Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/09/2023 dans Messages
-
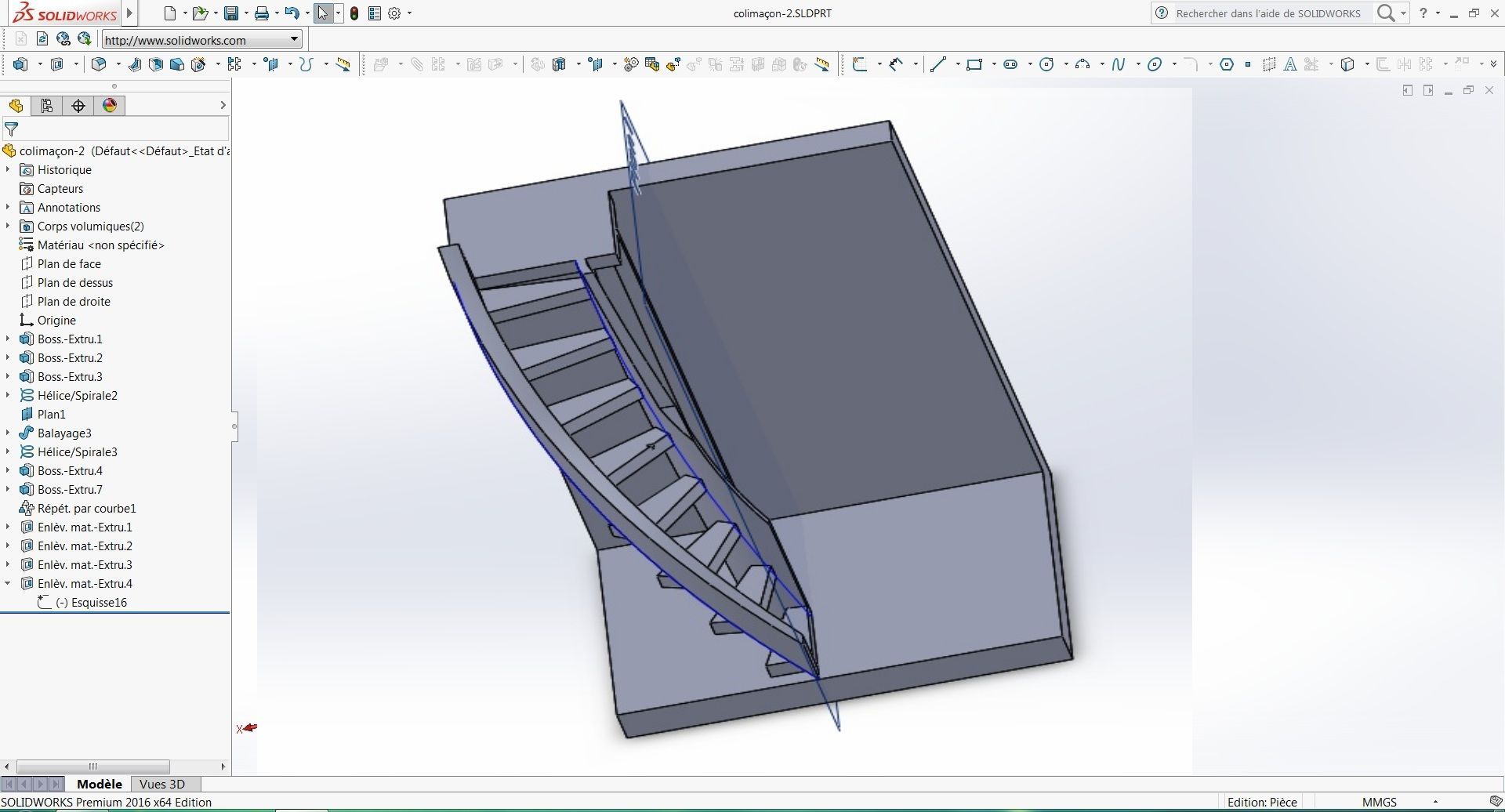
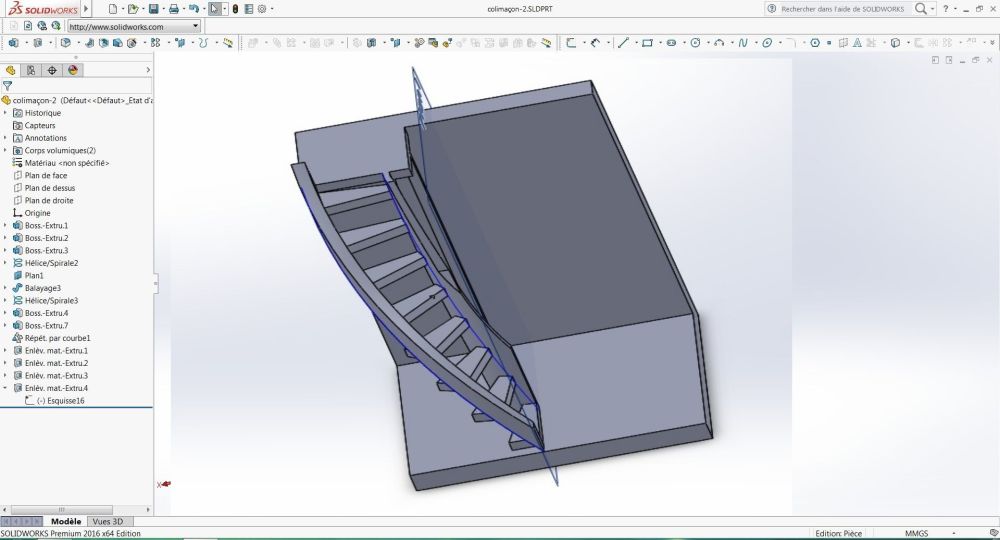
Merci pour le coup de main pour mon escalier en colimaçon. il va entrer dans la modélisation d'un omnibus parisien 1905. j'ai pas mal tâtonné il me reste à redessiner les marches et les rambardes!!! mais le dessin est là . merci à tous jld
 2 points
2 points -
Salut, J'utilise BetterGRBL comme greffon avec mon Octoprint version 1.8.7 (je n'ai pas fait la mise en 1.9.x (1.9.2 à ce jour), ça fonctionne actuellement donc …). Le matériel est un RPi Zero 2W sur une carte Waveshare transformant le tout en un RPi3 (plus une carte Hat Ventilateur de Argon). La dernière maj de ce greffon remonte à quelques mois (pas années ) Si ton laser communique en USB et que son firmware est GRBL, je ne vois pas ce qui empêcherait Octoprint de fonctionner, une fois BetterGRBL installé et paramétré en suivant sa documentation. A tester donc2 points
-
AHAH ! Ca veut dire que @Motard Geek sait déjà de quoi il s'agit mais il a pas le droit d'en parler2 points
-
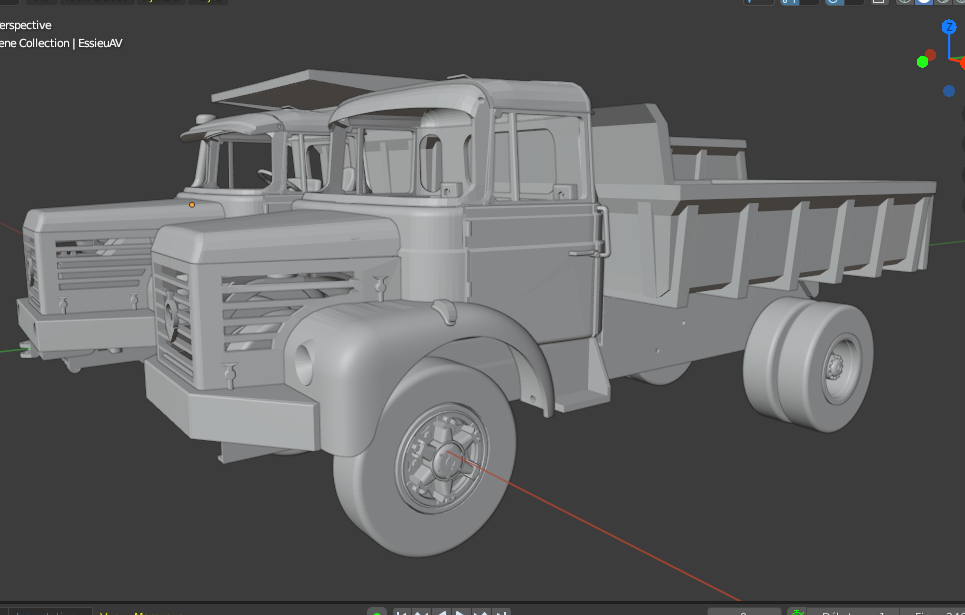
Bonsoir à tous, Désolé pour l'absence, des contraintes hors impression 3D qui m'ont éloigné du sujet... Le fait est que le nouveau papa du BERLIET GBH a réalisé la peinture (enfin partielle car il n'a pas encore toutes les pièces du kit...) Un petit nouveau, en fait le petit frère du GBH 280 qui n'est autre que le GLR 160 qui sera équipé d'une petite benne sur un chassis 4x2




 2 points
2 points -
A mon avis c'est un énorme fake putaclic
 2 points
2 points -
Bon, j'me lance ! Dispo le 20 sur la boutique Bambu
 2 points
2 points -
Nouvelle review d'@isidon surpris par le DLP de l'Elegoo Mars 4 ! https://www.lesimprimantes3d.fr/test-elegoo-mars-4-dlp-20230907/1 point
-
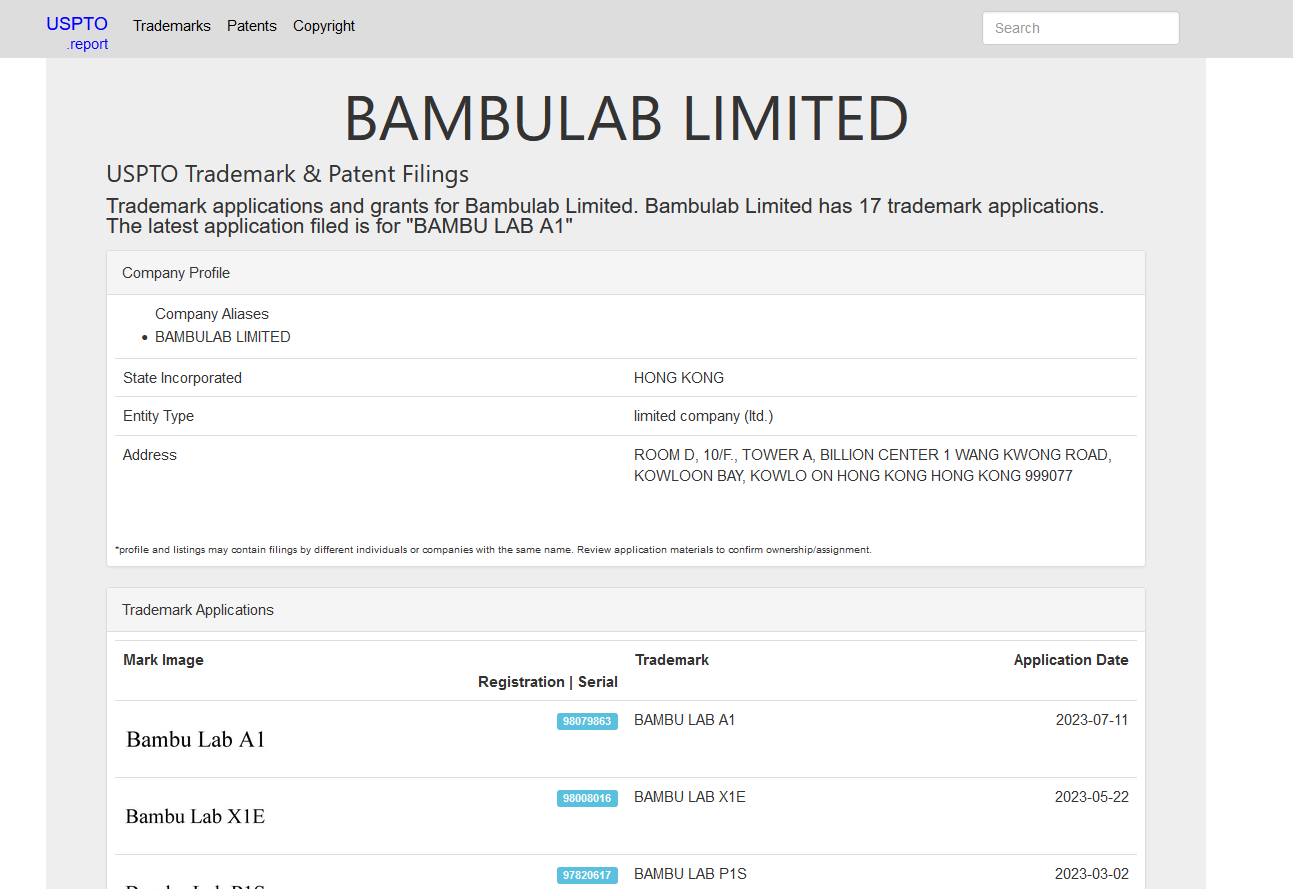
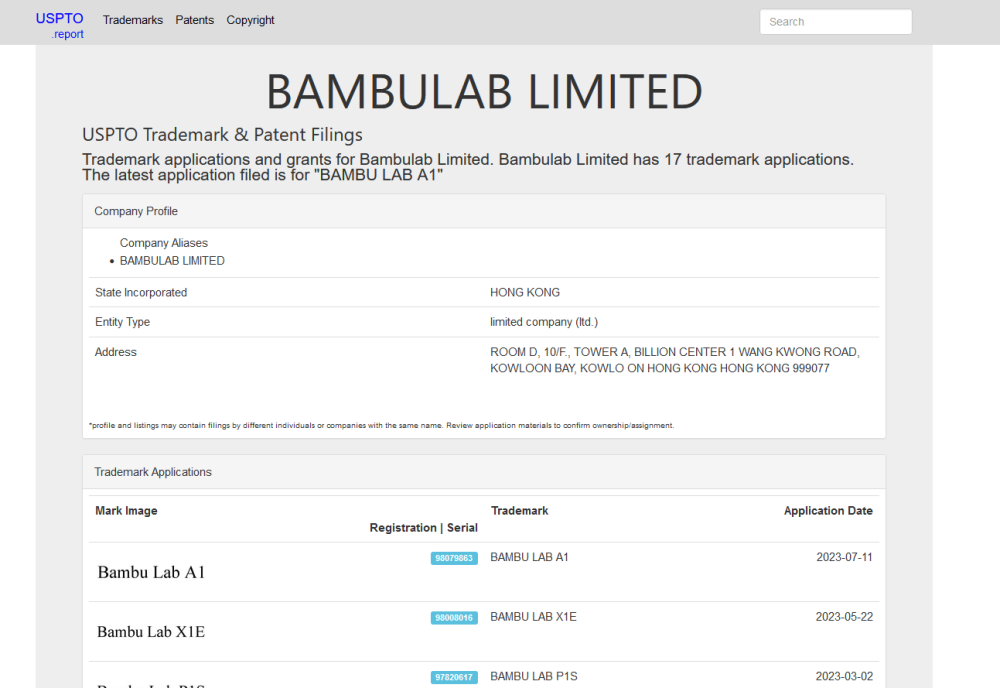
Une bambu lab A1 ou X1E n'est pas à exclure https://uspto.report/TM/98079863 https://uspto.report/TM/98008016
 1 point
1 point -
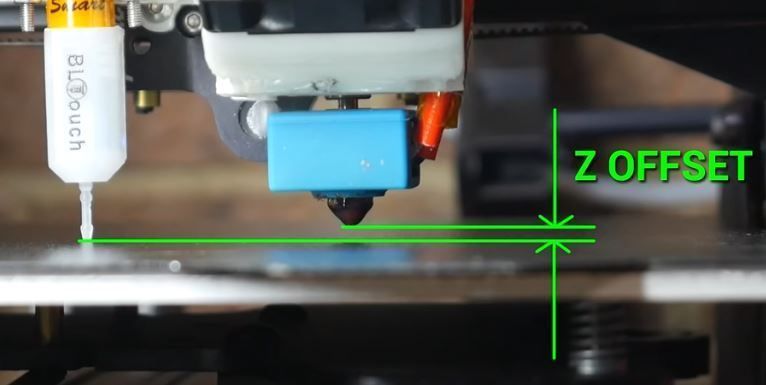
Quand on met un deuxième plateau de verre (ou une quelconque surépaisseur) et qu'on fait le Z-Offset, s'aperçoit qu'il n'a pas bougé... Car le Z-offset n'existe que parce qu'il y une sonde. La sonde a trouvé le Z0 à une altitude (par rapport au portique) plus élevée de la machine mais toujours à la même altitude du bed : z=0. Et pour amener la buse au contact de ce bed surélevé, c'est toujours le même offset : la distance du déclenchement du palpeur à la base de la buse (qui n'a pas changée dans l'opération). Quand il n'y a pas de sonde, on a une butée Z et on ne peut pas descendre plus bas parce que ... c'est une butée ! Donc pas d'offset négatif. Et on ne peut pas avoir un offset positif parce que sinon la buse taperait le bed avant d'arriver à la butée Z. Donc quand on n'a pas de sonde, le Z-offset est mathématiquement et physiquement nul. Et on triche avec les molettes pour faire correspondre l'altitude du bed avec celle de la butée Z et celle de la base de la buse. Un Z offset n'a aucun sens sans une sonde, CQFD !1 point
-
Merci Je pense avoir de quoi faire une définition de "Z-Offset". Toute la difficulté est d’être concis, compréhensible, et de savoir si l'on reste sur de l'abstrait ou non, et si l'on généralise ou si l'on prend un cas spécifique ( Un CR-Touch, ou capteur a induction, ou ... ) pour illustrer. Je me suis permis d'utiliser et de reformuler des partis de vos commentaires sans vous citer. --- Z-Offset mot composé, de "Z" pour signifier l'axe Z, et du mot "Offset". "Offset"(en), se traduit par "Compenser, Compensation, Décalage, Déport, Offset"(fr). Pour un firmware d'une imprimante 3D, il s'agit, de la distance sur l'axe Z, entre le point de déclenchement d'un capteur (souvent fixé sur la tête d'impression) et l'extrémité basse de la buse (de cette tête d'impression). Pour tout dispositif d'aide au nivelage (au moins les plus fréquents), il faut que le firmware connaisse la différence d'«altitude» entre la buse (son extrémité basse) et l'altitude de la sonde (pour un Bltouch et similaire: le pointeau sorti) Par exemple, avec une sondes de palpage de plateau type BL-Touch, ce décalage représente la hauteur entre le nez de la buse et le bas du pointeau de la sonde quand celui-ci est déplié :1 point
-
cette news la ferait plutot penser à une nouvelle imprimante ??
 1 point
1 point -
En beaucoup, beaucoup plus court: toujours pas d'accord (surtout dans la dernière partie concernant les systèmes d'«autonivellage») Pour le point 0 du Z, on utilise une cale (peu importe son épaisseur) pour réaliser ce que les anglo-saxons nomment le «tramming» Pourquoi ? pour éviter que la buse ne raye la surface du plateau lors de ce réglage surtout pour se faciliter la recherche du point 0 Z car il est difficile de voir à l’œil nu (surtout moi avec ma vue qui baisse) quand la buse se trouve exactement au point 0. Pour tout dispositif d'aide au nivelage (au moins les plus fréquents), il faut que le firmware connaisse la différence d'«altitude» entre la buse (son extrémité basse) et l'altitude de la sonde (pour un Bltouch et similaire: le pointeau sorti) quand cette sonde est au point 0 Z… Ce que l'on nomme couramment le Zoffset (qu'il faudrait plutôt appeler Zoffset de l'ABL).1 point
-
Pour moi, non ! Le Z-offset étant la distance sur l'axe Z entre le point de déclenchement du palpeur et l'extrémité de la buse. Donc du moment que le "0" palpeur et le "0" buse sont pris dans les mêmes conditions, la température du bed, OSEF ! Par contre il vaut mieux une buse chaude pour que tout résidu de filament ne vienne pas fausser la mesure du "0" buse. Et on peut aussi mesurer le Z-offset partout sur le bed (pas qu'au centre) du moment que le mesure des "0" palpeur et buse sont prise au même endroit. Ben si, mais pas tout au fait : voir ce que j'ai écrit plus haut. Quand le palpeur mesure son Z=0, il fixe le 0 de la machine. Mais la buse est encore z= x avec x>0. Il faut donc lui dire (à la machine) de combien elle doit encore descendre pour que la buse soit au contact du bed (d'où la valeur négative : la buse doit descendre sous le Z=0 du palpeur).1 point
-
Salutation ! Quelle idée d'imprimer avec des filaments radioactifs ( la couleurs vert fluo ne trompe pas ) Je pense que les doc du site de Prusa contienne la méthode spécifique pour ta machine. Mais habituellement pour ce genre de problèmes je donne le lien de la Titi's procédure Bon démontage / nettoyage / remontage / essais.1 point
-
Bonjour. Pourquoi appelle ton le tube guidant le fil jusqu'a la tête d'impression Bowden ? car c'est l'inventeur de la gaine de câble à vélo..... Z-OFFSET Je n'ai pas vu de définition dans le glossaire. Alors j'ouvre un débat sur ce dernier et vous livres mes argumentaires. Peut être aussi que mon explicatif concerne les sondes de plateau. A la recherche du « Z-Offset » donc, Nous savons tous que l’axe « Z » permet de donner du volume à l’impression. Cet axe, possède un débattement, fixe issu de la construction de l’imprimante, par exemple 0-250 mm, ce qui donne à cette dernière, la faculté d’imprimer un objet de 250 mm de haut. Mécaniquement, afin d éviter tout endommagement du plateau, le 0 de cet axe est géré par un capteur de fin de course, qui stoppe le mouvement de la tête d’impression. Lorsque ce point zéro est atteint, normalement la buse est en contact avec le plateau. Si ce n’est pas le cas, le capteur de fin de course doit être re-réglé. Toutefois, il est indispensable de faire connaître à l’imprimante, la position minimale de la buse par rapport au plateau. (un peu à la manière d'un pilote d'avion qui va introduire le "Z-Offset" de l'aéroport sur lequel il va atterrir pour que son instrument de mesure reflète la réalité d'altitude), pour C’est à partir de cette dernière, que l’imprimante va calculer précisément les valeurs de déplacements de la buse dans l’axe « Z », en fonction de celle ci et de la hauteur de couche fixée par l’imprimeur. Cette mesure se fait au centre du plateau par commodité, et ce dernier doit être à minima à 60 °C afin que la dite mesure prenne en compte les éventuelles déformations du plateau liées à la chaleur pendant une impression. Nous avons tous remarqué que par mesure de sécurité, en l’absence d’impression le firmware ne fait pas descendre la buse en dessous d’une valeur fixe par rapport au zéro mécanique. Ce qui permet un déplacement sans risque de la tête. Bref, il s’agit donc d’exécuter un décalage en Z forcé (d’ou le nom Z-offset) de la position 0 connue par l’imprimante et ce que nous voulons. Je ne vais pas rappeler la ou les méthodes, les tutos du forum le font mieux que moi. Au bout d’un dur labeur sensitif, nous y sommes arrivés . Nous avons obtenu la fameuse valeur magique appelées Z-Offset, qui n’est autre pour l’utilisateur qu’un positionnement minimal de la buse et pour l’imprimante un mesurage du décalage qu'elle doit prendre en compte entre la position connue de la buse dans sa mémoire et celle venant d’être fixée par l’utilisateur. S’en suit ensuite, un contrôle sur les angles du plateau, afin d’ajuster mécaniquement celui ci le mieux possible, de façon à avoir la même valeur que celle fixée au centre. Reste qu'il subsiste un débat sur l'ordre des choses, doit on d'abord régler la planéité du plateau et faire le z-offset ou l'inverse , pour ma part je préfère la deuxième solution, car nous avons établi une valeur de référence, que l'on cherche à reproduire dans les angles. Il est à noter que dans les deux cas, une impression "test" d'une couche est souhaitable, pour un ajustement "visuel" du Z-Offset. Pour ma part je l'effectue après le mesh sur une surface au centre de 40x40mm. Venant en au « palpeur », Mon désaccord, porte en fait sur ce qui est dit ou écrit des BL/CR ...enfin bref sur les capteurs qui équipent désormais nos imprimantes, qui n’interviennent en rien sur le fameux « Z-offset » qui est un réglage mécanique, ou manuel que l’imprimante soit ou non équipée de ce dispositif. Le palpeur a deux rôles, le premier est dévolu à la fin de course de l’axe « Z » , préservant ainsi l’intégrité du plateau, et un deuxième fort utile permettant par l’évolution des firmware d’établir une cartographie tridimensionnelle (mesh) de ce dernier, permettant ainsi, corriger la hauteur « Z » de la buse en fonction de sa position XY pendant l’impression. Comme tout instrument de mesure, le palpeur au départ si précis soit-il est ignorant, le firmware ne connaît que sa position en X,Y et bien sur sait aussi qu’a réception d’un signal électrique qu’il faut arrêter le mouvement de descente de l’axe X. Il est à noter, que le palpage précis s’effectue par plusieurs aller et retour du doigts, permettant vraisemblablement une interpolation "firmwaresque" du signal reçu. Ce palpeur à besoin lui aussi d’être étalonné, au moins une fois, à partir du Z-Offset fixé initialement, il va se positionner à la place précise de la buse au centre du plateau, palper plusieurs fois. Un calcul savant fait par le firmware, va établir une valeur de référence, dont il se servira pour toutes les autres mesures qu’il effectuera après. A chaque "homing" d'ailleurs le palpeur va vérifier si il n'y a pas eu de variation de sa mesure initiale. Je vais dire que le signal reçu correspond certainement à une longueur de déploiement du doigt, mais de combien ? et là nous entrons dans le domaine de fonctionnement du dispositif, dont je ne connais pas les détails. Donc à la finale, le palpeur ne fait qu’enregistrer la valeur électrique correspondant au Z-Offset fixé par l’utilisateur. Se servant de cette dernière ensuite, grâce au firmware d’afficher de précieuses informations sur le nivellement du plateau. Voir aussi quant le firmware l’utilise comme moyen de contrôle électronique des 4 coins, évitant l’utilisation de la feuille. Pour conclure, le « Z-Offset » n’est en rien la distance entre la buse et la tête du doigt, mais est comme dans les tout début, une valeur forcée réalisée par l’utilisateur avec sa feuille de papier de 0,1 mm (qui correspond à la précision des imprimantes) fixant le point 0 de l'impression. Le palpeur n’est en soit qu’un instrument d’aide précieux dédié aussi à d’autres fonctions bien utiles de vérifications, mais pas lié à l'établissement du Z-Offset. Il ne mesurera que la différence de hauteur entre le "Z-Offset" et ce qu'il aura constaté. Liens trouvé venant corroborer mes propos, bon ils parlent d'autres choses aussi https://www.wevolver.com/article/z-offset-what-it-is-and-how-to-adjust-it https://bentek.fr/offset/1 point
-
Normalement non. En tout cas pour le Zoffset (différence de niveau entre le bas du pointeau déplié et le bas de la buse) il est indépendant de la surface. Par contre pour la topographie (le maillage), là, ça dépend de la feuille métallique avec sa surface d'accroche. Son épaisseur peut ne pas être égale sur toute la surface, d'où l'importance du positionnement de cette tôle sur la surface magnétique et comme l'a indiqué @Funboard29 de sa «propreté». Le Zoffset est donc à refaire à chaque manipulation / changement de buse (à voir également en fonction de l'usure du nez de la buse) et en cas de repositionnement du CRTouch. La topographie, en théorie, devrait être refaite à chaque changement de plateau ou de positionnement différent de celui-ci. Avec Klipper comme firmware (ce n'est pas le cas de la Ender3 V3 SE), utiliser un système comme KAMP ou similaire ( Klippain ) permet de ne faire le maillage que par rapport à la surface de la pièce imprimée (pas tout le plateau => plus rapide et plus précis, on peut se permettre le faire à chaque impression).
 1 point
1 point -
J'aurais pu, ce n'était pas complexe du tout pour le coup j'avais le nombre de couches imprimées mais ça n'était pas le but du test non plus ^^ Oui je comprend C'est que j'aime quand un test qui fini avec un gros taux d'échecs, propose, en plus de la piste pour résoudre le problème, aussi des pistes pour éventuellement récupérer les résultats en échecs.1 point
-
D'autant plus étrange que le PTFE a pour caractéristiques (Téflon ®) de ne normalement pas permettre l'adhérence sur celui-ci. Était-ce vraiment du PTFE ? D'ailleurs. je commence à en douter car l'utilisateur parle de «tube plastique d'alimentation» Bref, là nous supputons et malheureusement la batterie de ma boule de voyance est encore déchargée.1 point
-
Le but ici était de tester la fonctionnalité proposée par Creality qui fait bien un bout d'extrude avant le retract mais visiblement c'est pas au point J'aurais pu, ce n'était pas complexe du tout pour le coup j'avais le nombre de couches imprimées mais ça n'était pas le but du test non plus ^^1 point
-
Merci pour ta réponse fvuichard ! Alors après ton test, j'ai vu que j'avais des difficultés à tourner la roue dentée donc je suspecte le moteur grippé comme tu as eu. Je met la vidéo pour confirmer mais à mon avis le moteur est bien mort. J'en recommande un pour voir si le problème est réglé. Je tiens au courant des évolutions. Merci encore.1 point
-
Salut, Pour piloter une CNC ou laser via une interface web (sur Rpi) tu as egalement CNCjs (compatible GRBL, Marlin, Smoothieware...). Je l'utilise sur ma stepcraft qui a une carte SKR1.3 avec smoothieware. Installation simplissime avec le script qui va bien. https://github.com/cncjs/cncjs-pi-raspbian Cdt SoM1 point
-
On peut clôturé ! J'ai eu l'aide nécessaire. C'était un problème de serrage des roues des axes. Merci à vous1 point
-
Elegoo m'a envoyé un nouveau fin de course, mais pour l'instant je fait comme ça et sa marche donc bon... en tout cas merci quand même !1 point
-
Il ne me semble pas. Je n'ai pas trouvé de paramètres "Z fade height" ( Et j'ai rendus visible, car plus complet, le commentaire où je devrais a terme, regrouper toutes les photos des menus et sous menu )1 point
-
Pas mieux que @Savate, c'est basique mais ça me suffit amplement. J'ai, en plus, une caméra connectée qui me permet de voir ce qui se passe à l'intérieur du caisson. @Funboard29 que voudrais-tu que ce greffon fasse de plus ? Aujourd'hui, peut-être mais les deux dernières années c'était une autre paire de manches: déjà arriver à trouver un RPi en stock, ensuite quand trouvé qu'il ne soit pas à un prix non démentiel (j'aurais été un partisan de l'économie libérale, j'aurais pu revendre mes nombreux RPi et me faire des co…es en or gagner quelques centaines d'euros ) J'avais un peu de stock en RPi0-2W et cela m'a paru la meilleure solution: juste acheter la carte Waveshare (qui au demeurant ont d'autres produits pas mal du tout).1 point
-
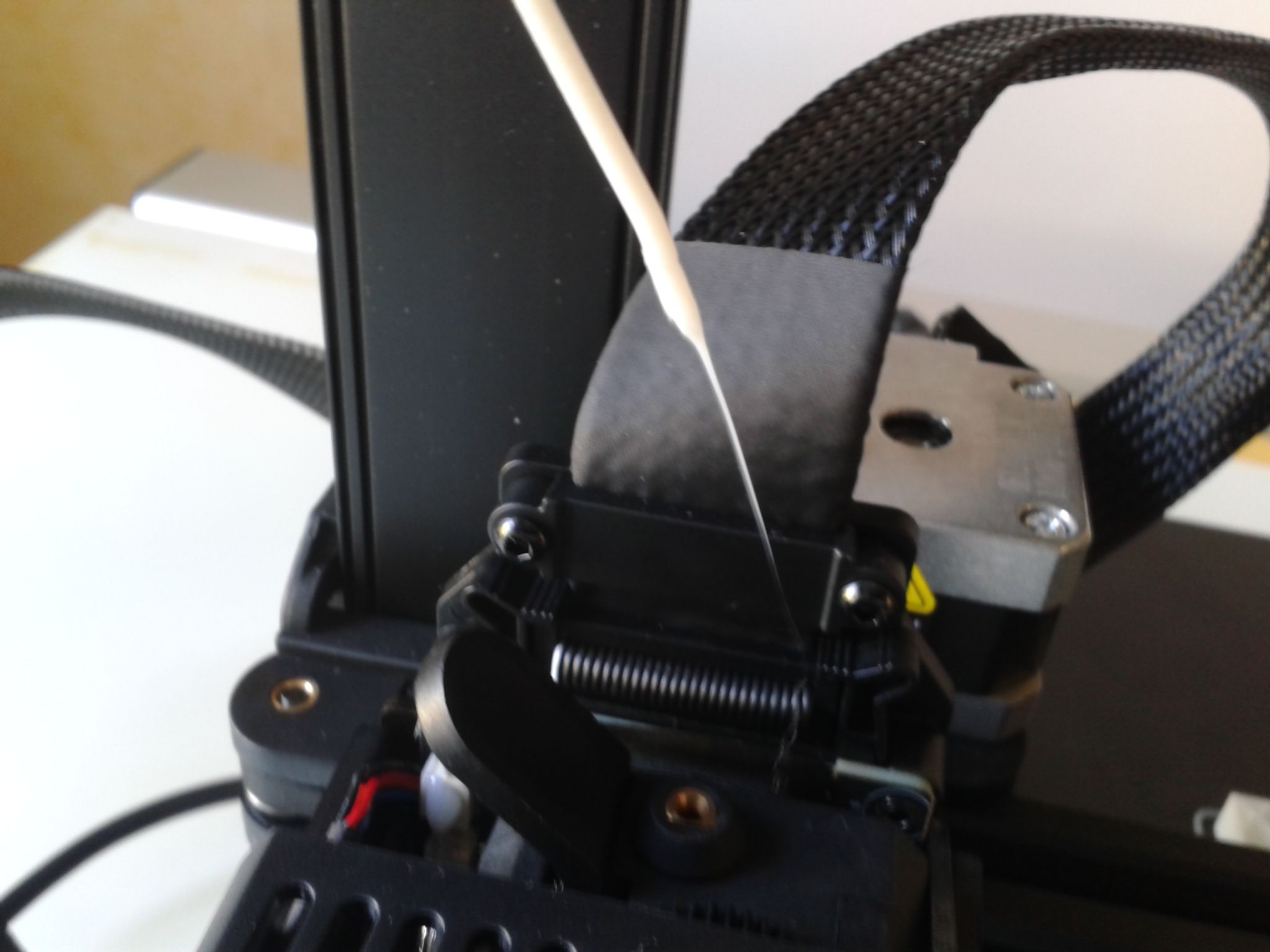
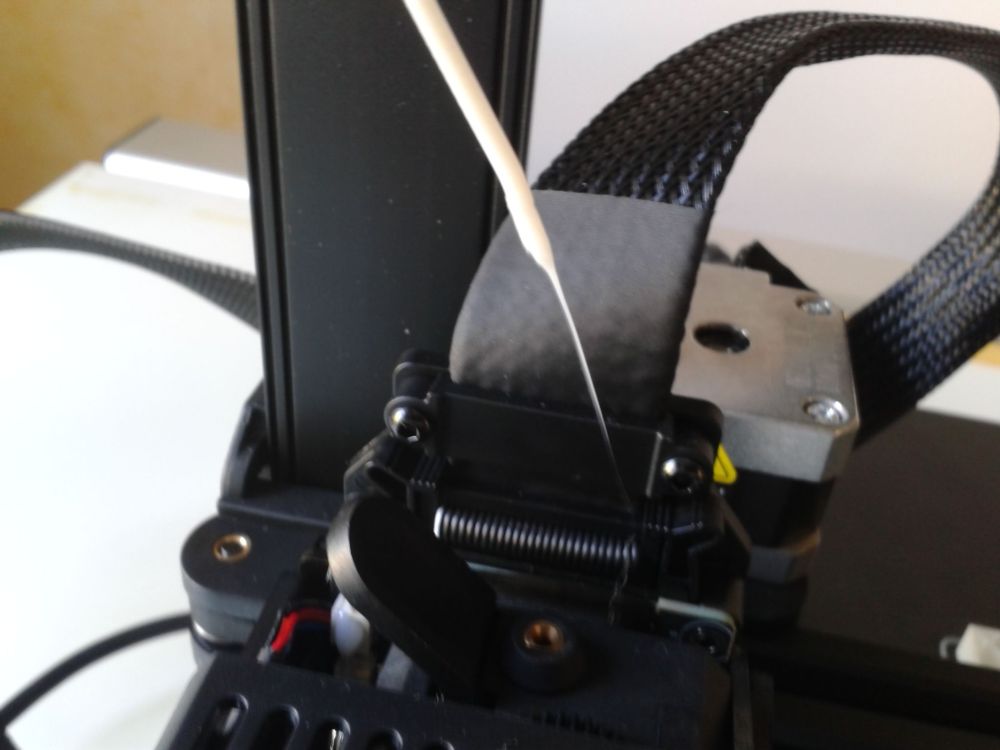
Bonjour à tous, Effectivement la pause marche bien sur une machine qui n'est pas rootée. Mais le changement de filament est toujours à risque avec cette machine. Je me demande pourquoi. En ce qui me concerne, maintenant je fais ça à l'ancienne. Au moment de la pause, je retire le tube sur l'extrudeur, j'enlève le filament à la main, je mets le nouveau en poussant pour être sûr que ça coule, je remets le tube et je reprends l'impression. Mais ce serait mieux si tout se passait comme prévu.1 point
-
Je suis curieux de connaitre ta méthode qui permet de détecter qu'une bobine de PETG a pris l'humidité. Ce serait sympa de nous communiquer cette méthode. Perso je laisse des bobines de PETG sans protections durant plusieurs mois sans soucis particuliers.1 point
-
Cela me semble une définition et explication complète. J'enfonce néanmoins une porte ouverte en disant qu'un offset c'est un décalage, que l'on veut constant, entre la valeur que l'on veut mesurer et celle fournie par un capteur; ici entre la hauteur de la buse et la hauteur fournie par le capteur BL/CR Touch. C'est comme mon vieux pied à coulisse, quand je fais une mesure intérieure il y a un offset de 10mm à ne pas oublier !1 point
-
En regardant le fichier stl, il me semble que c'est un cube plein. Quel est le nombre de parois (et de couches) que tu demandes dans cura ? Je ne comprends pas comment tu mesures l'épaisseur des parois si le cube est fermé, à moins d’arrêter l'impression avant le haut et de ne pas avoir de remplissage. @RFN_31 demandait le gcode, plus représentatif de ce que tu veux imprimer.1 point
-
Bonjour, Ca c'est plutôt une bonne nouvelle... Après, il faudrait donner plus de détails : quelle machine, quel slicer, joindre le fichier gcode, ... Parce que là on a un autre problème : on n'a toujours pas trouvé le fichier pour imprimer une boule de cristal...1 point
-
@PPAC, je ne prétend pas détenir la vérité, mais je te prépare quelque chose.1 point
-
Un trancheur peut aussi prendre d'autres formats que le STL : le 3MF par exemple Sur sa dernière version (4.0), les formats d'export sont : Export ASCII STL (.ast), ASCII PLY (.ply), Object File Format (.off), 3D Manufacturing Format (.3mf) files Source : https://voxeldance.com/tangognlb1 point
-
C'est ce que j'ai fini par faire ne sachant pas comment accéder aux roulements sans tout démonter ^^1 point
-
salut @Sirune alors je vais t'aider un peu, mais je vais souligné un point au cas ou tu n'en ai pas connaissance. Tu indique vouloir migrer les imprimante dans ton cabanon de jardin, c'est a prendre en compte aucun pas de soucis pour les odeurs mais si tu compte imprimer l'hiver sache que les imprimantes résines et la Résine surtout demande une température minimal pour bien fonctionner, a savoir qu'il faut au moins 18°c, donc si l'hiver dans le cabanon tu descend a 13°c par exemple tu auras des soucis pour imprimer la résine, car la viscosité de cette dernière ne sera plus adéquat. Cela étant dit que puis je dire, le 8k est la norme actuel ? oui est obligatoire pas forcement, pour des figurines de 15-20cm ou plus une 4k+ suffit amplement, sur des figurine de 6-7cm avec beaucoup de détail le 8k apportera un plus par contre (le 12k sert a rien). Une chose a prendre en compte l'impression résine demande du post traitement, et il est conseiller de prendre un W&C pour ce facilité la tache, donc c'est a prendre en compte dans le budget, actuellement y a le W & C plus de anycubic qui est en promo a 169€ ce qui est le prix le plus intéressant pour un modèle de cette taille, ce qui veux dire qu'il te resterait 380€ pour une imprimante résine. Vue que la vitesse est pas un critère pour toi et que le 12k n'est pas meilleur que le 8k, la taille et les options sont a prendre en considération avec le prix. De ce que l'ami @isidon nous fait voir la Saturn 3 ultra a peu d'intérêt au vue de sont prix et la consommation excessive de cette dernière. La Phrozen Mighty 8k est hors budget et la Mini 8k sont bien mais leur plateau est peu profond cela limite grandement la capacité d'impression. Les Anycubic, elles ont un bon positionnement tarifaire donc a prendre en considération, mais tu as aussi la Creality Halot Mage qui est dispo a 329€ et donc couplé au W&C plus de anycubic rentre parfaitement dans le budget. La Halot Mage (non pro) a pour elle une belle surface, un écran 8k, une interface agréable, et cela paraitra bête mais aussi un couvercle a charnière qui est bien plus pratique que les capots que l'on retire totalement et qui nous casse les noisettes a pas savoir ou le poser. un des Seule défaut est sont bruit plus important que les anycubic de mémoire.1 point
-
Je me disais aussi que si tu avais deux feuilles de métal, ça compliquait ce nivelage, il peut varier d'une feuille à l'autre du coup.1 point
-
Bon, désolé, je ne suis toujours pas d'accord sur la définition, même si le résultat est identique mais c'est pas grave ! L'essentiel c'est que la 3SE fasse cela toute seule comme une grande. En fait, comme un géomètre fait un relevé topographie d'un terrain, l'imprimante à l'aide de son capteur fait la même chose. Après reste la variation de niveau entre deux points de mesures. Je ne connais pas le process d'interpolation firmwaresque permettant à la machine d'établir la cartographie du plateau et les différences de niveaux entre ces derniers, mais en tout cas dans 99% des cas c'est efficace. Par contre, même avec un plateau "rigide" comme celui de la E3SE, il n'est pas inutile de temps à autres de se refaire une cartographie, ou un nivelage selon, ça ne lui fait pas de mal. Bien sur obligatoire, cela va de soit, à chaque changement de buse, ou intervention ayant entrainé le démontage de la tête pour des raisons propres à l'imprimeur... Bien se méfier lors de la repose de la feuille en métal sur l'aimant, que cette dernière soit très propre sur le dessous, qu'il ne traine pas un bout de truc qui serait venu se coller grace à la magie de l'électricité statique à l'insu de ton plein gré....., sinon petit défaut, c'est du vécu1 point
-
Bonjour, petit message pour remercier @beatwinthewave pour ses éclaircissements sur la procédure (et l'info initiale) pour obtenir le kit K1 Plus . Le moins que l'on puisse dire c'est que Creality à un certain art à compliquer les choses ou du moins les rendre "obscures". J'ai réussi à le commander donc merci à lui et autres contributeurs de ce sujet ( @GrosOeil etc) pour leurs conseils. Bonne journée JM1 point
-
Il est dans la mise a jour.1 point
-
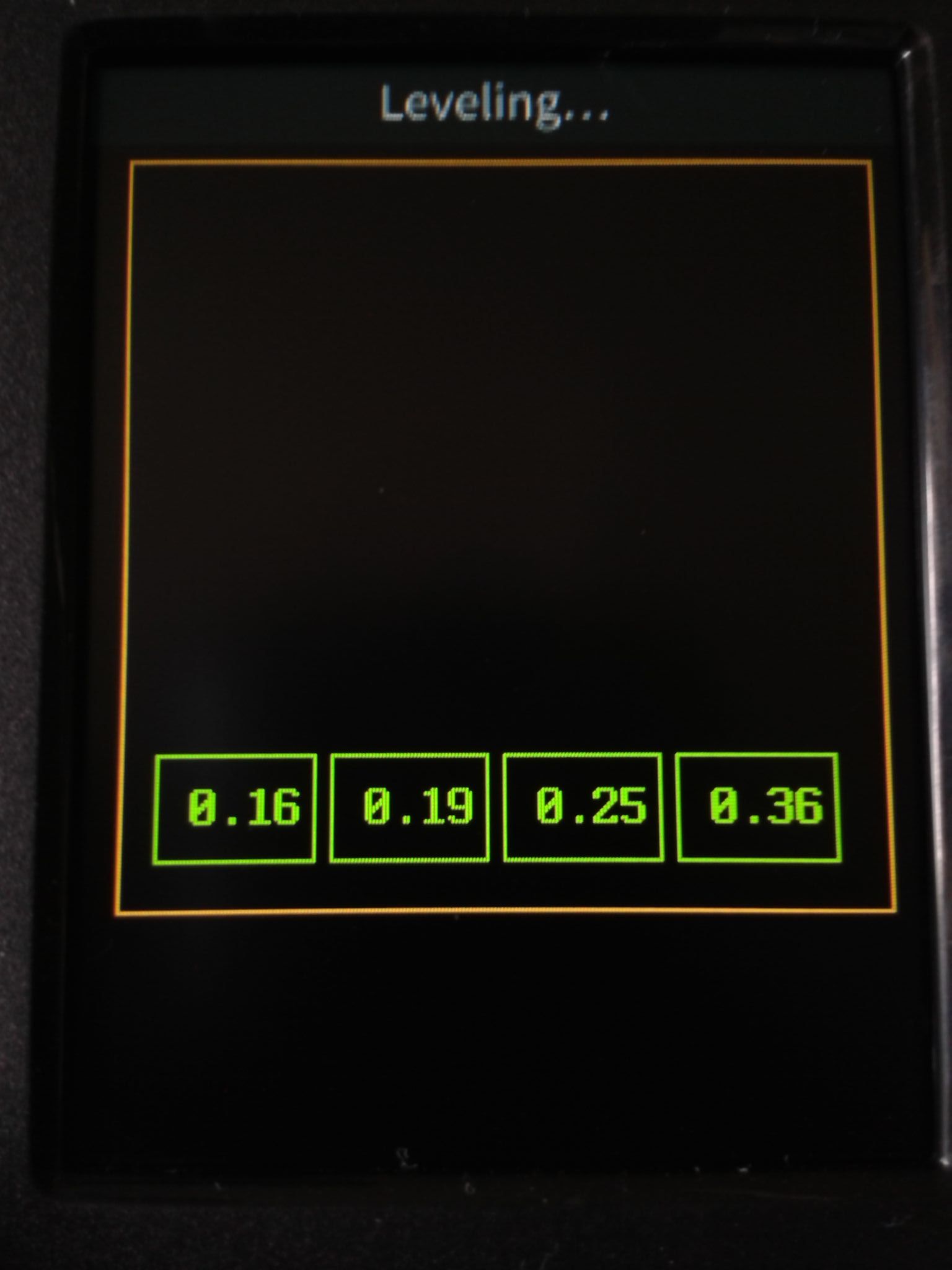
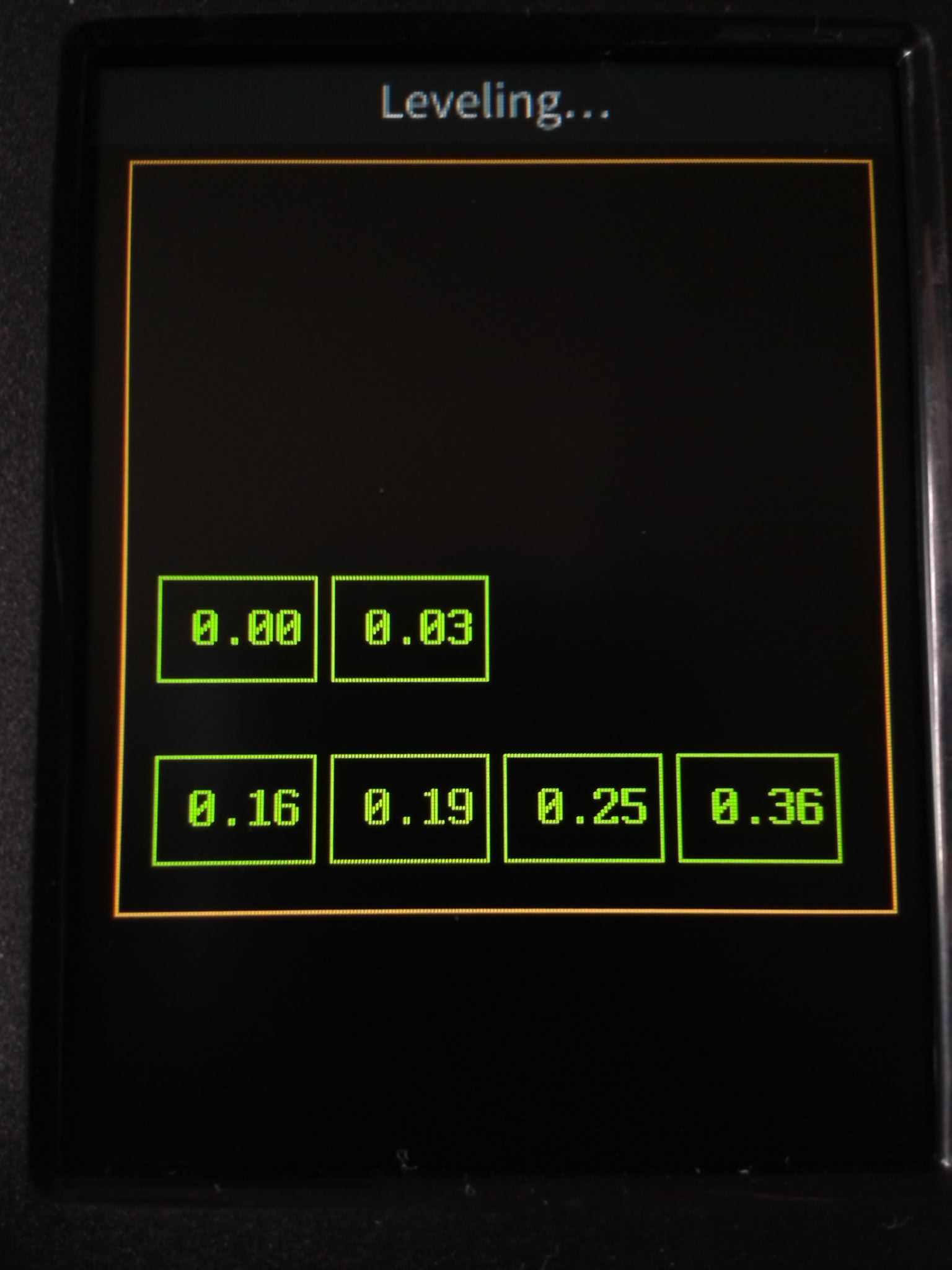
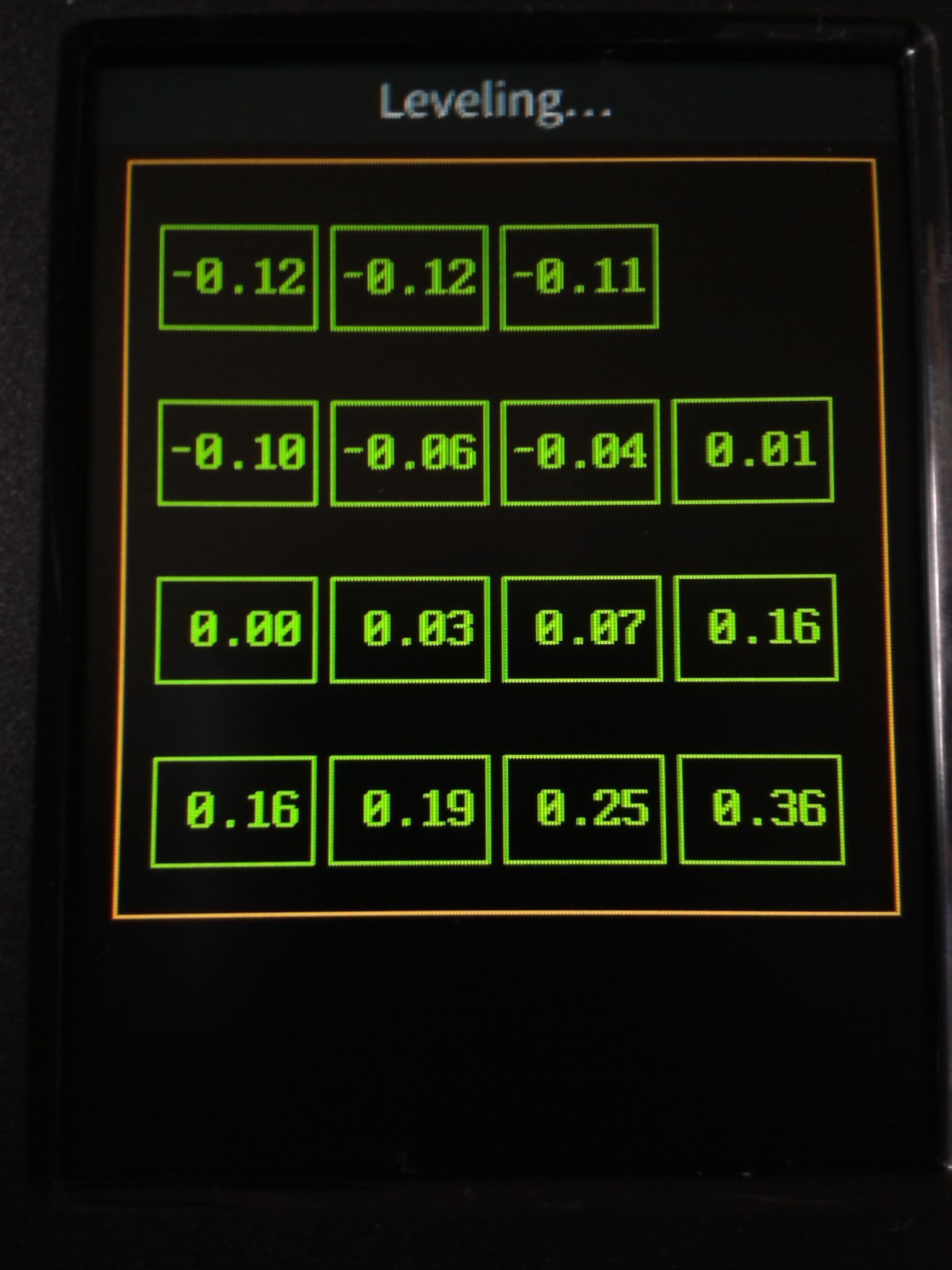
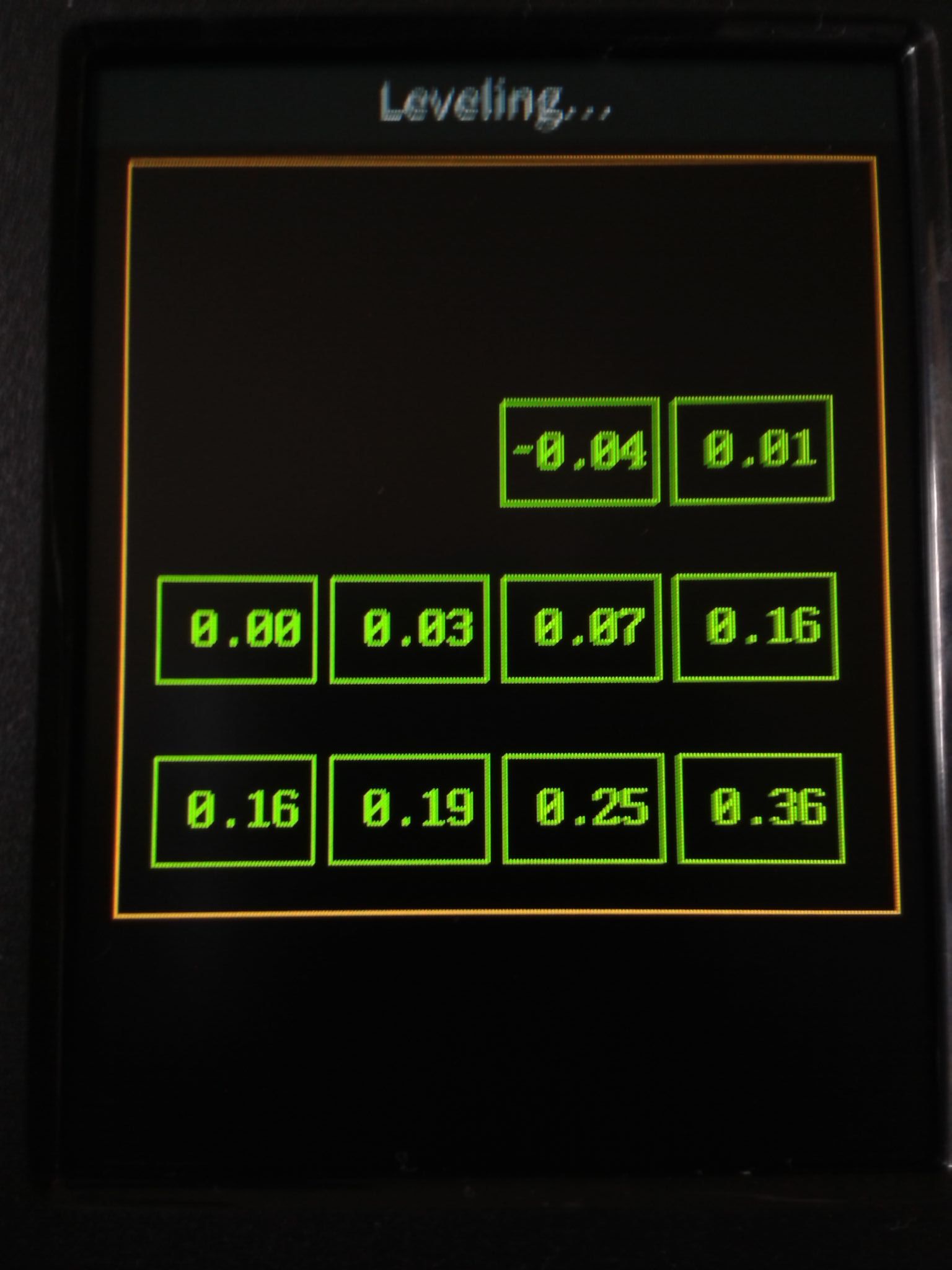
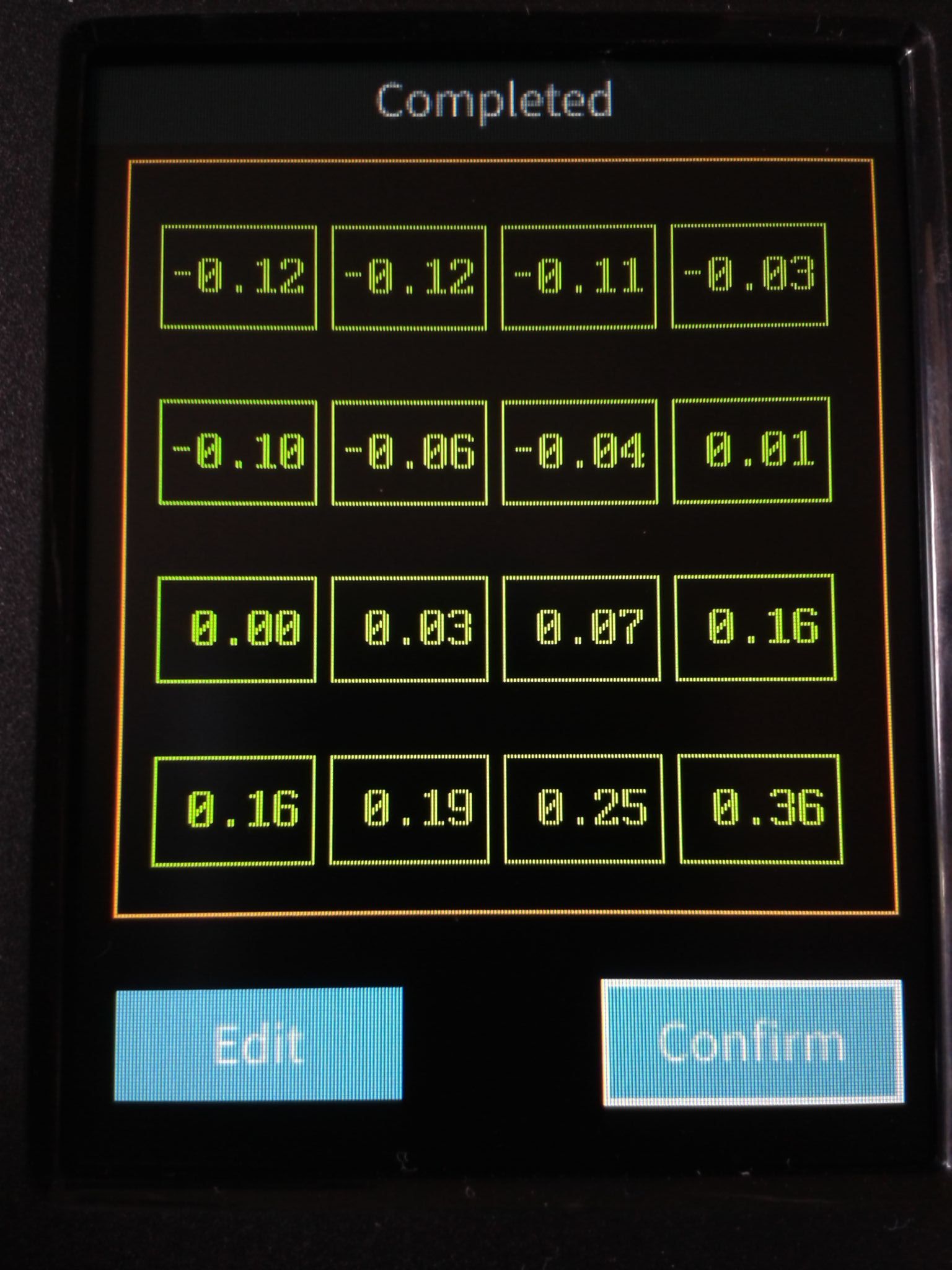
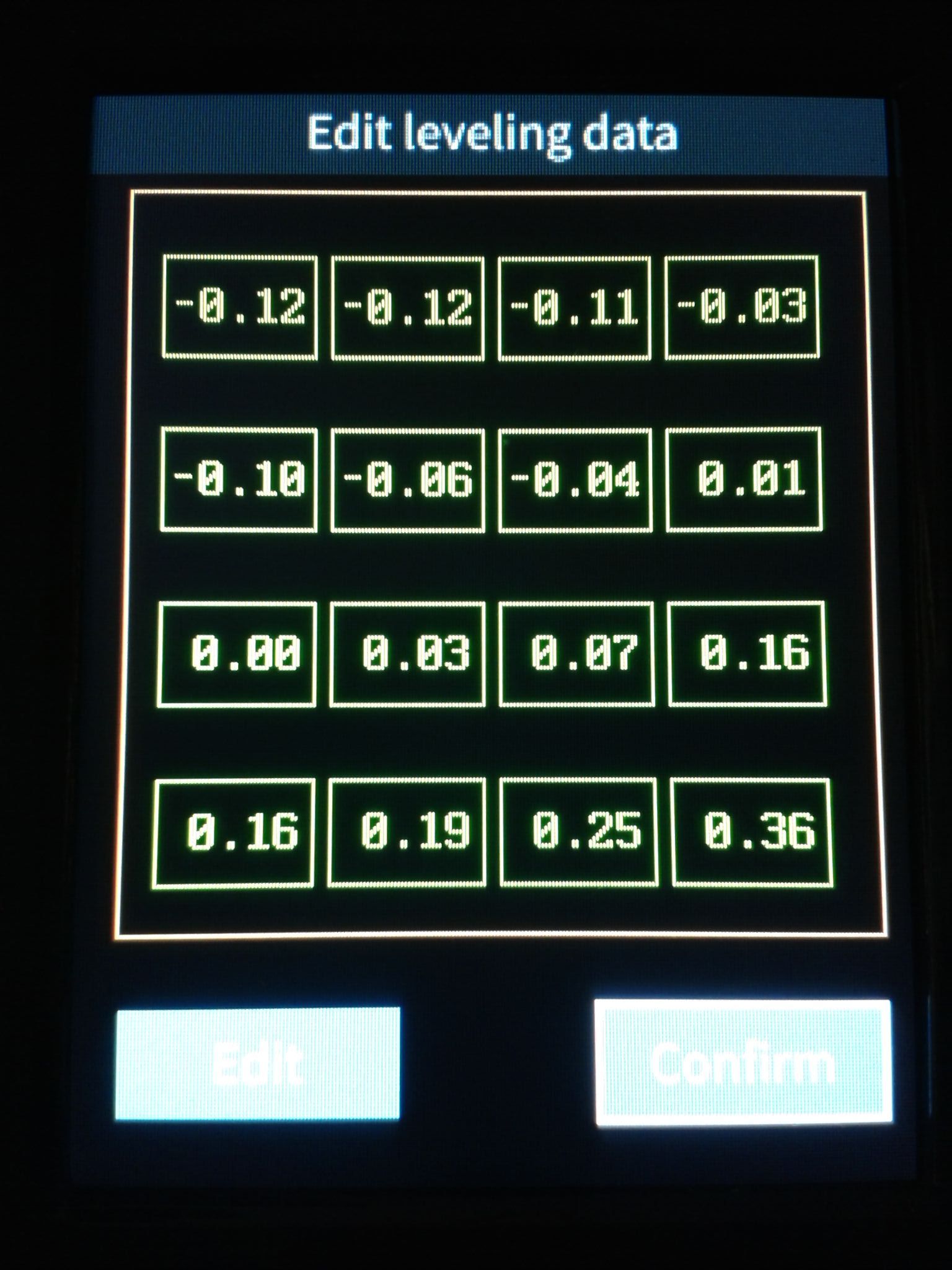
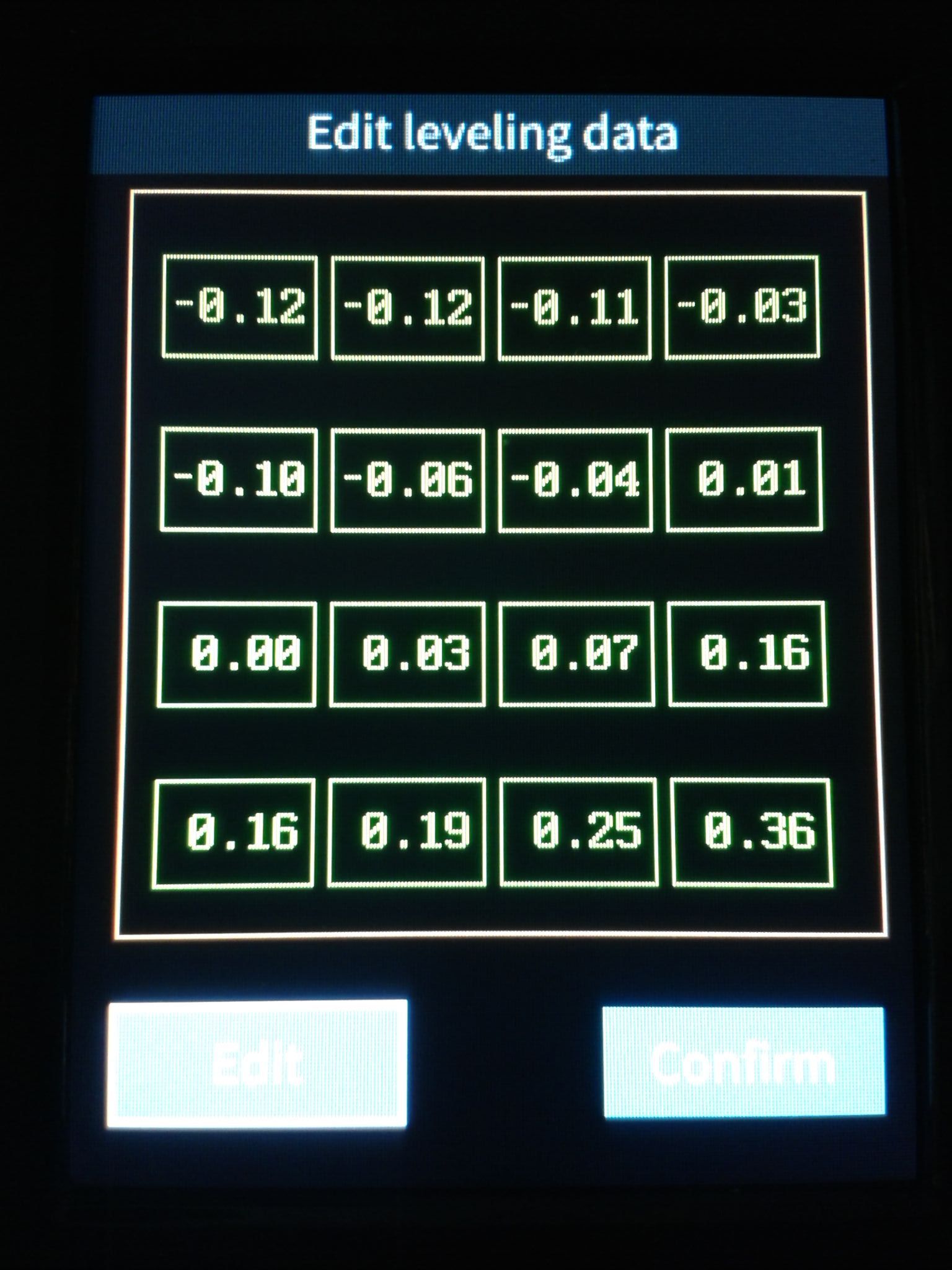
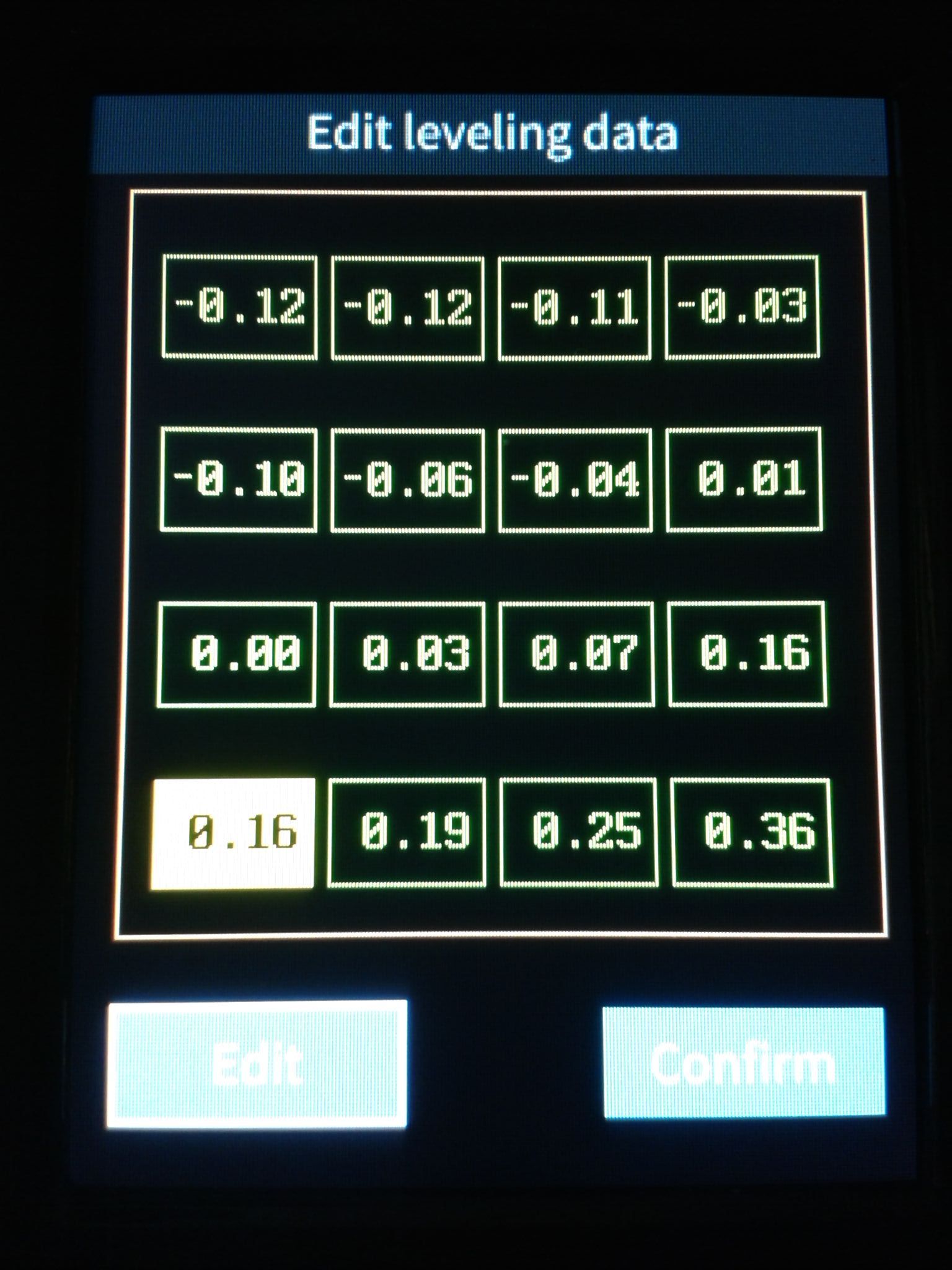
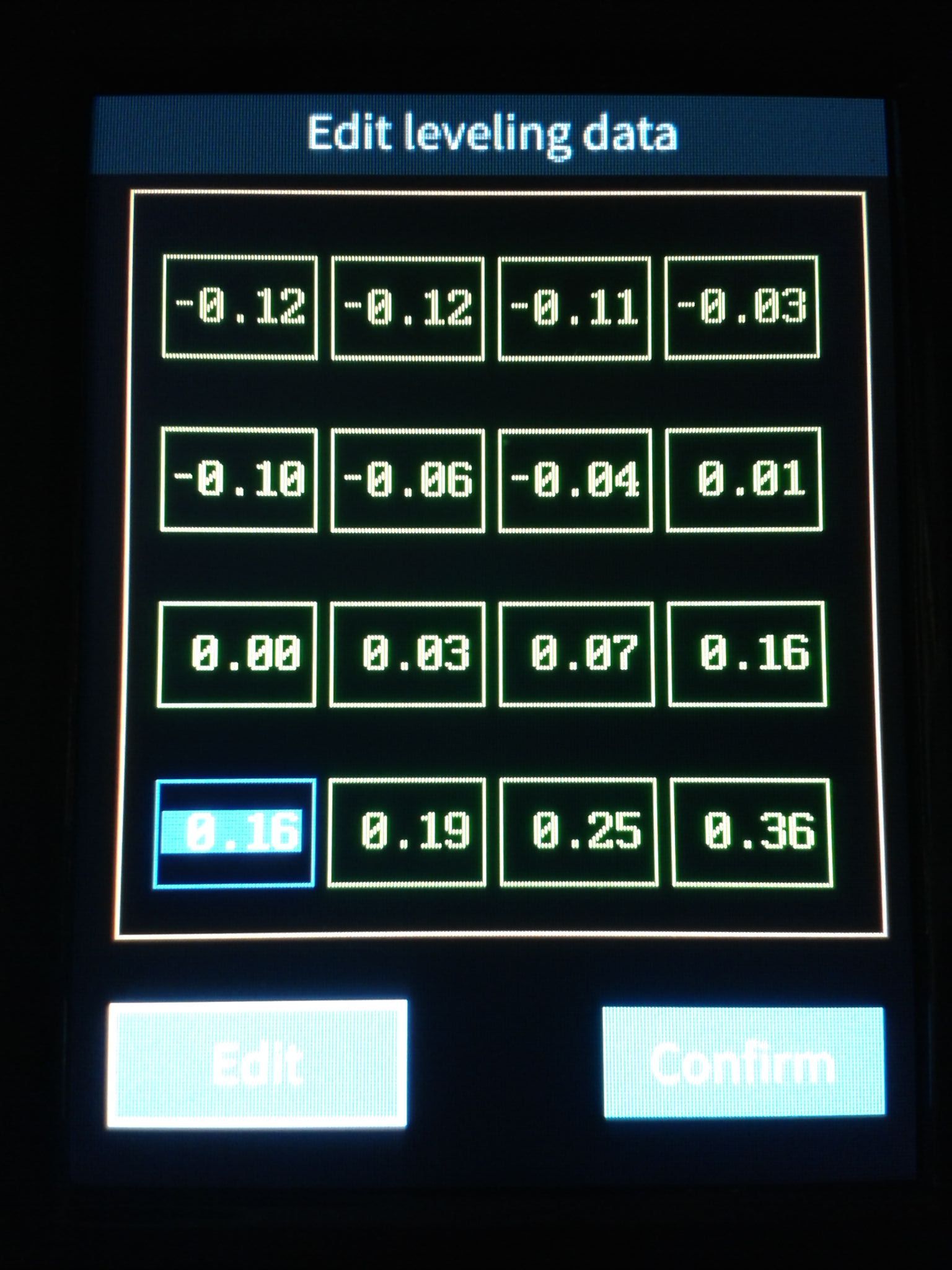
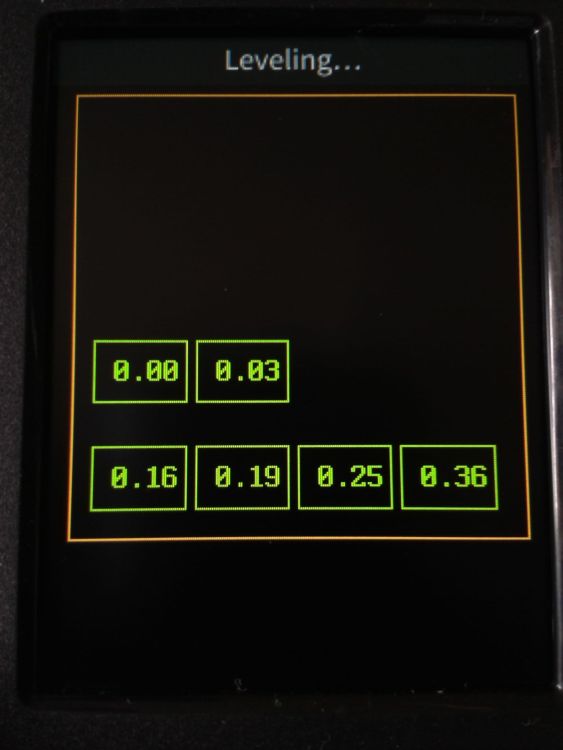
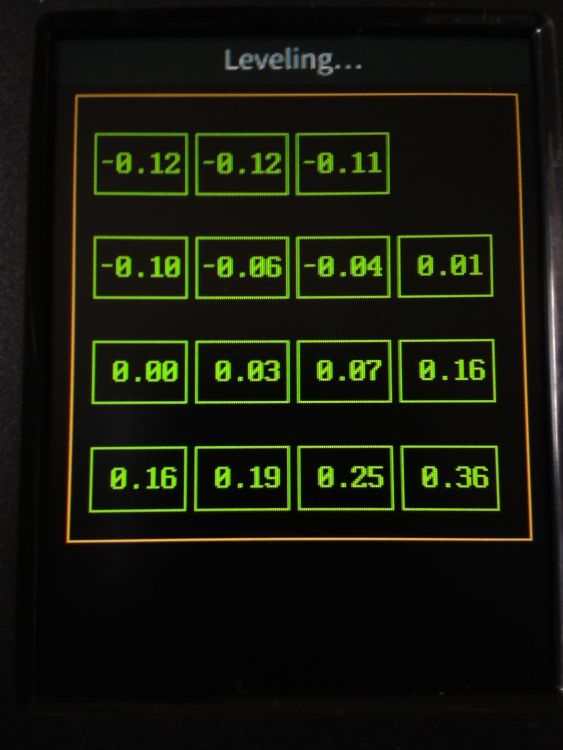
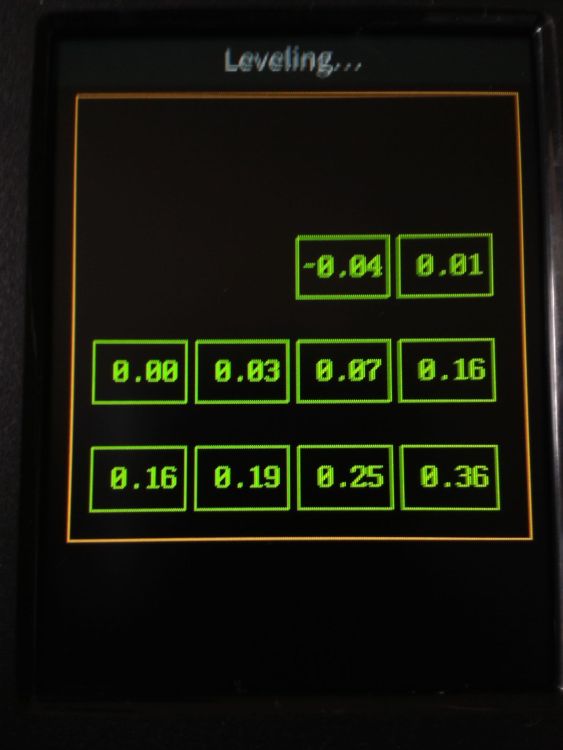
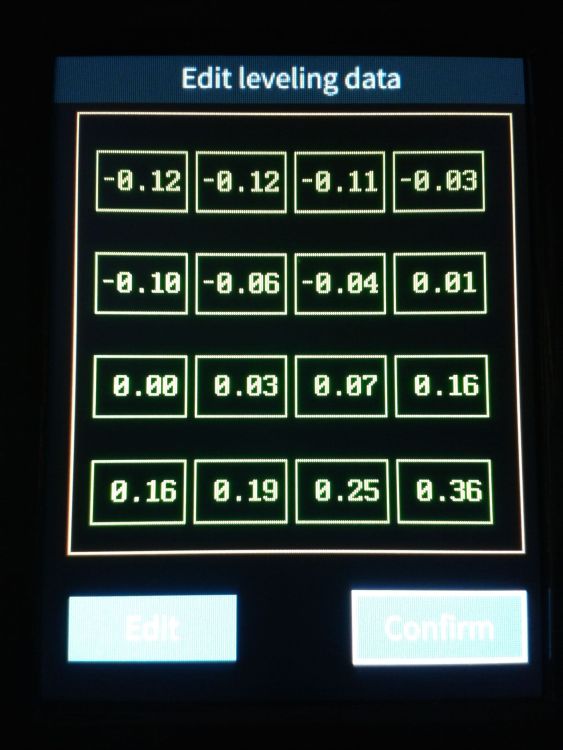
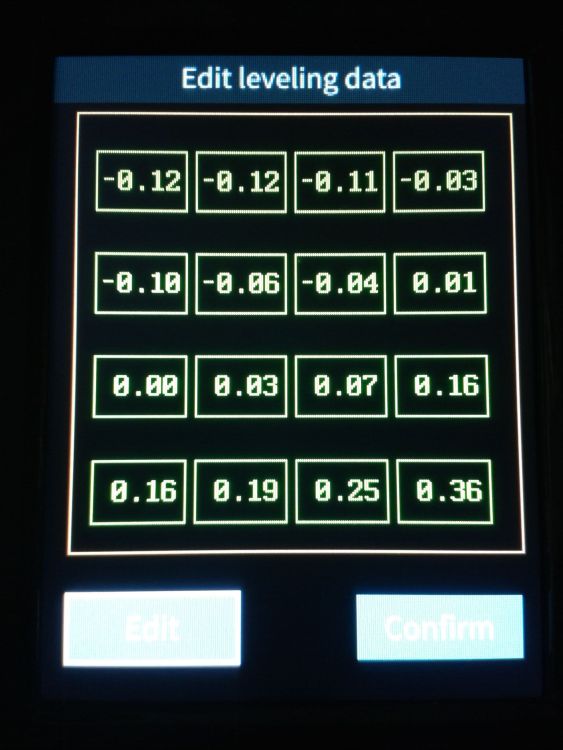
oui tout à fait, c'est l'avantage des BLtouch ou Crtouch, cela fait travailler un peu plus le moteur Z que le plateau soit réglable avec des molettes ou pas, il n'est jamais vraiment plan. (si il est réglable et en plus en verre épais tu as a priori moins d'écart) Si tu regardes le snapshot de @PPAC du leveling de la ender 3 v3 dans les posts précédent : tu vois que le coin avant gauche est plus haut de 0.16 mm, la zone derrière est à 00 mm puis à moins 0.10mm c'est le bed mesh ou cartographie du lit, lors de l'impression au point de palpage la tête montera de 0.16mm pour corriger, au point 0.0mm redescente de la tête à 0.0mm et entre les deux points extrapolation linéaire de la hauteur à corriger (ou un autre algorithme), à mi chemin 0.08mm Bilinéaire car correction pour les déplacements en X et Y en même temps. D'ailleurs pendant une impression tu vois la valeur de Z qui varie lors des compensations des défauts de planéité.1 point
-
En complément de @PPAC si tu prends cette imprimante. Tu n'auras plus à régler la planéité du plateau aux quatre coins avec les molettes (et ressorts) c'est autoleveling (CRtouch) qui le fera pour toi. en réalité il ne régle pas le plateau, mais il mesure les défauts de planéité et les compensent lors de l'impression ( mode bilinéaire je suppose). Lorsque tu l'auras au démarrage, fais comme indiqué dans les posts ci-dessus de @PPAC , vérifies comment sont serrées les vis du plateau. pour la mesure automatique du z-offset qui peut être trop proche du plateau en PC. Tu as un réglage en live du z-offset lors de l'impression, notre testeur en parle ci-dessus (menu tune) Après dans le menu prepare tu dois pouvoir l'ajuster hors impression et le sauvegarder, mais je ne peux pas en dire plus. Attends la suite des tests ou tu verras in situ.1 point
-
Alors, qu'est-ce qui implique que ton Z-Offset était trop étroit ? Merci pour l'explication, c'est très clair.1 point
-
La carrosserie est assemblée... Non sans pester sur les différentes tailles de vis et longueur utilisées... Et repéré une petite erreur à corriger sur la carrosserie avec les tailles de vis... Quelques pièces ne sont pas collées et l'arceau n'inclus pas la lumière à ce stade, car je vais devoir faire un trou quelque part, et je ne sais pas encore où... Je m'attaquerai à cela après avoir fait la peinture... Et avec les lumières allumées...(il me faut encore faire l'installation définitive du circuit dans la carrosserie)... Je verrai quand je pourrais peindre cette carrosserie... La voiture ne tournera pas avant l'année prochaine, car elle est mon entrée pour le concours de proto de Montluçon 2024... Les autocollants ne sont pas encore partis, donc cela va prendre du temps... Et dans tout les cas, je suis super content, car en vrai aussi, elle sympa, cette carrosserie1 point
-
@francois33640 Bonjour, je n'ai pas tout compris, pourrais-tu être plus explicite.1 point
-
Image éclaircie (reddit) : Bon moi j'ai la réponse : ils ne savent pas ce que ce sera. Ils ont lancé une image au pif, depuisils collectent toutes les réponses, ils font des stats, et ensuite ils lanceront un KickStarter avec la suggestion qui sera revenue le plus souvent et avec un an pour pondre la solution technique ! Malin !1 point
-
J'aurais bien une suggestion mais ça risque d'être censuré1 point
-
Salut, J'ai encore trouvé ! C'est ça (imprimé en PLA vert):
 1 point
1 point -
C'est une buse pour imprimante 3D de mastic, ciment, map ... oui, je sais, la buse c'est moi1 point
-
Hello! Si tu retire le filament et que tu désactive les moteurs. Est-ce-que tu peux tourner la roue dentée à la main facilement et sans à-coup? J'ai eu a peu près le même problème et chez moi, c'était le moteur qui était gripé.1 point
-
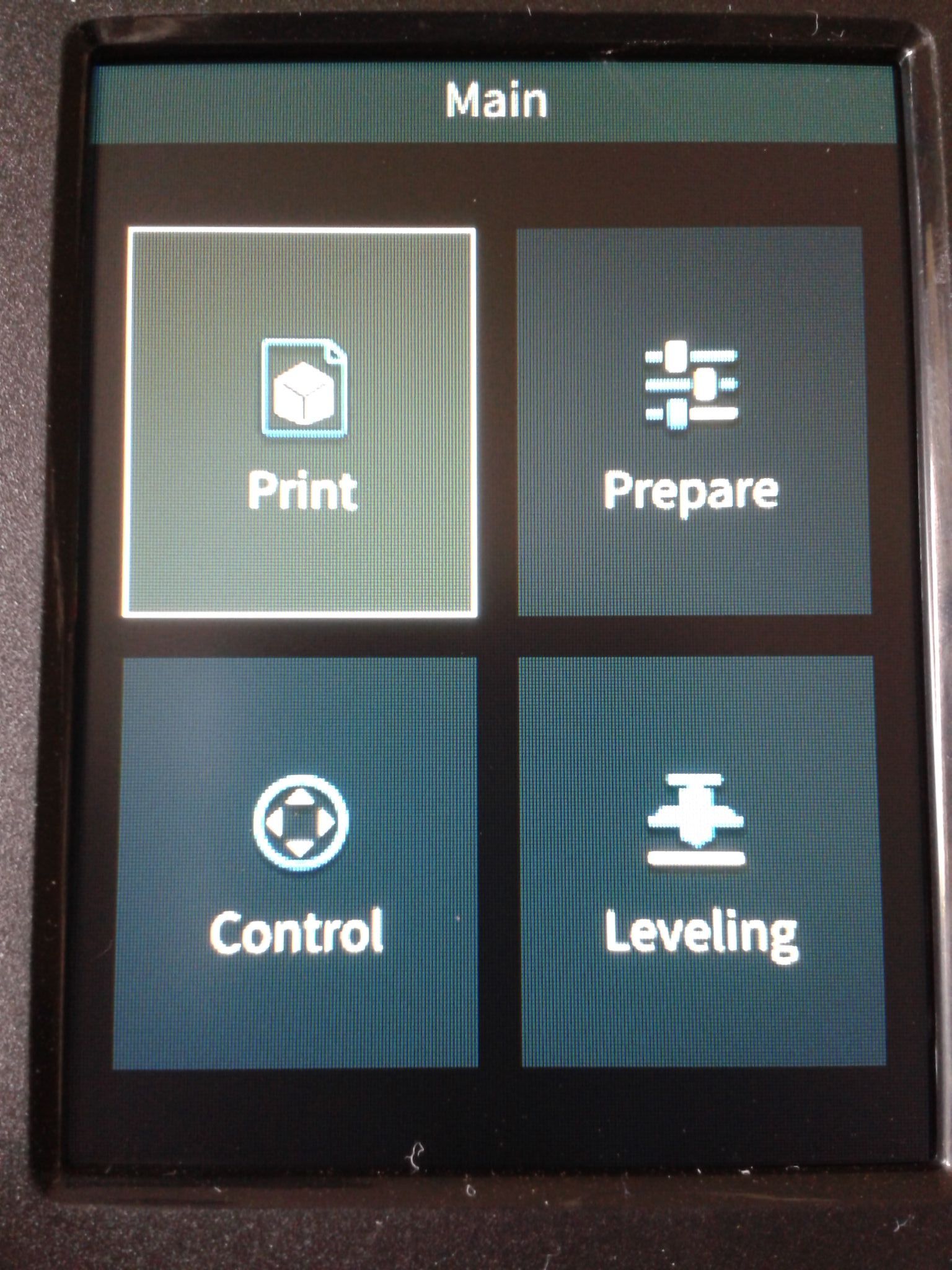
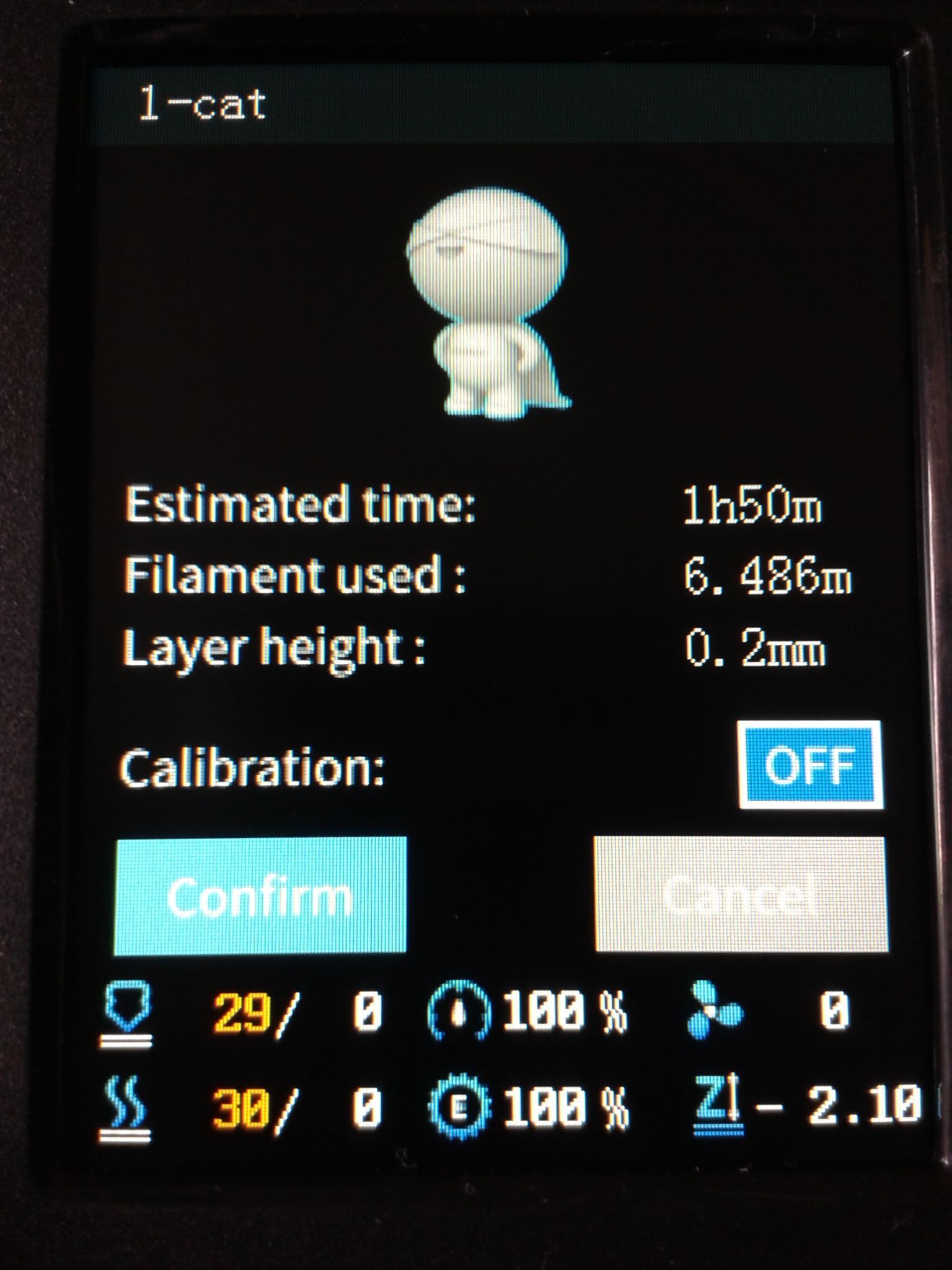
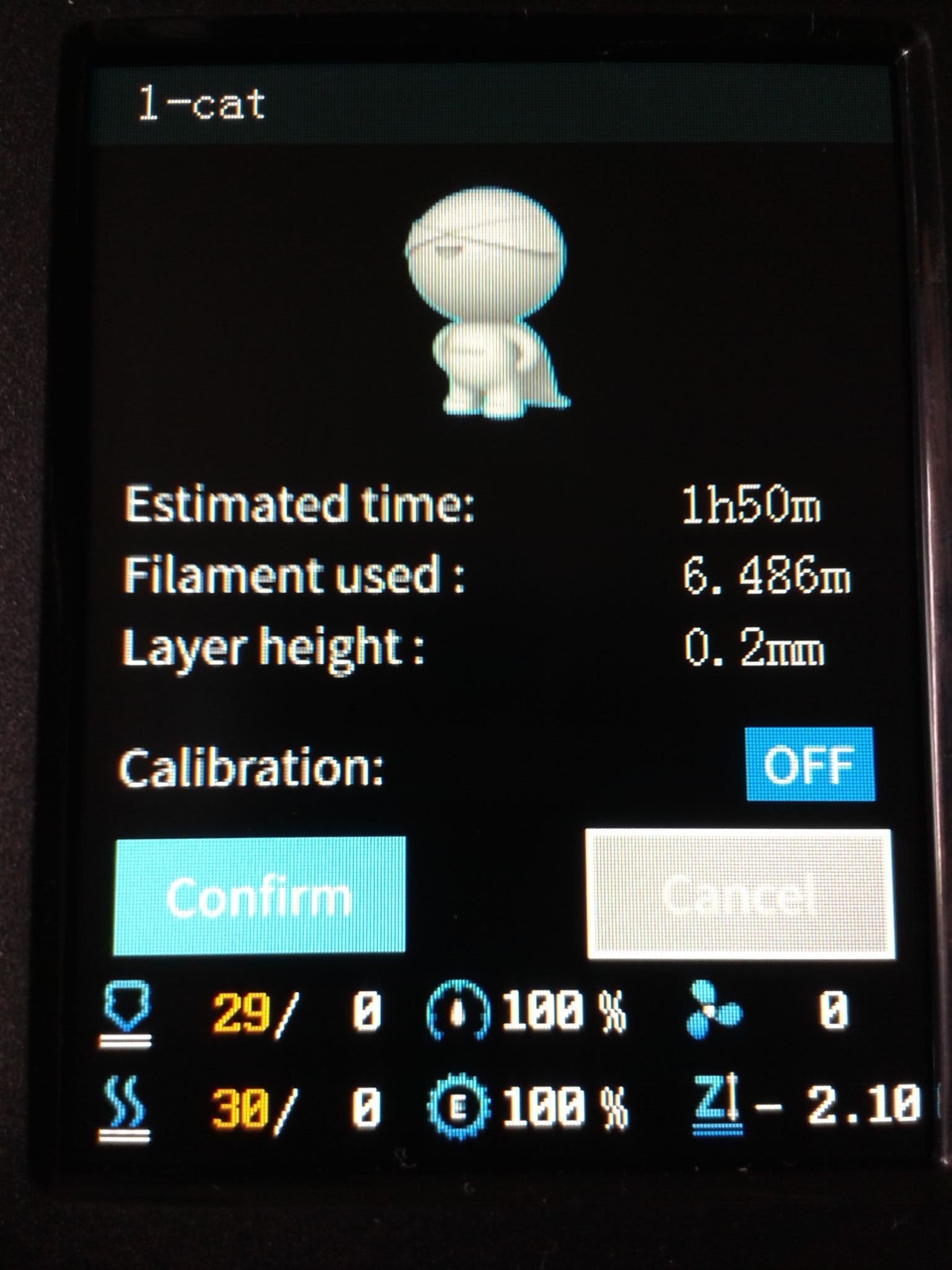
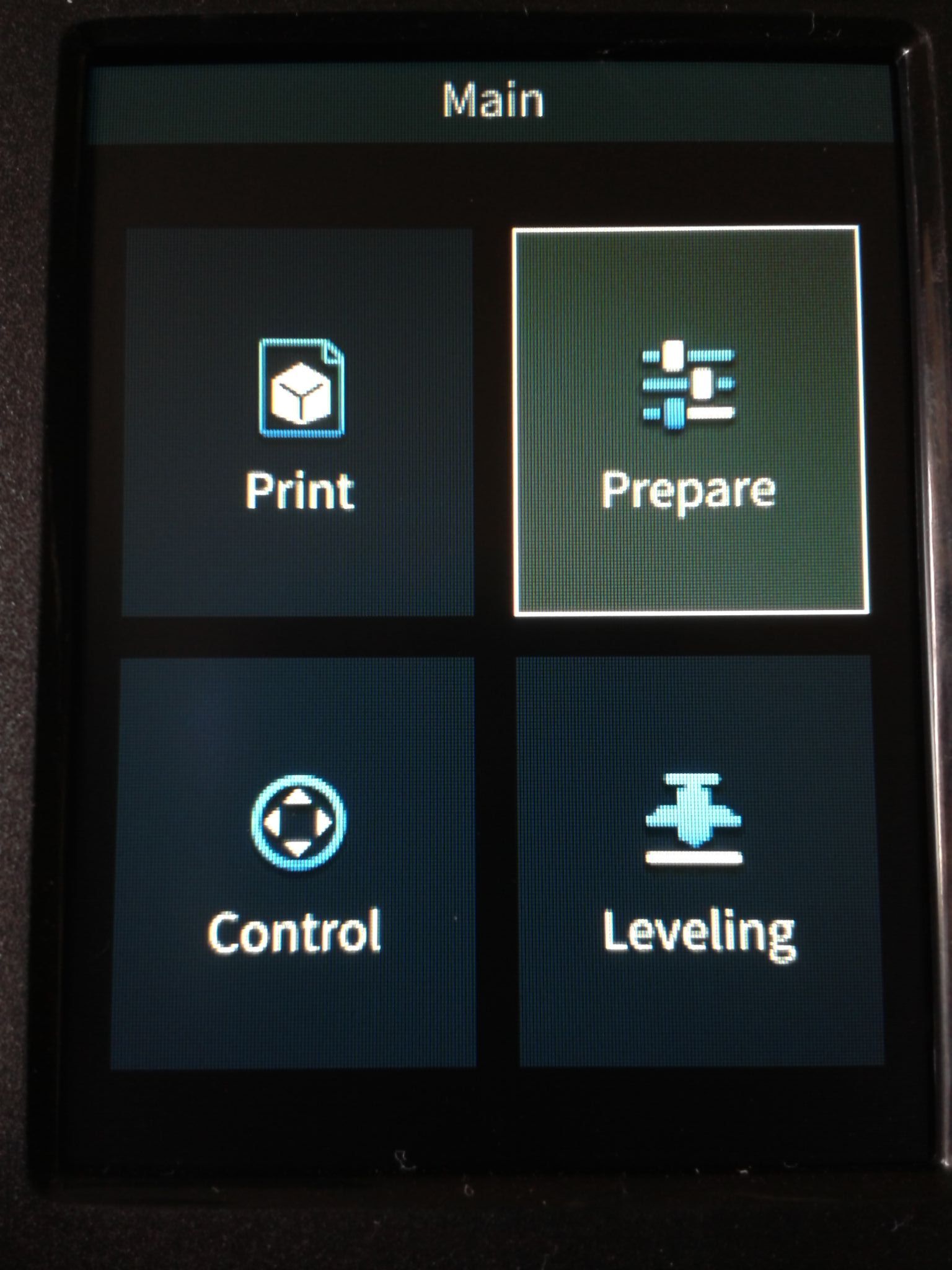
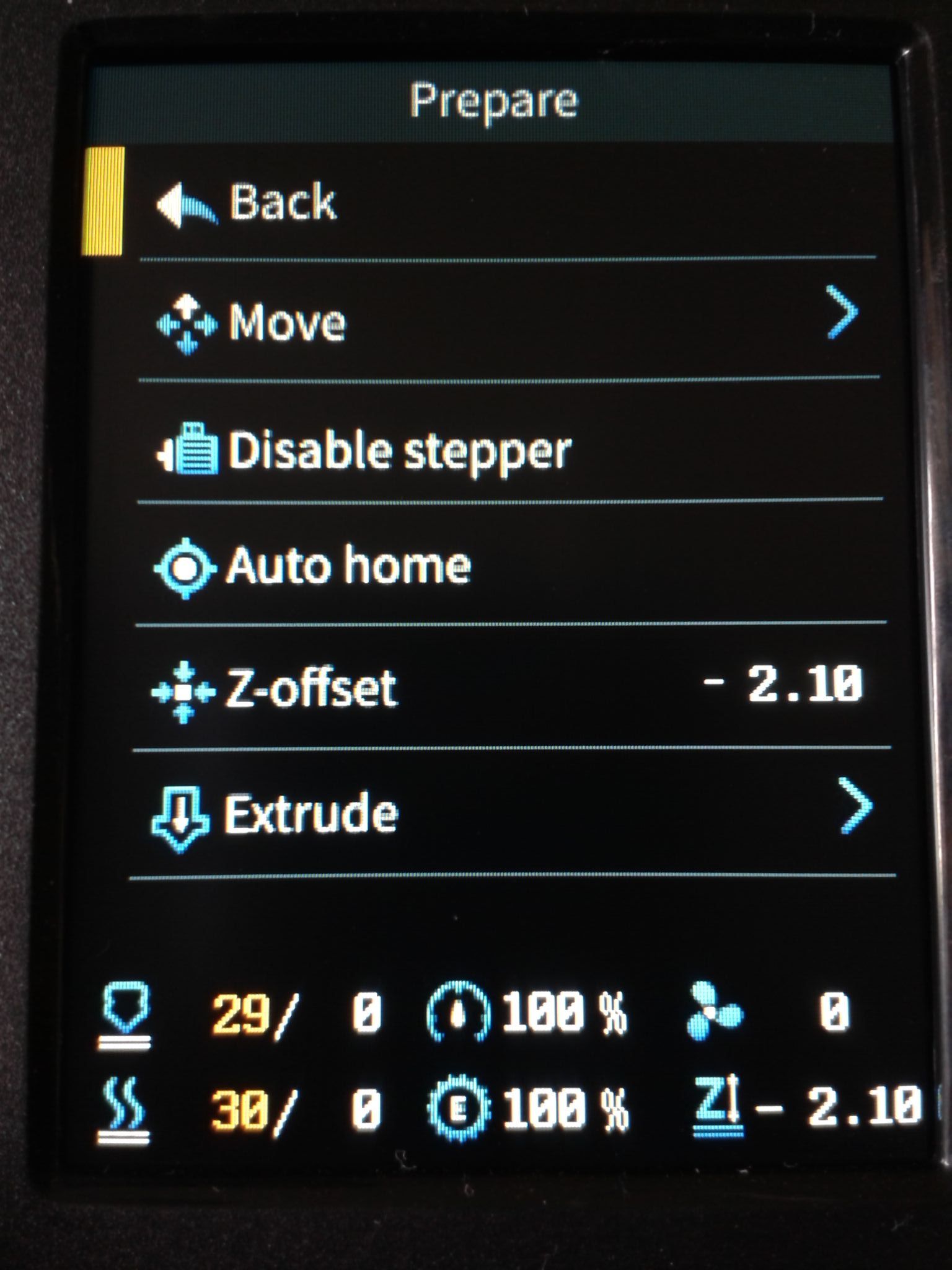
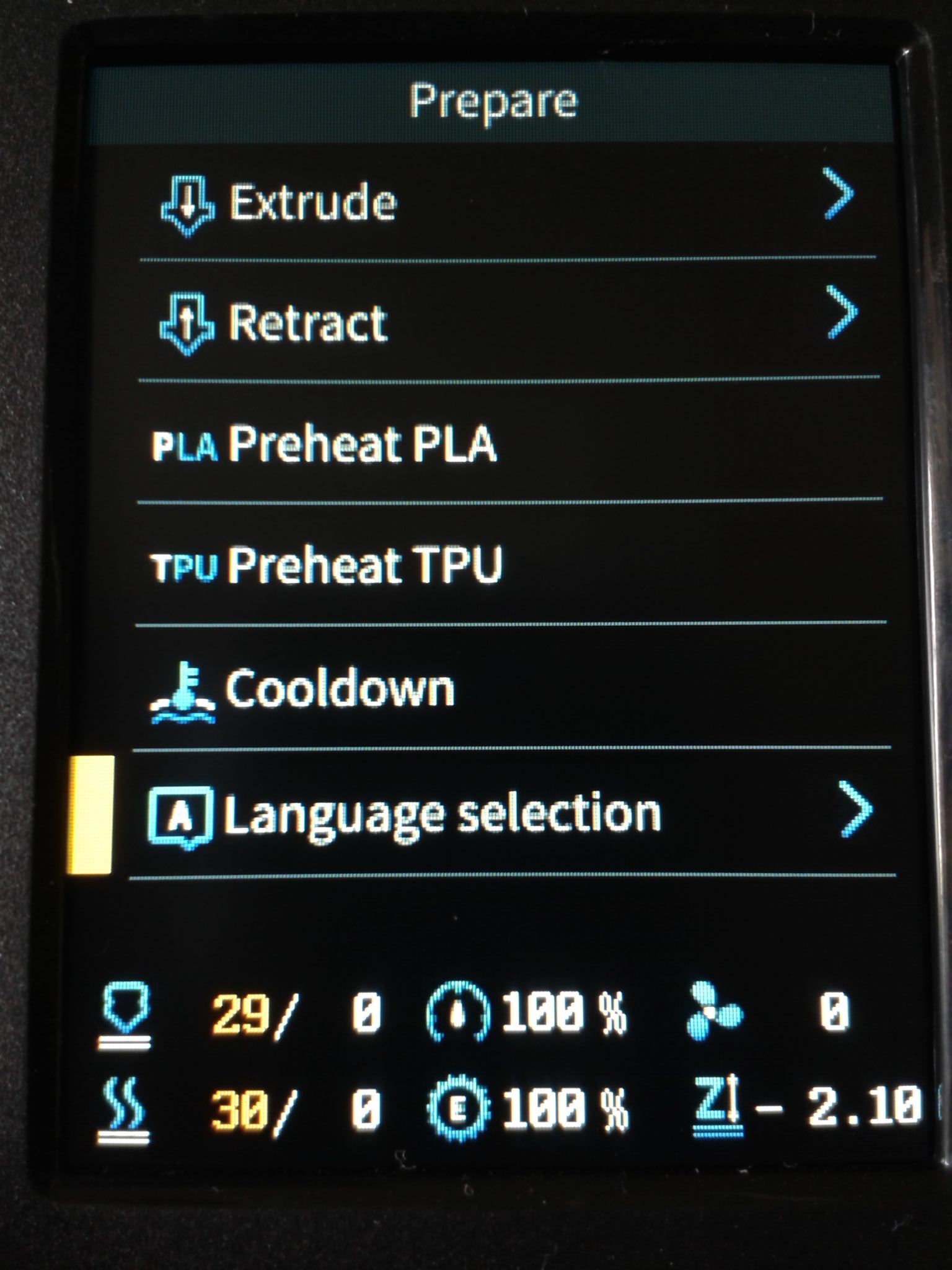
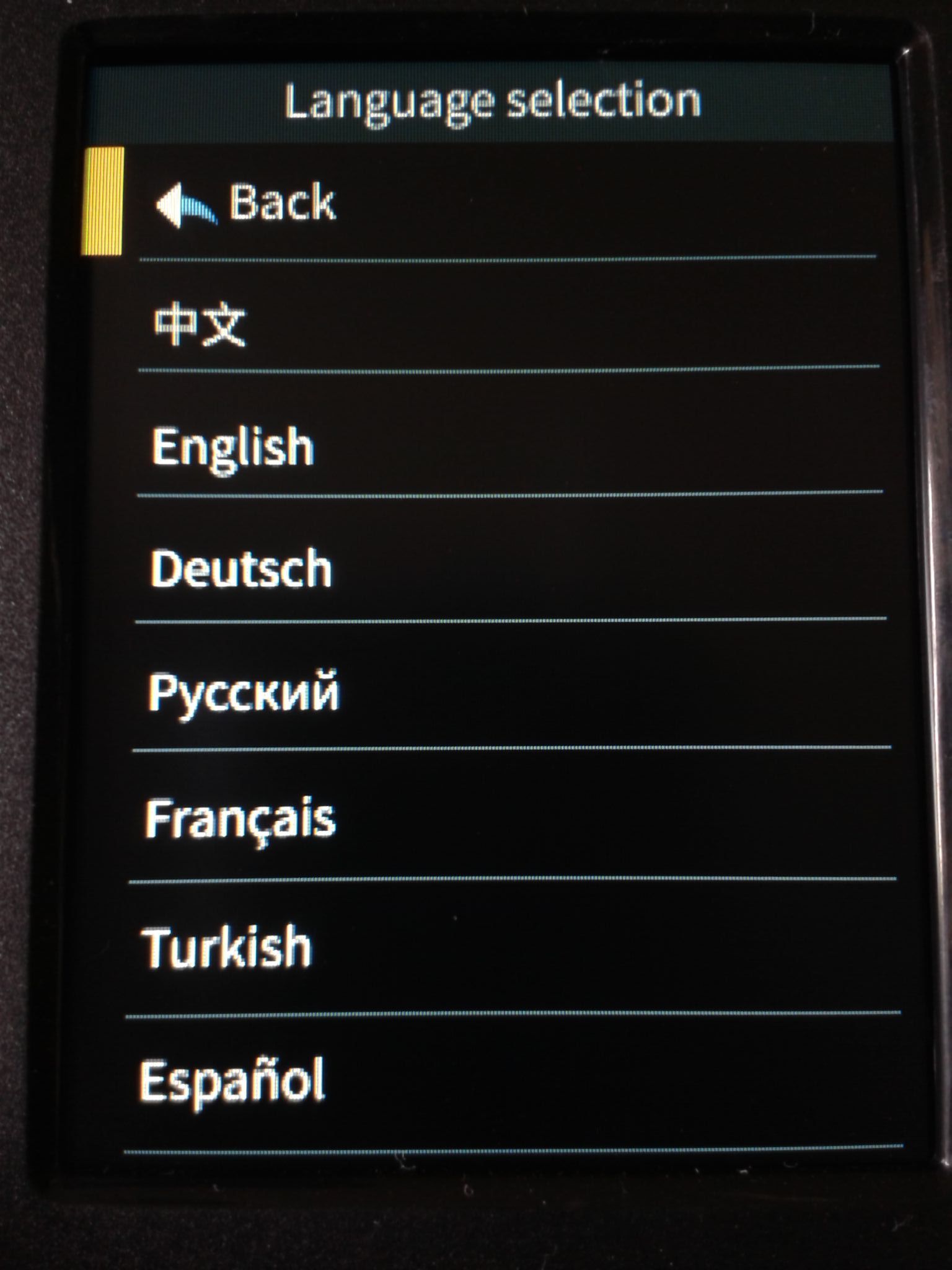
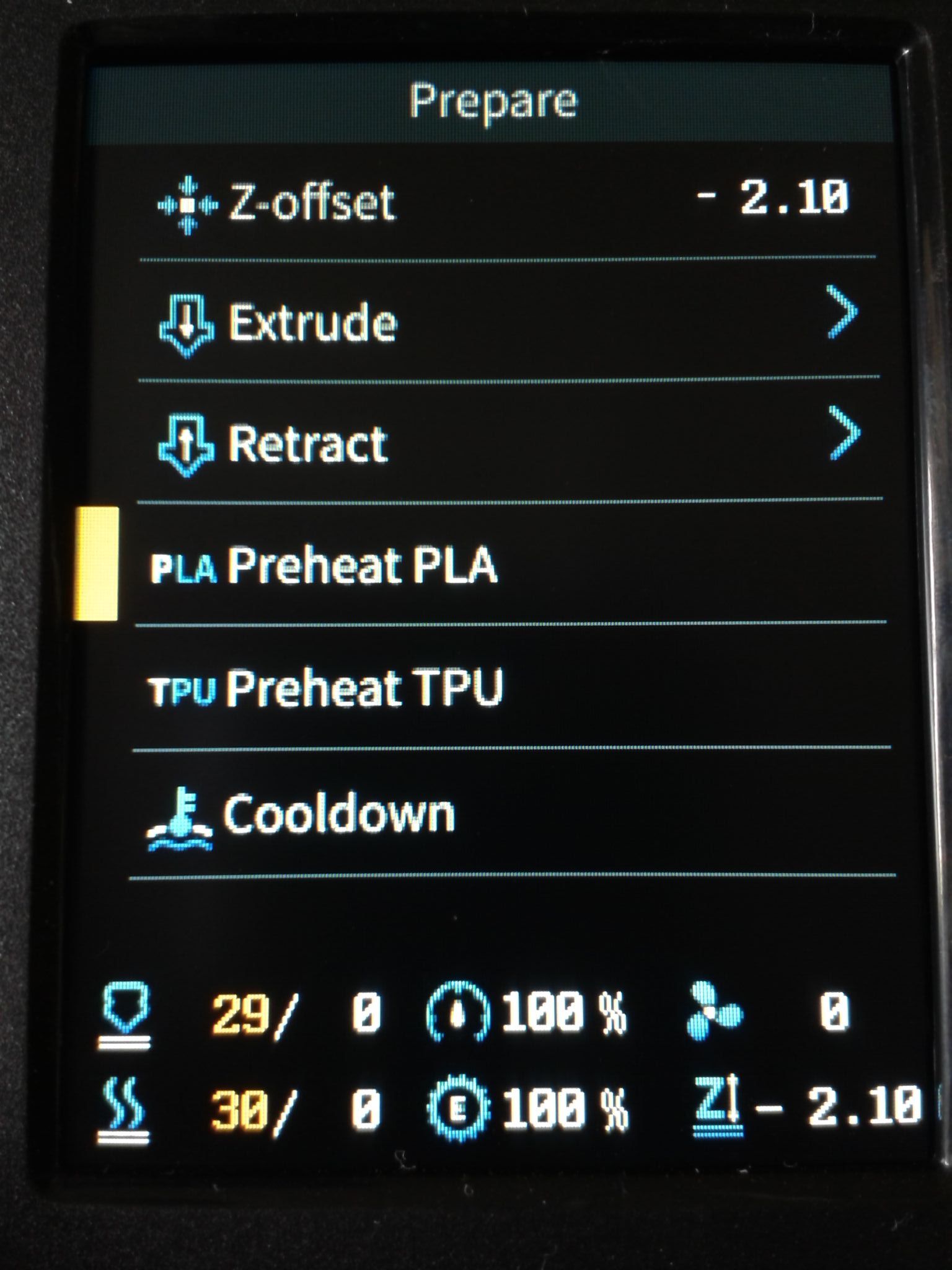
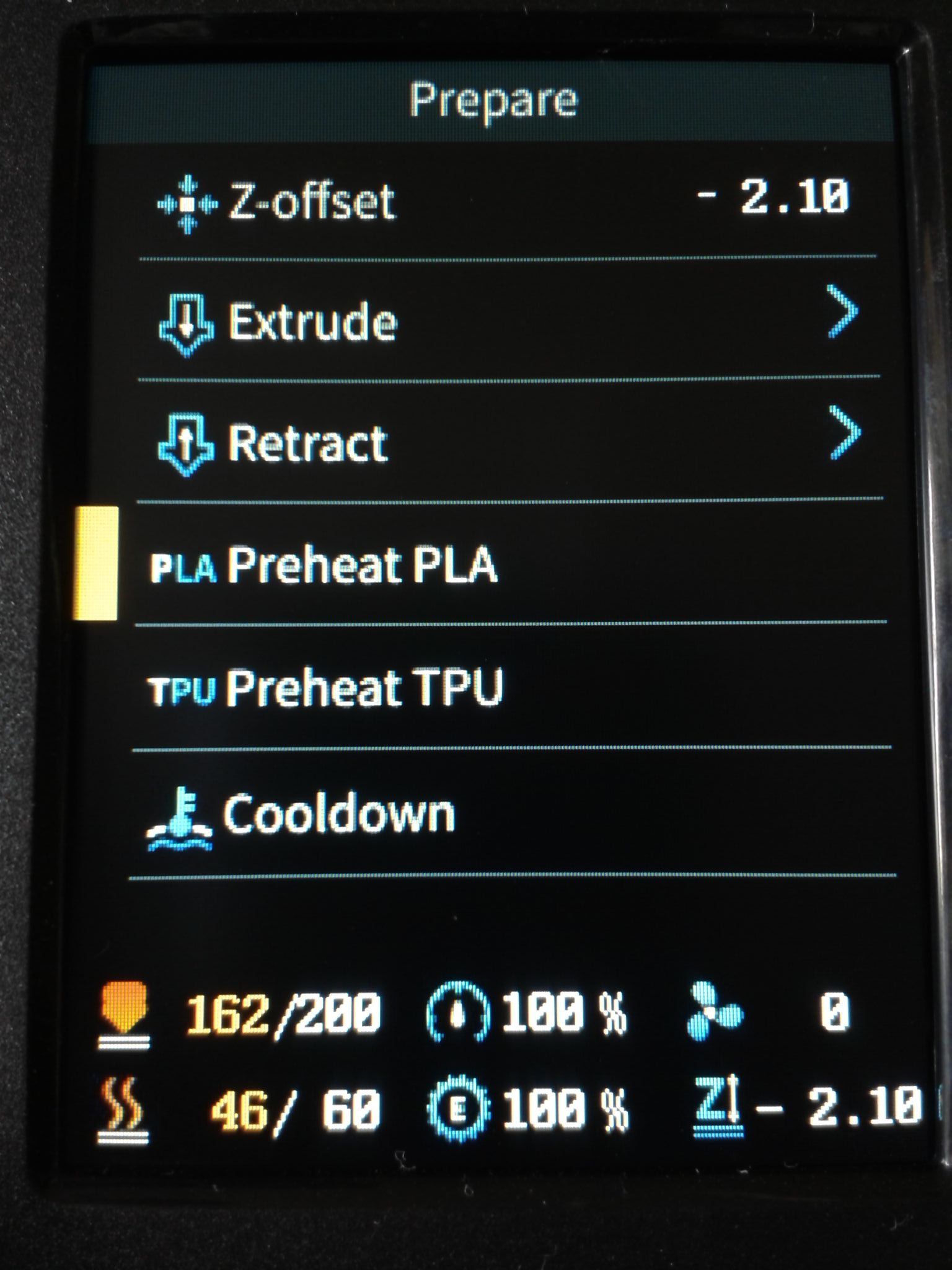
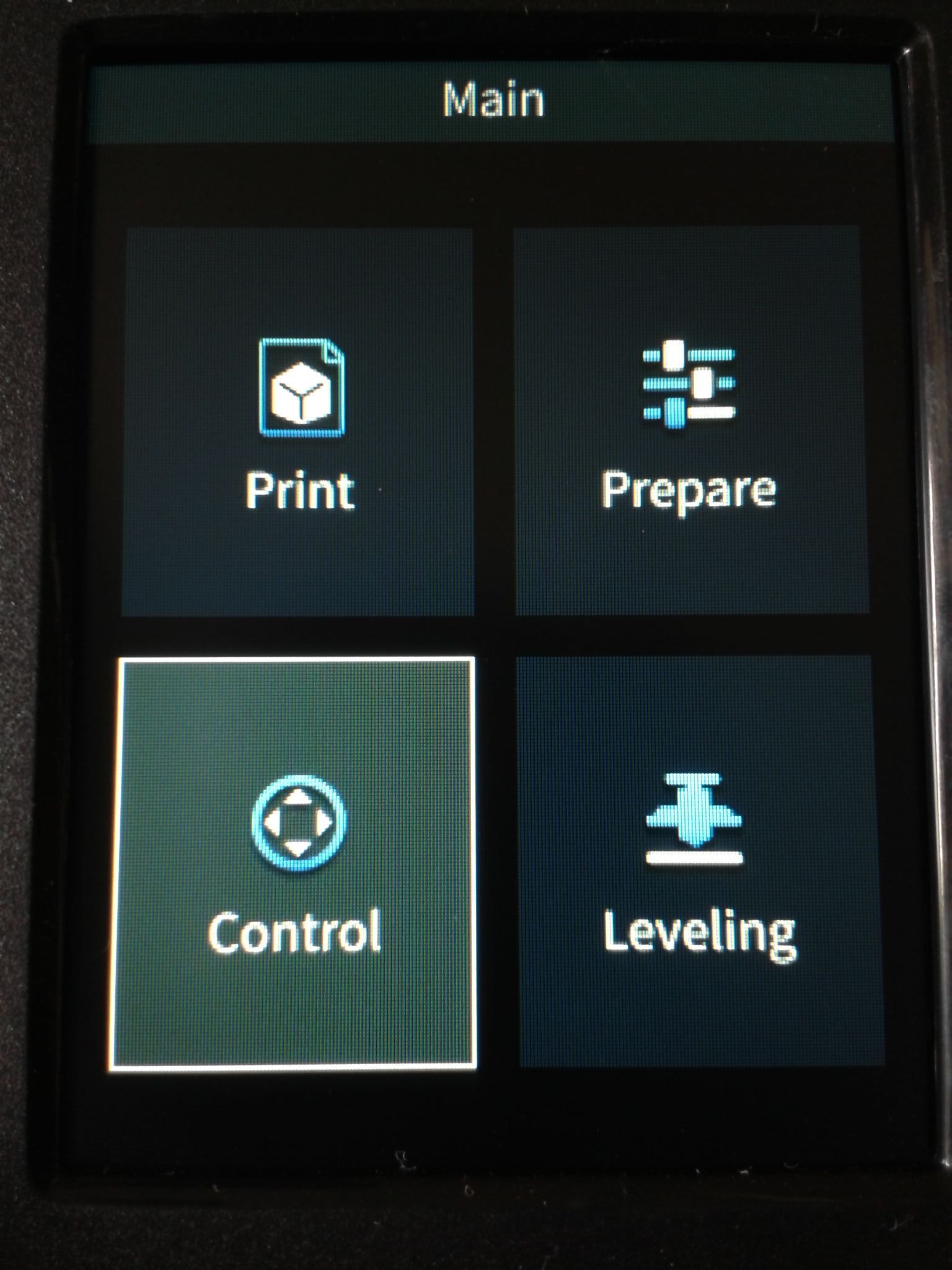
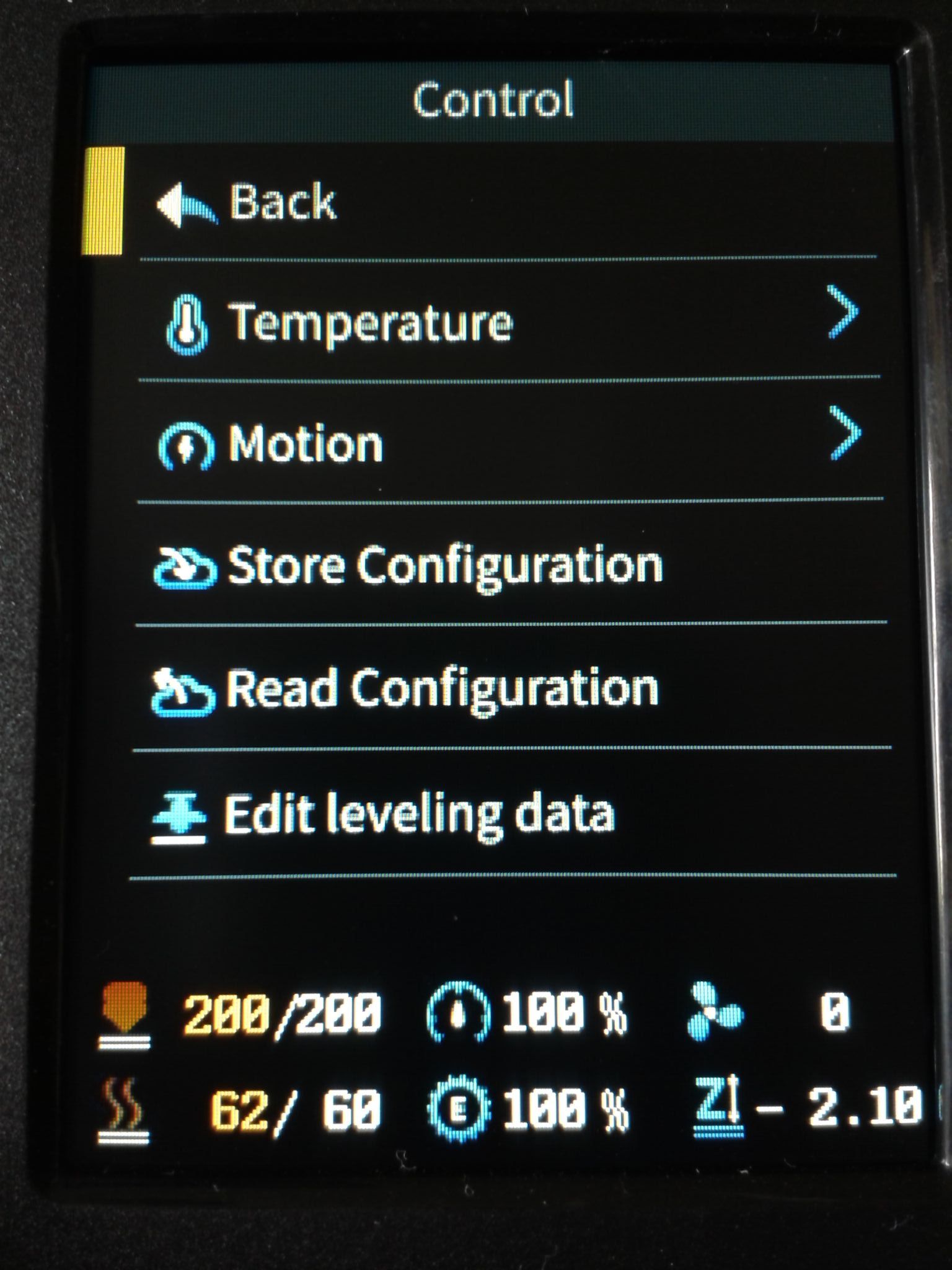
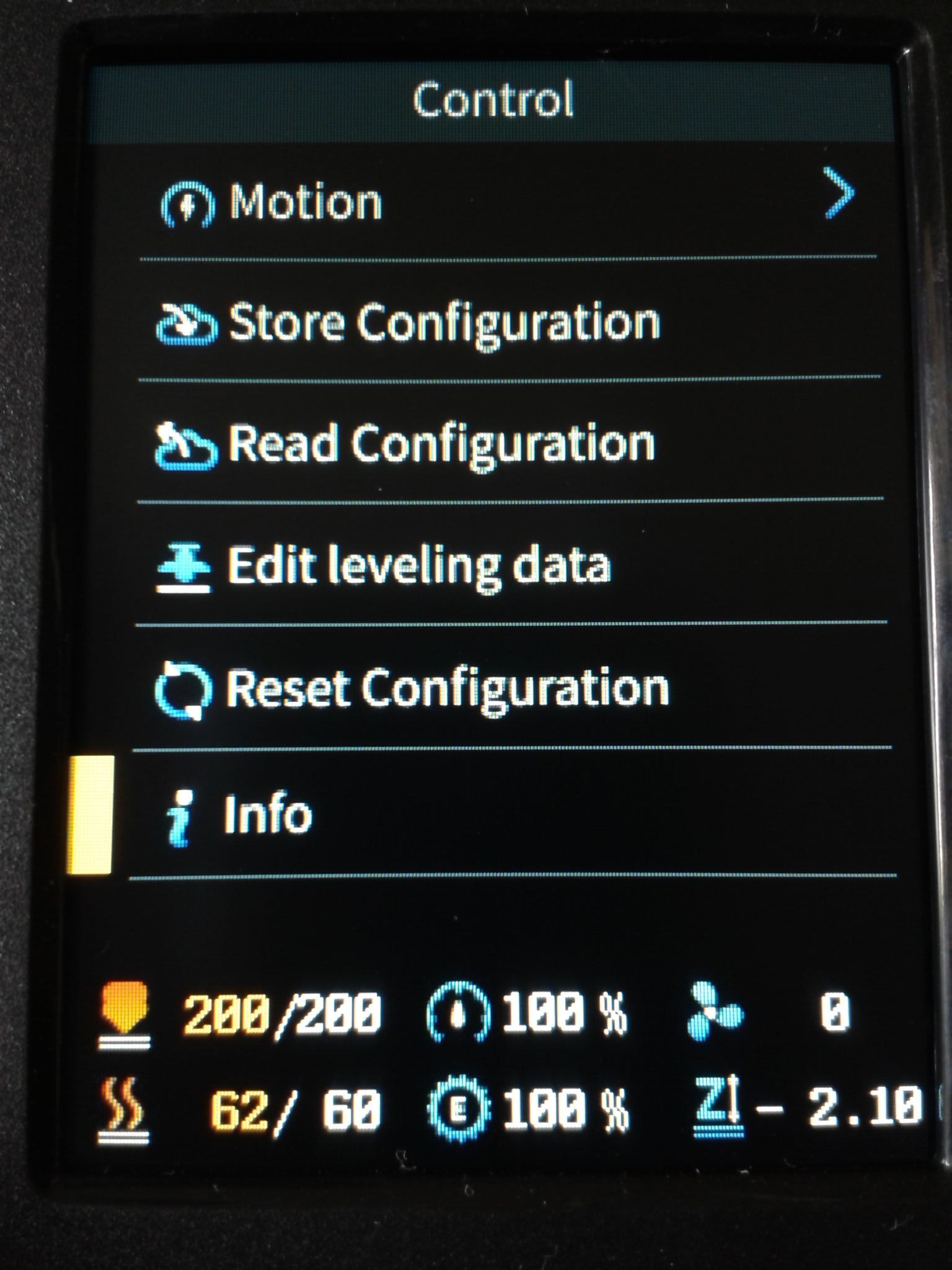
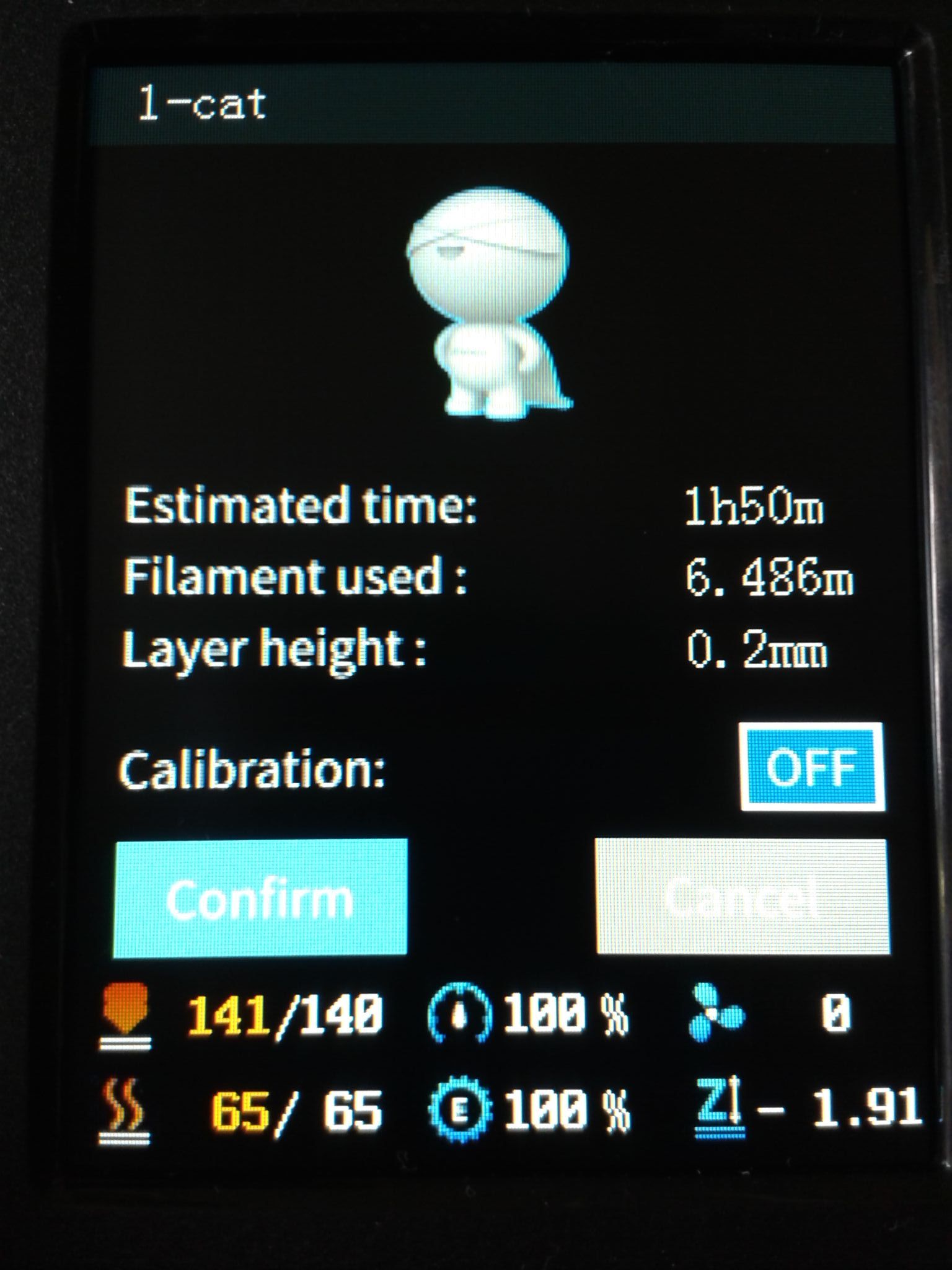
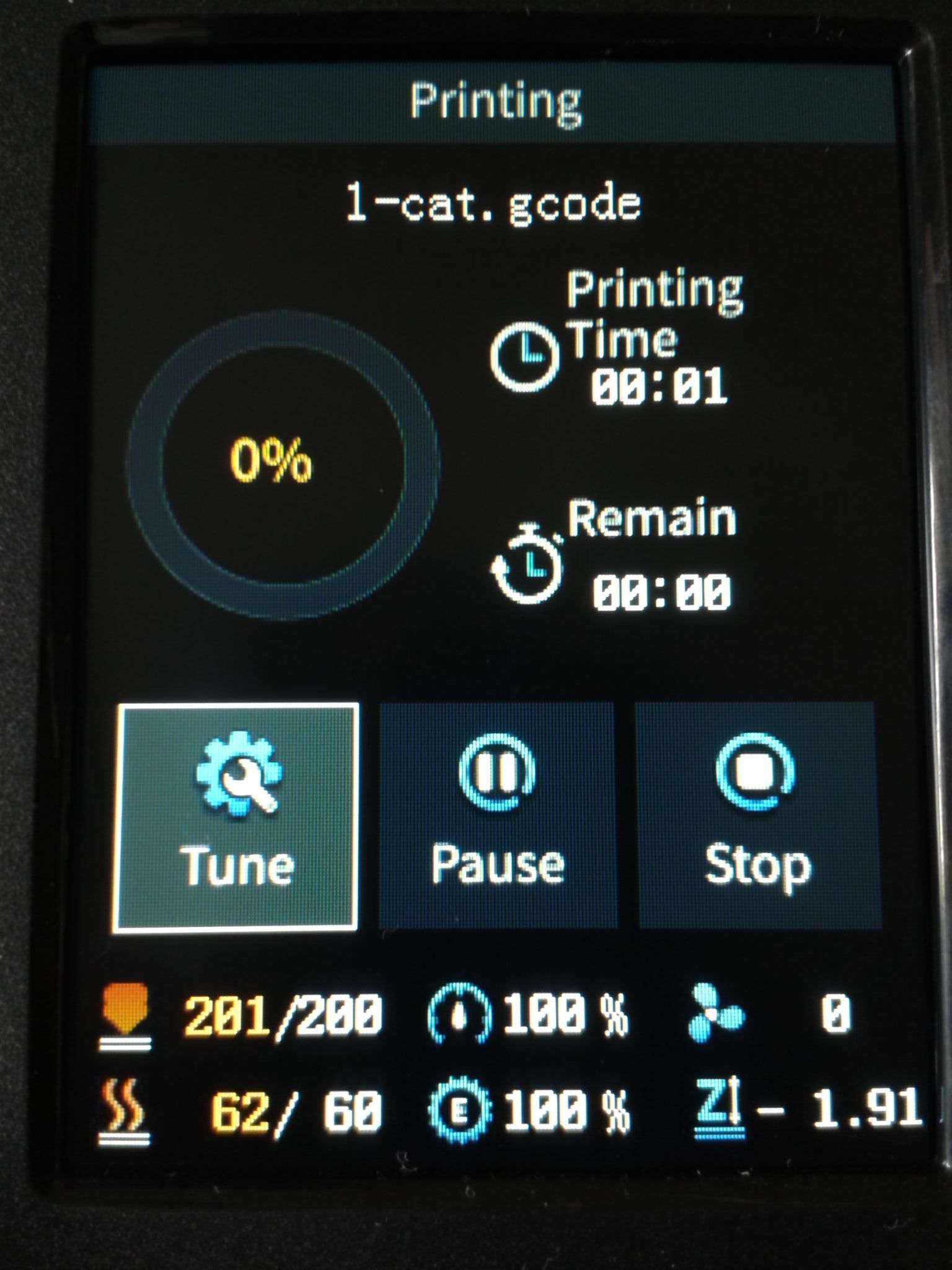
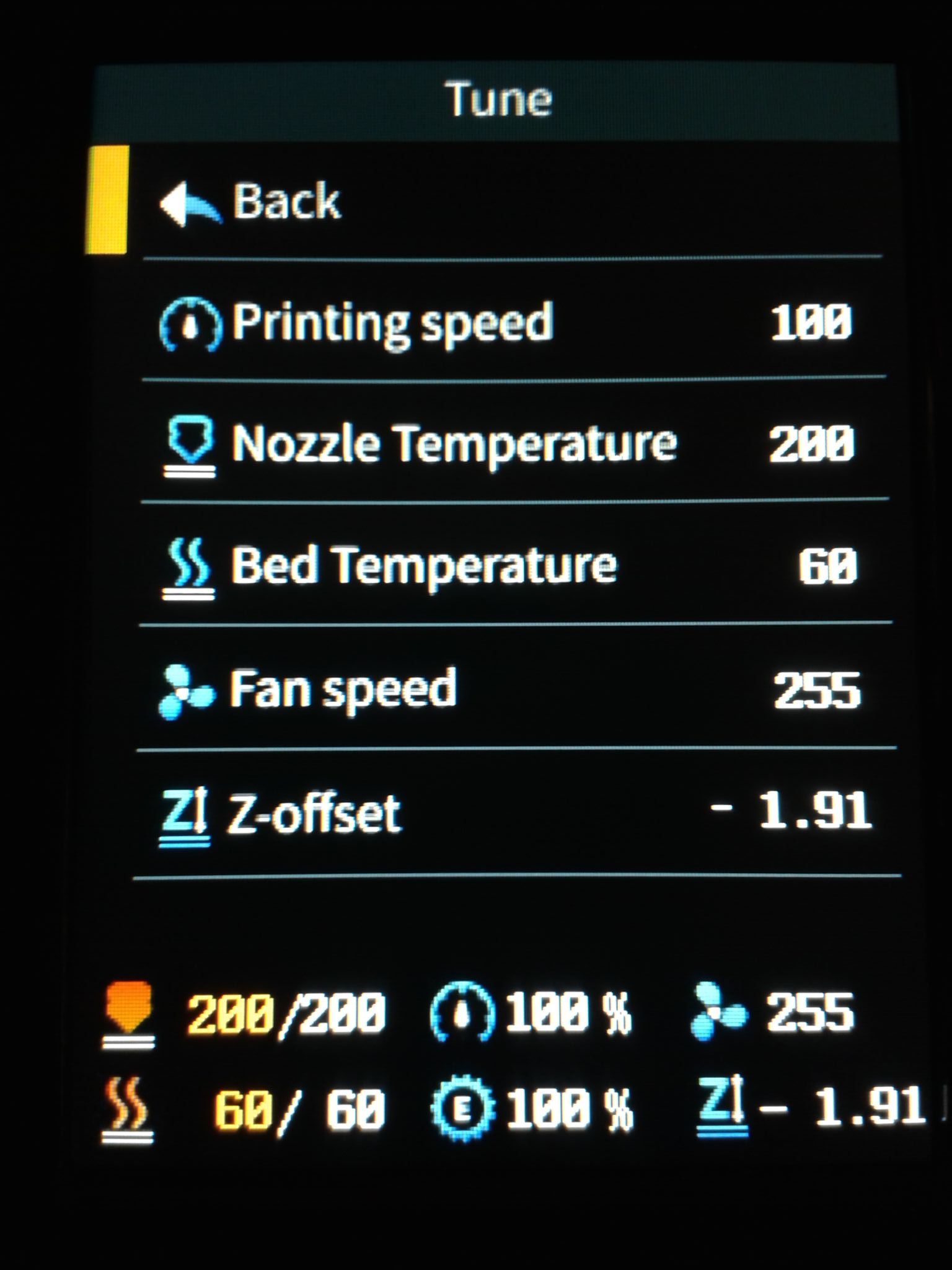
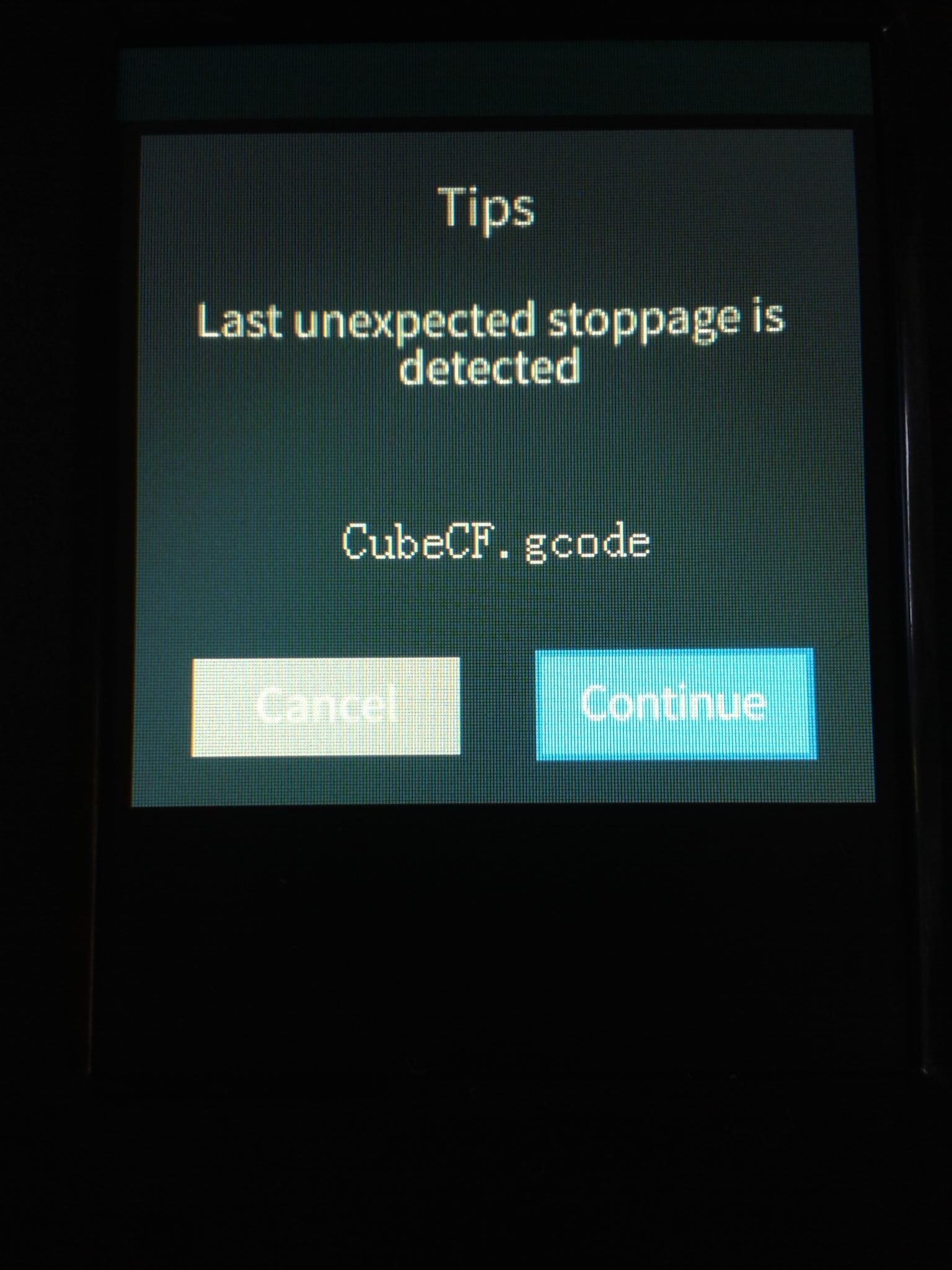
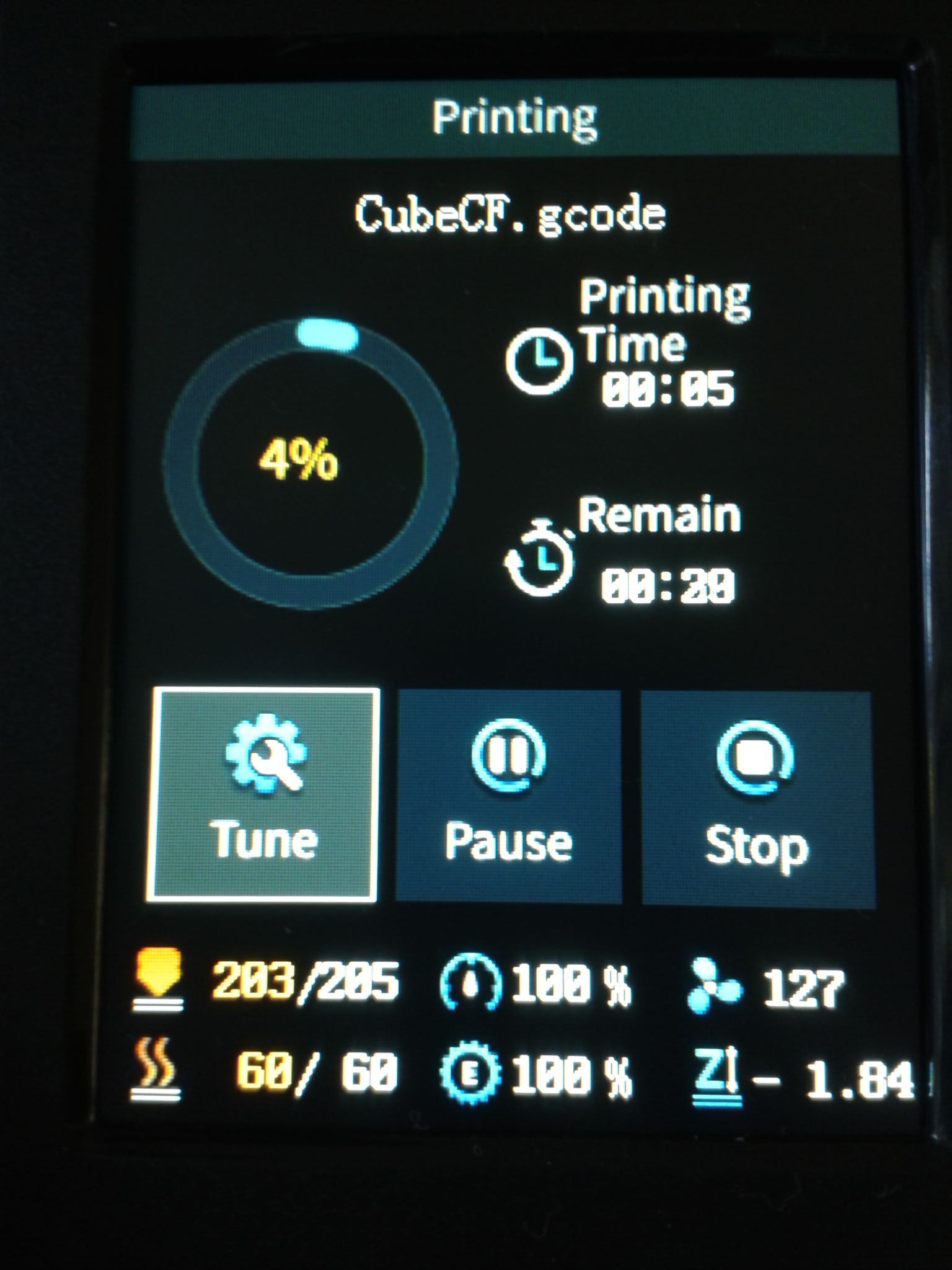
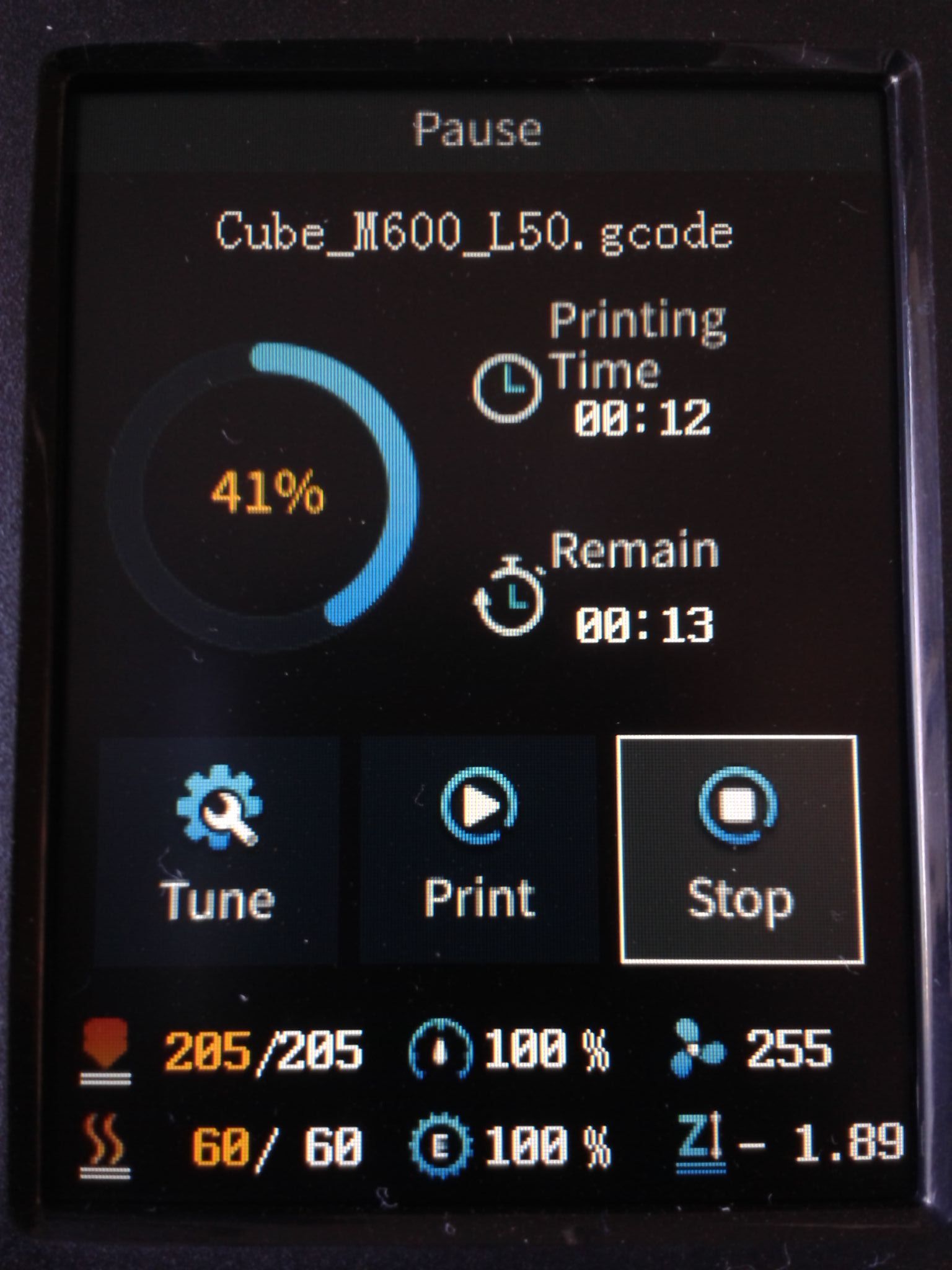
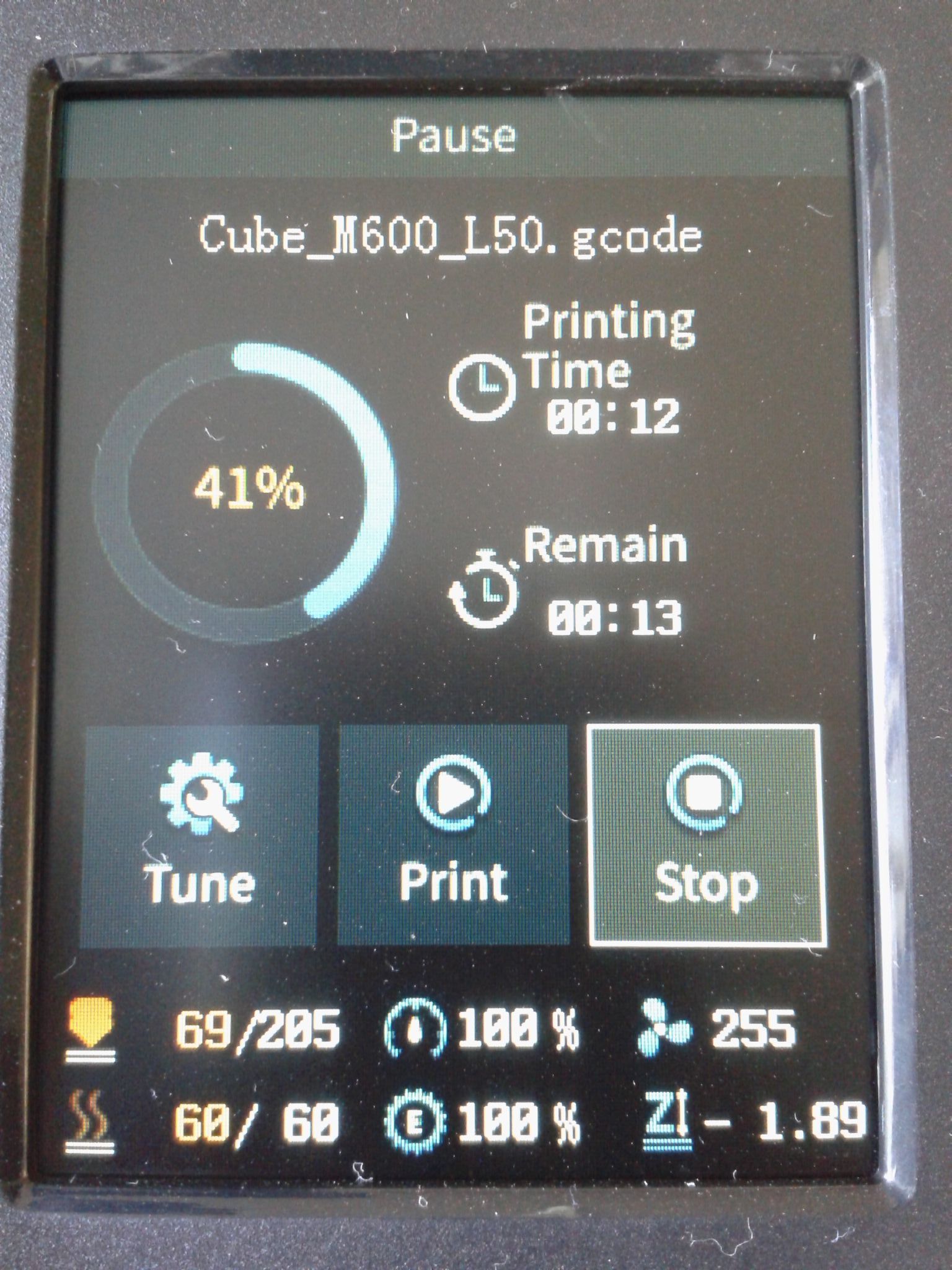
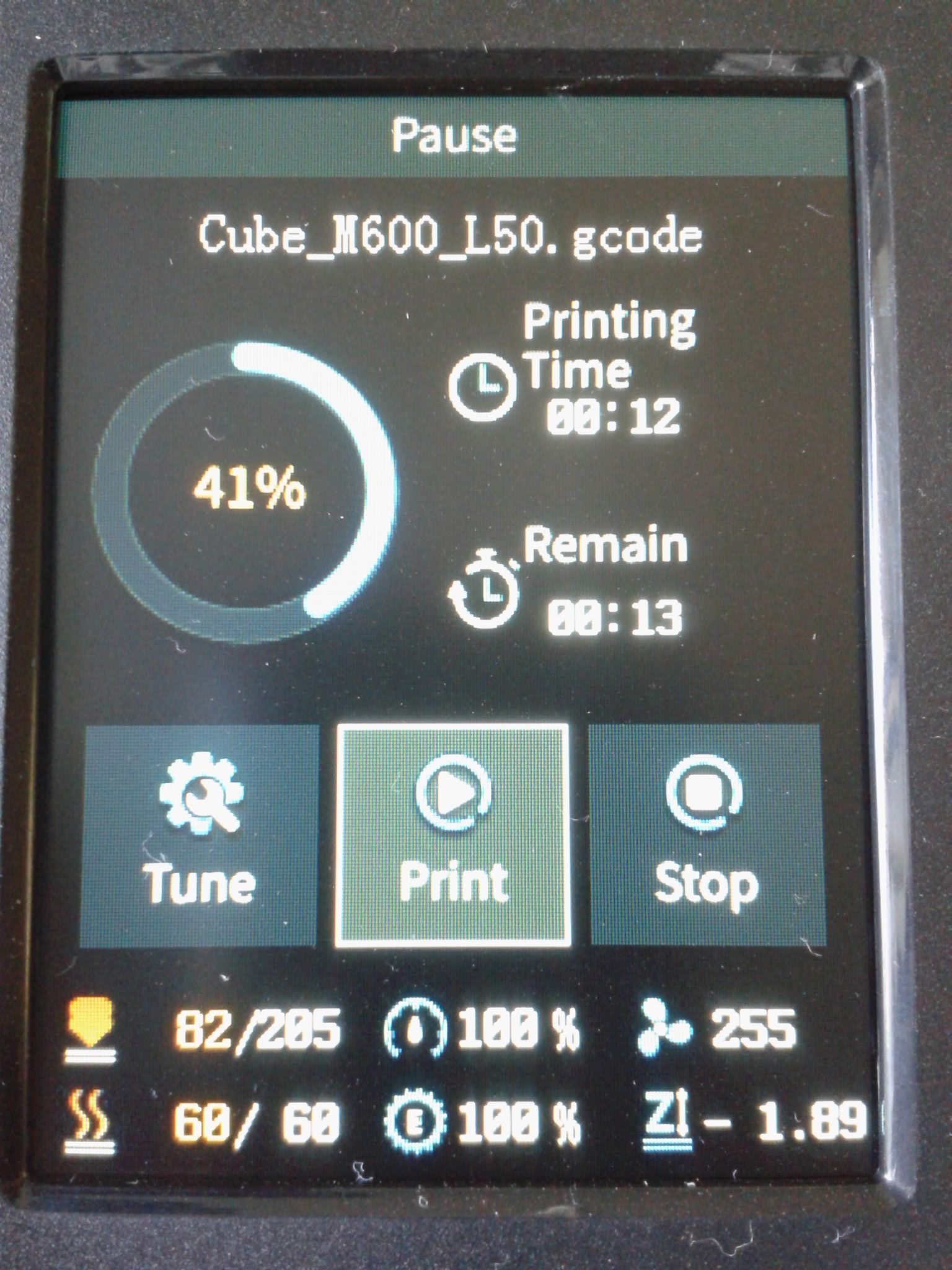
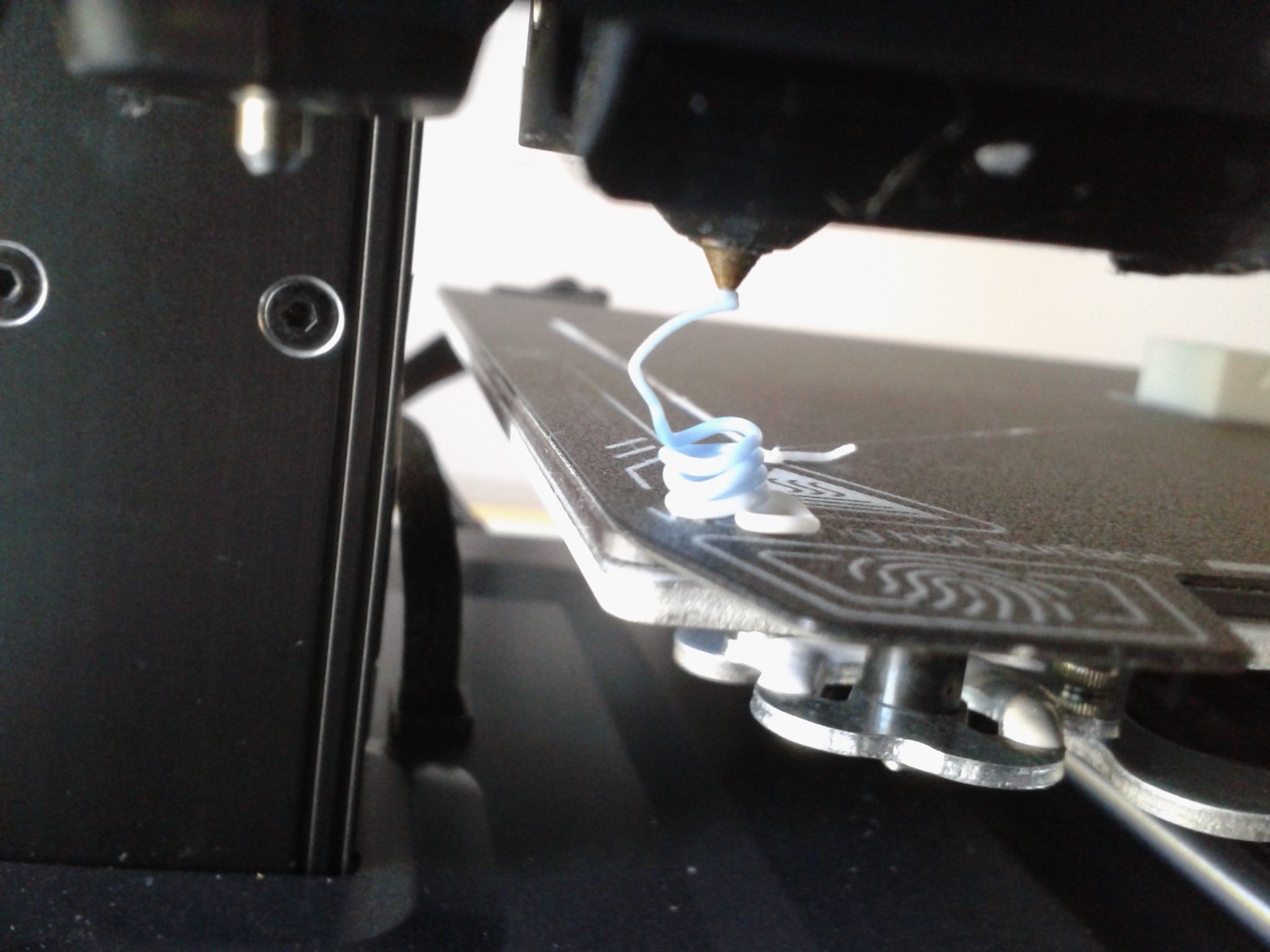
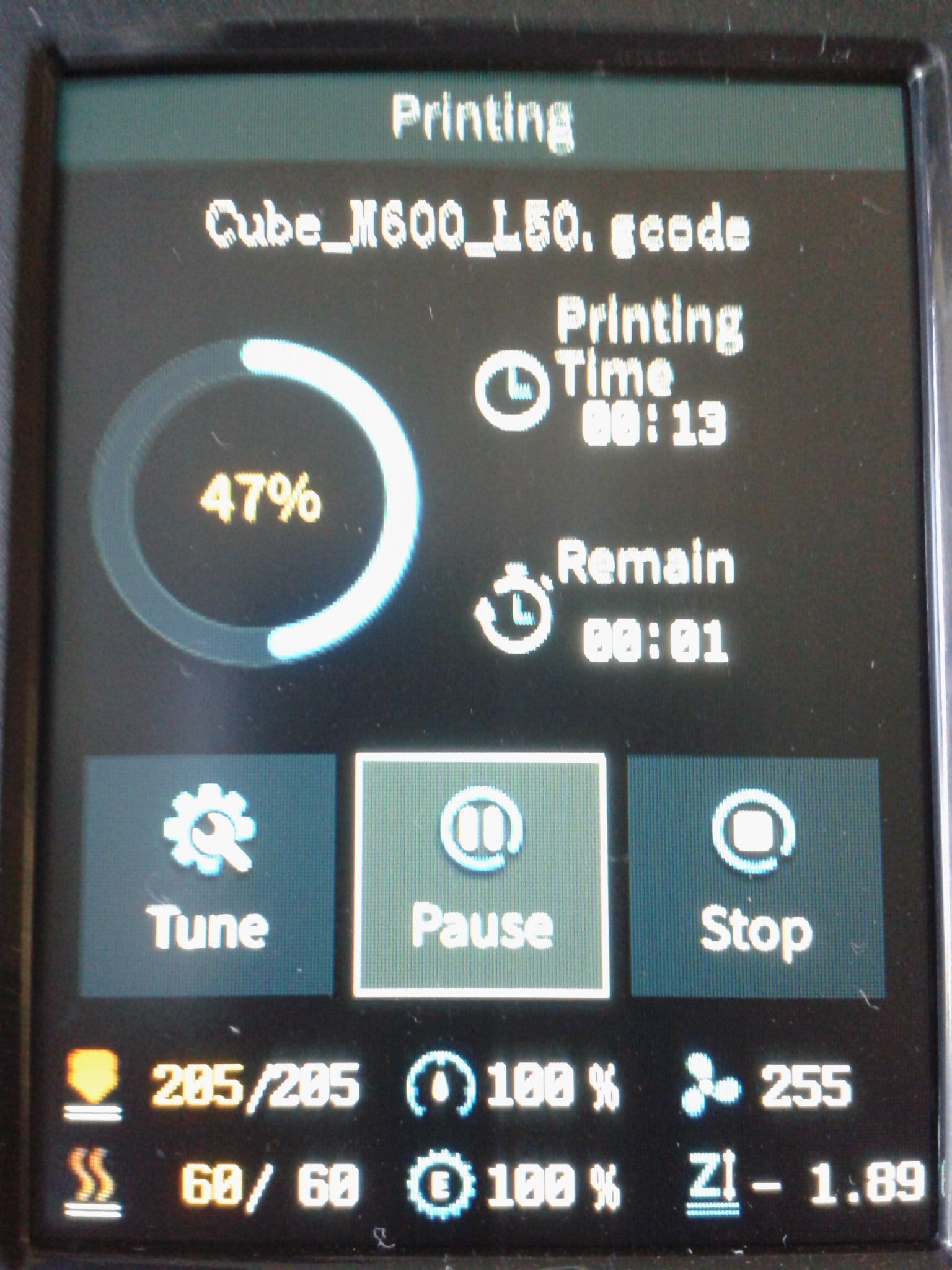
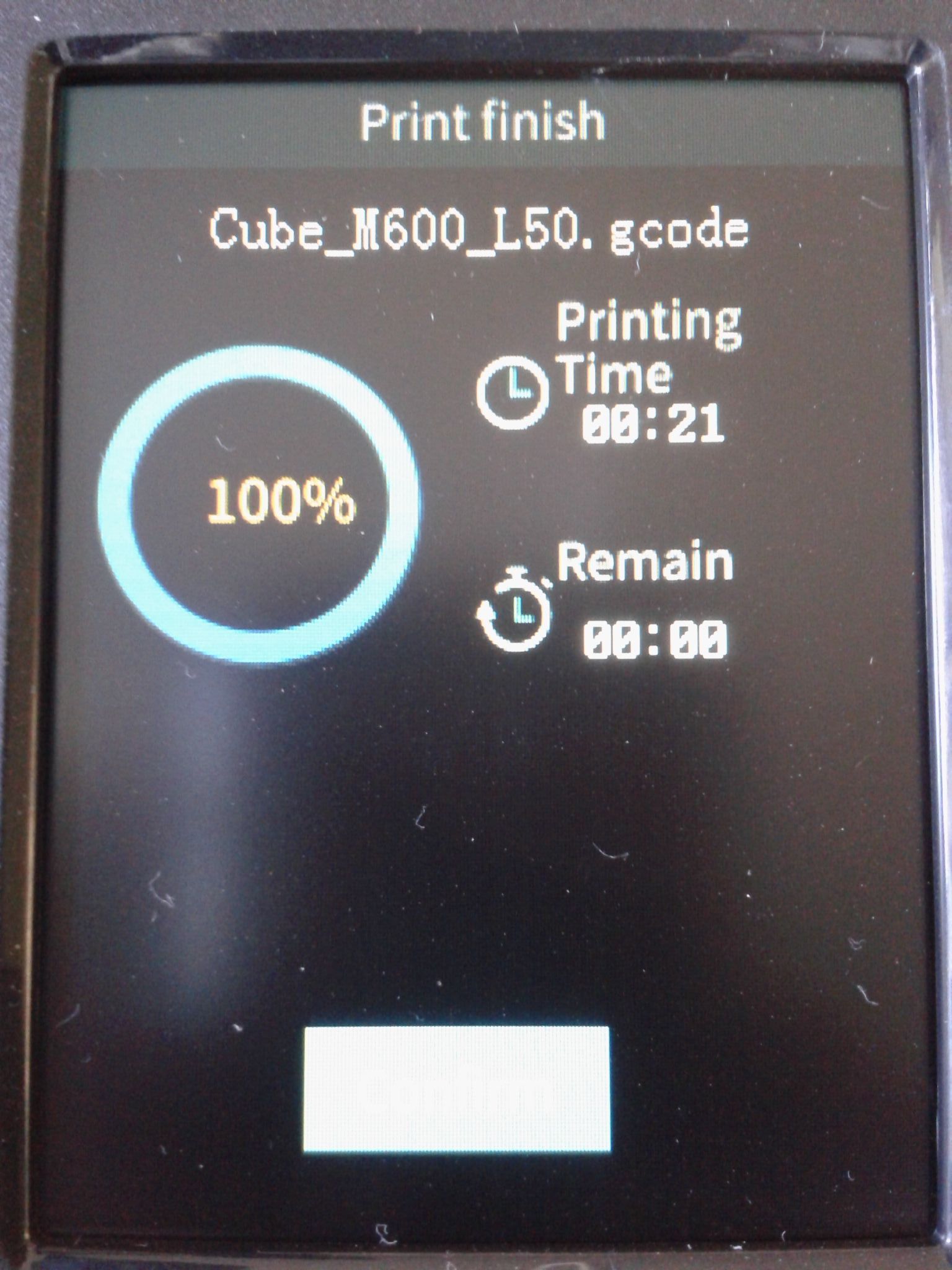
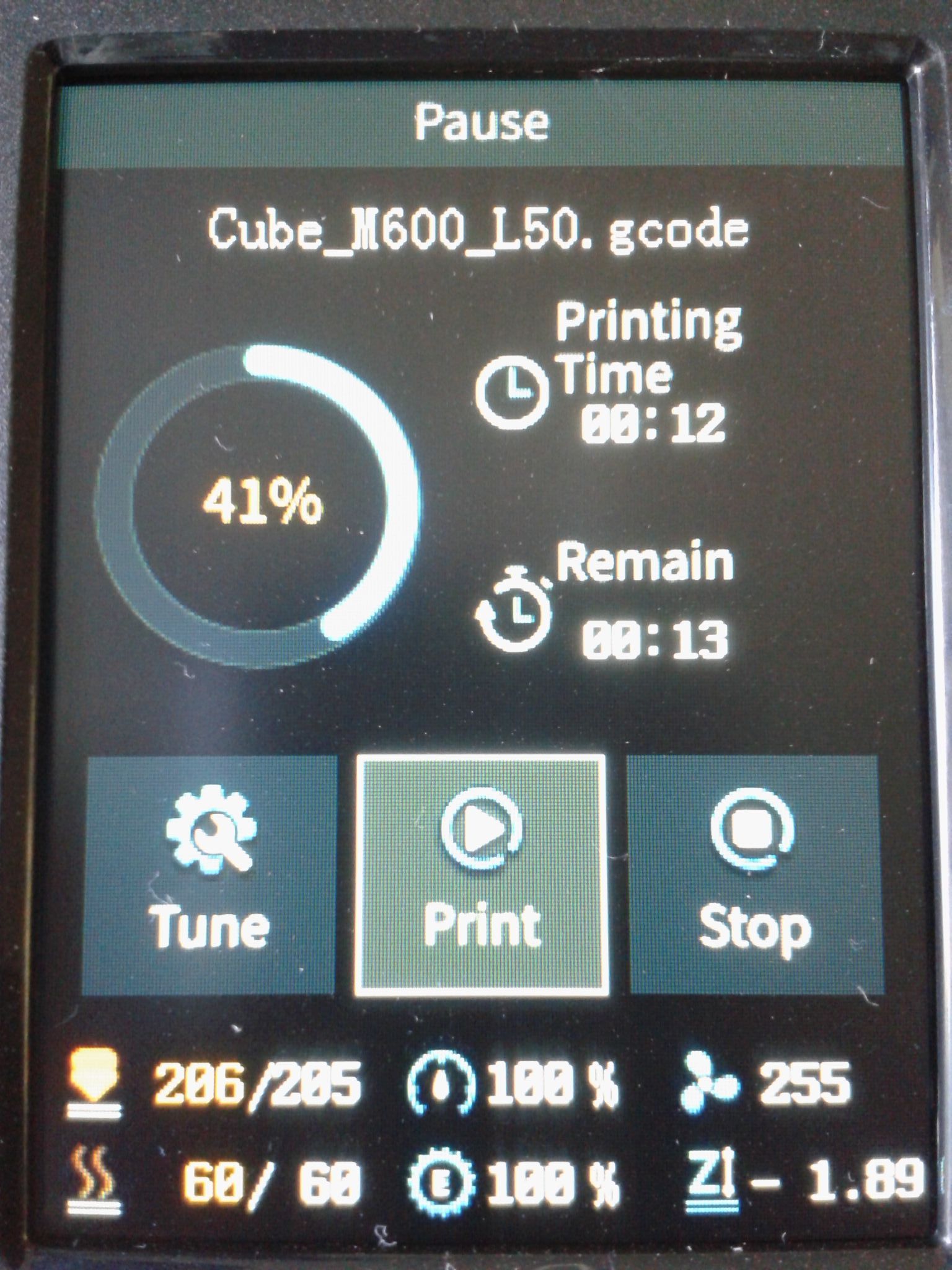
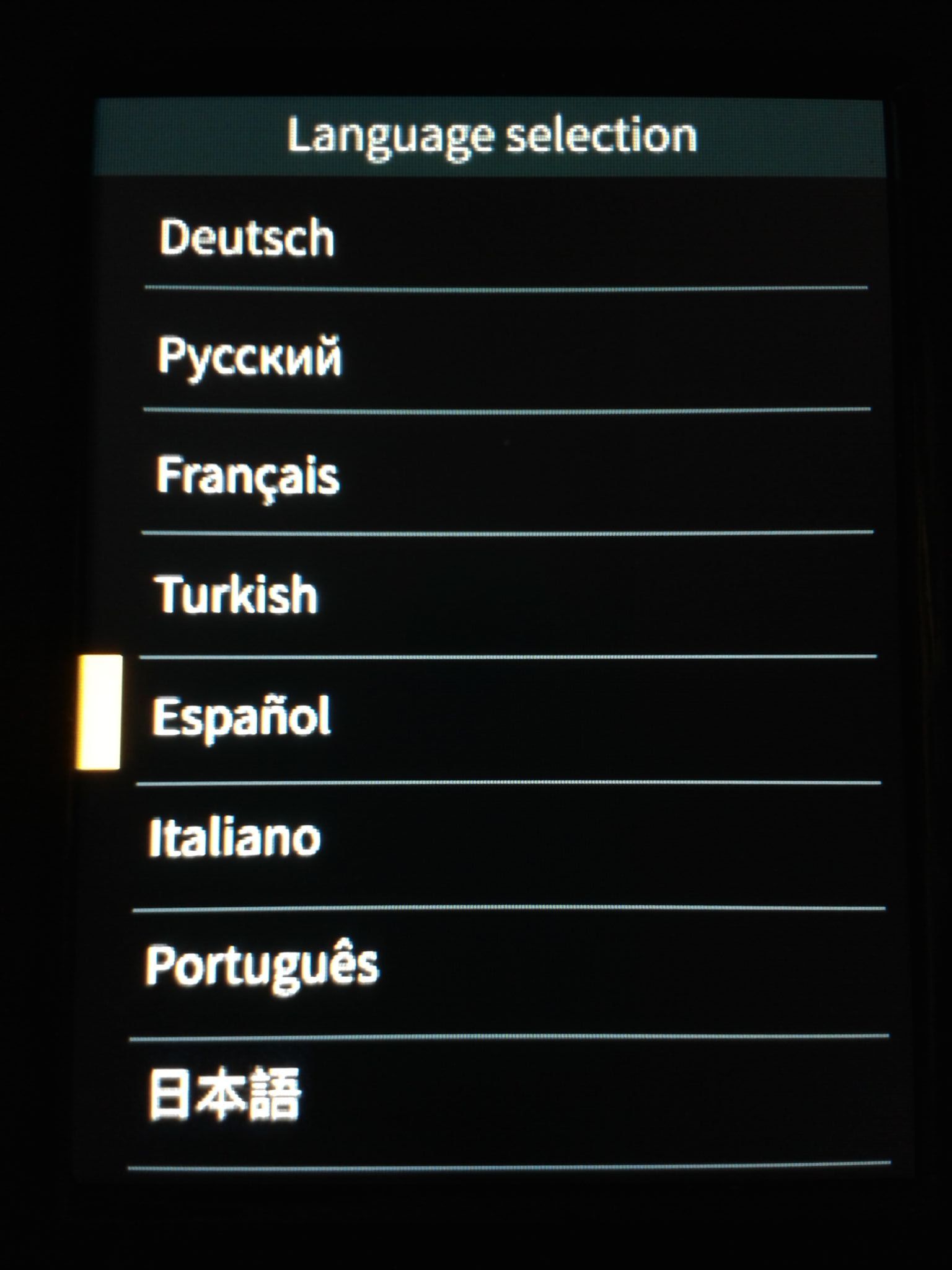
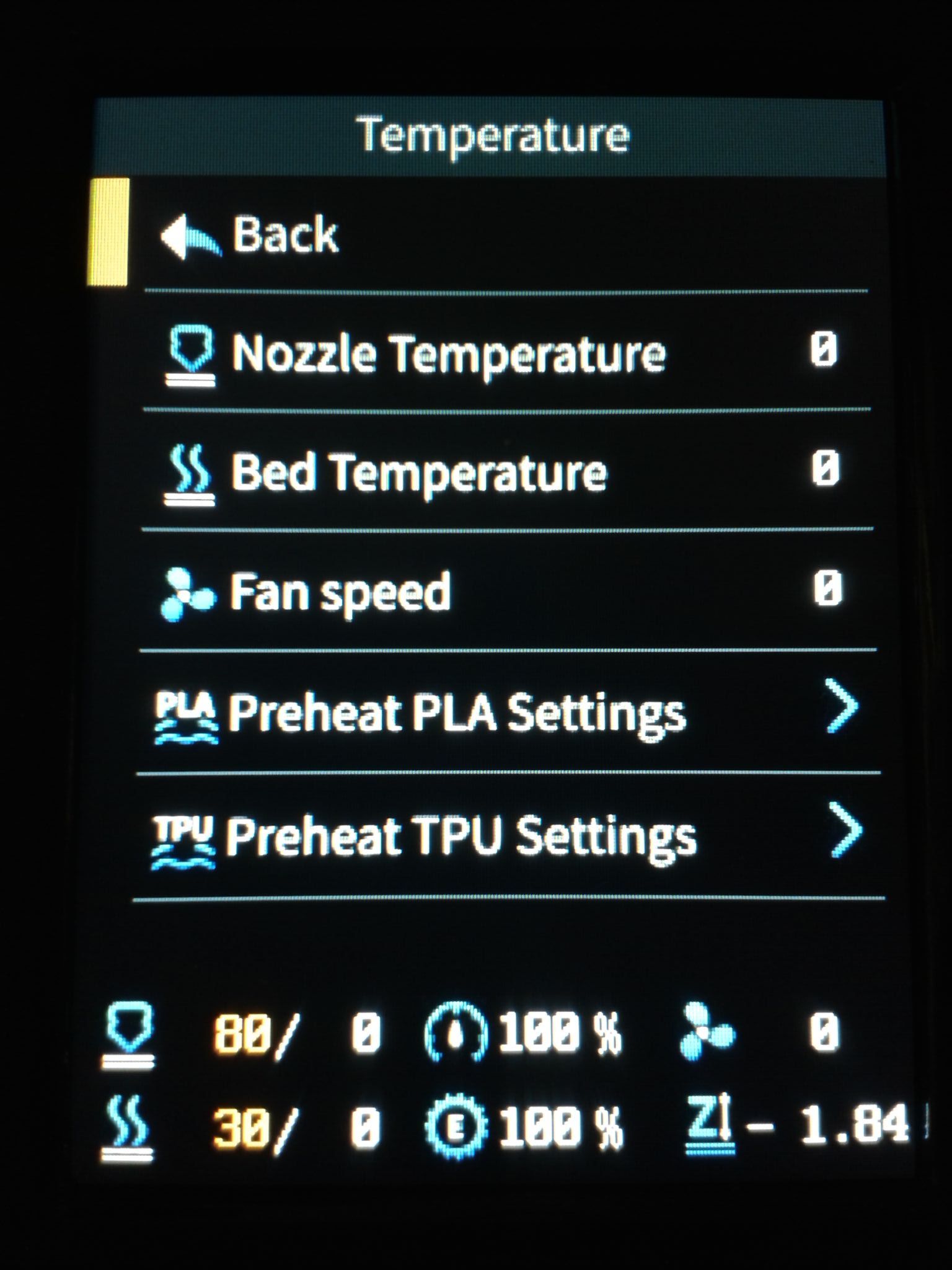
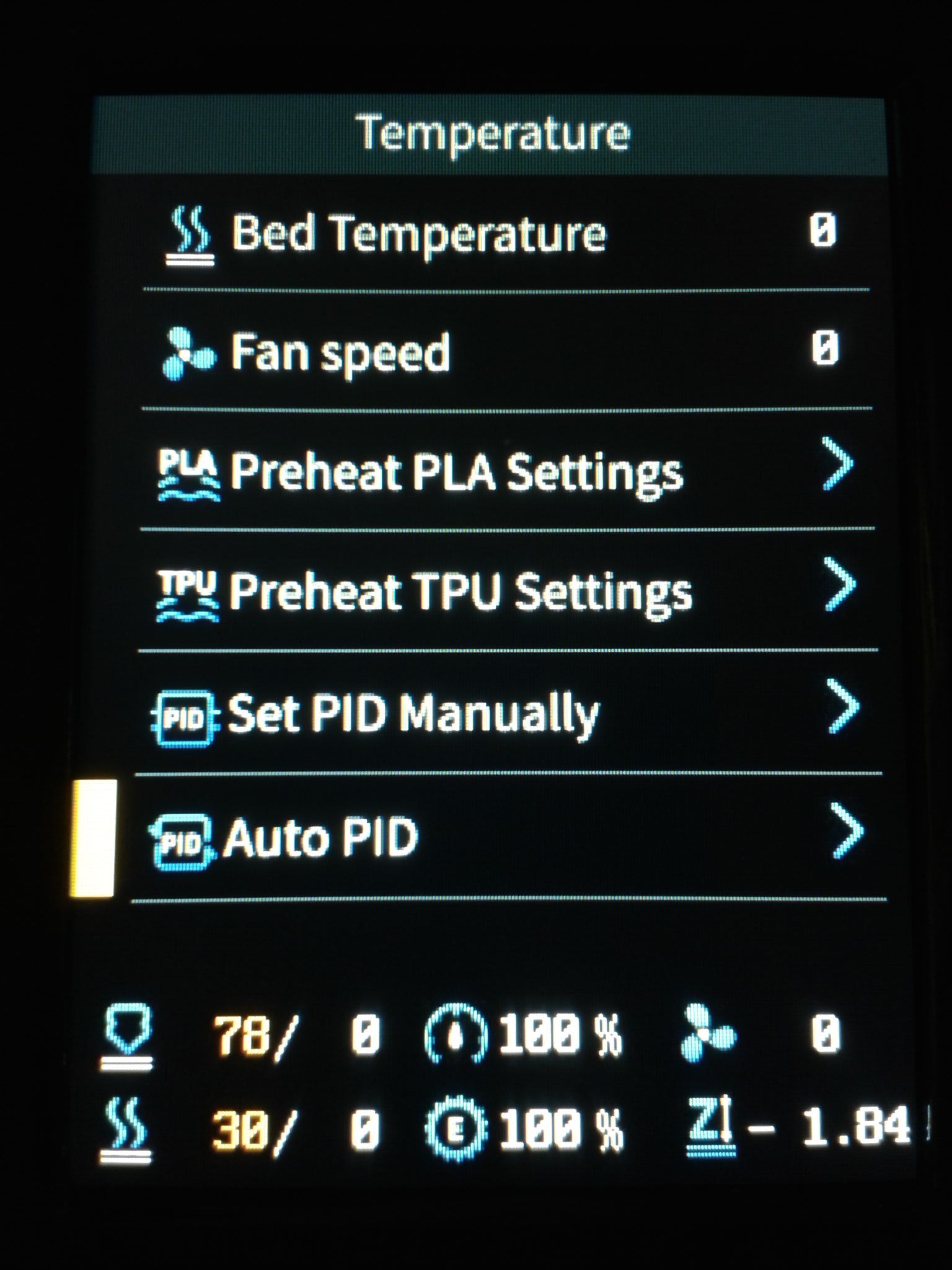
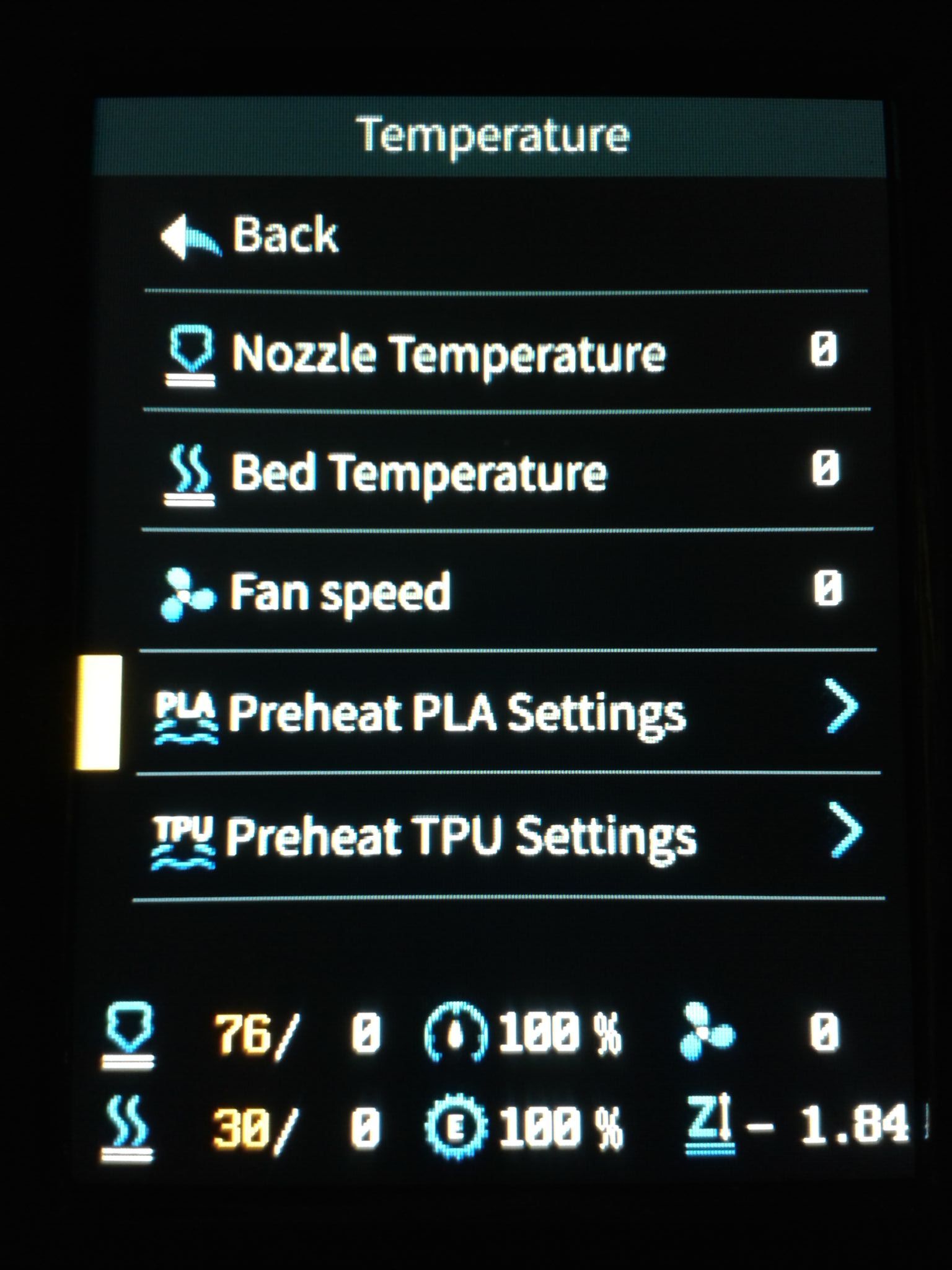
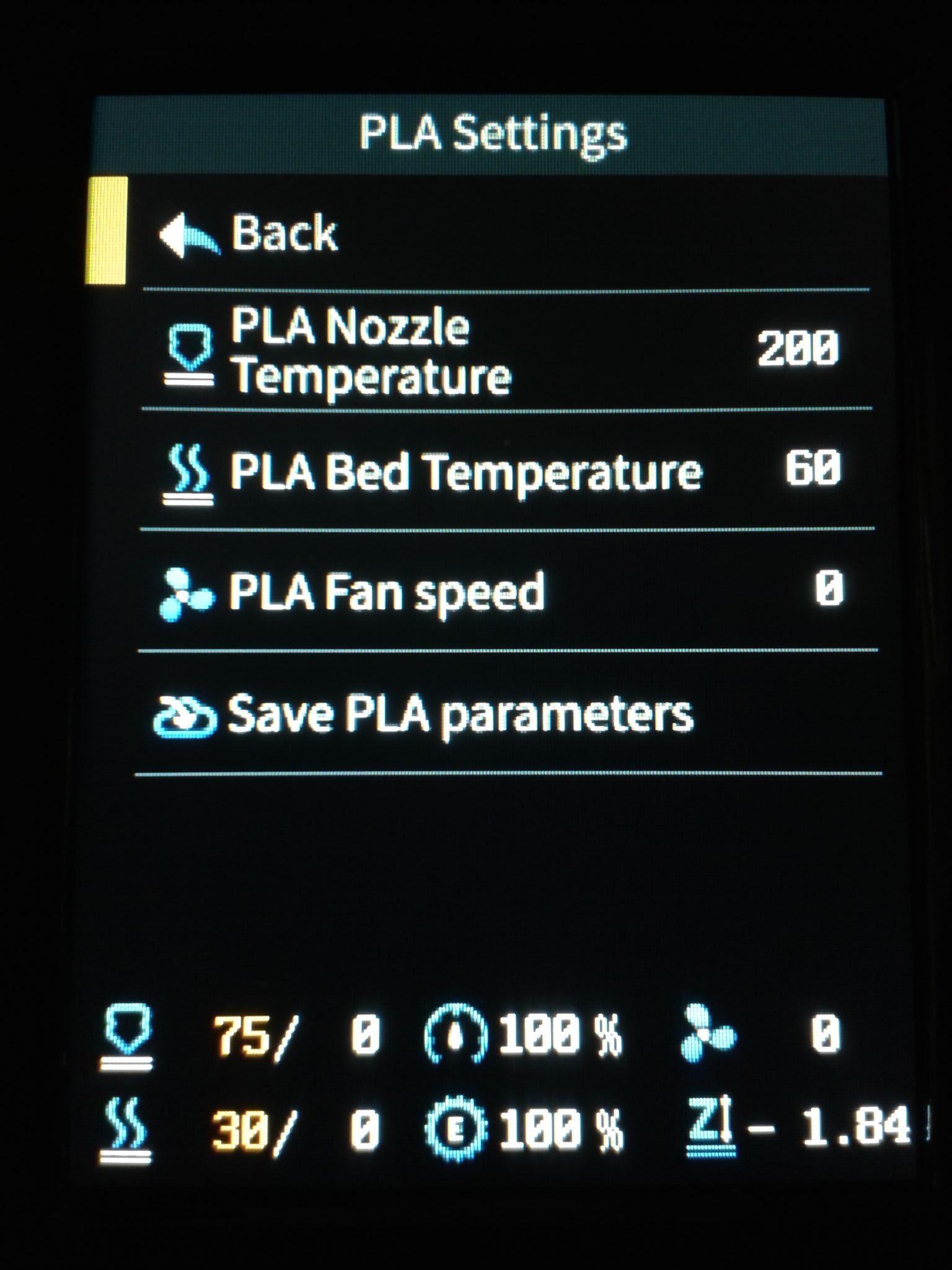
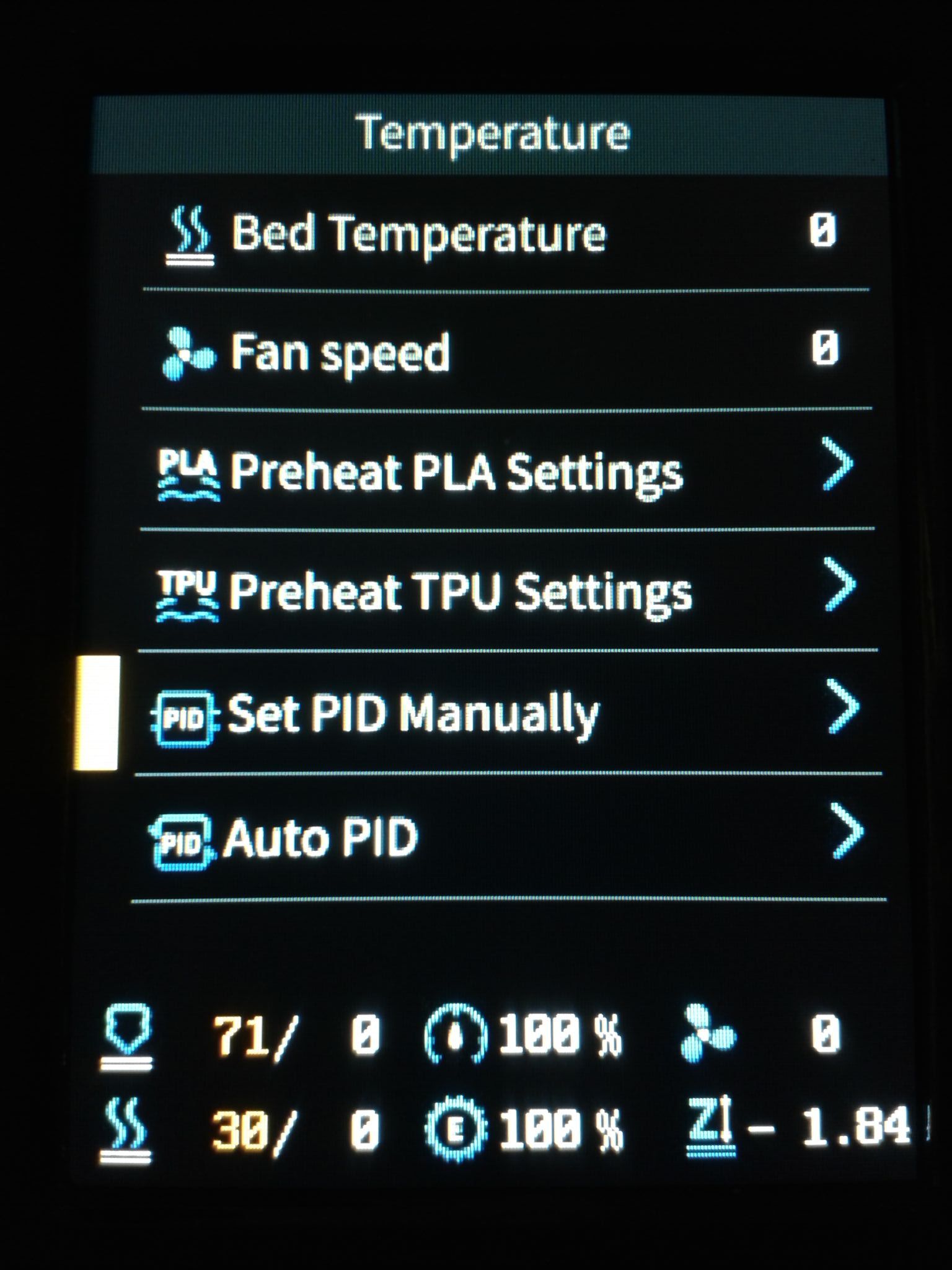
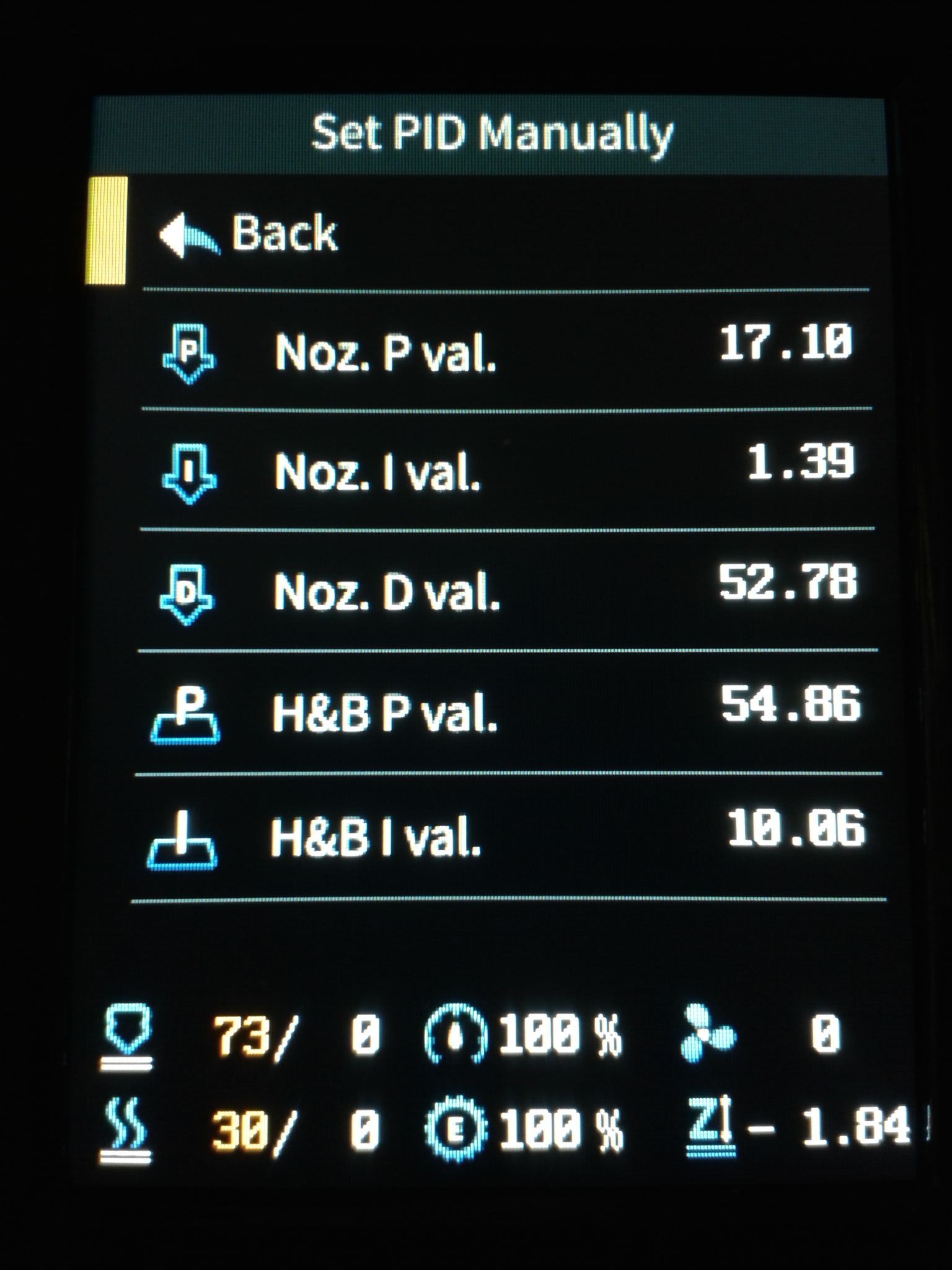
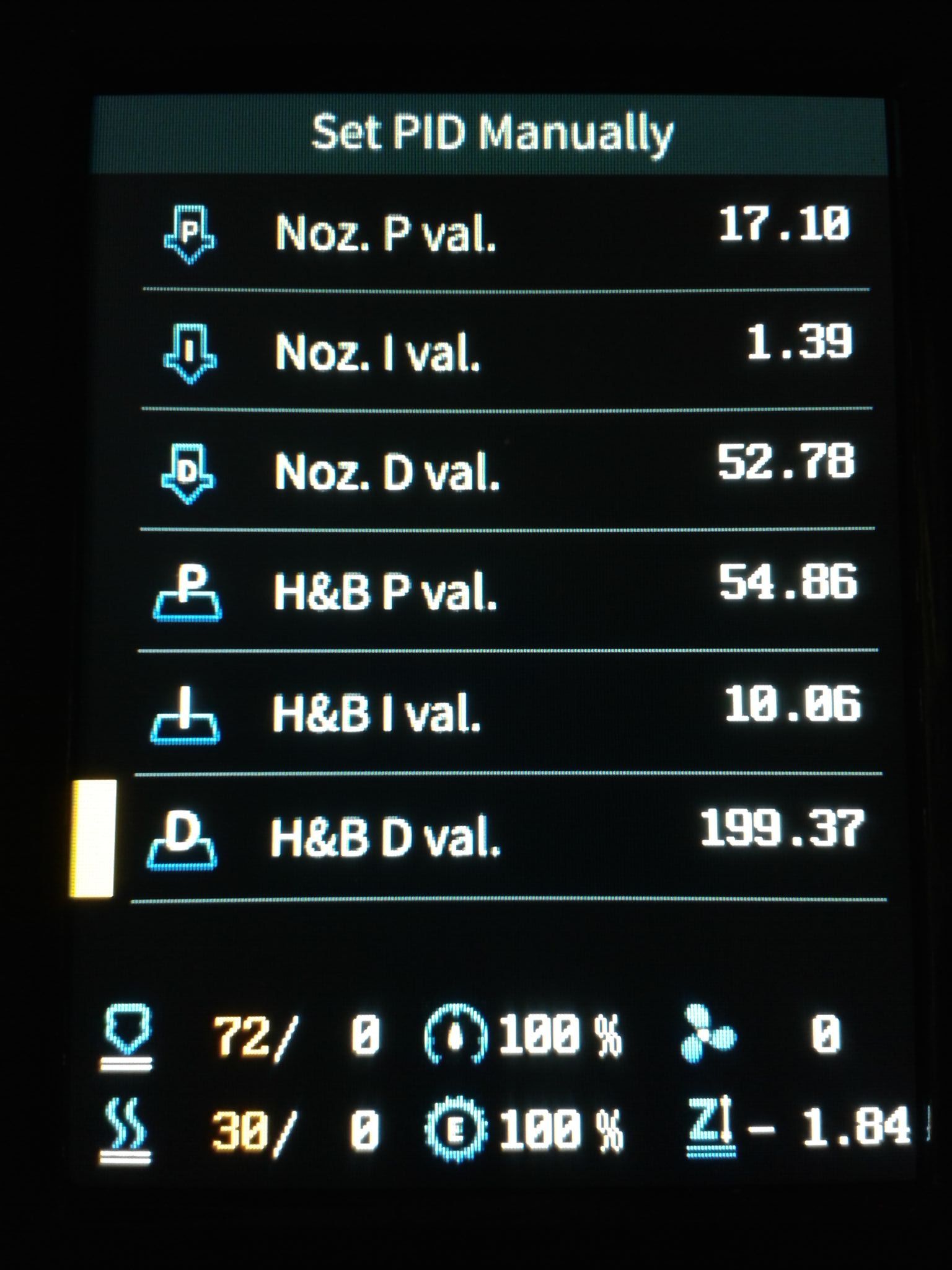
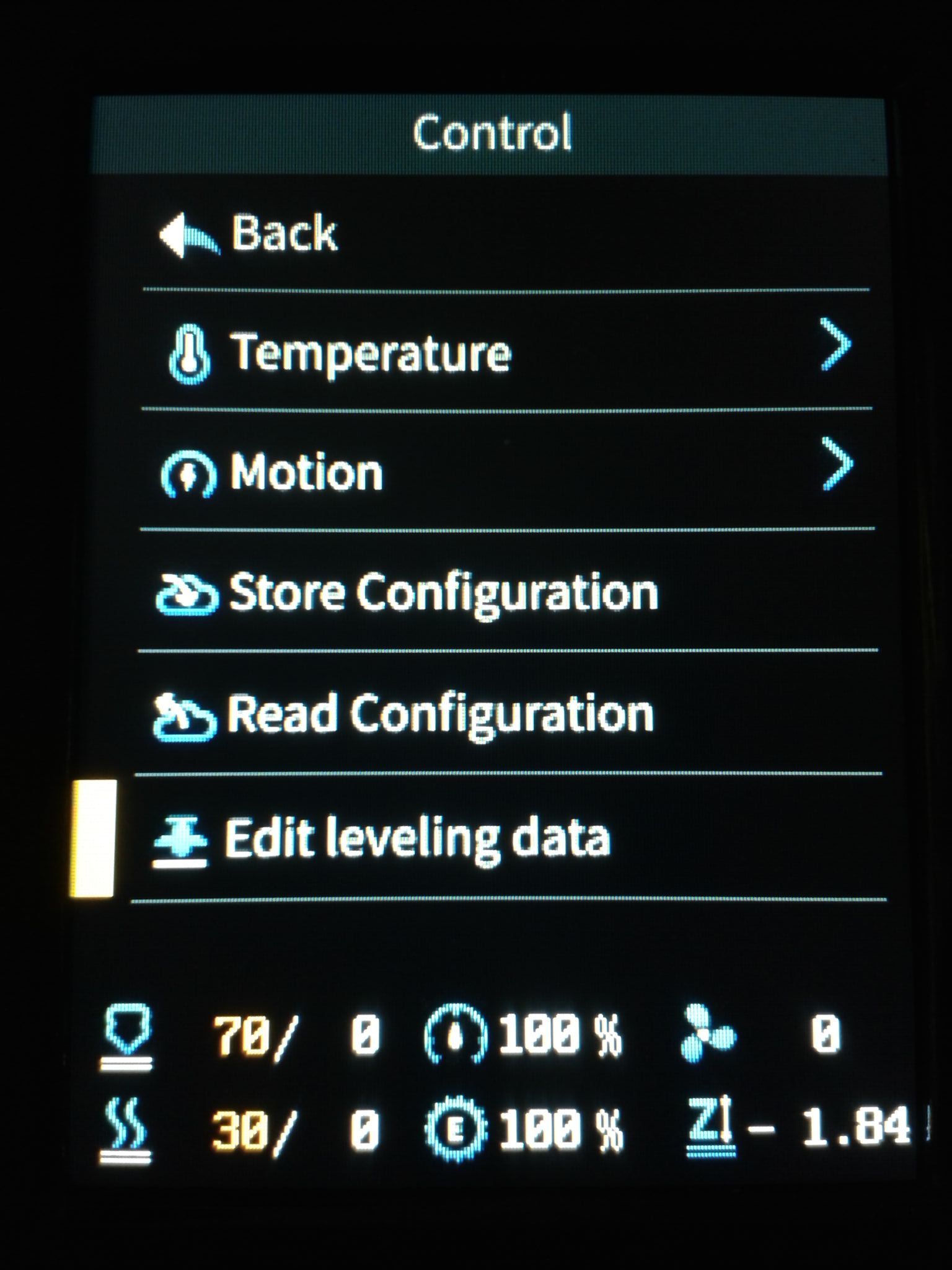
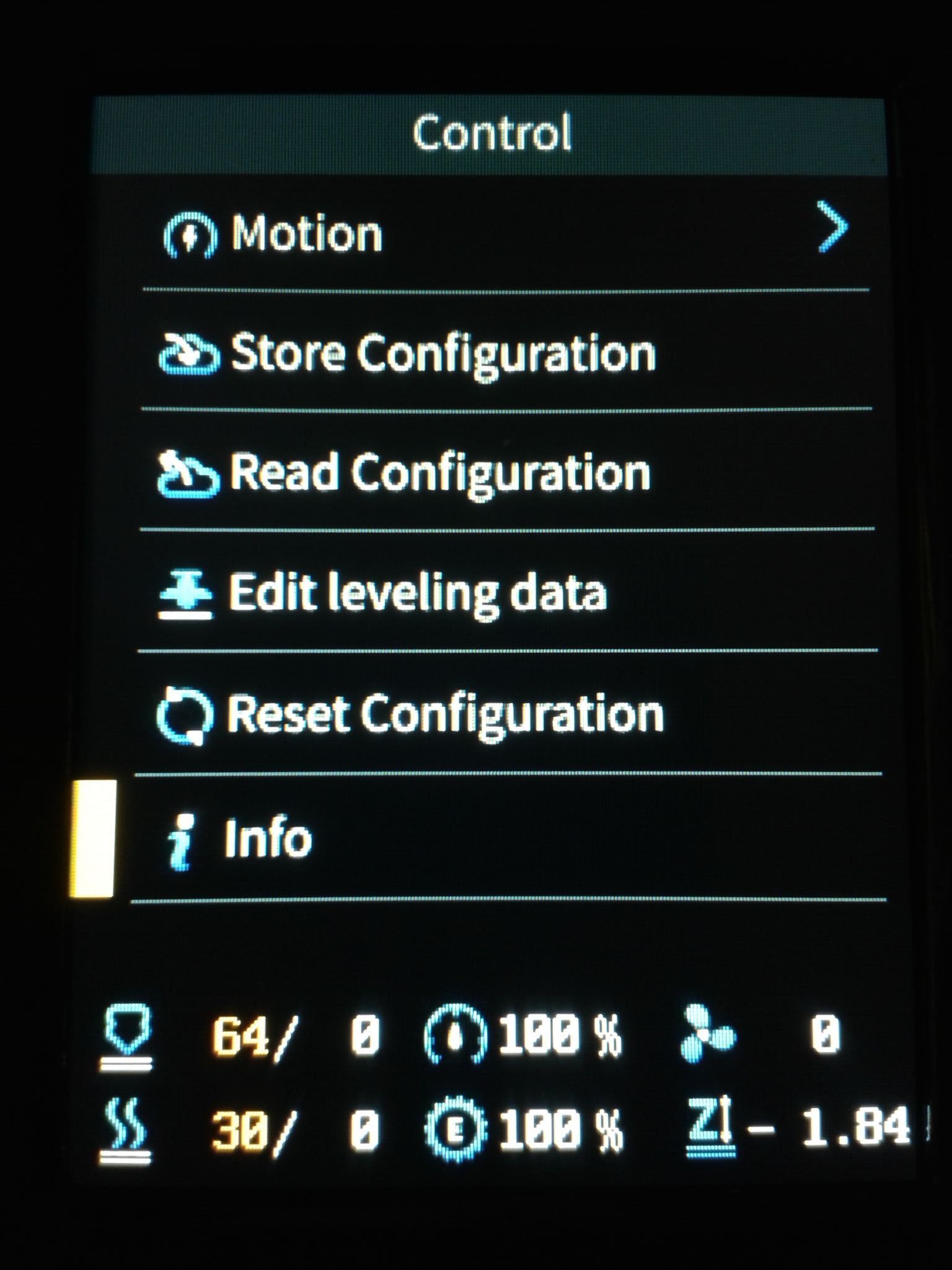
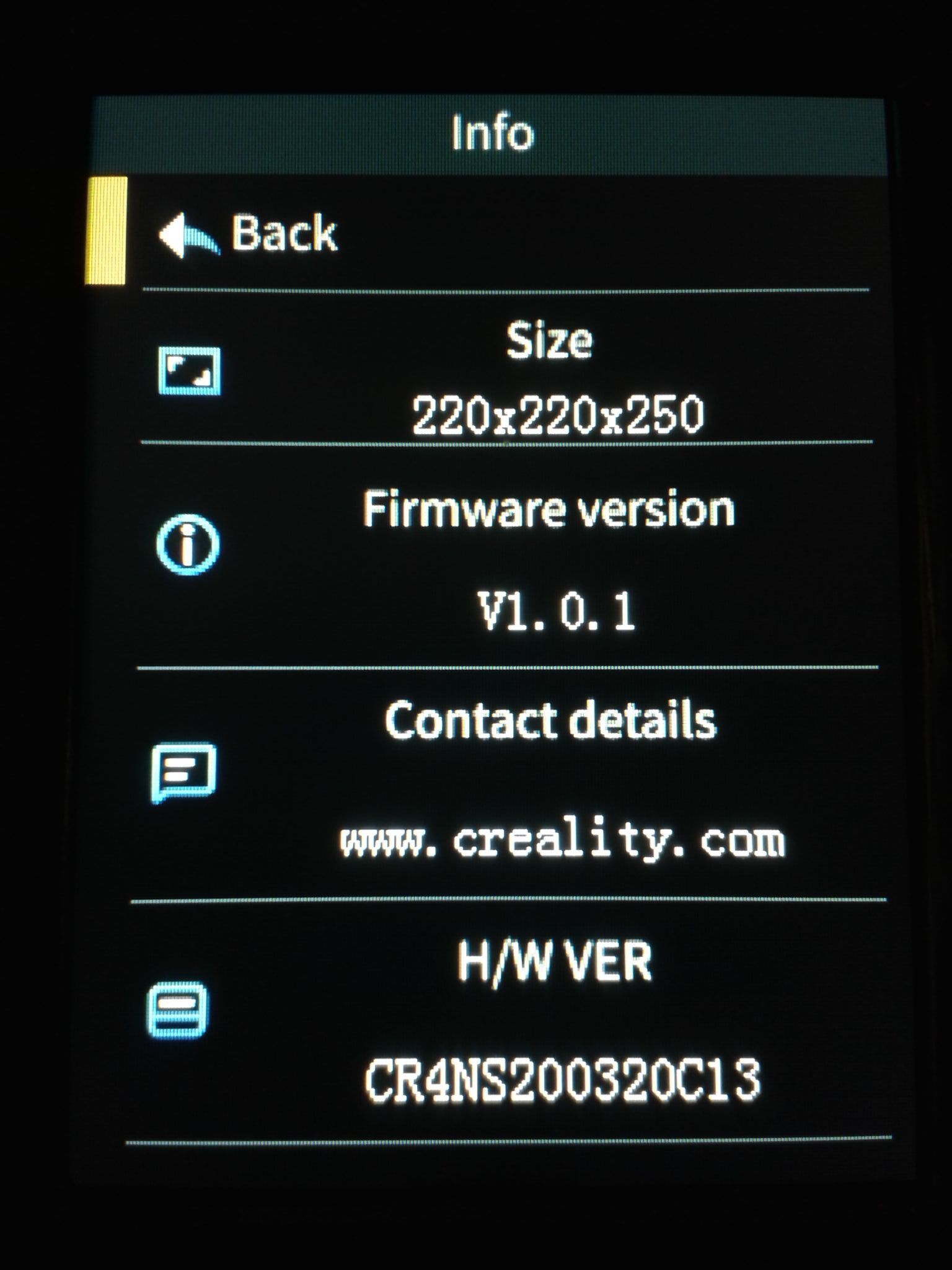
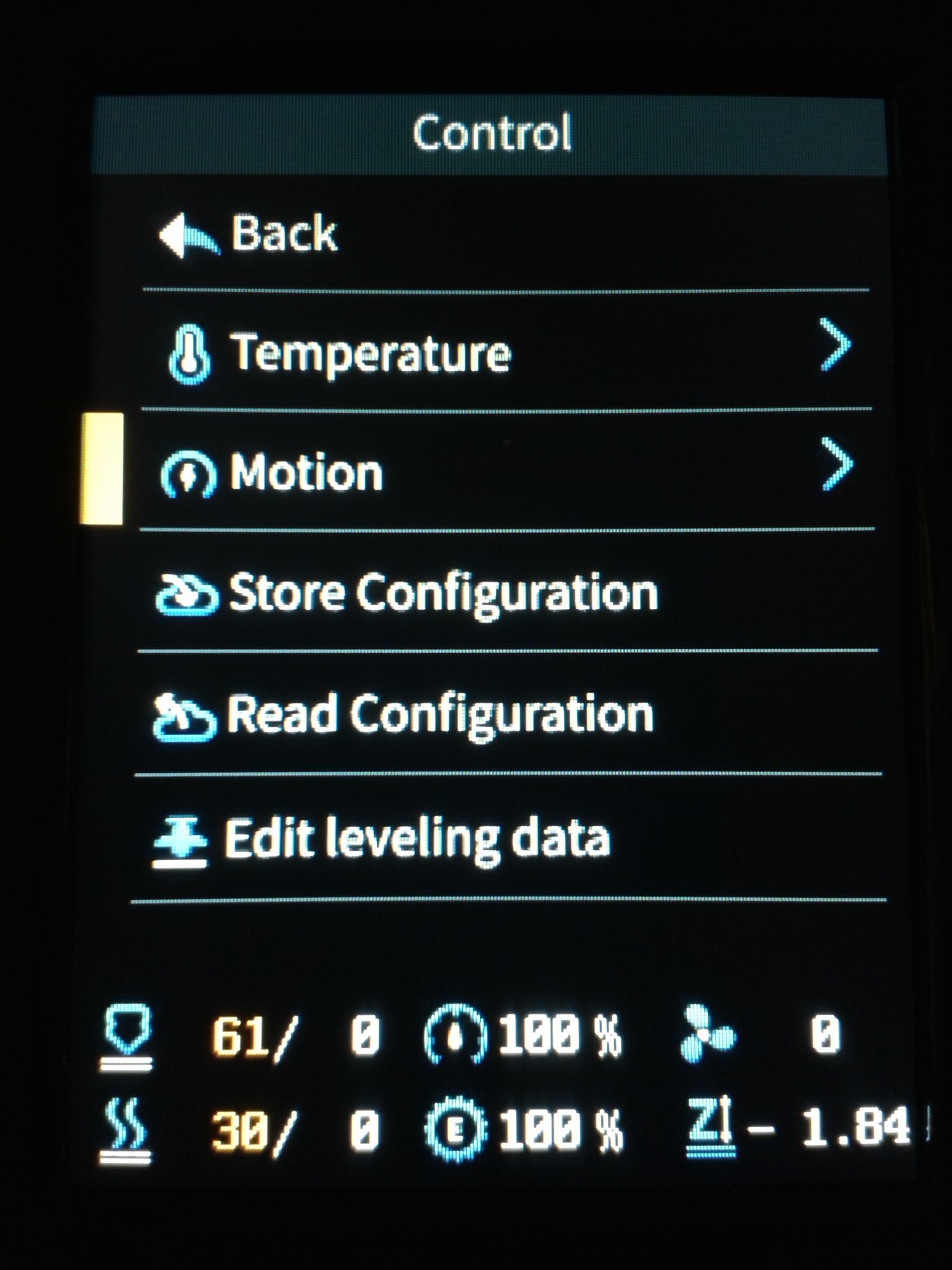
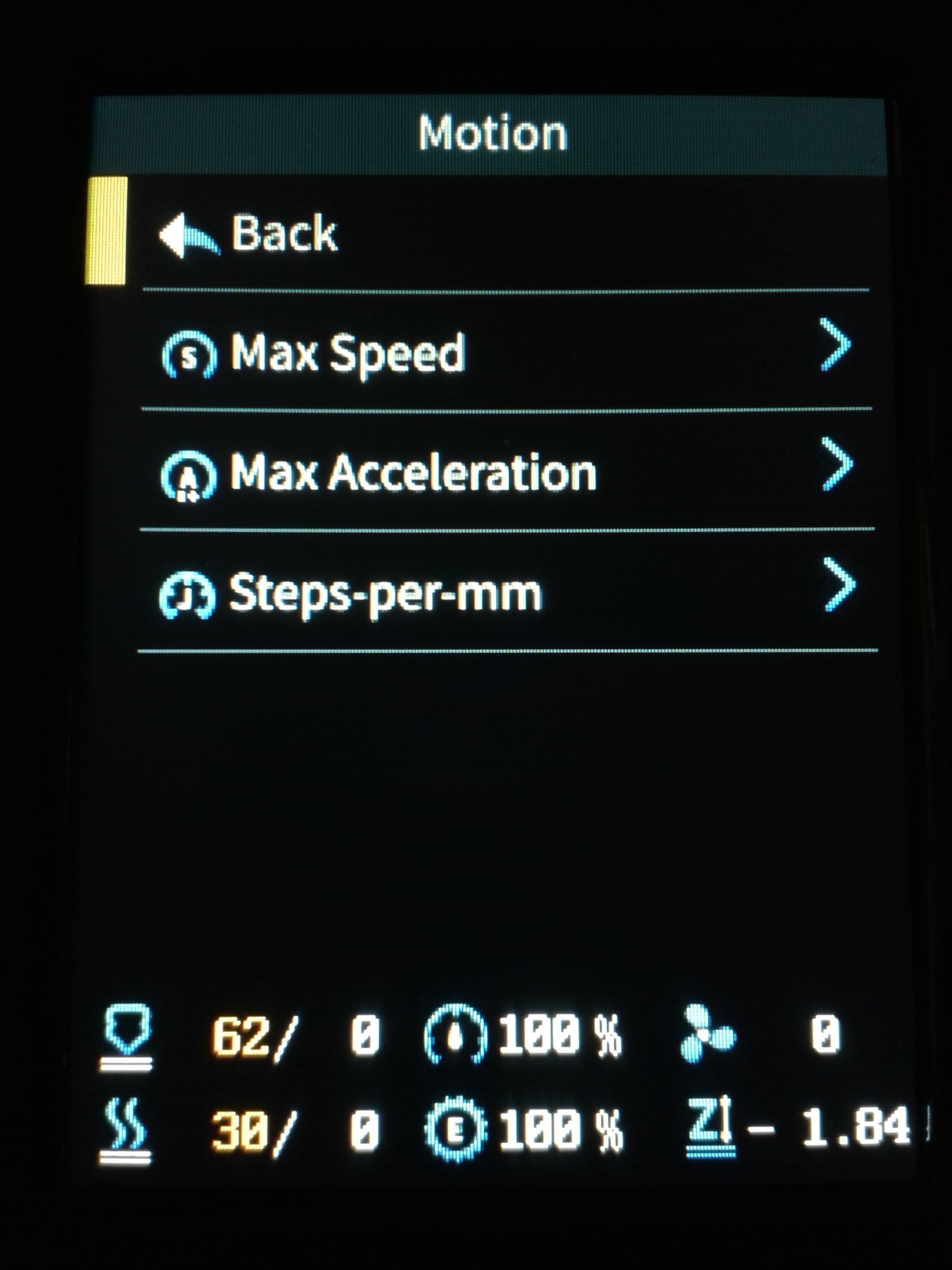
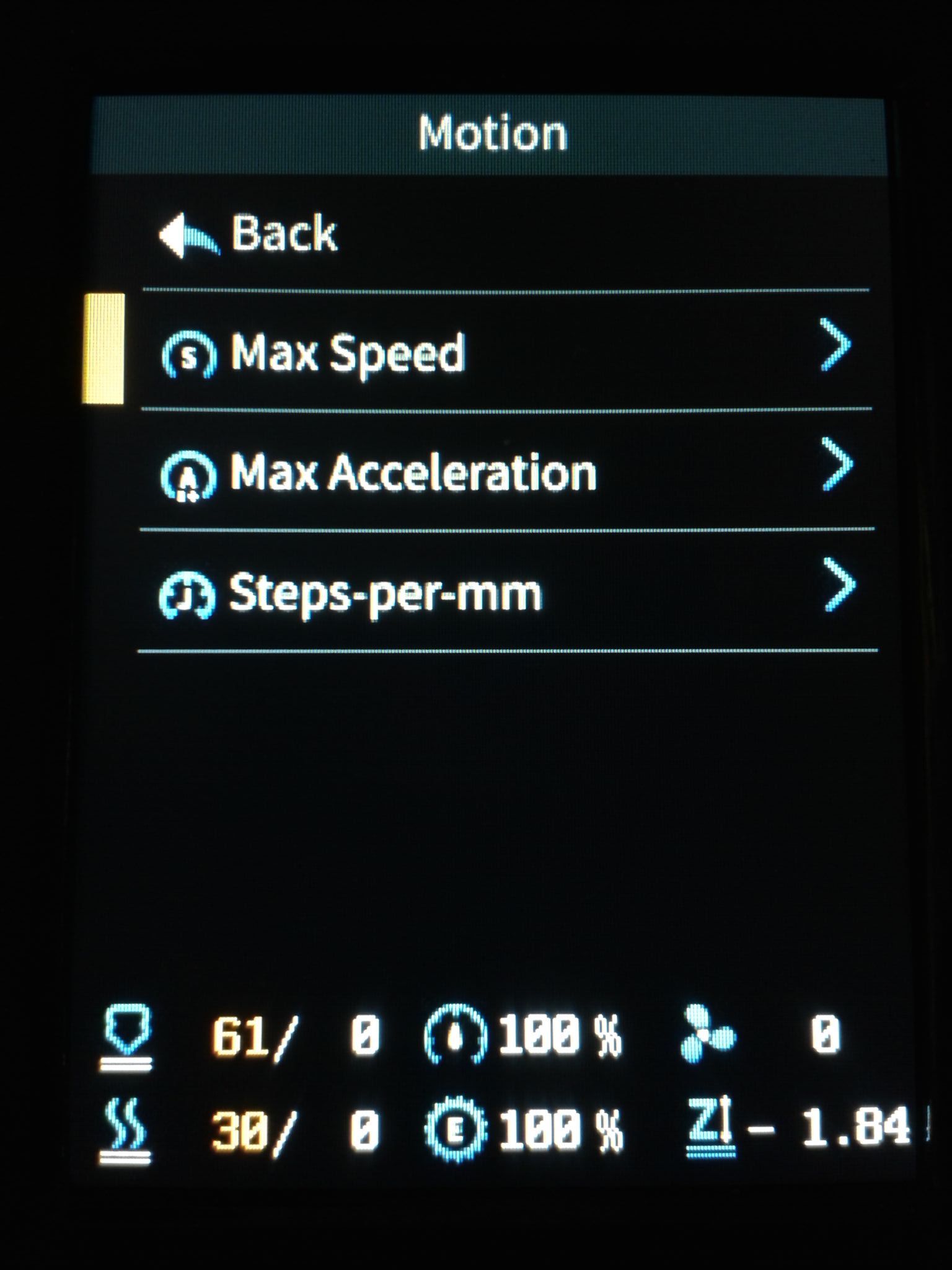
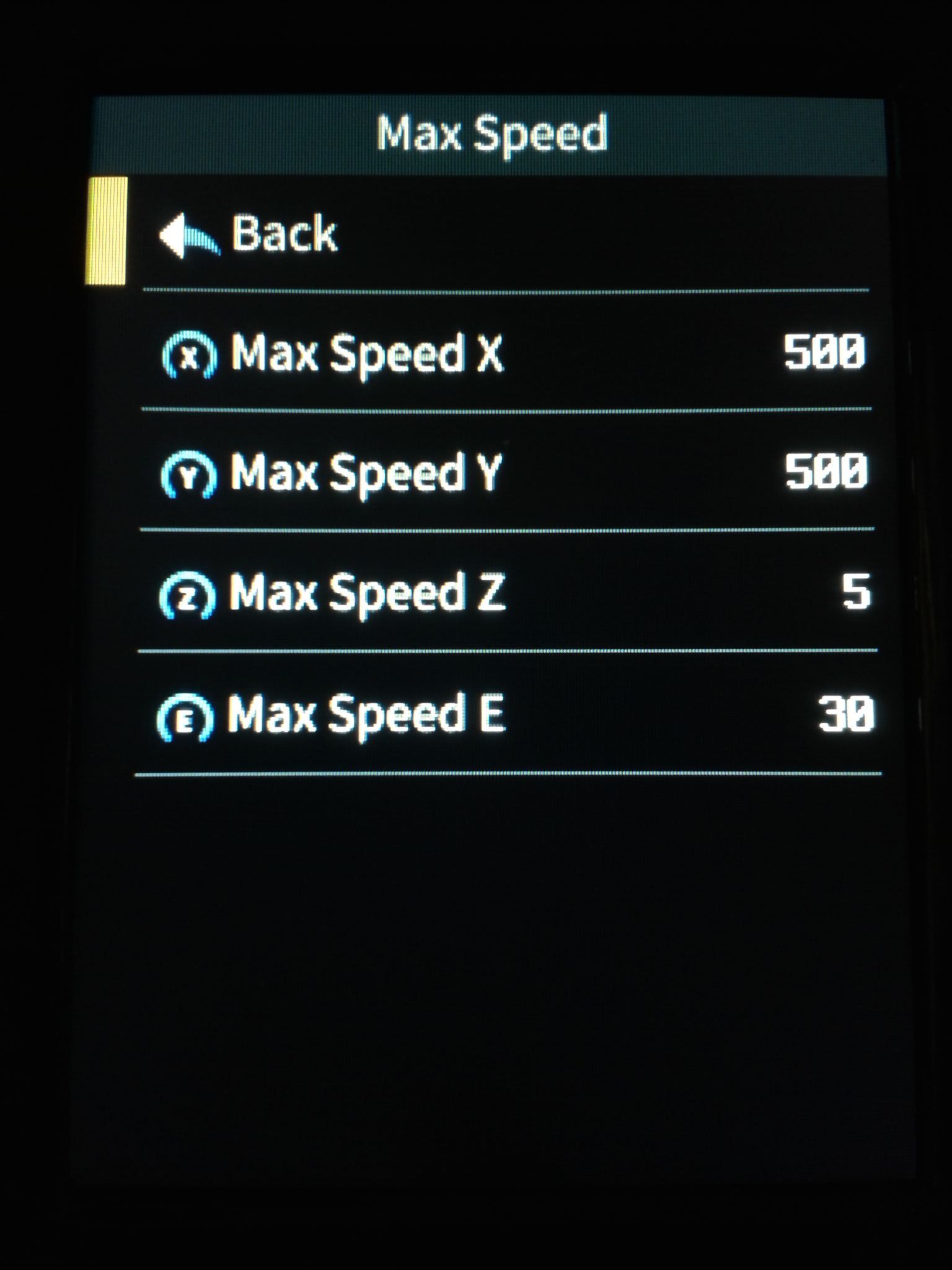
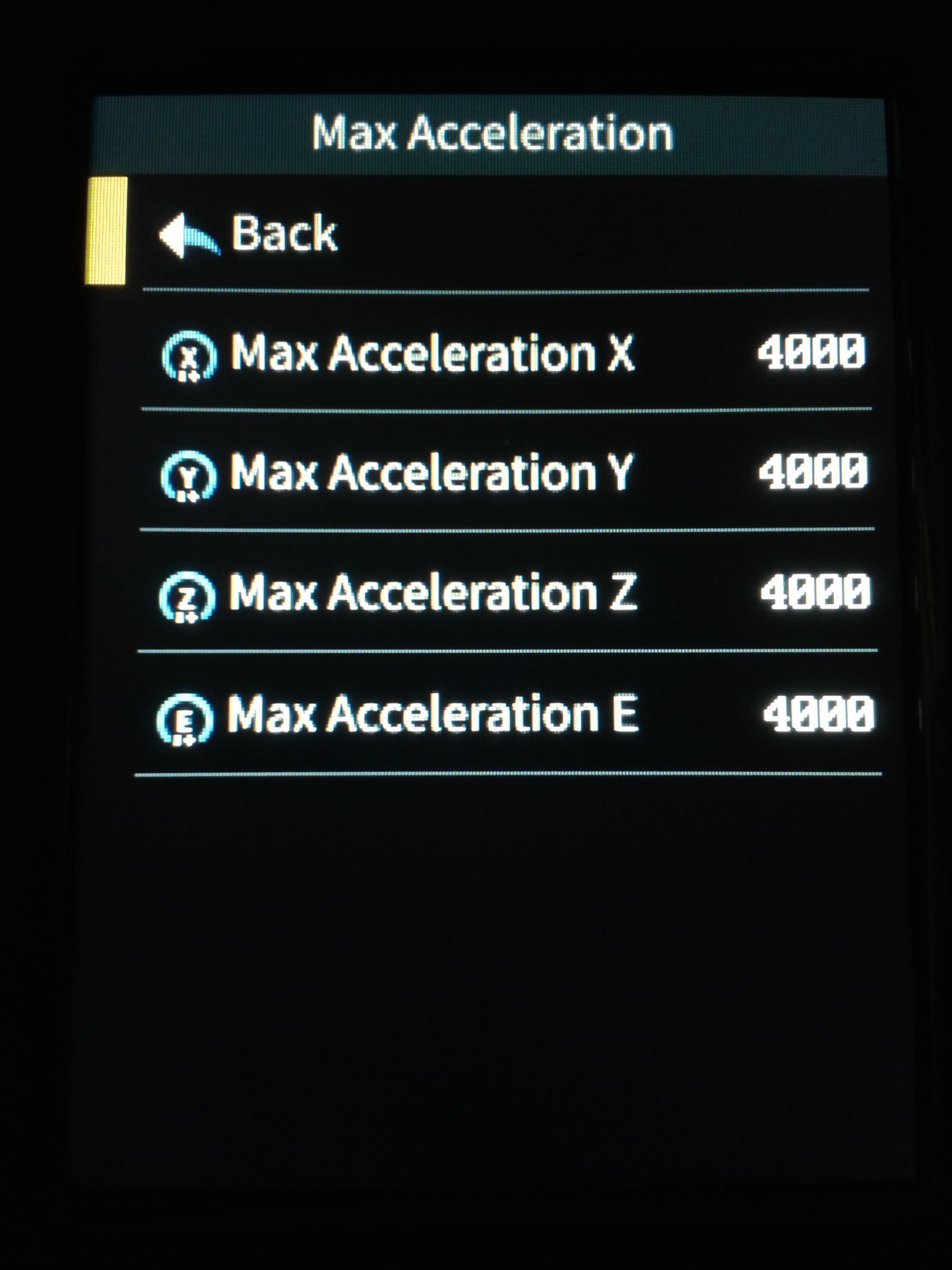
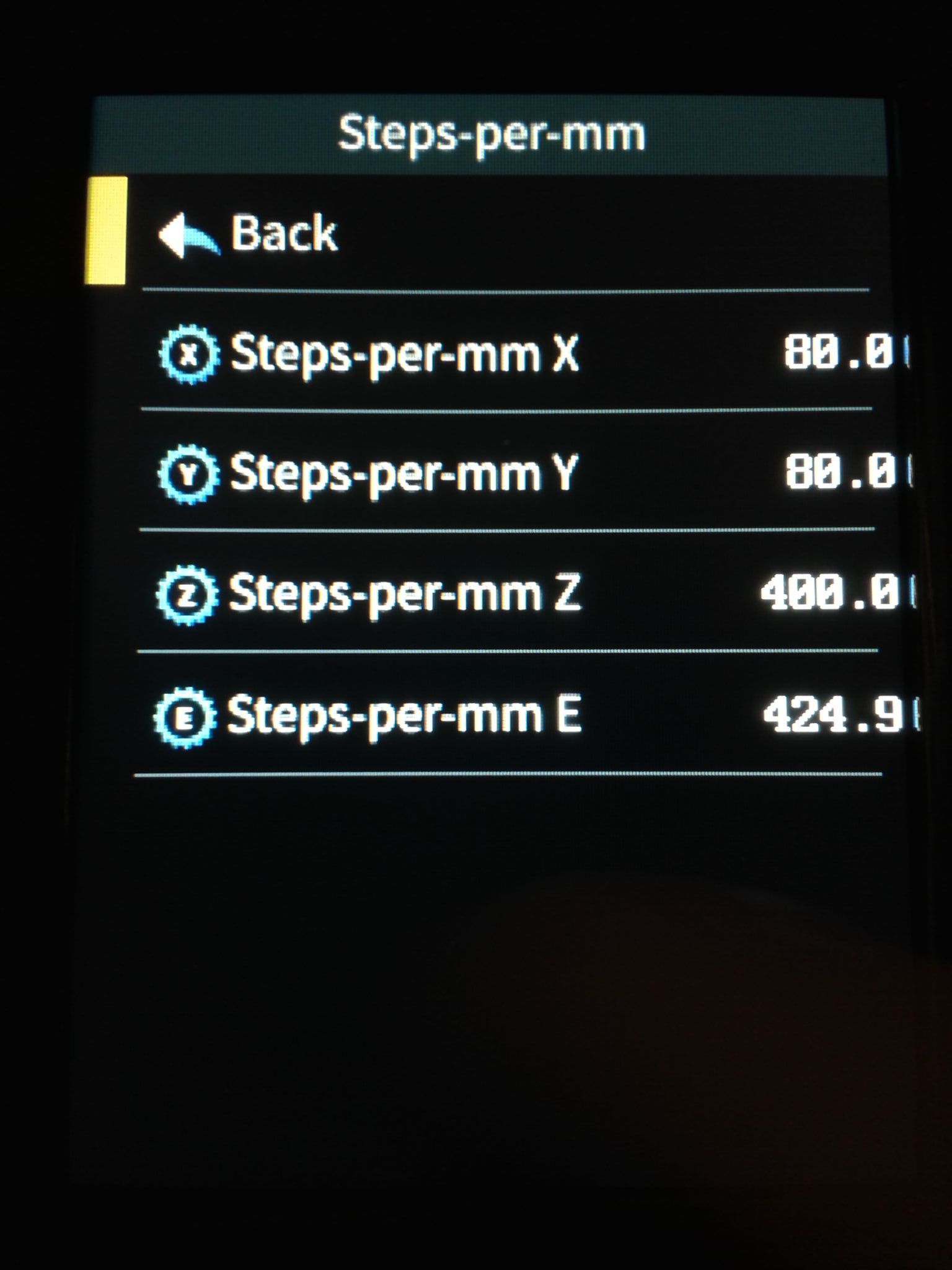
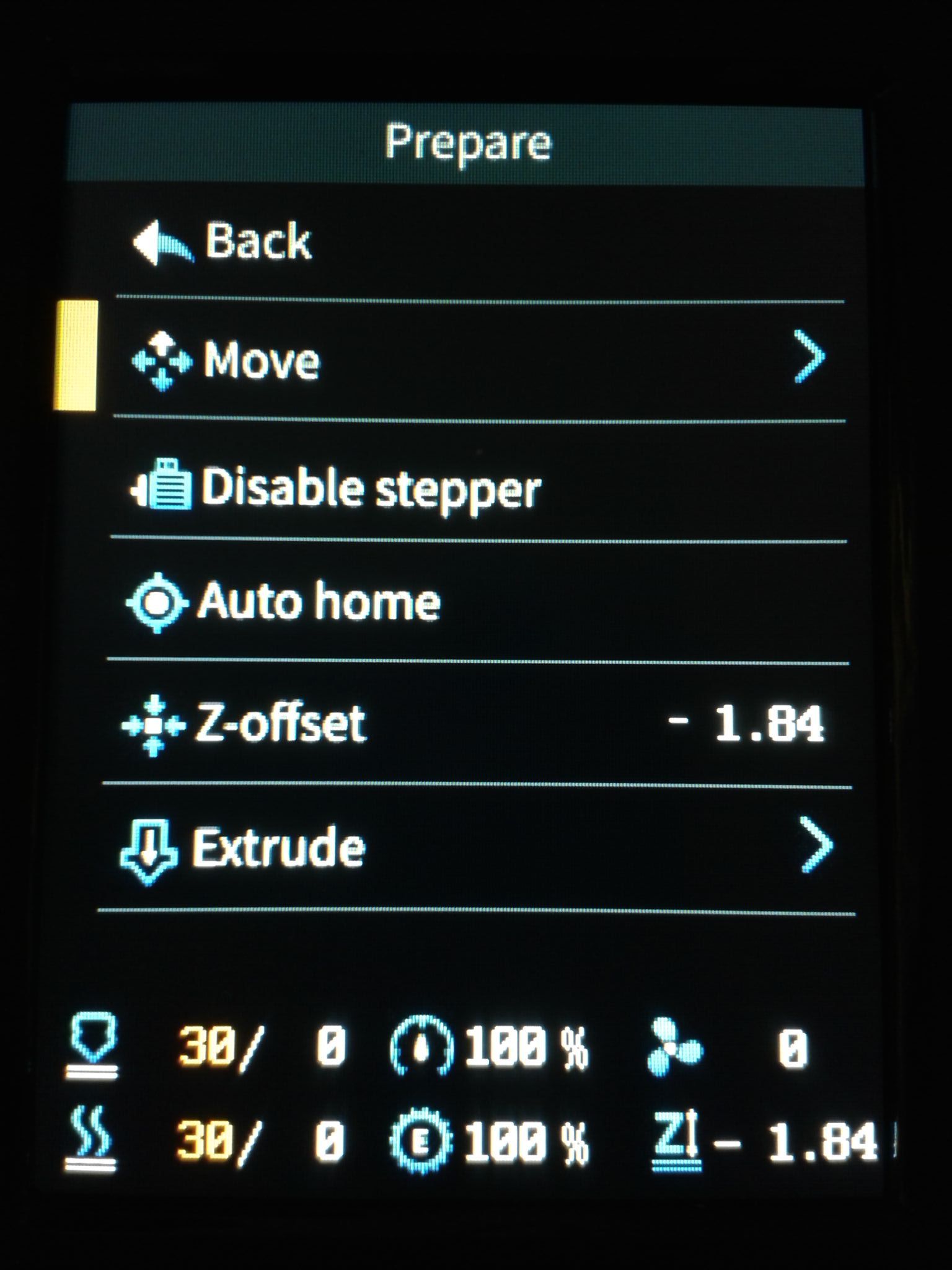
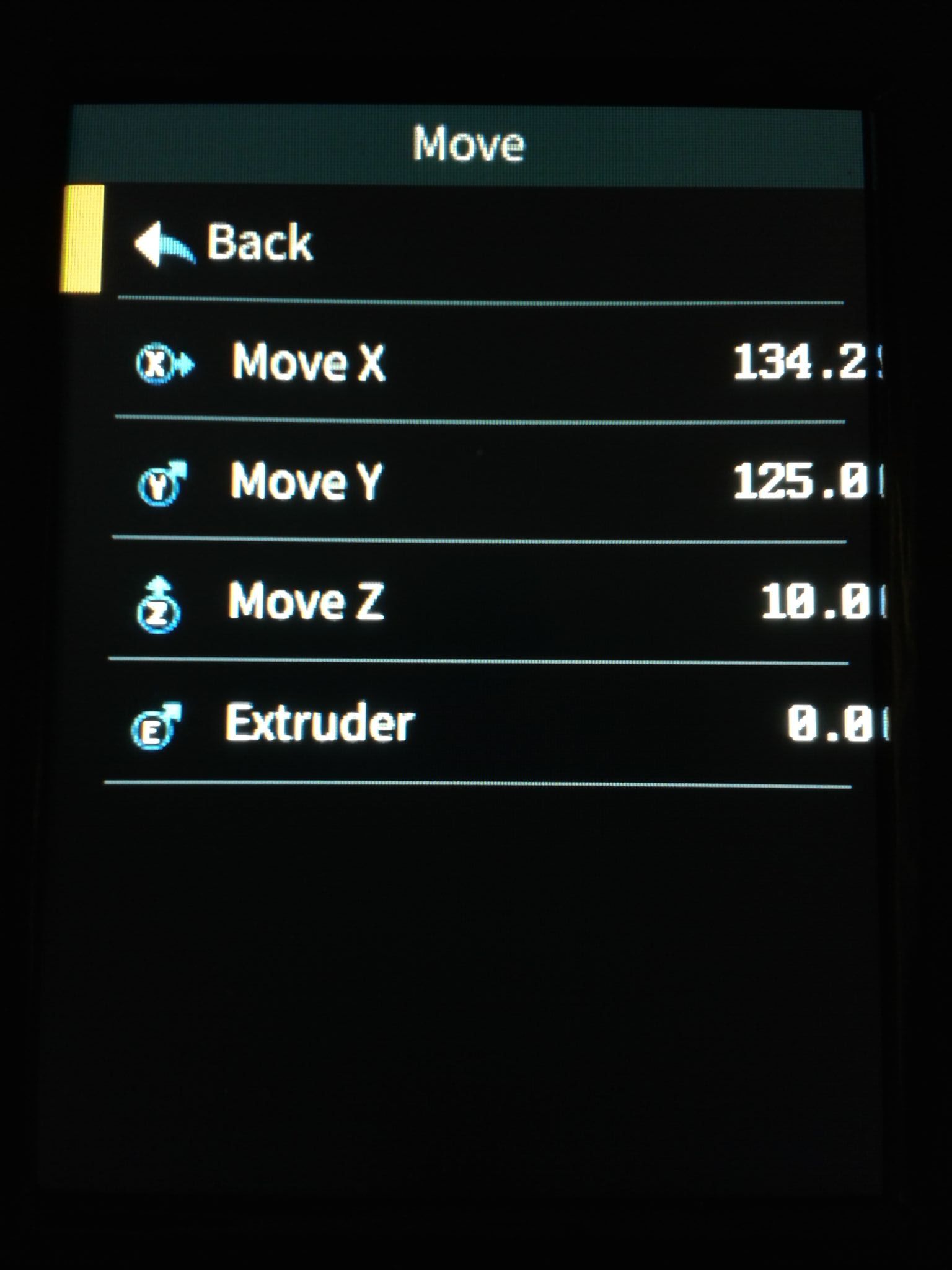
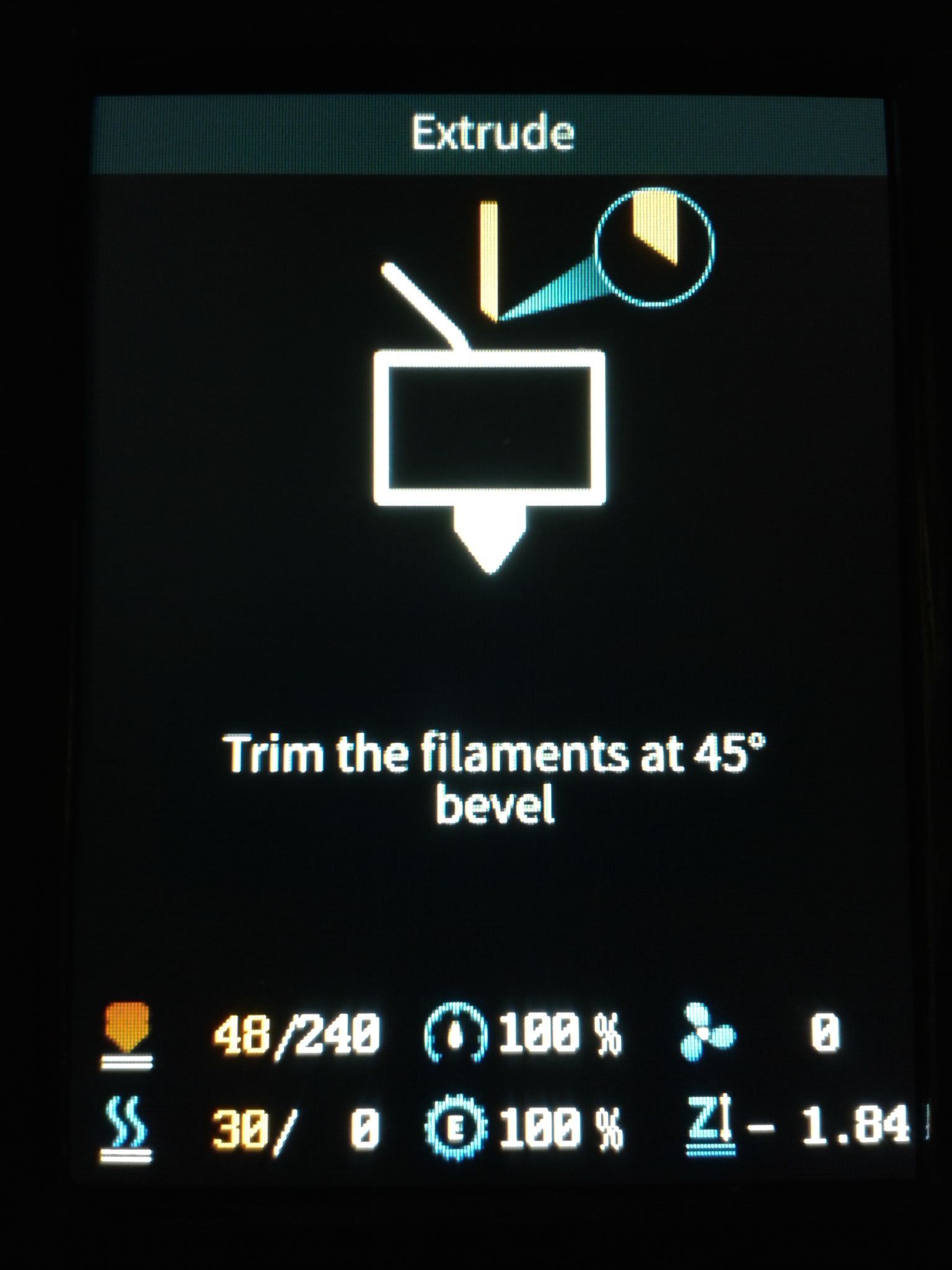
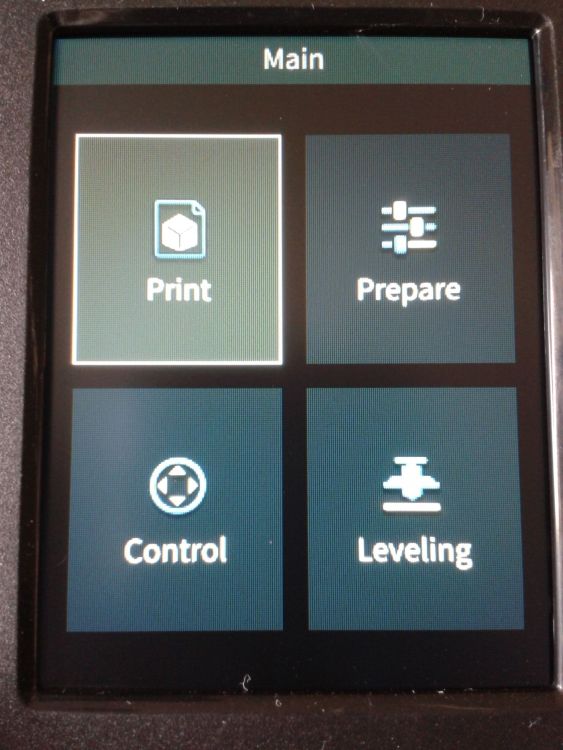
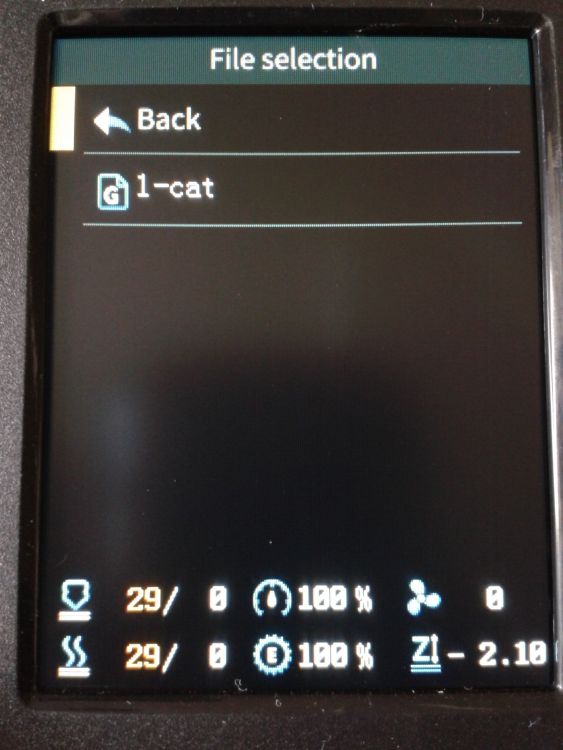
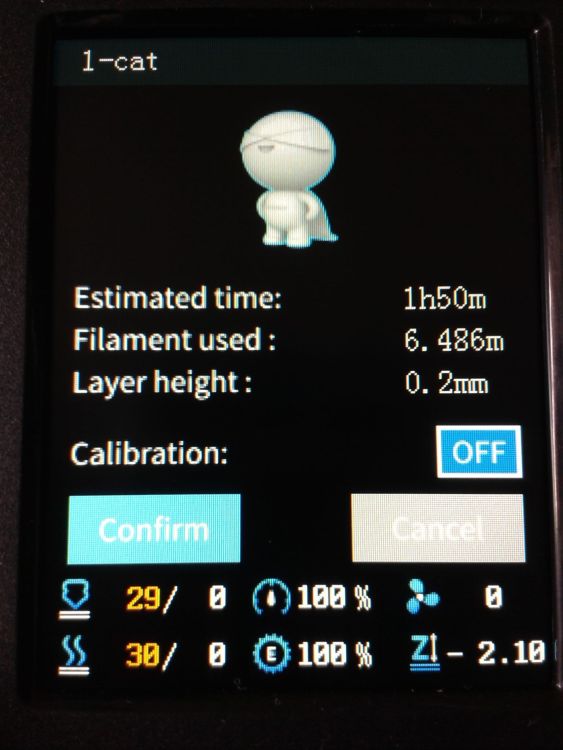
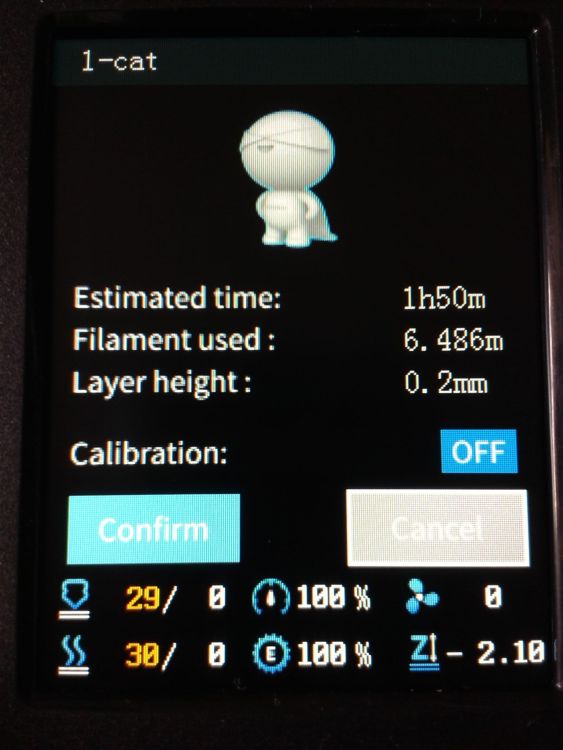
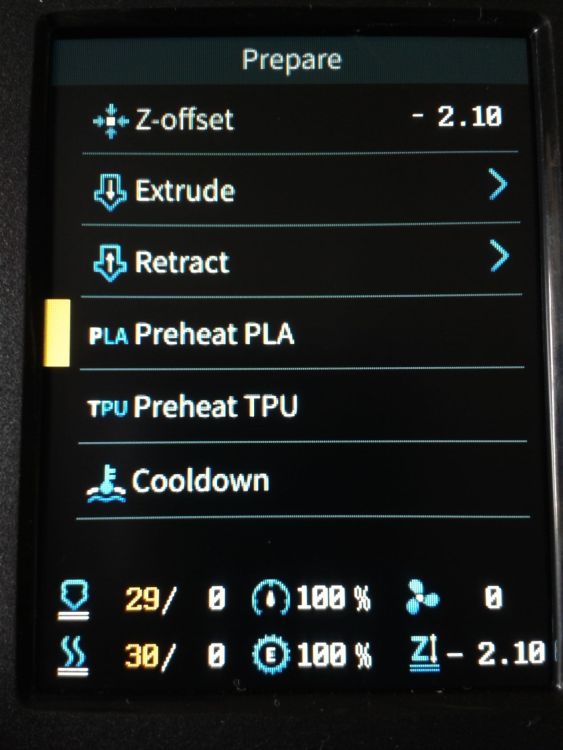
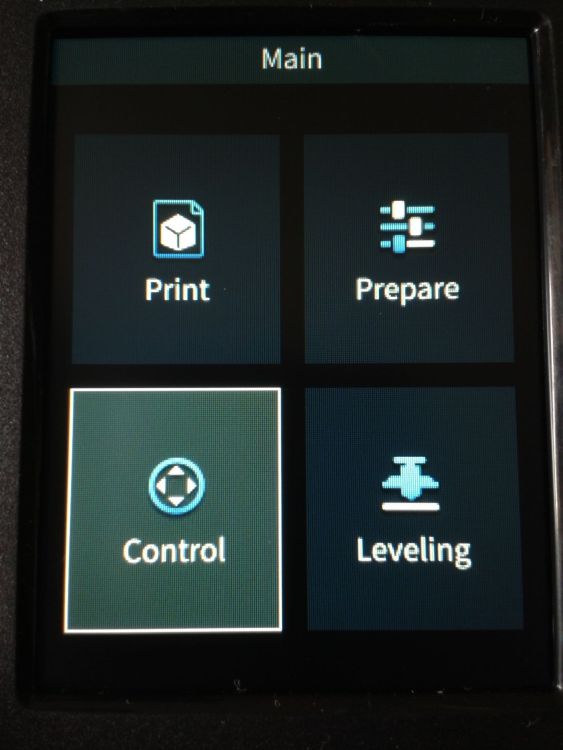
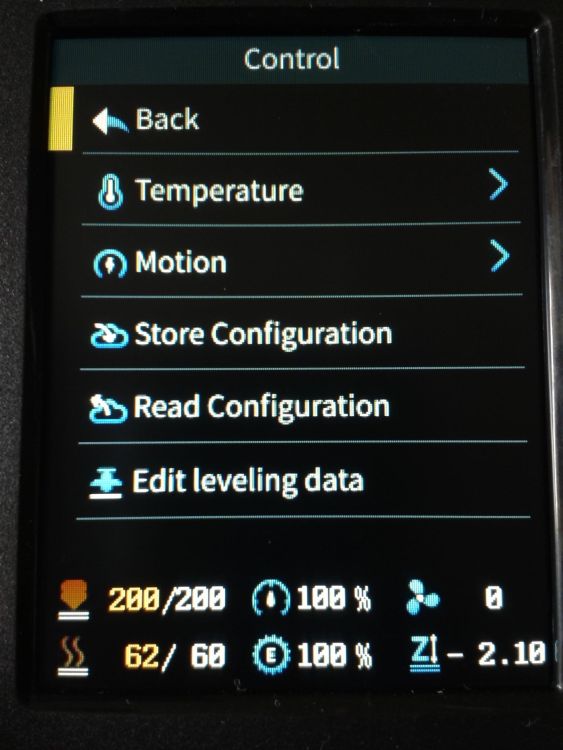
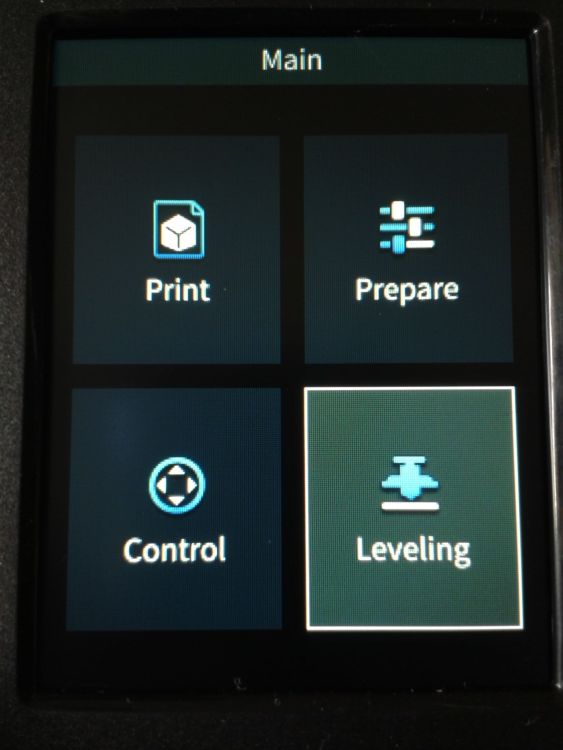
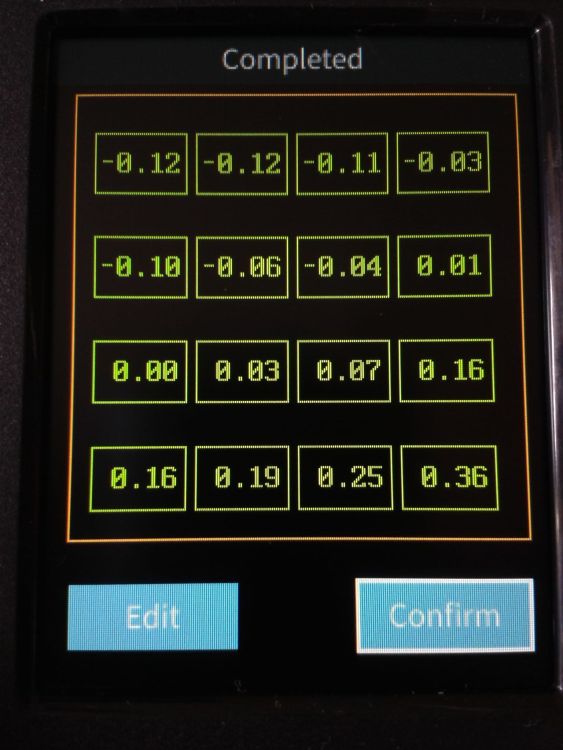
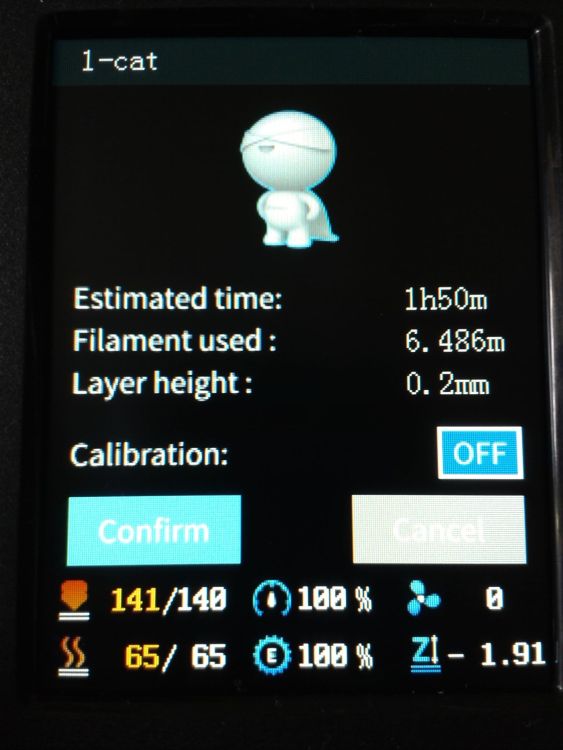
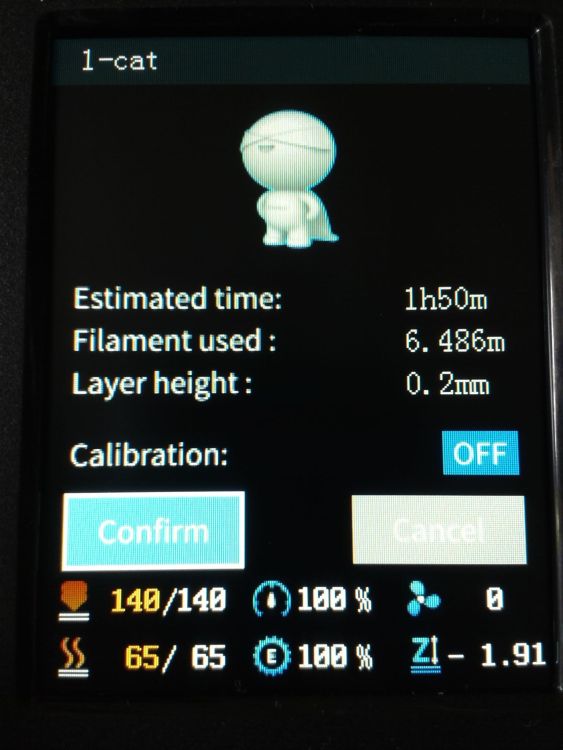
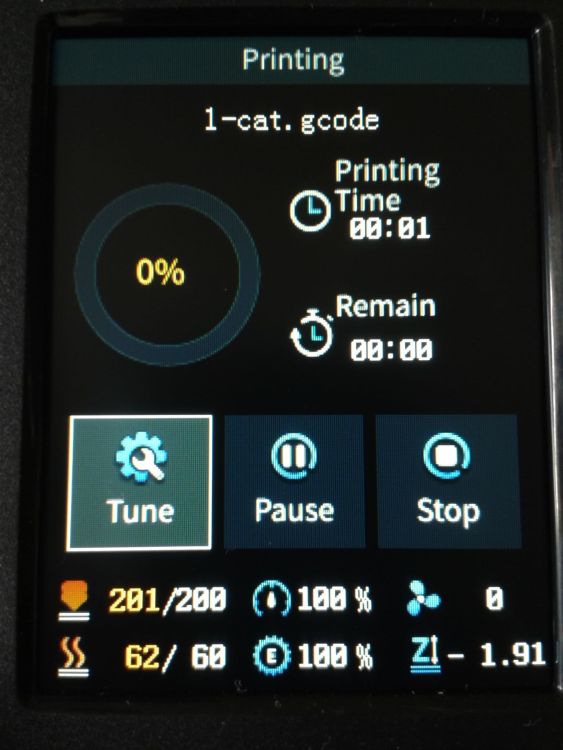
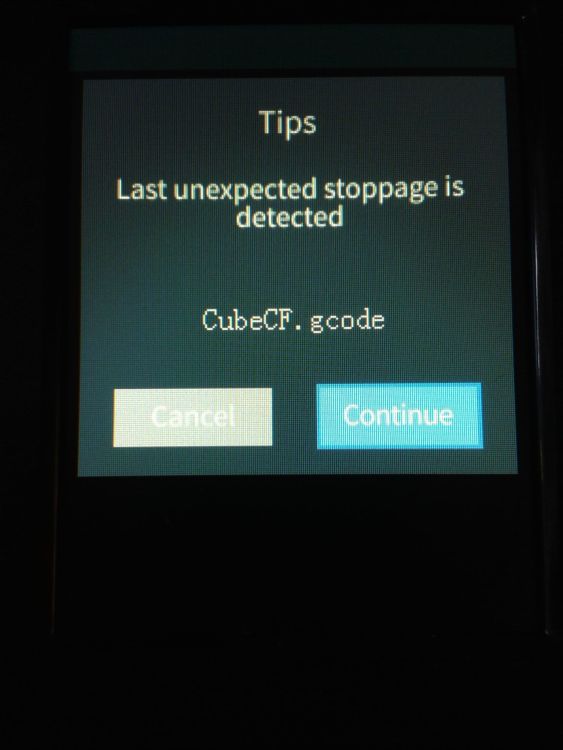
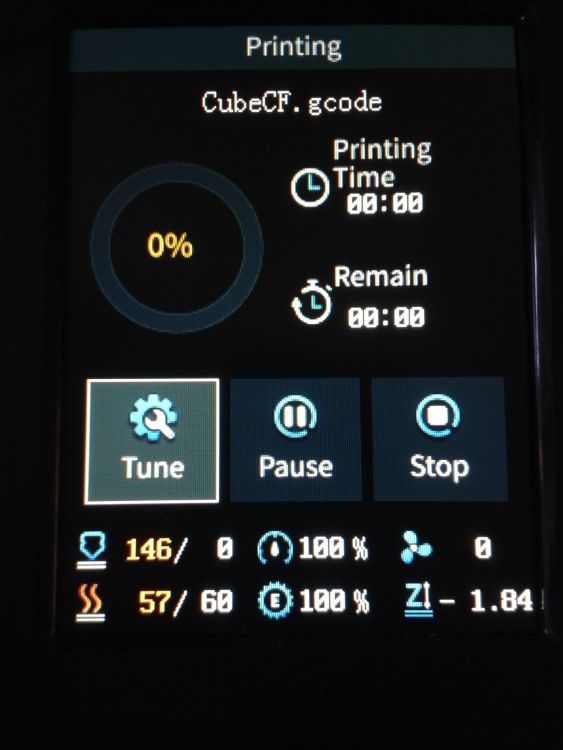
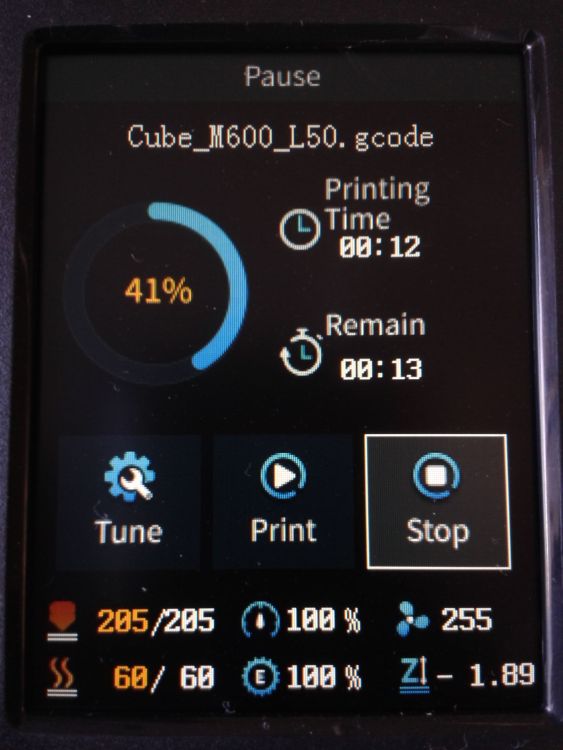
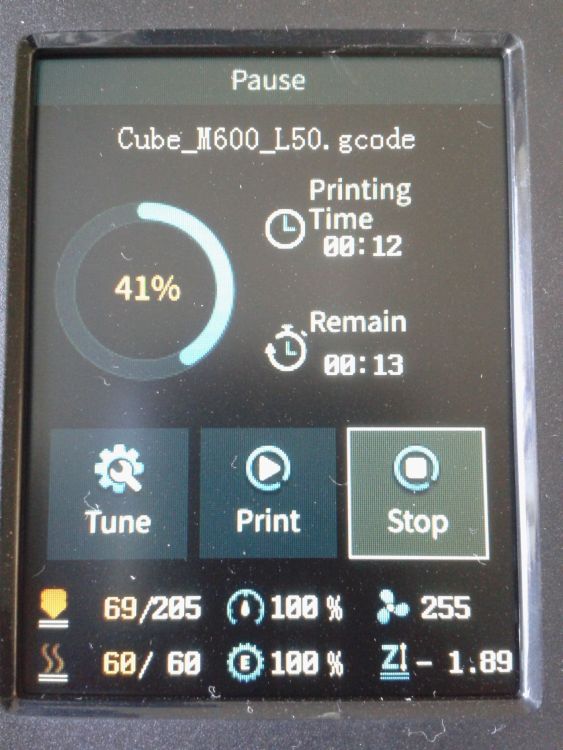
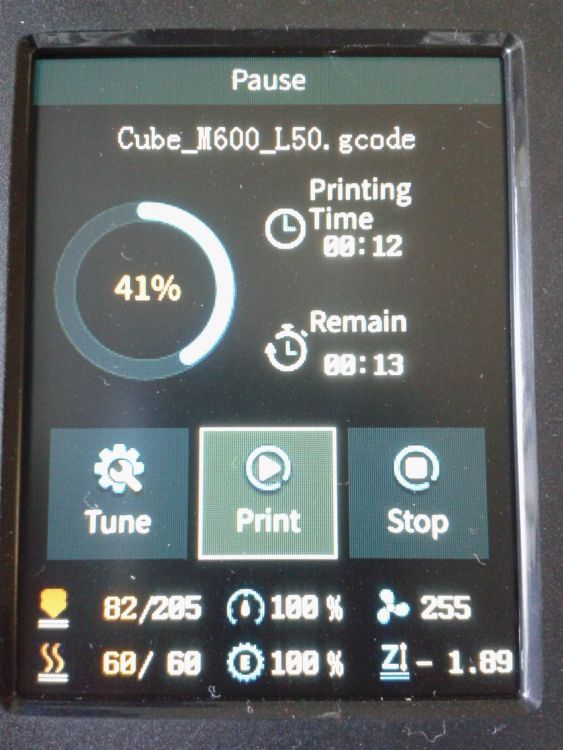
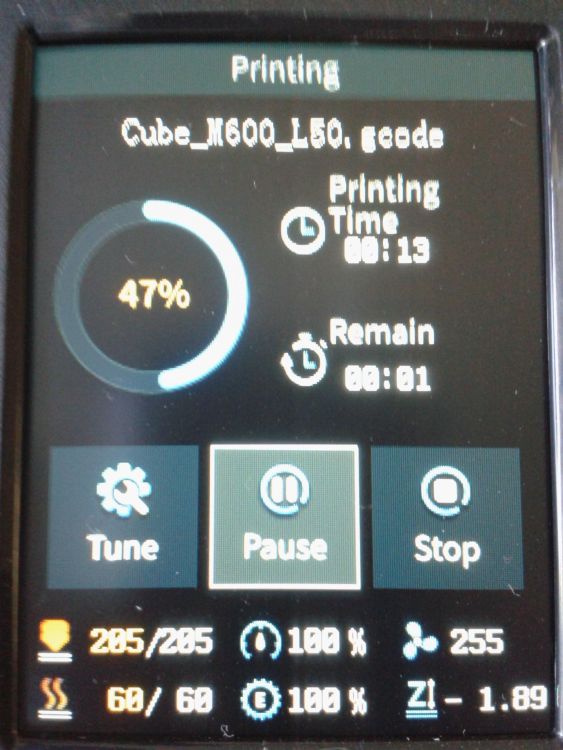
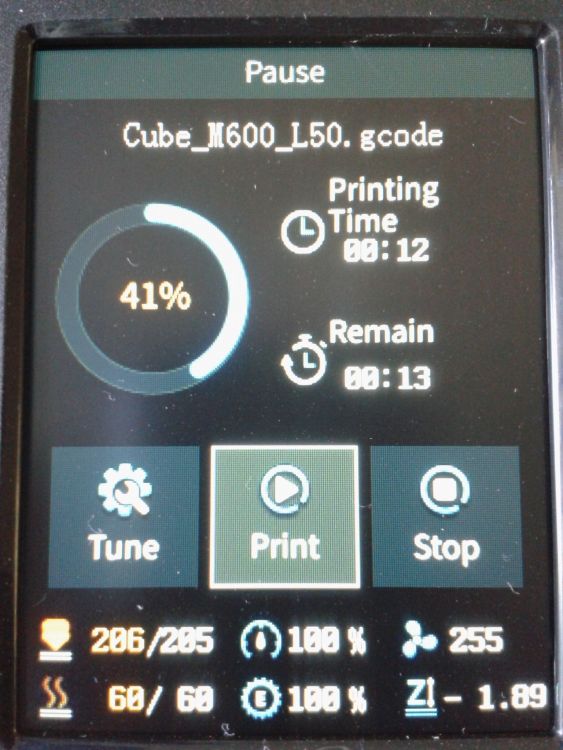
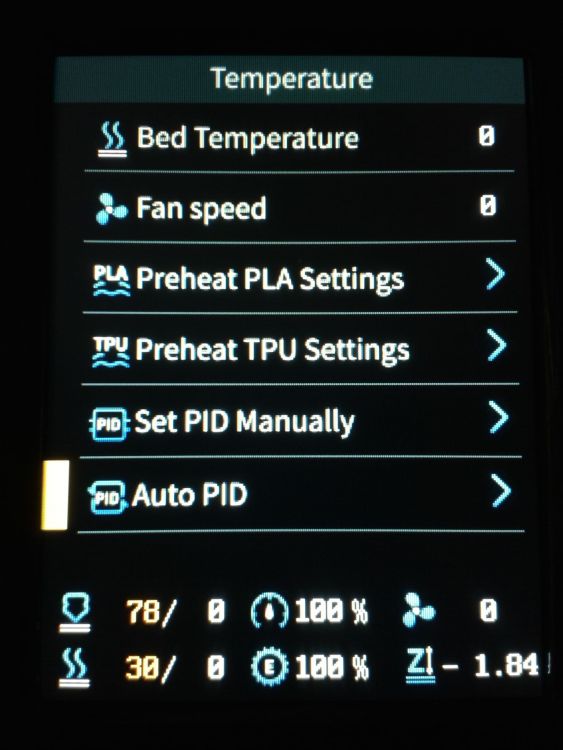
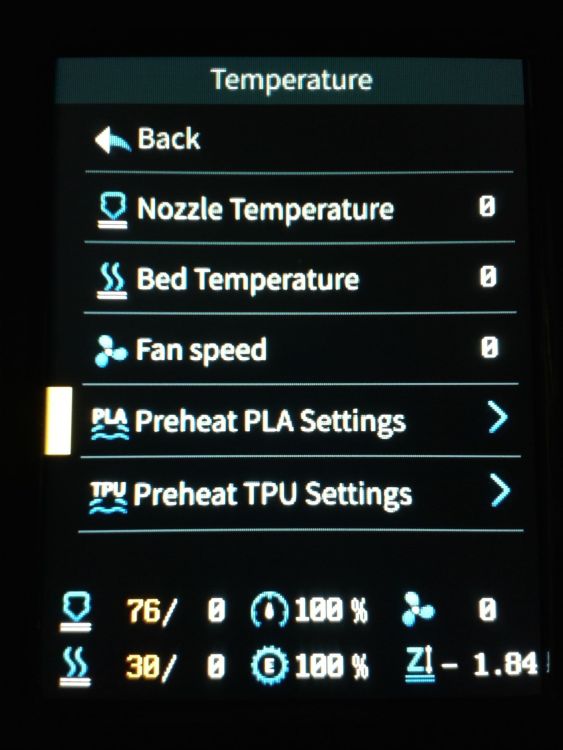
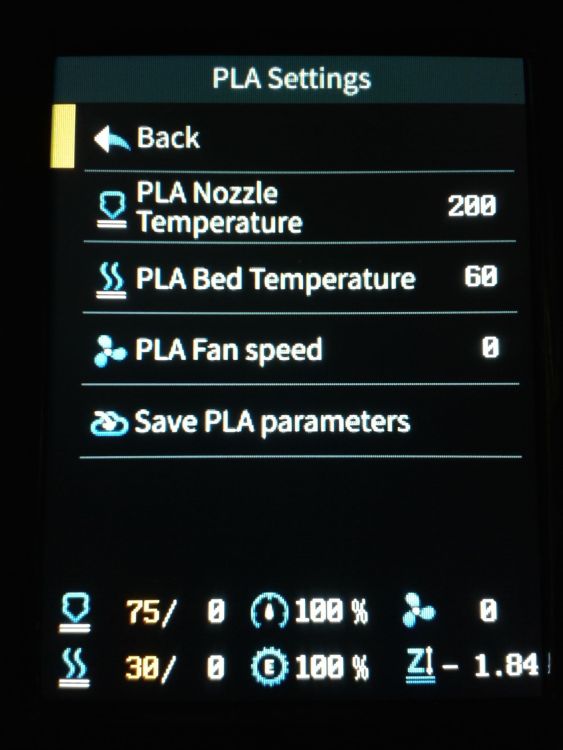
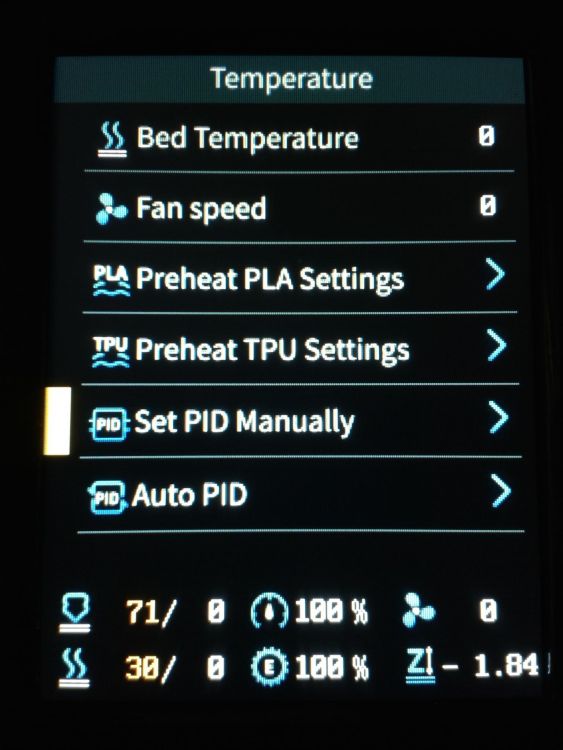
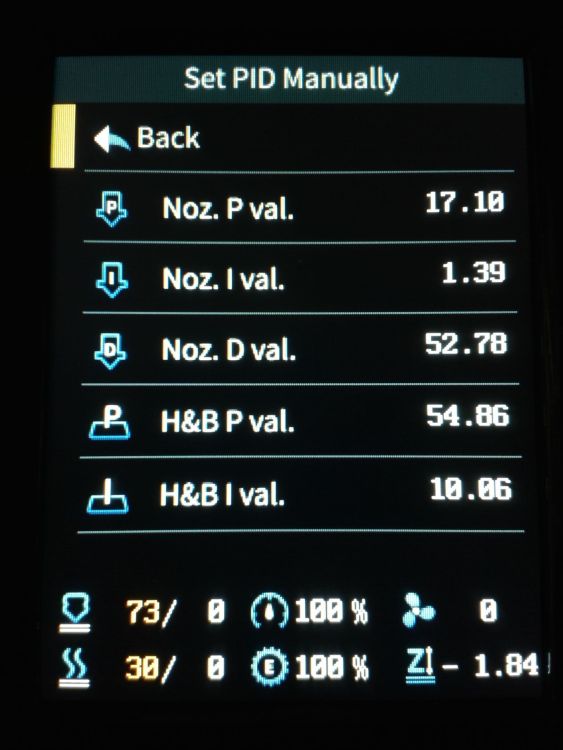
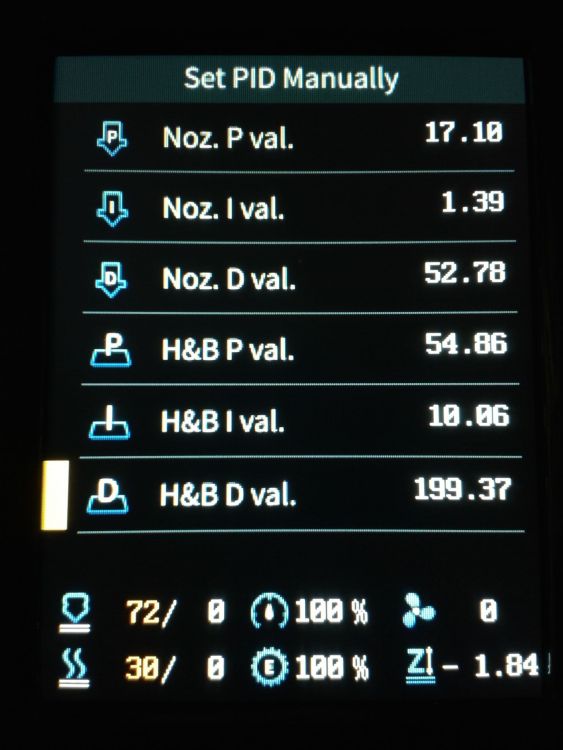
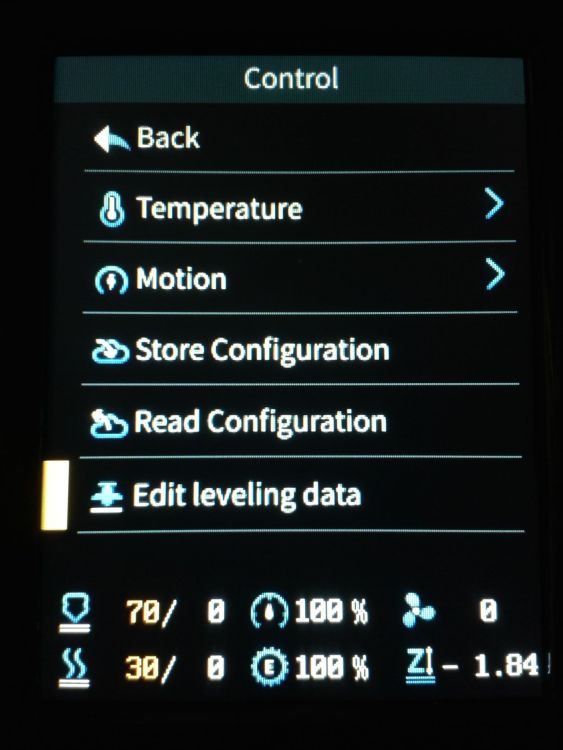
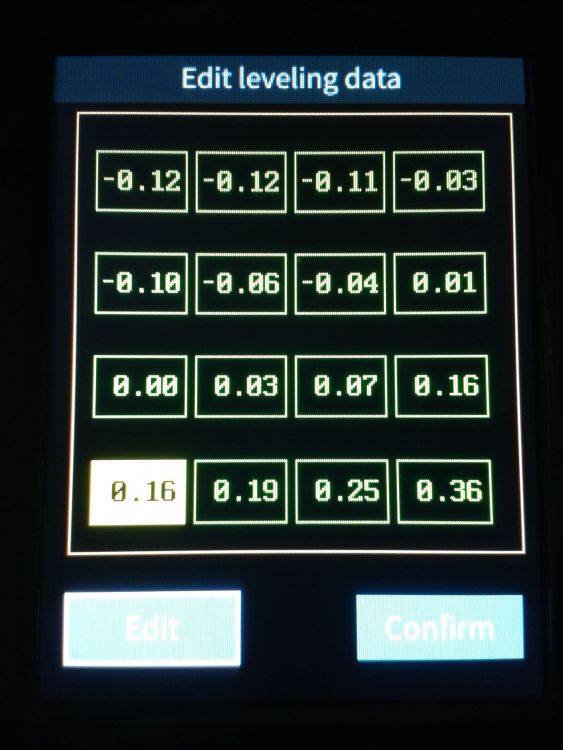
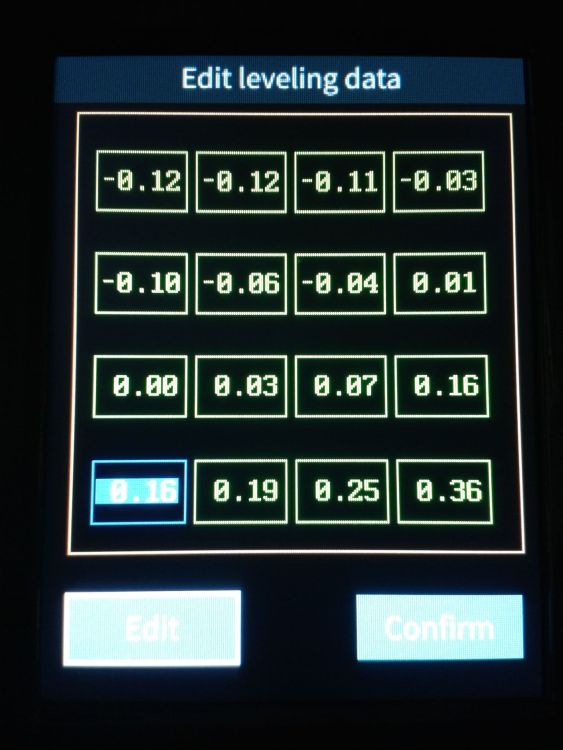
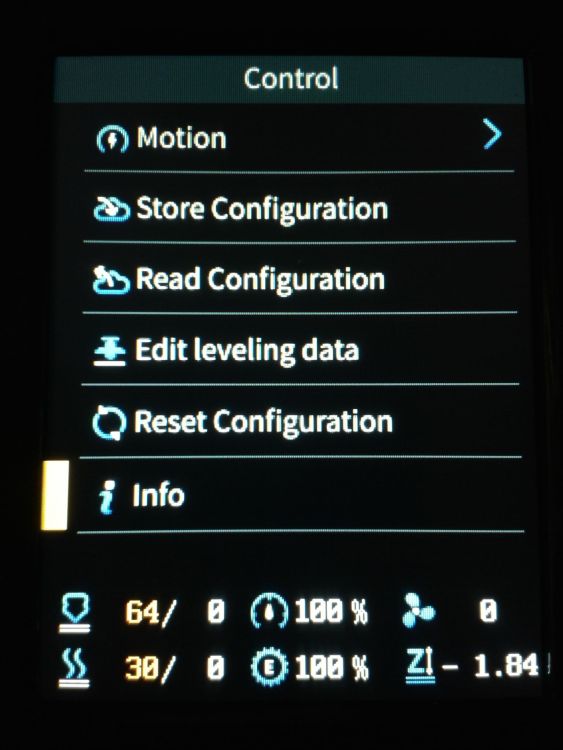
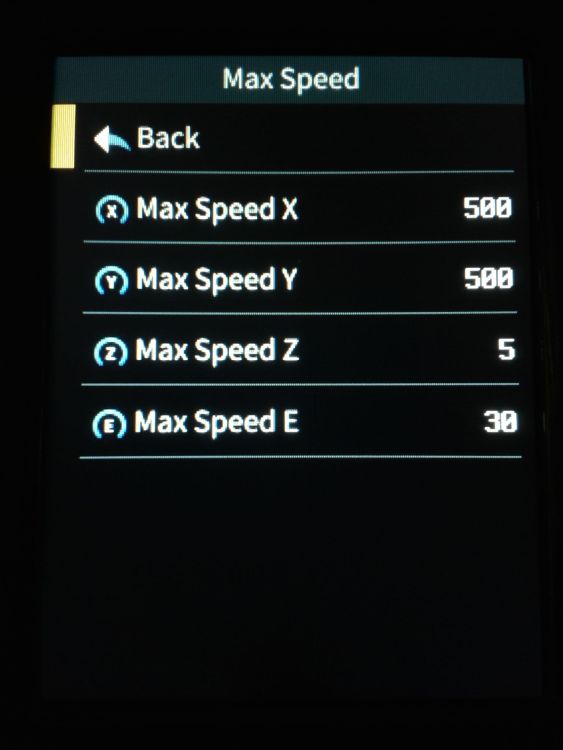
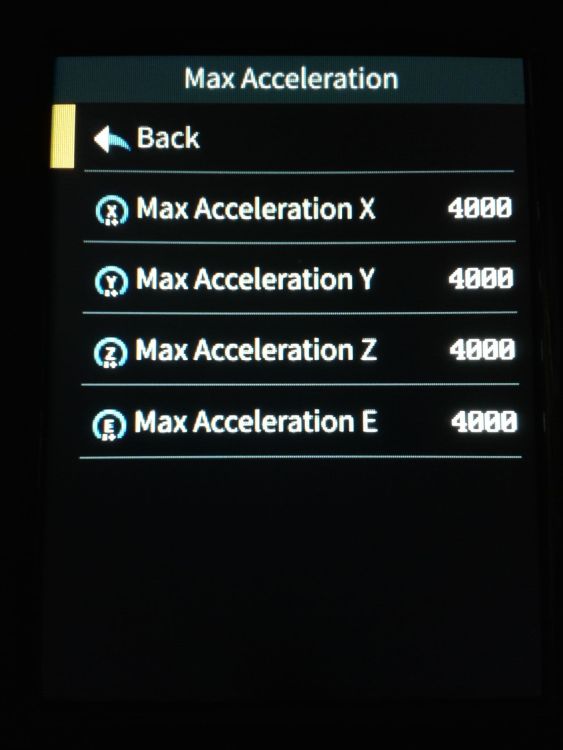
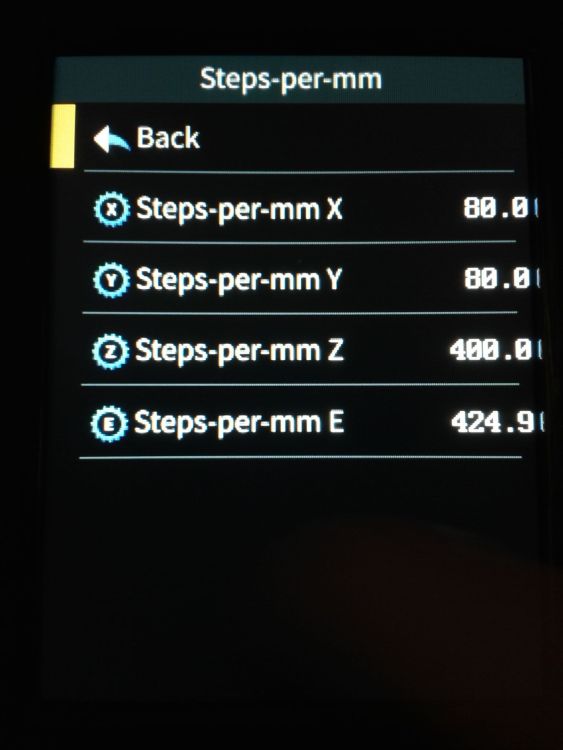
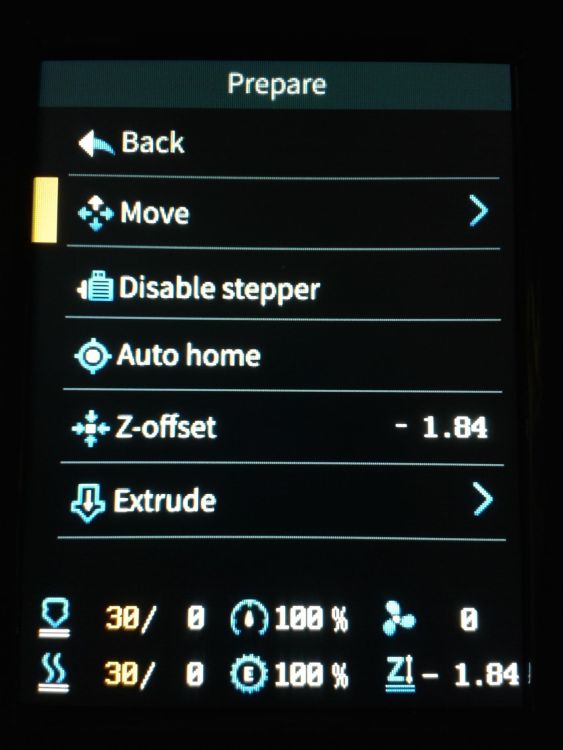
Menus de l'écran de contrôle Au démarrage Après démarrage, seulement si, après une coupure de courant lors d'une impression depuis la carte SD (et "fichier de reprise" présent sur carte SD). Ecran d'accueil Menu "Print" Ici, avec la carte SD fournie inséré, n'affiche que les fichiers d'impression (extension ".gcode", ".gco", ".gc") présents a la racine de la carte SD, je ne sais pas si l'image de la mascotte Cuva est ou non une zone d'affichage d'une éventuel image vignette / thumbnail embarqué dans le fichier d'impression Menu "Prepare" ( Si l'on veux passer dans "Move" ou "Extrude" ou "Retracte" alors on passe temporairement sur Et physiquement l'imprimante fait un Home X et Y, ce place au centre du plateau, sort le palpeur CR-Touch et vient palper le centre du plateau. Donc avoir nettoyé le plateau avant et ne pas laisser d'impression en place sur le plateau si l'on explore ses sous-menus. ) "Prepare" -> "Move" "Prepare" -> "Extrude" ( Et cela lance la chauffe de la tête ) // A FAIRE "Prepare" -> "Retracte" // A FAIRE "Prepare" -> "Language slelction" "Prepare" -> "Preheat PLA" Menu "Control" "Control" -> "Température" "Control" -> "Température" -> "Preheat PLA Settings" "Control" -> "Température" ->"Set PID Manualy" "Control" -> "Edit leveling data" "Control" -> "Info" "Control" -> "Motion" "Control" -> "Motion" -> "Max Speed" "Control" -> "Motion" -> "Max Acceleration" "Control" -> "Motion" -> "Steps-per-mm" Menu "Leveling" ( Attention pas de demande de confirmation. Lance la procédure directement ) Lors d'une impression Sous menu "Tune" lors d'une impression Lors de la lecture d'un M600 ( M600: Filament Change ) dans un fichier d'impression Cela éjecte le filament, vient se parquer, fait des suite de bips, et sur l’écran le bouton pour faire normalement "Pause" change en "Print" Cela stop la chauffe de la tête (la température chute, malgré que la température cible reste inchangé) alors, un premier clic sur "Print" remet la chauffe de la tête, (donc permet de purger en poussant manuellement le filament et en débrayent le levier de l'extrudeur, quand a température ...) puis, une fois a température cela fait de nouveau une suite de bips, et alors, un second clic sur "Print" permet de continuer l'impression En cas de reprise sur coupure de courant Fonctionne bien lors d'une impression depuis la carte SD. Mais la remise en chauffe ce fait a la position de l’arrêt et donc il y a un petit blob qui se forme, puis cela fait un Home X et Y et reprend depuis le début de la couche interrompue. Coupure de courant ( via interrupteur à bascule) lors de l'impression Puis quand l'on remet en fonction la machine, et si l'on clic "Continue", cela remet en chauffe le plateau, puis la tête, et seulement après les températures atteintes, cela faite un Home X et Y et recommence la couche interrompue.











 1 point
1 point -
« Et le désir s'accroît quand l'effet se recule.» P. Corneille1 point