Classement

.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)


Contenu populaire
Contenu avec la plus haute réputation dans 08/10/2023 Dans tous les contenus
-
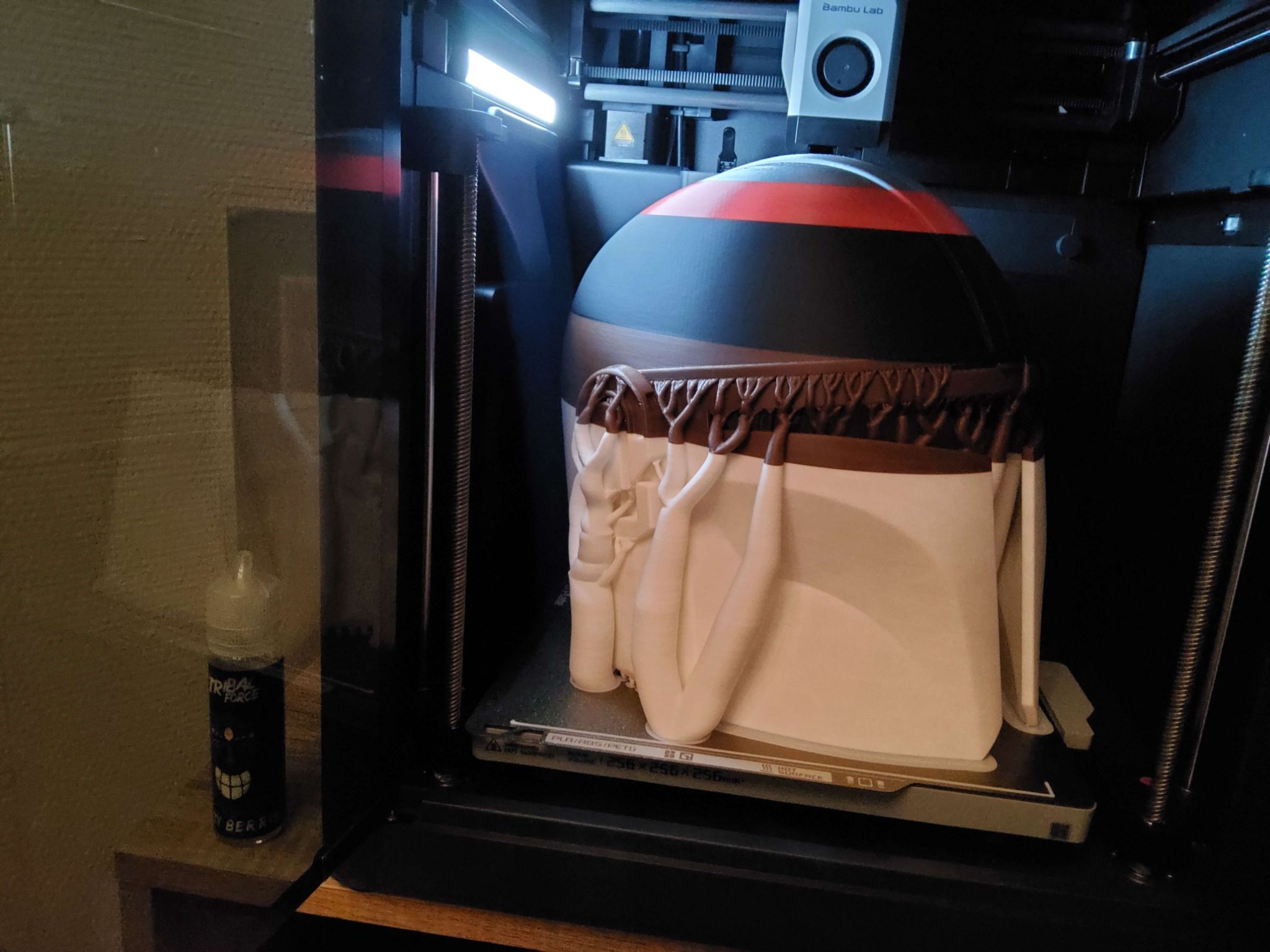
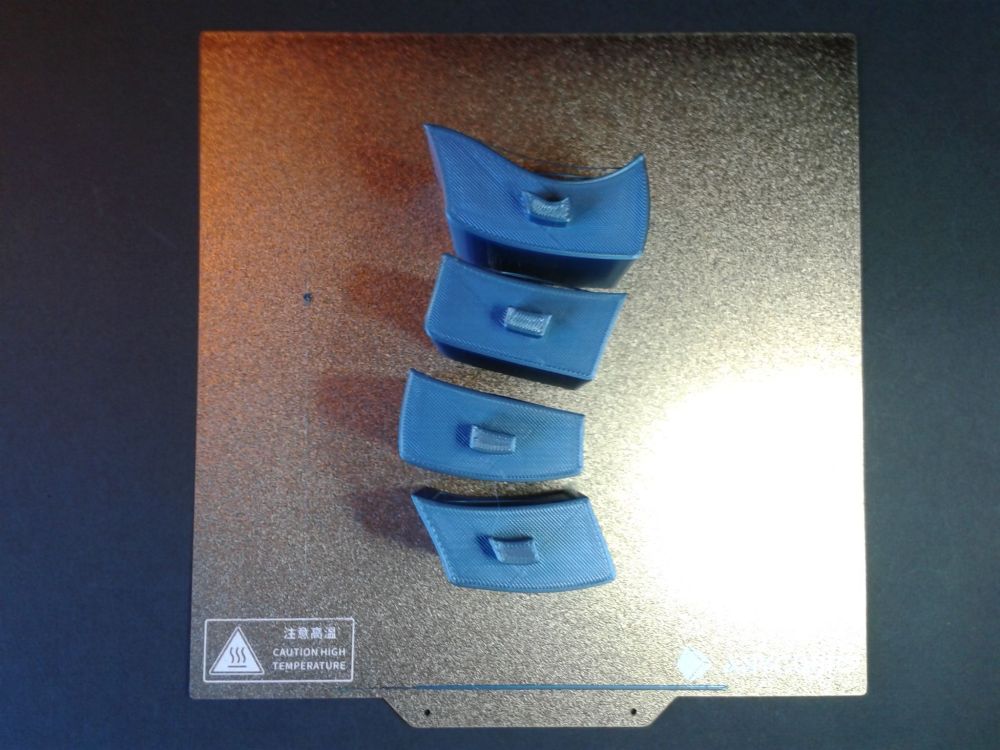
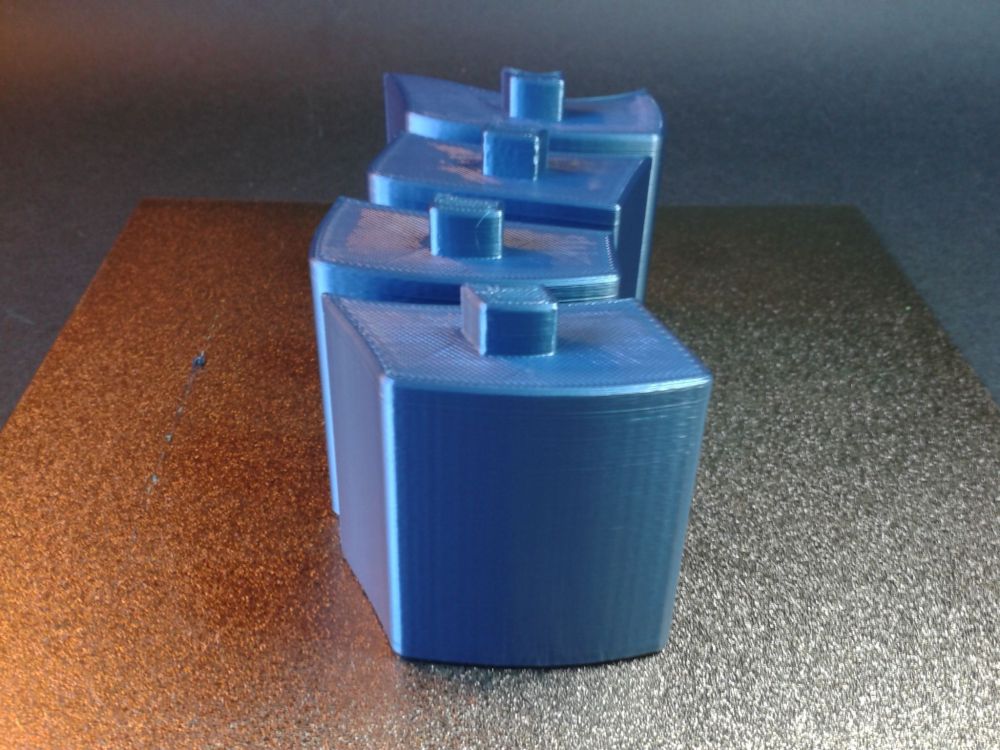
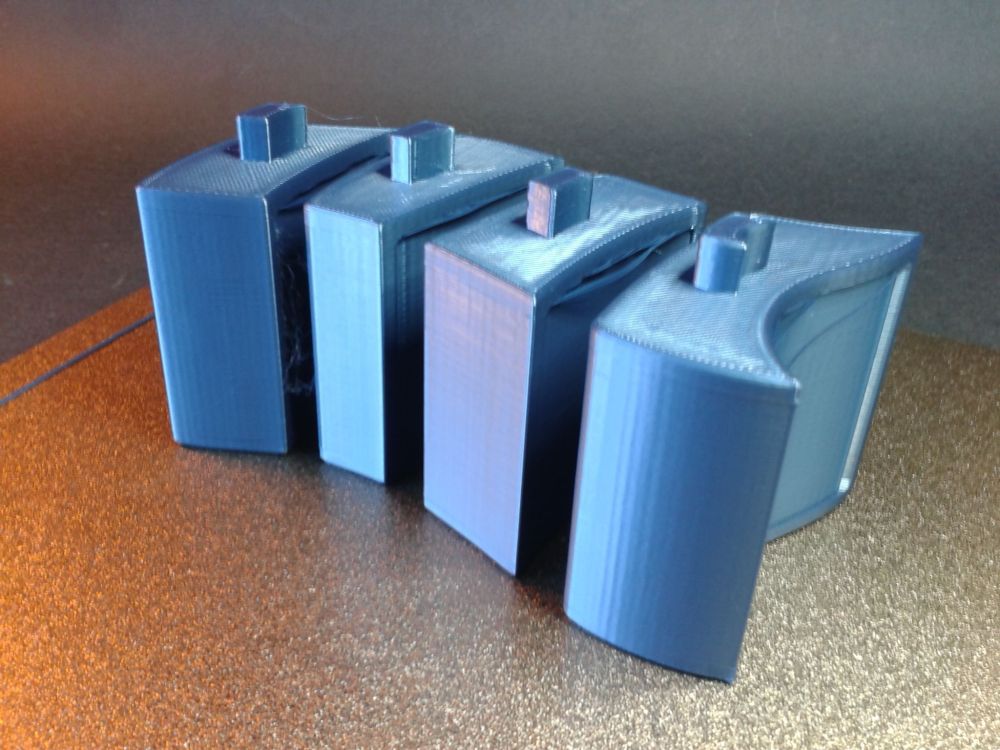
Voici quelques print réalisé la semaine passé Quelques essaie afin de me familiariser avec l'AMS et la purge. Et puis un print sur lequel j'ai volontairement usé de fins de bobine qui me resté en stock afin de comprendre le mécanisme de l'AMS et sa gestion au niveau Software et aussi au niveau du caisson fermer voir comment était géré la température. Il y a pas moins de 5 Filaments différent dont 2 en PLA Plus (+) 23h de print a 40° caisson, Buse 220° et plateau a 55° sur PEI Texturé Casque du Mandalorian avant son post-traitement



 3 points
3 points -
Notre #hebdo 3D est en ligne, avec de nombreux tests ! https://www.lesimprimantes3d.fr/semaine-impression-3d-389-20231008/2 points
-
C'est normal, ils impriment des missiles tactique en 3D c'est plus léger a envoyer2 points
-
Vu le prix de la tête complète c'est pas la peine de se prendre le chou2 points
-
Bonjour, Aujourd'hui la commande numérique s'est démocratisée : fraiseuses, laser, imprimante 3D Mais il reste parfois utile de pouvoir écrire avec des marqueurs indélébiles sur divers objets. Le collage d'étiquette est parfois merdique, notamment lorsque la surface est un peu bombée. Je ne parle pas de table traçante (conçue pour écrire sur du papier) mais bien de pouvoir écrire sur des objets en volume Avec une fraiseuse, on peut adapter un porte outil à ressort pour tenir un stylo dans la broche. C'est d'ailleurs ce que j'ai fait pour tester mes premiers GCODE avec mon logiciel. Je pense qu'il est possible de faire la même chose avec une imprimante 3D. Le GCODE n'est pas trop difficile à générer, mais il faudra gérer bien sur la prise d'origine du Z Dans le même genre, on trouve le eggbot, pour décorer des oeufs de pâques https://egg-bot.com/ A bientôt1 point
-
Salut, Tu n'as pas répondu à nos questions: 1. 2. quel firmware as-tu flashé? un lien vers la page de téléchargement? Pour désactiver la détection du filament, tu peux également imprimer ce fichier : InhibDetectFil.gcode ce qui revient à envoyer ces gcodes dans Pronterface: Suite à tes tests, je pense que tu as un "faux négatif" / détection peu fiable, due à une usure du galet du détecteur de filament ou autre raison. Peut-être qu'en jouant sur la position du détecteur avec le jeu dans les vis de fixation du détecteur (voir cette vidéo) tu peux solutionner le problème. Sinon, il faudra envisager le remplacement du détecteur, après confirmation que ce n'est pas un souci au niveau du firmware .1 point
-
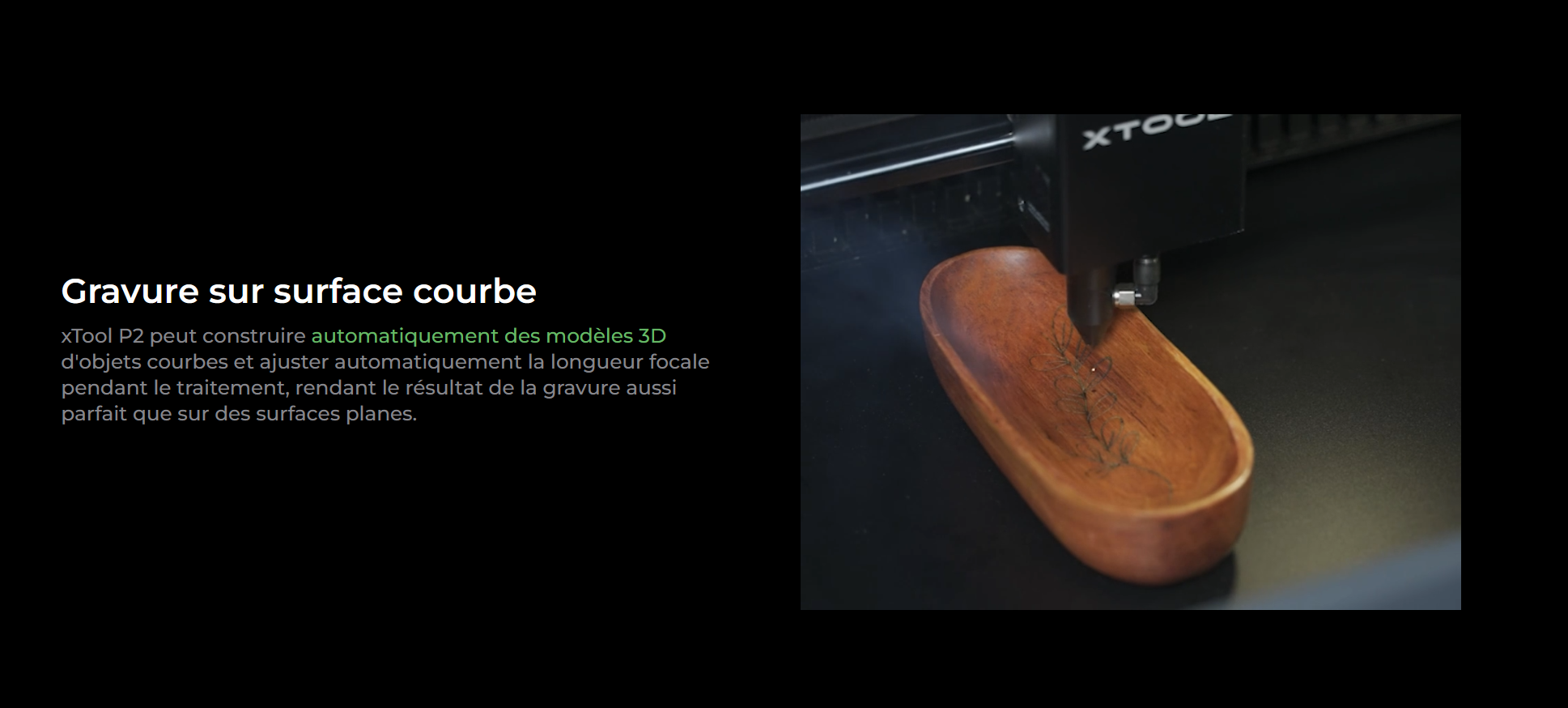
Graver sur une surface bombée ou concave c'est standard sur le XTOOL P2, il n'y a rien a inventer.
 1 point
1 point -
pour ma part ras depuis la réception j'ai plus de problèmes suivant le PLA que l'imprimante... quand on connait pas, on achéte à l'aveugle... j'ai aussi du refaire un leveling. le Z offset à changer. mais depuis , je ne note pas de changement. impressions en 0.1 ou 0.2 . un peut de reprise au bouche trous bois, et apprêt avant peinture à la mains.








 1 point
1 point -
Bonjour @toycox Tu as du voir le test de cette imprimante sur le forum : https://www.lesimprimantes3d.fr/test-creality-ender-3-v3-se-20230929/ Pour la détection de fin de filament, il y a une prise marquée filament sur la carte mère, Pour l'instant le firmware original de la machine ne le prend pas en charge, mais on peut supposer que cela devrait venir, c'est un modèle récent. Est-ce indispensable ? pas vraiment, je n'en ai pas sur une de mes imprimantes; ce que je fais (pour les deux) quand j'ouvre une bobine je la pèse (balance cuisine à 1g), il est sensé y avoir 1 kg de filament, donc avec la tare, en repesant la bobine avant une impression je sais si j'aurais assez et je réserve la fin de bobine pour des petites impressions.1 point
-
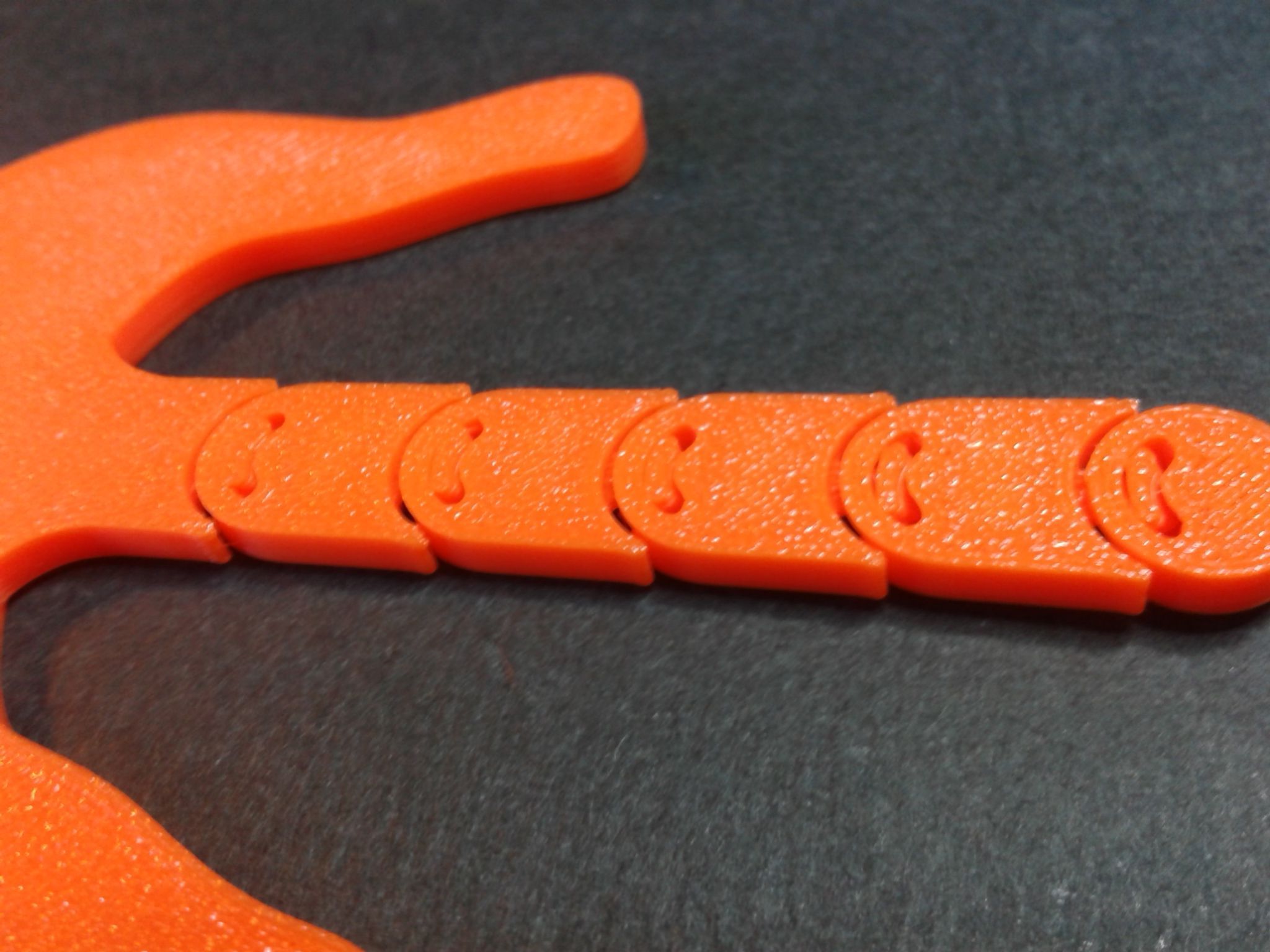
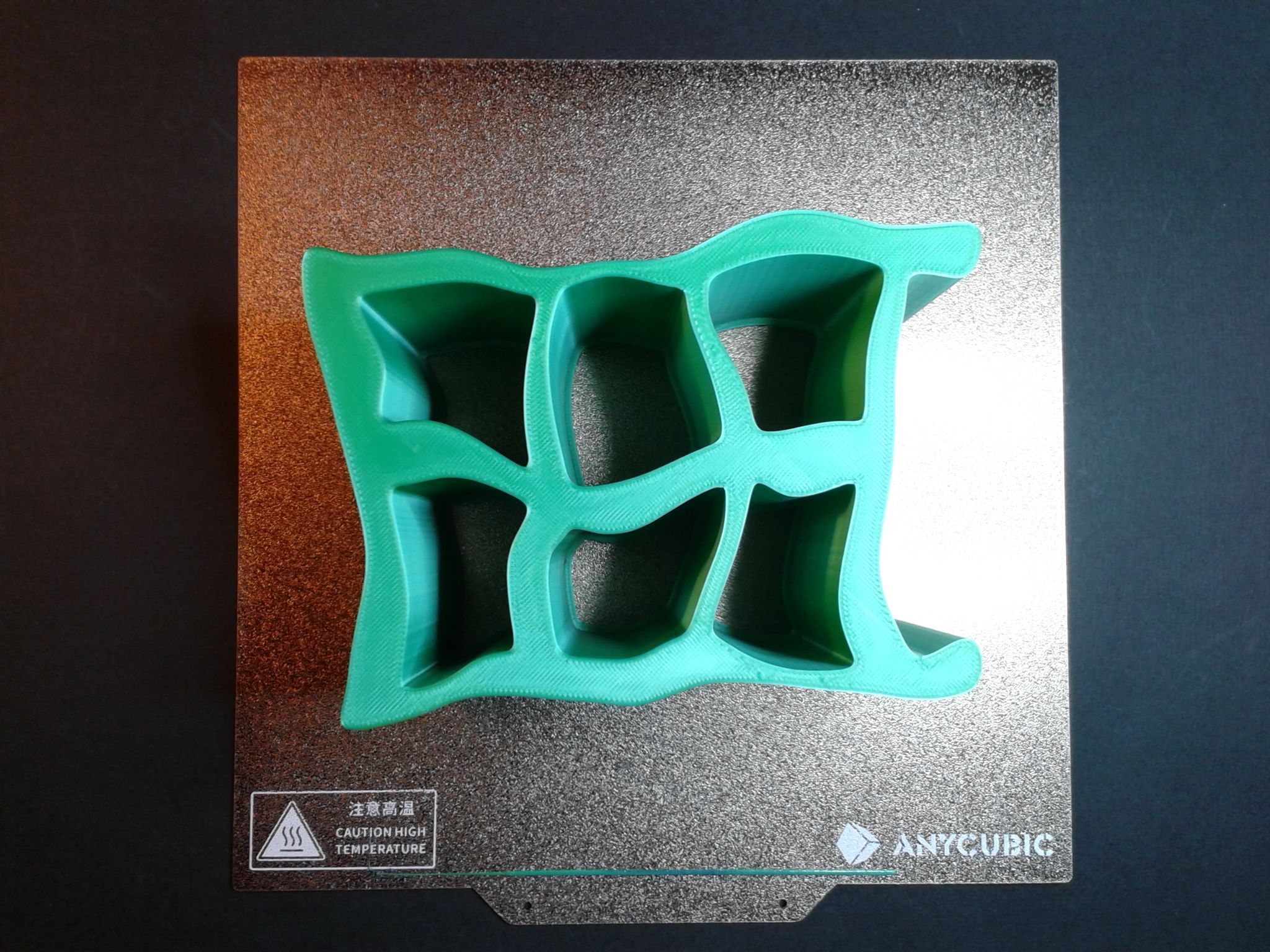
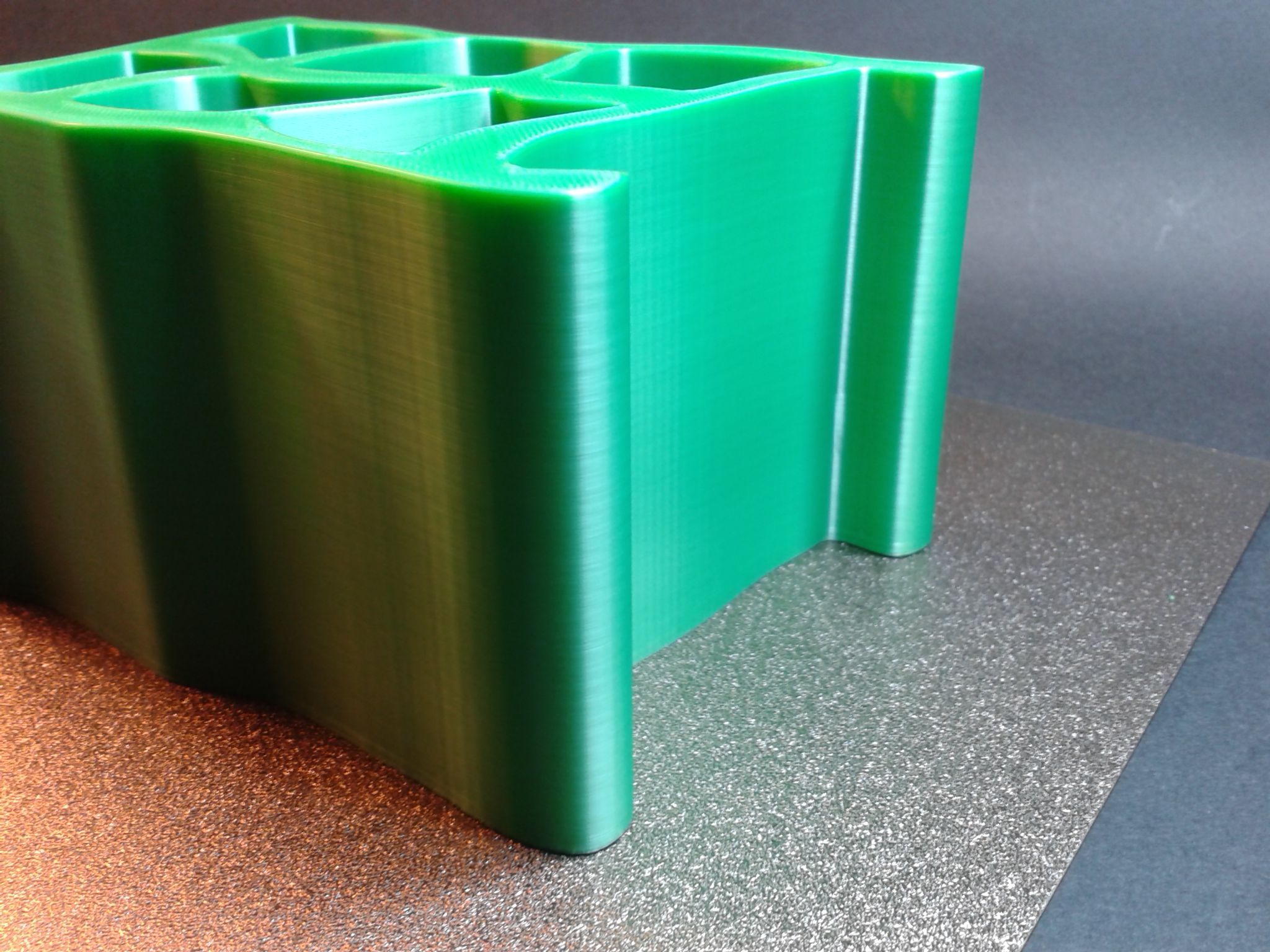
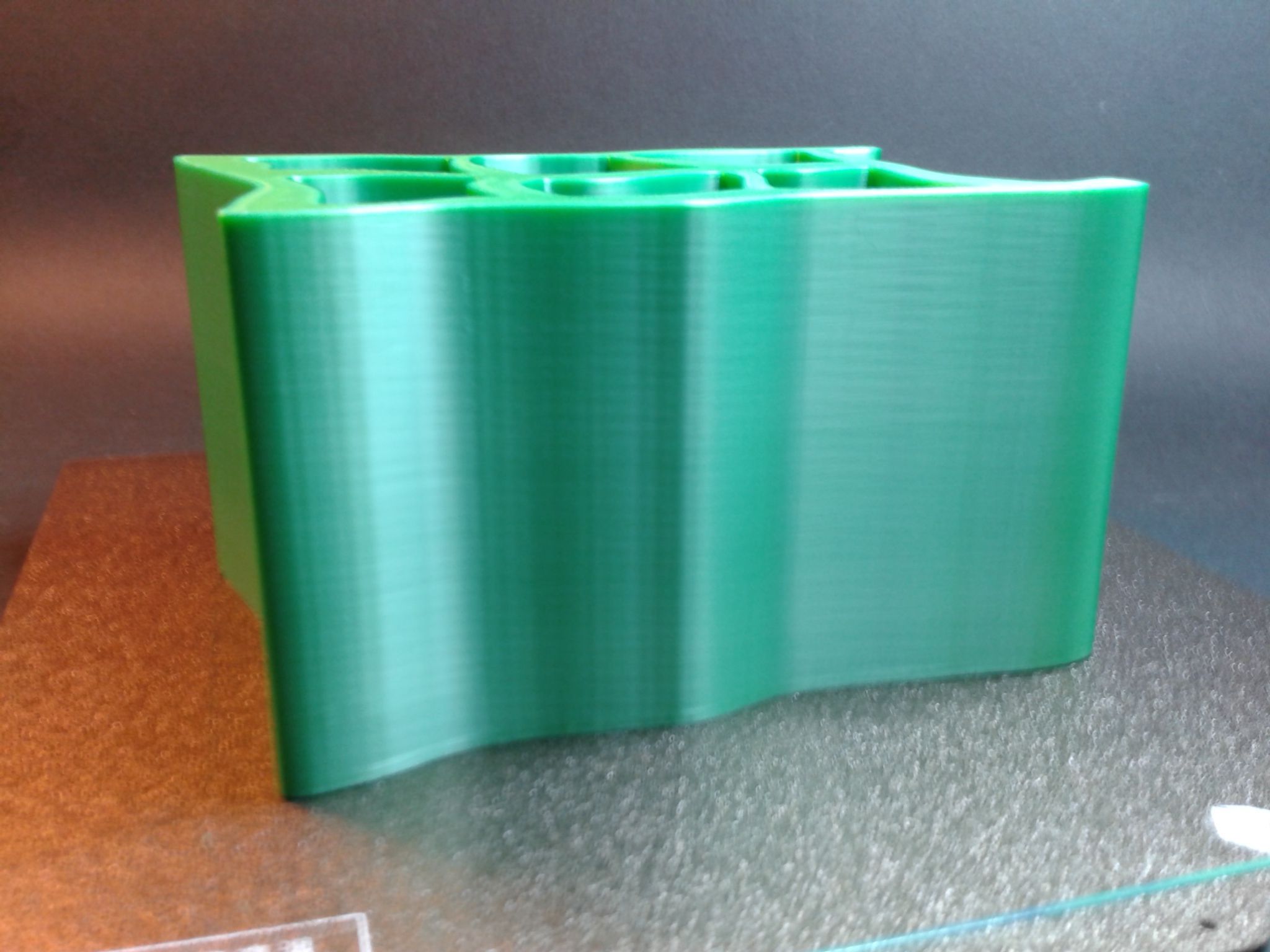
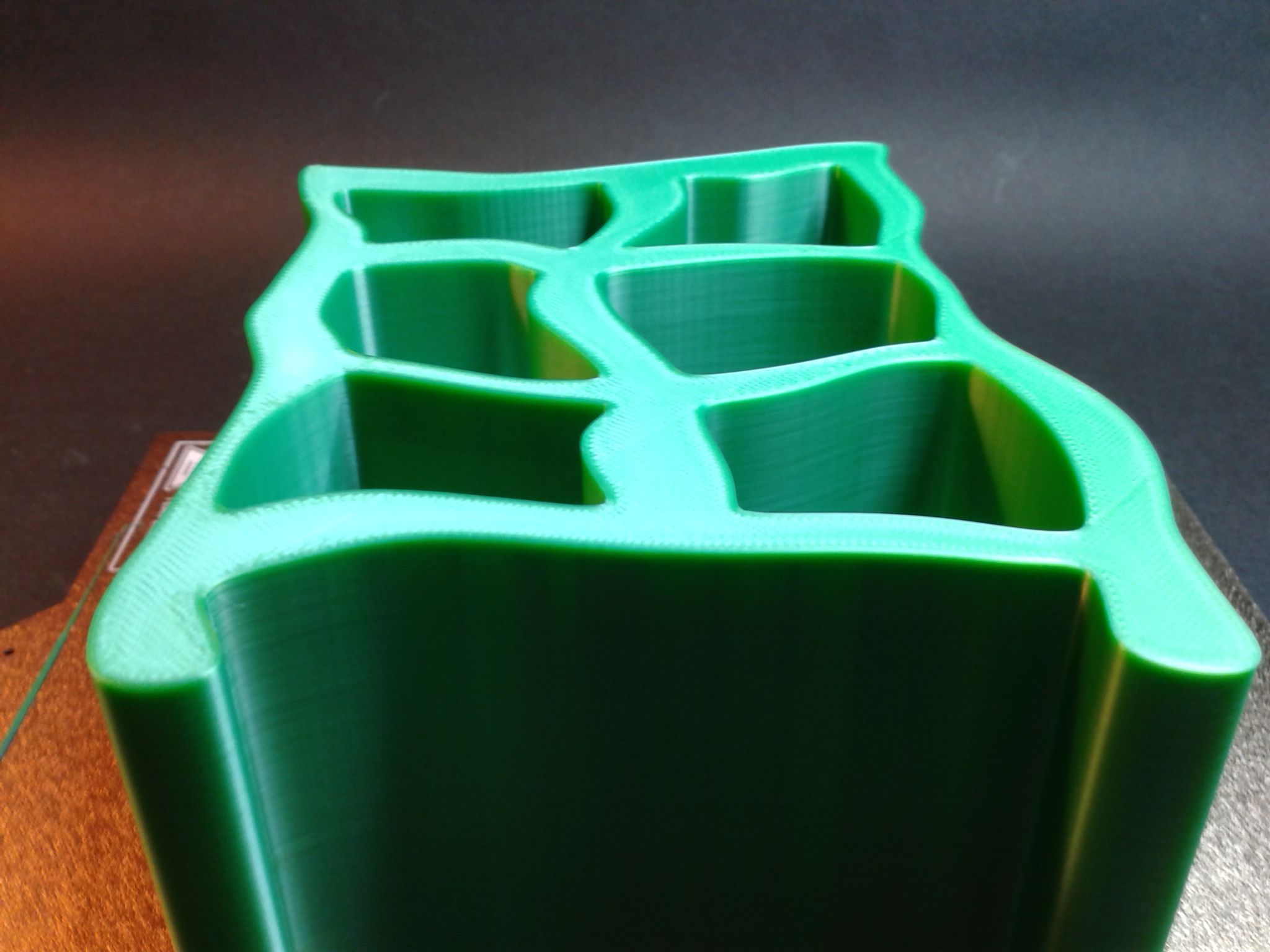
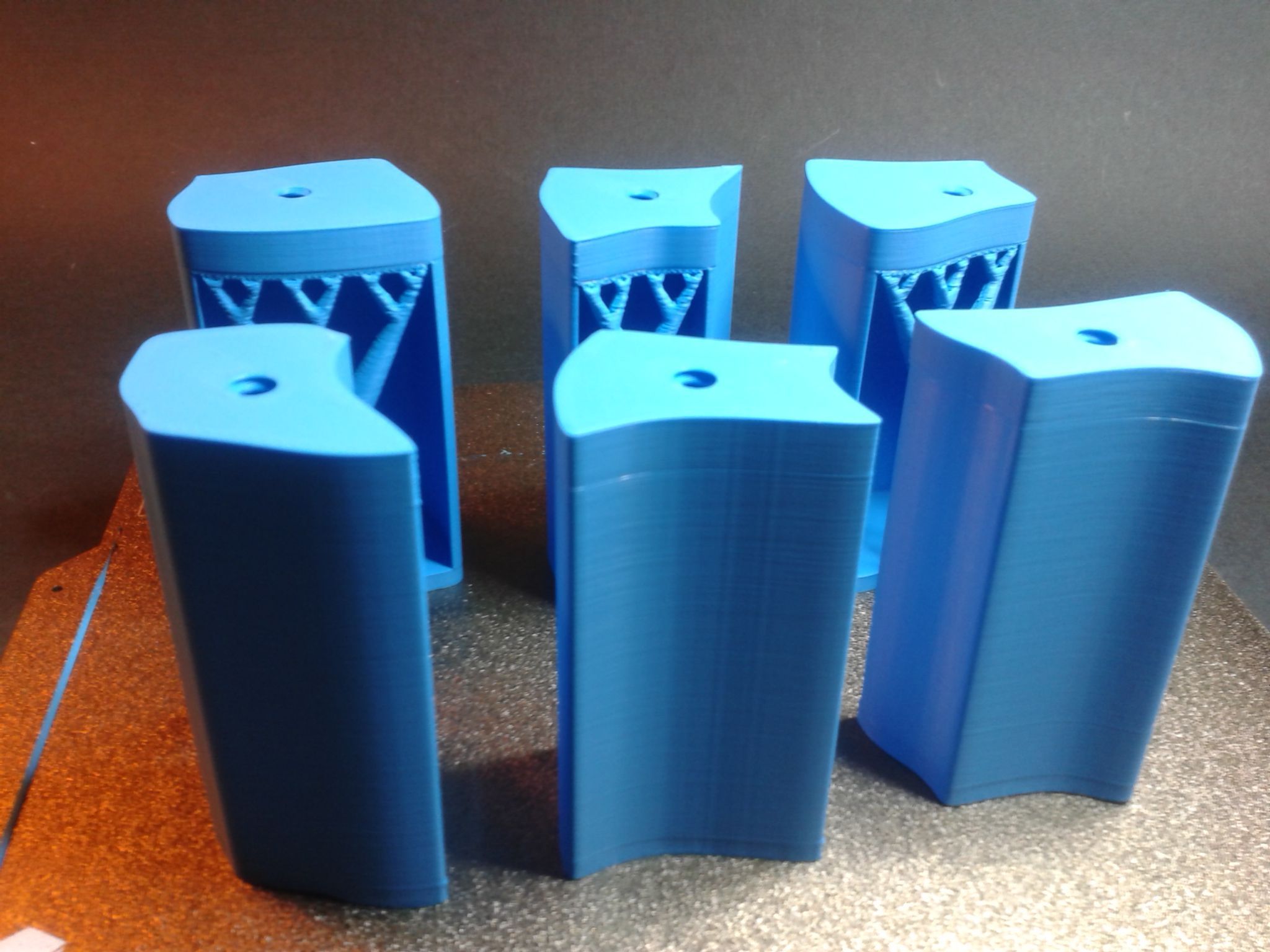
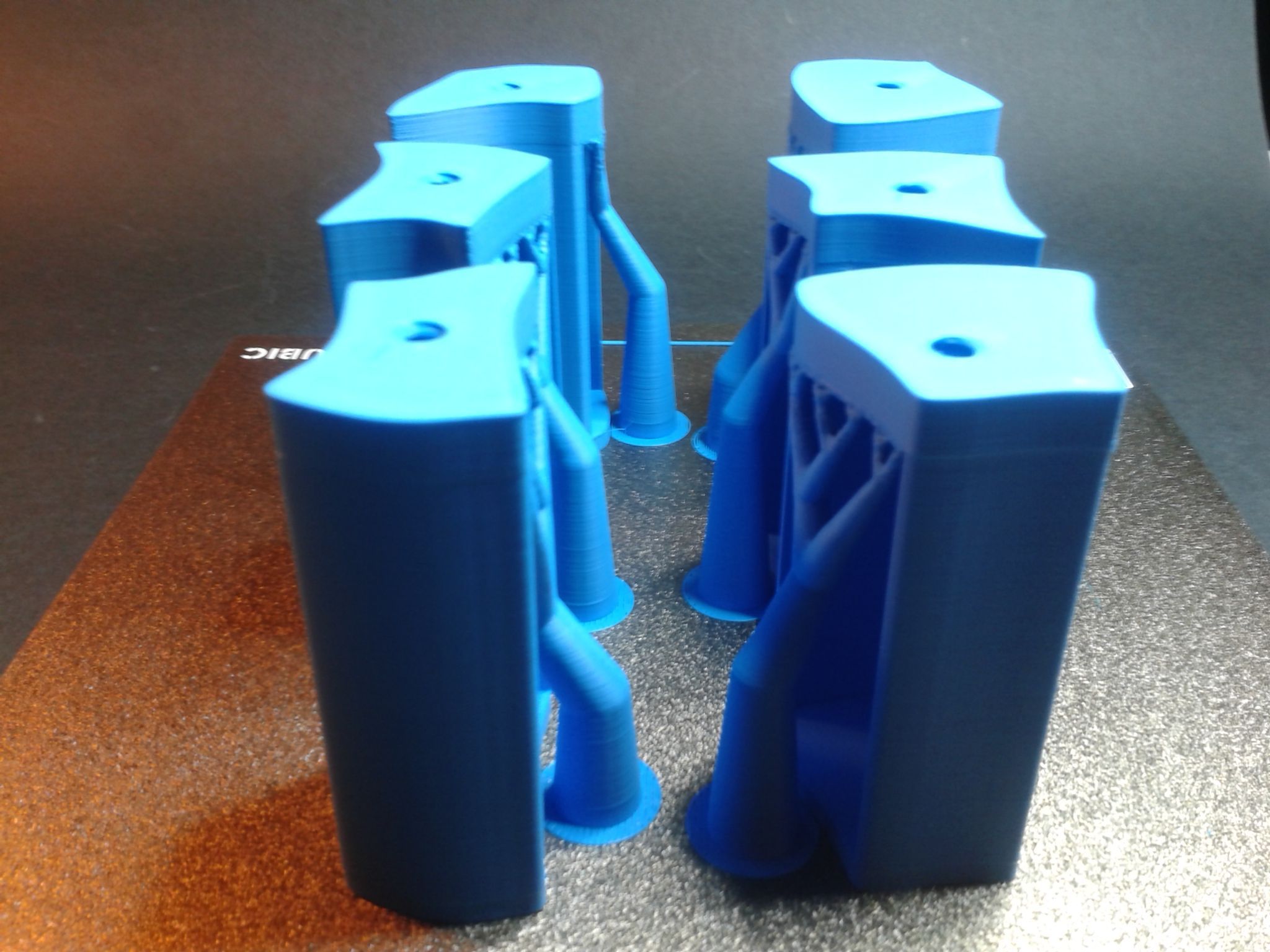
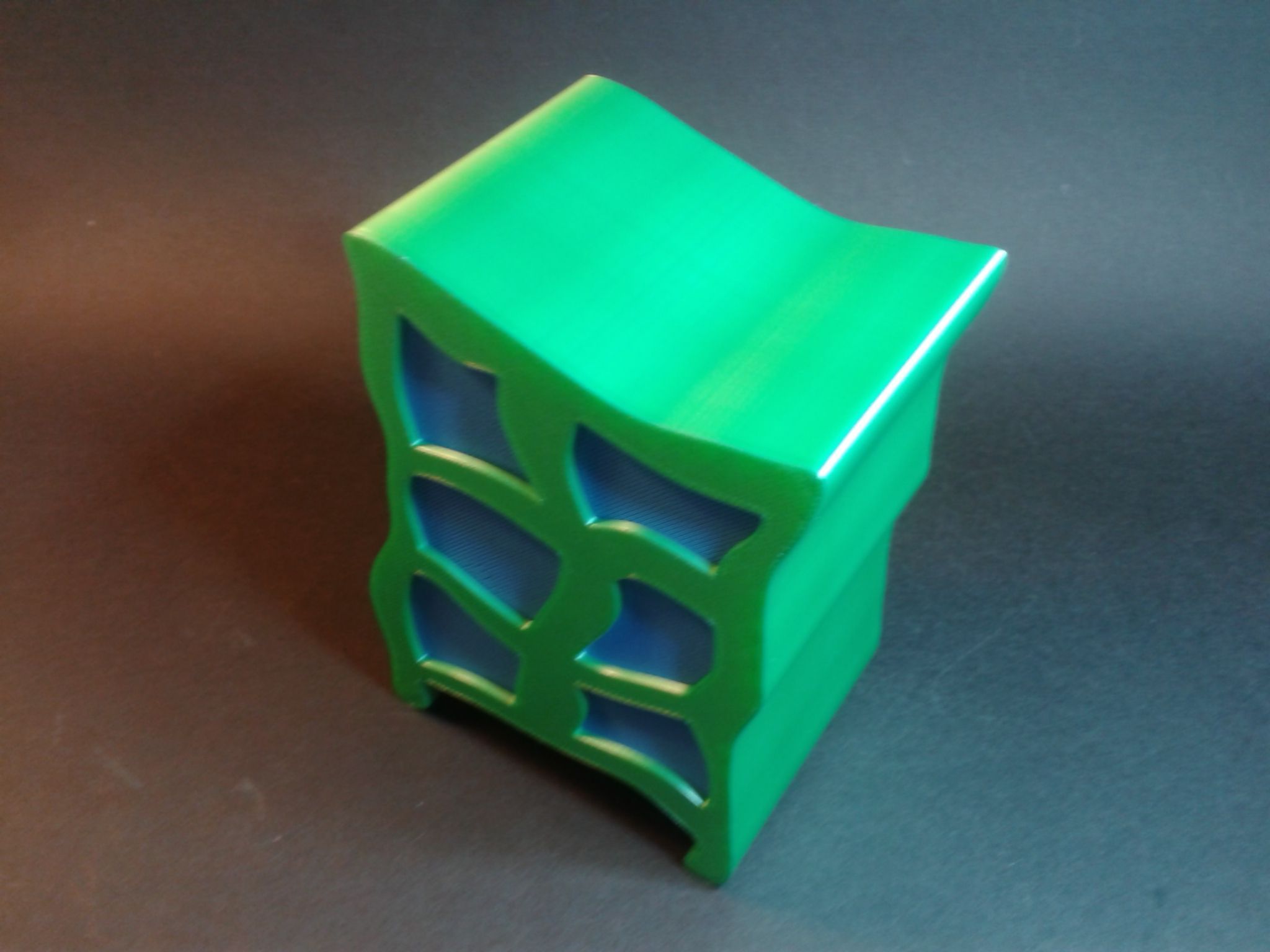
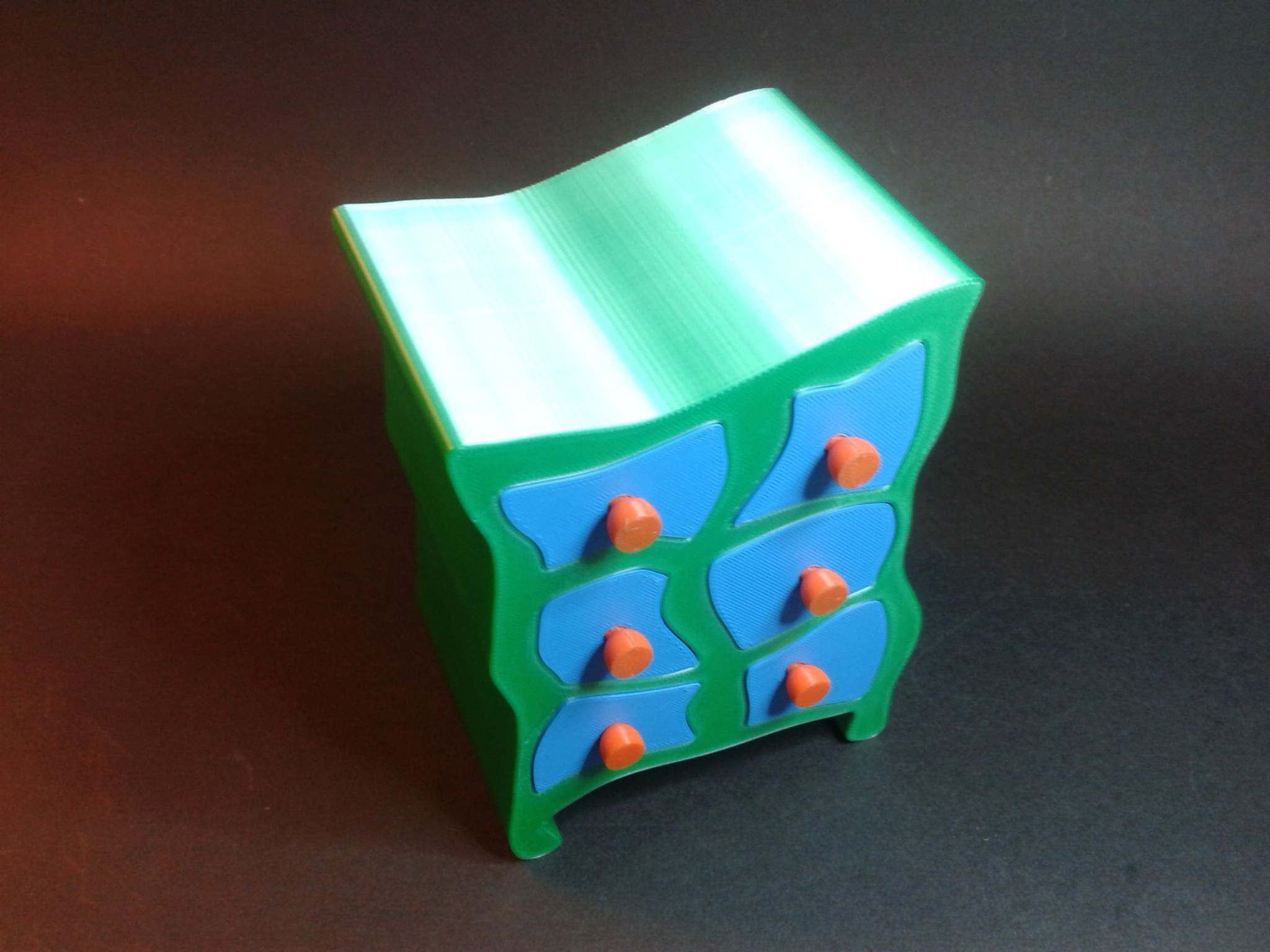
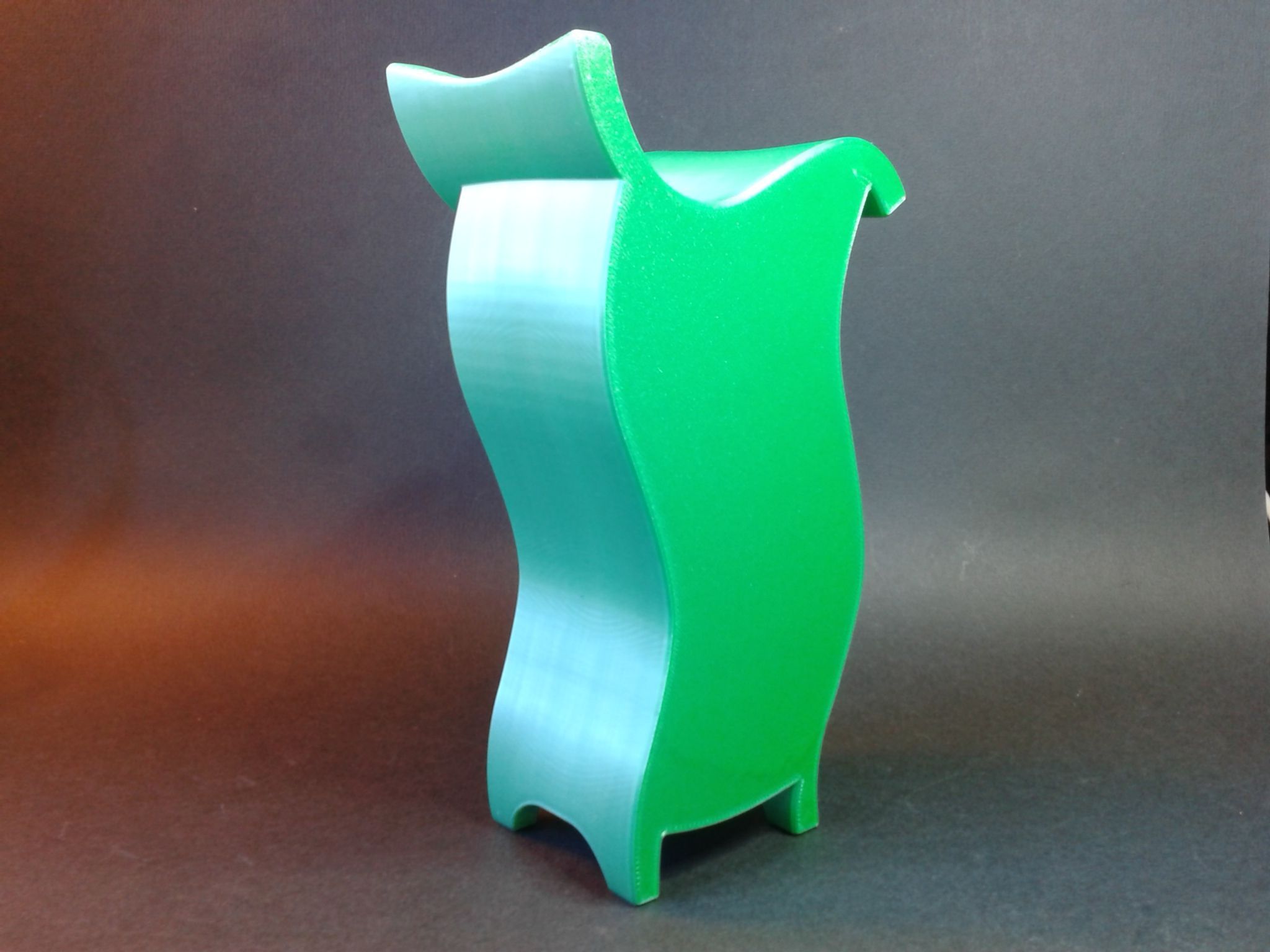
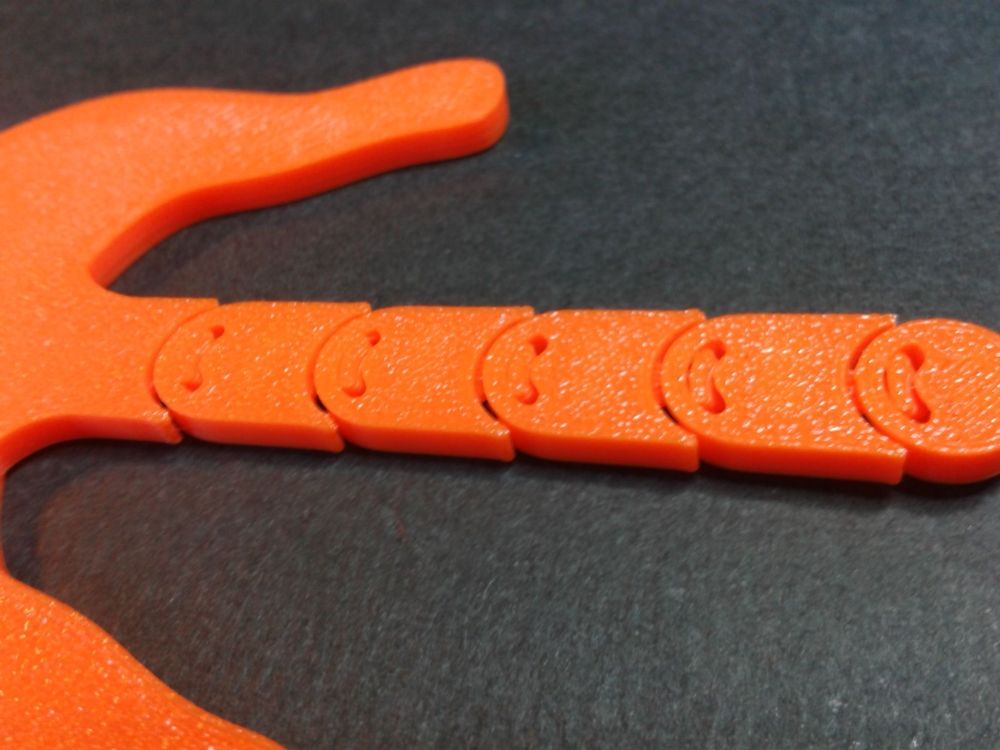
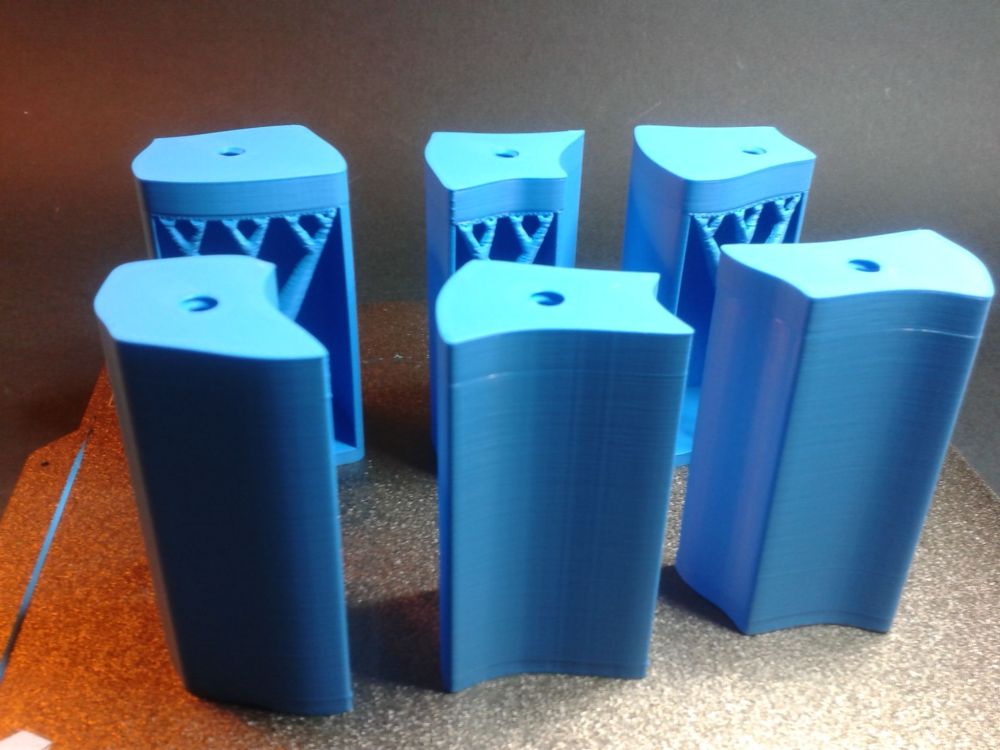
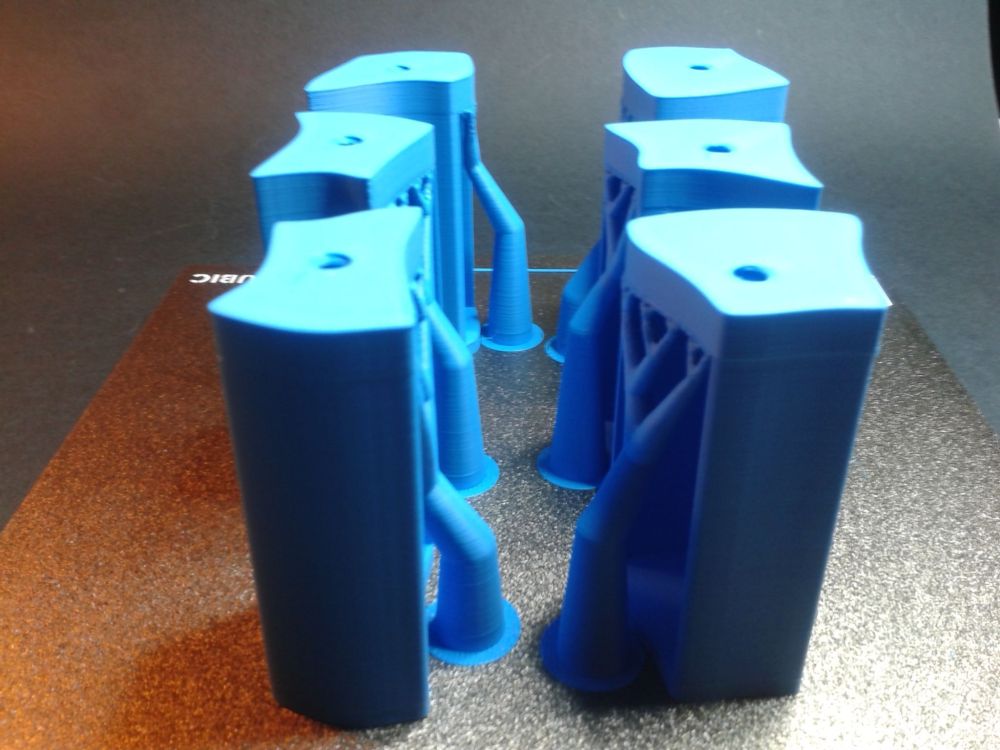
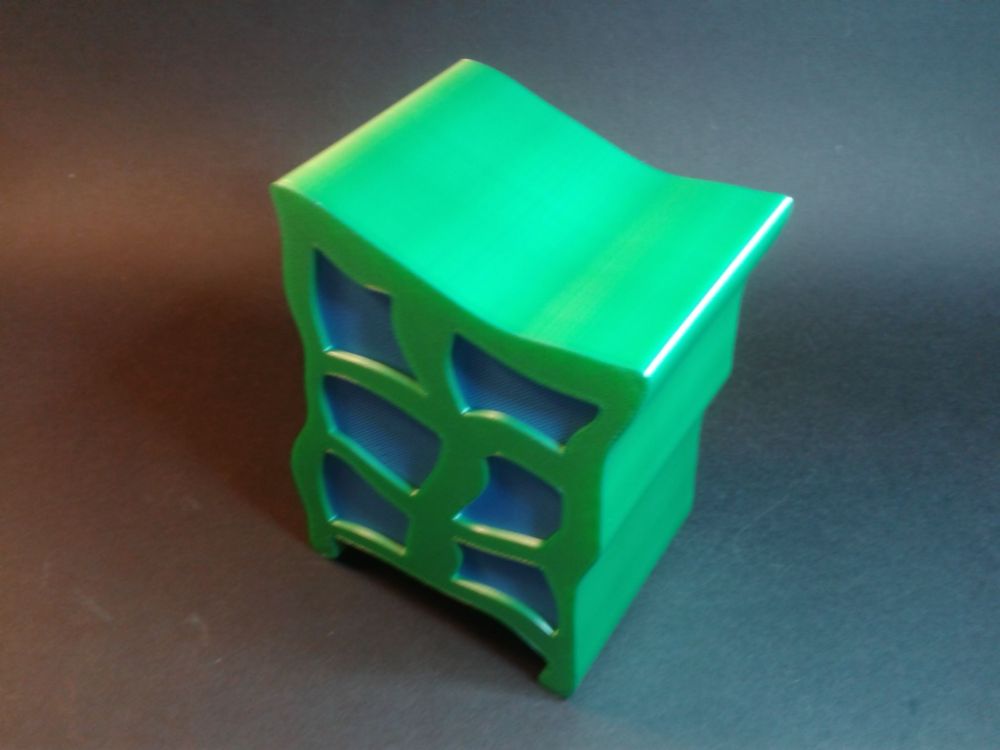
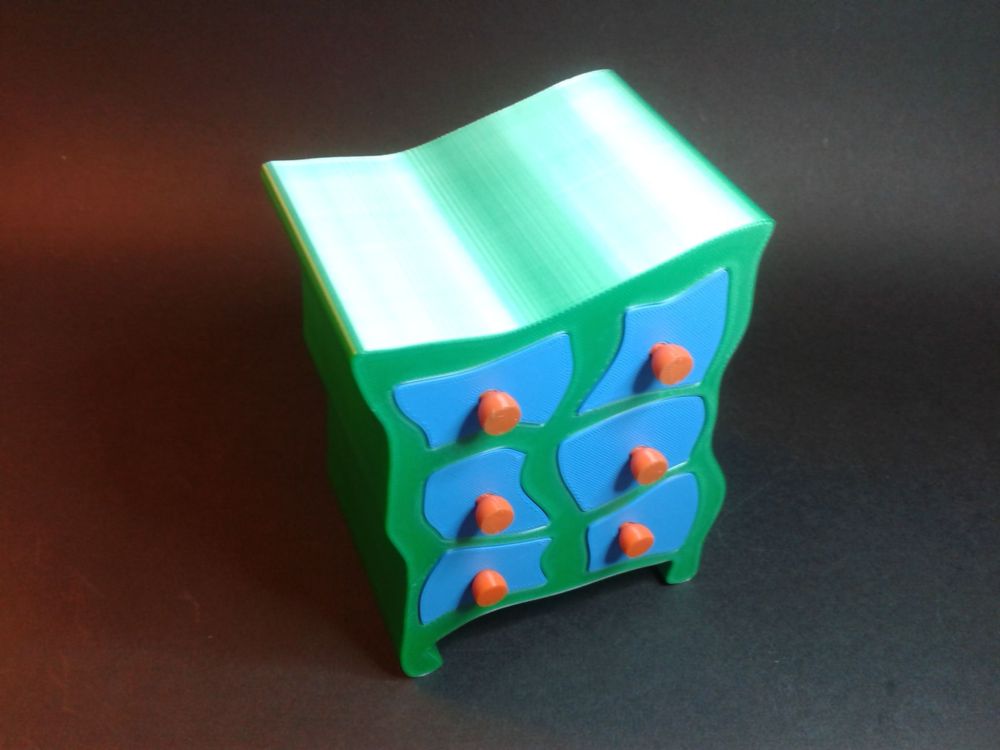
Autres impressions (Acte 3) Hatter’s Cabinet (Trinket / Jewelry Box) par voidbubble https://www.printables.com/fr/model/57165-hatters-cabinet-trinket-jewelry-box PLA Silk Vert ArianePlast PLA+ ciel 4043D ArianePlast PLA orange Eryone "Flex Cat" de "inhabitworks" https://www.crealitycloud.com/model-detail/651e71bec0dfd5aea2b64123 LongCat03504.stl, PLA orange Eryone J'ai eu besoin de sortir une petite lame pour délicatement travailler/découper certaine des articulations partiellement fusionnées sur la couche initiale. (Surement le Z-Offset à ajuster ou le fait d'avoir une surface d'impression texturée ...) Une version du logo de lesimprimantes3d.fr https://www.thingiverse.com/thing:6228500 Pour me permettre d'avoir l'équivalent d'un M600 (Changement de filament) J'ai manuellement divisé/édité le fichier d'impression généré, en 3 fichiers distincts. (où j'ai retravaillé les g-code de démarrage et les g-code de fin, quand il y avait besoin.) pour faire trois impressions a enchaîner, tout en laissant l'impression sur le plateau afin de la continuer (en gardant la chauffe du plateau pour ne pas que l'impression se décolle) et ainsi, me permettre de faire le changement de filament entre chaque impression. Avoir un firmware qui n'ignore pas les M600 c'est bien plus pratique que de faire comme j'ai fait... Filaments, PLA Noir Velleman, PLA Eco blanc ArianePlast, PLA orange Eryone.















 1 point
1 point -
@Alchimiste_M des liens pour t'aider, la Marine Nationale à commencer en 2018, https://www.meretmarine.com/fr/defense/une-imprimante-3d-a-bord-du-dixmude https://www.dl-additive.com/la-marine-nationale-sequipe-dune-imprimante-3d/ https://www.varmatin.com/marine/a-toulon-l-impression-3d-au-service-de-la-marine-nationale-852021 Et l'armée de terre aussi entre autre au Mali, mais plus d'actualité !! https://www.opex360.com/2023/02/26/avec-optimus-et-prime-limpression-3d-va-revolutionner-la-maintenance-des-materiels-de-larmee-de-terre/ Dans la Marine marchande, tu as un certain nombre de réservistes citoyens ou opérationnels qui pourrait t'aider à prendre contact avec les bonnes personnes.1 point
-
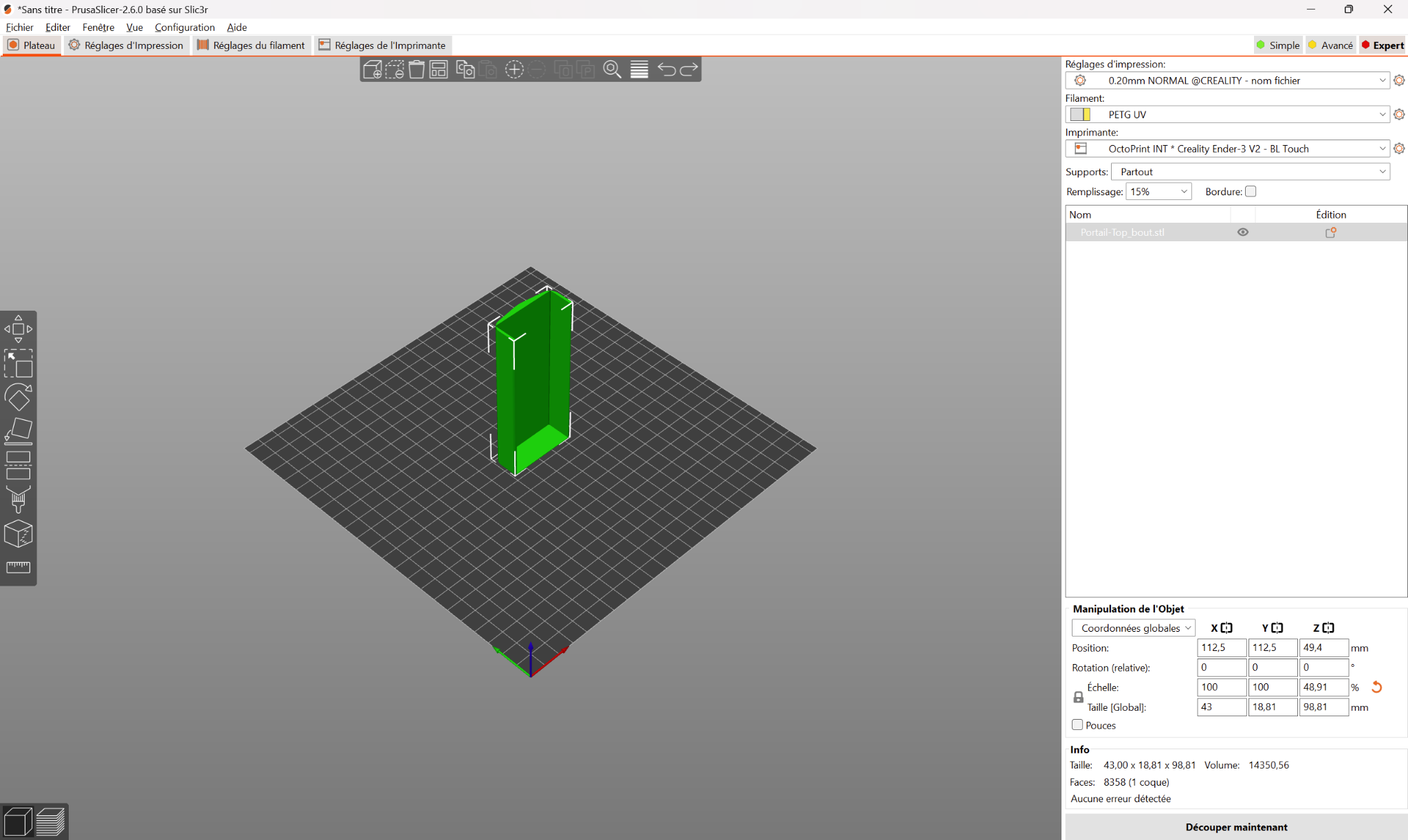
Tu utilises PrusaSlicer ? C'est marqué "based on Slic3r" partout pourtant. Sur le splash screen, dans la barre de titre, dans le "A propos"... Quand Prusa a décidé de partir sur Slic3r comme base pour son propre slicer, ils l'avaient appelé "Slic3r Prusa Edition" ou "Slic3r PE" pour les intimes. Après quelques années de développement ils ont fini par le renommer en PrusaSlicer pour être plus "user-friendly", mais ont toujours conservé la référence sur le programme d'origine. Ce qui est assez rigolo, c'est que si l'on compare PrusaSlicer d'aujourd'hui avec Slic3r des débuts, ont est même pas perdu, l'interface austère étant logiquement très ressemblante. Finalement j'ai envie de dire que les devs chez Prusa ont gardé en grande partie l'habillage du logiciel, et refondu pratiquement l'intégralité des algorithmes.
 1 point
1 point -
Oui c'est un truc possible. Exemple de petit tuto pour une Vertex Delta de Velleman https://whadda.com/vertex-penholder/ Tout le truc est de mettre un porte stylo et après de trouver le bon outil pour générer les fichier "d'impression" ... genre https://github.com/MarginallyClever/Makelangelo-software ou autre ... mais sinon il y a les drawbot et polargraphe1 point
-
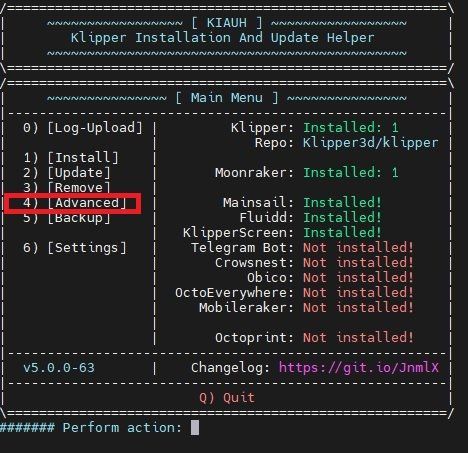
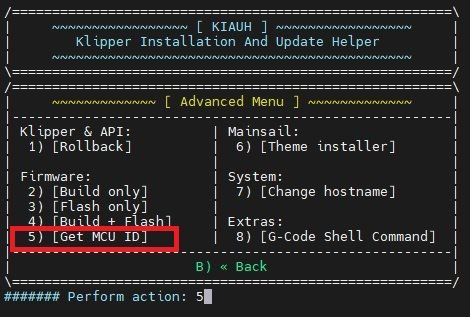
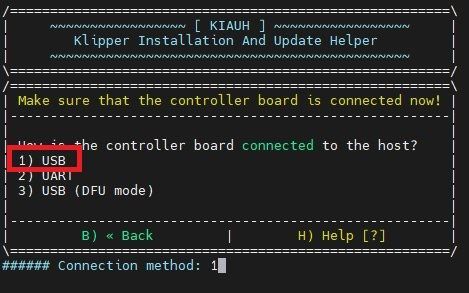
Tu utilises Ubuntu comme OS (présupposé après relecture). Via la ligne de commande (shell), tu peux chercher le périphérique série sur lequel est connecté l'imprimante : ls /dev/serial/by-id/* Ce qui devrait te retourner une ligne du genre : /dev/serial/by-id/usb-Klipper_stm32f407xx_53004B001450335330373020-if00 C'est cette «valeur» qu'il faut ajouter au paramètre «serial:» de la section [mcu] du fichier printer.cfg Enregistre, redémarre Klipper, normalement la connexion devrait s'établir (si la carte contrôleur a bien été flashée avec le firmware Klipper), ton interface Web (Fluidd / Mainsail) est alors pleinement fonctionnelle pour piloter l'imprimante. Autre possibilité: KIAUH permet aussi de trouver le port série servant à la communication PC/Imprimante : Option 4 [advanced] Option 5 [Get MCU ID] La connexion étant normalement en USB, tu sélectionnes l'option 1 Résultat (ma Qidi X-Max 3, utilise l'USB pour communiquer avec la carte fille de la tête d'impression, la carte principale communique, elle en UART ( /dev/ttyS0)) : Par contre KIAUH ne retourne que le paramètre «brut». Pour l'utiliser il faut ajouter le chemin complet ( /dev/serial/by-id/ ) au paramètre «serial:» de la section [mcu] du fichier printer.cfg.
 1 point
1 point -
1 point
-
Bonjour, Dans configuration.h, tu définis : #define X_BED_SIZE xxx et #define Y_BED_SIZE yyy1 point
-
si elle n'a que 8 mois demande au SAV Artillery une care mère neuve1 point
-
méthode simple mais efficace : 1 prendre un tournevis plat qui rentre en force ou légèrement plus grand que le trou de la buse (si pas de tournevis une clés Allen) , 2 faire chauffer la tête sa température maximale, 3 une fois à température insérer le tournevis (ou clés) et dévisser... j'ai une préférence pour le tournevis car le faisant bouger on arrive à créé une légère fente dans le laiton.1 point
-
Impressionnant le casque !1 point
-
Tu peux utiliser un extracteur :https://www.amazon.fr/BGS-technic-6780-forets-nitrite/dp/B087DDXVGP/ref=sr_1_11?crid=FCP6AY3O9CSH&keywords=extracteur+de+vis&qid=1696703583&refinements=p_72%3A437873031&rnid=437872031&sprefix=extracteur%2Caps%2C95&sr=8-11 Attention, il faut bien chauffer la tête et ne pas y aller comme un bourrin. Tu peux aussi refaire le filetage après l'extraction, ça permet très souvent de sauver la tête. https://www.amazon.fr/QISF-Tarauds-Métrique-filières-réversible/dp/B07CPGY5HW/ref=sr_1_7?crid=256G61TYNHCQG&keywords=tarauds+et+filières&qid=1696703928&refinements=p_72%3A437873031&rnid=437872031&sprefix=filliere%2Caps%2C124&sr=8-71 point
-
Merci pour cette information. Effectivement, je n'ai pas trouvé de case à cocher et je n'ai pas eu ce problème avec des anciennes versions de Cura. La raison que je ne voulais pas que le chauffage se coupe est surtout pour avoir le temps de retirer le filament à la fin sans avoir besoin de rechauffer la buse. J'éteins jamais l'imprimante avant que la temperature de la buse descend en dessous de 30deg.1 point
-
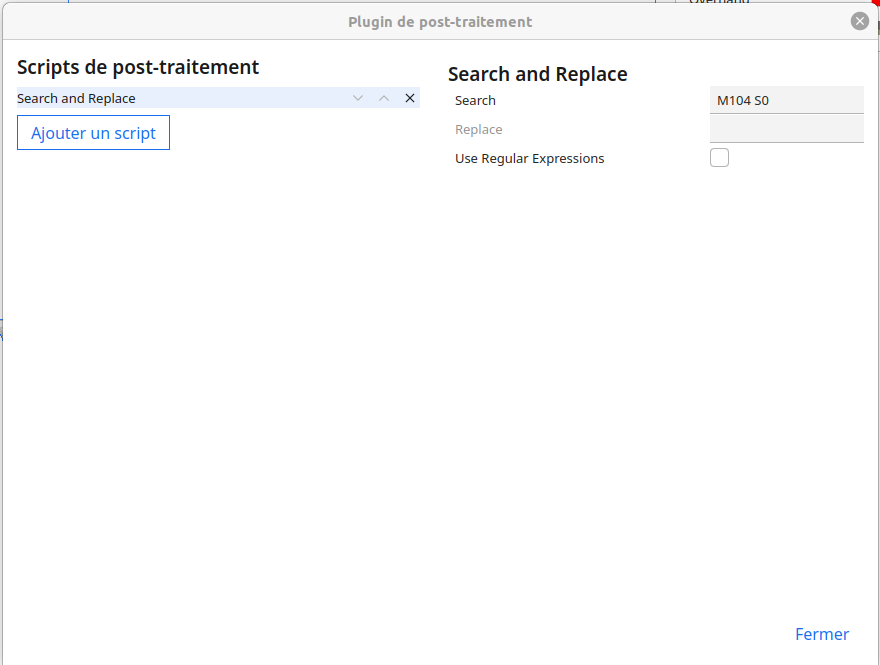
Salutation ! Ultimaker Cura ajoute automatiquement certaine instructions. Et quand l'on ne trouve pas une case a cocher, ou a décocher, dans les paramètre ou les préférence ( profil imprimante et/ou qualité d'impression ) pour empêcher cela, alors une technique est de faire un script de post traitement "Search and Replace" pour remplacer un texte par un autre, dans ton cas, par exemple, remplacer "M104 S0" par "" ( une chaîne de texte vide/rien) ( éventuellement en activant le "Use Regular Expression" et avec la bonne expression régulière quand l'on cherche a remplacer un texte qui change). Et bien identifier que l'icone avec la petit bulle rouge avec un compteur, veux dire qu'il y a ,dans cette exemple, un, script de post-traitement appliqué lors de l'enregistrement du tranchage Edit > Aussi, attention, bien noter que d’éteindre une imprimante alors que la buse est encore au dessus de 50°C, fait que la ventilation de refroidissement du heatbreak est coupé et donc la chaleur risque de remonter dans le heatbreak, le filament peut y fondre, si déformer et donc au final te retrouver avec un blocage due a un bouchon de filament dans le heatbreak pour le prochain print... Donc penser à couper le chauffe de la buse est attendre avant d’éteindre la machine si tu laisse la buse en chauffe a la fin d'un print.
 1 point
1 point -
C’est bon tout fonctionne. j’arrive a imprimer donc je ne touche plus a rien j’ai commandér des plot en silicone mais je pense laisser comme ça tant que cela fonctionne car le mieux est souvent l’ennemi du bien et j’ai peur de tout deregler. merci encore!1 point
-
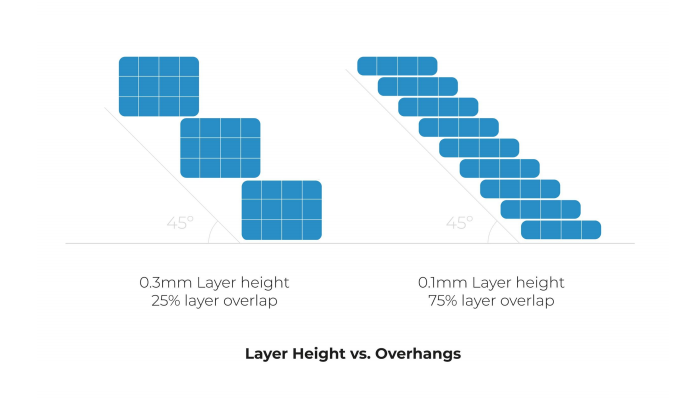
Salutation ! Quand il y a un porte-a-faux, qui rate, il faut vérifier que tu a bien coché "imprimer les parois interne avant le parois externe ( si je me suis pas trompé dans le nom du paramètre ... ) et habituellement, c'est la hauteur de couche qu'il faut diminuer. Plus on tranche fin (hauteur de couche de par exemple 0.1mm au lieu de 0.2mm et comme la largeur de ligne reste la même), plus ,un boudin de filament extrudé en porte-a-faux ,est supporté par la couche qui le précédé et donc a moins tendance a s’affaisser. ( Voir aussi les paramètres de l'option "hauteur de couches variable" sous Ultimaker Cura ) source image https://support.bcn3d.com/knowledge/improve-overhangs
 1 point
1 point -
Merci beaucoup, pour les photos c'est avec le smartphone xD et la pièce est dans une petite lightbox que j'ai du prendre pour 30€ sur amazon1 point
-
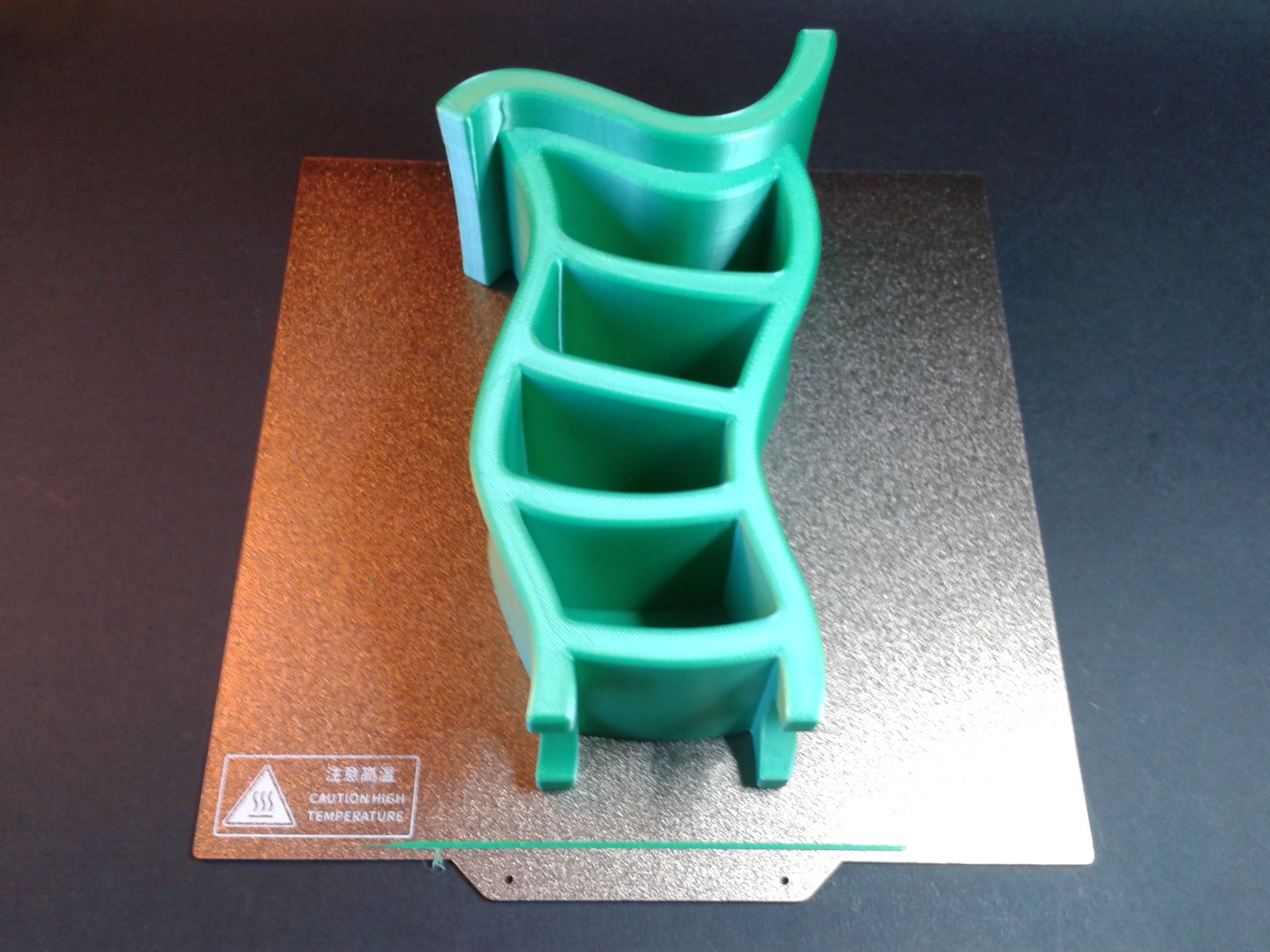
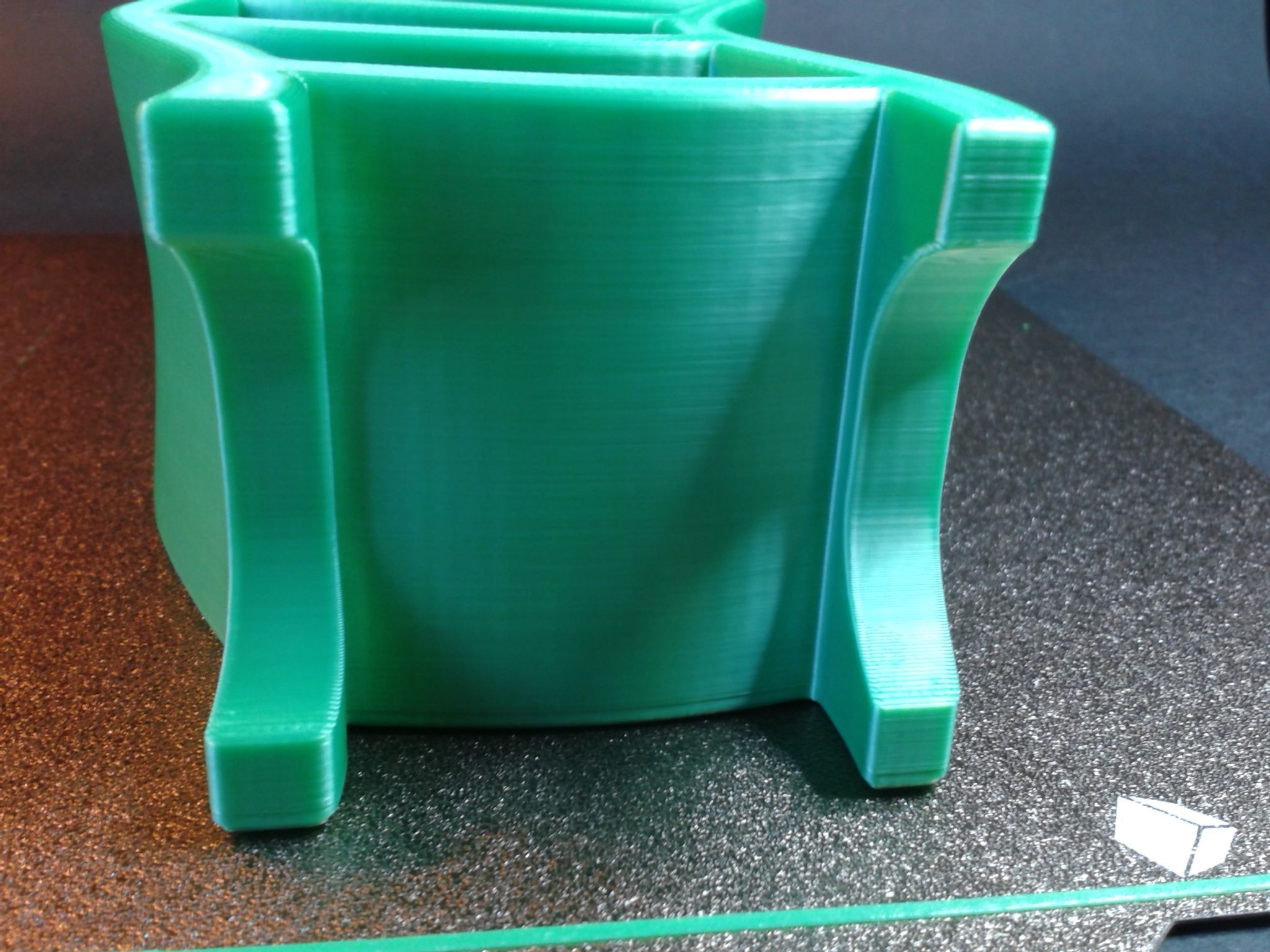
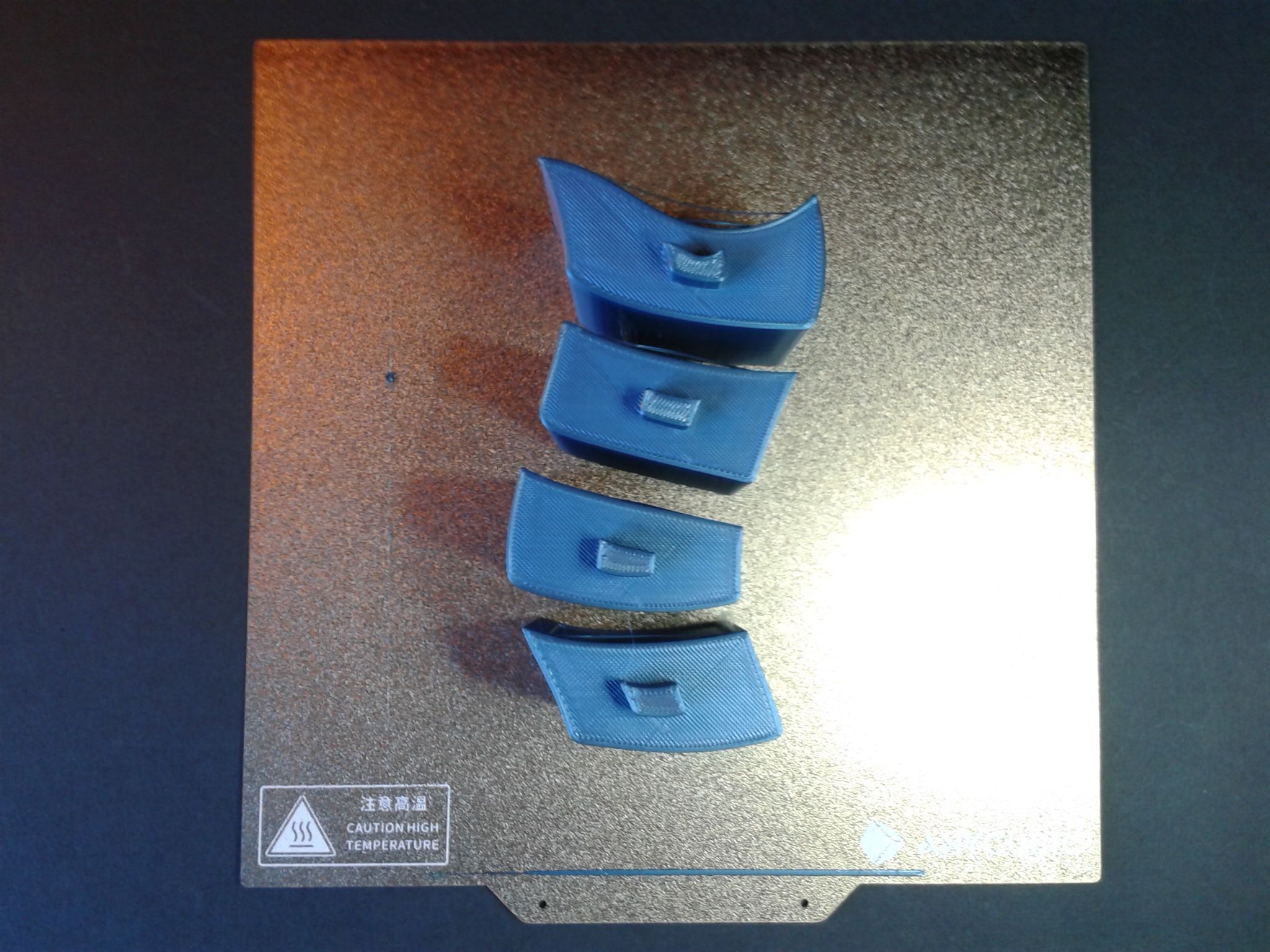
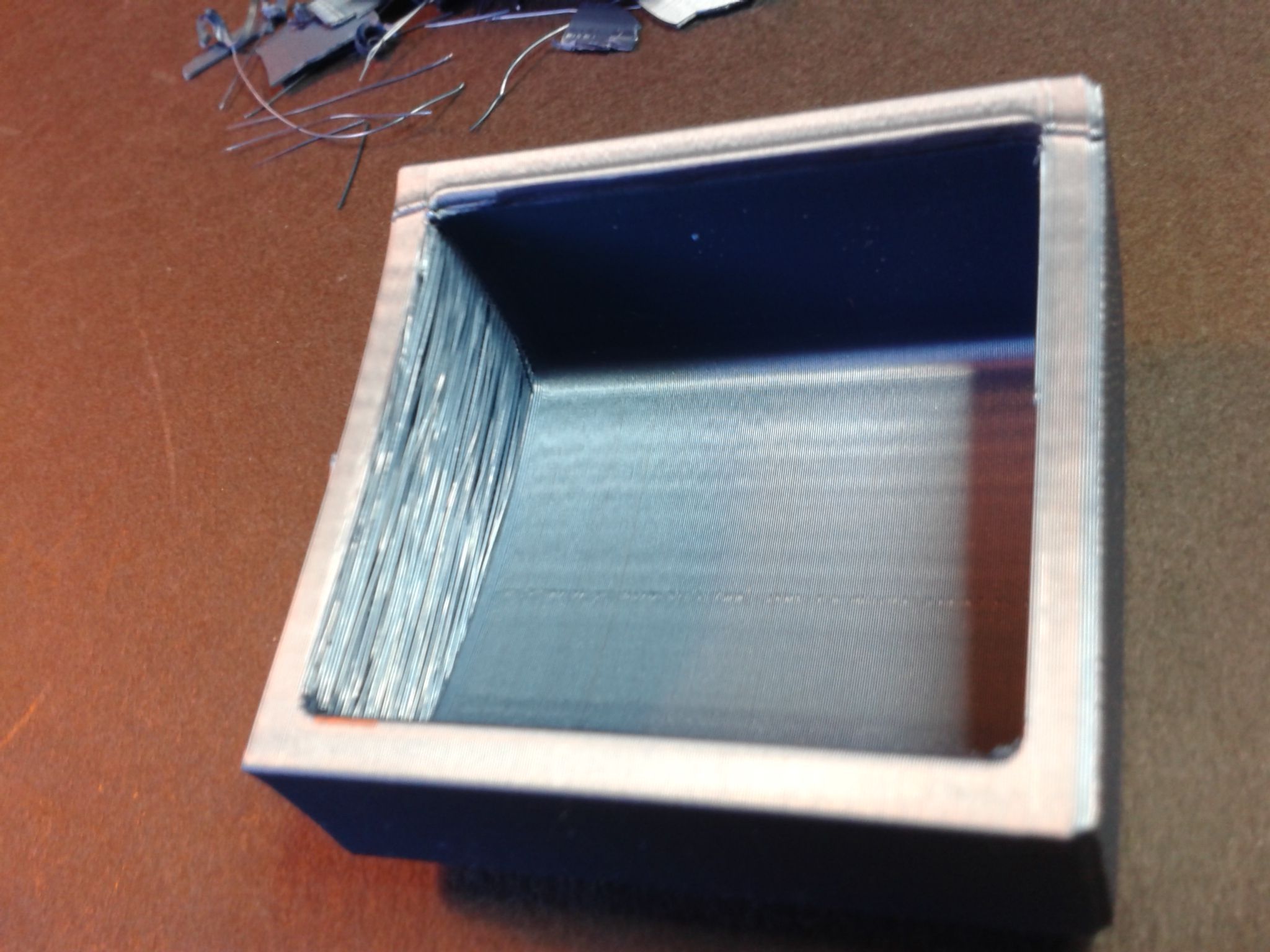
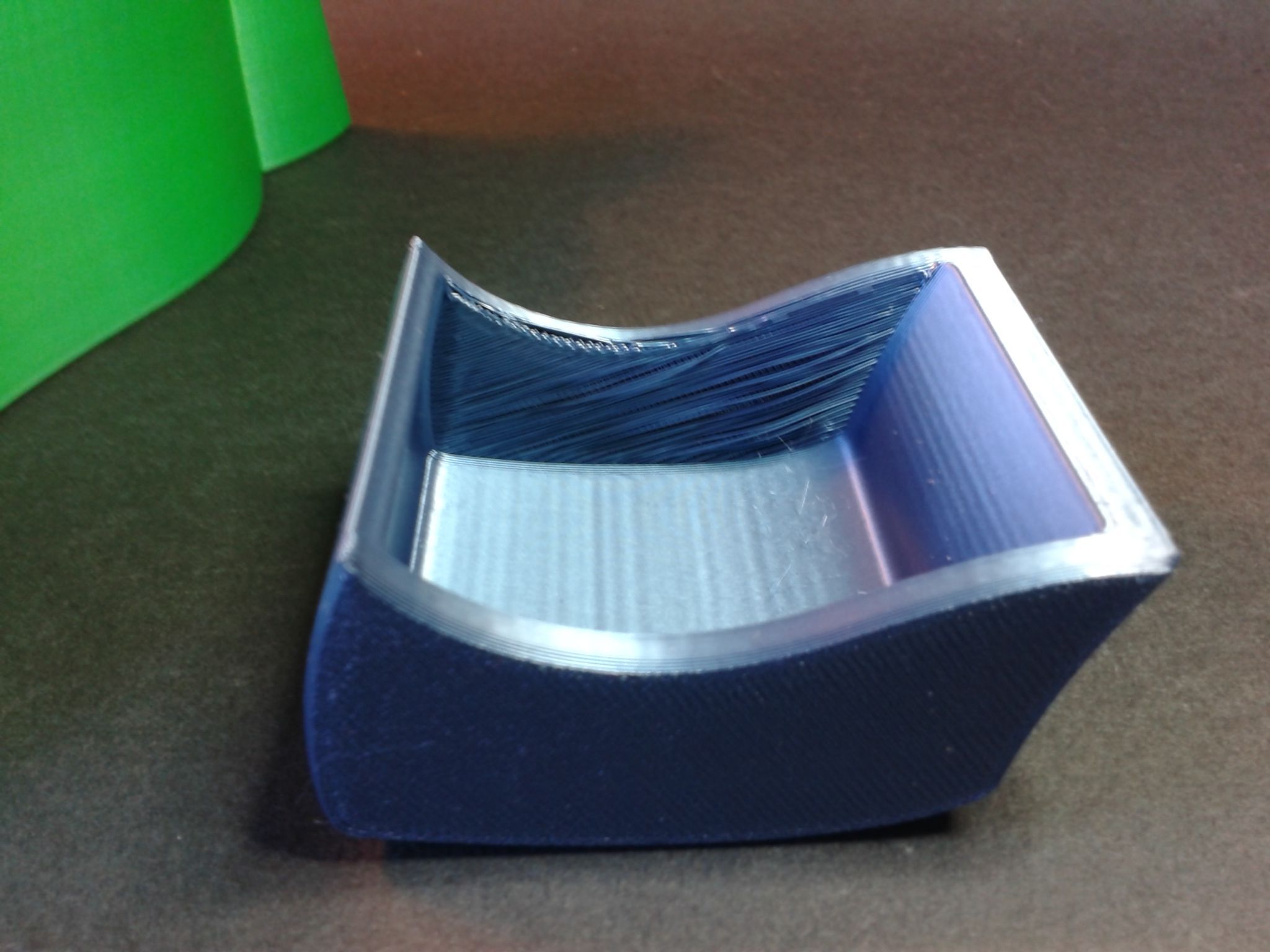
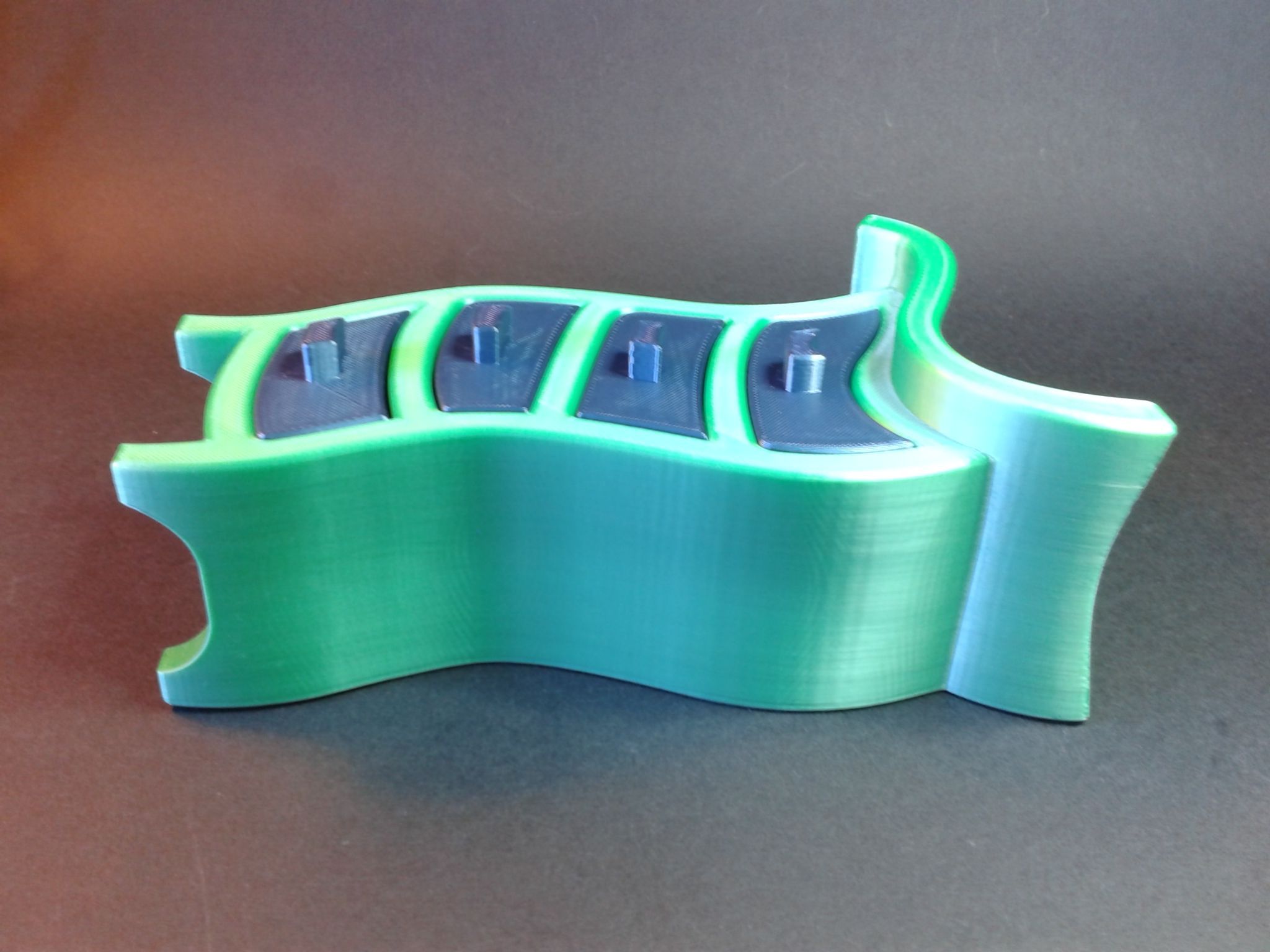
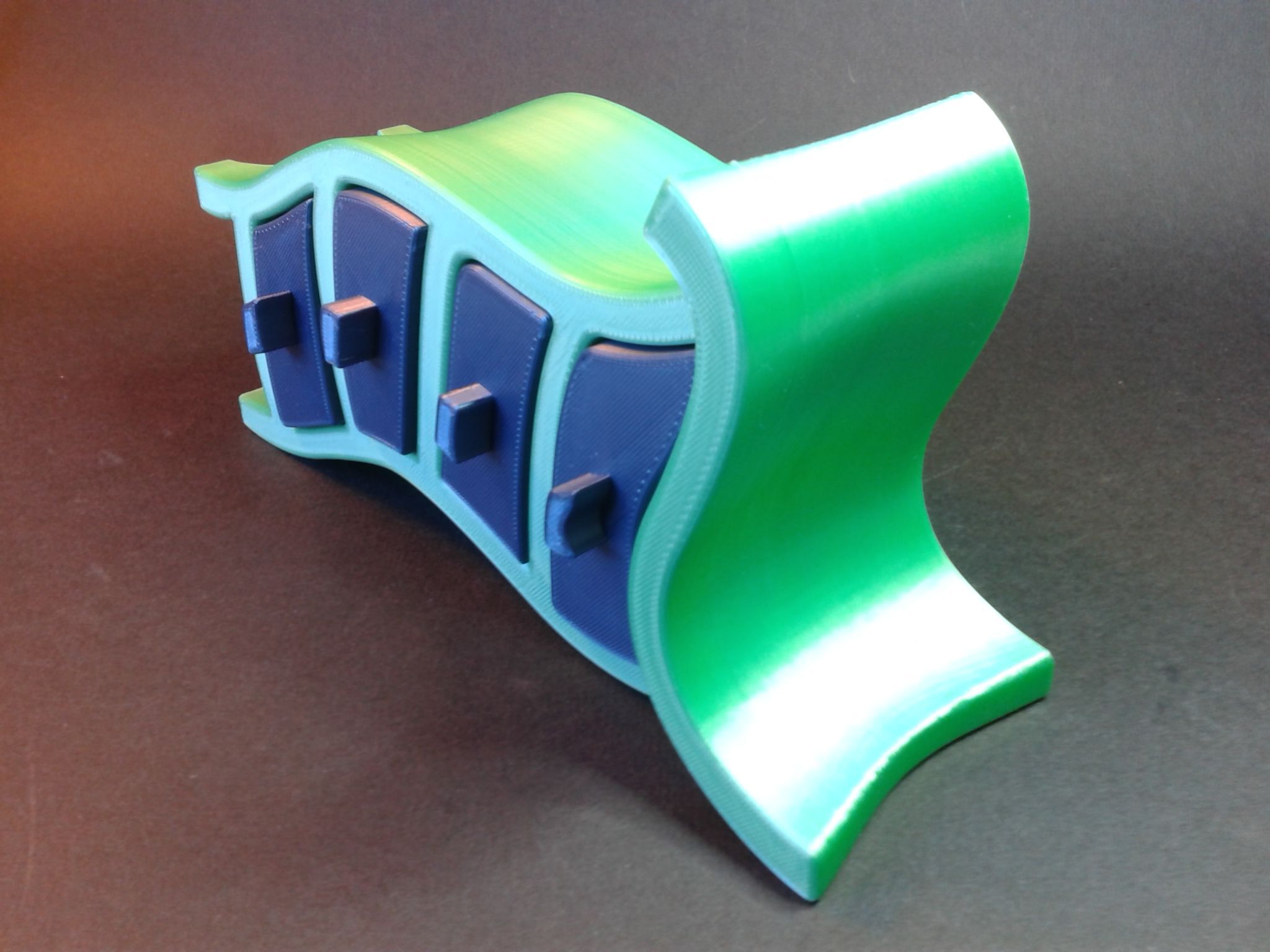
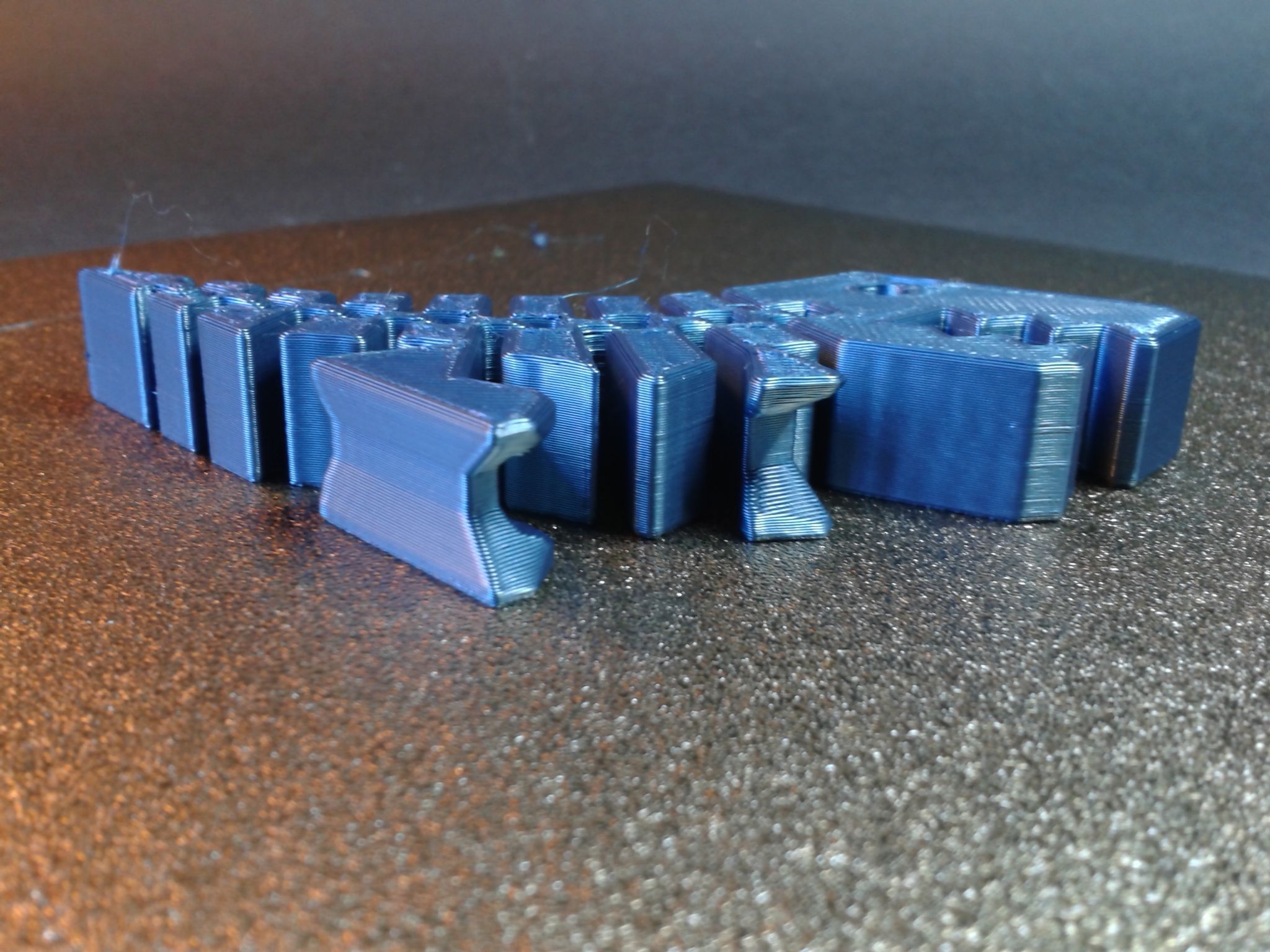
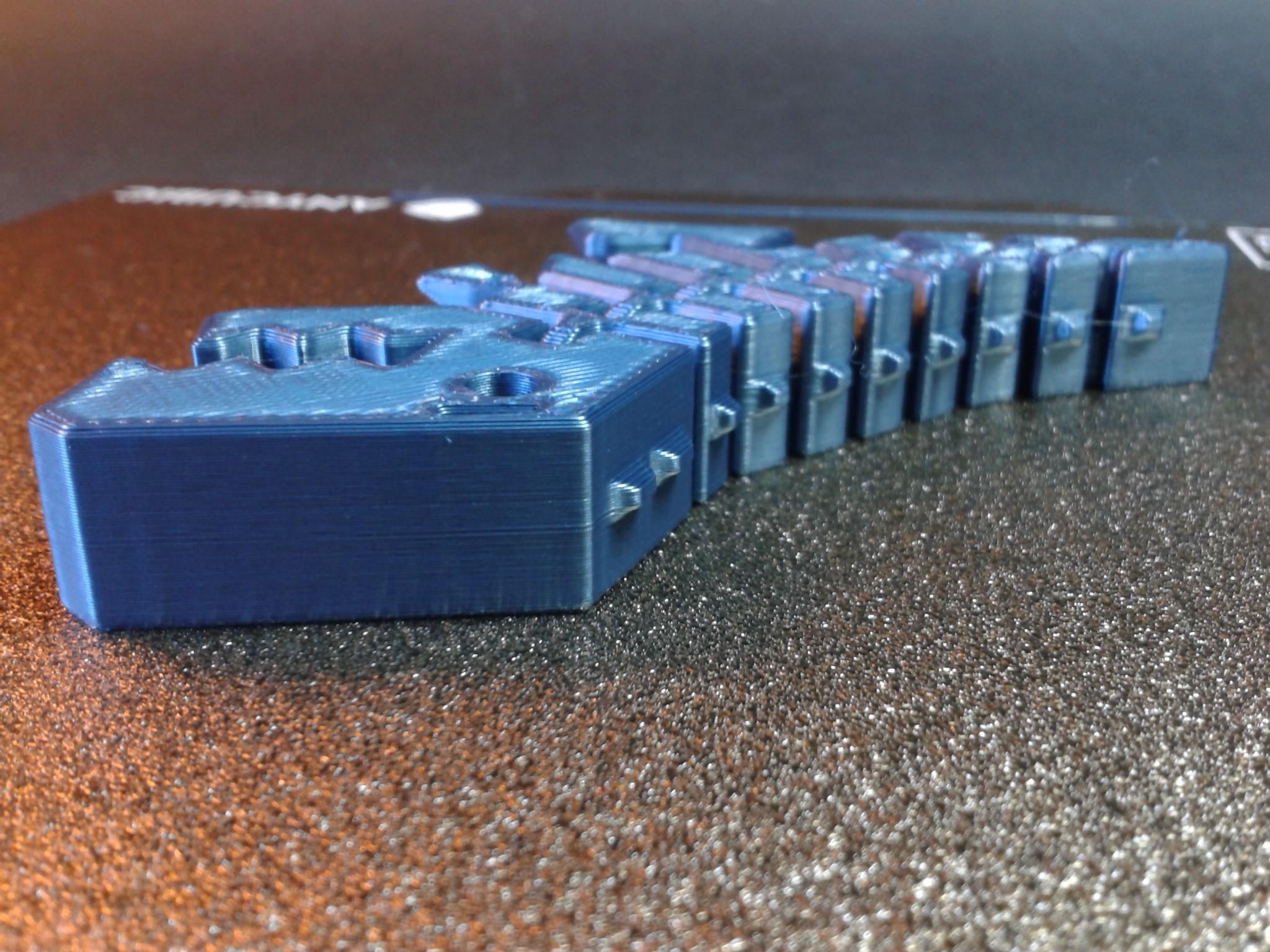
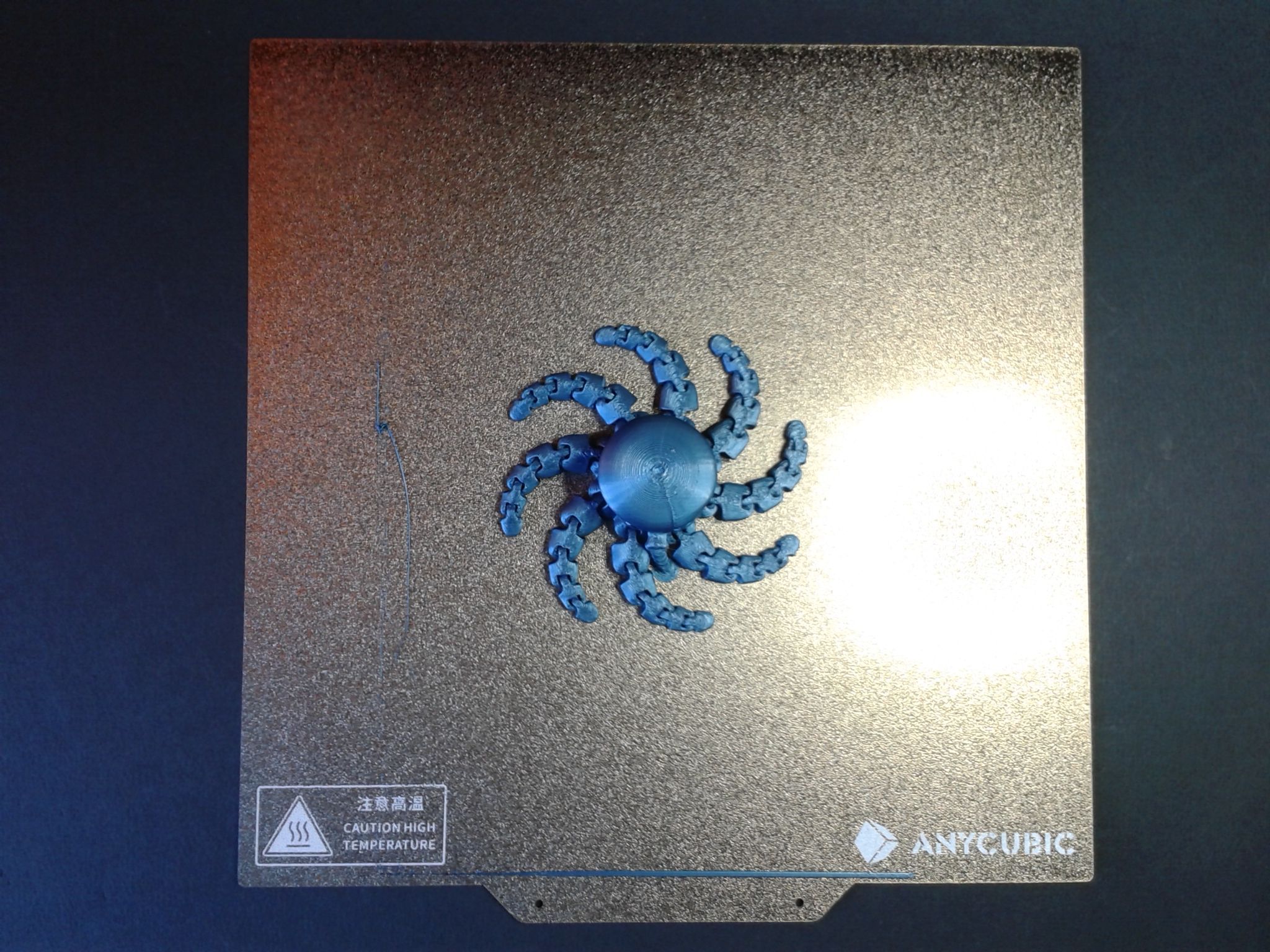
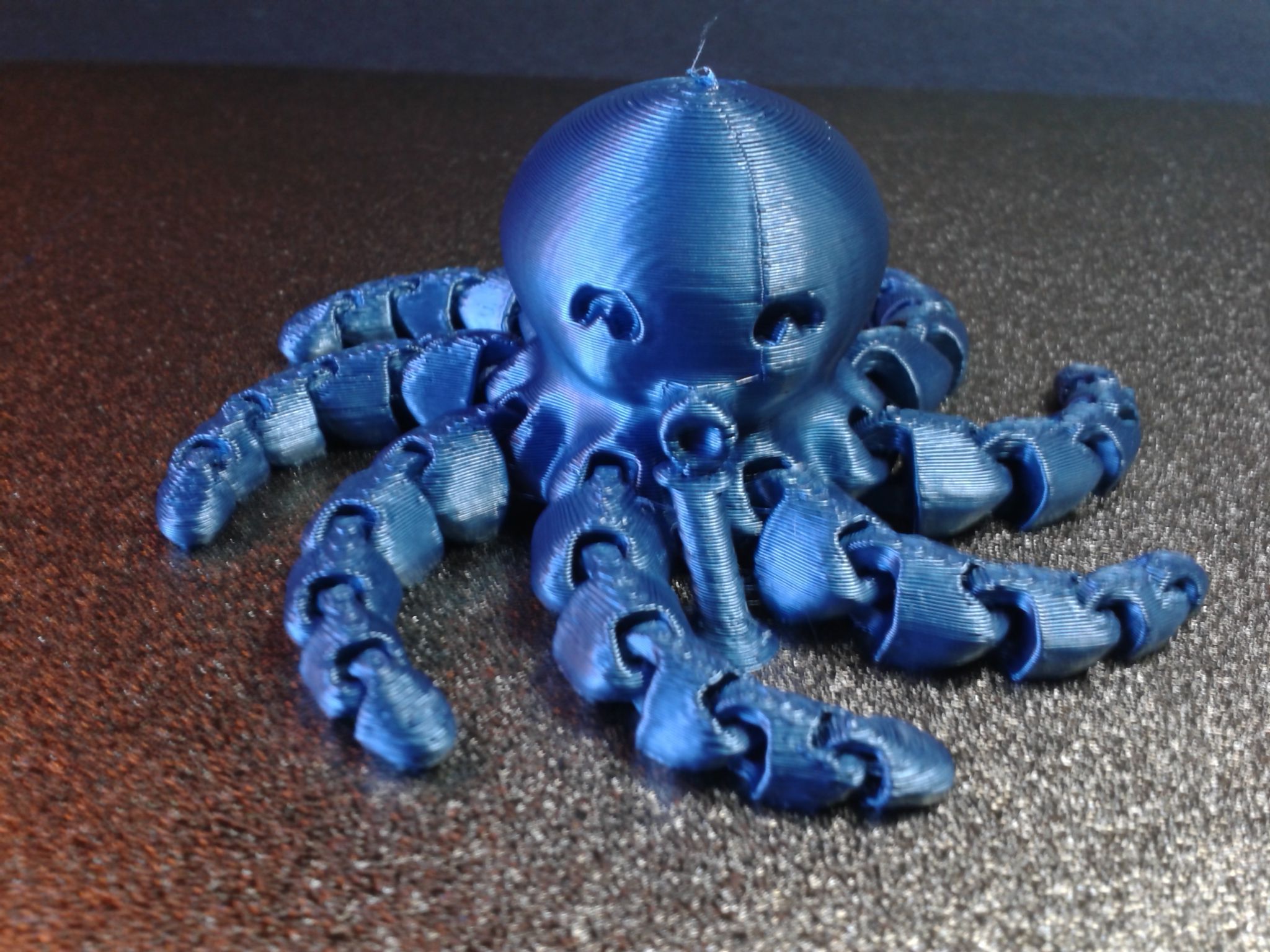
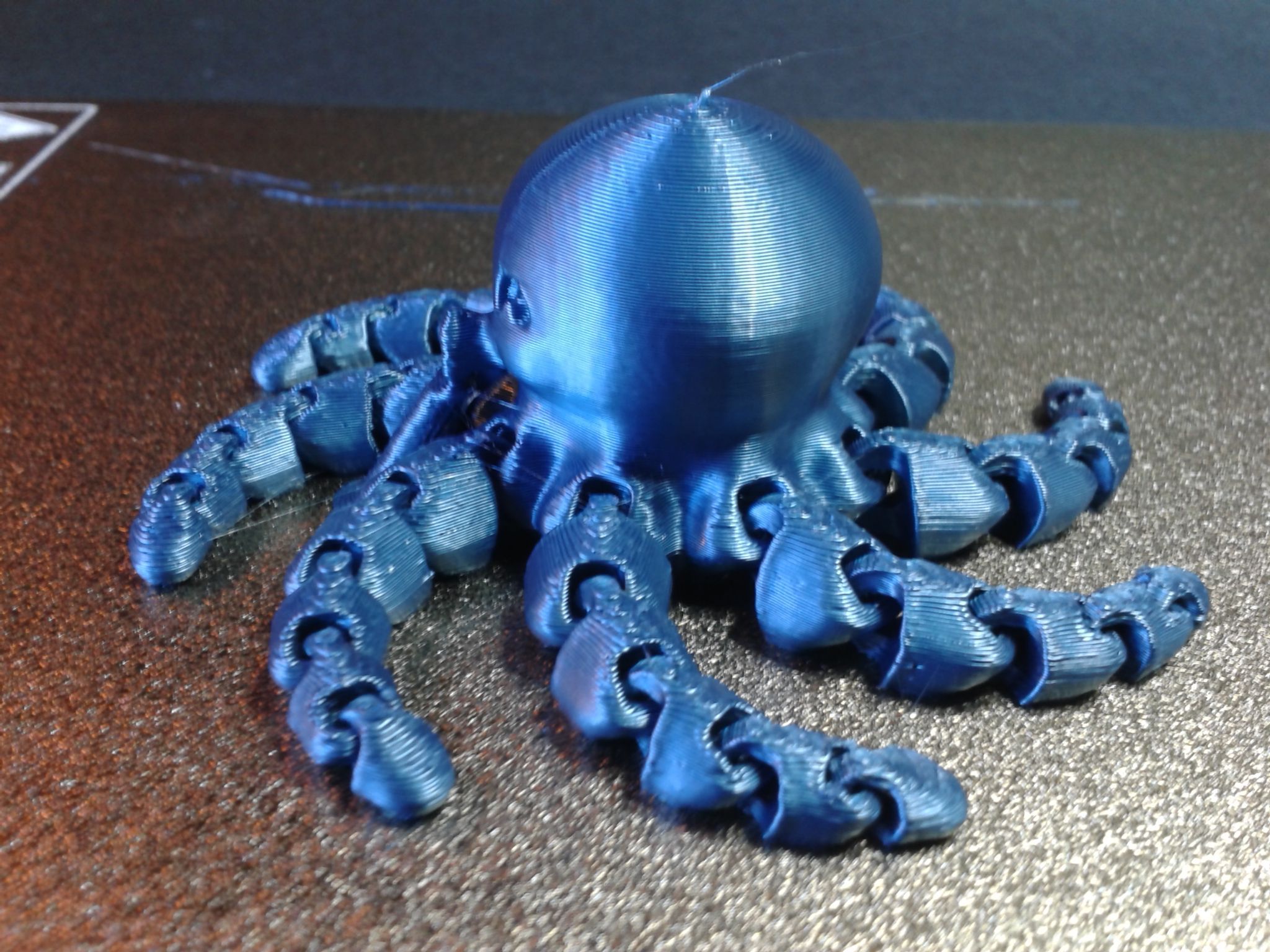
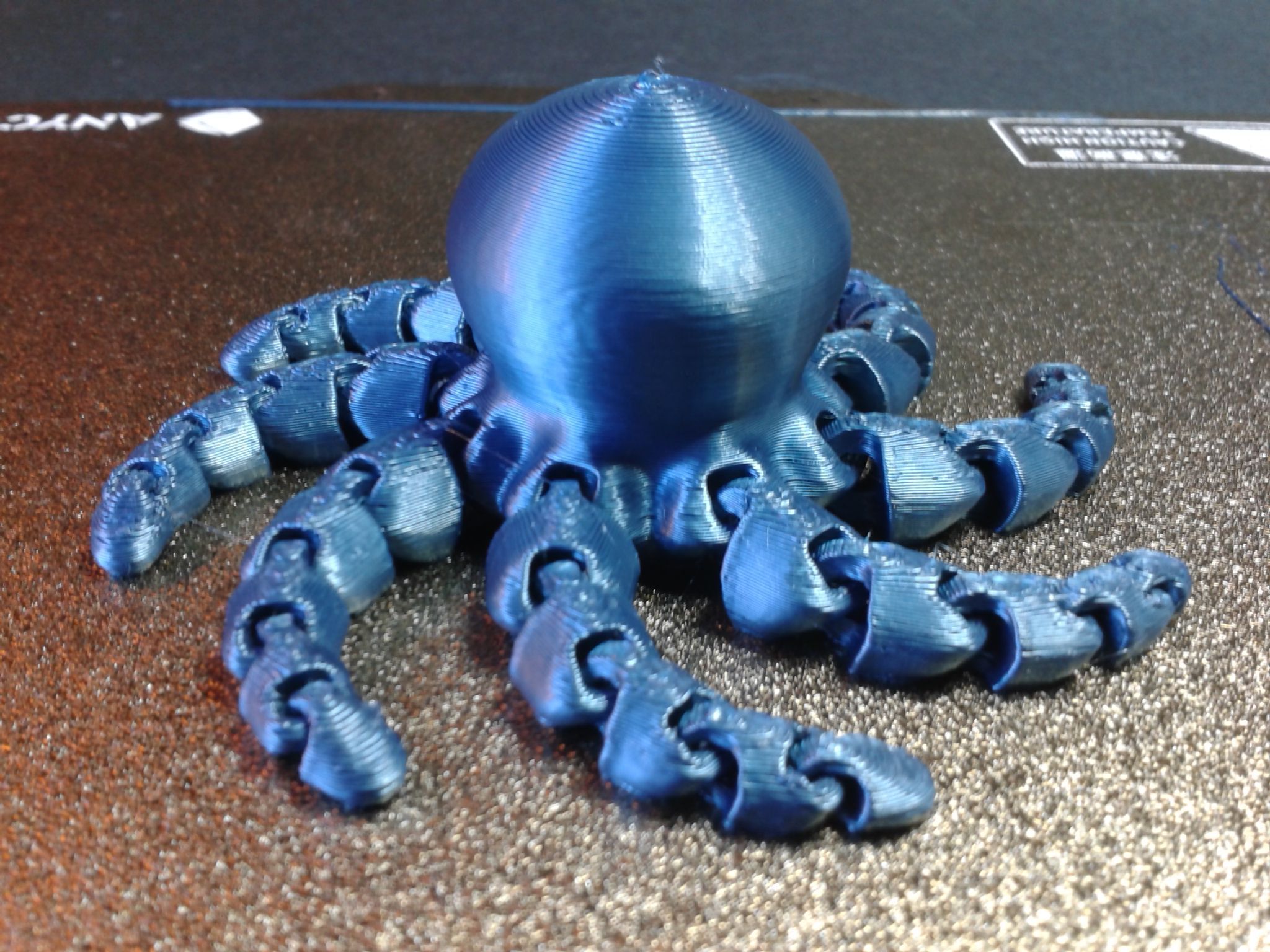
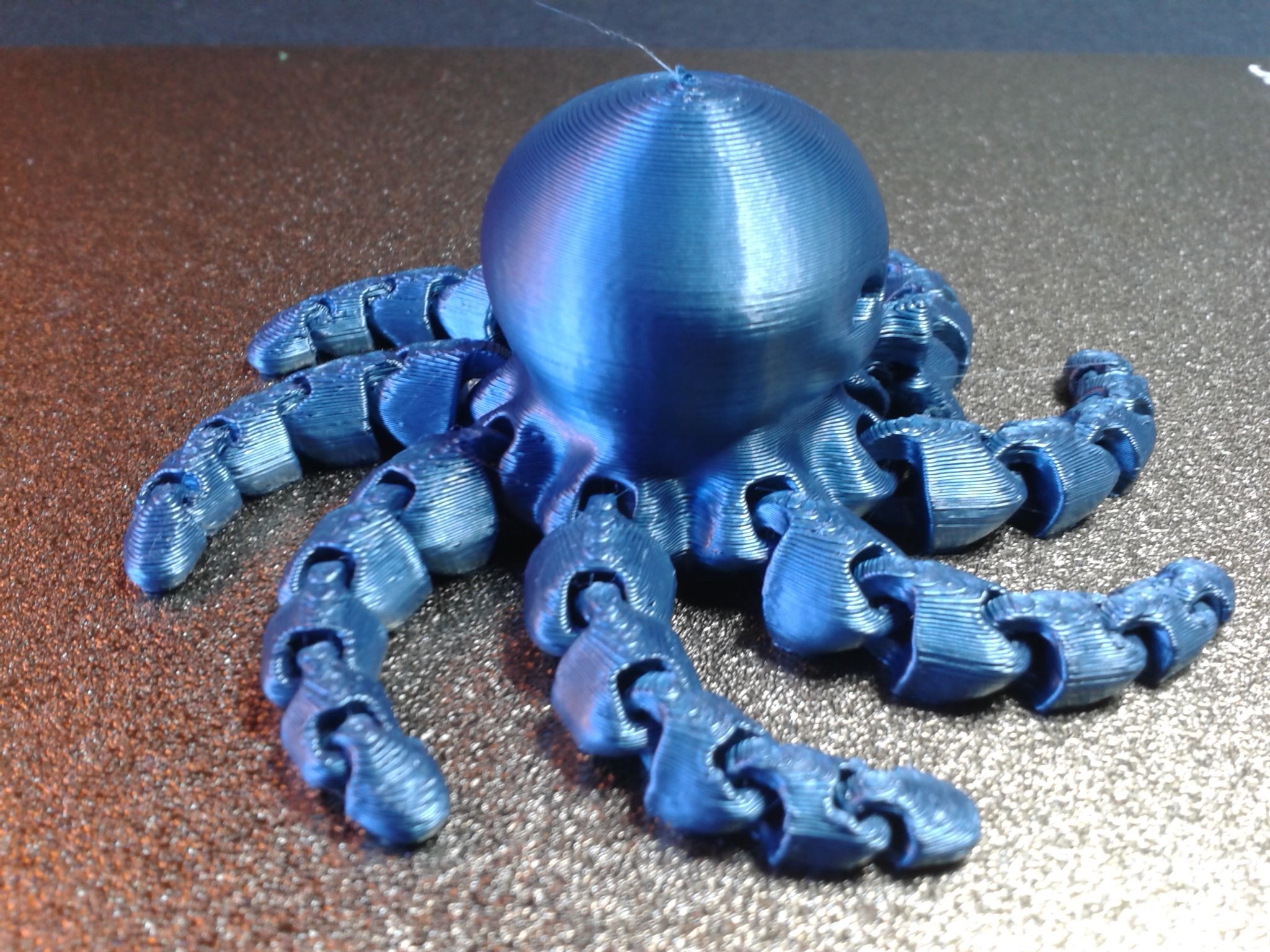
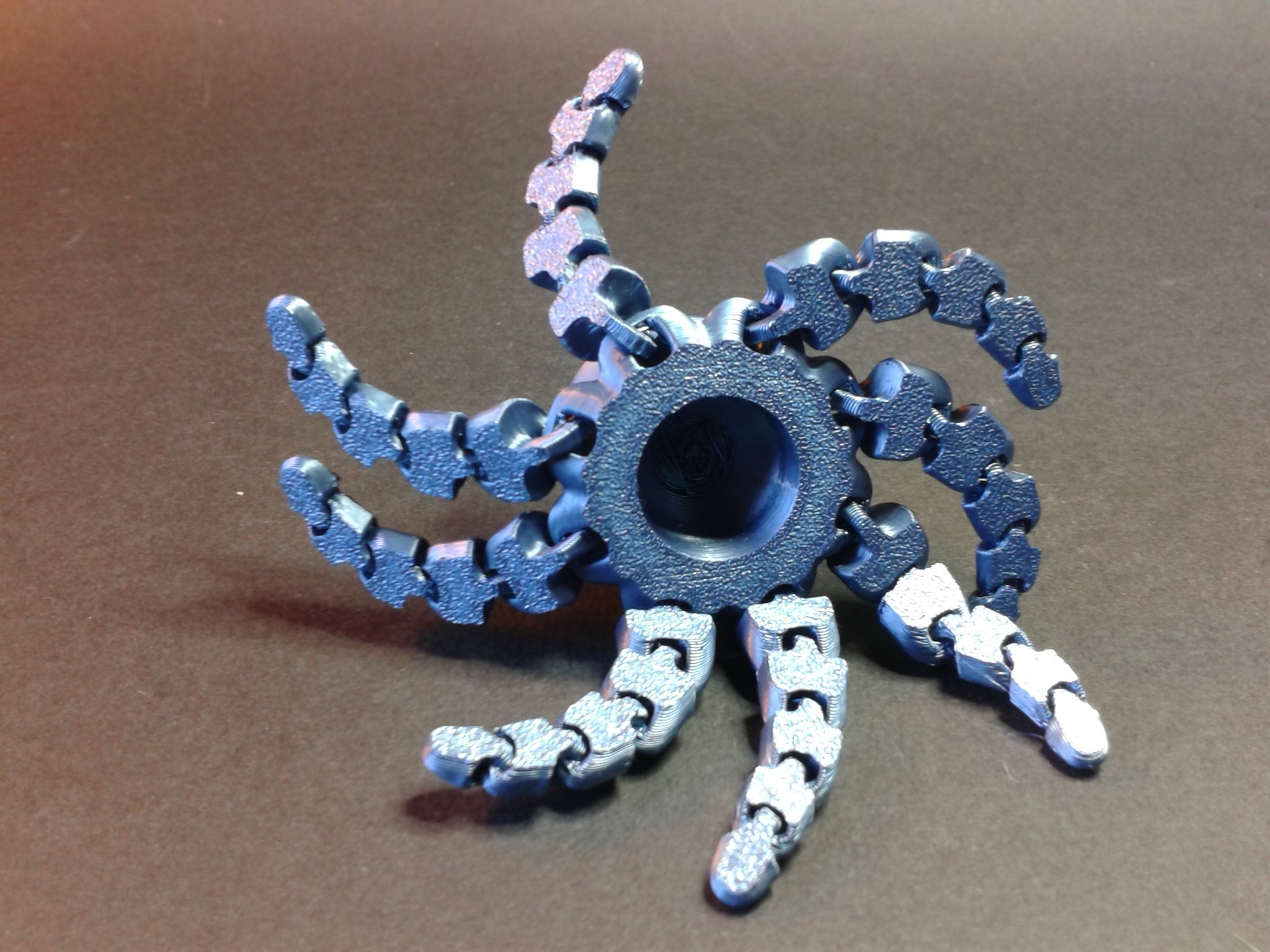
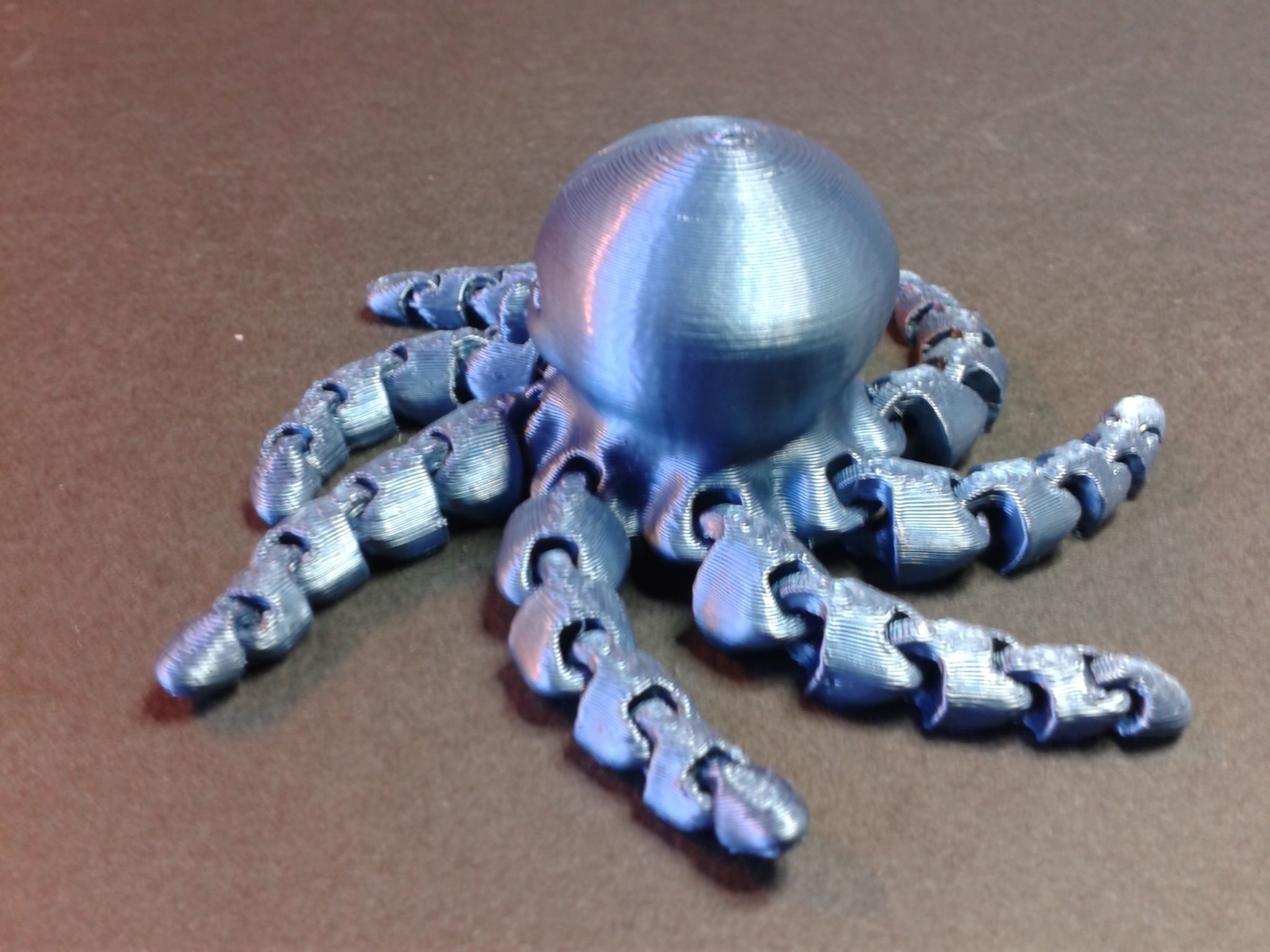
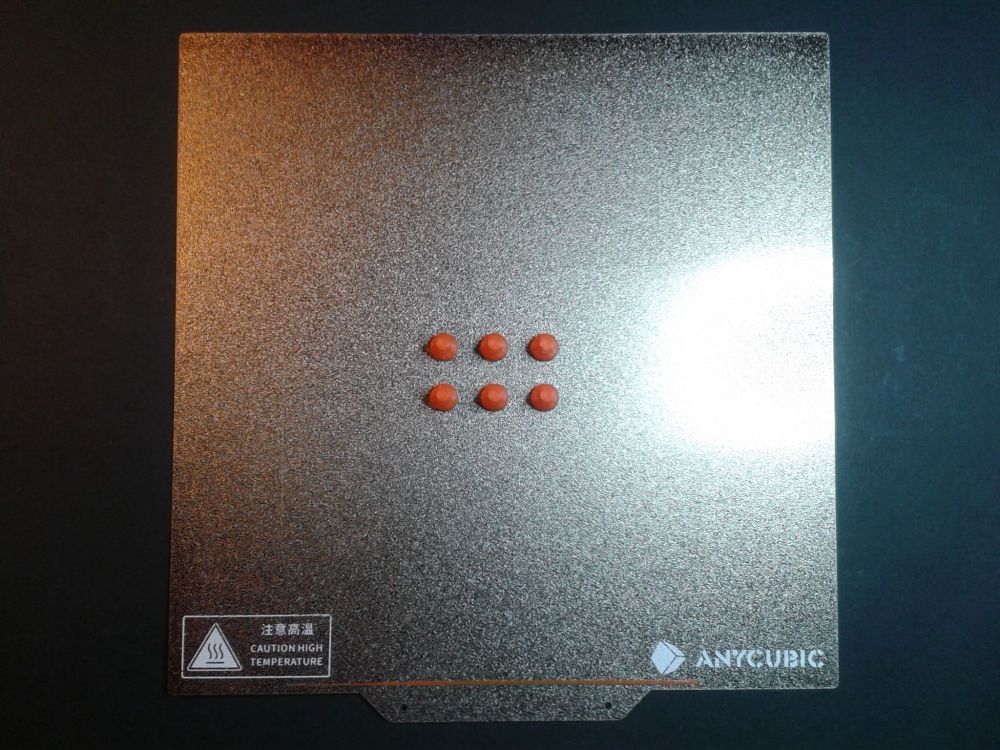
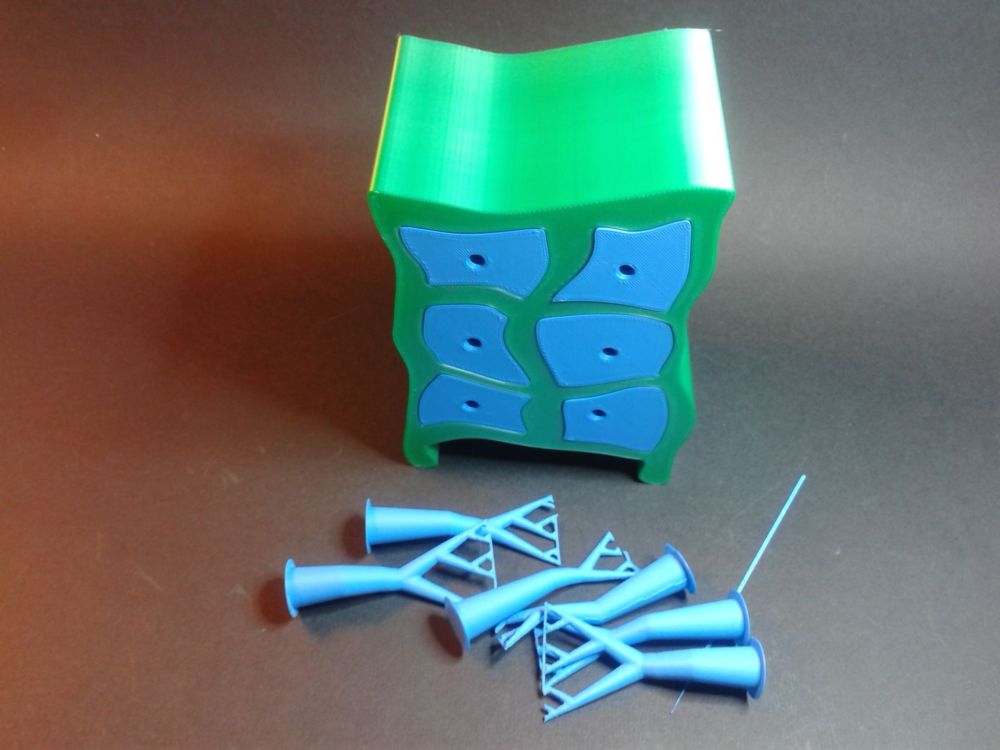
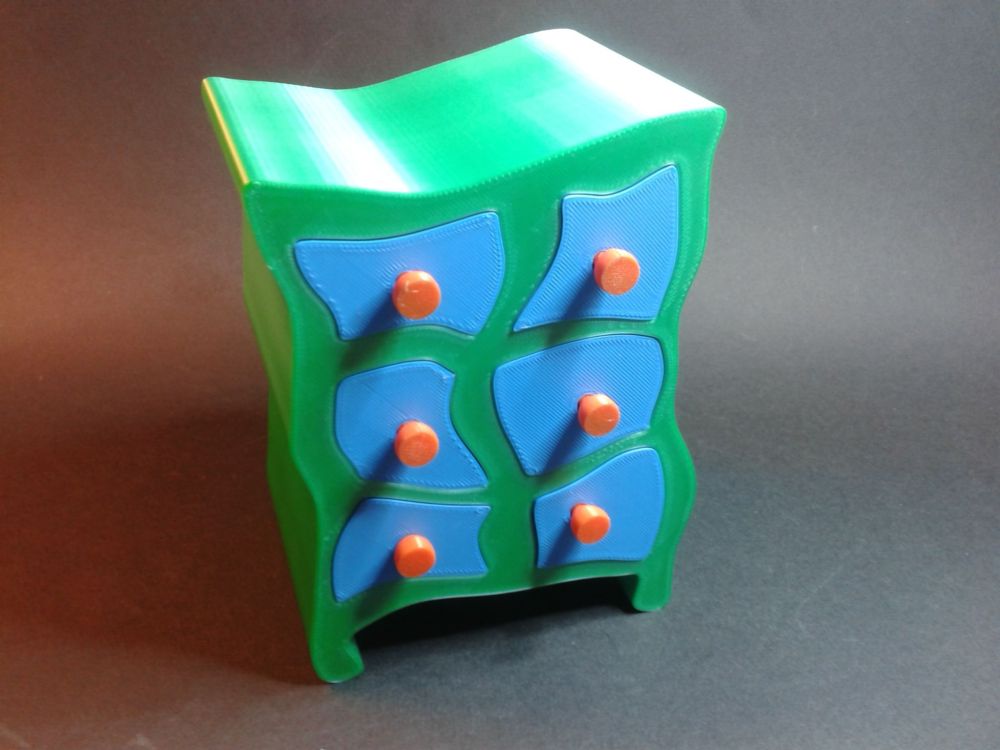
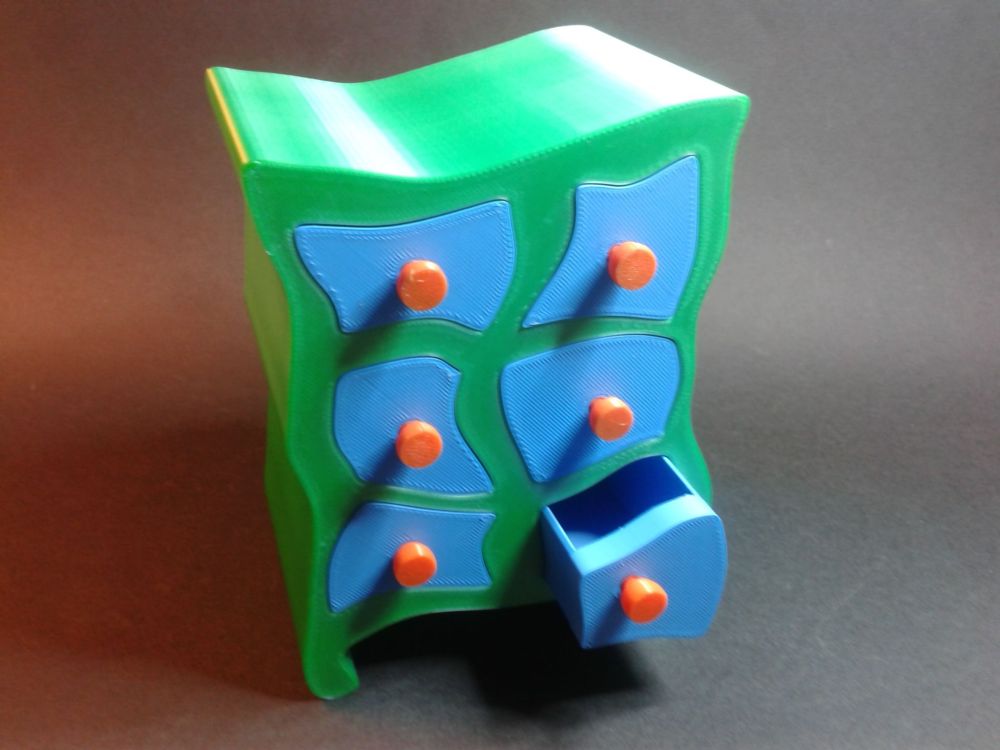
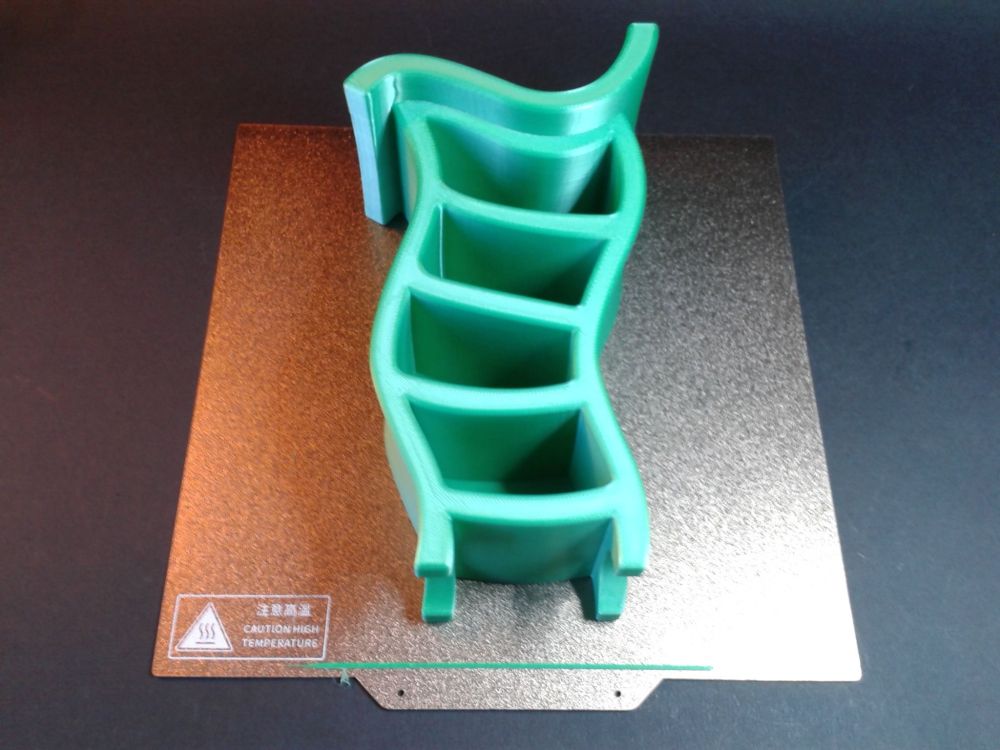
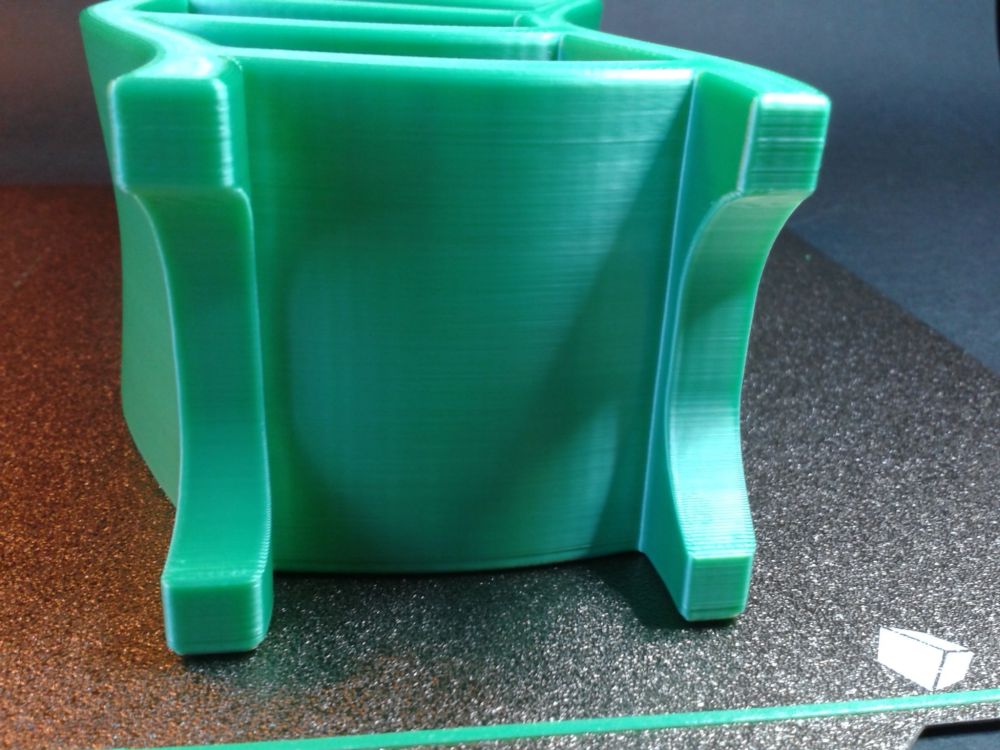
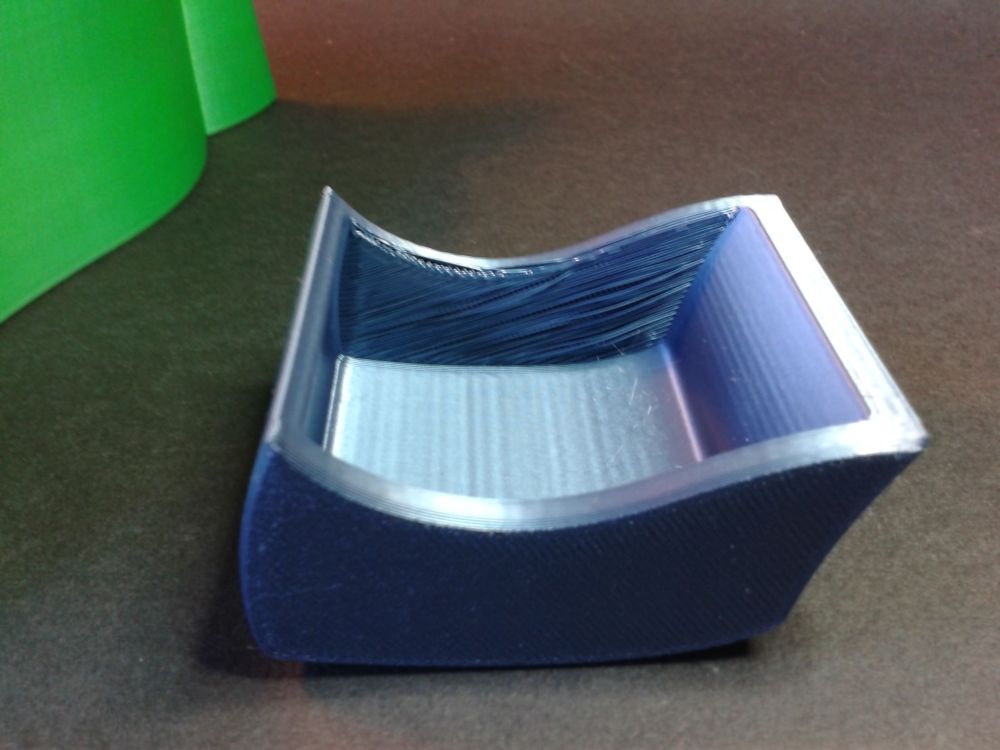
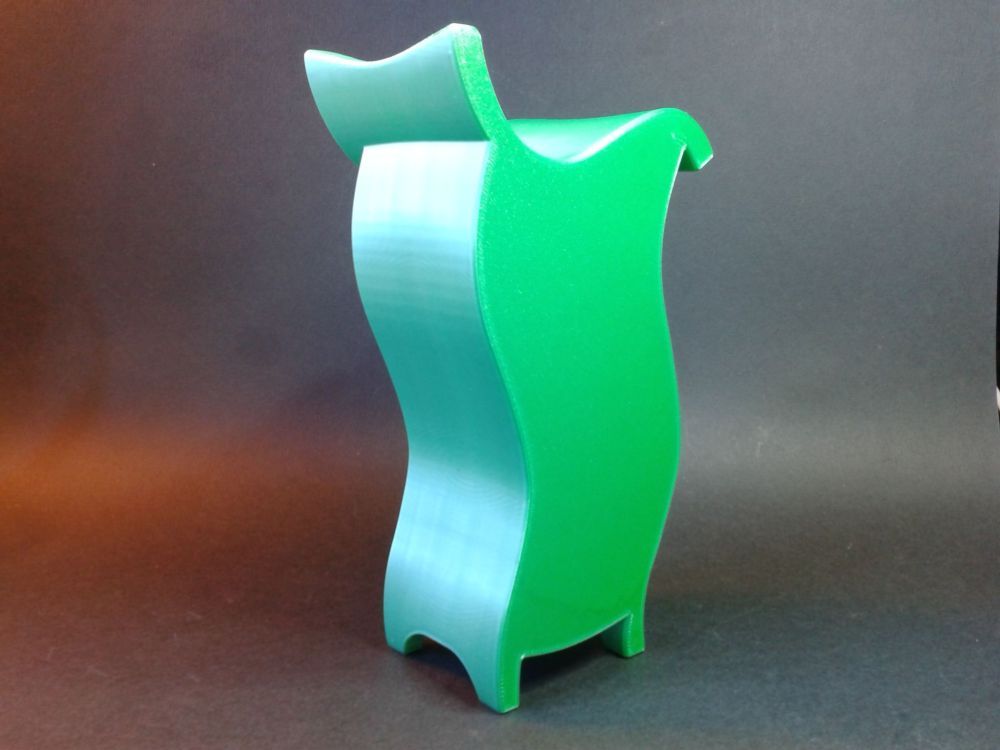
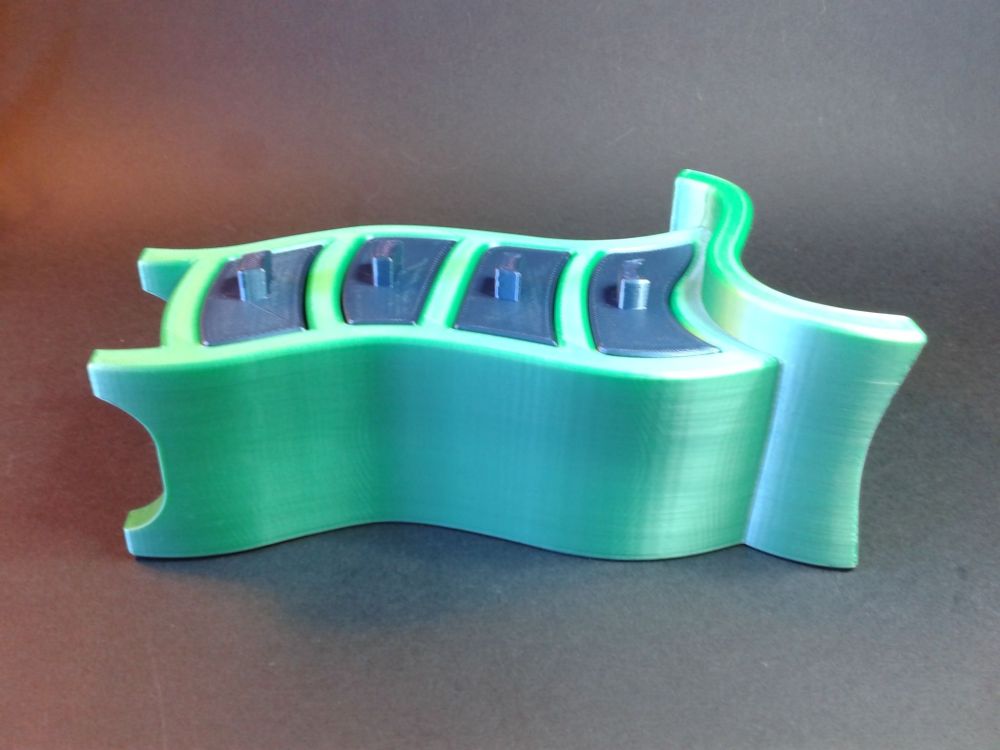
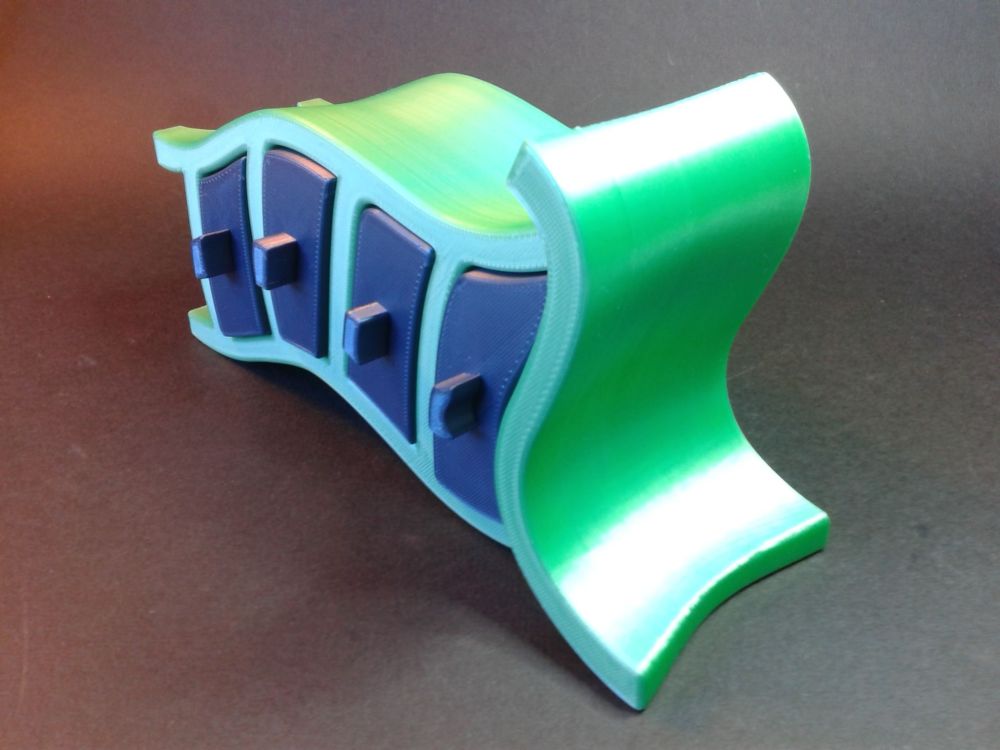
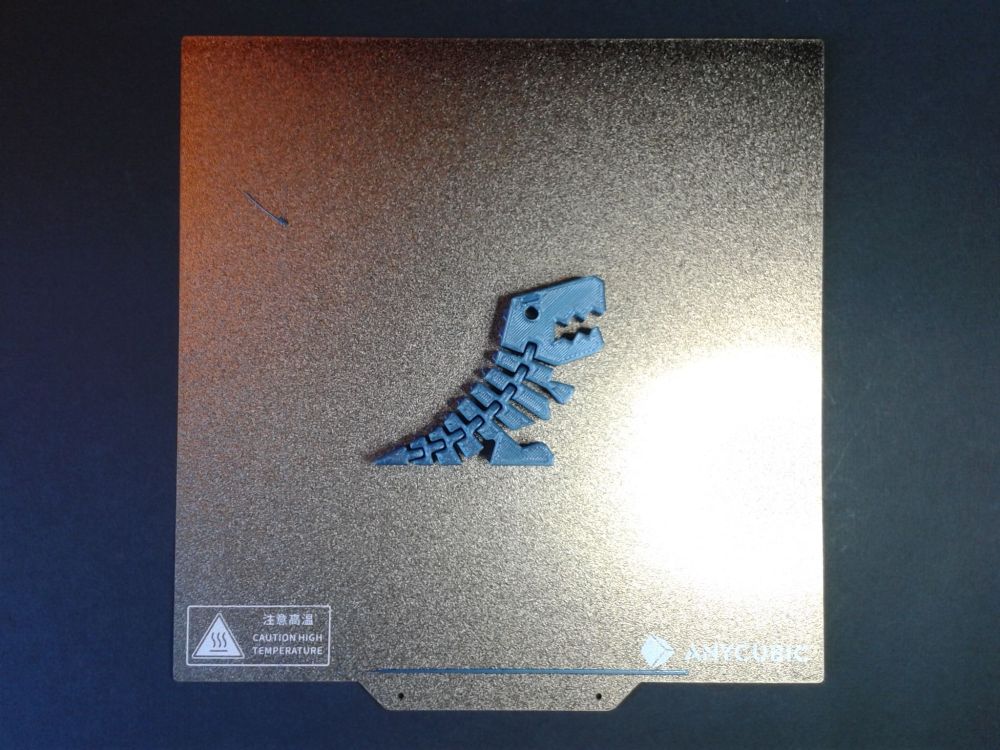
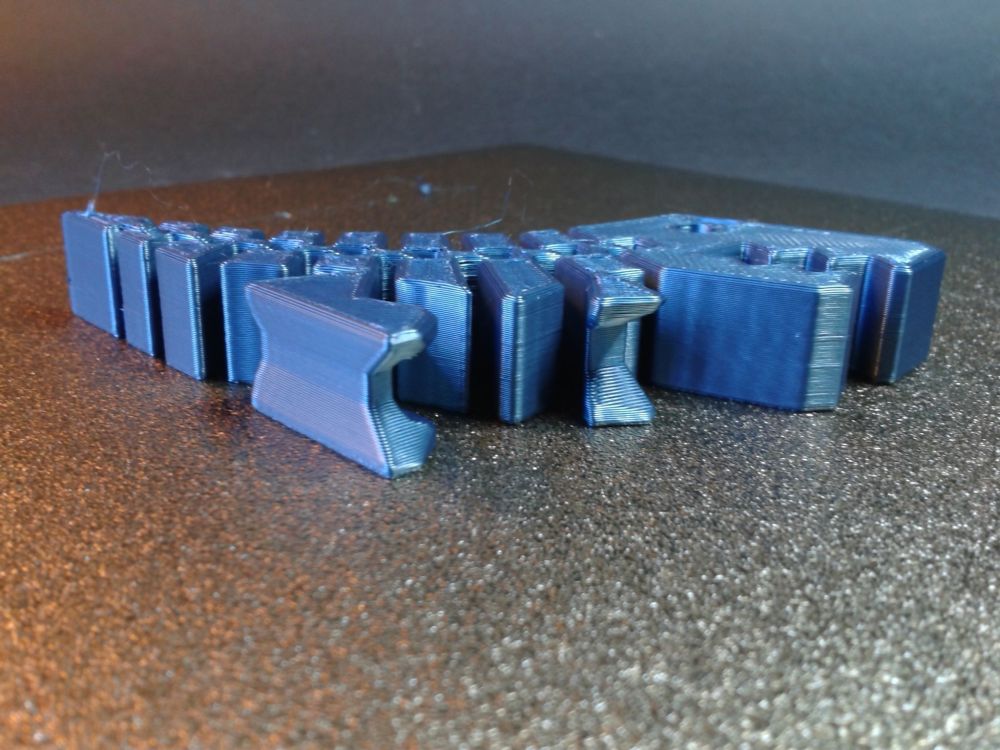
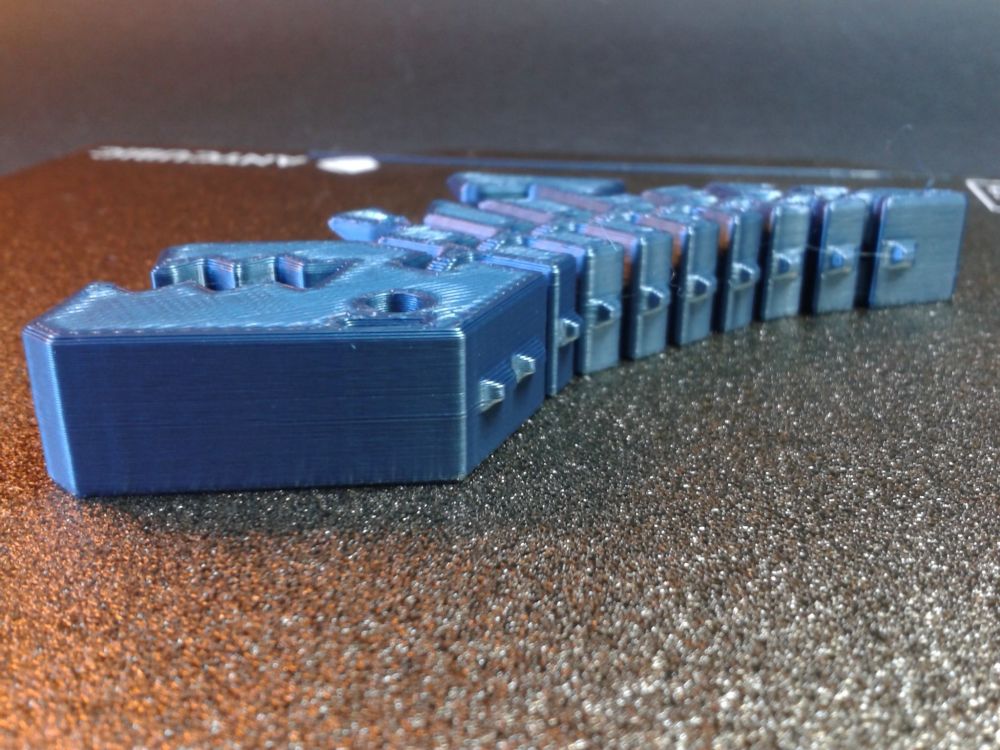
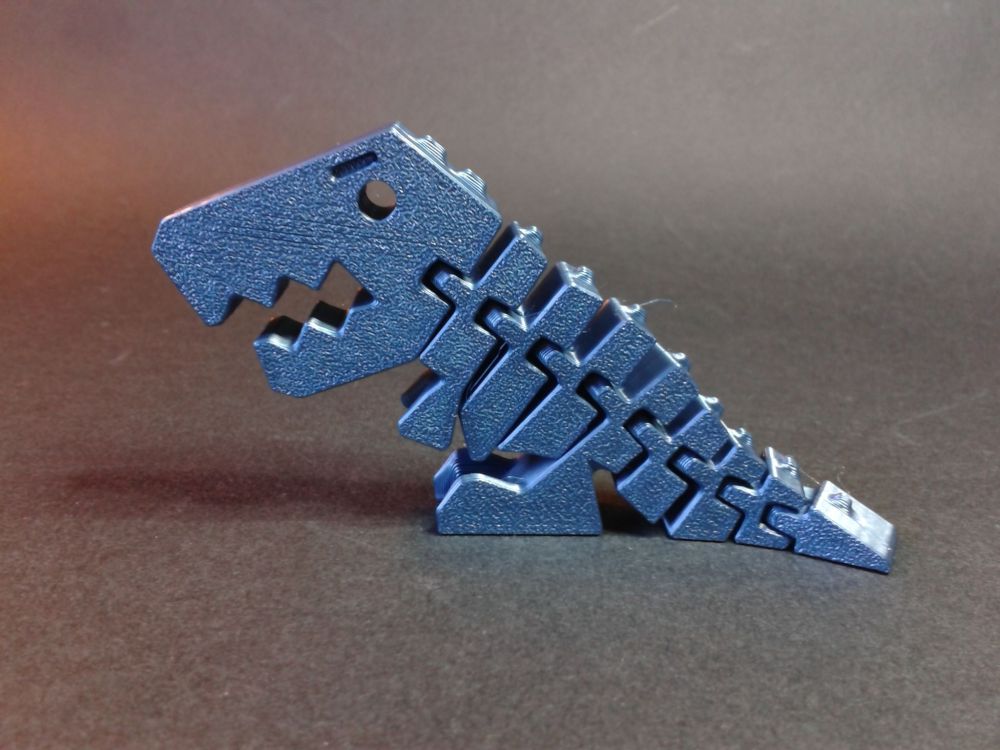
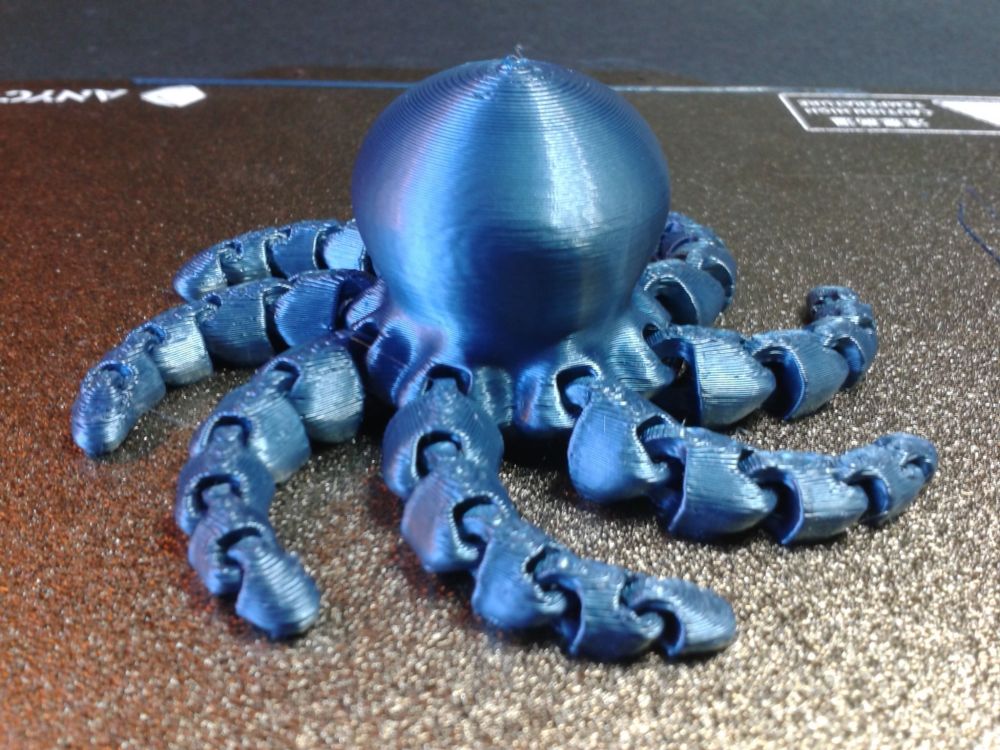
Autres impressions (Acte 2) Wonkey Chest of Drawers by francfalco - Thingiverse https://www.thingiverse.com/thing:1293330 AnycubicSlicer v1.1.5 (Windows) Filament Anycubic PLA @KOBRA2 PRO (buse 215°C, plateau 60°C) Print Settings 0.20mm QUALITY @KOBRA2 PRO (Brim décoché) Wonky_chest.stl PLA Silk Vert ArianePlast Wonky_drawers_2_v2.stl Anycubic PLA-Silk Metal Blue Flexi Rex with stronger links by DrLex - Thingiverse https://www.thingiverse.com/thing:2738211 AnycubicSlicer v1.1.5 (Windows) Filament Anycubic PLA @KOBRA2 PRO (buse 215°C, plateau 60°C) Print Settings 0.20mm QUALITY @KOBRA2 PRO (Brim décoché) Flexi-Rex-improved.stl Anycubic PLA-Silk Metal Blue Cute Mini Octopus McGybeer https://www.crealitycloud.com/model-detail/620b65286795ab36aaa1d8e9 AnycubicSlicer v1.1.5 (Windows) Filament Anycubic PLA @KOBRA2 PRO (buse 215°C, plateau 60°C) Print Settings 0.20mm QUALITY @KOBRA2 PRO (Brim décoché) Octopus_spiral_sup_v5.7.stl Anycubic PLA-Silk Metal Blue Après avoir pris le temps de délicatement "travailler" chaque articulation pour les rendre plus "souple" (J'en conclus que je suis en légère sur-extrusion pour ce filament)


















 1 point
1 point -
Bambu a pompé sur Prusa et Prusa avait pompé sur un logiciel existant donc tout le monde pompe, Prusa comme les autres. Je ne suis pas d'accord avec toi pour le prototypage, nous réalisons des pièces dans plein de matériaux pour s'approcher des caractéristiques de la matière finale afin de réaliser de nombreux tests. Le PLA c'est uniquement pour l'aspect, l'encombrement et la montabilité.1 point
-
Pour un concours sur Creality Cloud, "Introducing the Exciting New 3D Model Printing Event!" ( https://www.crealitycloud.com/post-detail/6509137b1367d2022cd2ec4a ) J'ai fait (pour le moment ) un total de 25 impressions en PLA, pour avoir, je l'espère un max de cuvacoins ... (participations que j'ai regroupées dans un "Portfolio" sur mon compte Creality Cloud https://www.crealitycloud.com/portfolio/650dcc156e0ade0c9c9960cc ) La machine tient le coups sans broncher. (J'ai juste refait une ou deux fois le leveling) Donc toujours riens a signaler.



 1 point
1 point -
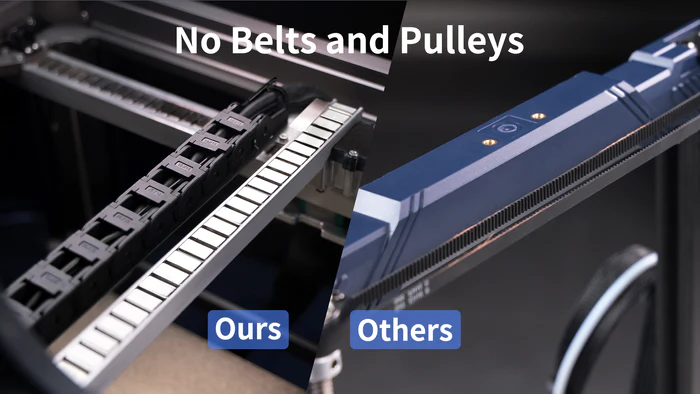
Connaissez vous Peopoly ? Si oui, vous devez connaître ce fabricant pour ses imprimantes résines Phenom assez couteuses, les seules qu'il produisait à ce jour. Ils viennent aujourd'hui d'annoncer et de lancer les précommandes pour une imprimante 3D FDM à un prix alléchant pour des performances alléchantes. Celle-ci se nomme la Magneto X MagLev, nom pas terrible il faut bien l'avouer. Déjà première chose, oubliez les 500 mm/s de votre Bambu Lab ou les 600 mm/s de votre Creality K1. Ici, on passe à 800 mm/s en impression et 1500 mm/s en déplacement, avec des accélérations à 22 000 mm/s². Comment font-ils ? Grâce à leur système non pas CoreXY mais MagXY. Ici, pas de courroie ou de poulie, mais des aimants et des moteurs linéaires à lévitation magnétique (c'est Google traduction qui traduit ce système, mais ça semble correspondre). Sur les axes sont disposés des aimants et le moteur va se déplacer au-dessus de ces aimants avec très peu de frottements, tout en limitant le nombre de pièces mécaniques (pas de tension de courroie à faire, moins d'usure, etc.). Sinon qu'avons-nous d'autre ? Surface d'impression de 400 * 300 * 300 mm Précision de 3 µm, notamment grâce à leur système de moteur à lévitation magnétique Un débit maximal de 60 mm^3/s Compatibilité avec les buses type E3D V6 volcano Autoleveling en 48 points 4 moteurs indépendants pour l'axe Z Température max de la hotend de 300°C et de 130°C pour le plateau Caméra 1080p 30 fps Fonctionne sous Klipper et avec Orca Slicer, car Peopoly est sponsor du projet Orca Slicer Écran tactile couleur de 7 pouces Enfin, derniers détails (prix, options, etc.) : Le prix sera de 1999$, mais il est actuellement à 1399$ pour les précommandes La machine est vendue de base non fermée, il faut acheter dans la boutique la fermeture sur les côtés (69.99$) et dessus (139.99$) Le ventilateur auxiliaire est également en option à 49.99$, son design est différent des autres (une sorte de turbine horizontale) Aucune idée de la qualité finale de la machine, l'avantage c'est qu'il ne s'agit pas d'un constructeur sorti de nulle part. Dans tous les cas j'adore l'idée, merci pour les innovations comme ça pour des machines avec un prix "accessible".
 1 point
1 point -
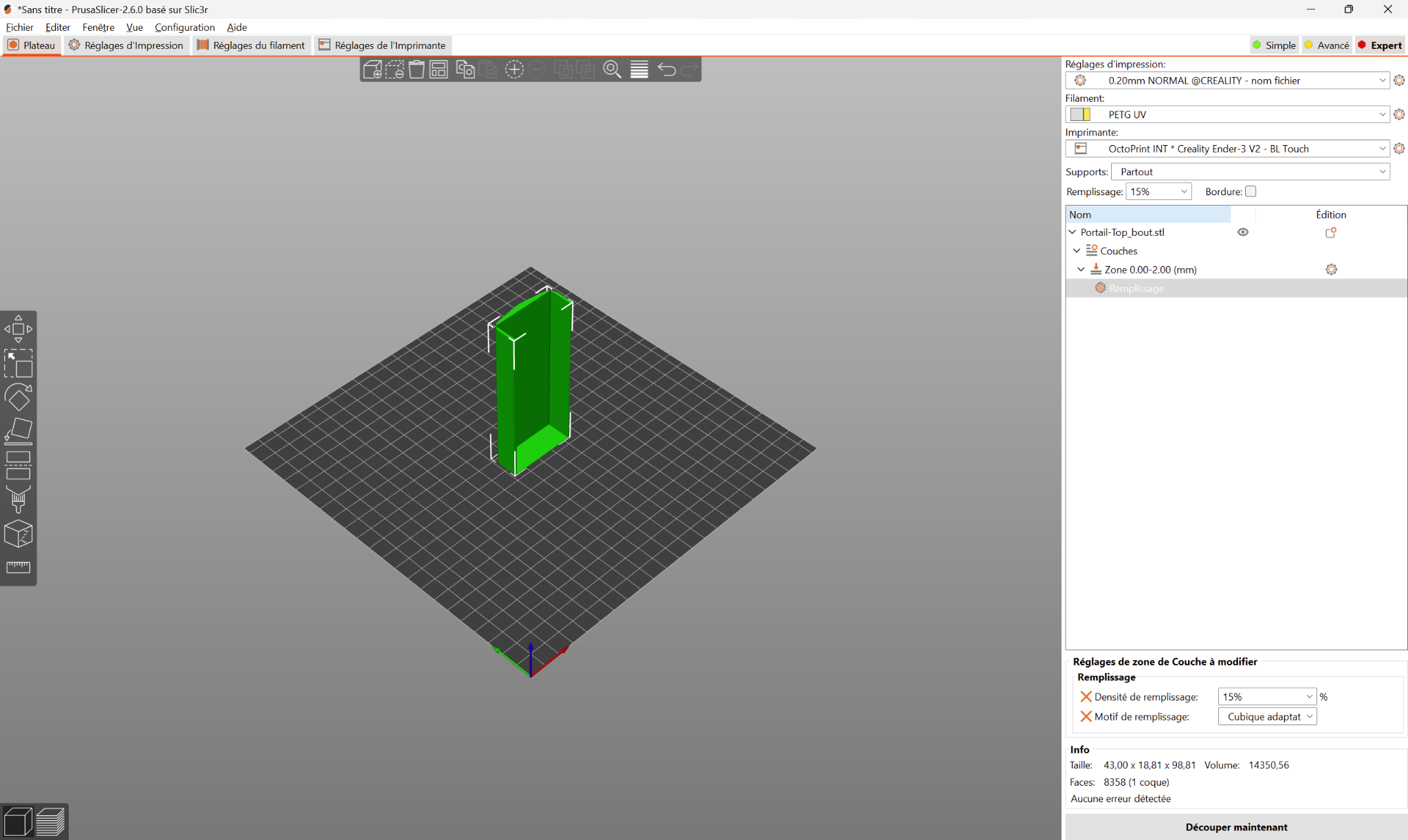
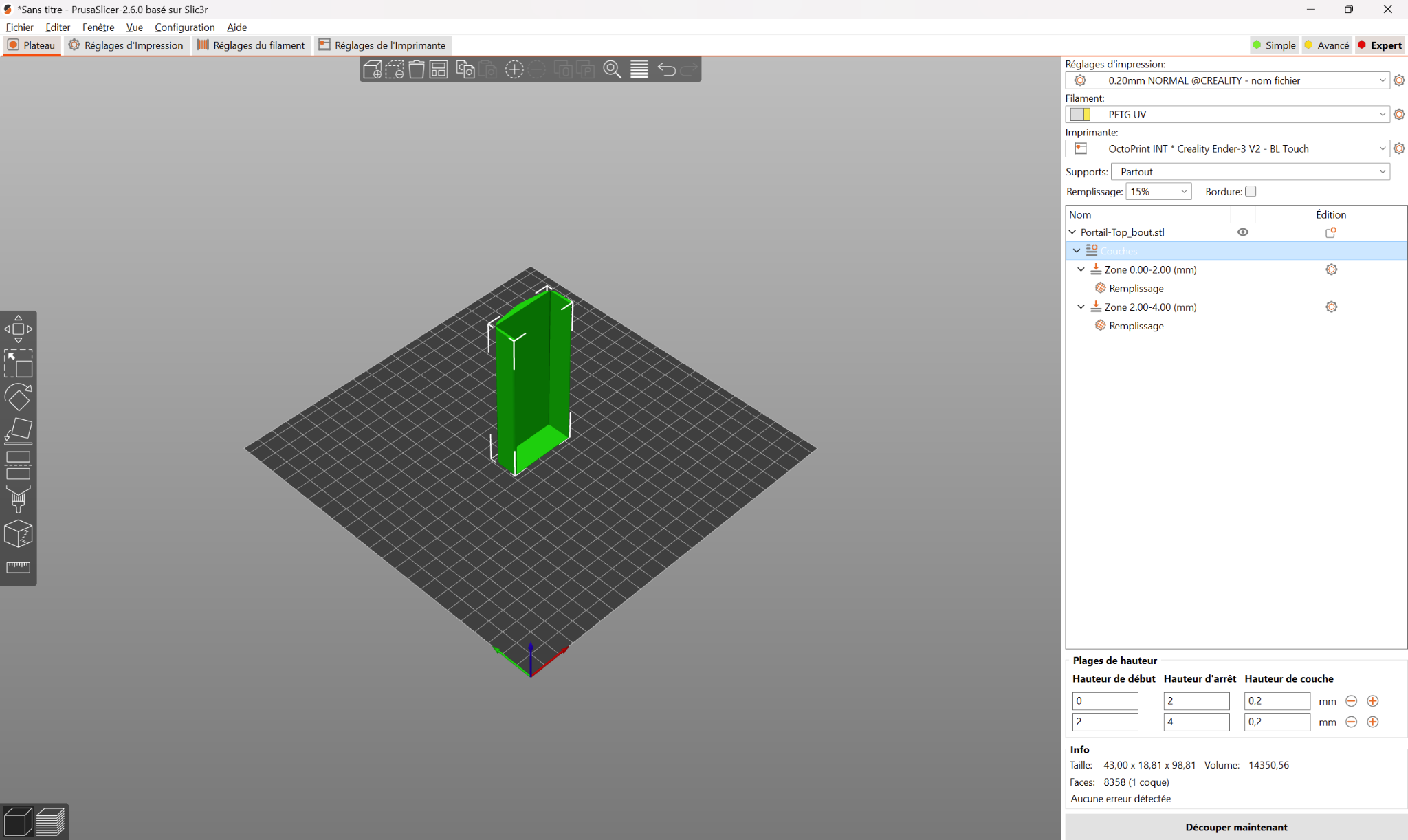
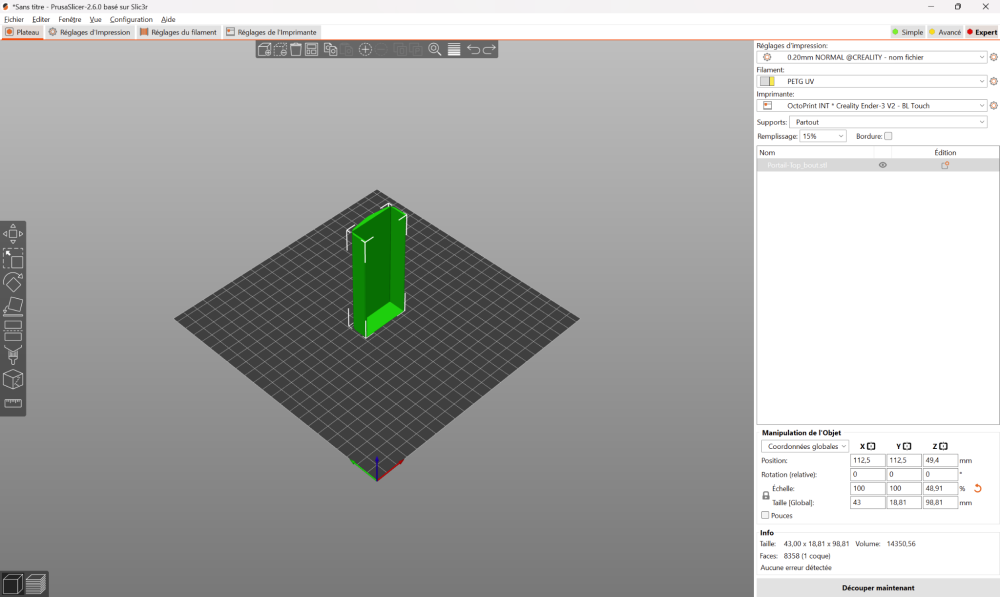
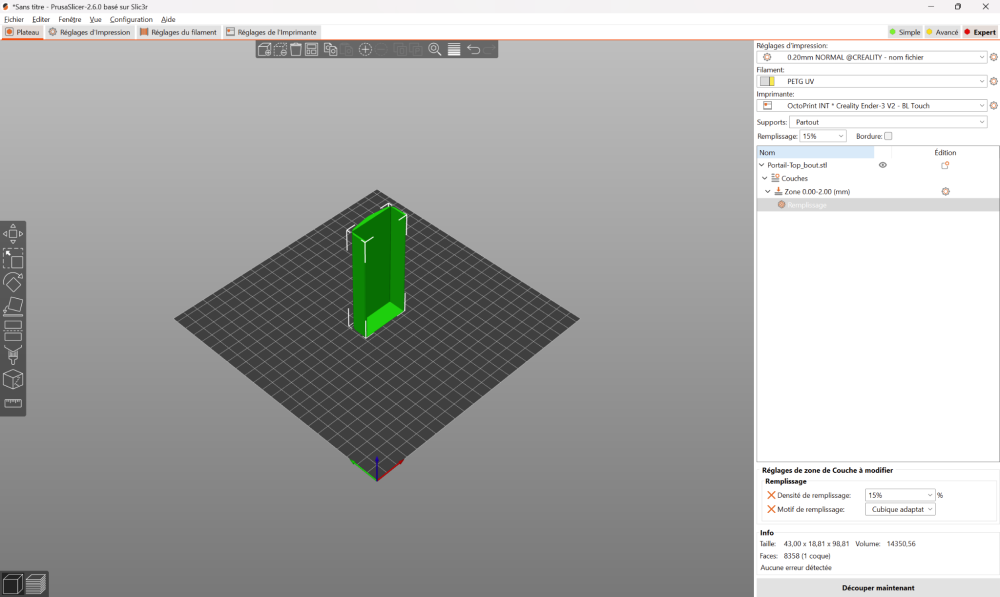
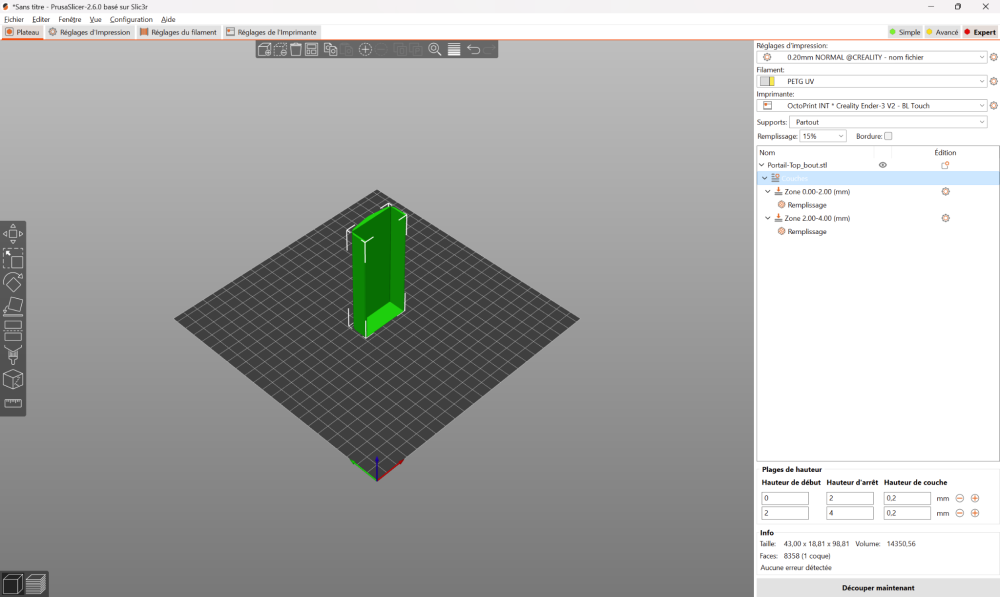
Dans Prusa Slicer : Voici un exemple de pièce. Dans la partie droite de l'affichage, il y a un panel avec 3 colonne ("Nom" , une vide et "Edition") En cliquant sur l'icone qui est sous "Edition" (modifier les réglages de l'objet), on va chercher le choix "Modificateur de plage de hauteur", cela ajoute sous l'objet (colonne Nom) une arborescence : "Couches" et "Zone". La roue dentée de la ligne "Zone" permet de rajouter une ligne "Remplissage" ce qui donne cela : Il suffit alors de cliquer sur Zone pour définir les couches sur lesquelles vont s'appliquer le réglage de remplissage (les réglage apparaissent sous le panel) A noter qu'en sélectionnant "Couches", au bout de la ligne permettant de désigner la première et la dernière couche sur lesquelles les réglages vont s'appliquer, le petit (+) permet de définir une autre zone (autant de fois que l'on veut), et le (-) permet de retirer des zones , ce qui donne cela : J'ai fait ça à la va-vite, mais quand on a compris le principe, on peut faire à peu près ce que l'on veut et ça marche très bien. Après il reste plus qu'à insérer les changements de filaments comme d'habitude (après découpage) en les faisant coïncider avec les changements de remplissage.
 1 point
1 point -
Désolé, je renonce à cette discussion qui n’améliorera rien, malheureusement.0 points