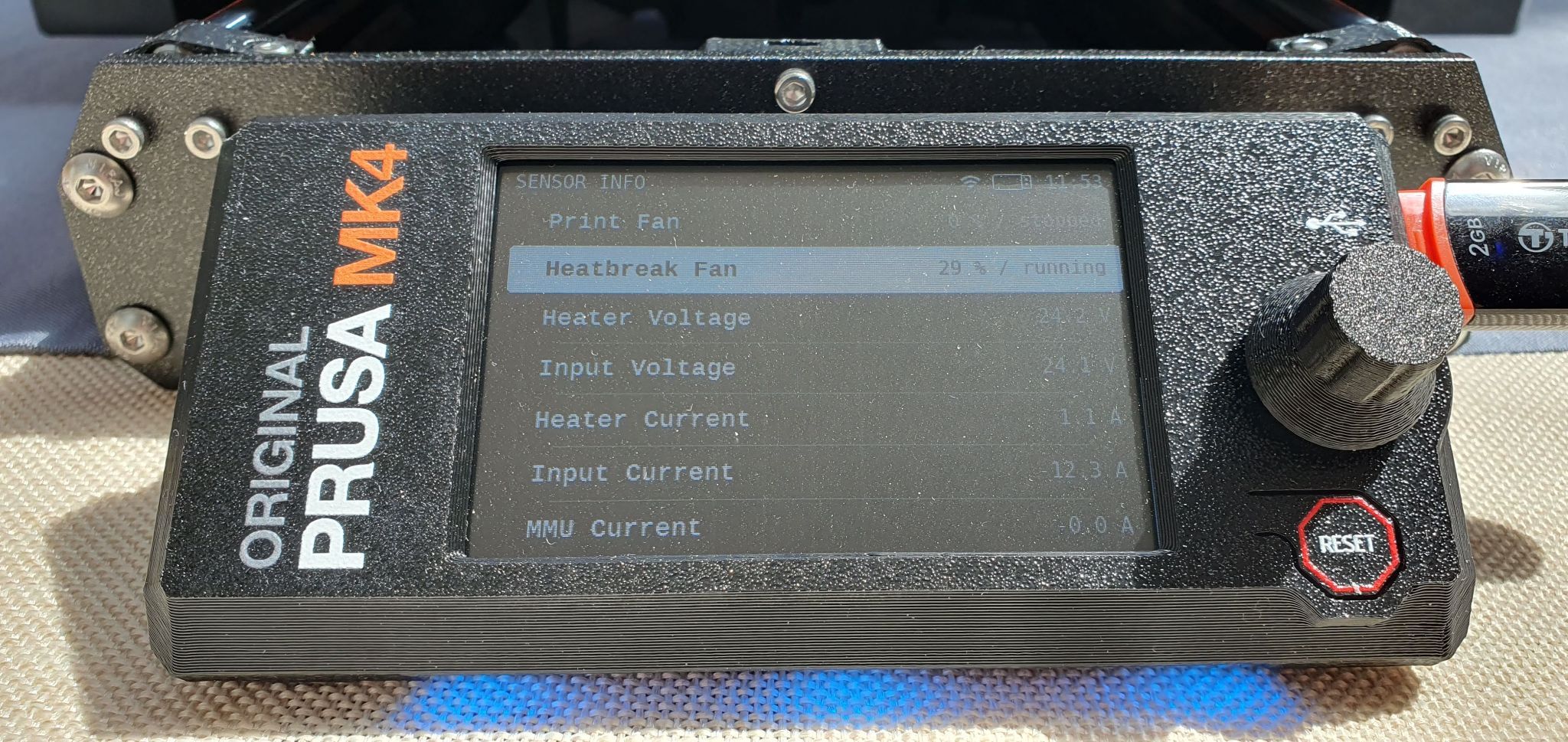
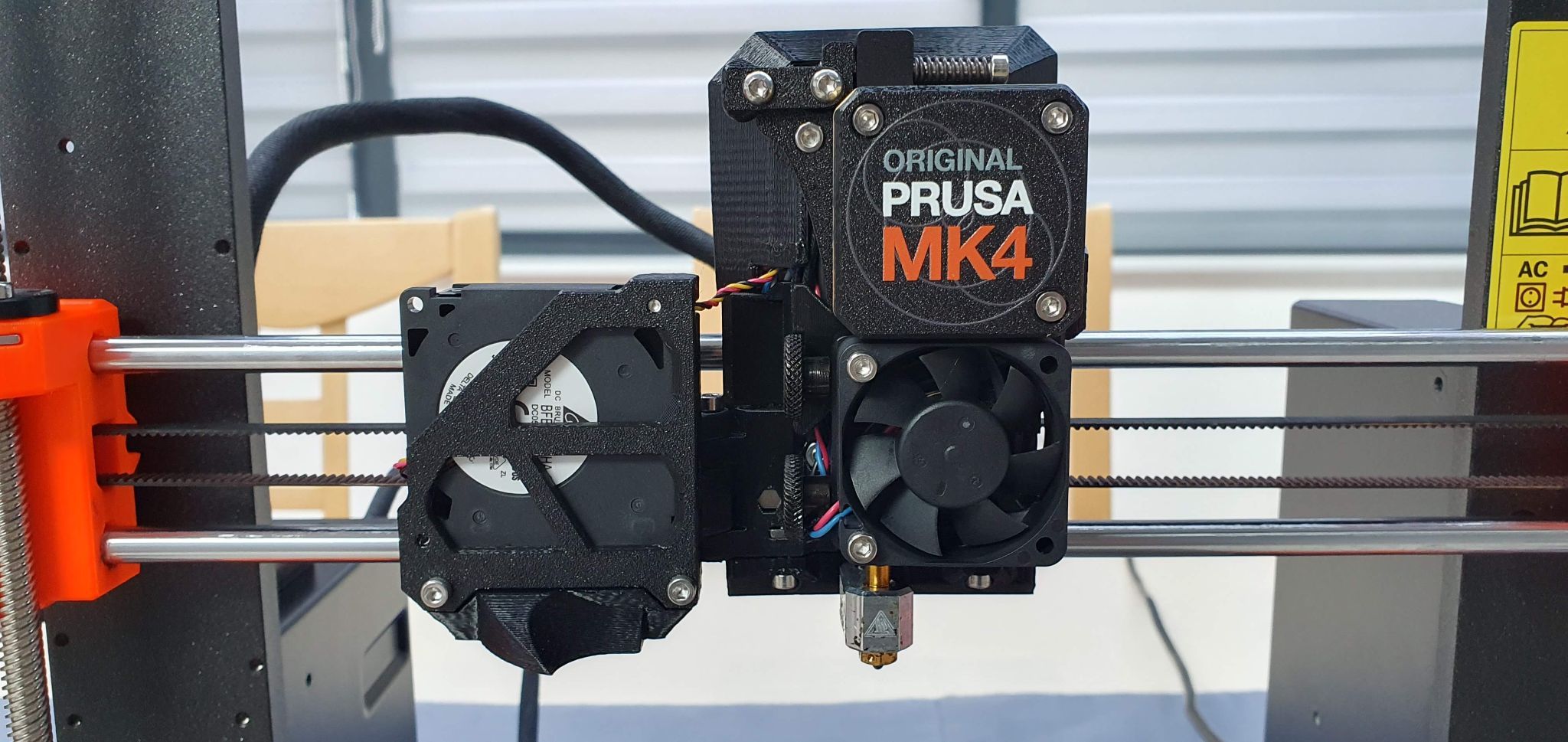
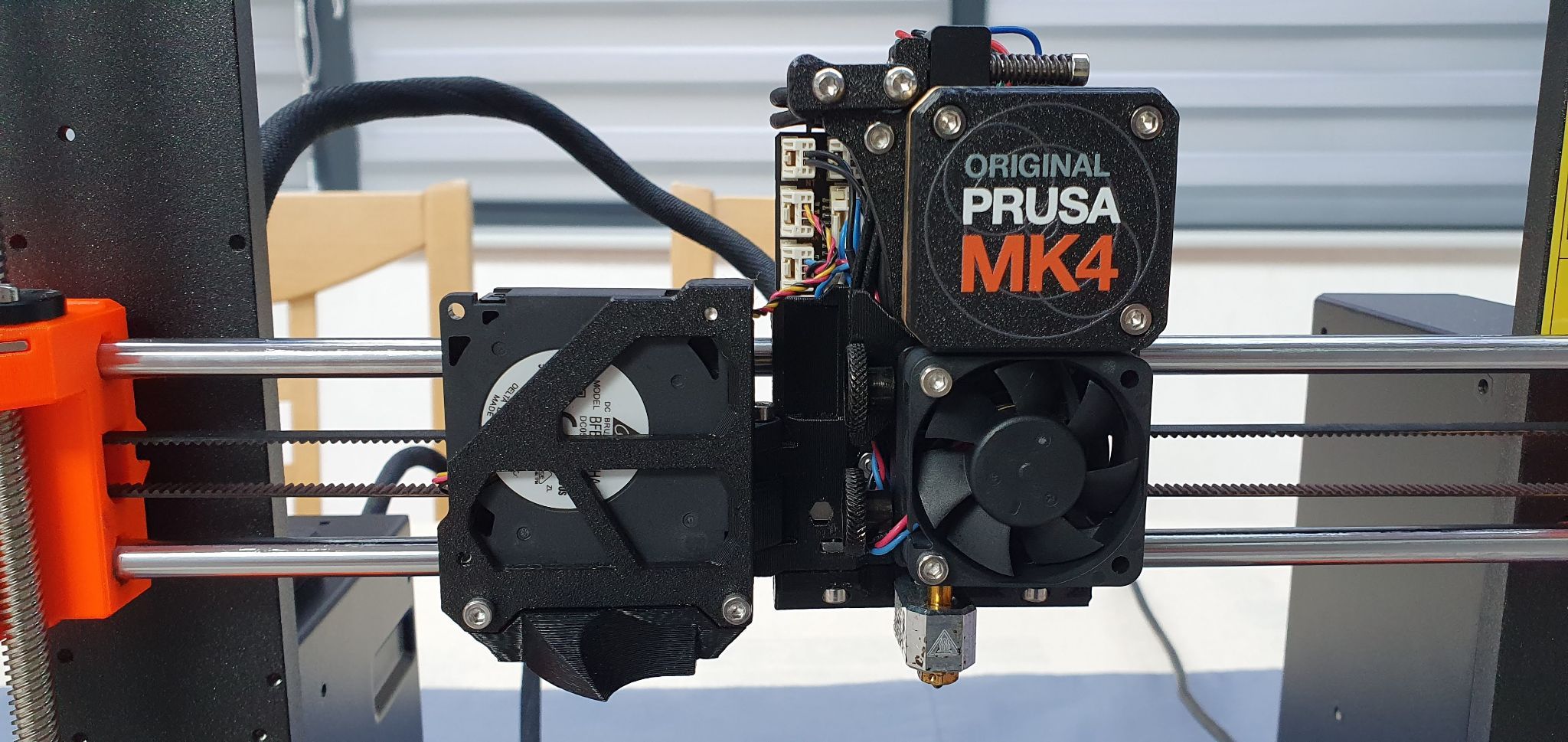
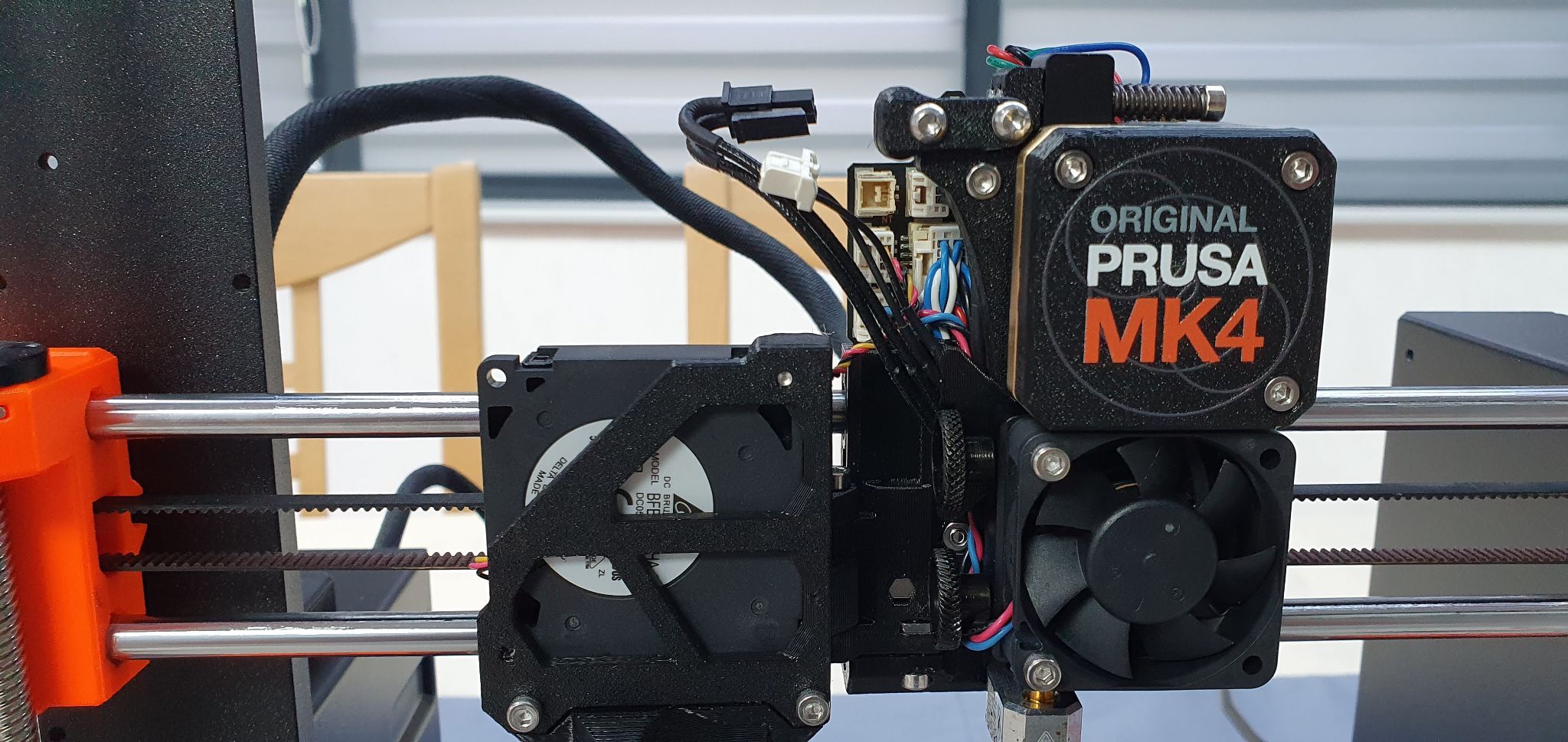
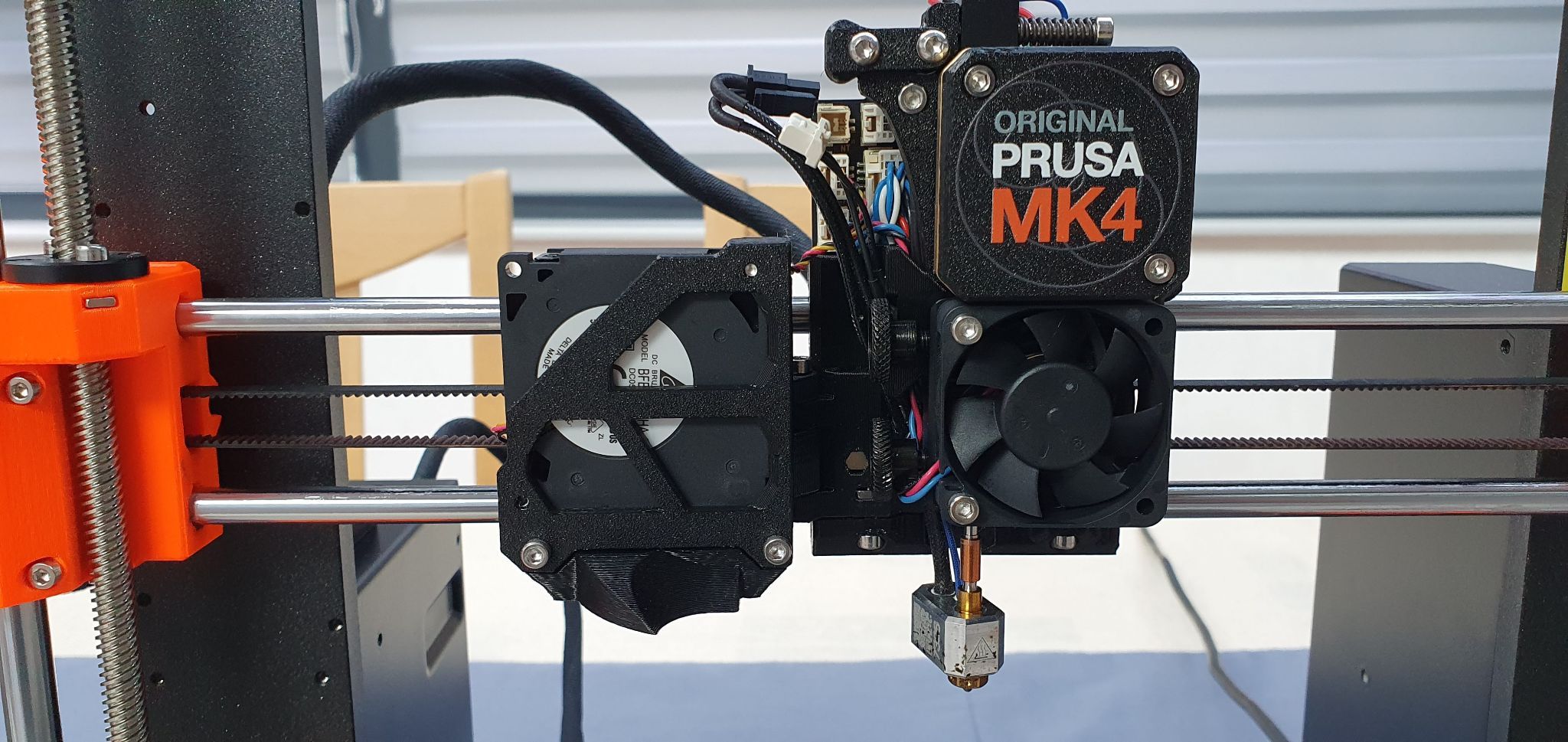
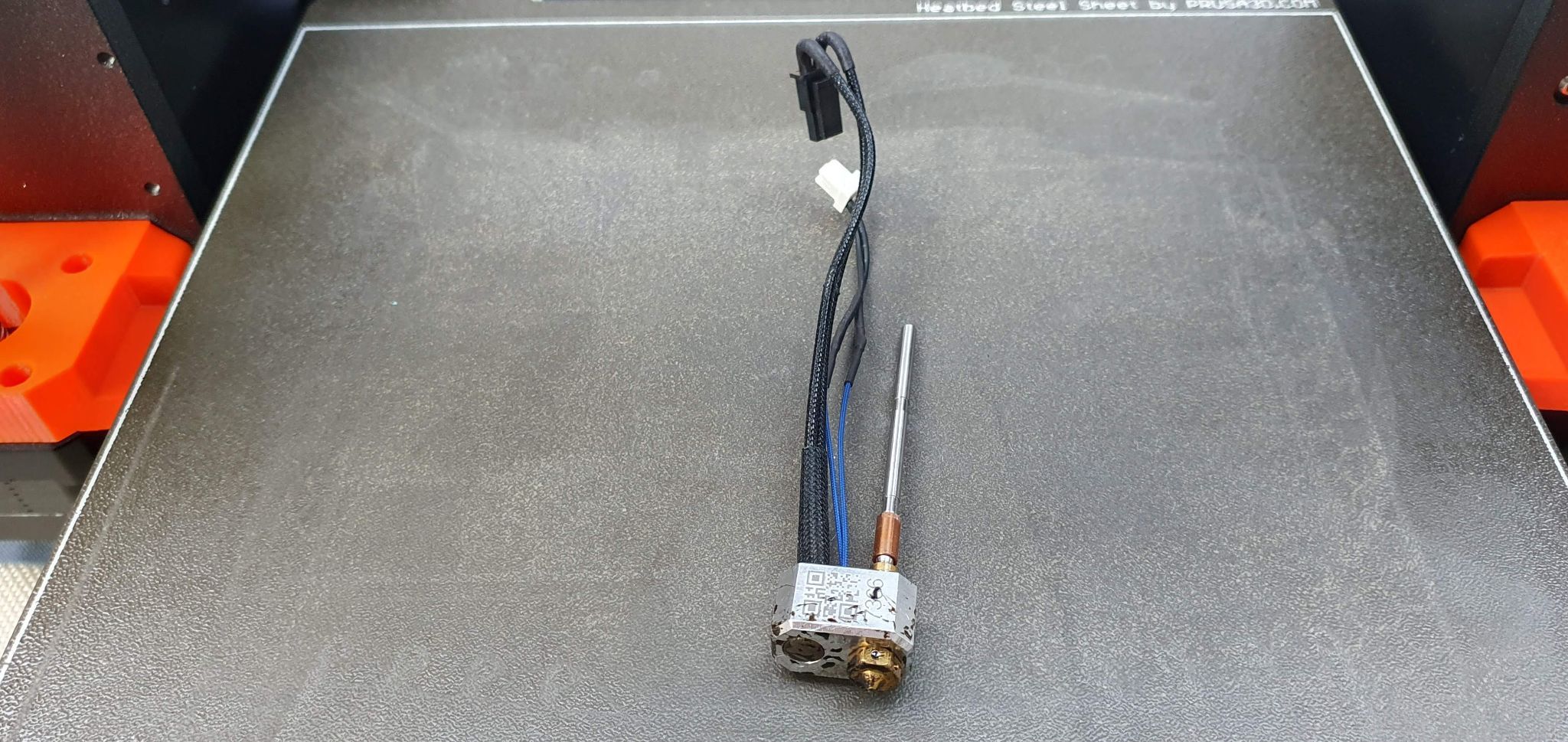
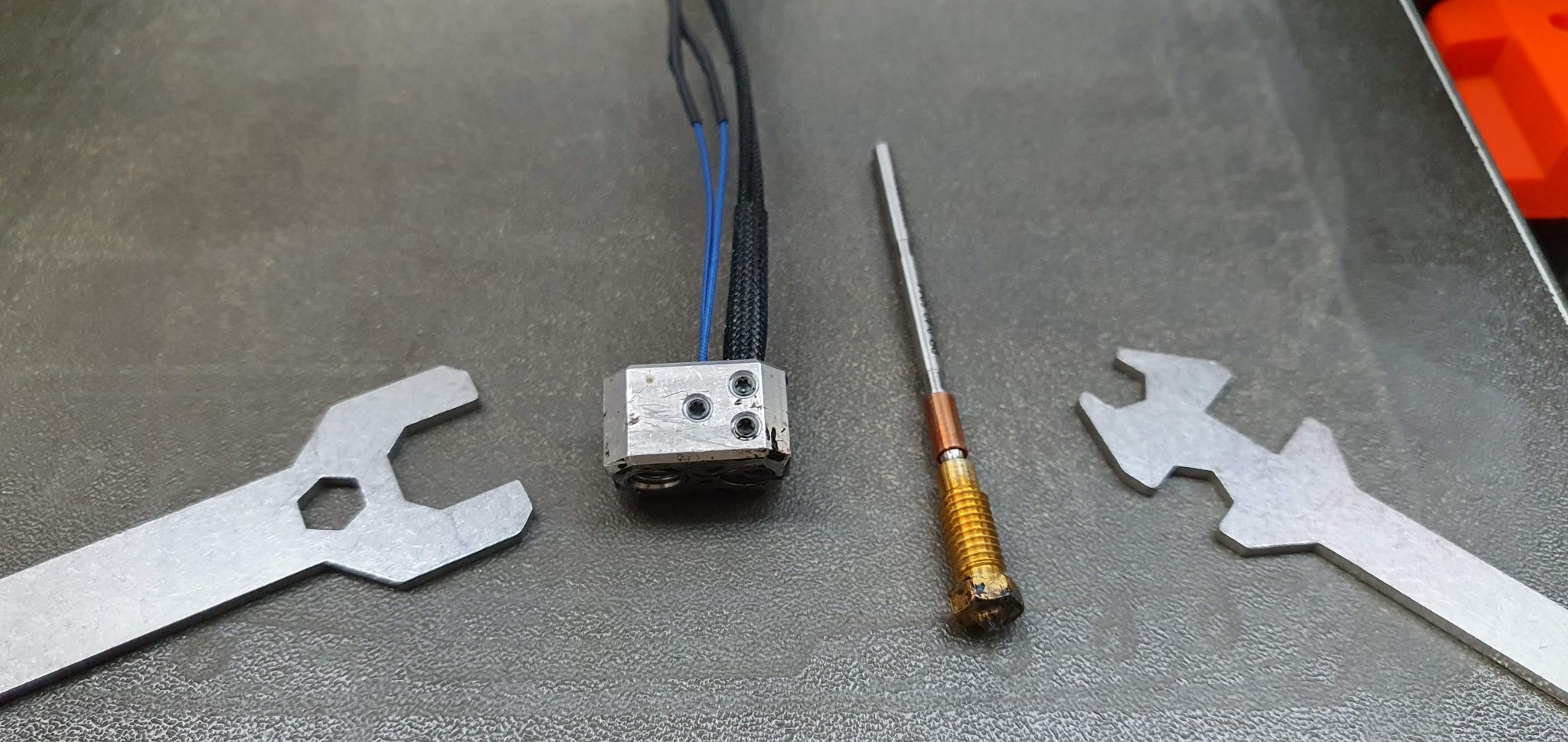
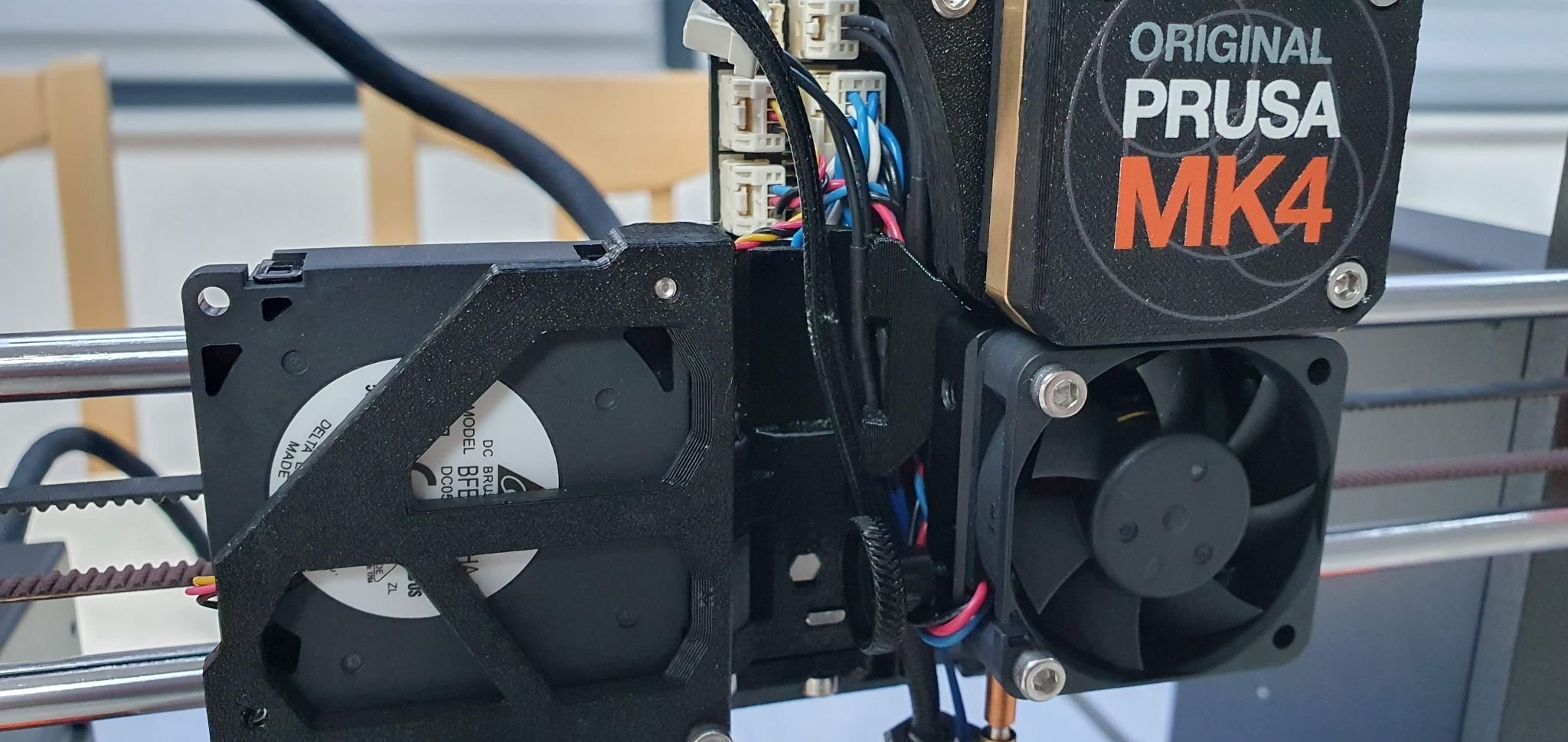
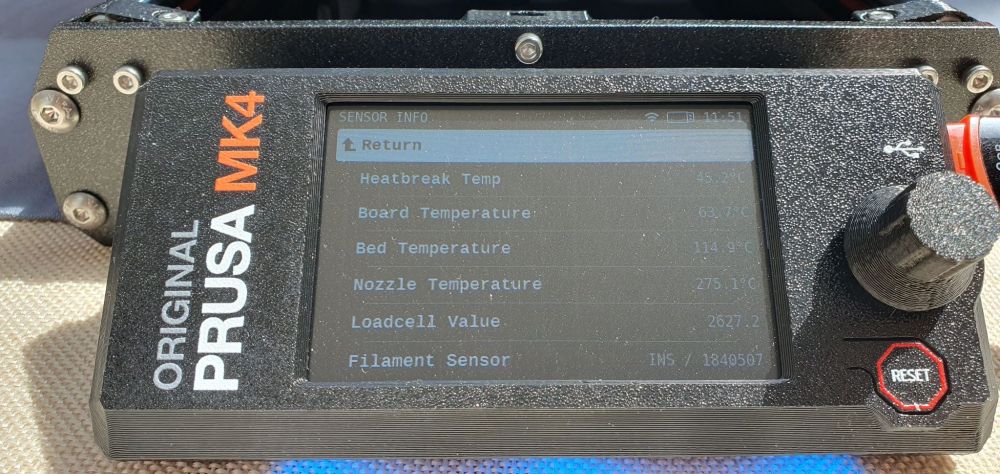
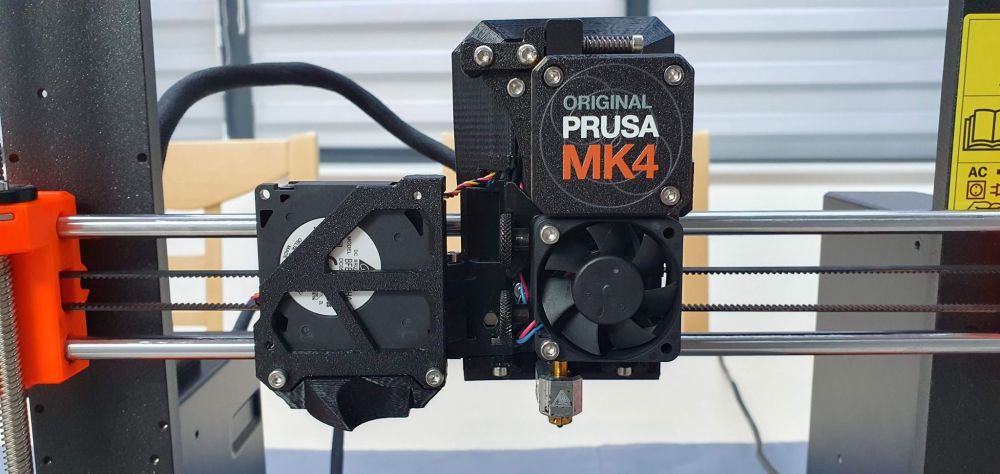
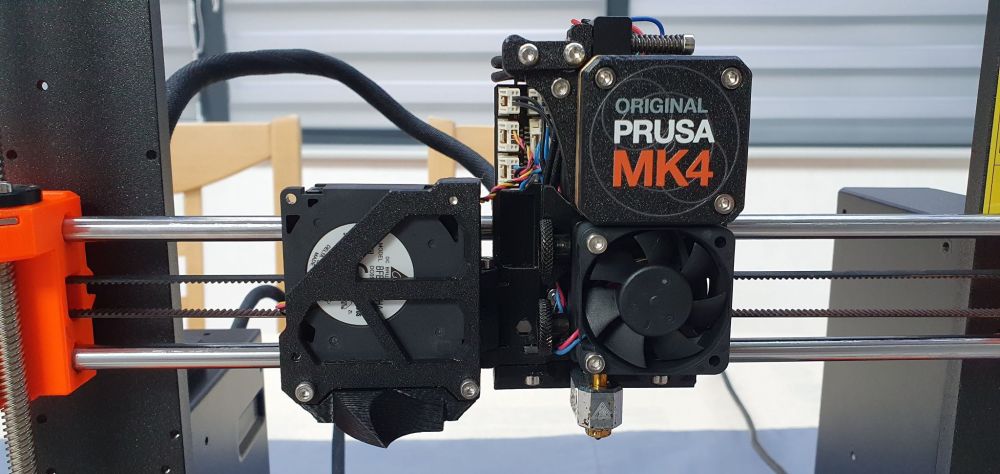
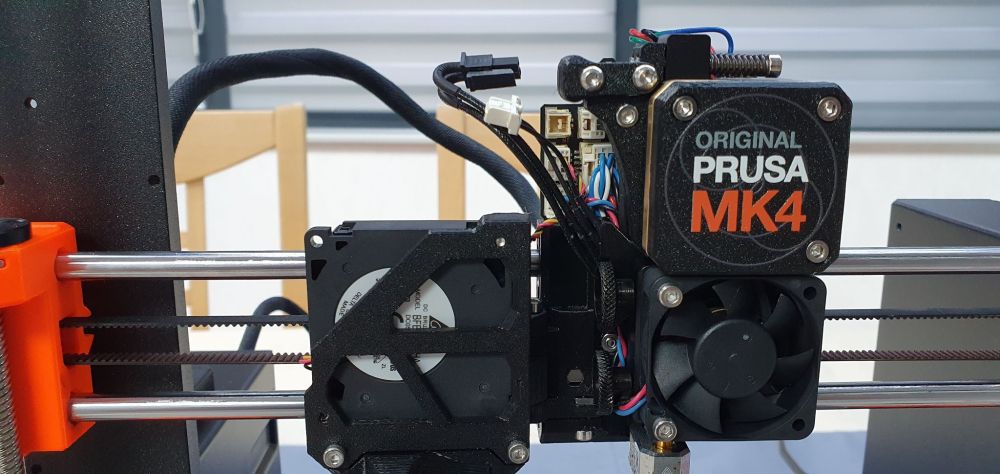
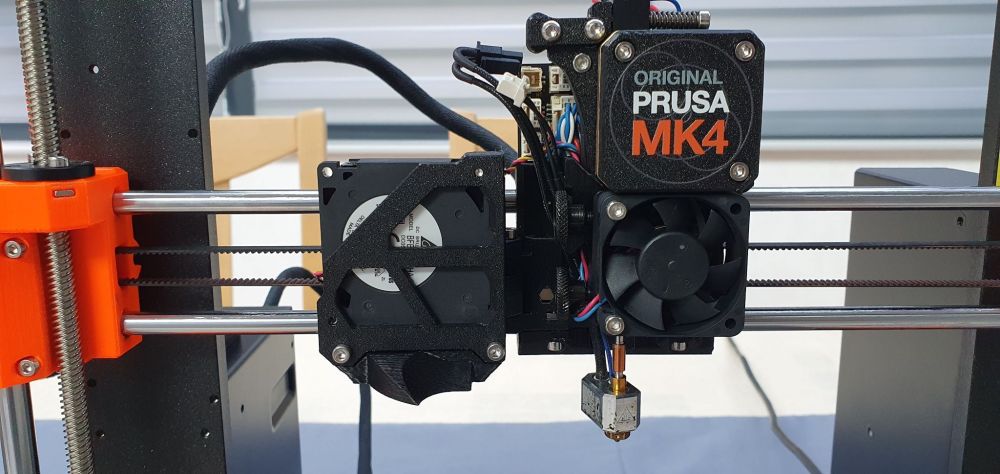
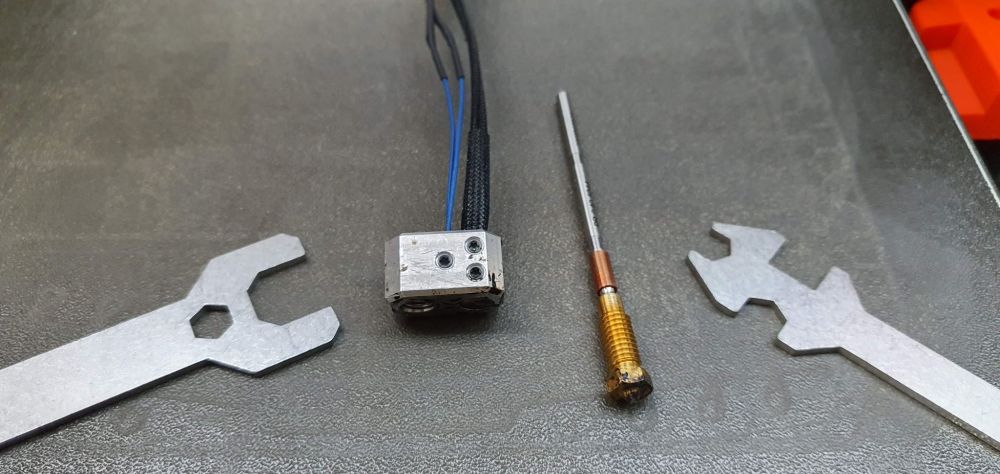
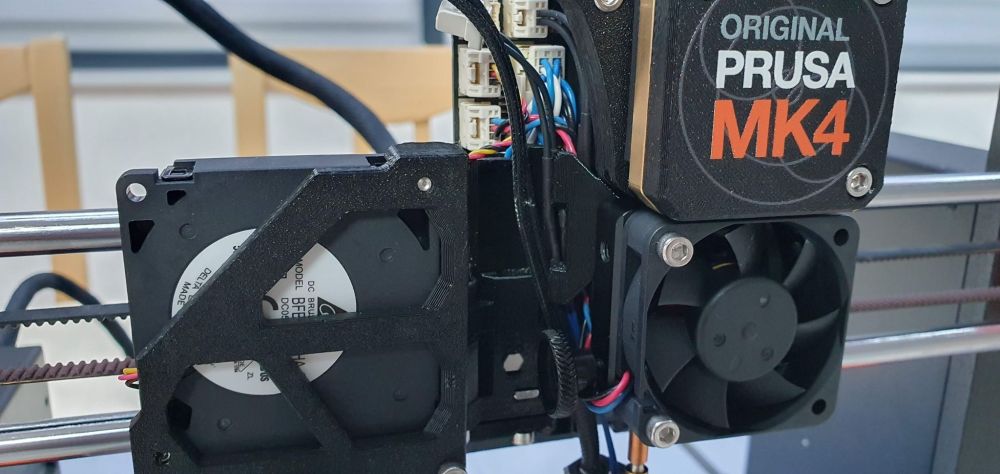
Salut @greguy ! Subjectivement, elle est moins bruyante, ou plutôt, elle est bruyante différemment. Objectivement, je ne peux pas me prononcer, je mettrais une MK3s à côté pour comparer. Car là elles sont dans un placard de mon bureau, alors que la MK4 est sur une table en massif dans ma véranda (mais à fond les ballons elle arrive quand même à secouer cette table de 80kg ) L'input shaper n'est pas vraiment impactant sur le bruit, c'est surtout le profil d'impression plus rapide qui lui est associé qui rend la machine plus bruyante car elle bouge vite, et accélère fort. Mais dans des conditions équivalentes, le bruit de la MK4 est plus... feutré. C'est pas évident à décrire, les sons sont plus sourds (un comble ), quand ça "tape" ça fait "donk" là où la mk3 fait "kling". Ce sont globalement les mêmes bruits mais plus étouffés, amortis. Faut bien que ça serve tout ces bouts de caoutchouc et stickers thermique un peu partout. En parlant de thermique, j'ai testé le PC Blend (Prusament) afin de pousser un peu la hotend. Alors côté ventilateur heatbreak, c'est assez rigolo, on l'entend faire un petit yoyo. Même avec la buse à 275°C il tourne autour de 30 et 35% pour un heatbreak à 45°C. On peut dire que le refroidissement est efficace. Oui beaucoup de soleil au plafond... Mais l'écran reste bien visible en vrai. Fait intéressant, je l'ai vu (et entendu) monter à 50% lorsque la bande de soleil est arrivée au niveau de la tête. Faut dire que ça tape vite sous un plafond vitré. Du coup je me suis fait une remarque, je pense qu'il ne s'agit plus d'un ventilateur Noctua comme sur l'ancienne génération. Car quand il tourne à 50% on l'entend, contrairement à celui de la MK3 lorsqu'il tourne à 100%. La régulation de vitesse permet de le rendre silencieux tout en gardant la possibilité de souffler plus fort qu'un Noctua si besoin, dans un enclosure par exemple. Concernant l'impression du PC blend, j'ai fait quelques essais. Le plateau de bouchons RJ45 qu'on voit si dessus puis le même en ayant retourné les pièces et utilisé du support "snug". Je trouve rendu bien plus joli car la partie supportée est invisible une fois installé, et l'impression moins risquée. Pour l'aparté, ça se monte très bien sur mes switchs, parfait pour "bloquer" les ports sur des VLAN que je ne voudrais pas utiliser par inadvertance. Je ne compte pas m'en servir pour la soi-disant poussière (encore que sur un switch ventilé ça se discute), je préfère laisser le switch respirer. Et puis ça m'a donné une bonne excuse pour les faire en PC, je devais tester ce filament sur la MK4, et ça résiste bien à la chaleur tout en gardant son élasticité dans le temps. Du coup j'ai pu voir une chose étonnante, au début de la seconde impression, la buse bavait beaucoup (préchauffage à 250°C pour le homing avec du PC). Et lors de la phase de nettoyage de la buse, au lieu de faire deux ou trois petits points comme d'habitude, elle m'en a fait deux rangées : (La ligne de purge arrive après.) Ca prouve que le load celle est très sensible, et qu'il est capable de détecter que la buse n'est pas propre. Cependant, lors du levelling, j'ai eu tout le quadrillage de petits points, on en voit d'ailleurs deux juste au dessus des rangées sur la photo précédente. Ces points sont juste impossible à enlever avant l'impression. Mais une fois le plateau refroidi et nettoyé, ça ne laisse pas de trace. Mais clairement, il ne faut pas avoir peur de "rayer" son PEI lisse en frottant avec le côté vert de l'éponge. Du coup, j'ai refait une tentative, mais en modifiant la température de préchauffage, à 200°C, ce qui est suffisant pour avoir un PC mou mais qui ne bave pas. C'est une valeur au pif que j'ai déterminé d'après mon expérience. Et pour le coup, si on prend soin d'avoir une buse propre avant le homing, il n'y a plus aucune trace du tout, pas le moindre petit point sur le plateau. J'ai constaté la même chose avec d'autres filaments, et globalement je pense que Prusa à utilisé des réglages très conservateurs (fool proof) pour que le homing puisse fonctionner tout le temps, même avec une buse sale. C'était déjà quelque chose que l'on connaissait avec la MK3S, où la buse était préchauffée à la température d'utilisation avant de palper. Ca se corrige moyennant une toute petite modification du start g-code. Changement de buse Pour faire suite à l'interrogation de @jcjames_13009, voici comment on change de buse sur la nouvelle hotend de la MK4. J'ai suivi la procédure du manuel => https://help.prusa3d.com/fr/guide/comment-remplacer-la-prusa-nozzle-mk4_421215 On commence par "ouvrir" le ventilateur : Puis on enlève le capot supérieur, qui protège la LoveBoard : Ensuite on déconnecte la cartouche chauffante et la sonde de température : On desserre les molettes et on fait coulisser la hotend, en guidant les cables pour qu'ils puissent sortir de leur logement : Et voilà l'ensemble hotend : Ensuite on utilise les outils fournis pour démonter la buse : On dévisse à froid et la buse sort toute seule : Pour le remontage, on repend les mêmes étapes en sens inverse, pas besoin de serrer comme un dingue, il n'y a pas serrage à chaud ni de fuite possible. La buse est directement maintenue par les molettes. Le bloc alu est très bien maintenu par les cables rigides. Donc même si ça se desserre, ça ne peut pas tourner. Très ingénieux comme système, qui résout les problèmes de fuites et de précision. Son point faible se situe au niveau des molettes, si elles se desserrent, l'ensemble peut glisser verticalement. Vérifier le serrage de temps en temps, surtout après les impressions violentes (comme le bonkers benchy) semble être une bonne précaution. C'est rapide à faire, pousser le ventilo, checker les molettes, remettre le ventilo. Aucun outil nécessaire. En parlant des molettes, pour le remontage de la hotend je conseille de démonter complètement celle du haut, ça donne un accès bien plus aisé aux câbles : A bientôt.







 1 point
1 point -
Parce que la thermistance d'origine sur les U20/30 n'est calibrée que jusqu'à 300°C. Au delà, la mesure serait trop imprécise. Comme, par défaut, tu autorises un dépassement de 15°C par rapport à la température max: #define HOTEND_OVERSHOOT 15 300 + 15 > 300 et de beaucoup . La température max avec cette valeur de dépassement est donc de 285 (=300-15) Si tu veux pouvoir mesurer des "hautes" températures, il faut changer de modèle de sonde de température.1 point
-
Voici le manuel Traduit en Français + guide leveling Leveling GuideFrench_SV06 Plu s (1).pdf le manuel User Manual_SV06 Plus.pdf1 point
-
Pas imprimable, mais peux quand même rejoindre la liste des améliorations utiles:1 point
-
sur le plan technique j'ai déjà fait des tests avec les buses 100% tungstène et la qualité d'impression est erratique avec une buse du type MK8. Mon test est réalisé sur une TLD3 pour du PLA Carbone j'étais à une température de 230° et la qualité n'était pas Top ! (le problème c'est la conduction thermique avec le filament.) Je préfère de loin une buse laiton revêtue TwinClad XT le laiton reste un produit fiable pour le transfert des calories. Il faut être prudent et attendre que d'autres réalisent des tests.. Ce type de buse demande un paramétrage particulier vitesse et température d'extrusion que je ne connais pas.... il est important de faire un PID avec le calibrage de l'extrudeur c'est ce que j'ai fait sans vraiment un succès à 100% j'avais comme défaut des lignes en sous extrusion d'une façon aléatoire Conclusion ce type de buse est destinée à l'impression massive de PLA Carbone. A+0 points
-
Modification de la rétractation à 2mm. Tentative d'impression d'une pièce conséquente (6h30), résultat exactement identique, au bout d'1h30 d'impression, le filament se coince (cf photo précédente). Pour info, températures de l'extrudeur et du plateau OK (200-60°C). J'ai imprimé une pièce d'1h20 juste avant, sans aucun problème.0 points