Classement



Contenu populaire
Contenu avec la plus haute réputation dans 07/12/2023 dans Messages
-
Comme c'était trop facile, en voici une autre que je viens de recevoir il y a une demi-heure. La livraison n'est pas complète, mais c'est déjà une bonne partie.
 4 points
4 points -
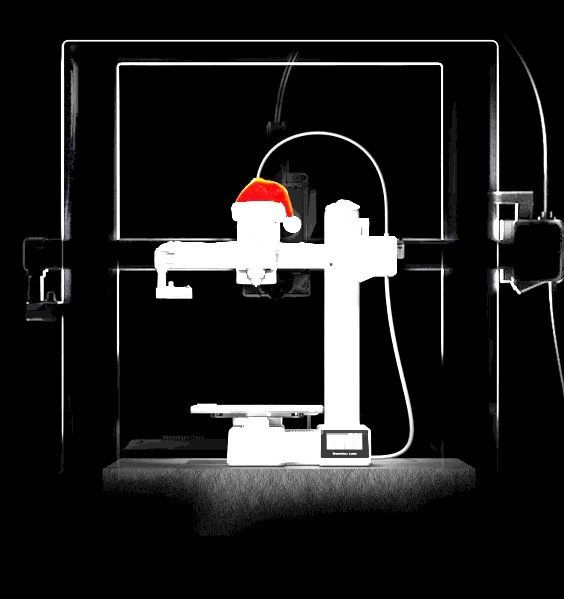
Le teasing de la A1 Mini vous a plu ? Je l'espère car le teasing recommence. Bambu Lab a commencé à teaser l'arrivée d'une nouvelle imprimante, qu'ils définissent comme la "Big bro" de la A1 mini : On voit en arrière plan un cadre qui pourrait indiquer une imprimante de type bedslinger plus grande que la A1 mini, mais peut-être avec un nom proche (en faisant une A1 series avec la mini et celle-ci qui sera plus grande). Dans tous les cas la réponse arrivera vite, c'est prévu pour le 14 décembre (avec peut-être du teasing en plus d'ici là, ils ont parlé d'une annonce sur le live de noël de 3D Printing Nerd, peut-être qu'il la montrera en exclusivité). Une petite pensée aussi pour un certain Josef, qui a vu la A1 venir sur son terrain et qui maintenant voit ce truc arriver qui semble ressembler à un autre de ses bébés. PS : il faudra changer le titre quand on aura le nom définitif
 3 points
3 points -
(Pour garder trace du titre original) "Vous reprendrez bien un peu de teasing" ? Pour moi, juste un tout petit peut, je limite avant les fêtes!3 points
-
En jouant de l'expositio net du contraste on peut clairement voir le châssis et la tête Y'a aussi pas mal de photos qui traînent sur les réseaux, fake ou pas à voir... Une A1 pas mini du coup ?
 3 points
3 points -
Salut, Comme tu le dis, il y a des limitations physiques à la vitesse que tu peux atteindre. Je ne connais pas ton modèle précis d'imprimante, mais je vais essayer de te donner des valeurs assez générales, qu'il faudra peut-être que tu affines si tu veux vraiment la pousser à fond. Déjà, pour pouvoir imprimer vite, il te faut des accélérations assez élevées. Sinon, l'imprimante n'aura pas le temps d'atteindre la vitesse que tu lui demandes. Et là tu vas rapidement arriver à un premier problème c'est que tes moteurs vont manquer de couple et vint sauter des pas. Sur ce genre d'imprimantes ça va arriver autour des 4500 ou 5000 mm/s^2. Et il vaut mieux ne pas s'approcher de cette limite. Ensuite ton second facteur limitant va être la capacité de l'imprimante à faire fondre le plastique assez vite. La plupart du temps, c'est là que ça bloque. De ce que je peux voir, la Neptune 4 pro n'est pas équipée d'un système de chauffe haut débit, donc tu vas sûrement atteindre son maximum autour des 10mm3/s, mais il faudrait vérifier si quelqu'un a fait un test plus précis. Pour gratter un peu, tu peux augmenter la température d'impression, mais sans aller trop loin sinon tu commences à détériorer le plastique. Pour la pla, je crois qu'il faut éviter de dépasser les 230 ou 240°C. Et enfin ton dernier problème va être de refroidir assez vite ta pièce. Plus tu vas vite, plus il faut augmenter la ventilation. Et je pense que tu peux très vite la mettre à fond, il vaut généralement mieux en avoir un peu trop que pas assez. Pour atteindre un meilleur rapport vitesse qualité, tu peux déjà pousser les déplacements à fond. Parfois ça peut faire gagner pas mal de temps sur des pièces complexes. Il faut aussi que tu aies tes réglages de linear advance et input shaping bien calibrés. Une petite recherche devrais te donner plein de tutoriels sur le sujet. Ensuite, il n'y a pas qu'en faisant l'imprimante se déplacer vite que tu gagnes du temps. Il faut aussi optimiser les trajets qu'elle a à faire. Par exemple, mieux vaut mettre deux périmètres de 0.6 de large que trois de 0.4. Et quand ce ne sont pas des pièces où l'esthétique est importante, tu peux augmenter un peu ta hauteur de couche à 0.22 ou 0.24. L'avantage là c'est que tu peux atteindre le même temms d'impression sans aller aussi vite, donc généralement en gardant olus de qualité. Je ne sais pas quel slicer tu utilises, mais sur cura et prusaslicer tu peux aussi utiliser le mode arachne. Tu peux aussi utiliser le réglage "vitesse de surplombs dynamique" (encore une fois pas mal d'infos détaillées en ligne). Et enfin, pour être sûr de ne pas dépasser le maximum de ta machine, tu peux mettre une limite volumétrique dans le réglage du filament. Comme ça, l'imprimante va toujours être au maximum de ce que ton système de chauffe peut faire. Voilà, j'espère que ça t'a aidé, mais dans tous les cas ça prend du temps à bien régler, il faudra faire pas mal d'essais.3 points
-
Bravo GAGNÉ, c'est le module 40W avec la pompe à air pour l'Artisan. PS: Je comprend maintenant pourquoi le chef est chef, c'est certainement son incroyable perspicacité dans les devinettes les plus ardues.3 points
-
Yes, y'a même un topic à ce sujet2 points
-
Et après on dit que c'est les femmes qui sont fashion victim...2 points
-
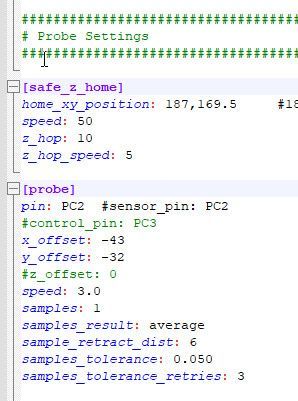
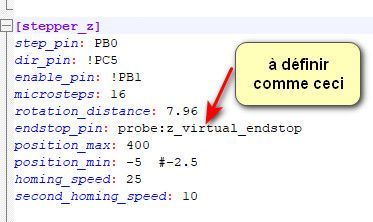
Bonjour @MrMagounet. No problemo, ce serait bien mal venu de ne pas donner "le comment" j'ai réglé le souci avec tous les services que tu rends à "la comm", d'ailleurs on ne le dit pas toujours assez "Grand Merci" à toi ! Alors déjà j'ai utilisé une page de Hotends.fr https://hotends.dozuki.com/Wiki/Capteur_TouchMI, il y a une rubrique pour le TouchMi sous Klipper + le site forcément de klipper.org rubrique "probe". Bien sûr avant le souci, j'avais déjà consulté ces deux ressources mais je suis resté "omnibulé" par 2 lignes de définition dans le printer.cfg qui en fait posaient le souci, à savoir le sensor_pin: PC2 et le control_pin: PC3, même si je savais que le TouchMi est connecté sur le PC2 de la Ruby. En fait avec les 2 ressources, on y arrive , donc dans le printer.cfg, 3 zones à définir : partie "stepper_z" : définir endstop_pin: probe:z_virtual_endstop, insérer une rubrique "safe_z_home", et dans la partie "probe": définir correctement le TouchMi, c'est simple mais je suis resté avec entre autre avec ce sensor_pin alors qu'il faut bêtement pin: PC2 (pas de sensor_pin) et pas de control_pin. Voir mes 2 screens extrait de mon printer.cfg Voili, voilou, on va tester la config Klipper et ses macros. Pour le moment, tout les moteurs (axes, extrudeurs) tournent dans le bon sens , le bed chauffe, l'extrudeur, les fans fonctionnent, j'ai fait un z-offset, PID bed et hotend. J'en suis là. Je m'attends quand même à avoir d'autres soucis, ce serait étonnant de ne pas en avoir dans les macros. Je me suis aidé du travail très conséquent de configuration fourni aussi par d'autres personnes dont Didier t Castle sur un forum Facebook, de Ethereal Project 3D et de https://papy-3d-factory.xyz/2023/08/installation-de-klipper-sur-artillery-sidewinder-x2/ . Ce matin Didier t Castle m'a indiqué ce github: https://github.com/Frix-x/klippain?fbclid=IwAR2u3Yy3dIzyyNcpuFWc710Lp8wCt9jzEZEiPOAA4u8Tbt_s961zj7MY_wk . Il a repris toute la config qu'il m'avait fourni pour sa X1 sous Klipper avec TouchMi à partir de ce github, perso pas encore eu le temps de regarder et je vais déjà tester ma config en cours. Bon je ne pensais pas faire aussi long mais une fois que la machine est lancée, plus rien ne m'arrête.... Là je m'arrête, je vais aller grignoter !
 2 points
2 points -
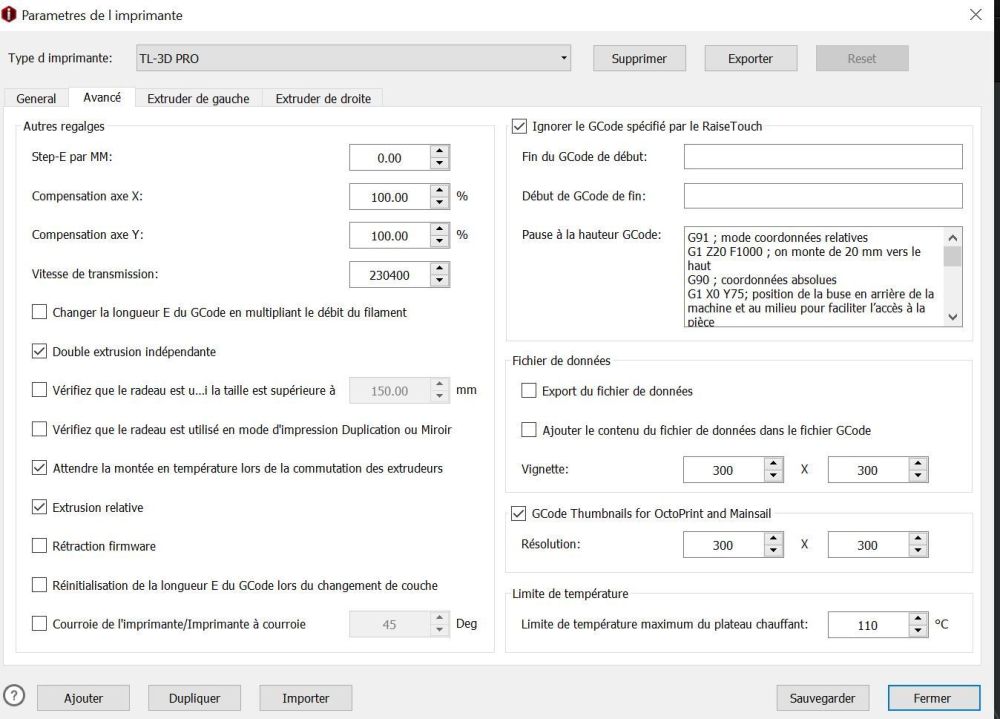
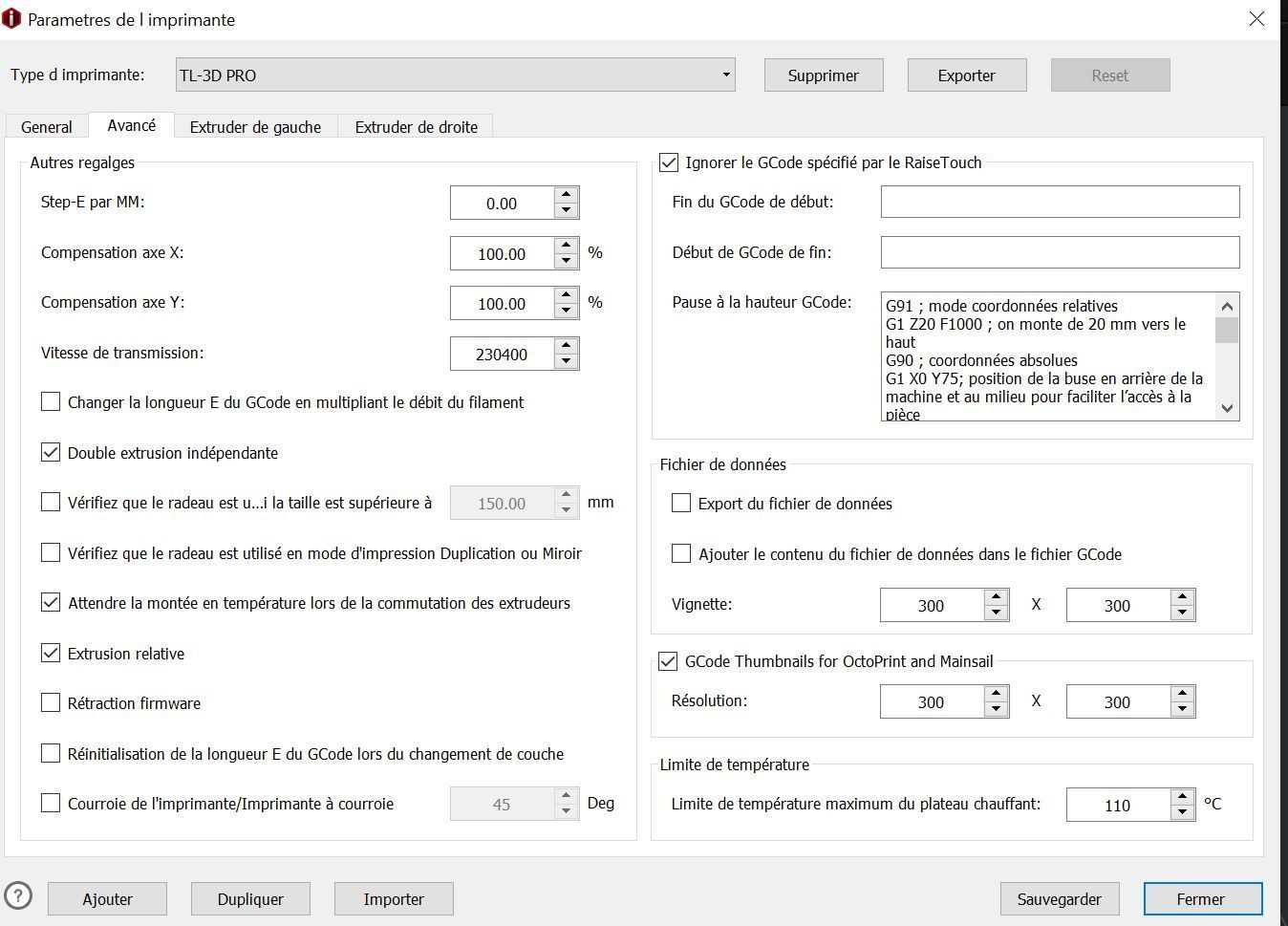
Bonjour, Je dois réaliser un pause à une hauteur bien précise pour insérer en exemple un écrou dans une pièces de PLA après avoir imprimé l'empreinte hexagonale. Observation les commandes M600 et M601 la pause ne fonctionne pas avec la TLD3; c'est pour cela que j'ai trouvé une astuce en utilisant la commande M25 pour IDEAMAKER. J'ai passé du temps pour tester et çà fonctionne bien. Il faut bien évidemment faire des essais avant la dernière couche qui obstrue le passage de l'écrou pour insérer la pause c'est logique . faire attention sur la hauteur de l'écrou avec un pied à coulisse rajouter 0.2mm pour les jeux J'utilise IDEAMAKER et j'ai écris un Gcode que tu dois copier et coller dans le gcode pause de l'impression. Pour PRUSASLICER le GCODE ne fonctionne pas !! car il faut impérativement utiliser la commande M601. Je ne sais pas pourquoi Prusa n'accepte pas le Gcode ? J'ai fait différents essais le Gcode n'est pas accepté sur Prusasclicer; si quelqu'un connait la raison merci de m'expliquer (seule la commande M601 est acceptée mais pas pour la TLD3) comment insérer la pause dans prusaSlicer ! IDEAMAKER Comment insérer cette pause dans IDEAMAMER. Il suffit de renseigner la hauteur en mm dans le menu autre (pause selon une hauteur) Ci-joint de l'image du copier coller Gcode à insérer pour la pause. (menu paramètres de l'imprimante onglet avancé) Utilisation : dans IDEAMAKER sur le menu de la TLD3 tu appuie sur résume et la pause s'affiche pour retirer le fil de filament sur la buse après la tempo de 15 secondes l'imprimante redémarre toute seule au point d'arrêt précédent. Bien évidemment tu peux changer la tempo à ta convenance. G91 ; mode coordonnées relatives G1 Z20 F1000 ; on monte de 20 mm vers le haut G90 ; coordonnées absolues G1 X0 Y75; position de la buse en arrière de la machine et au milieu pour faciliter l’accès à la pièce M25; Pause de la machine; attente de la commande de reprise ;reprise G91 ; mode coordonnées relatives G4 S15 ; 15 secondes de pause pour avoir le temps de retirer le filament qui a – dégouliné… (il vaut mieux le faire avant) G1Z -20 F3000 ; Abaissement de la tête à son niveau d’origine quand la routine à commencé G90 ; mode coordonnées absolues, la machine reprendra sa position en X et Y M24 ; redémarrage de l’impression Nota: ci-joint l'image du Gcode et de l'insertion de la pause à la hauteur souhaitée. A+ Francis tuto_rapide_ideamaker_pour_placer_des_pauses_aux_couches_voulues.pdf
 2 points
2 points -
Depuis la passage de témoin avec @Motard Geek l'A1 a tourné jour et nuit sans interruption quasiment pour préparer le marché de Noël (https://www.instagram.com/fahim_asso/). Heureusement que je l'avais car la P1P m'a lâché a plusieurs reprises. Ses deux défauts sont : - l'adhésion du PEI que j'ai résolue en divisant la vitesse de la première couche de 50% (idem pour le remplissage). Sur les pièces hautes et fines, elle peut être mise en défaut avec son plateau en mouvement hyper rapide, les jupes sont donc obligatoires. - le relargage des purges sur le plateau parfois qui peut ruiner 16h d'impression multicouleurs. J'ai utilisé une extension citée plus haut, ça limite les mauvaises chutes mais ça ne fait pas des miracles pour autant. L'AMS lite est vraiment une réussite si ce n'est le chargement par le dessous que je trouve peu pratique à l'usage. L'impression de figurines est remarquable de précision, en 0.16 c'est excellent en 0.08 c'est presque parfait.2 points
-
Salutation ! Grand prince, pour ses 1000 abonnés sur sa chaîne YouTube, @isidon propose un concours pour gagner une imprimante Geeetech Alkaid (d'occasion. Mais avec, semble t'il, tout le matériel pour bien débuter.) Pour les détails Et le message Instagram associé https://www.instagram.com/p/C0hWpphs7QZ/?hl=fr Avec du retard, bon anniversaire @isidon et bien joué pour les 1000 abonnées ! (Très bon choix de fausse pub )1 point
-
Réalisé par @isidon, notre test de la Geeetech Alkaid vous dira si cette imprimante 3D résine à moins de 100€ réalise de beaux prints ! https://www.lesimprimantes3d.fr/test-geeetech-alkaid-20231207/1 point
-
Ça c'est vraiment pas cool1 point
-
Je dirais qu'un ensemble de filtre a eau serai suffisant, généralement on est dan les 15€ les 5 filtres 25-20 µm(on peut descendre à 5µm), et il y a une surface de filtration importante, donc en dehors du porte filtre, c'est pas super cher même si on dois remplacer les filtres tout les 10-15 litres d'IPA. (et on peut peut être même les nettoyés) Faire un montage potable et utilisable facilement et par gravité ne doit pas être trop difficile, et on peut multiplié le nombre de filtre si on veut.1 point
-
Le problème était : Parce qu'il n'était pas à la bonne place.1 point
-
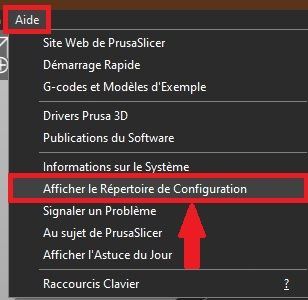
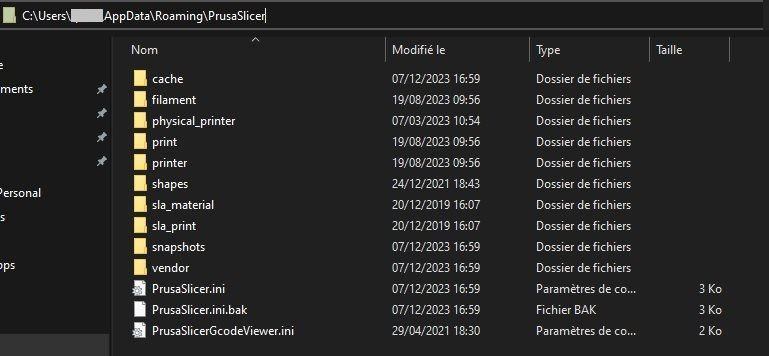
Dossier «caché» Appdata\Roaming\Prusaslicer dans le répertoire de l 'utilisateur : =>
 1 point
1 point -
a merde je l'attentais pas si vite une A1 normale j'aurais peut être du attendre avant de prendre la Mini du coup, sauf si le prix s'envole avec la taille1 point
-
Ce n'est pas plus mal finalement, je défriche, attends de voir ce que çà fait sur la mienne pour te faire une idée. Après tout ce que je t'ai dis c'est mon expérience perso avec mes rotules magnétiques bricolées. J'y fais attention aussi, je ne dispose pas d'une bourse extensible et j'ai beaucoup de projets en cours dans d'autres domaines. Ca à l'air bien çà, tu peux toucher aux machines-outils ? J'ai réfléchi au truc avec mon expérience toute neuve dans le domaine, ce qui m'a posé pbm avec mes rotules magnétiques c'est toujours les connections du haut des bras sur les ascenseurs, jamais sur l'effecteur. Ca s'explique aisément, chaque couple de bras, (seulement 2 billes) supporte 1/3 du poids de l'effecteur et de son équipement, alors que l'effecteur lui est maintenu par six billes. Peut-être qu'une bonne solution pour limiter les frais serait rotules mécaniques en haut pour supporter le poids et magnétiques en bas pour la facilité de démontage de l'effecteur.1 point
-
J'ai enfin reçu le module 40W avec la pompe à air. Il ne reste plus qu'à jouer avec, sauf qu'en ce moment je joue avec les XTOOL, donc on verra plus tard.1 point
-
Je ne sais pas si vous avez vu mais il y a un teasing au sujet d'une A1 non mini en cours :
.thumb.jpeg.df70d101d9919fbd352d6ecf88cf505a.jpeg) 1 point
1 point -
Perdu, mais il y a de l'idée (ce qui me surprend pour un Shadok, mais comme quoi tout est possible, même l'inimaginable).1 point
-
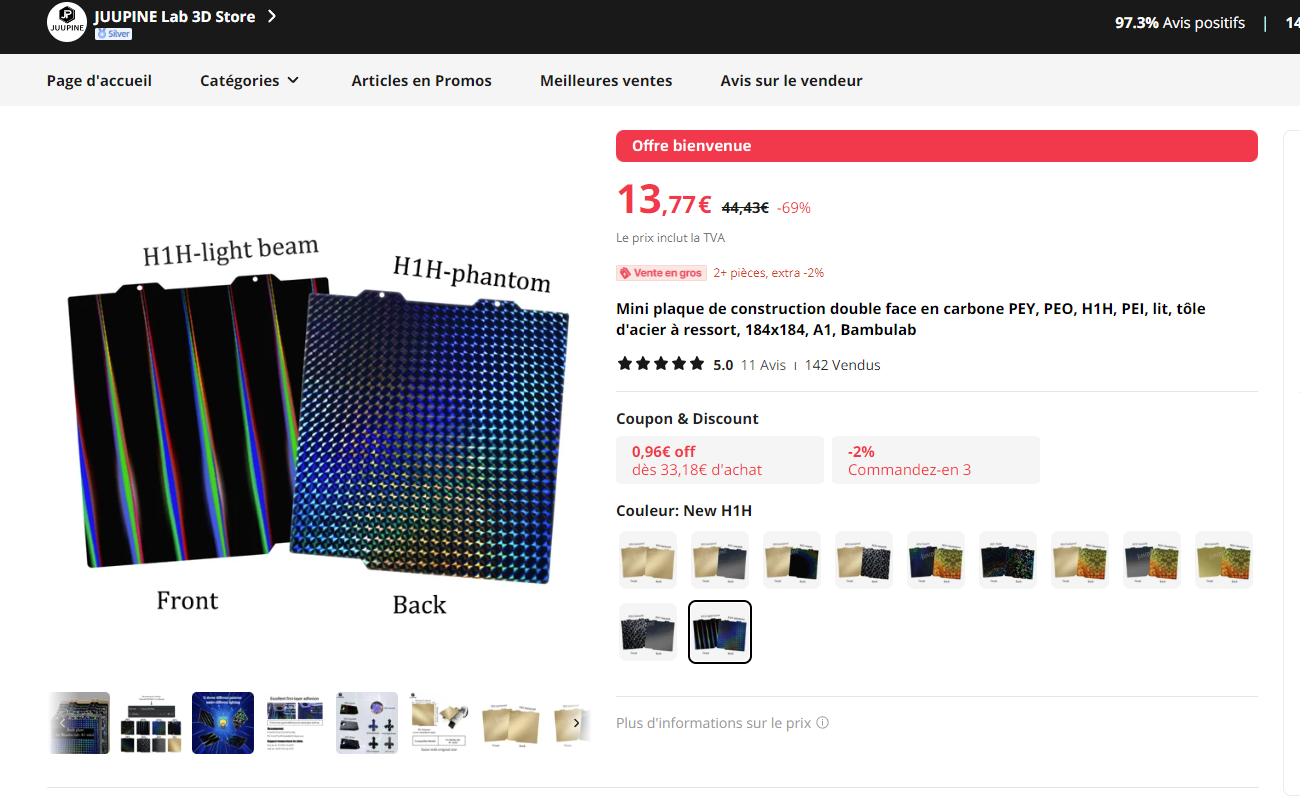
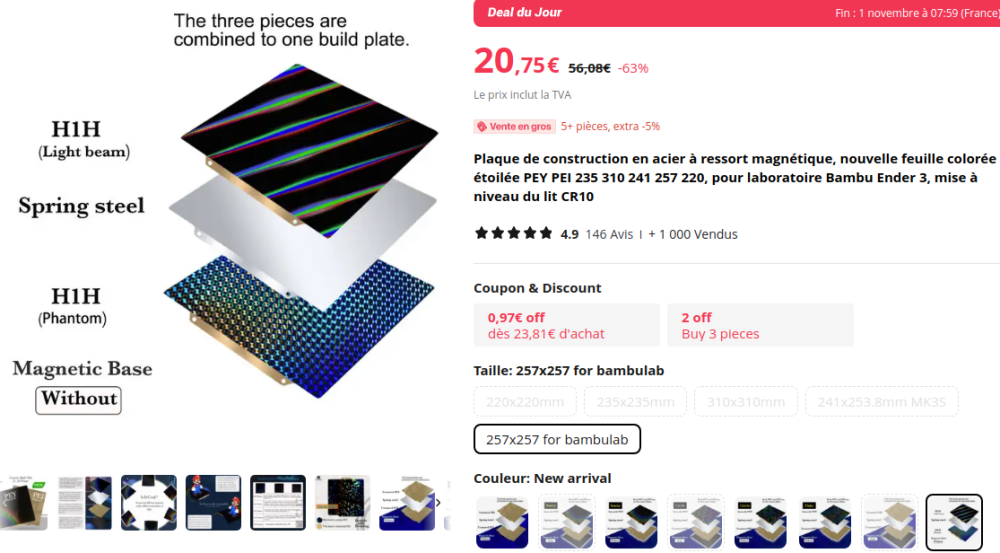
(Navré sur ce coup-là, je suis l'incarnation de la tentation ) Tu vas avoir presque toutes la collection Hé hé, en fait j'ai il y a quelques jours commandé un H1H "For Creality K1" (normalement, si j'ai pas tout mélangé, de la même taille de plateau qu'une E3V3SE) il était a 14,71 € quand je l'ai commandé sur https://fr.aliexpress.com/item/1005006244249651.html mais depuis ils ont augmenté les prix. Ajout > ho non, il y a encore du nouveau ... je n'avais pas vu le "PEO Chameleon" de https://fr.aliexpress.com/item/1005006172718643.html1 point
-
Pour limiter les frais, tu peux te contenter d'une Bambulab A1 !! https://fr.aliexpress.com/item/1005006172718643.html?spm=a2g0o.detail.0.0.dd98qp2tqp2tKk&gps-id=pcDetailTopMoreOtherSeller&scm=1007.40000.327270.0&scm_id=1007.40000.327270.0&scm-url=1007.40000.327270.0&pvid=cc0ca51d-50fe-46ac-97ed-4f79120928f0&_t=gps-id:pcDetailTopMoreOtherSeller,scm-url:1007.40000.327270.0,pvid:cc0ca51d-50fe-46ac-97ed-4f79120928f0,tpp_buckets:668%232846%238109%231935&pdp_npi=4%40dis!EUR!21.29!4.51!!!160.46!!%402103871e17019546710412863e4bac!12000036114289274!rec!FR!!AB
 1 point
1 point -
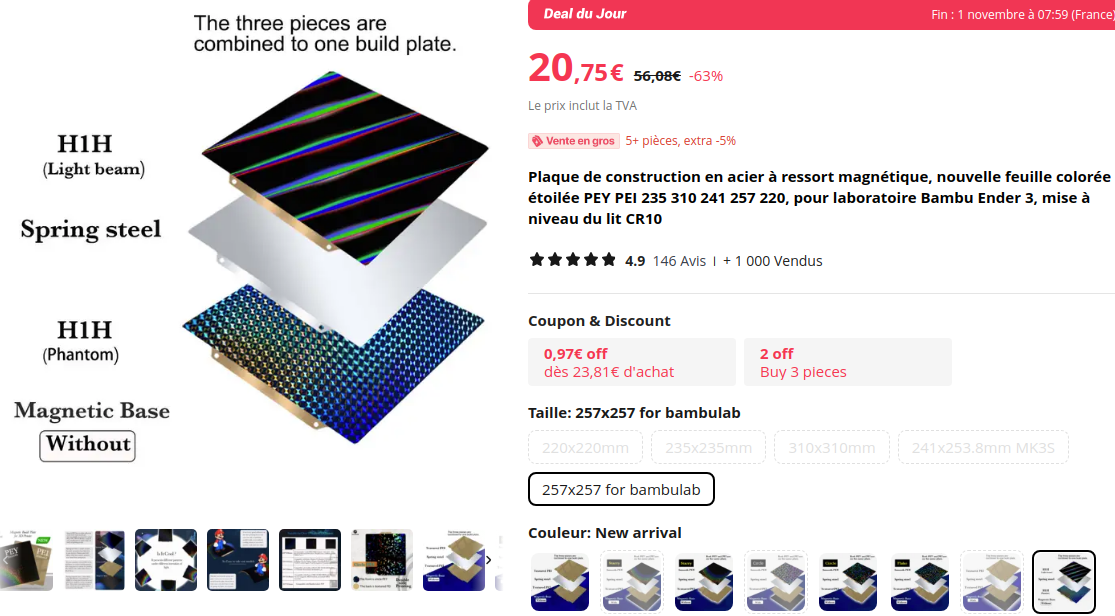
Tu m'étonne, je viens de craquer.. Circle et star PEY ainsi que PET et PEO pour tester. Le tout en 310 x 310 pour ma X2, je ferais un retour dès que je les reçois...1 point
-
Un kit robot Makeblock ? Oui, je ne me mouille pas trop1 point
-
j'en achèterais un pour ma petite fille dans quelques mois.1 point
-
Je découvre https://www.makeblock.com/ ! Cela en fait des robots si c'est bien cela. Comme tu me semble suffisamment "grand" je dirais qu'il y a probablement un "mBot Ultimate" ( https://www.makeblock.com/products/buy-mbot-ultimate ) Et aussi un "Codey Rocky" ( https://www.makeblock.com/products/buy-codey-rocky ) car c'est tout mignon

 1 point
1 point -
je ne suis vraiment pas fan des tatouages. Rien ne vaut le fer rouge pour enlever les tatouages.1 point
-
J'ai eu le même problème autant avec une nouvelle résine qu'avec une résine que j'avais utilisé l'année dernière et qui ne posait pas de problème. Donc ça n'a rien à voir ni avec la marque ni avec le modèle. ATTENTION, LES RÉSINES HAUTE TEMPÉRATURE SONT TRÈS VISQUEUSES, FAIRE ATTENTION À CE QU'ELLES NE SOIENT PAS FROIDES !!! J'ai fait un essai ce matin avec de la résine standard que j'ai chauffée au bain marie à 30°C et le problème a disparu.1 point
-
Pour le moment j'ai 0 soucis d'adhésion de la première couche personnellement, après a voir avec le temps je l'utilise que depuis Lundi la mienne , La gestion de la purge je suis 100% d'accord a mon sens elle purge 5 fois trop et comme tu la dis parfois cela peut être projeté la il faudrait pas. Pour le chargement du filament il y a un mod qui existe (vertical stand pour AMS lite ) qui résout ce soucis d'insertion par le dessous mais dans ce cas on perd la visu net de de la gestion du filament.1 point
-
Ne serais pas plutôt des carrés de 150mm ou de 500 mm de coté.1 point
-
Du coup pour ma culture général, qu'as tu donc fait pour résoudre le soucis ?1 point
-
Désinstallation et réinstallation ? Après Prusa Slicer permet de comptarer 2 configs. Donc tu devrais pouvoir te créer une config neuve propre sur la base d'une elegoo 3 par exemple puis tu charges ton config.ini de l'elegoo 4, tu compares les 2 configs et modifies ta config en conséquence. Enfin tu appliques tes modifs et tu sauvegardes (tu pourras d'ailleurs supprimer les config crées par config.ini dans Réglage de l'imprimante, Réglage du filament et Réglage de l'impression). PS : tu es sous quel OS ?1 point
-
Sous Linux, il est dans HOME/.config/Prusaslicer. Sous Windows, je ne sais pas1 point
-
Pour Windows 11, il n'est pas natif mais dispo dans le store...1 point
-
Salut, Un doute me vient à mon tour (je n'ai pas d'imprimante résine) avant d'être tranchés les formats des fichiers "résine" ne sont pas en .STL ? Je pense que c'est au niveau du trancheur que cela se passe mais les fichiers d'entrée sont d'un format identique. Si tu as tranché ton fichier avec chitubox tu auras en sortie un fichier que tu pourras imprimer sur ton imprimante résine. Pense d'ailleurs à indiquer la marque et le type de ton imprimante dans ton profil. Ca facilitera l'aide ... Bons prints Bonnes impressions !1 point
-
Quoi ? Heureusement que je suis les topics laser1 point
-
Salut, J'utilise pour ma part de la résine Water Washable, avec 3 bains de rinçage, 1 d'eau , 1 d'alcool a bruler, et 1 d'isopropylique. Du coup je consomme très peu d'IPA et mes problèmes de recyclage sont beaucoup plus simple. Mais j'ai une question sur le sujet: est ce qu'un bête filtre a sable (sable d'aquarium ou a sablon dans un tube en PVC) par simple gravité ne serait pas plus simple, moins dangereux et plus économique...?1 point
-
Bonjour a tous, J'ai eu un peu les mêmes déboires que Tomographyx , il est vrai que la Jupiter est une machine superbe mais que les problèmes sont égaux a la taille du plateau... Bref, s'avère que pour moi, le plateau est ''relativement" plat (on voit un peu la lumière sous la règle, mais rien qui laisse passer une feuille de papier) et pourtant l'adhérence est plus qu'aléatoire: des fois oui, des fois non, malgré plusieurs réglage du z où je n'était pas vraiment satisfait du résultat ( toujours un angle qui laissait un peu plus de jeu que les autres ( technique avec les 4 bouts de papier)). Me viens alors l'idée incongrue et surréaliste de vérifié la planéité de l'écran, et Ô surprise, celui-ci ne l'est pas du tout (ok pour une diagonale, mais presque 1mm de creux au milieu de l'autre). Je vais le démonter en espérant que c'est juste un problème d'assemblage avec un bout de double face en trop sur un des coins ou un truc du genre et que je ne sois pas obligé de le caler pour le "tordre a plat". Je vous tiens au courant. Avez vous déjà eue le problème et , si oui, qu'elle a été votre solution...?1 point
-
bonjour, déjà je commencerais pas dire que la vitesse n'est pas du tout la même suivant la phase d'impression; première couche, contour, remplissage, déplacement, dernière couche. Les paramètres impactés sont... TOUS mais je dirais que le premier est la température, plus vite=plus chaud le meilleur compromis vitesse qualité dépendra de ce que tu veux comme qualité . Je te conseillerais de te fixer un paramètre (comme par exemple une vitesse moyenne de 100mm/s) et d'ajuster les autres paramètres en conséquence jusqu'à obtenir une qualité correct. Et lorsque tu vas changer de filament il faudra réajuster... Bonne chance1 point
-
Ce n'est pas du PTFE et on est sur du Direct Drive certes mais il ne faut pas réduire le diamètre des tubes non plus, y'a même un article à ce sujet sur le wiki pour tous ceux qui sont passés en Capricorn1 point
-
Les Tubes fournit ne sont pas en PTFE réellement et cela ne pose pas de soucis vue que l'on est en direct drive, par contre je trouve plus pratique qu'ils soit transparent car cela permet de vérifié l'acheminement du filament1 point
-
Si ce que j'ai vu sur Reddit est vrai, on serait sur un kit à 600$ (annoncé à 500$ au début) pour avoir le système complet. Donc environ 1300$ (sans remise) pour imprimante + Color Engine. Si leur petit modèle, la M5C, est compatible, la facture sera d'environ 1000$. C'est sûr qu'ils sont les seuls à utiliser ce système et que c'est moins cher que d'autres systèmes à plusieurs têtes, mais j'ai comme l'impression qu'il va falloir attendre le retour d'expérience de plusieurs personnes avant d'acheter. De toute façon les Kickstarter seront expédiés en premier, ils feront le crash test pour les autres1 point
-
La chanson de Renaud m'est revenue en mémoire :1 point
-
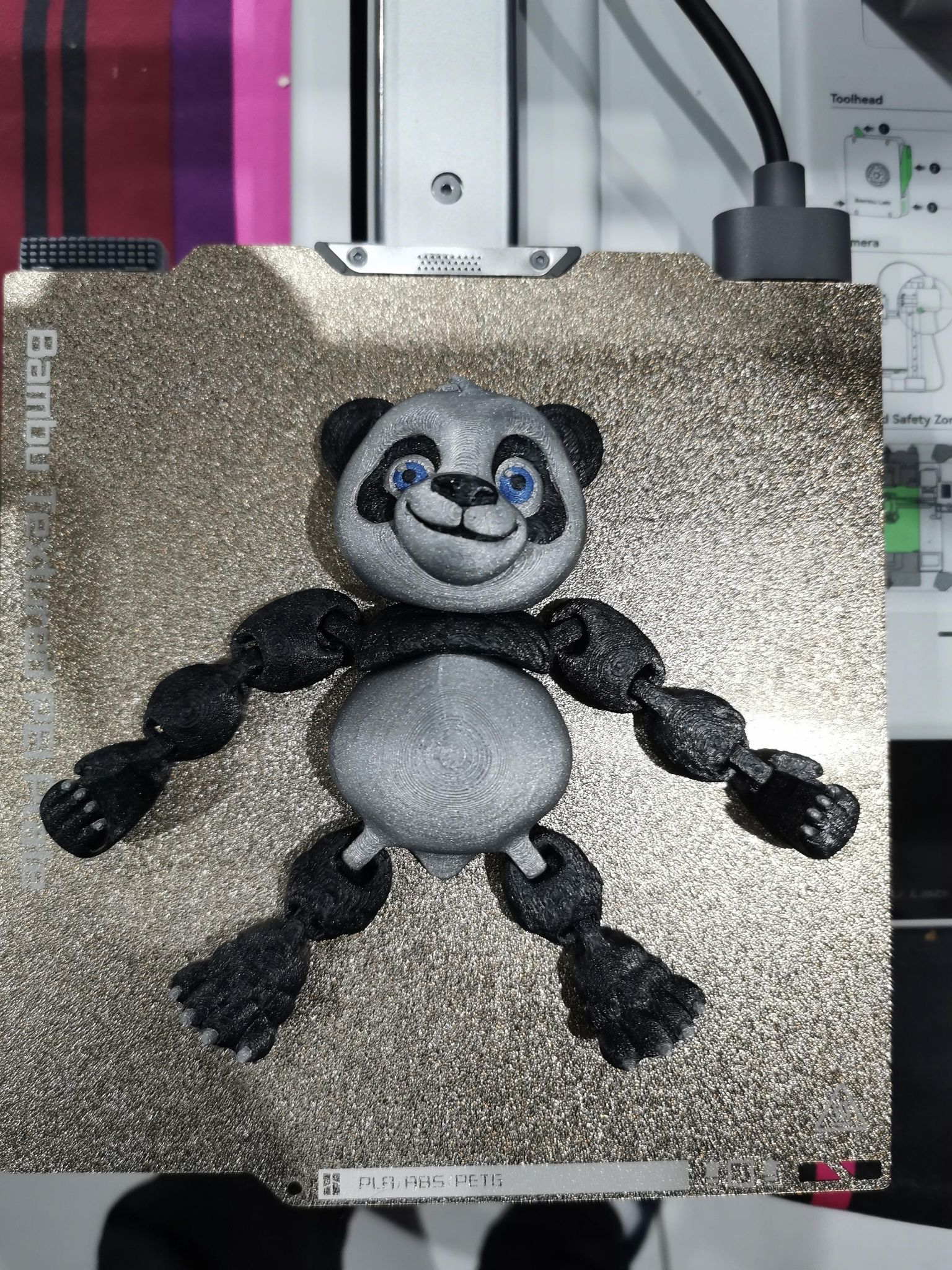
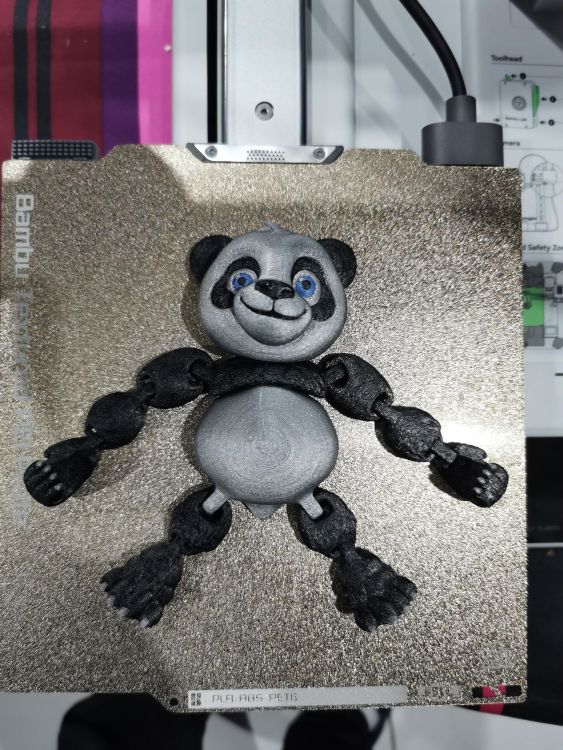
J'ai eu le même cadeaux la Lampe dans mon cas cela me dérange pas même si la souris je la trouve sympatoche , en effet c'est ce qui me surprend que je la reçoivent avant toi alors que commandé après, mais je pense que cela fonctionne de la façon suivante les usine doivent être en chine dès qu'il atteigne un volume suffisant en usine il expédié vers l'entrepot Allemand et il livre directement les clients, si ce que je pense on a fait partie tous les 2 du même lot de batch d'imprimantes alors elle ont été expédié a peu près au même moment mais moi étant en il de france j'ai peut être été favorisé a l'expédition l'expédition via camion c'est fait avant pour IDF que par chez toi ou la poste a été plus réactive par chez moi, une fois le départ de l'allemagne confirmer c'est arrivé en 2 jours chez moi. Alors j'ai commencé a l'utilise que Lundi car j'etais en week end loin de chez moi j'ai donc fait que 4 prints actuellement, la Scrapper en gris avec les écritures Bleu pour voir les capacités vitesses précision me faire la main, puis j'ai imprimer des adaptateur de bobine pour les bobines SunLu (ces essentiel sinon les bobines SunLu sont pas utilisable sur l'AMS lite) donc la en mono filament et slicer sur bambu studio par mes soins (etant habitué a Orca slicer cela n'a pas posé de soucis particulier ). Puis j'ai lancer un print test sur la SD le Panda en 3 couleurs via 2 bobine de PLA Glitter Eryone Galaxy Silver & Blue et une bobine SunLu Flash PLA Noir. Voici le résultat du Panda : Mon impression actuel non définitive je suis loin d'avoir fini de tester la machine, est la suivante : Si la machine utilise pas mal de thermo plastic moulé l'impression de qualité perçu de la machine est supérieur a bon nombre de machine que j'ai eu en main, elle fait vraiment qualitative, la qualité d'impression (sans avoir a calibrer ou ajuster quoi que ce soit) est simplement très très bonnes les résultat actuel me montre une précision supérieur a ce que me sort ma SR sous Klipper que j'ai ajuster pendant un certain temps pour pas dire un temps certain , les angles sont propres et précis et les parois fine d'une précision qui ma fait halluciné (j'ai encore un test de ce côté a réalisé pour confirmer mon impression mais le résultat semble plus plus précis que ce que réussi a me sortir ma SR sur des fines écritures en relief), les couches sont a peine perceptible malgré le fait d'imprimer que en 0.2mm de hauteur de couche pour le moment (bon de ce côté avec la SR j'avais déjà de bon résultat honnêtement). L'imprimante en elle même est très agréable a utilisé pas compliqué a prendre en main et la qualité des impressions est wahoo honnêtement, maintenant l'AMS Lite est pas trop mal a des côté pratique pour mon cas cela simplifie le fait de ne pas avoir a changer de filament a chaque print ici je peux garder les 2 ou 4 filament les plus utilisés dans mes prints cela est pratique, mais par defaut qu'est ce que cela gaspilles en filament, y a vraiment des ajustements et optimisation a effectué après des impressions avec beaucoup de changement de couleur comme ici avec le Panda j'en aurais pas a imprimer souvent, mais cela manque d'optimisation de ce côté et le système de purge merite un bac adapter et peut être un defecteur bon j'ai vue qu'il y a pas mal de chose existante sur makerworld je verrais ce qui me semble le plus prometteur. N.B : mon ressentie sur MakerWorld, le cloud Bambulab, l'appli Banbu handy j'en ai pas pour le moment etant donner que je suis sans internet chez moi depuis 20 jours et que si pour 1170 logements de ma ville c'est revenue a la normale Dimanche moi ainsi que 267 autres logement sommes encore sans fibre (merci au con qui a vandalisé notre NRO y a 3 semaines). Donc mon ressentie de ces outils ce feras ultérieurement.

 1 point
1 point -
J'ai commandé la mienne la 13/11 et je l'ai reçu Jeudi . A côté de cela on peut pas dire que je sois un débutant de l'impression 3D mais je début chez Bambulab c'est officiel. Bon sérieusement elle est pas parfaite en effet mais je la trouve vraiment pas mal cette petite A1 Mini, après un scrapper d'imprimer en print de test j'ai lancer un adaptateur de bobine SunLu ne tienne pas sans cela sur l'AMS Lite, puis un Panda 3 couleur dispo sur la SD, cela prouve bien qu'il y a de l'optimisation qu'il va me falloir effectué cote gestion AMS c'est abuse d'origine les setting de purge qu'il applique, mais cela fonctionne pas trop mal, les impressions en terme de qualité sont très honnêtement ahurissante ma SR sous klipper fait des impressions propre et etait l'imprimante que j'utilise le plus (avec profils Orca) mais la honnêtement j'ai de base une meilleur précision sur les parfois fine et petite ecriture et les angles net et parfait et cela a des vitesses supérieur au 250mm/s de ma SR. Je vais continué de test cette machine et je comparerais la qualité et la précision d'impression de cette dernière avec l'autre machine en attente, mais je sais pas quand elle arrivera celle la1 point
-
Oui pour la v4 Le Sunlu Filadryer 4 issus de la campagne Kickstarter juste sorti de son carton :
 1 point
1 point -
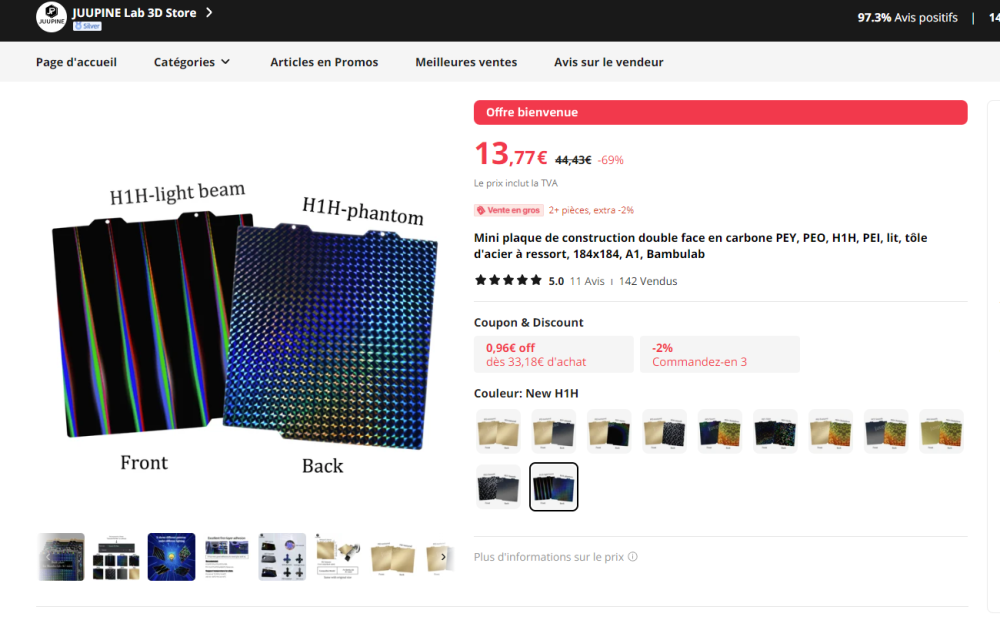
C'est pousser a la consommation ! je vais devoir m'acheter une BambuLab si je veux tester Car il semble y avoir du nouveau de disponible le "H1H" avec un motif "Light beam" et "Phantom" https://fr.aliexpress.com/item/1005005649083477.html
 1 point
1 point















.jpeg.dcf437123556652f563bfd257c65e64d.jpeg)