Classement



Contenu populaire
Contenu avec la plus haute réputation dans 21/12/2023 Dans tous les contenus
-
c'est bien la FF 5M Pro, la preuve en image Reste plus a démonter un peut les carters et voir l'électronique, puis lance les premiers test, et quelques impression d'un gros projet en suspend pour pouvoir écrit une review la plus objective possible sur cette belle machine qui j'en suis convaincu fera des merveilles. Merci à la Team d'admin qui a œuvré pour j'obtienne cette machine pour la réalisation d'une belle review, qui par la même me permettra de reprendre un projet qui etait en pause depuis quelques mois. Et je dois dire qu'il y a une chose qui grandement plus a madame Magounet c'est la beauté de l'échantillon de filament FlashForge fournit, je pense qu'elle me fera acheter quelques rouleaux de filaments dans le futur (ils sont malin chez FlashForge )

 4 points
4 points -
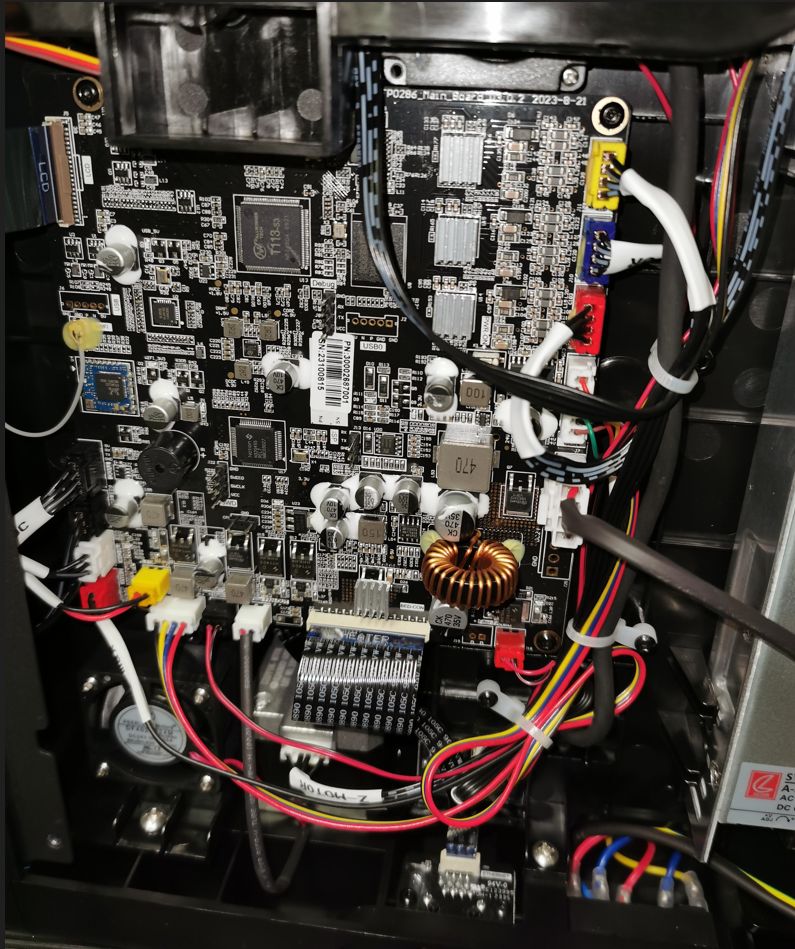
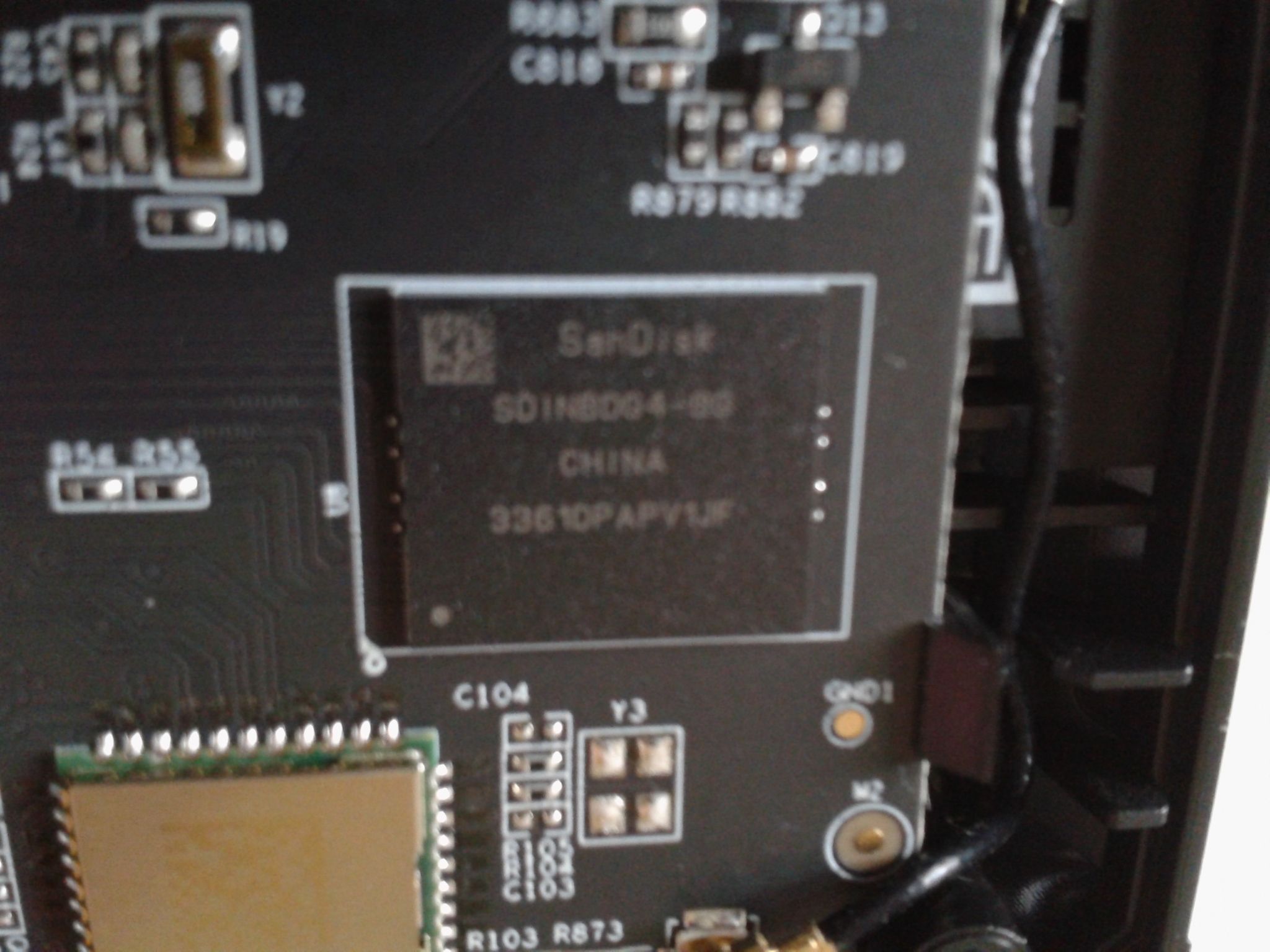
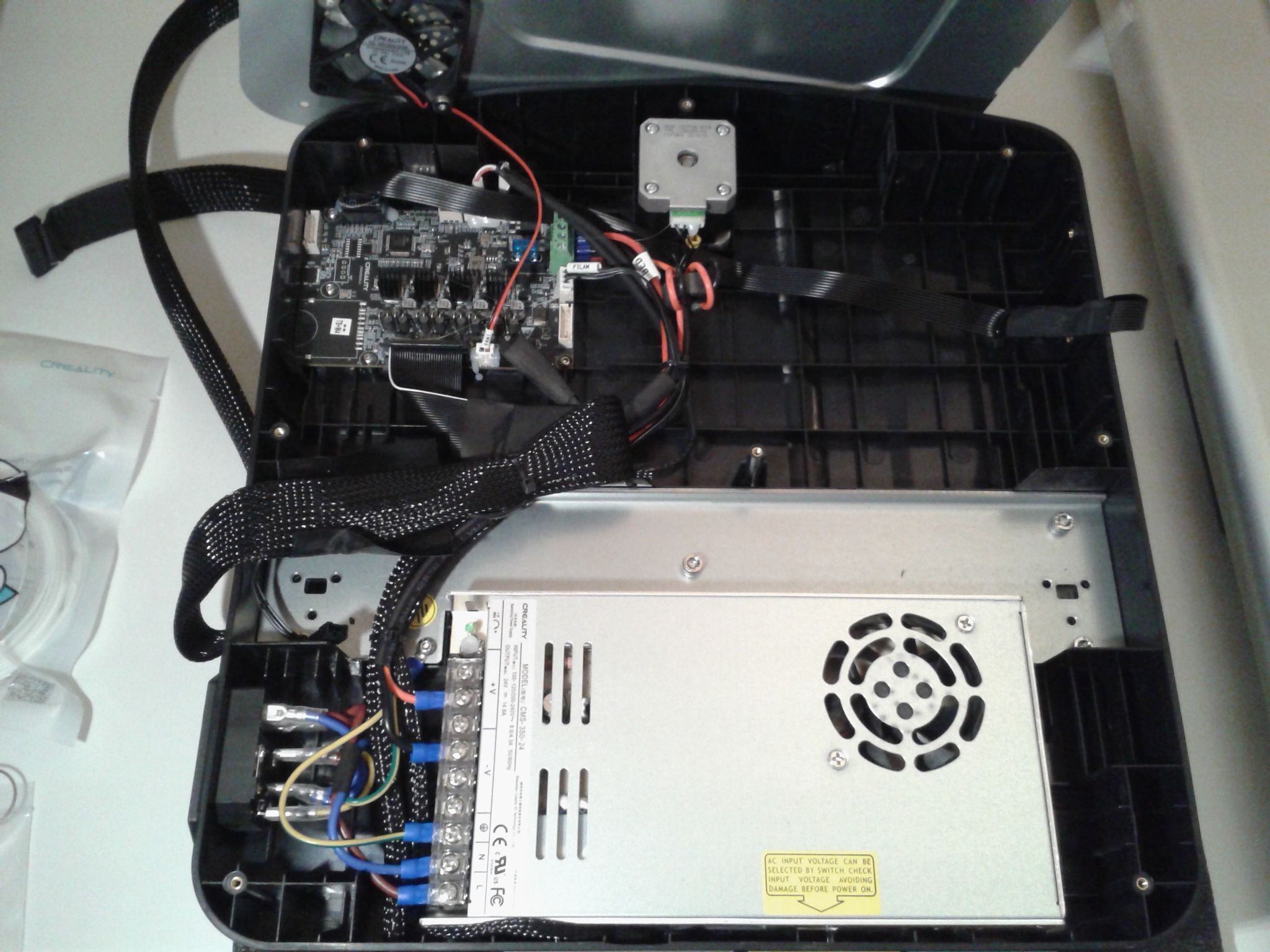
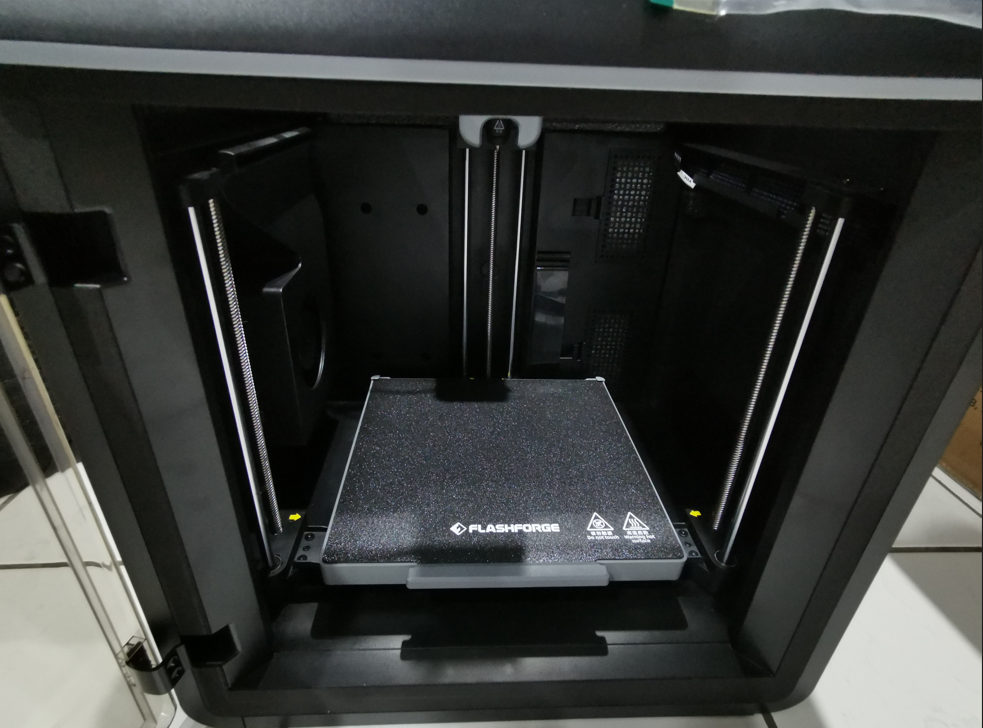
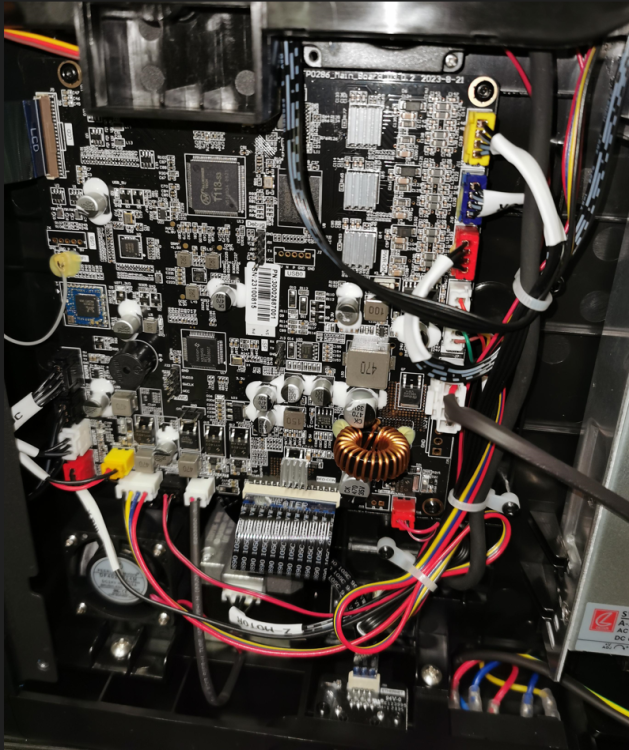
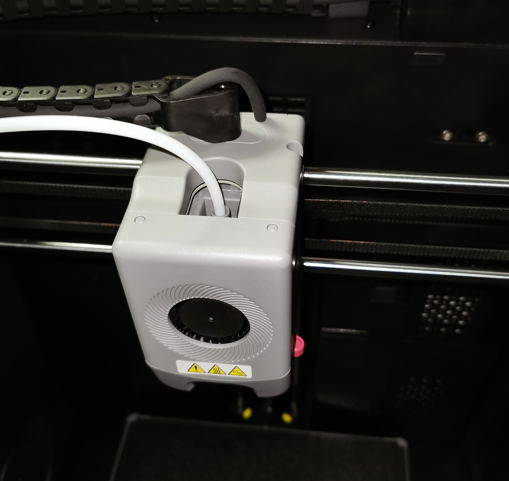
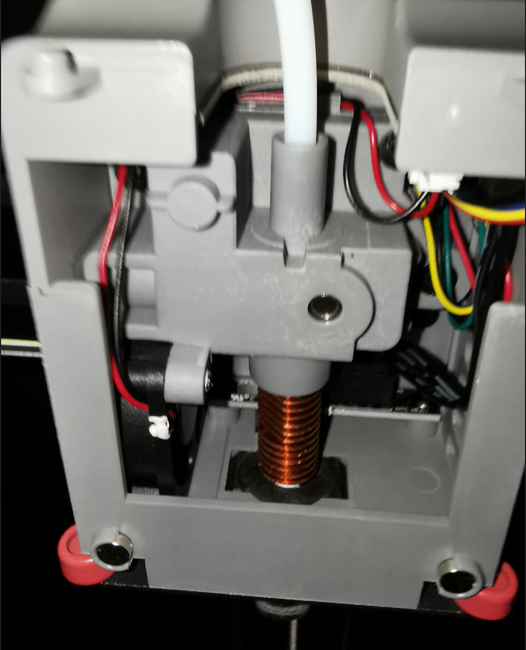
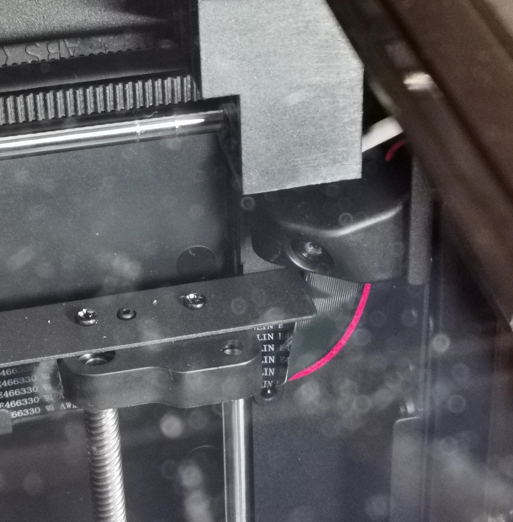
Bonjour à tous j'ai l'honneur d'avoir reçu cette belle FlashForge Adventurer 5M Pro gracieusement pour test et réalisation d'une review, je vais donc ouvrir ici un sujet qui sera mis à jour au fur et à mesure de mes tests et découvertes, avant la publication de la review complète de cette belle imprimante Core XY close de taille moyenne qui pour particularité d'avoir un système de buse a changement rapide. Déballage de l'imprimante L'imprimante est livré dans un carton equipé de poignet plastique blanche sur le côté pour facilité le transport, le colis pèse un totale de 19kg et a des dimensions a peine supérieur a celle de l'imprimante A1 mini en version Combo de BBlab, donc colis assez compact. l'intérieur est protégé par des des angles en carton renforcé et de la mousse de type Foam qui encercle la machine, seule un très léger fascicule "after sales service" et la clé usb de marque Sandisk sont posé sur le dessus. Pour sortir l'imprimante on est dans une situation équivalente à ce que j'ai eu avec ma Bambulab, a savoir que l'on sort l'imprimante en tirant sur le sachet plastique qui enveloppe l'imprimante complète. Voici donc l'imprimante sortie de son carton. En retirant les scotchs bleu et en ouvrant le couvercle du dessus de l'imprimante, on a de la mousse Foam qui protège la mécanique et enferme les accessoires et les 200gr de filament FlashForge. Le contenu du carton d'accessoires contient juste l'essentiel (pinces, outils de vissage, support de bobine), mais aussi un tube de colle liquide on verra si cela est utile et nécessaire a l'usage de l'imprimante, et par contre une seconde buse acier en 0.6 apparemment et sa c'est très bien (surtout que le cout d'une buse est d'environ 32€) Voici ce que donne l'imprimante après le retrait de la plupart des plastiques, la porte et le couvercle sont en plastique pas de verre ils sont très bien ajuster a l'imprimante, pas de de soucis d'étanchéité à prévoir, et le tout tien très bien en place fermé grâce a des aimants. Aperçu rapide de l'intérieur de la machine en image. Découverte de la partie matériel de l'Adventurer 5M Pro. Comme a mon habitude j'ai me bien regarder ce qui ce cache dans les imprimantes qui passe entre mes mains, alors sans surprise pour ma part on est sur une architecture électronique maison. Carte mère 64bits sous MCU Allwinner T113-S3, l'écran est connecté via une nappe souple de type DSI, nous retrouvons 3 Drivers pour les Axes X Y Z (difficile de dire avec certitude de quels type de driver il est question ici peut être des 2209 ou 2226 les dissipateur étant plus petit que habituellement utiliser sur les 2209) refroidit par un ventilateur turbine 4010. La chauffe du bed est gérer par une nappe souple, on peu remarque que 2 connecteur USB et connecteur 2 et 3 fils JST ne sont pas câblé sur la carte ce qui pourrait laisse penser que la carte puisse être utilisable sur une autre machine. Et côté réseau nous avons droits une prise RJ45, et a du Wifi, ici surprise nous avons nativement une support wifi 5Ghz en plus du classique 2.4Ghz c'est assez rare pour le souligné. Côté alimentation on a droit a une alimentation de 24V et 14.6A (donc 350W) Le système de tension des courroie XY est accessible directement depuis l'arrière est est facile d'accès c'est un plus comparer a certaine core XY mal pensé comme la KLP1 de kingroon. La tête d'impression : Le capot de ventilation tiens par 2 ergos supérieur et 2 aimants en partie basse cela fait penser a ce que l'on voit sur les Bambulab. La hotend intégré au buse est en cuivre refroidit par un ventilateur de 3010, et l'électronique de la tête est situé à l'arrière. Le nivellement ce fait directement en contact avec la buse, donc ici point de Z-Offset a ajuster. Pour la zone d'impression, on pas mal de chose intéressante : une ventilation auxiliaire un éclairage led efficace caché dans un réglette en façade de la machine une caméra pour les time lapse et le contrôle a distance et cette dernière est assez efficace avec nombre d'image par seconde assez important d'au moins 20ips. on a une double ventilation renouvellement d'air avec filtrage interne et externe, qui permet 'l'impression du PLA imprimante totalement fermé. Voila de termine l'aspect découverte matériel de cette belle machine. Les premières impressions PLA sur la Flash Forge 5M Pro Premier fichier test de FlashForge imprimer tel que que fournit c'est pas super bien slicer donc perfectible mais cela permet de valider que la machine est ok. Suivi d'un 2 eme modèle fournit par Flash Forge qui permet de s'assurer que l'extrudeur est bien calibrer et c'est bien le cas. Derrière cela on attaque quelques impressions slicer sous Flash Print 5 puis Sous Orca Slicer











 3 points
3 points -
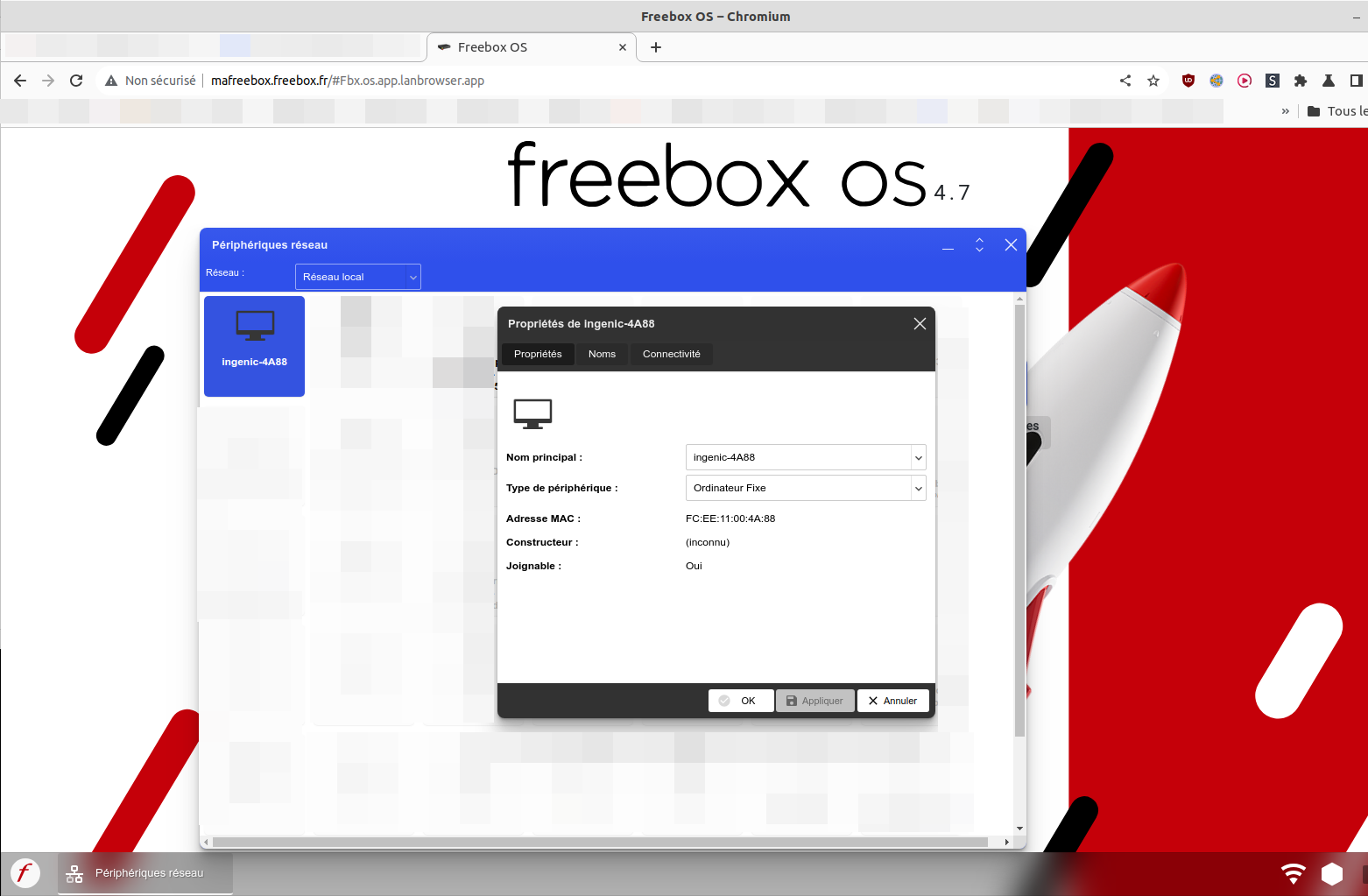
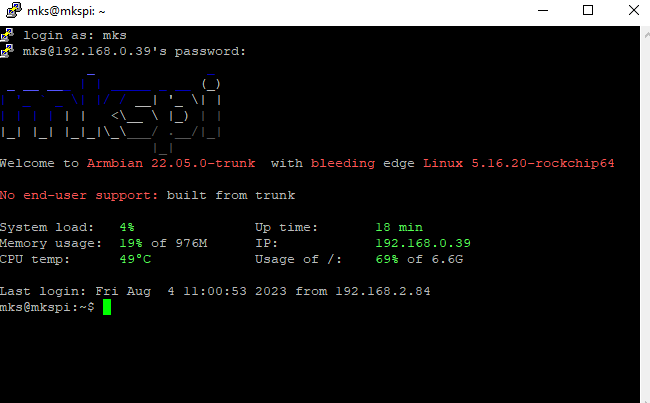
J'ai acheté une camera Logitech C270 je l'ai branché sur la machine et ça ne fonctionne pas... Ha c'est pas plug and play ? et bien non Voici la manipulation à effectuer : Vous branchez votre caméra sur l'imprimante, vous allumez l'imprimante Il faut ensuite avoir Putty ou un autre logiciel de ce genre pour se connecter en SSH à l'imprimante exemple : Vous entrez l'adresse IP, vous la trouverez sur l'écran de votre imprimante dans Paramètres => A propos de la machine Vous cliquez dans Putty sur Open, vous vous connectez ensuite avec le login : mks et le password : makerbase Vous arrivez ici Toujours dans Putty vous entrez (ou faites un copier/coller), vous faites entrer après chaque ligne sudo systemctl enable webcamd sudo systemctl start webcamd Vous allez maintenant dans Fluidd avec votre navigateur en tapant l'adresse IP que vous avez récupéré précédemment sur votre écran Vous allez sur paramètres (icones de gauche) puis sur webcam Vous faites Ajouter une caméra Vous lui donnez un nom, puis faites Ajouter Voilà maintenant lorsque vous retournez dans Tableau de bord (icones de gauche) l'image de votre camera doit s'afficher Je n'ai pas de mérite, je n'ai rien inventé, j'ai trouvé ça dans un coin du net... Il faut bien sur que votre machine soit connecté soit pas wifi soit par RJ45 Cette manip doit fonctionner sur toute la série Neptune 4, 4 / pro / plus /max Pour info ça marche aussi avec d'autres cameras compatibles linux

 1 point
1 point -
Salutation ! Après avoir testé une "Ender-3 V3 SE" (sujet, test), j'ai le plaisir d'avoir a tester une "Ender-3 V3 KE". Mise à jour : le test complet est en ligne ! Félicitation à @isidon, pour l'avoir mentionné le premier lors du "Quoi qu'est-ce ?". Rapidement, comparais à la "SE", la "Ender-3 V3 KE" dispose d'un firmware "Creality OS" (dans l'écran Nebula Pad) basé sur Klipper (comme avec la "CR-10 SE", voir le test de @Yo'), elle perd 1 cm de hauteur en volume d'impression face a la "Ender-3 V3 SE", car elle possède un rail linéaire et non des galets pour l'axe X. (Ce qui lui donne un volume d'impression de 220 x 220 x 240 mm (LxPxH).) dispose d'une buse de 0.4 mm de diamètre montée sur une tête d'impression qui permet de monter jusqu'à 300°C (au lieu des 260°C pour la "Ender-3 V3 SE") grâce à un bloc de chauffe en céramique de 60W et un heatbreak Bi-métal (alliages cuivre+titane) et de deux ventilateurs pour le refroidissement de l'impression A une poulie dentée qui a un plus gros diamètre fixé sur l’arbre moteur de l'axe Y que sur la "Ender-3 V3 SE". Tout cela devrait lui permettre d'atteindre des pointes de vitesses d'impression de 500 mm/s (au lieu des pointes de 250 mm/s de la "Ender-3 V3 SE"). Liens Liste de lecture "Ender-3 V3 KE related Tutorial" sur la chaîne YouTube de "Creality After-sale" https://www.youtube.com/playlist?list=PLW9O3eZmo5E3rsUg72LQwtSkM5yGDRZmZ Site officiel de Creality https://www.creality.com/ Firmware pour la "Ender-3 V3 KE" https://www.creality.com/pages/download-ender-3-v3-ke Sources du firmware https://github.com/CrealityOfficial/Ender-3_V3_KE_Klipper/ (on y trouve dans les "releases" la version 1.1.0.12 du firmware, qui permet un mode root) https://github.com/CrealityOfficial/Ender-3_V3_KE_Annex/ ( où on trouve les installes de fluidd et mainsail si en mode root ) Site de vente officiel de Creality https://store.creality.com/ Support Creality Service après vente via mail cs@creality.com Support technique via Facebook https://www.facebook.com/crealitycustomerservice Page sur le Wiki de Creality pour la "Ender-3 V3 KE" https://wiki.creality.com/en/ender-series/ender-3-v3-ke Manuel de la "Ender-3 V3 KE" https://wiki.creality.com/en/ender-series/ender-3-v3-ke/manual Les composants de remplacement https://wiki.creality.com/en/ender-series/ender-3-v3-ke/parts-of-ender-3v3-ke Discord "Creality" (invitation https://discord.gg/X46pNjdPBM ) "Creality Cloud - 3D Printing" ( invitation https://discord.gg/gn32hQSCMm ) Sur le comparateur "Creality Ender-3 V3 KE (Klipper) : fiche technique, tutoriel, test, prix" https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/ender-3-v3-ke/ "Creality Ender-3 V3 KE, la petite imprimante sous Klipper | Les Imprimantes 3D .fr" https://www.lesimprimantes3d.fr/creality-ender-3-v3-ke-klipper-20231226/ "Test Creality Ender 3 V3 KE, l'imprimante 3D pas cher sous Klipper" https://www.lesimprimantes3d.fr/test-creality-ender-3-v3-ke-klipper-20240118/
 1 point
1 point -
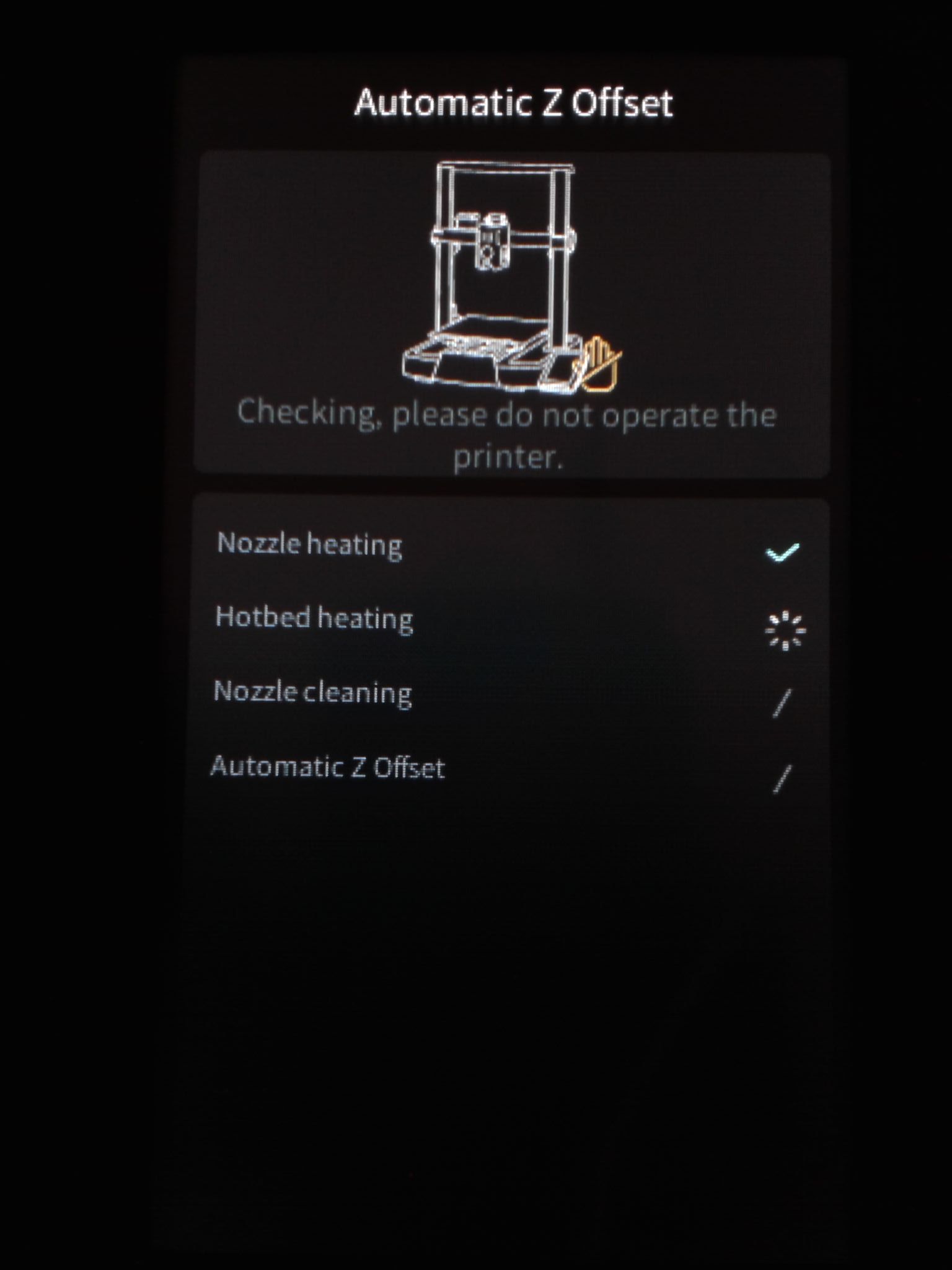
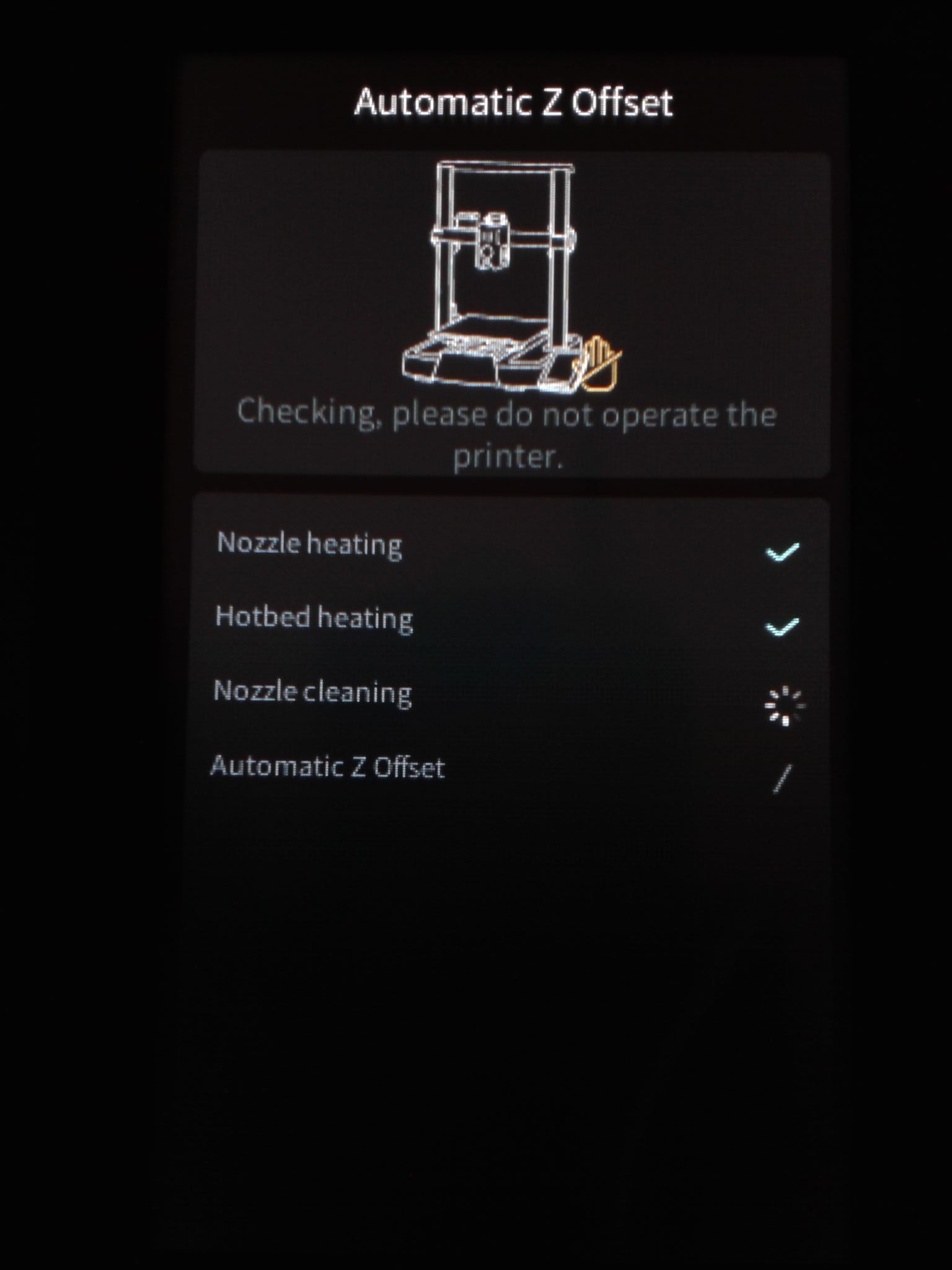
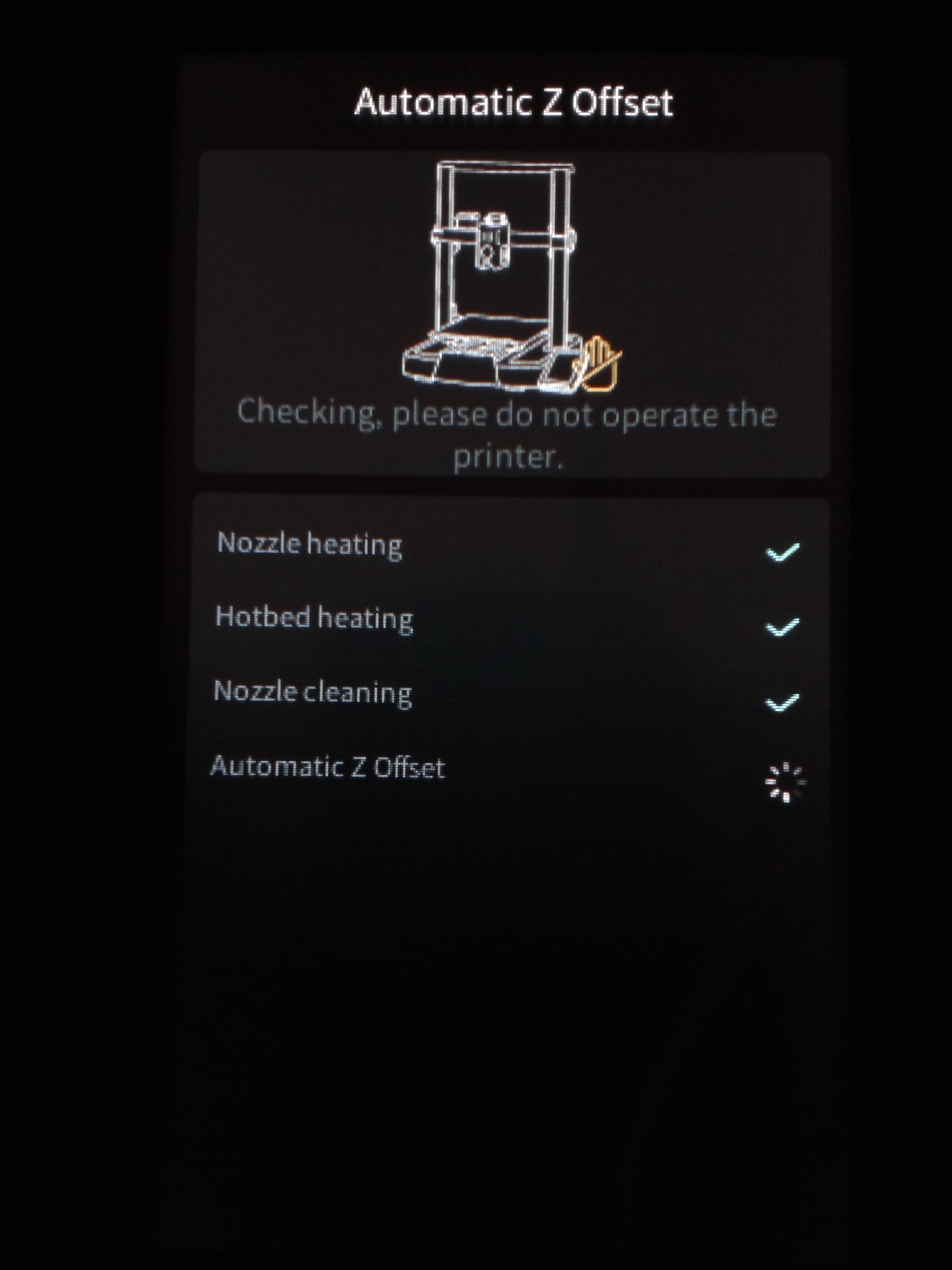
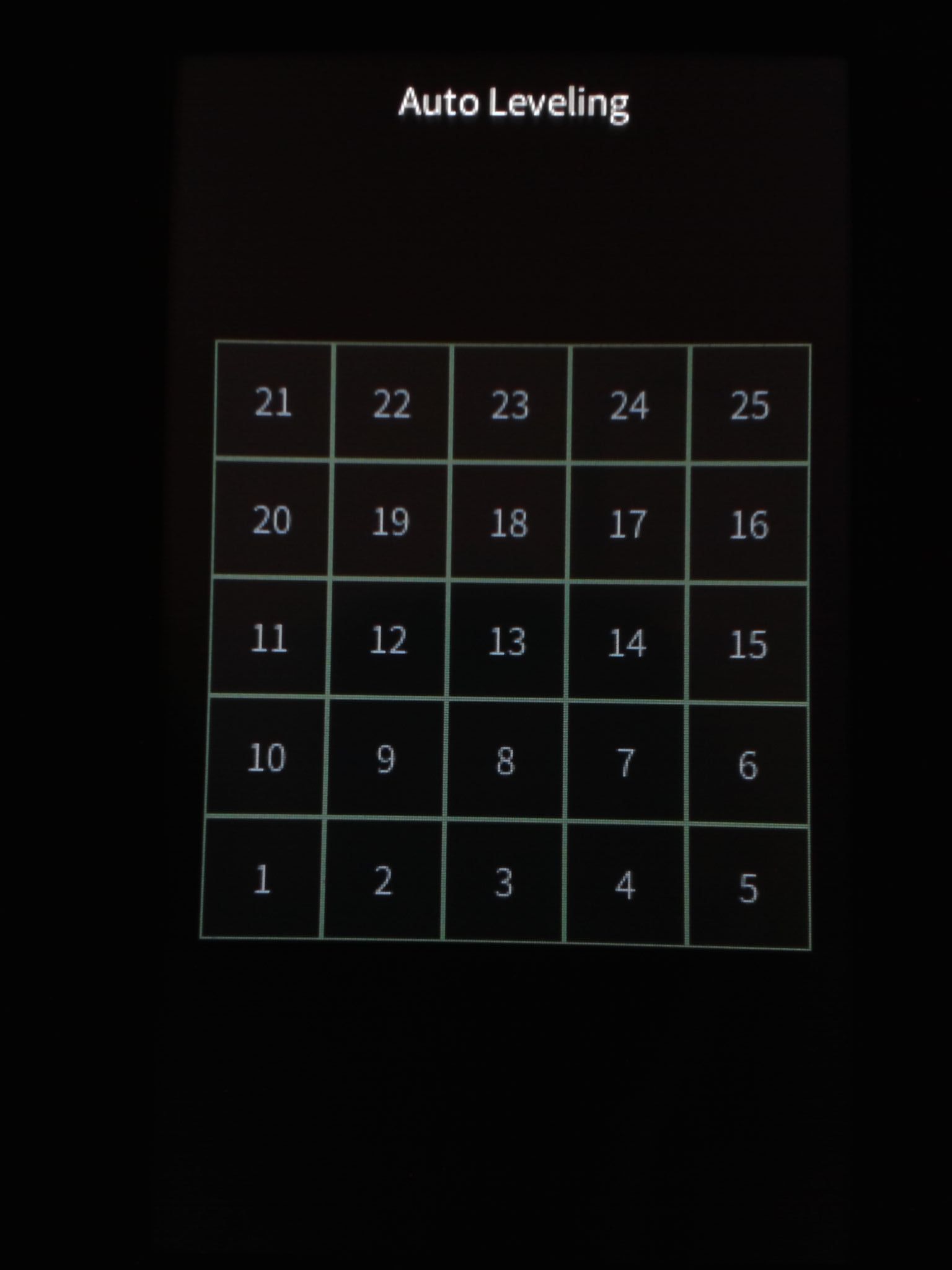
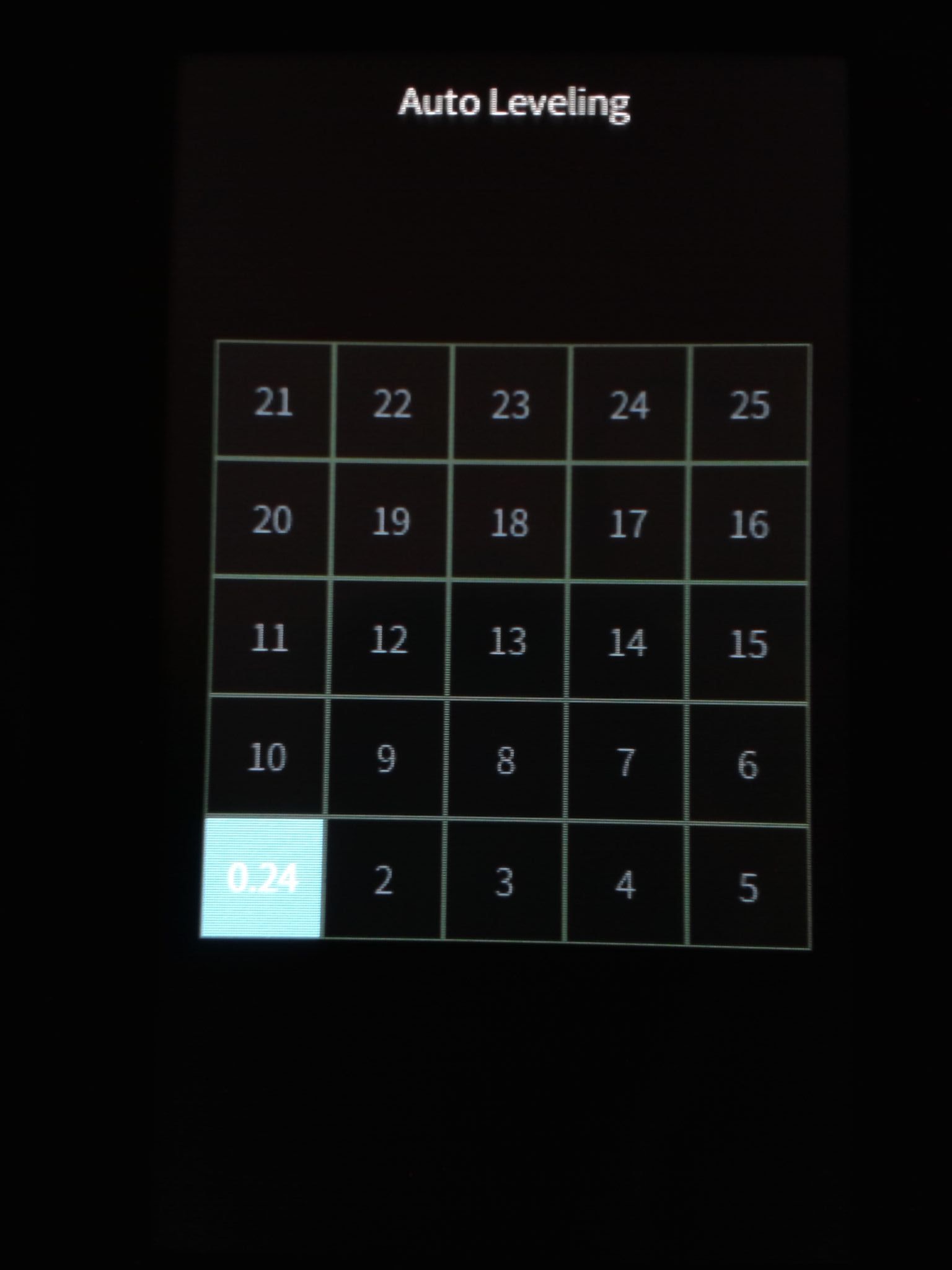
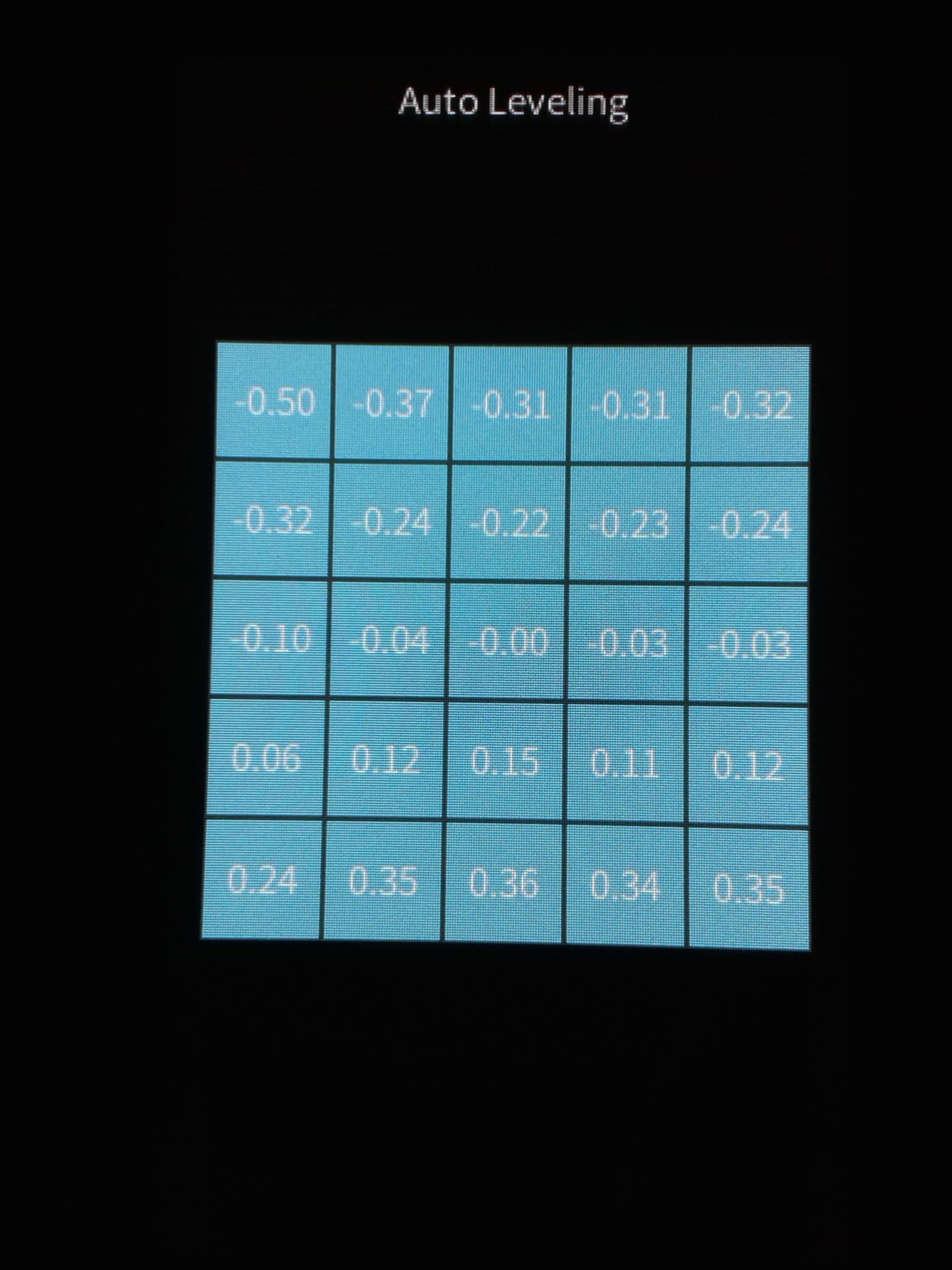
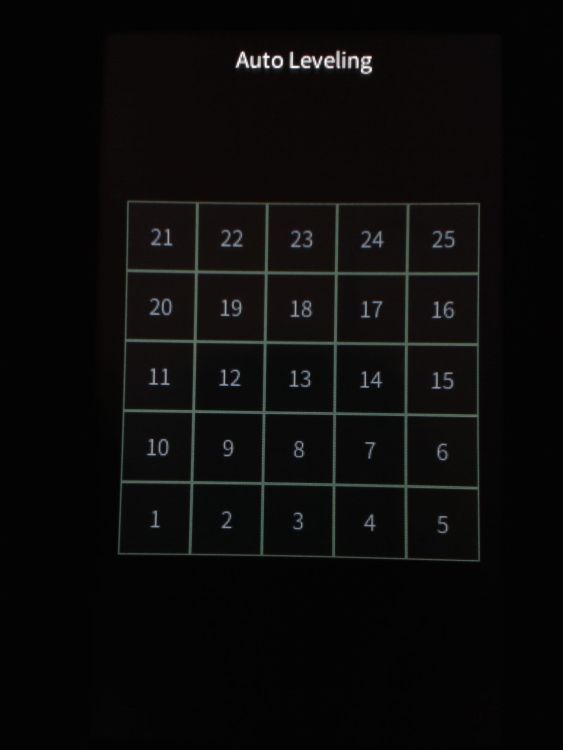
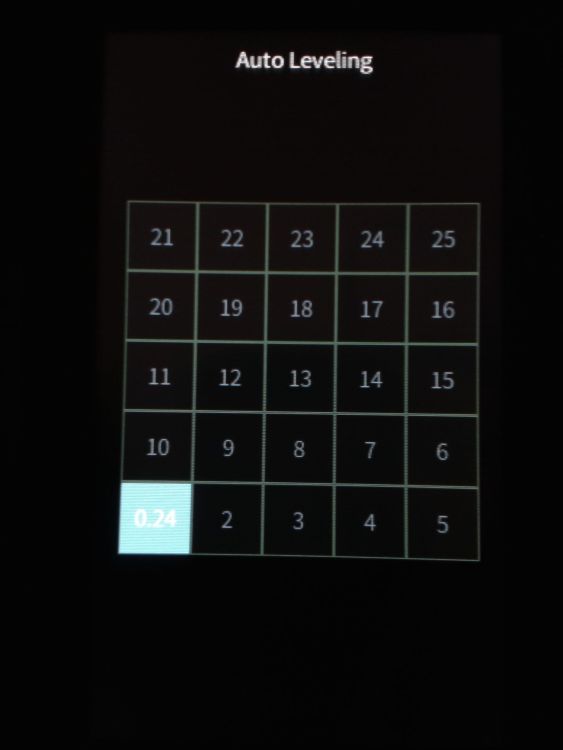
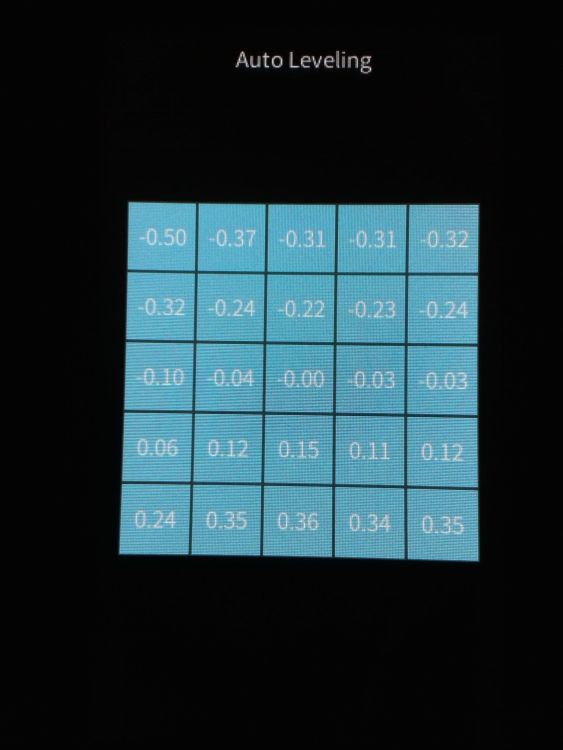
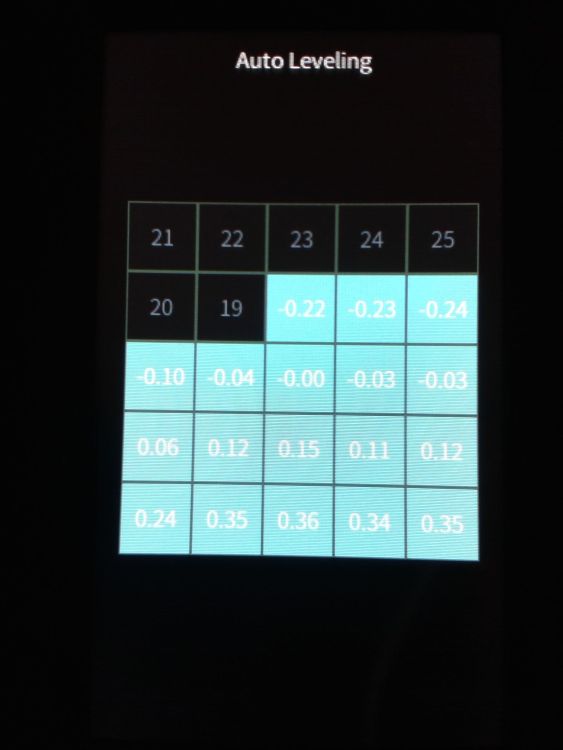
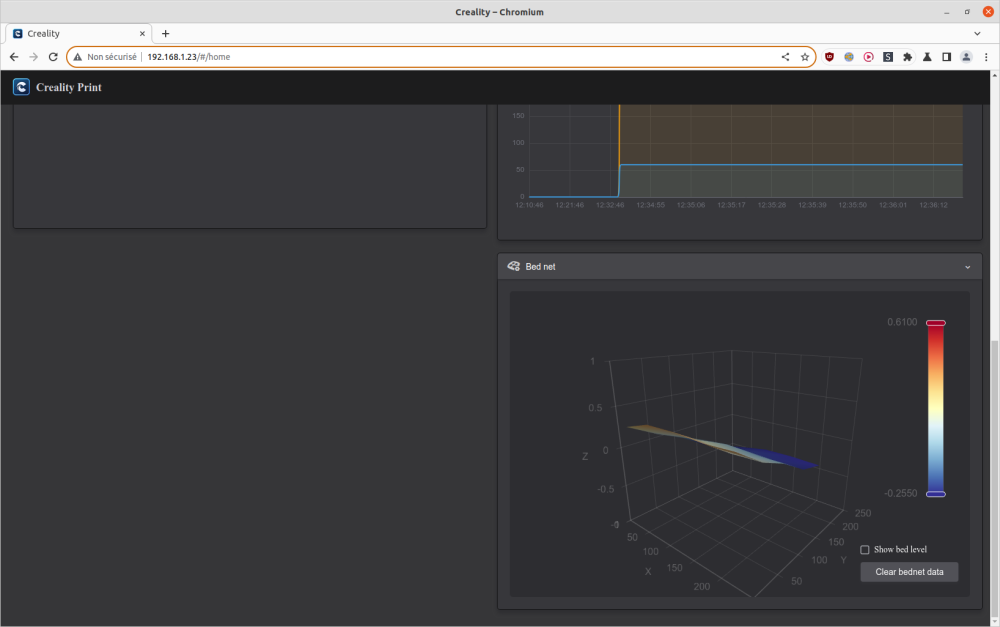
Hello, L'affichage du résultat du palpage du plateau est une bonne idée. Malgré la mise à jour du firmware de ma CR-10 SE, je n'ai pas cet écran. Cet écran est également différent de celui de la CR-10 SE. Le titre de la fenêtre est différent et il n'y a pas le test de l'inertie de la tête d'impression. Du coup, pas de capteur d'inertie ? @PPAC superbe bonhomme de neige1 point
-
Ne t'inquiète pas si tu commences, la A1 c'est le pied question simplicité et convivialité.1 point
-
Histoire de pas mélanger (et car un poil hors sujet) voici la réponse du mien : Des marqueurs acrylique pour par exemple faire Et pour le "Qu'est-ce donc ?" de @LordGG Une imprimante FDM ?


 1 point
1 point -
merci je n ai pas encore testé mais je ferai un retour1 point
-
Hello, 56x56x45 pour environ 14 kg selon l'étiquette Désolé, le carton est avare en indices ^^ Qu'est-ce donc ?
 1 point
1 point -
Bonjour, Perso j'aurais tendance a suggérer des supports arborescents. Je n'utilise pas Cura, mais avec Prusa Slicer je mets peinture automatique sur ton fichier et supports en mode organique et je pense que ca devrait le faire. Les supports arborescents seront beaucoup plus faciles à enlever. Il y aura quelques traces à l’intérieur du boîtier, mais ça ne se verra sans doutes pas ;-). Dans cura, je n'ai pas réussi a configurer les supports aussi bien que dans prusa slicer, mais ça viens sans doutes de mon manque de pratique.1 point
-
et l'ajout de nouveaux1 point
-
Superbe ton univers, j adore, et beau travail, un grand bravo1 point
-
Bonjour à Tous, Je voulais partager mon retour d'experience. Moi aussi en attente de mon A1 (simple pas combo) commandée le 14 décembre à sa sortie; le status marque bien <<Bambu Lab A1 3D Printer - A1 / ETA: Ship before Christmas>> bien que maintenant les nouvelles commandes passeraient apres le 10 janvier. Pour la petite histoire, j'avais commandé une A1 mini (le 4 novembre & ETA before 28 decembre) et comme la normale a été annoncée entre temps, et qu'elle etait "commandable" dès le premier jour, alors je l'ai commandée/payée (puis demande de remboursement sur la mini). Les filaments commandés en novembre sont arrivés mi-décembre (en 5 jours de livraison). Ils n'ont fait aucun probleme vis-a-vis de ces changements et remboursement deja fait. Vraissemblablement la A1 ne sera pas livrée sous le sapin, mais j'ai de la patience (car j'ai de l'entrainement avec mes enfants ) Je suis un newbie! A bientot!1 point
-
Je tente la "Flashforge Adventurer 5M Pro"1 point
-
oui y a bien le 5 mais quels version du coup @PPAC1 point
-
pour la résine je pense prendre celle dont tu galérais a prononcer le nom " 10K standard plus JamG He" qui semble avoir un bon rapport qualité / prix.1 point
-
Je te remercie @isidon pour cette information, mais je n'ai pas encore pu faire ce que tu as dit....mais je te tiens au courant.....1 point
-
Yes j ai vu pas mal de tes vidéos déjà parfait ce que tu fais pour les gens qui commencent. la pièce avec les cônes par contre, j ai vu 1h30 de print dans le slicer, j aurais pas cru,1 point
-
hésite pas a nous faire un retour de ton ressentie de la la K11 point
-
Une cirrhose ?1 point
-
En carbone sur amaz en 10/8/1000mm 16,8€ le tube hfp, j'espère que ça suffira en rigidité sinon je prendrais du 10/4/1000mm sur ali1 point
-
Il a juste trouvé que la t° ne variait pas assez vite quand tu as demandé la chauffe du bed. Plusieurs possibilités : 1) Thermistance bed et tête inversés (regarde si la t° de tête augmente quand tu commences à chauffer le lit) 1b) Chauffe Bed et Buse inversés 2) Pin de commande du SSR incorrect (Est- ce que le plateau chauffe un peu) tu l'as branché sur quel pin de la carte mère ? 3) SSR mal branché (Est- ce que le plateau chauffe un peu) Si le branchement du SSR est sur la sortie 'BED' de la carte mère, vérifie que le bed input power est bien câblé (il lui faut du 24v)1 point
-
Salut Oui en pré-commande sur creality.eu Commander le 1 novembre arrivée le 27 novembre à la poste .j en ai pris possession le 29... ( j ai ouvert un post sur le forum : Géométrie ender v3 KE ) D'ailleurs je m était inscrit pour recevoir un mail à l'ouverture de la pré-vente . J'ai commandé aussitôt après avoir le mail .1 point
-
J'ai déjà laissée plus de 2 jours un print dans l'imprimante sans souci...j'avais la flemme de m'en occuper...1 point
-
Salutation ! Oui ( sous réserve que tu as déjà validé avec une impression réussie que les durées d'exposition étaient suffisantes pour ne pas avoir une impression en partie décollée du plateau et qui risquerait de se décoller complètement et de tomber dans le bac (risque d’abîmer l’écran et/ou de percer le FEP ) ... ) Non les résines UV ne sèchent pas. Mais elles durcissent si exposé aux UV donc bien mettre la cloche/capot pour filtrer les possibles UV de l'environnement et éviter de mettre l'imprimante juste sous une fenêtre sans store ou volettes ou encore a coté d'une forte source de lumière ayant des tubes fluorescents ou autre lampe qui émet des UV. (vérifier avec une goûte de résine que tu met quelque minutes sous cette lumière si la goûte durcie ou non )1 point
-
Merci pour l'analyse et les explications . C'est presque comme sur les vrais @+ JC1 point
-
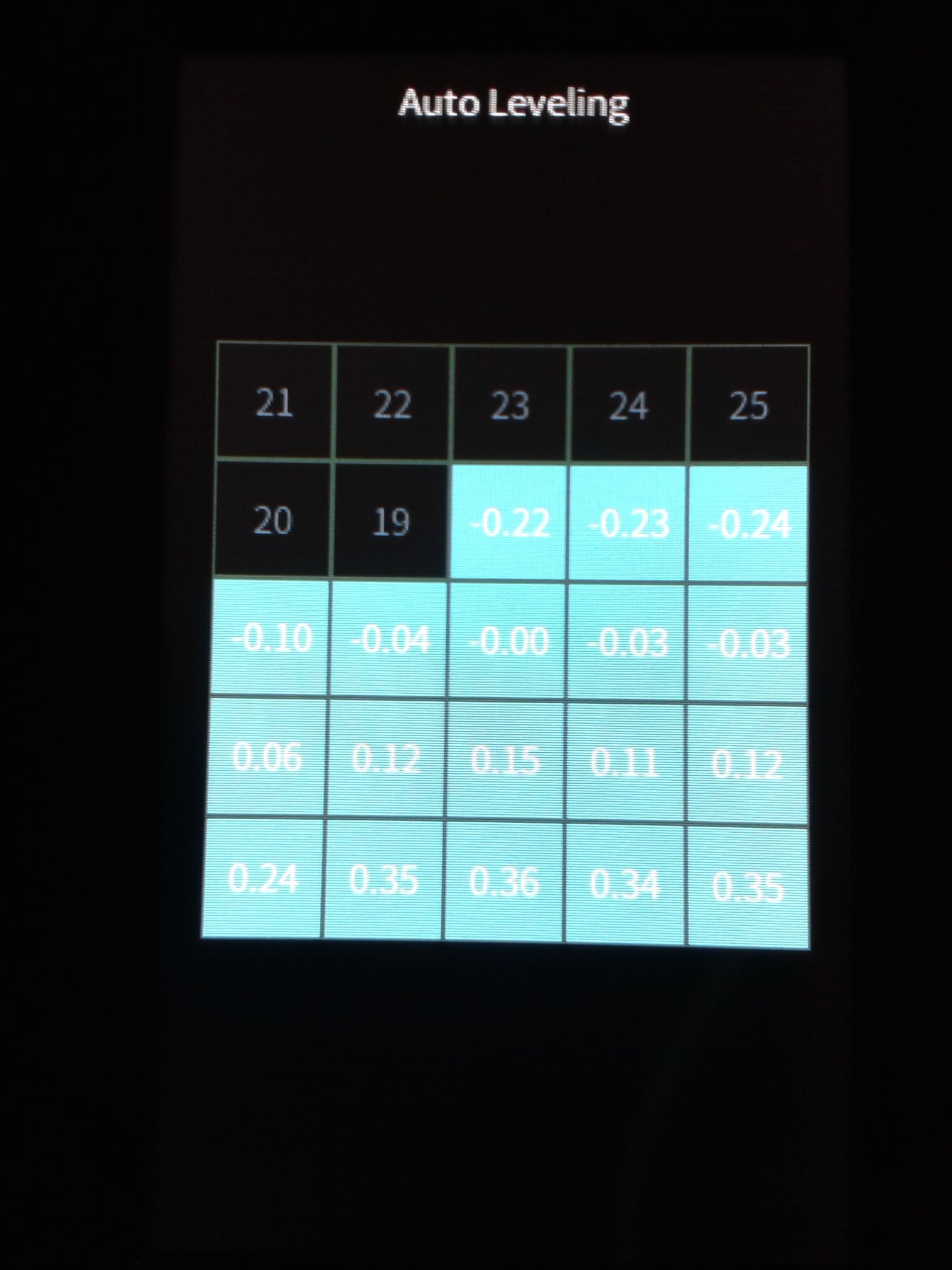
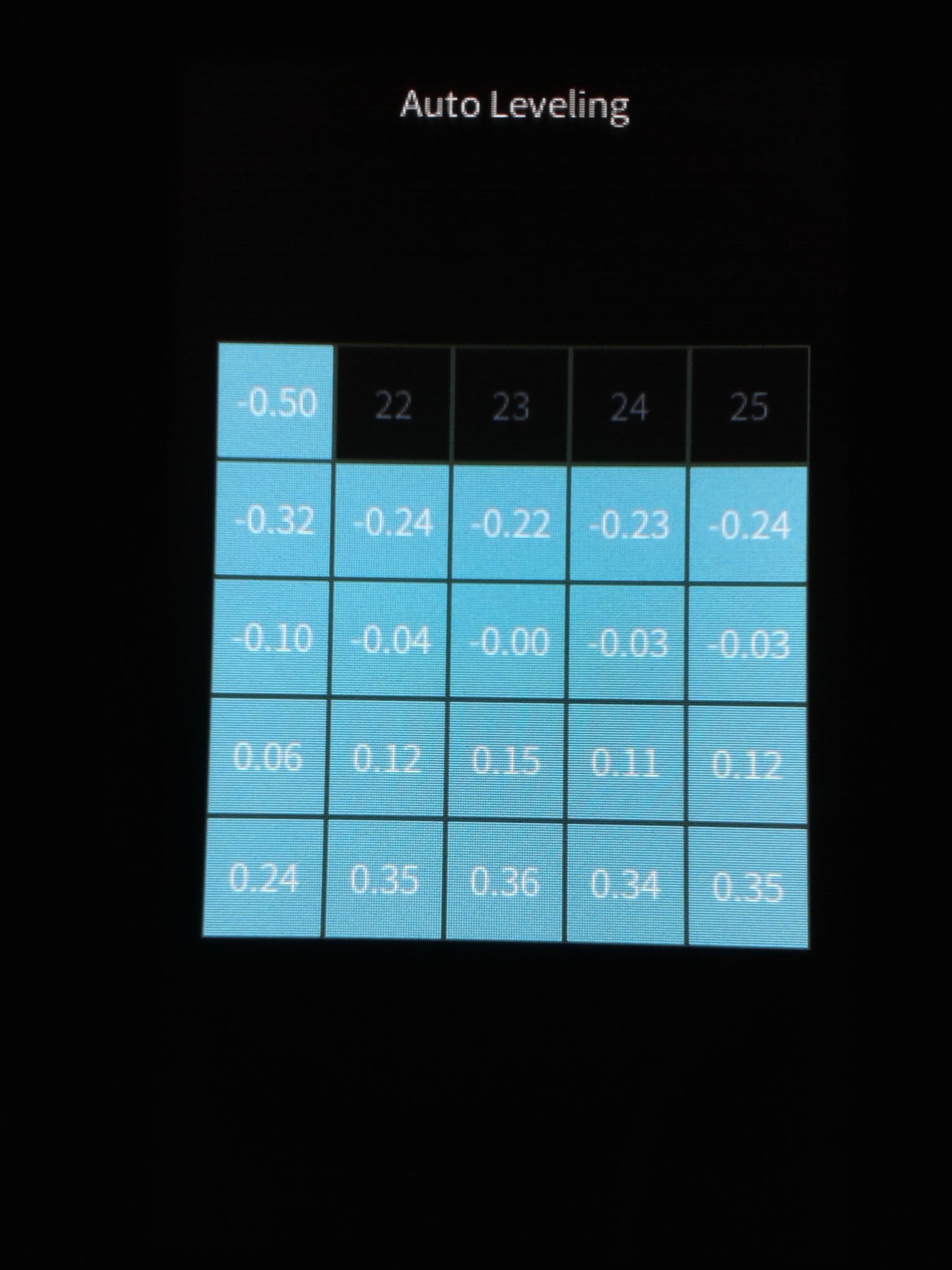
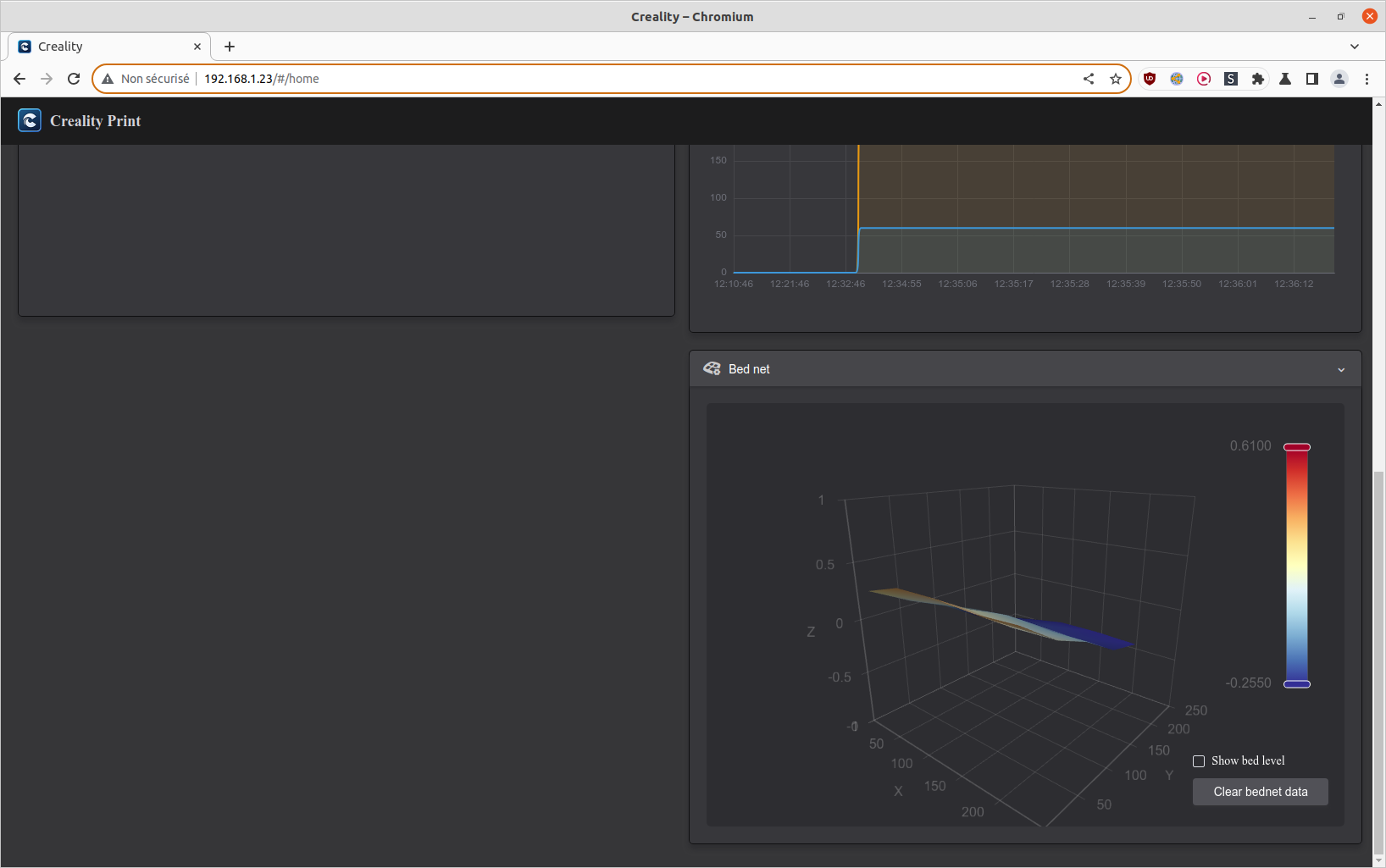
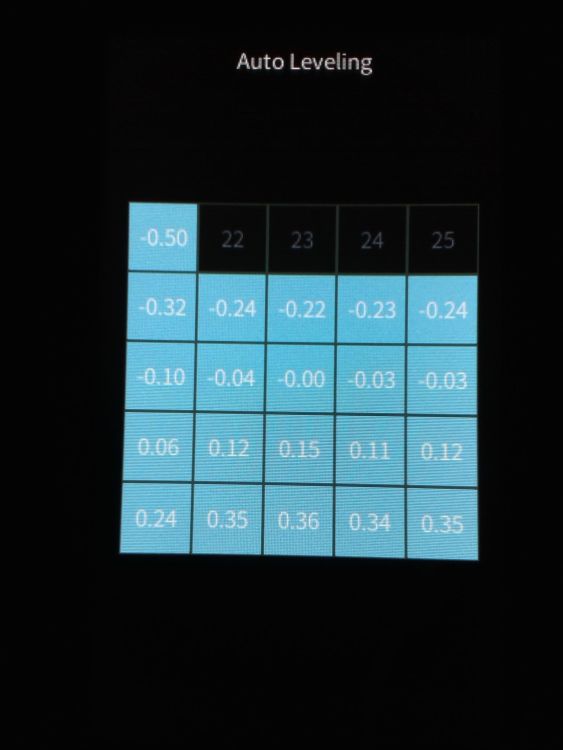
Bonsoir @TomAfari44 Je ne connais pas la Neptune 4 pro, Mais cela me semble normal pour le leveling, la sonde qui fait le niveau est sûrement à gauche de la buse (imprimante face à toi) et décalée de x cm ( souvent 2-3 cm) , c'est ce qu'on appelle l'offset (X) de la sonde par rapport à la buse. mais quand tu visualises le bed mesh, la référence c'est la position de la buse (qui est corrigée des X et Y offset de la sonde) par exemple lors de la mesure à l'extrémité droite du plateau où la buse est presque en dehors du plateau l'écart de niveau mesurée par la sonde sera transposé lors de l'impression à la position de la buse au même endroit. De même pour la mesure à gauche du plateau si tu mets la buse à par exemple à 7 mm du bord, la sonde sera en dehors du plateau. donc c'est corrigé et c'est normal que cela ne te paraisse pas centré. Il n'y a que dans les cas de sonde de pression incluse dans la hotend où la buse sert de capteur (de force) ou tu n'as pas de décalage dans un de tes menus ou le fichier config (Klipper) tu trouveras les valeurs probe offset (X et Y) que tu peux corriger si nécessaire. Pour ta ligne de purge qui démmarre à ras du bord, si cela te gêne tu peux modifier la valeur dans le .gcode de démmarrage dans ton slicer.1 point
-
Mon amis y a jamais rien de certain avec Creality ils nous l'on prouvé a de multiple reprise, il nous on déjà fait le coups a de multiple moment de mettre a dispo les sources ou ouvrir un firmware sur une machine et la suive la verrouillé et jamais l'ouvrir. Moi y juste un soucis avec Creality c'est que la KE aurait jamais du existé, la Ender 3 V3 devrait être seule dans cette série de ender 3 sous klipper, surtout si on prend en compte la CR10 SE qui a final vient sur le même segment, 2 machines avec les mêmes applications et possibilité et Equipement a des prix bien différent et une futur Ender3 V3 qui elle sera une Core XZ avec pour moi plus d'atout. Au final Creality sur 2023 c'est auto concurrencé sur le marché a crée plus de confusion que autre chose1 point
-
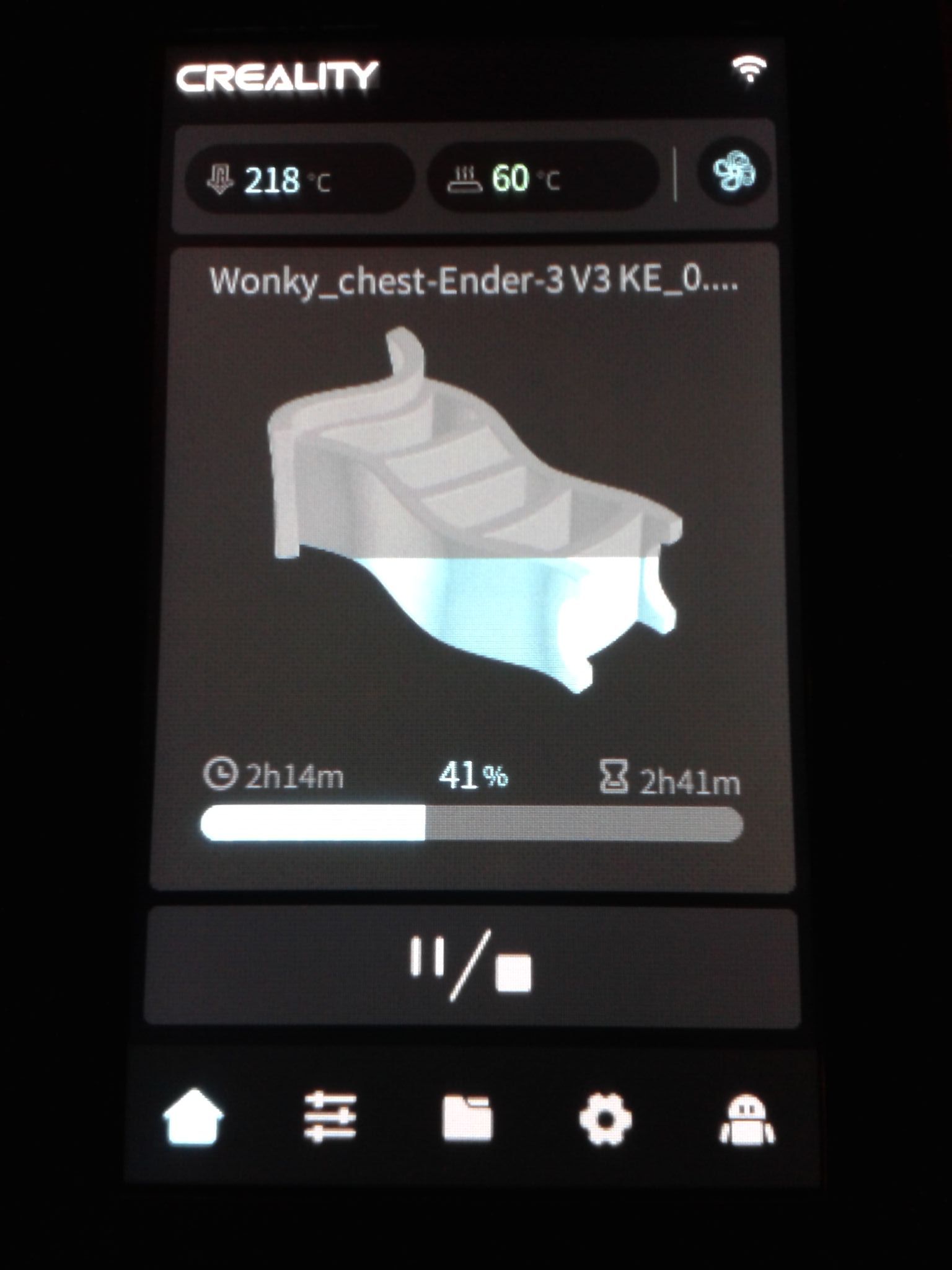
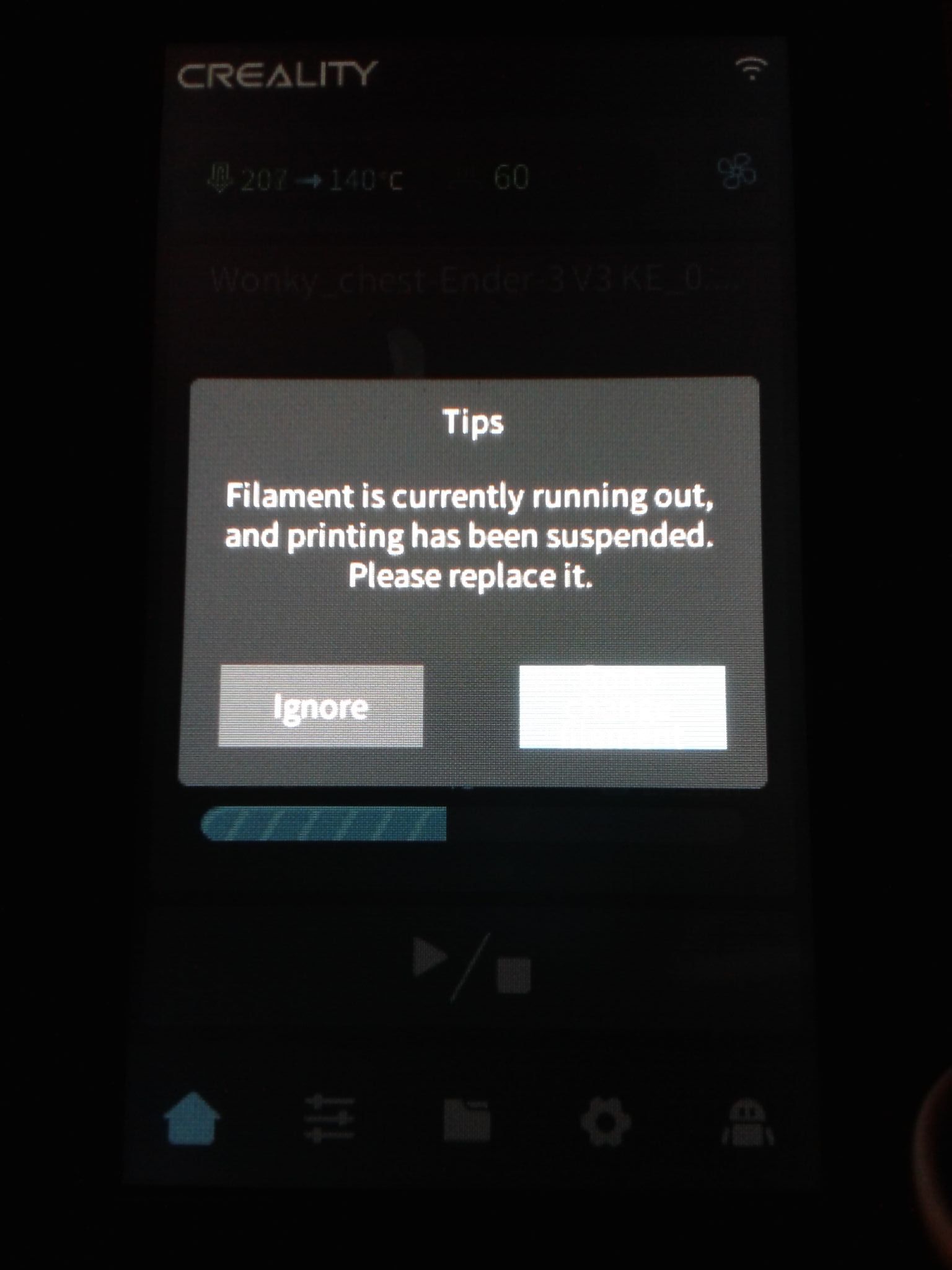
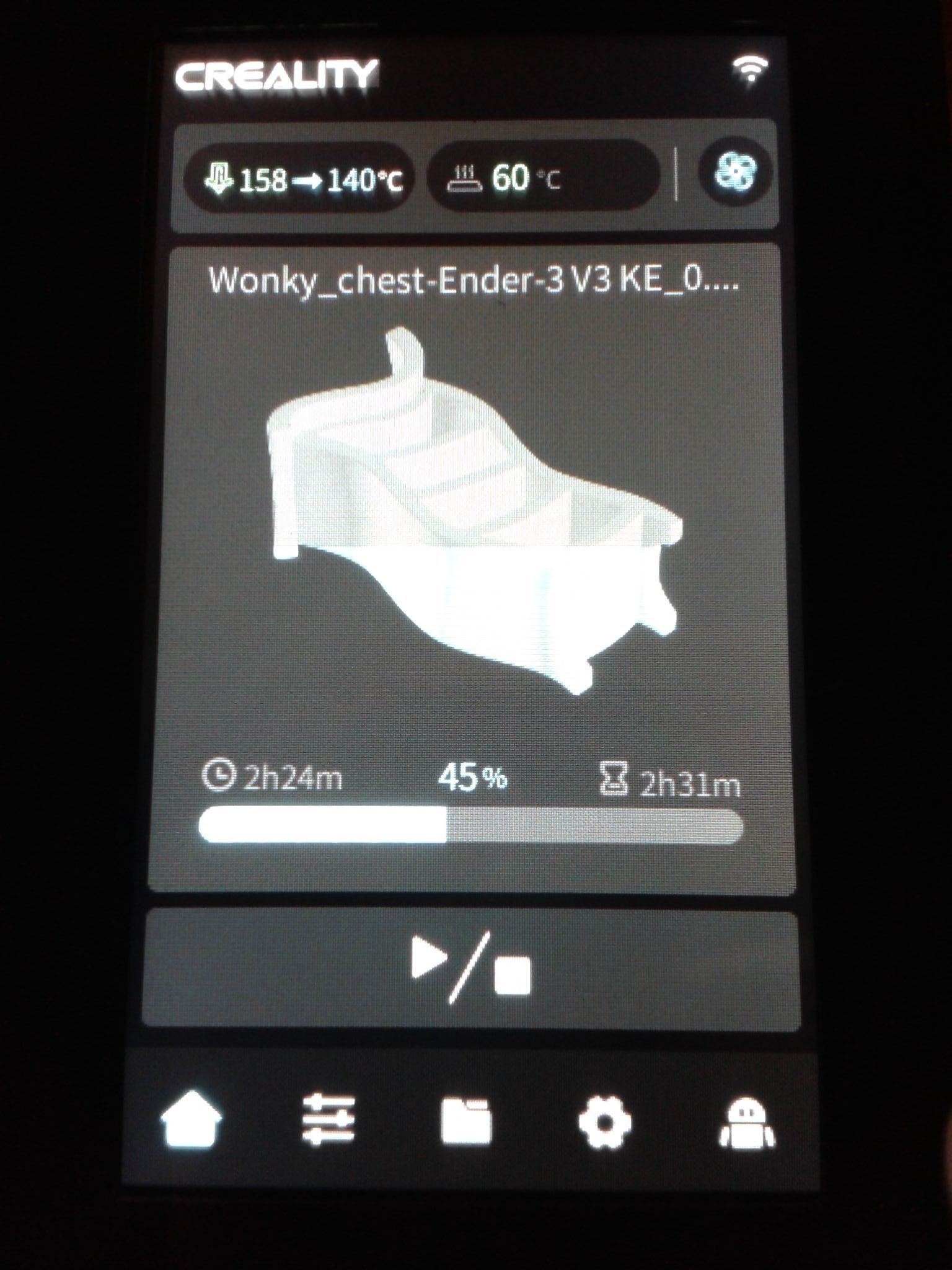
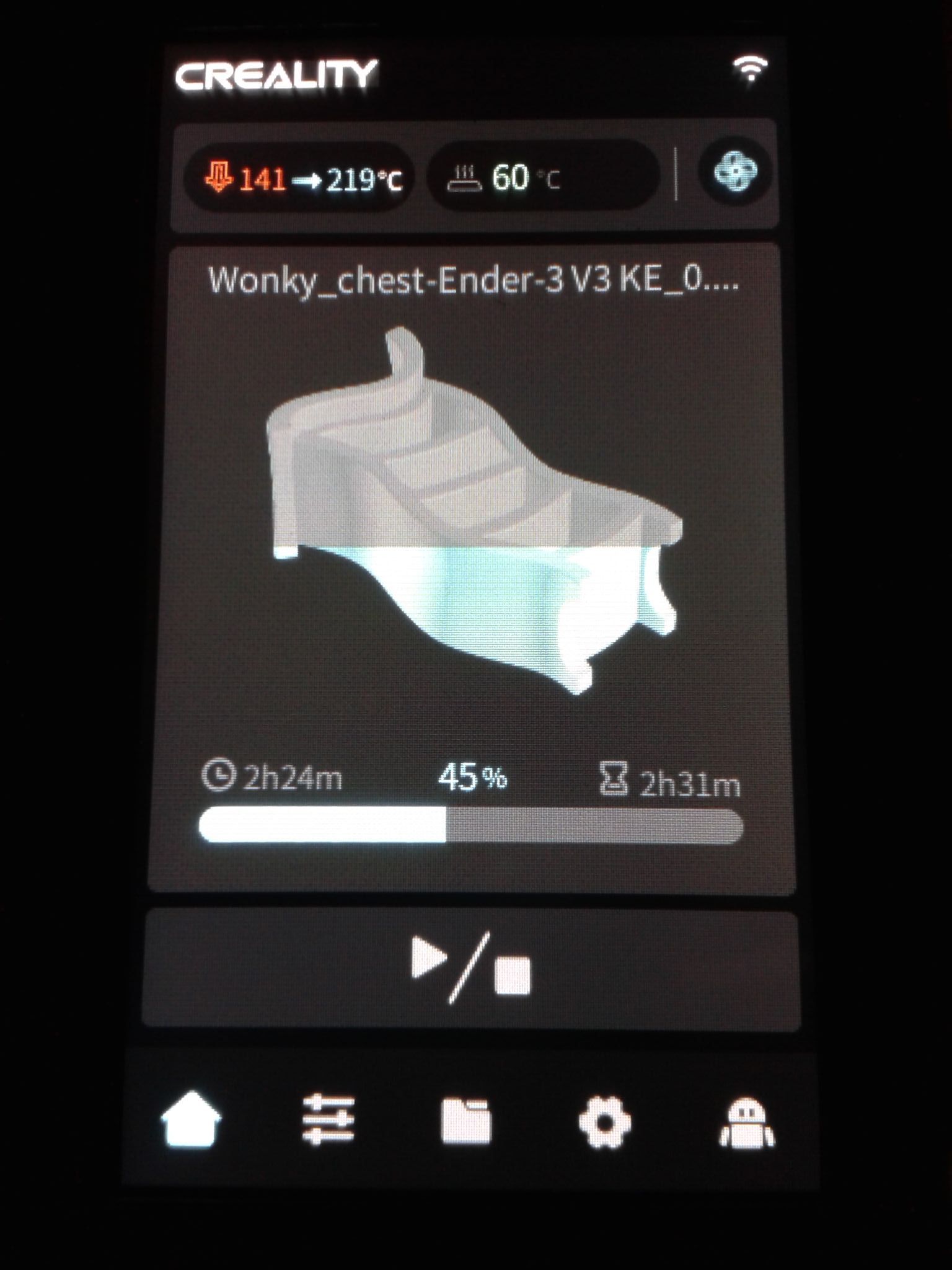
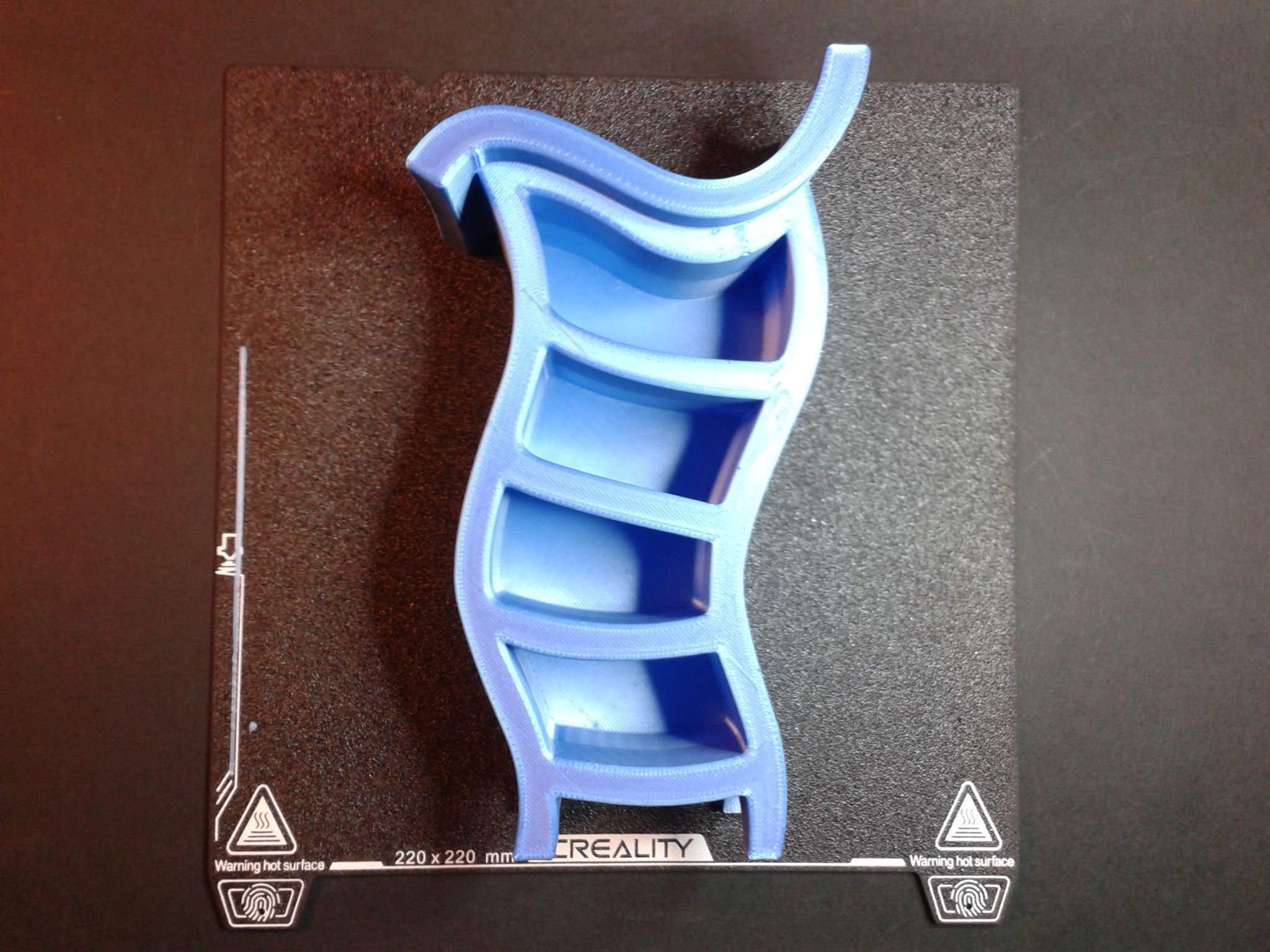
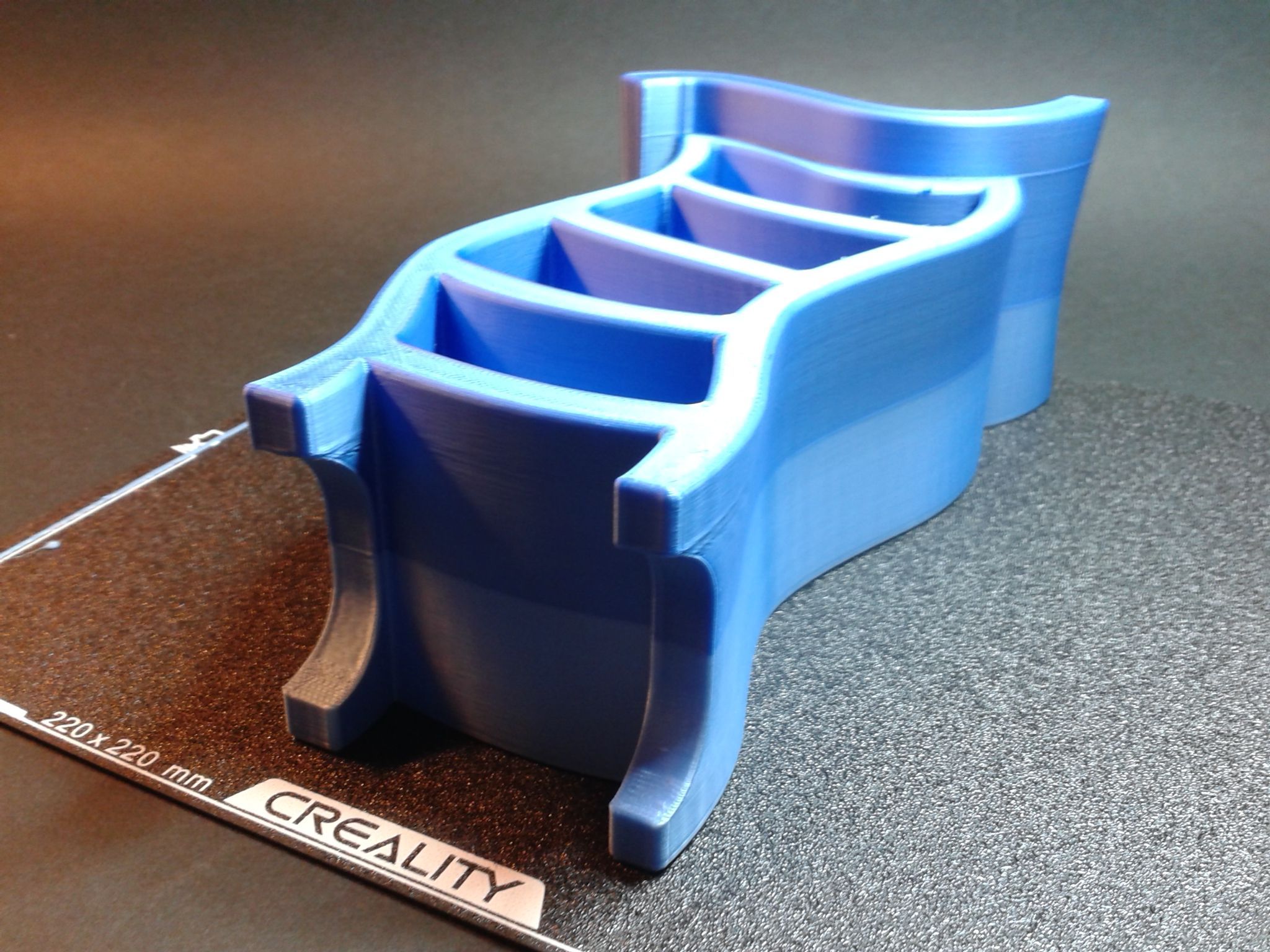
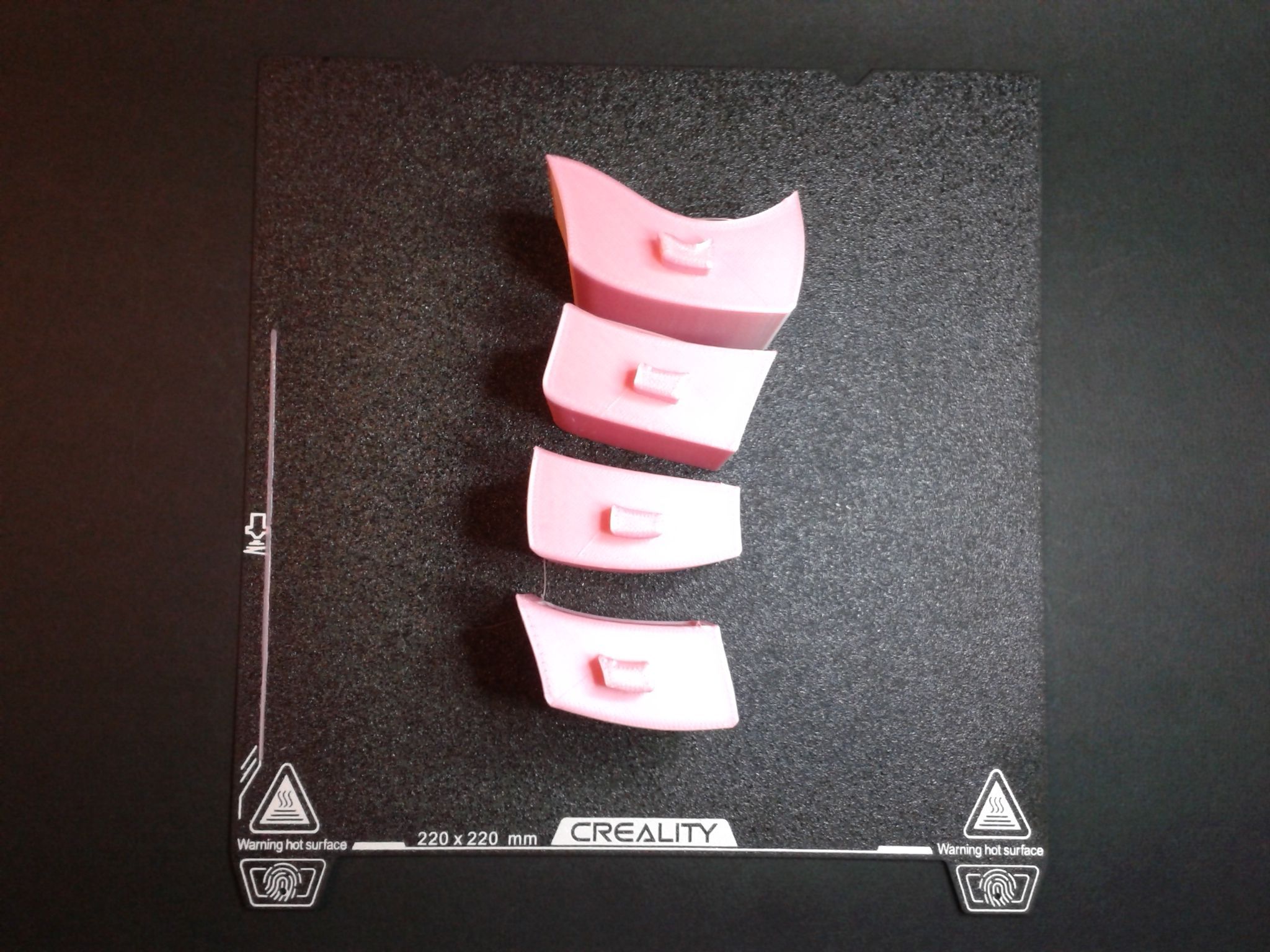
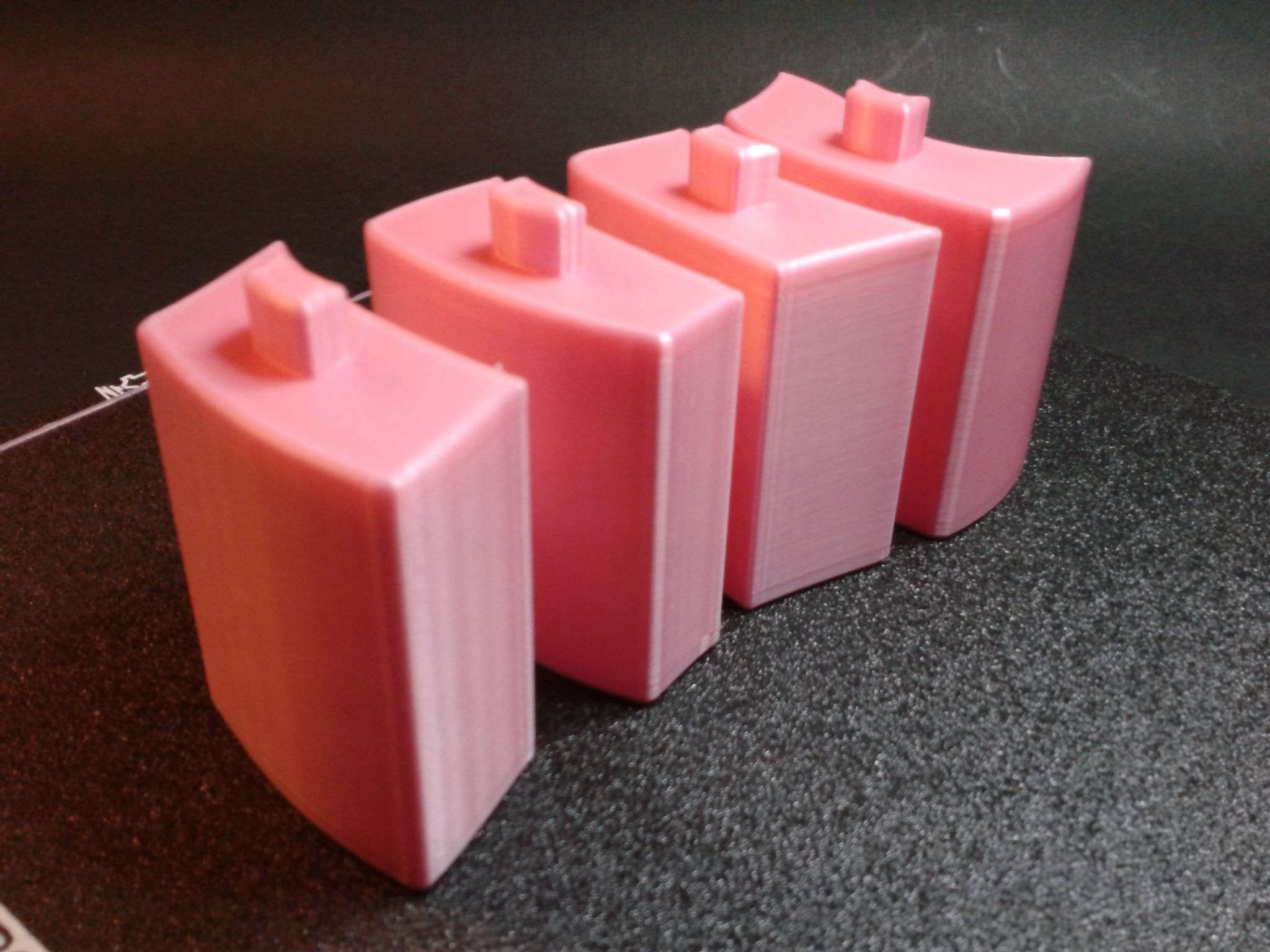
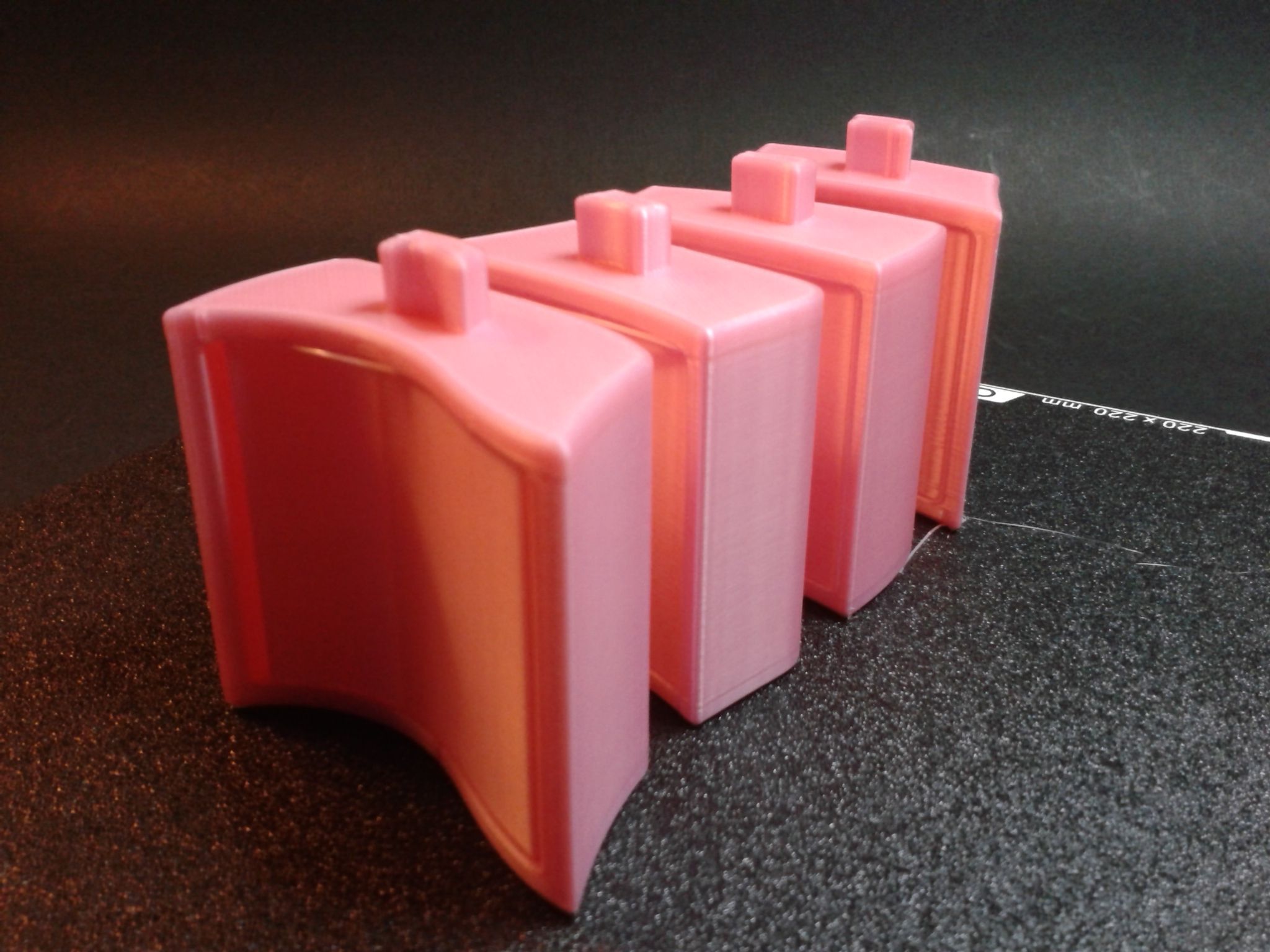
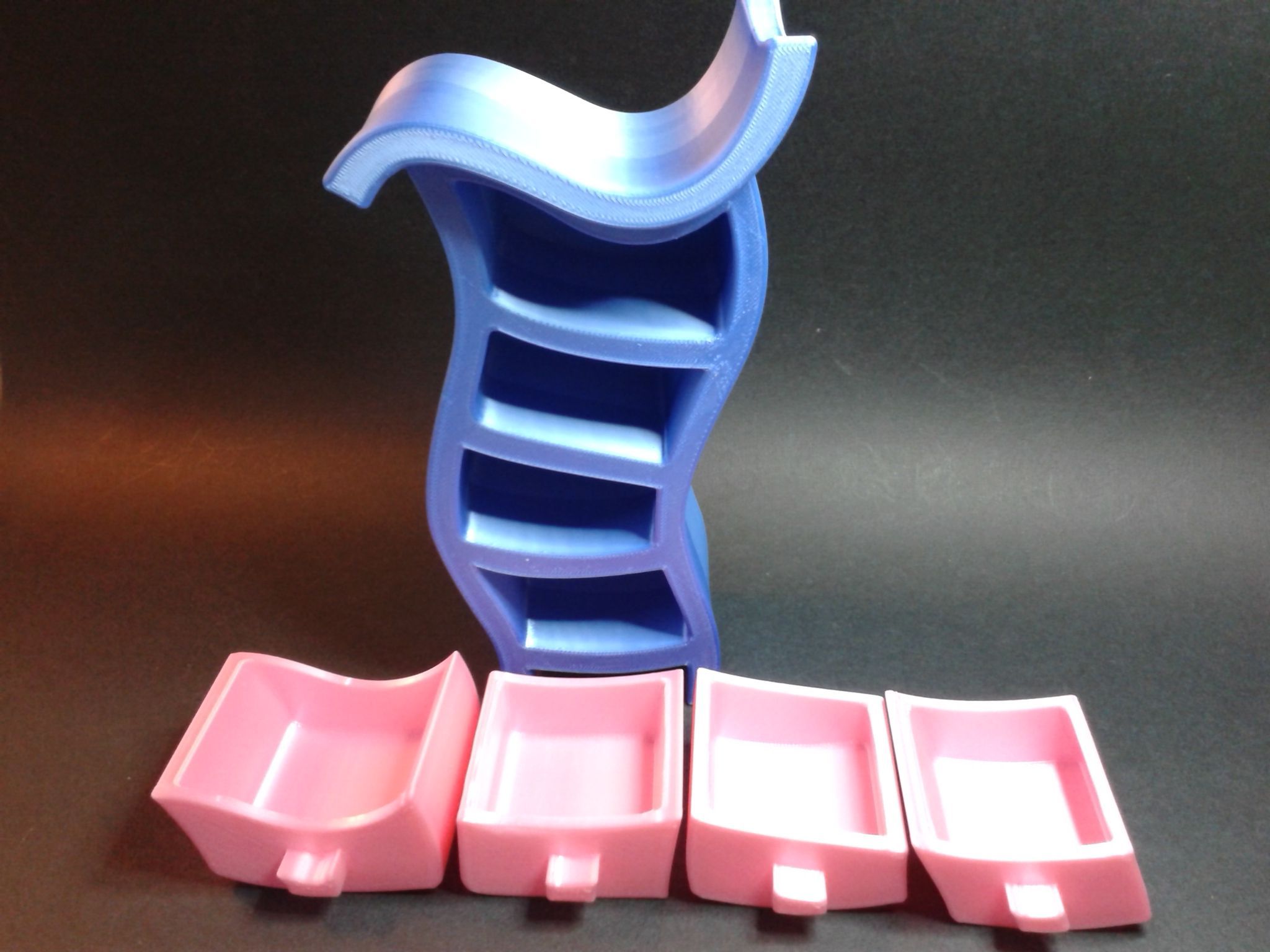
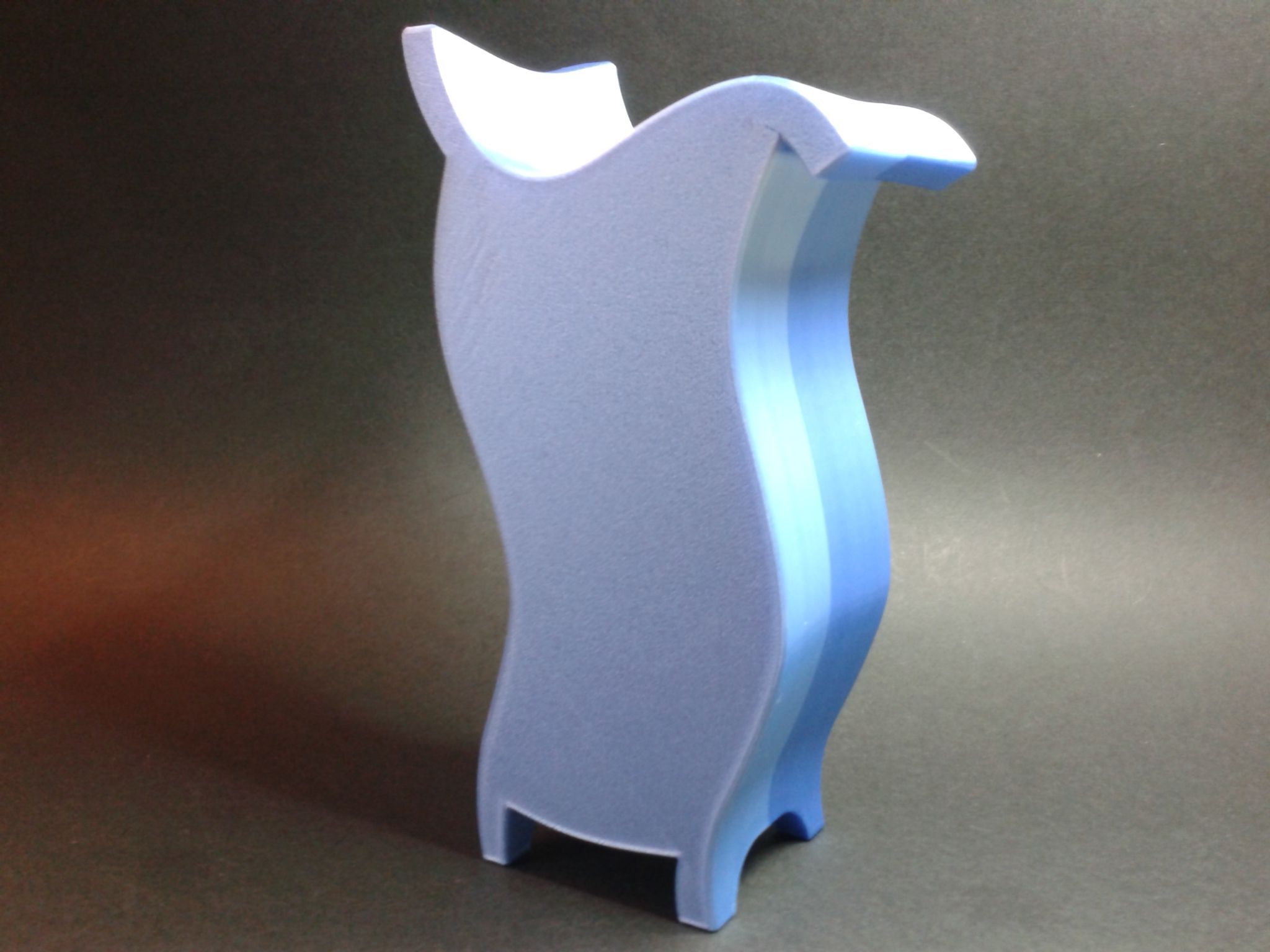
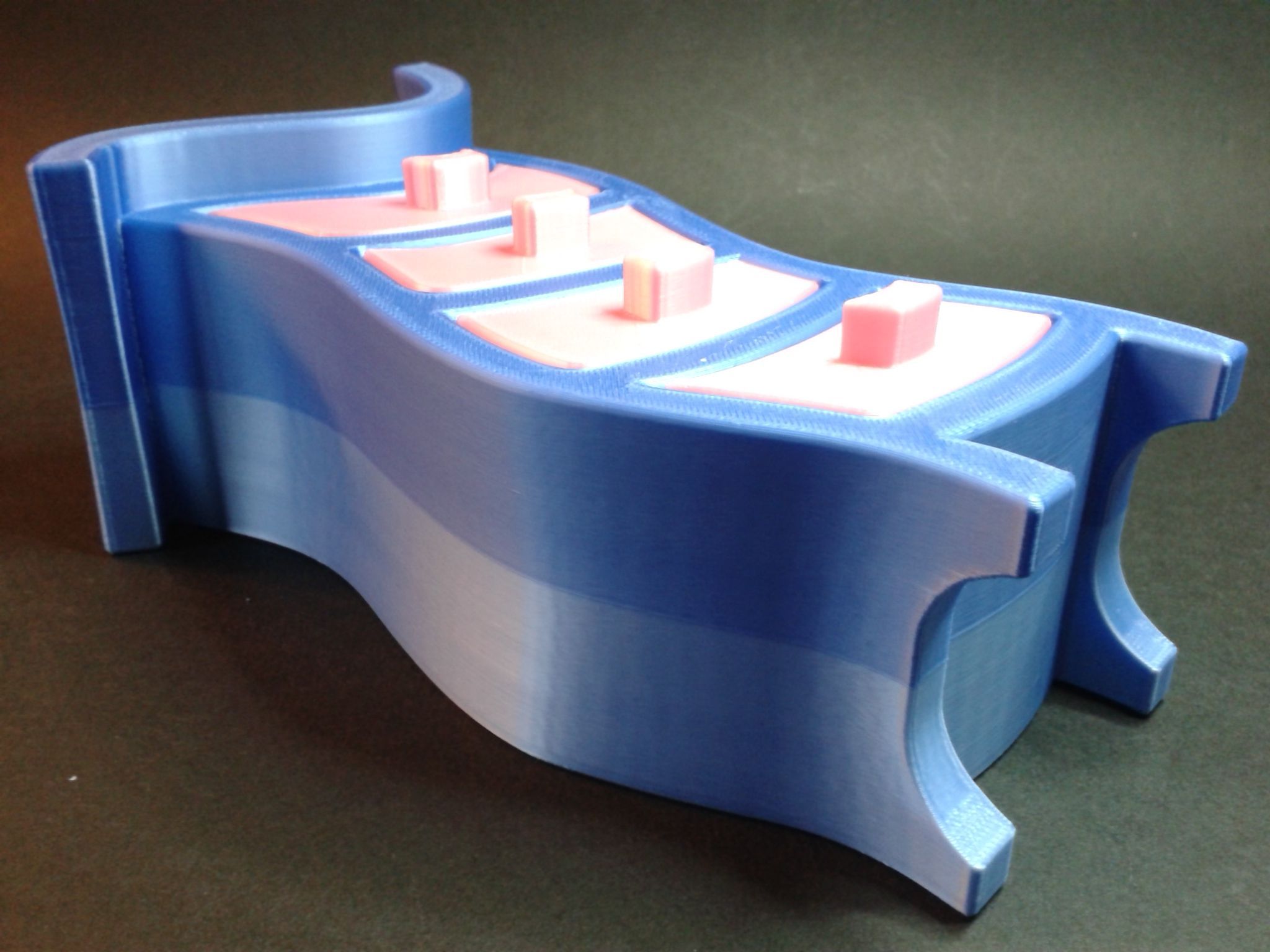
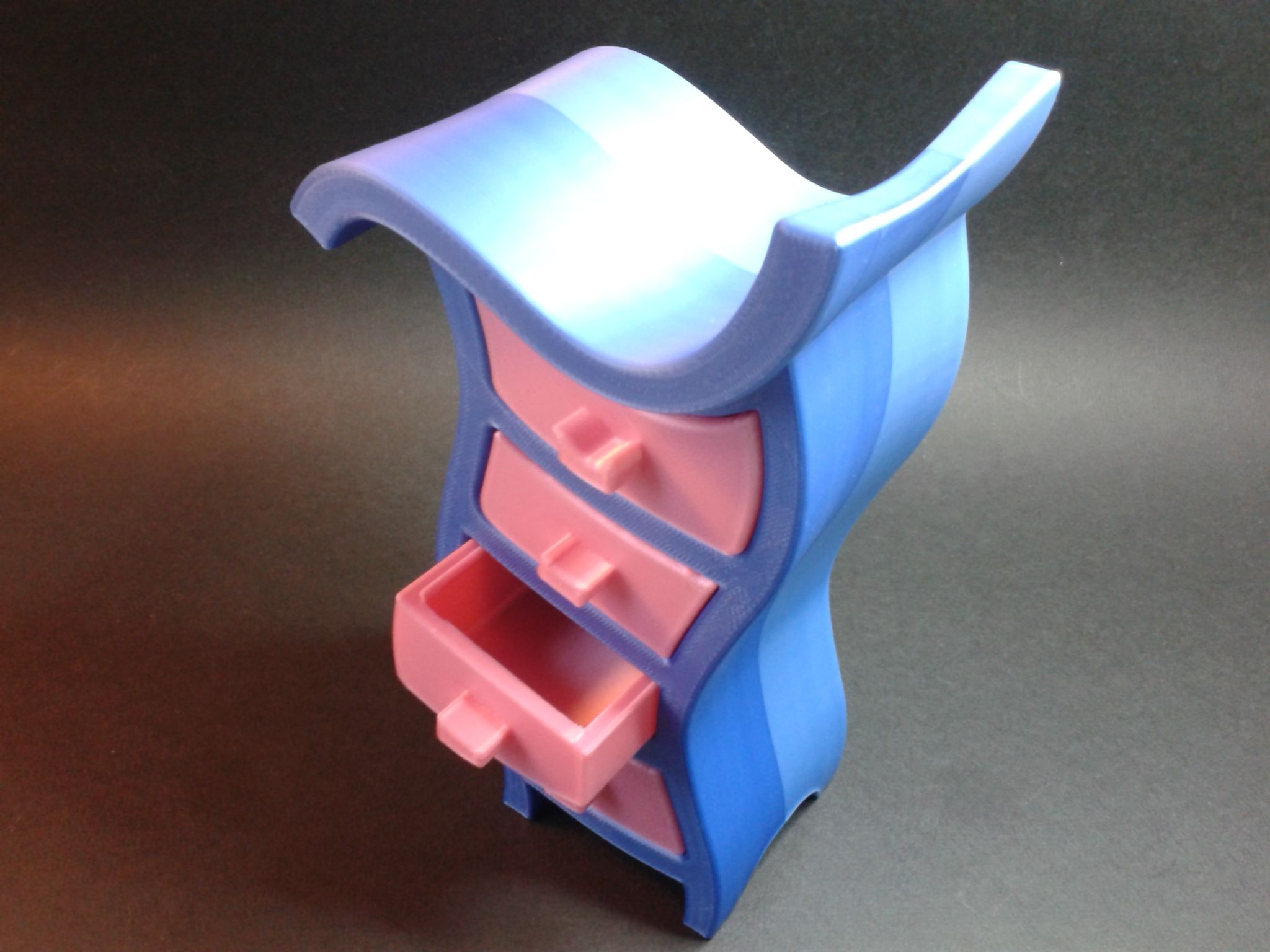
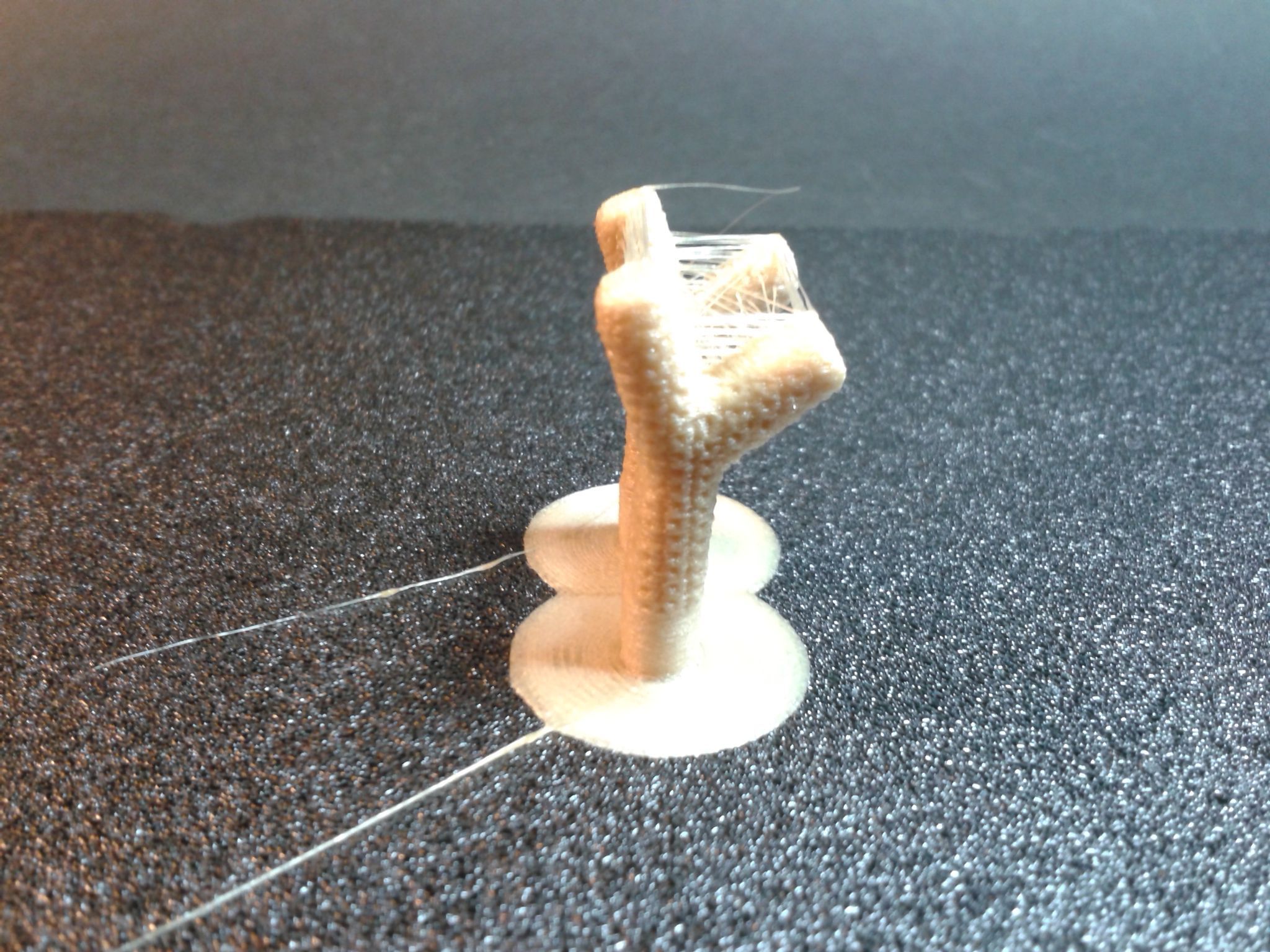
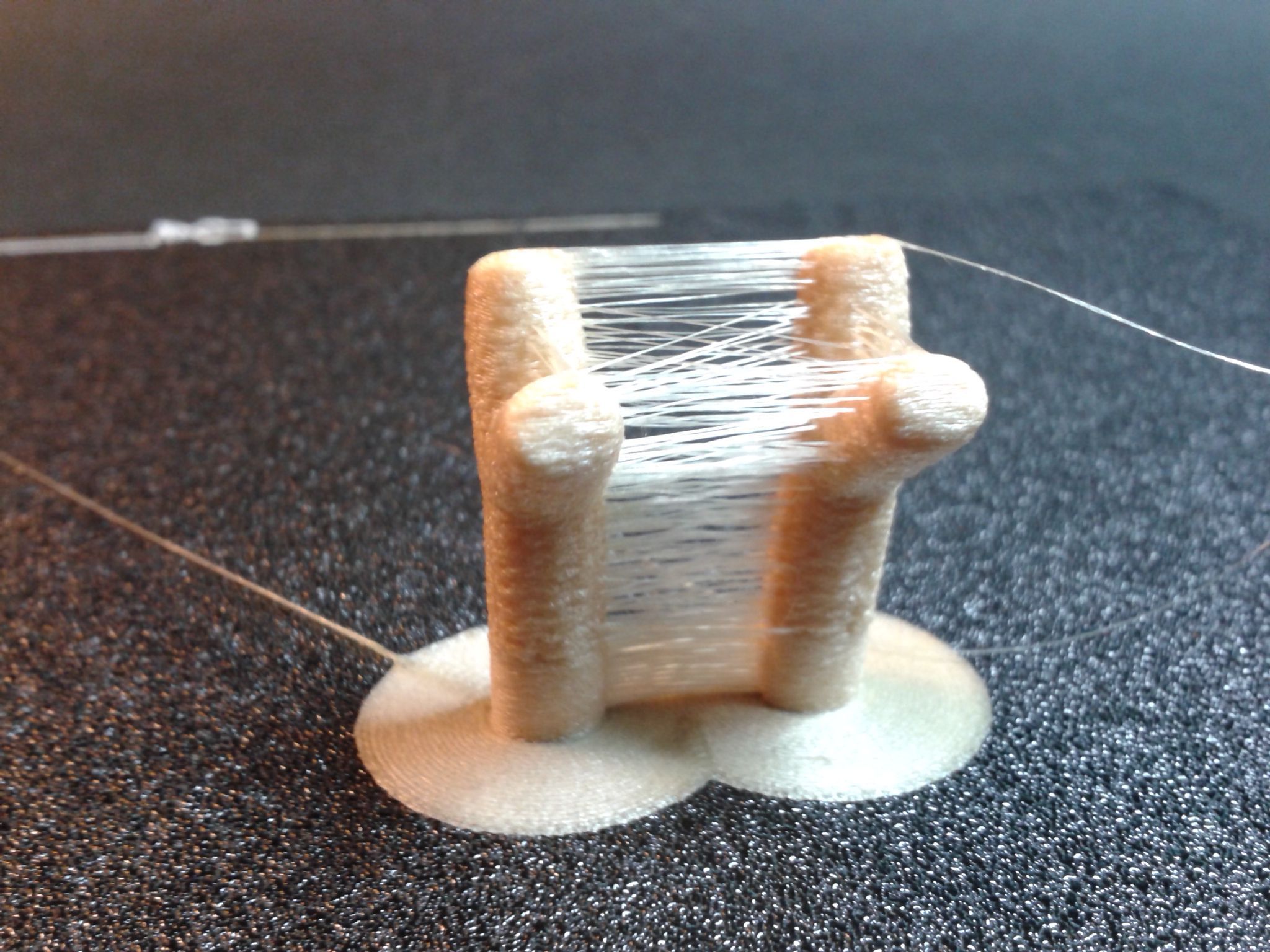
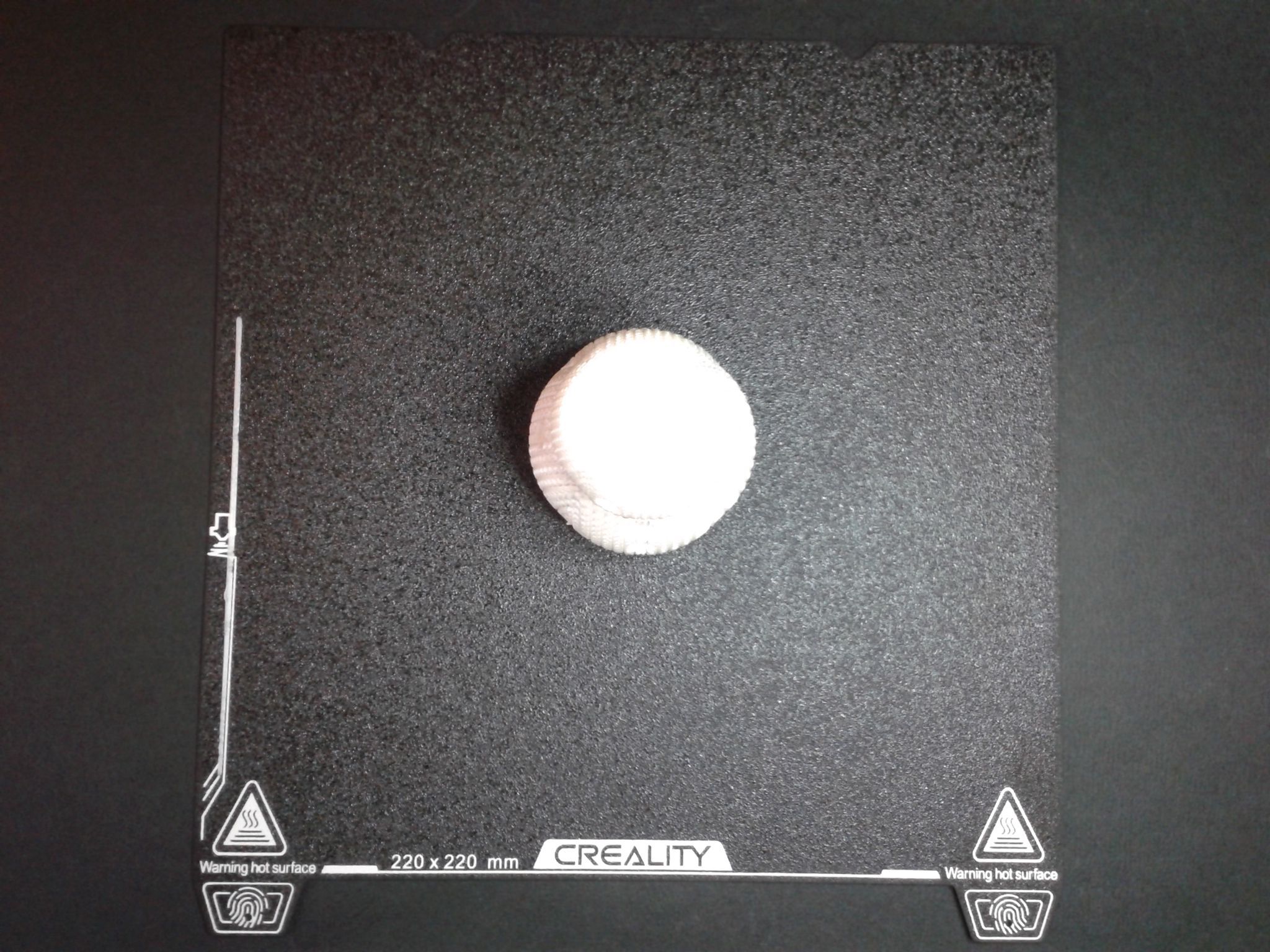
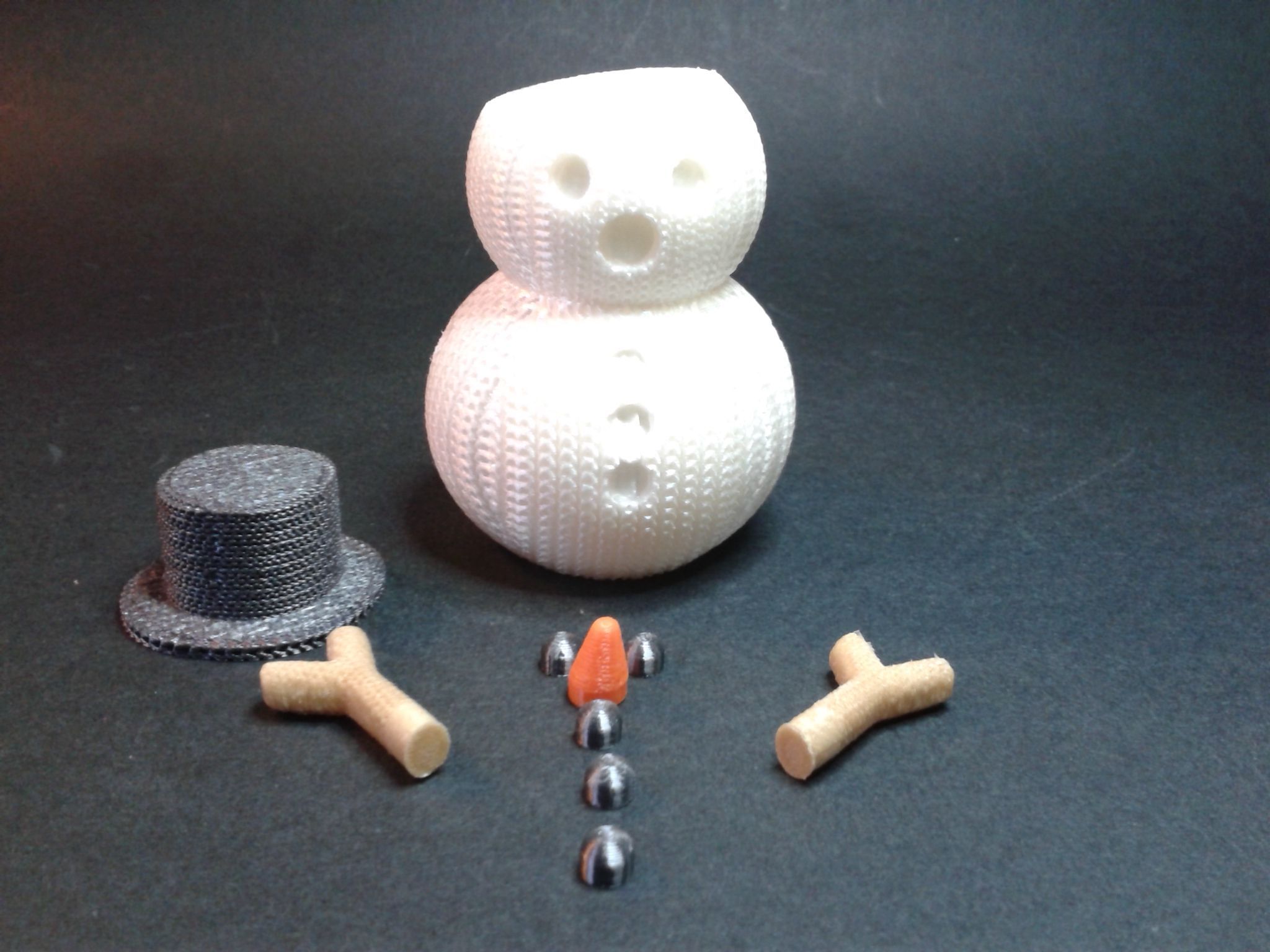
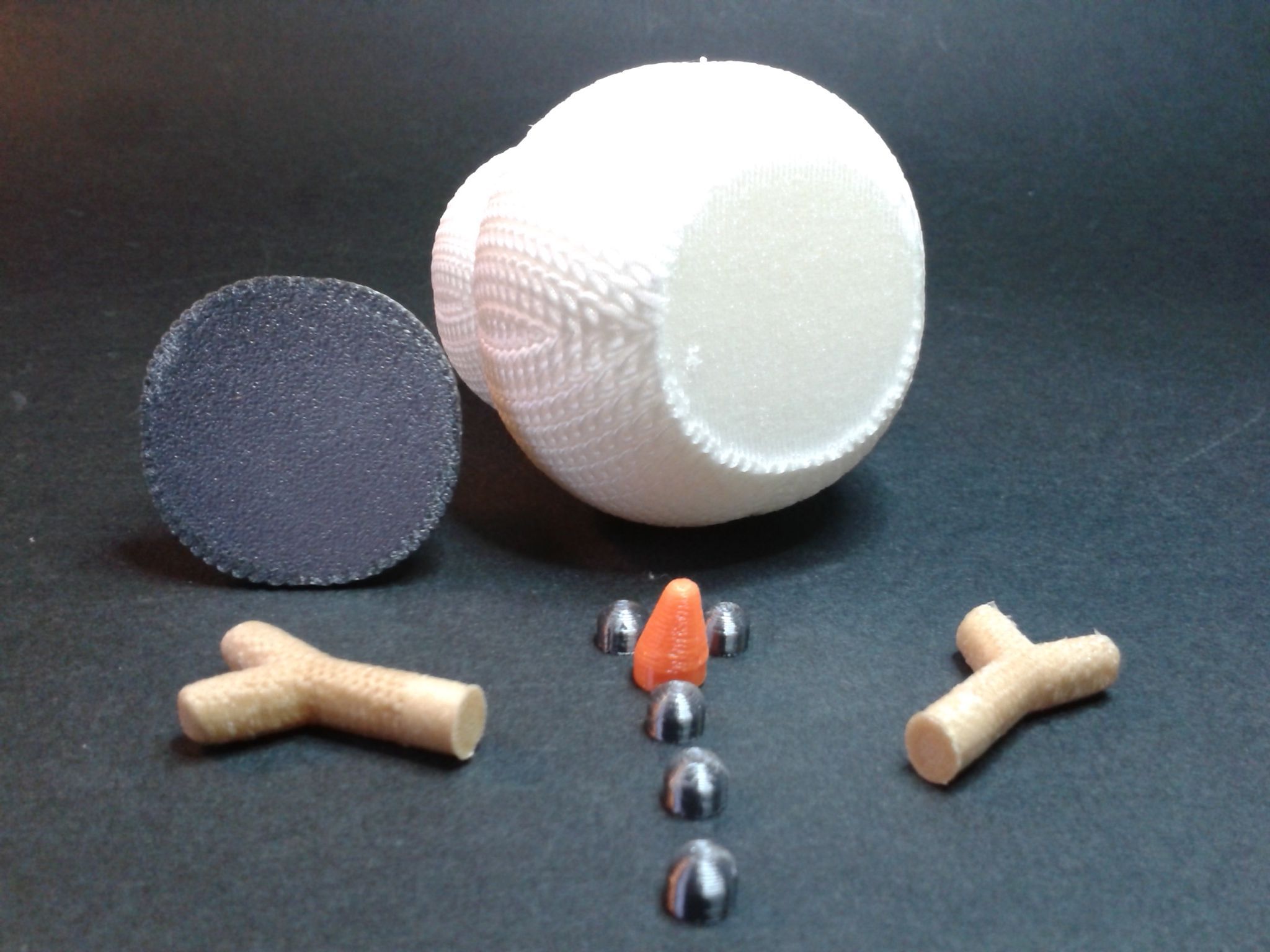
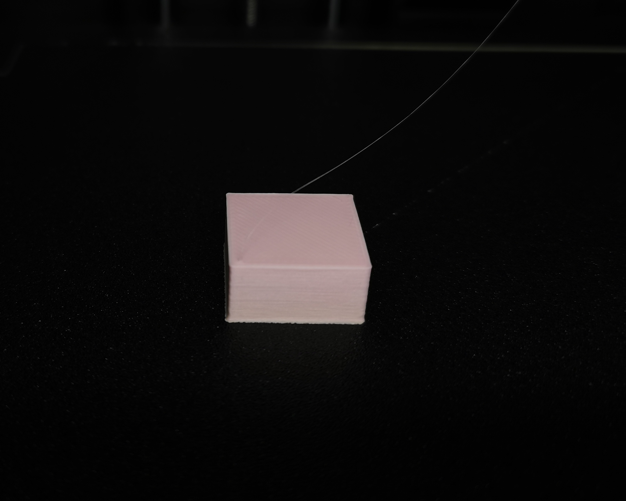
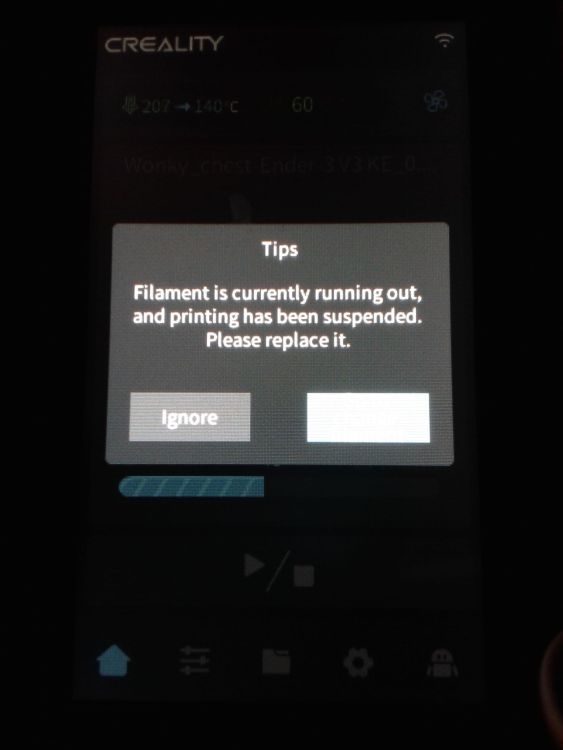
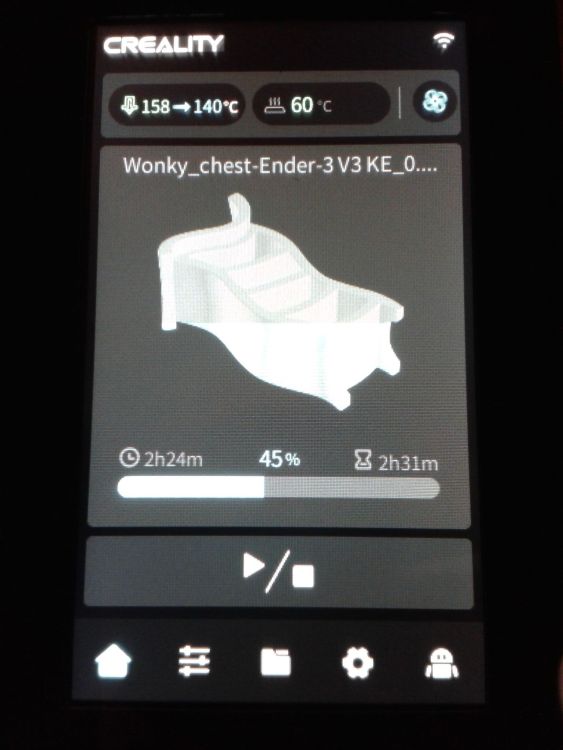
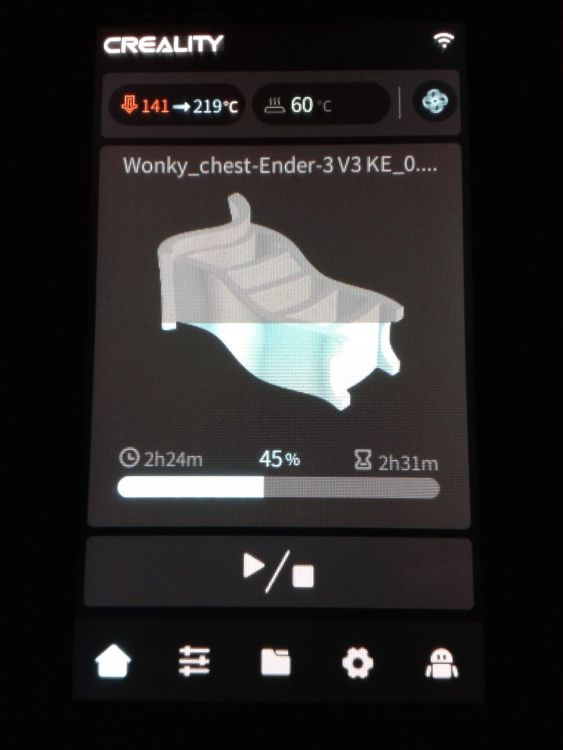
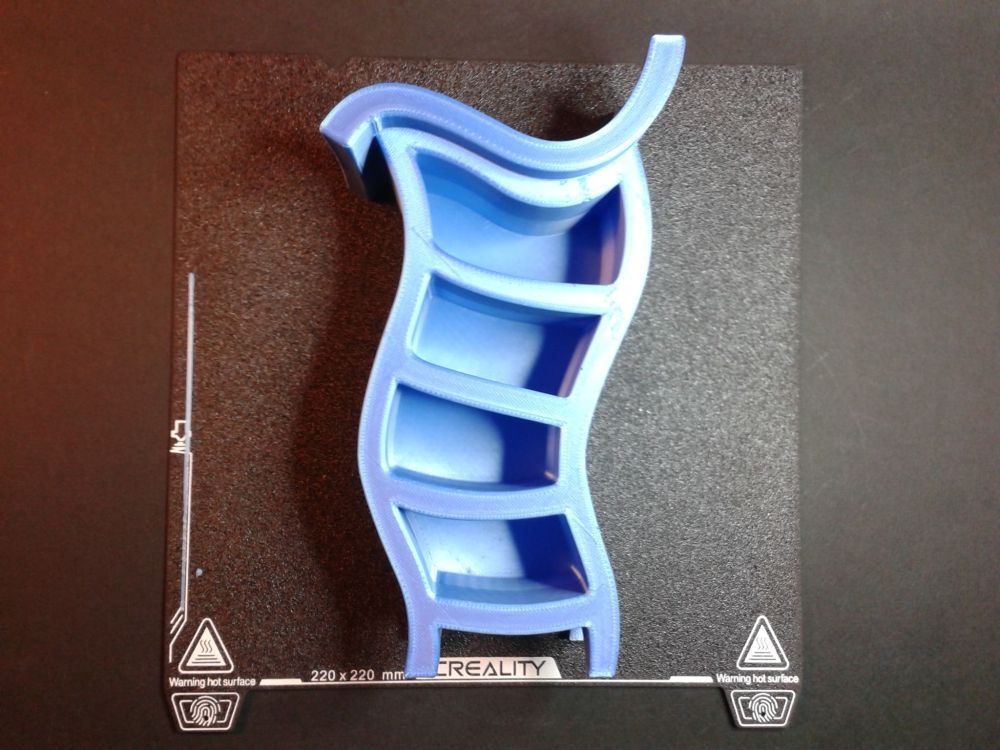
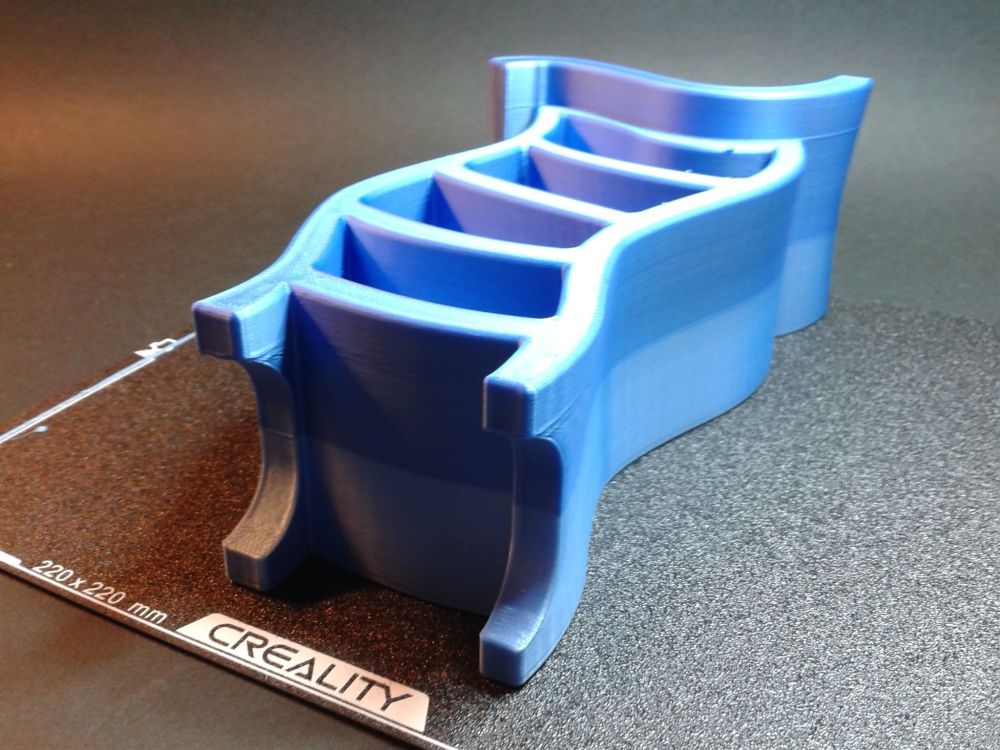
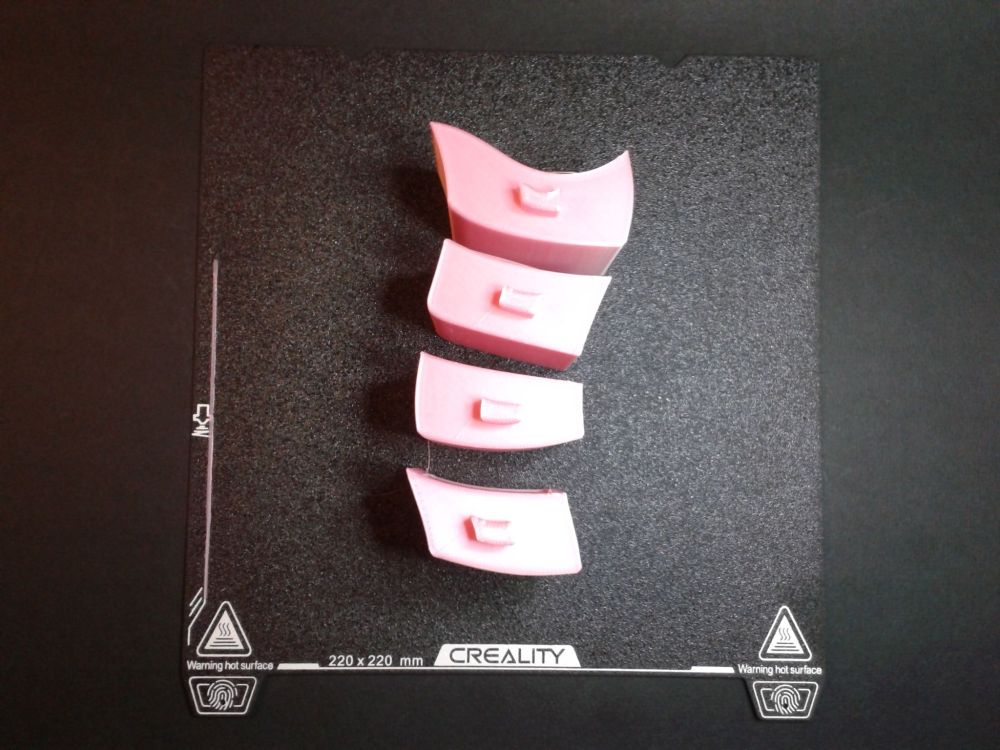
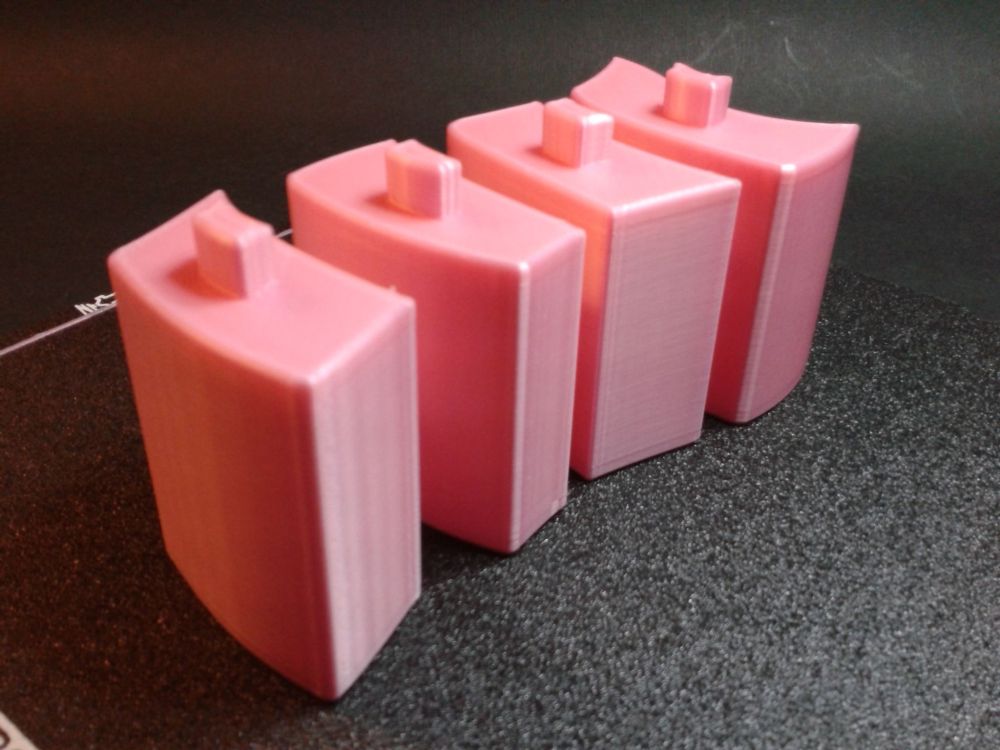
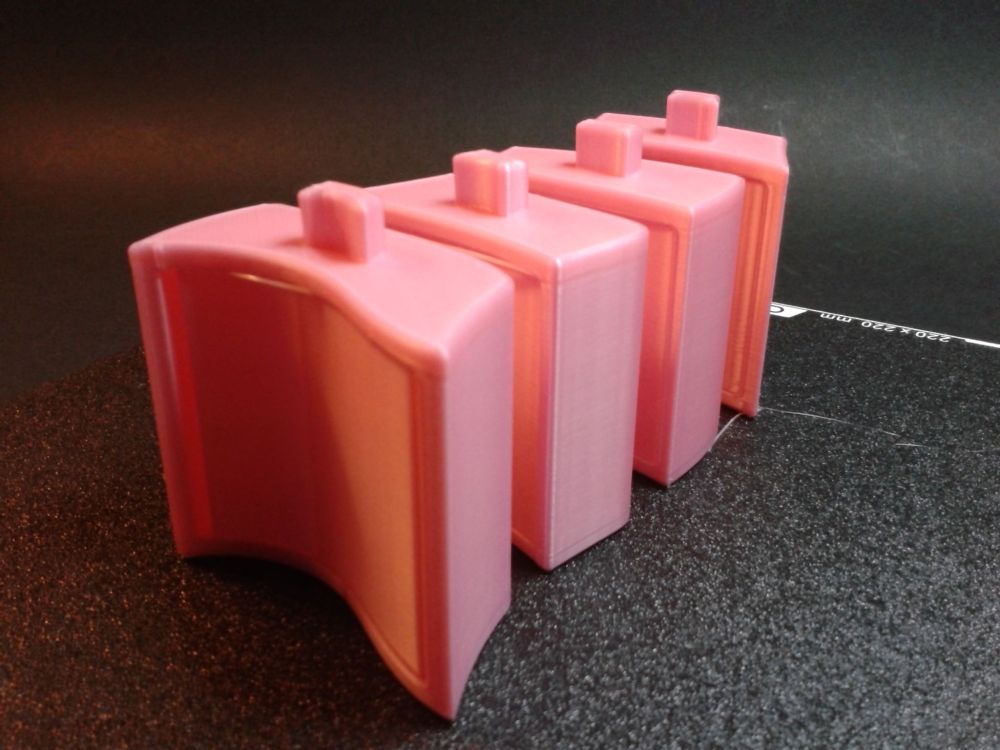
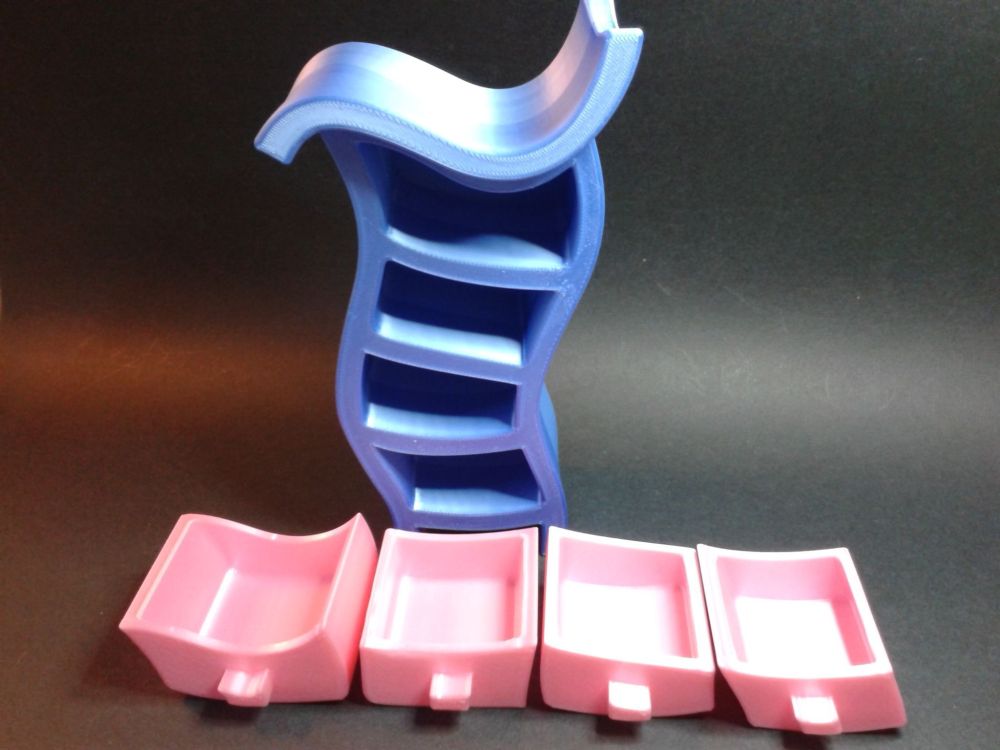
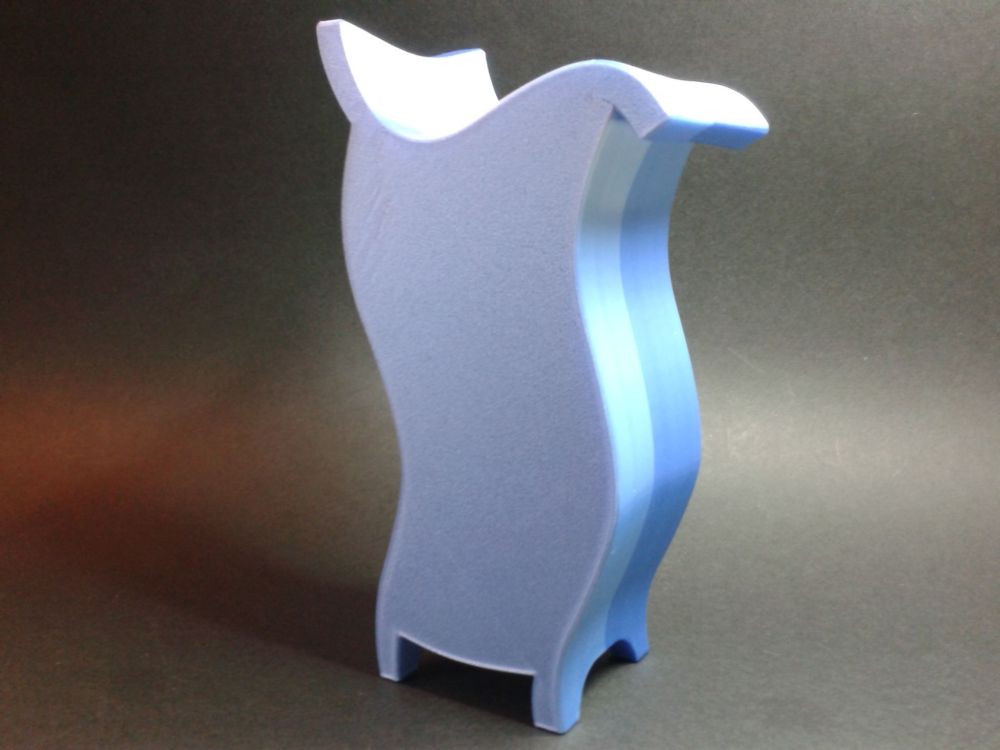
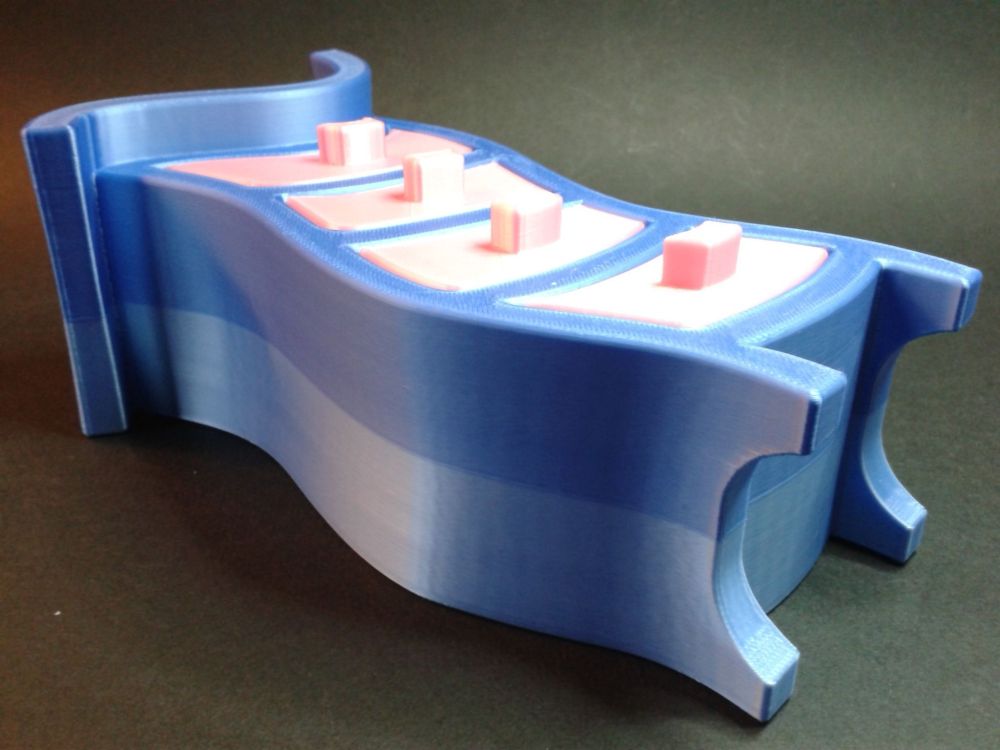
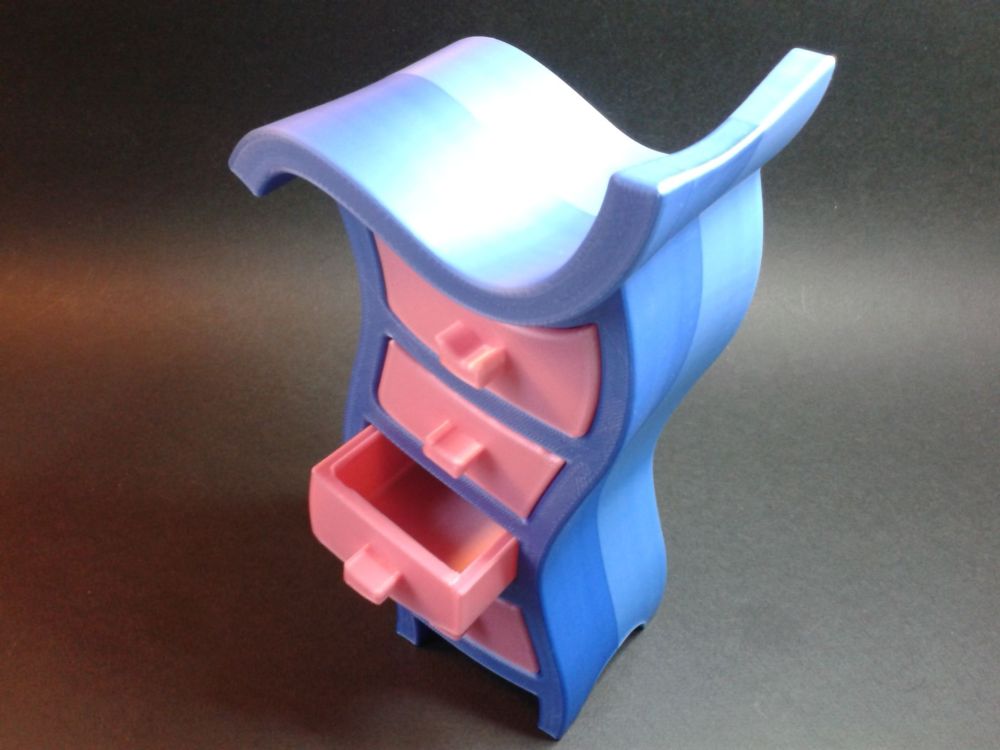
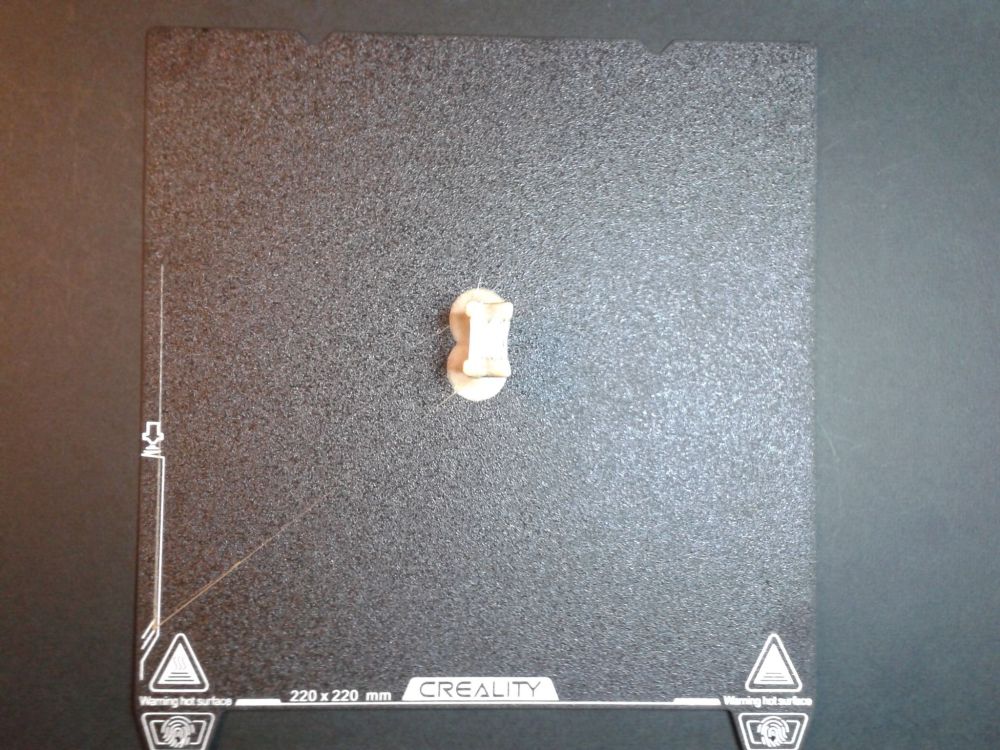
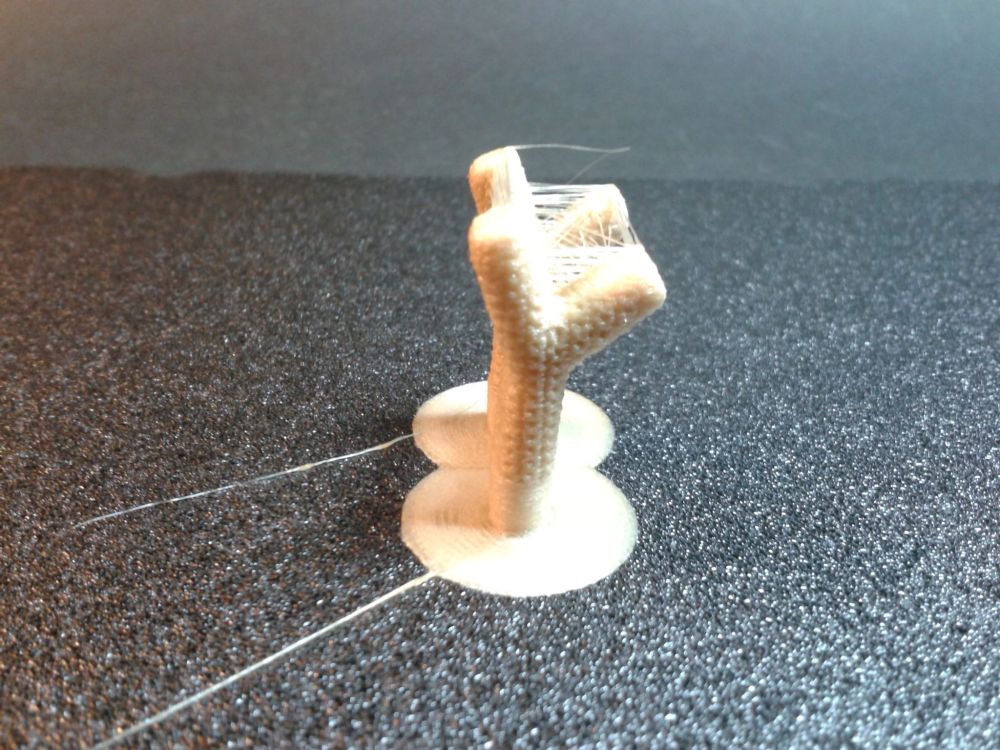
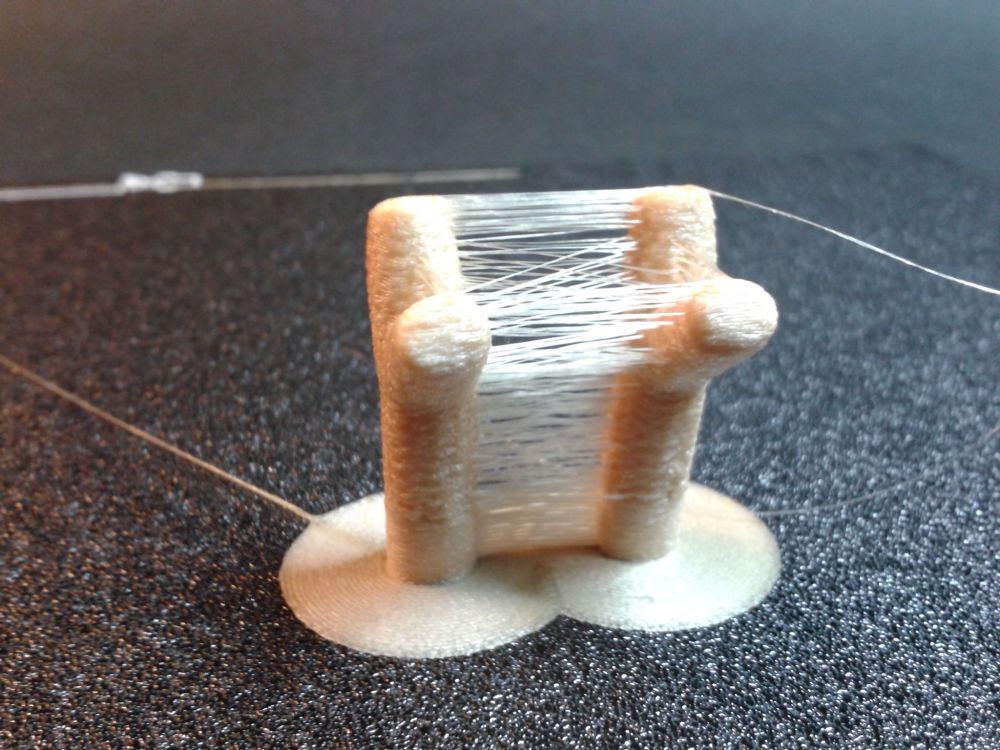
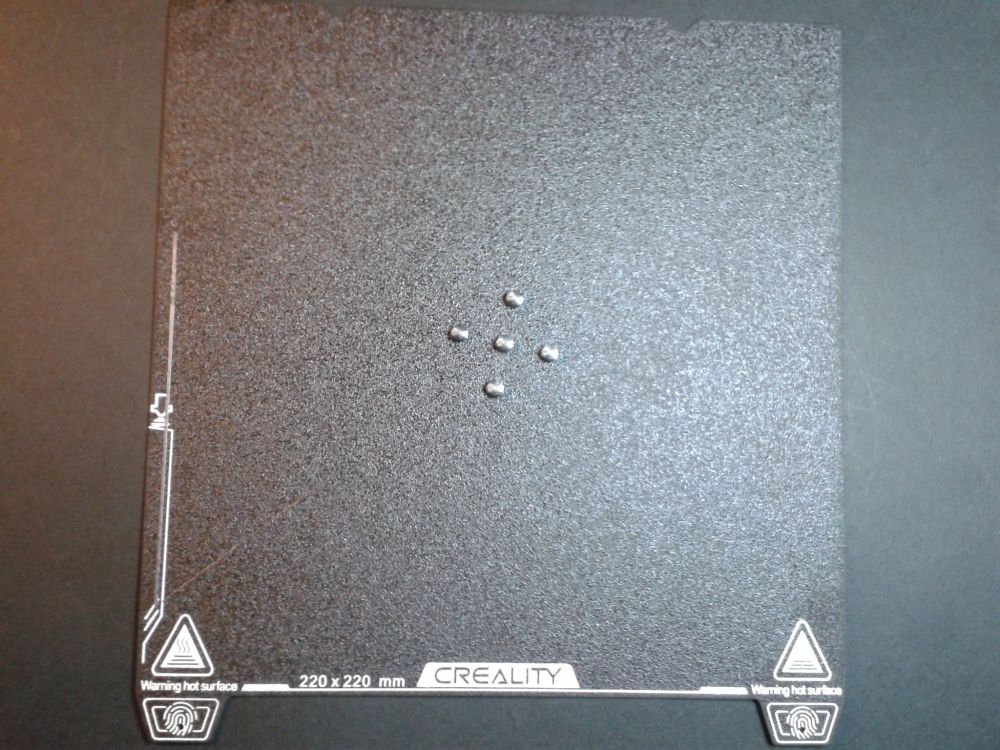
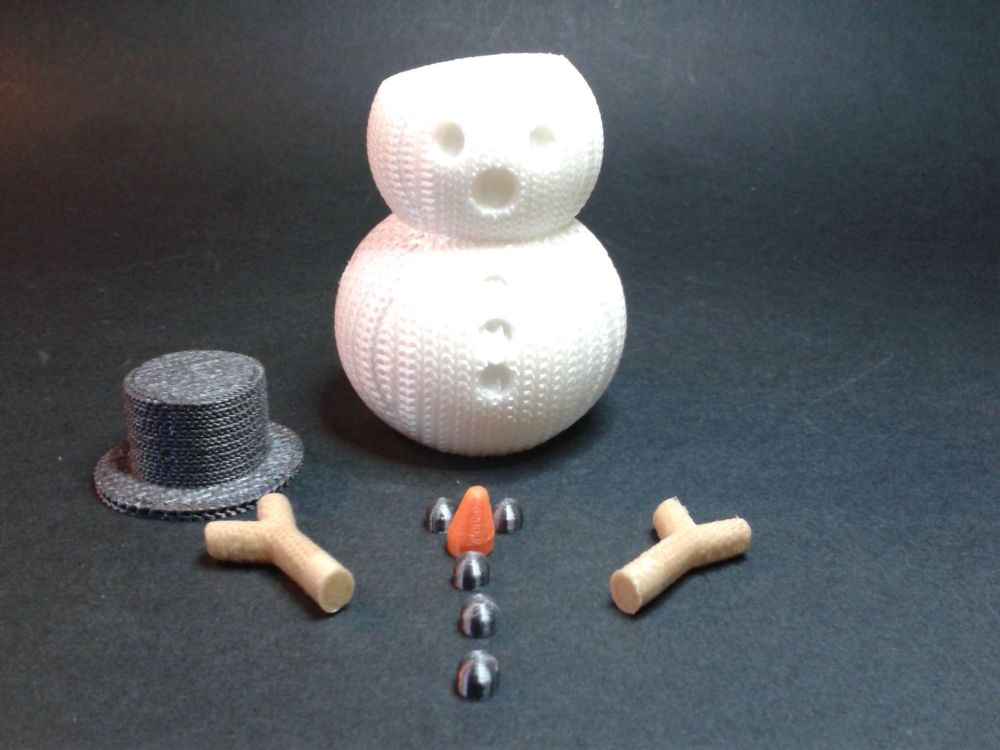
Autres impressions (Acte I) Tranché sous Creality Print v4.3.8.6678 (Win) Printer "Ender-3 V3 KE_0.4 nozzel" Material "CR-PLA_1.75" Parameter config "Normal" 0.20mm "Wonkey Chest of Drawers" de "francfalco" https://www.thingiverse.com/thing:1293330 Wonky_chest.stl Avec une bobine de "PLA Silk Bleu foncé ArianePlast", très largement entamait, pour tester le détecteur de fin de filament ~ 4 h 53 m 30 s Dommage pour moi, malgré avoir pris la même référence, j'ai une teinte différente avec la nouvelle bobine. Wonky_drawers_v2.stl "PLA Silk Rose ArianePlast" ~ 3 h 24 m 19 s "KNITTED SNOWMAN FIGURINE AND ORNAMENT - MULTIPARTS" de "IK3D" https://www.crealitycloud.com/model-detail/65444bf2887861c50deefe7d (Payant, mais gratuit si en Creality Cloud Premium) ("Make" https://www.crealitycloud.com/post-detail/6584cf7671d3da1611d3de76 contient les fichiers d'impression .gcode utilisés ici) Arm.stl (x2) ~ 23 m 55 s PLA Wood Velleman (A posteriori, bobine qui doit avoir pris l'humidité et température a diminuer pour réduire les cheveux d'anges avec ce filament) Body.stl ~ 3 h 50 m 53 s PLA Silk Blanc ArianePlast Eye and button.stl (x5) ~ 4 m 12 s PLA Silk Noir ArianePlast Hat.stl ~ 39 m 48 s PLA Silk Noir ArianePlast Nose.stl ~ 5 m 15 s PLA Orange Eryone














 1 point
1 point -
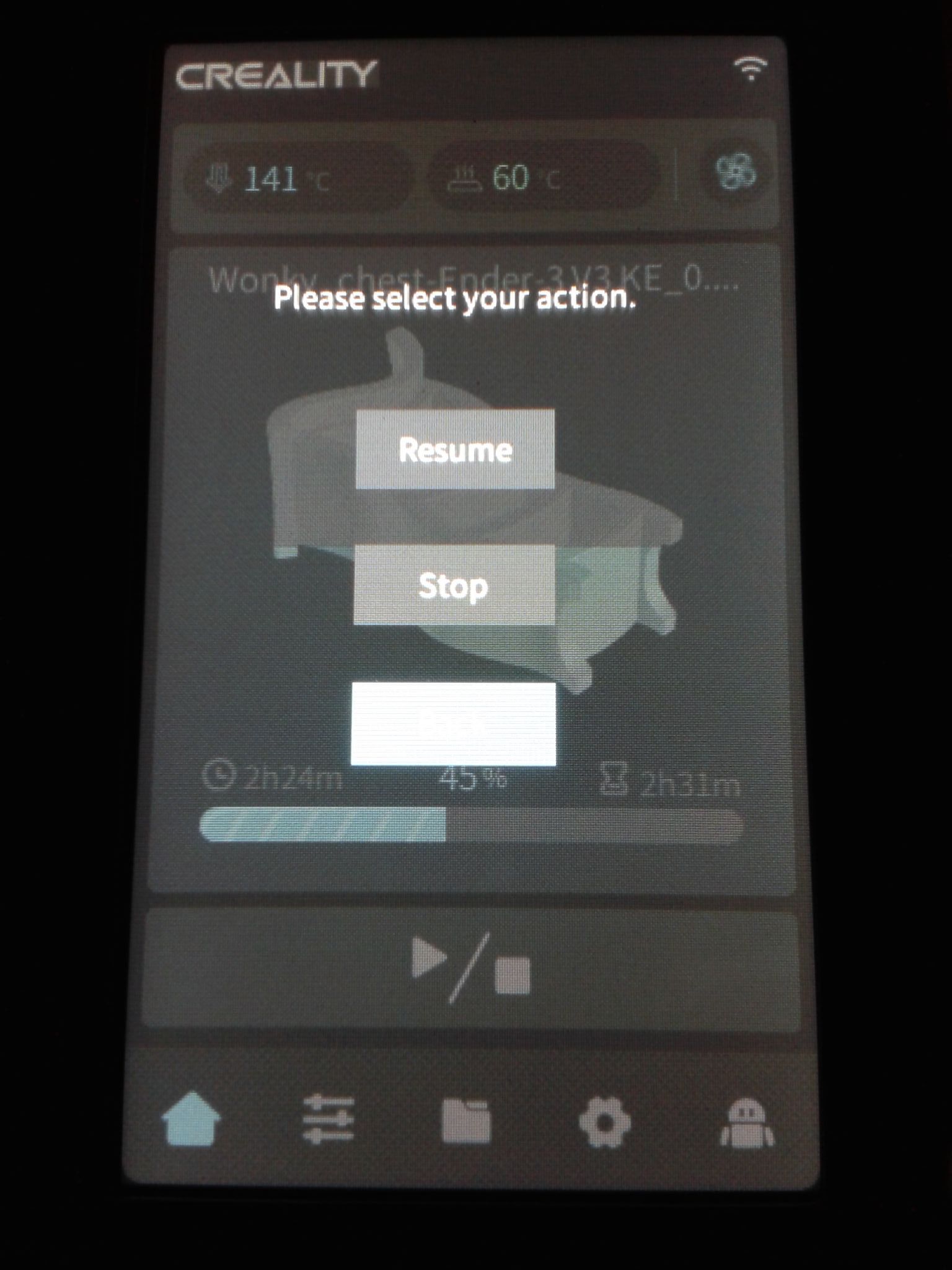
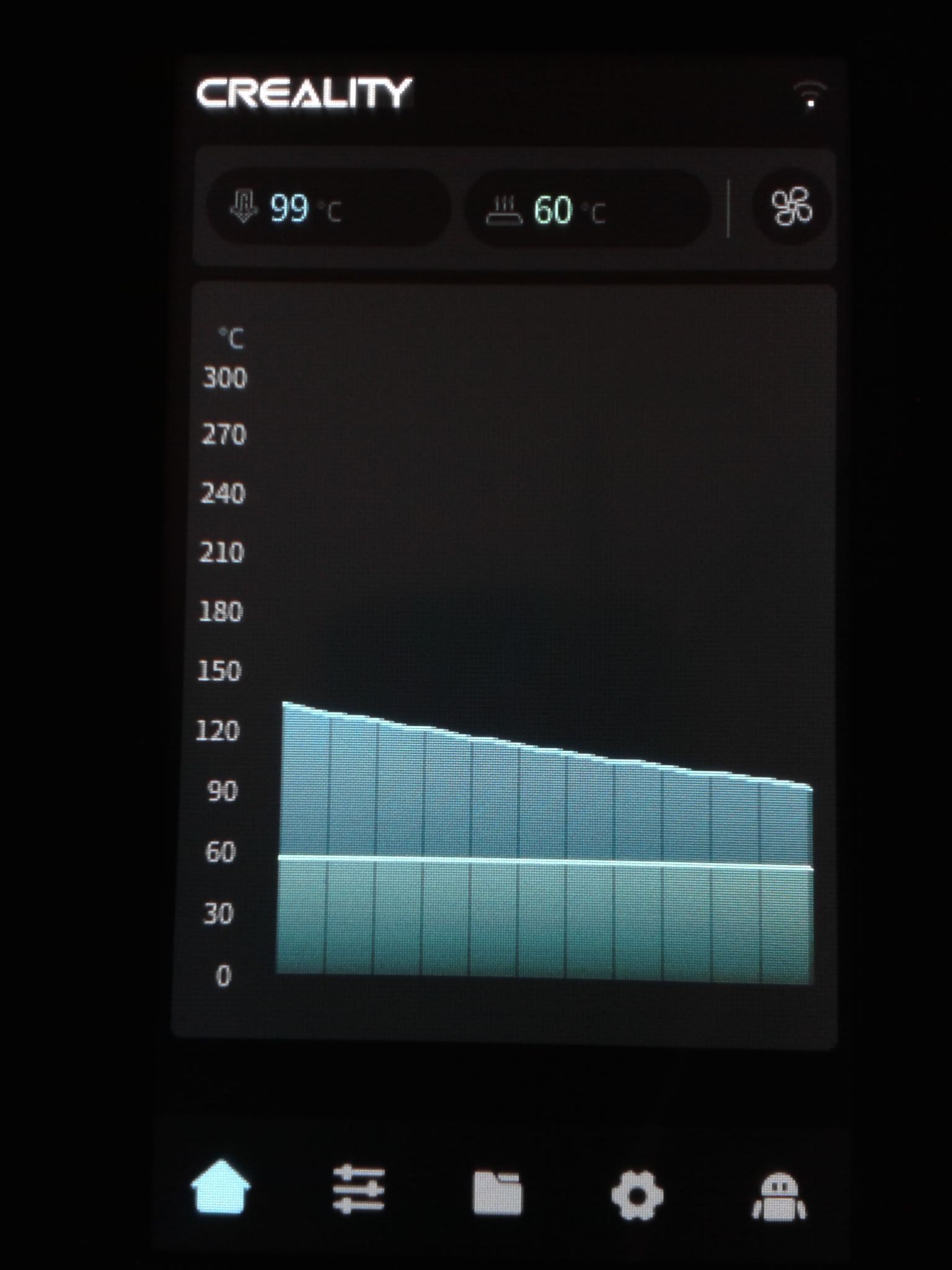
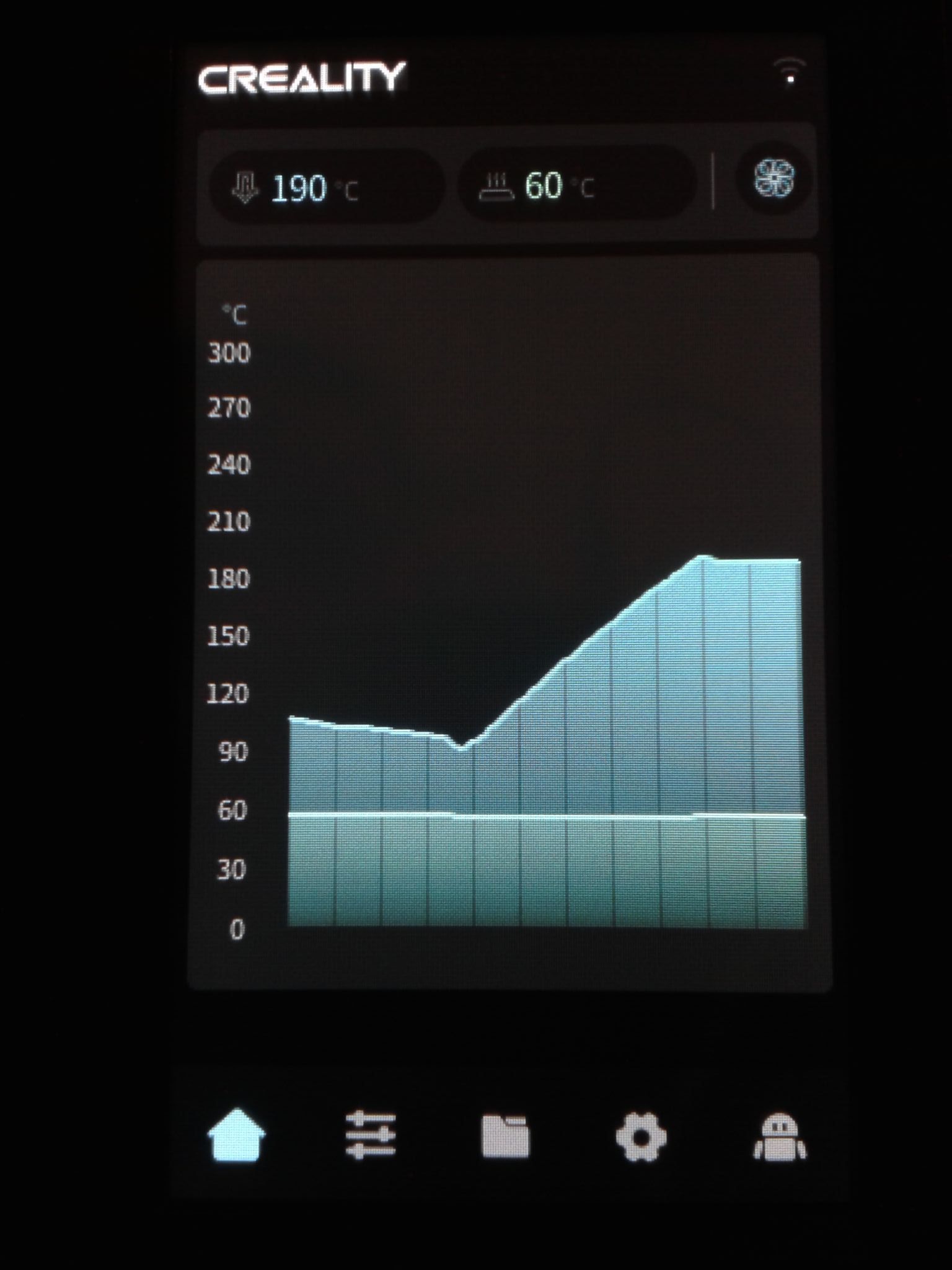
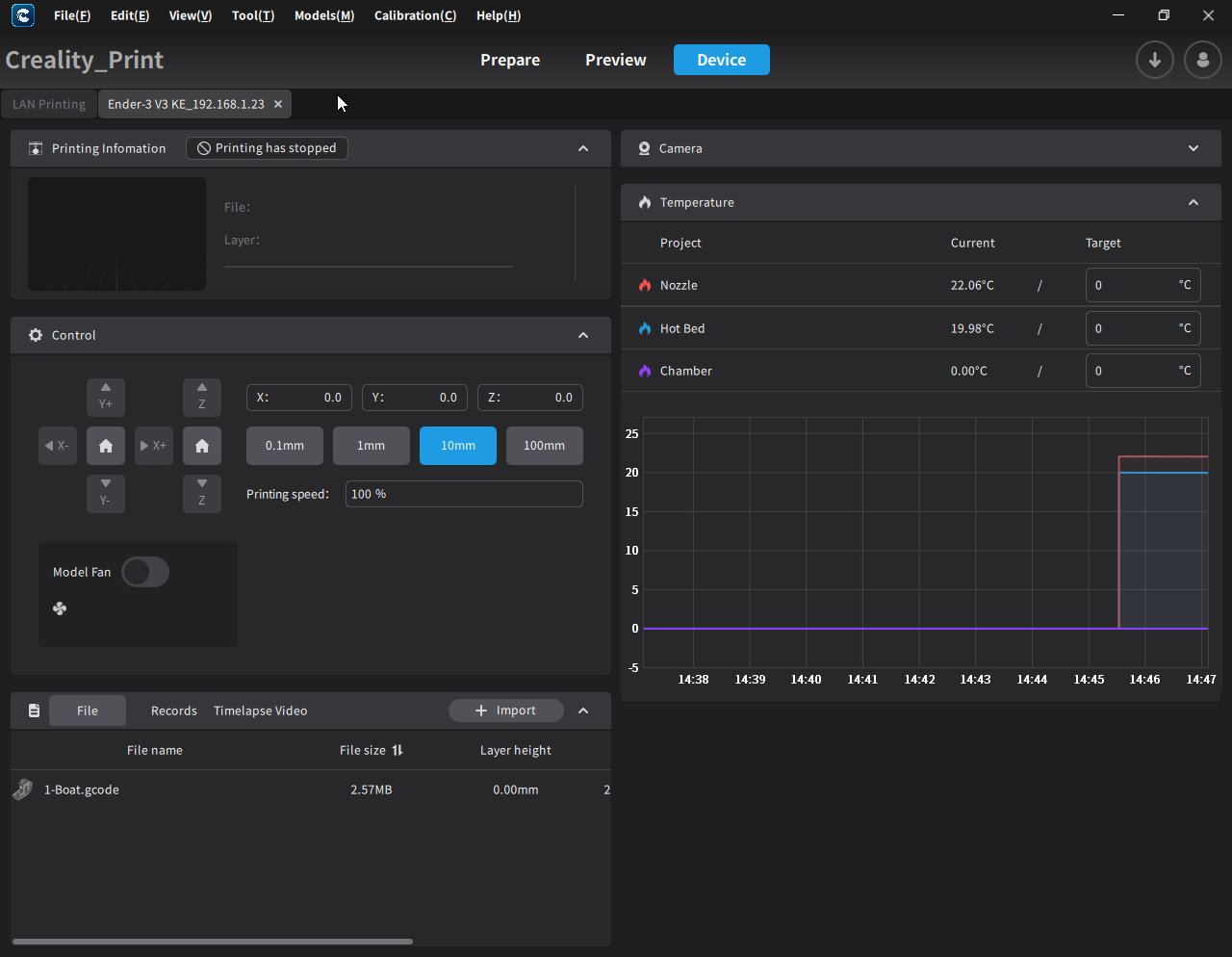
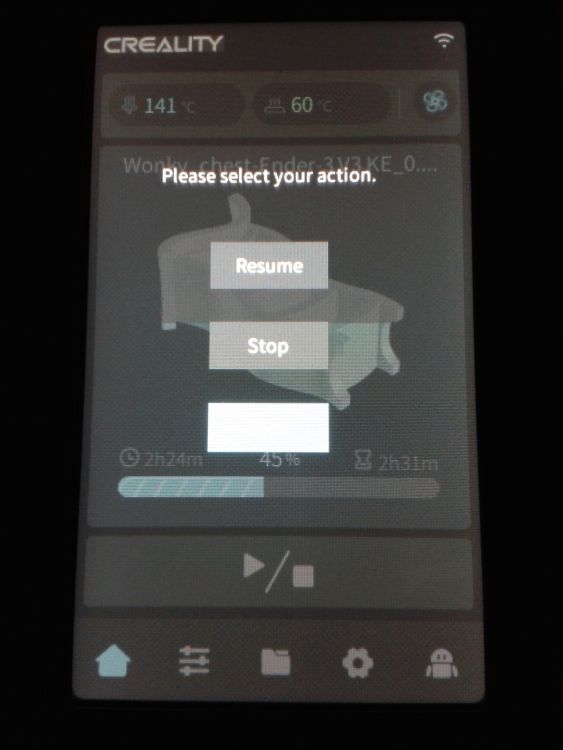
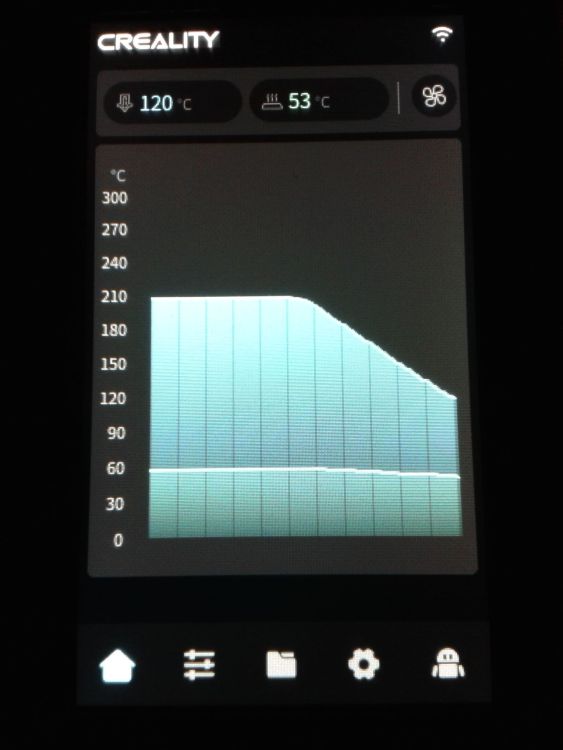
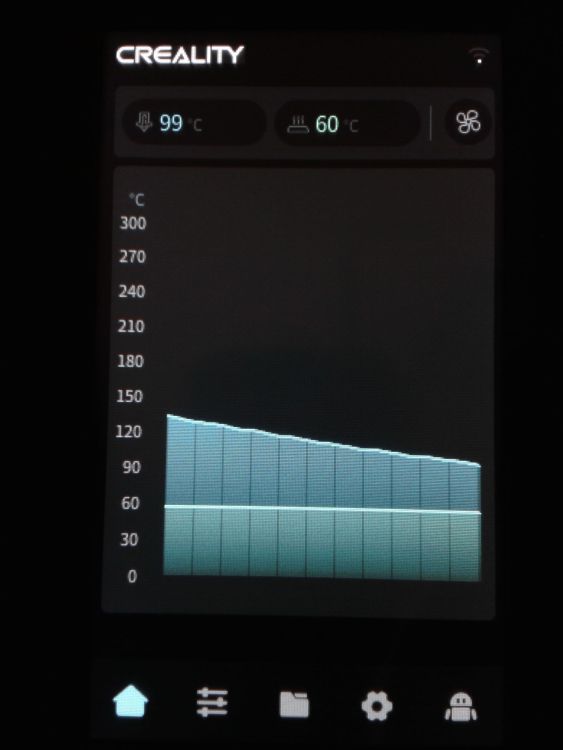
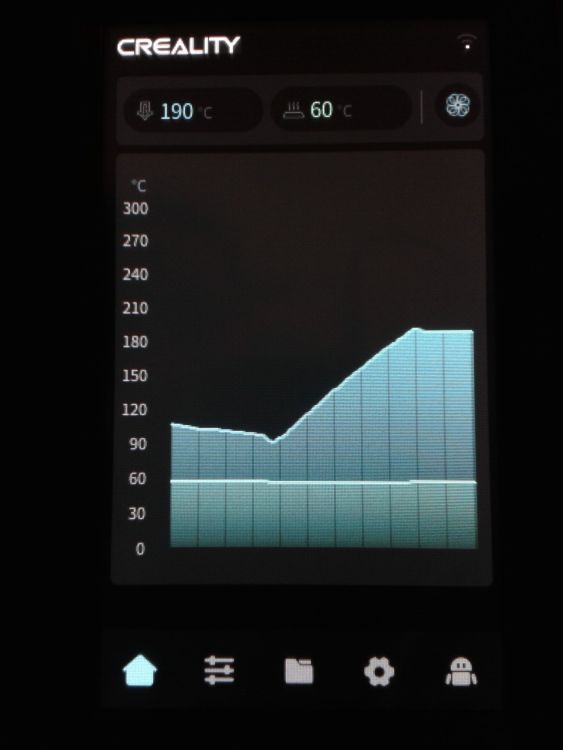
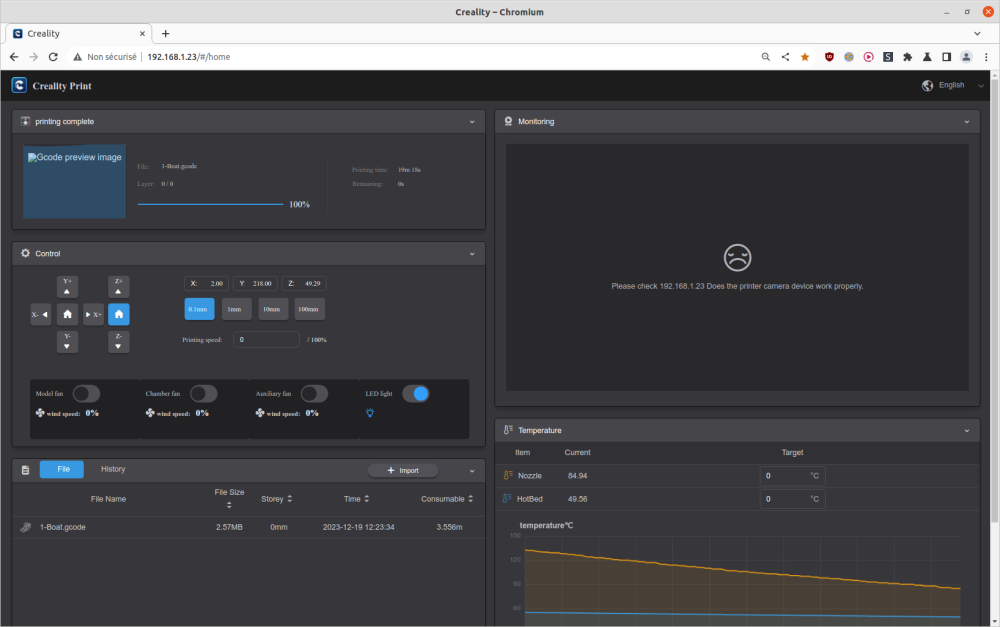
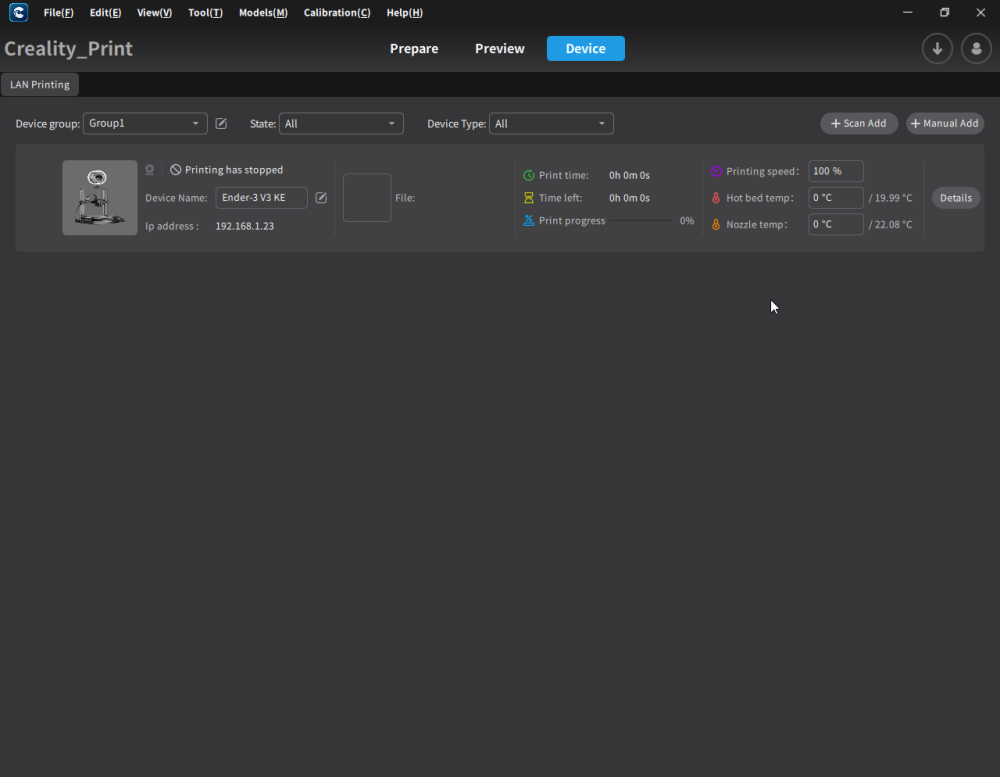
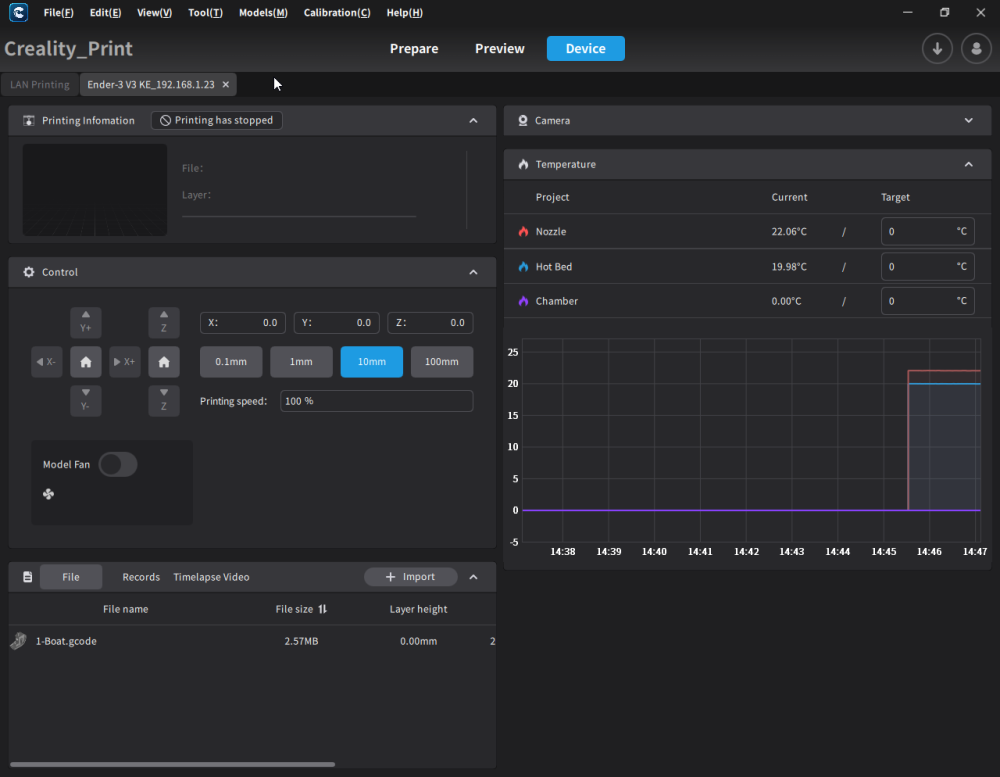
Difficultés et autres remarques Pour le moment rien de critique à signaler. Interface, au Creality OS/Firmware Klipper, verrouillée et limitée. (Firmware v1.1.0.9) Pas de possibilité d'accéder aux fichiers de configuration Klipper. Interface web qui ressemble à Fluidd mais à la sauce Creality donc limitée. Le plugin "Moonraker Connection" d'Ultimaker Cura ne semble pas compatible, pas d'accès aux fichiers de configuration Klipper, historique d'impression limité aux 50 dernières impressions Port SSH ouvert mais pas de login/password communiqué par Creality. donc pas d'accès au système de fichiers du système d'exploitation Pas de coordonnées de position de la tête de visible sur l’écran Nebula (On ne sait pas où est la buse depuis l'écran). Mais on a bien les coordonnées de la buse via l'interface Web. Plusieurs actions depuis l’écran Nebula réalisent un "Home All" (Et cela même si l'on a déjà effectué un "Home" depuis le démarrage de l'imprimante) Sur l’écran Nubula quand on revient à la liste des fichiers (en mémoire, ou via l'historique d'impression), on se retrouve en début de liste. Pas l'idéal si l'on veut imprimer plusieurs fichiers qui se trouvent en fin de liste. Mais si l'on passe par l'interface Web ou d'impression réseau de Creality Print là c'est bon la liste ne revient pas à la première page. Temps que sous le navigateur ou sous Creality Print, l'on ne rafraîchit/ferme pas la page.) Si l'on ferme la page de l'interface Web, ou que l'on rafraîchit la page de l'interface de contrôle de l'imprimante sous Creality Print, le graphe des températures se trouve tronqué. (Pas d'historique ou de cache du client pour le graphe de température) Un serveur type SoketWeb semble tourner sur le port 9999 de la machine Utilisé par les clients Web et par l'interface de contrôle de l'imprimante sous Creality Print) mais pas de documentation (API) de disponible pour l'instant pour faire son propre client. Les g-code M300: Play Tone sont ignorés. (Alors que l’écran peut faire des bips sur l'appui des boutons de l'écran tactile, quand on n'a pas désactivé le son sur l’écran) Mon fichier mario.gcode qui joue normalement une petite mélodie extraite d'un jeu vidéo "Mario" n'émet aucun son. ( copier/coller le contenu de mario.gcode dans le champ "gcode" et cliquer "Play" de http://ddrboxman.github.io/RepRapRingtone/ pour entendre ce qui est attendue.)1 point
-
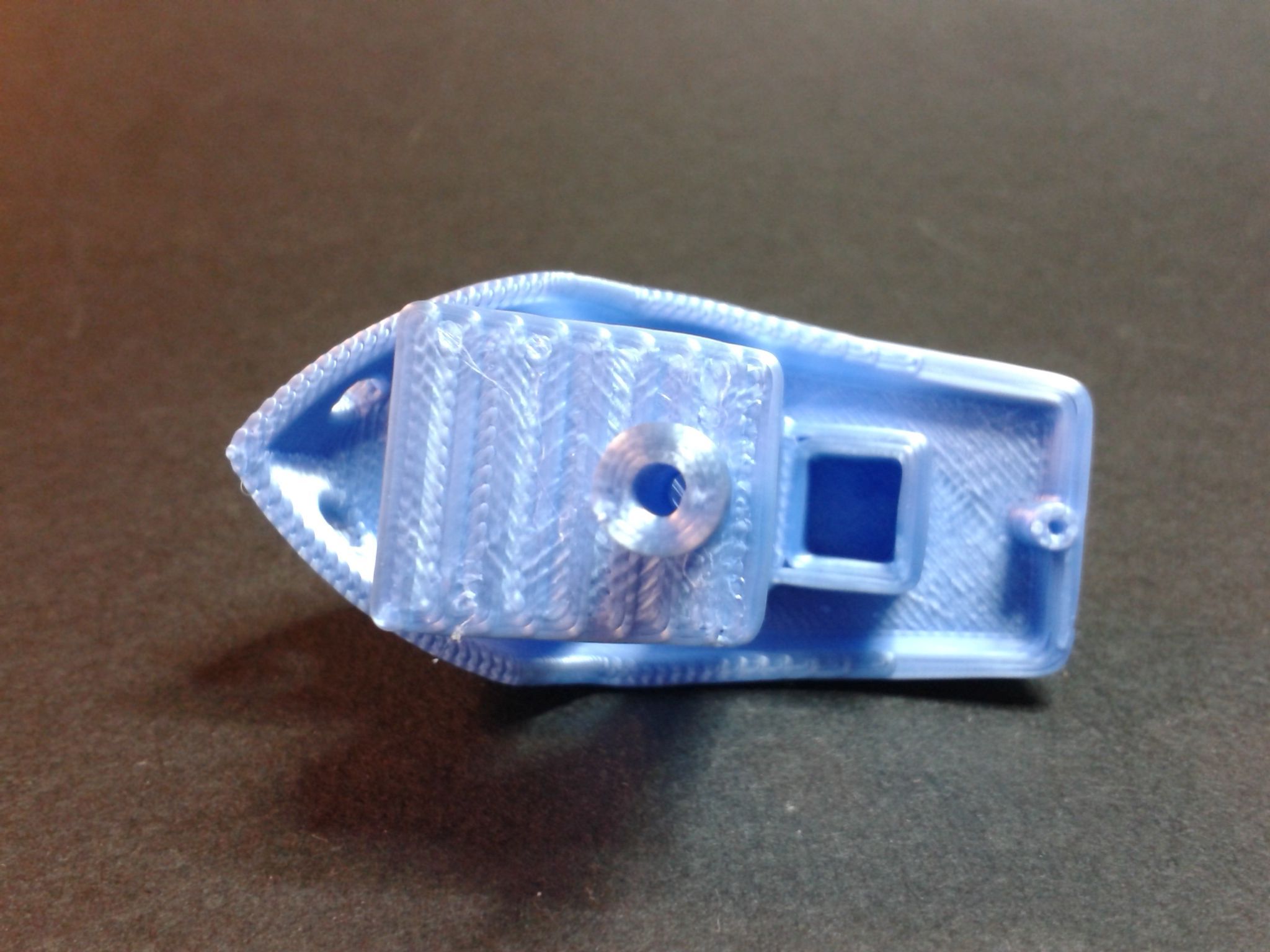
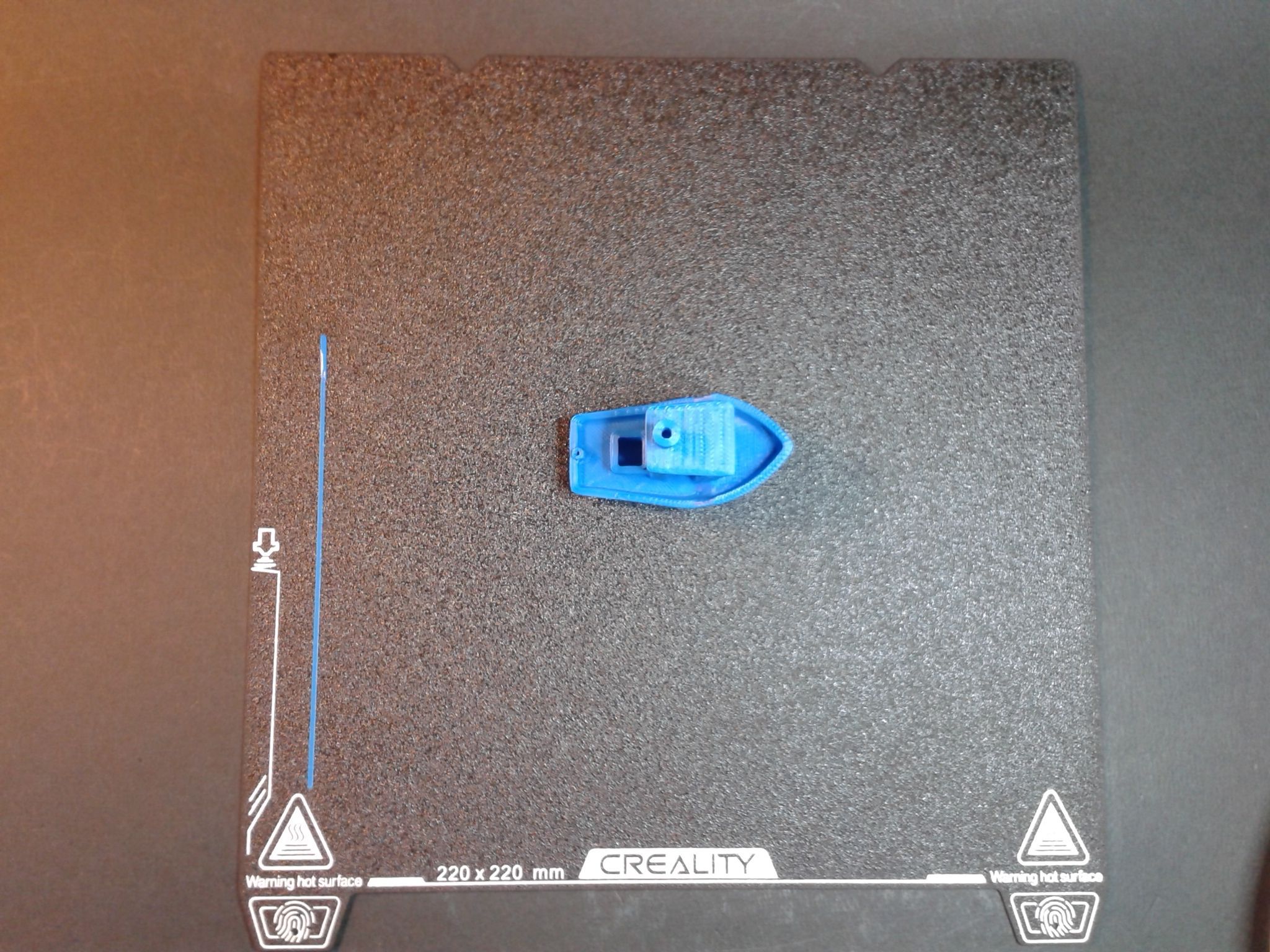
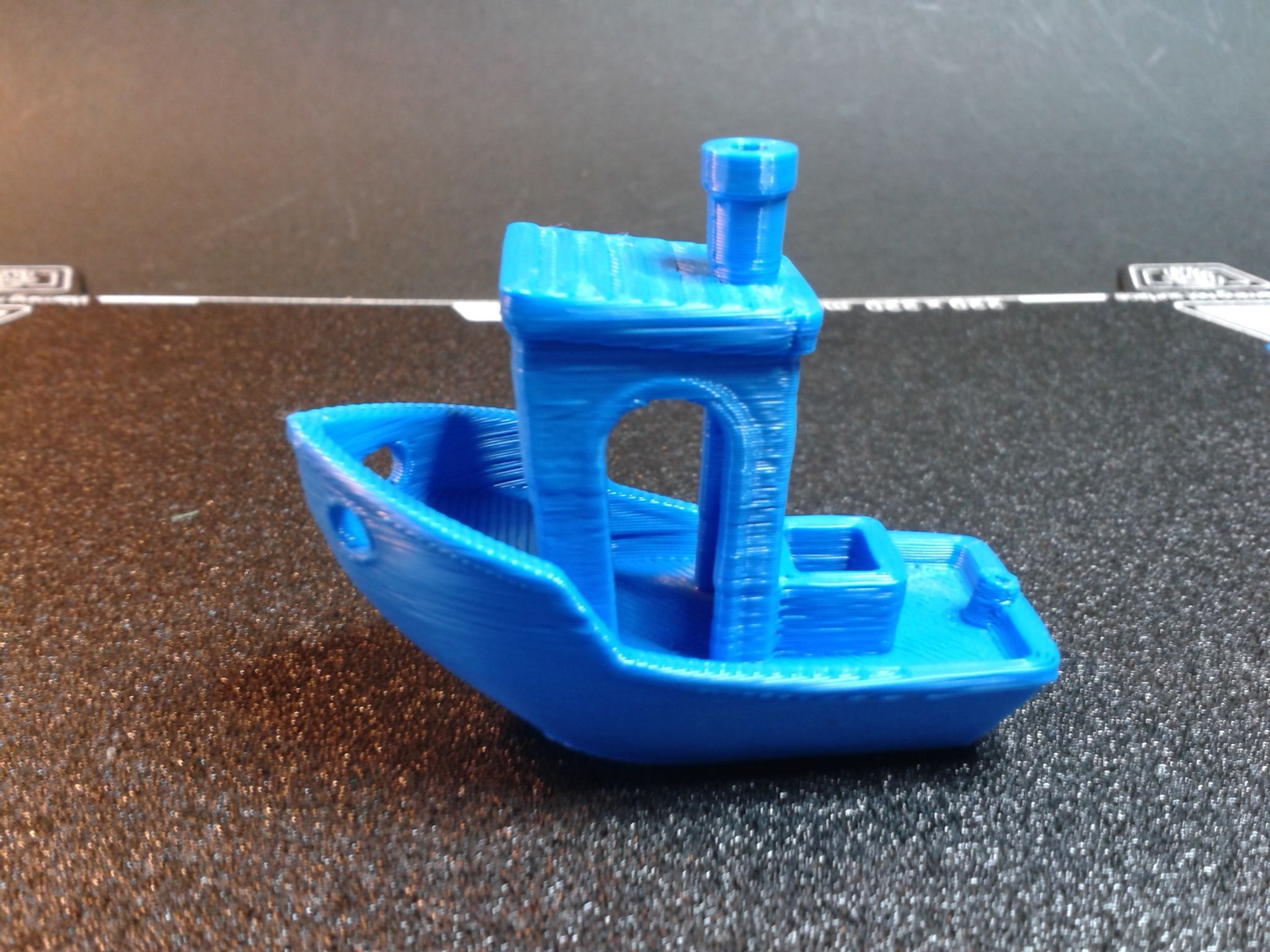
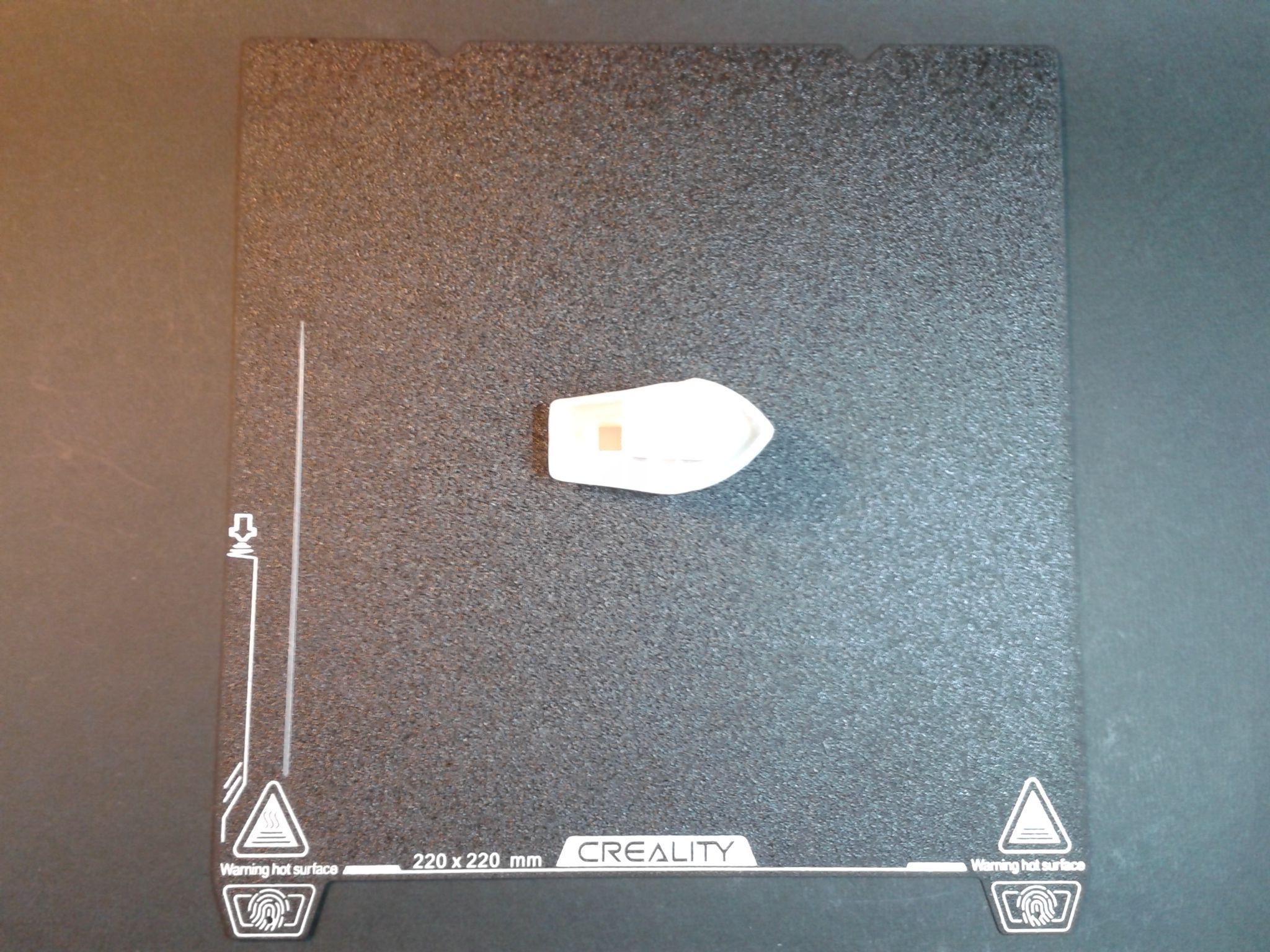
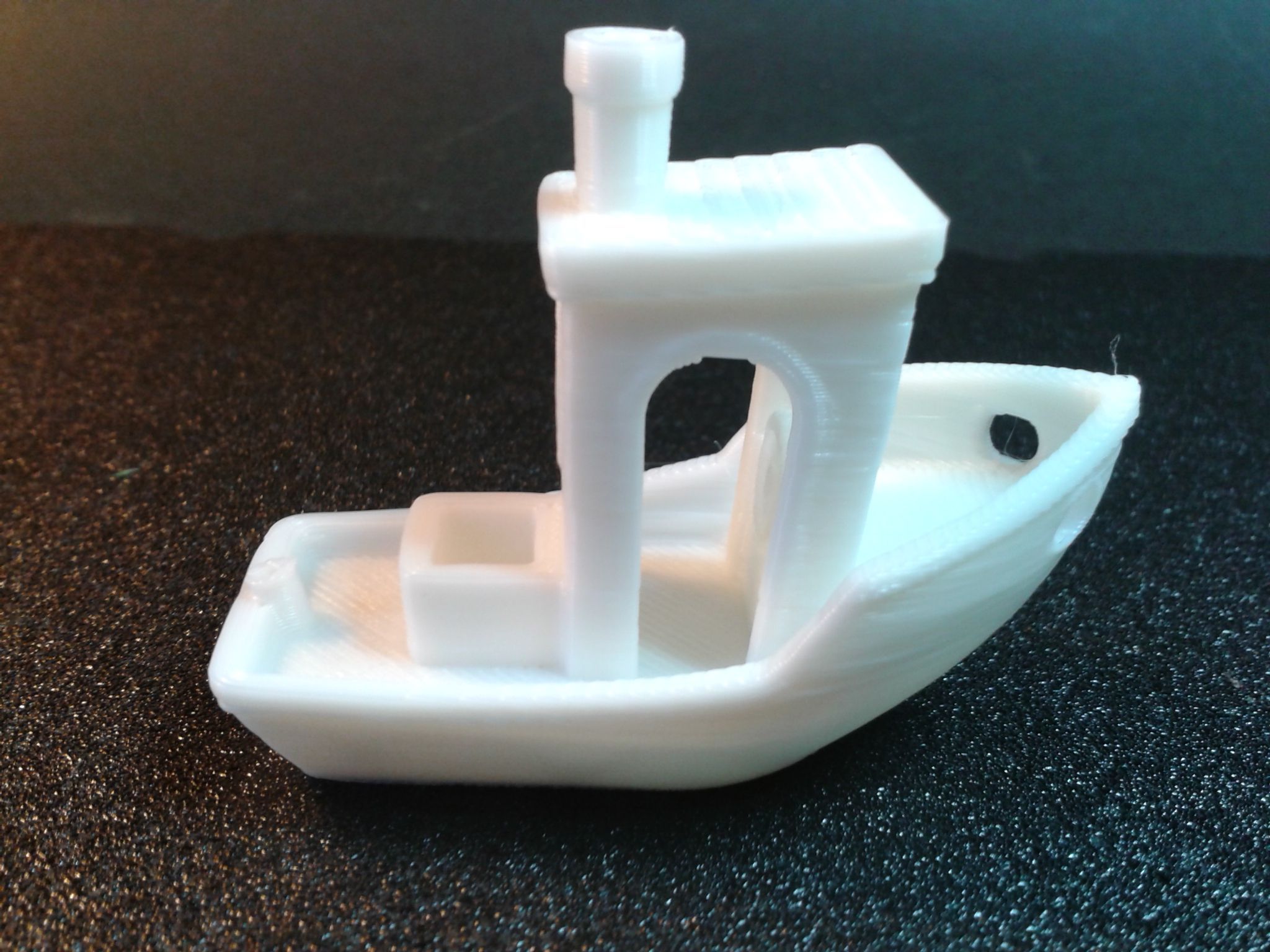
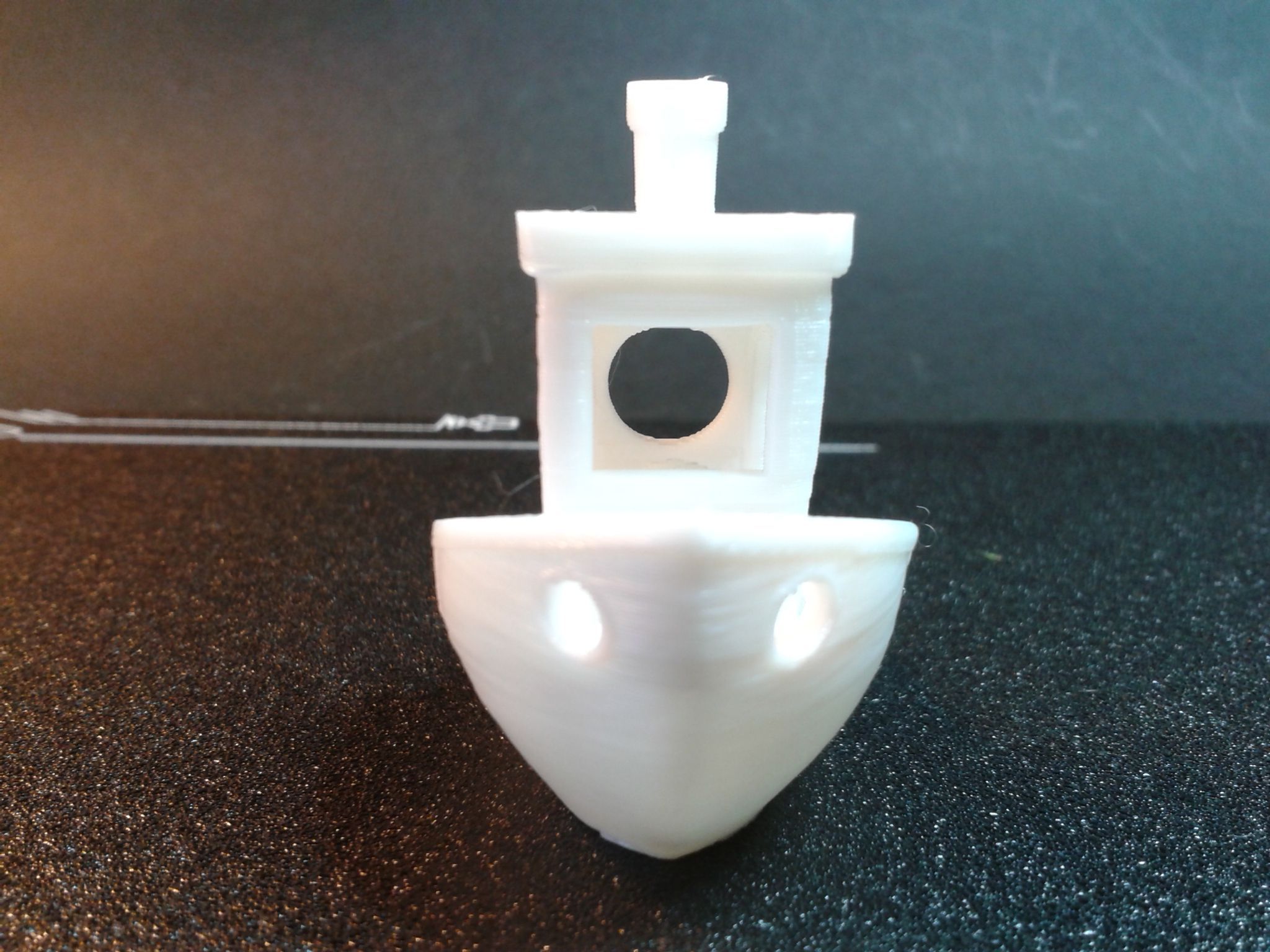
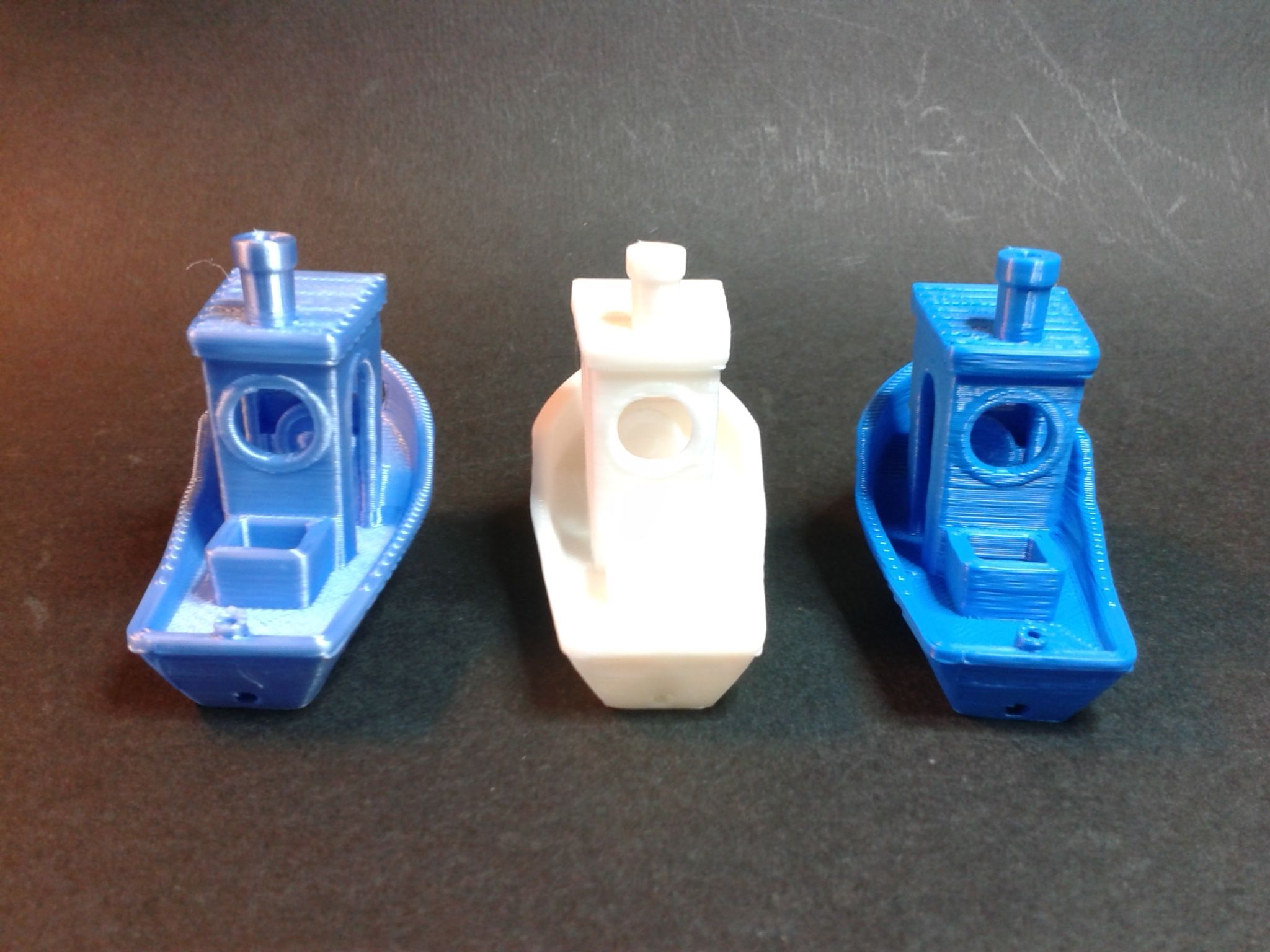
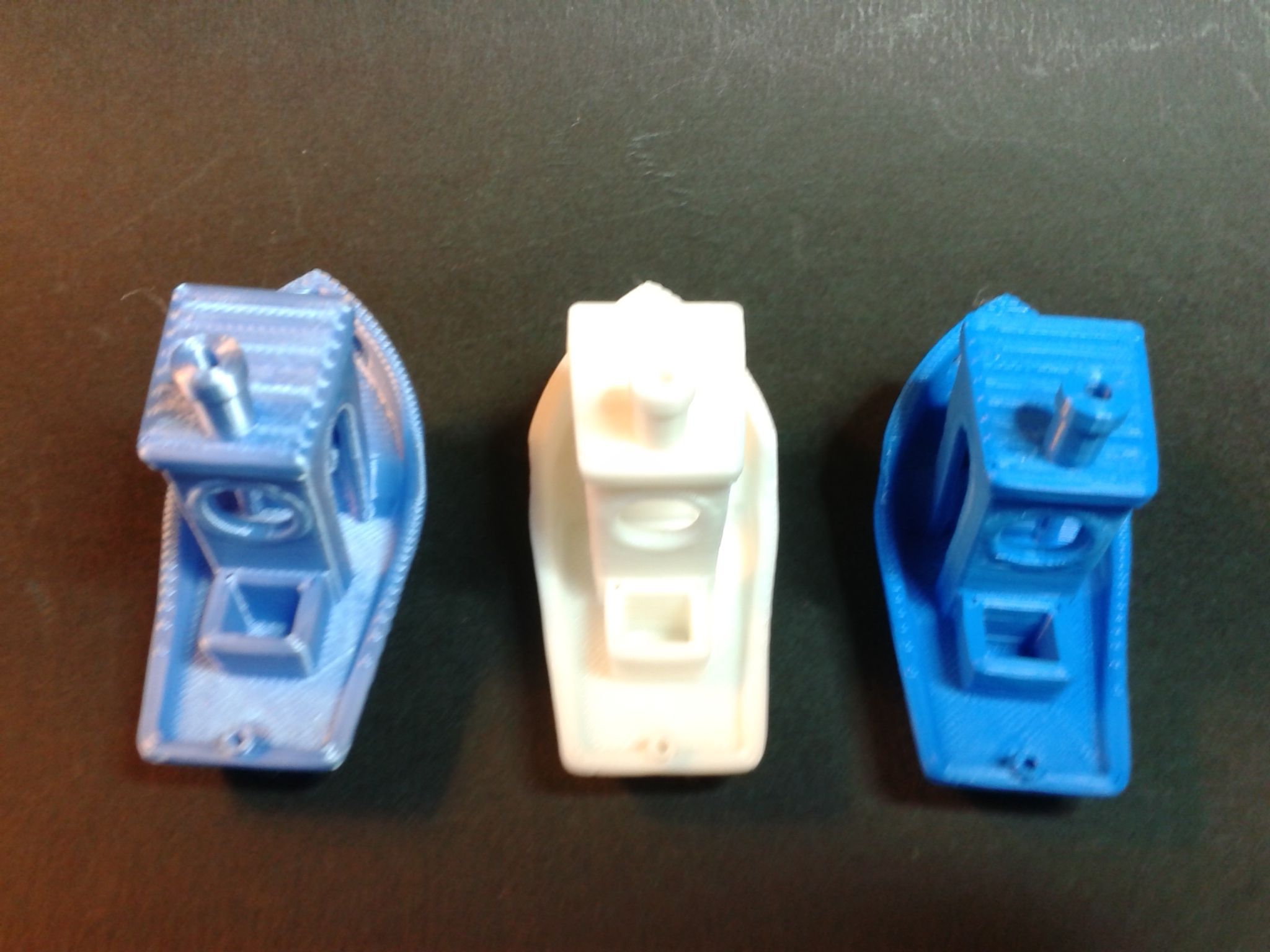
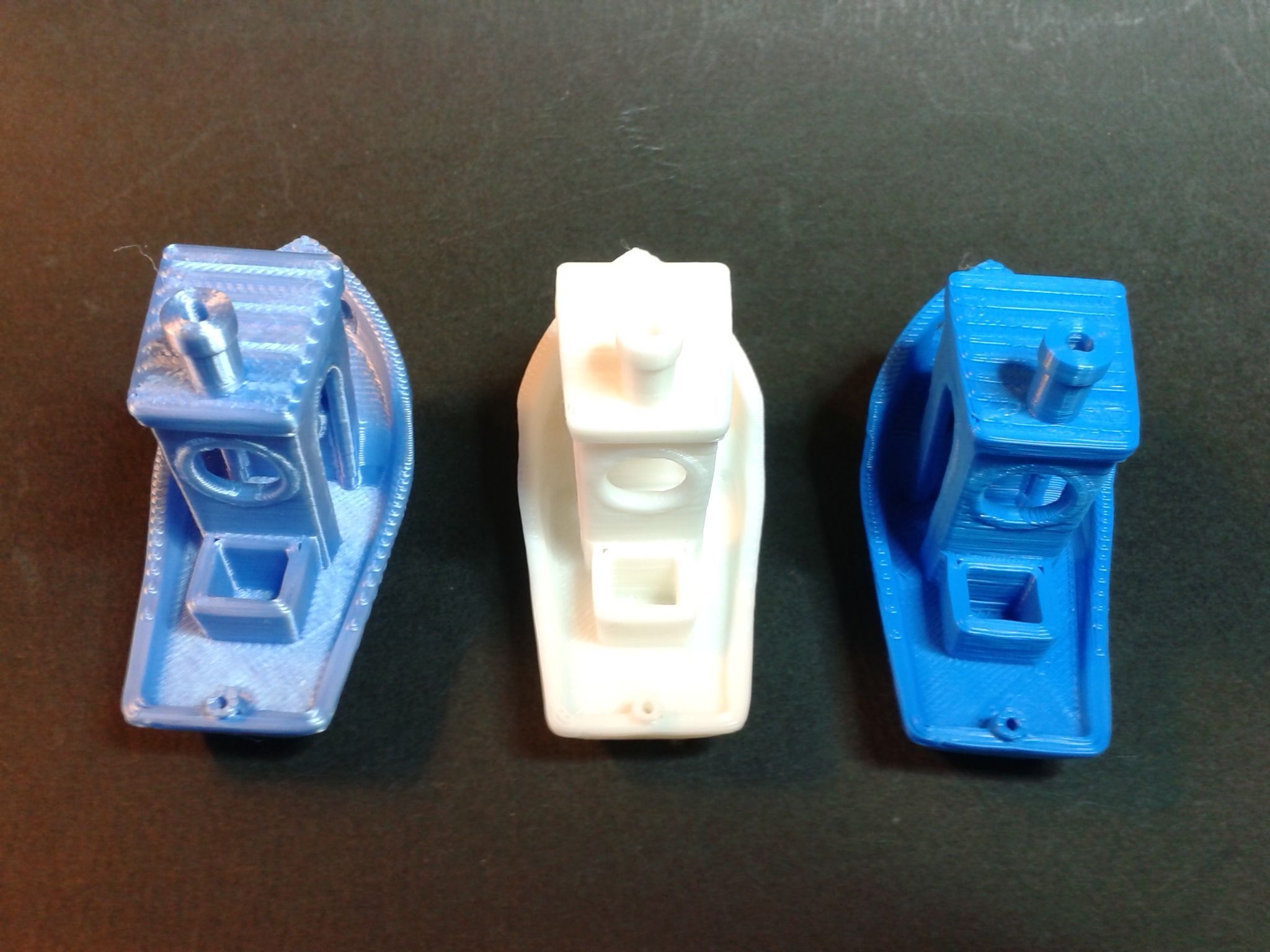
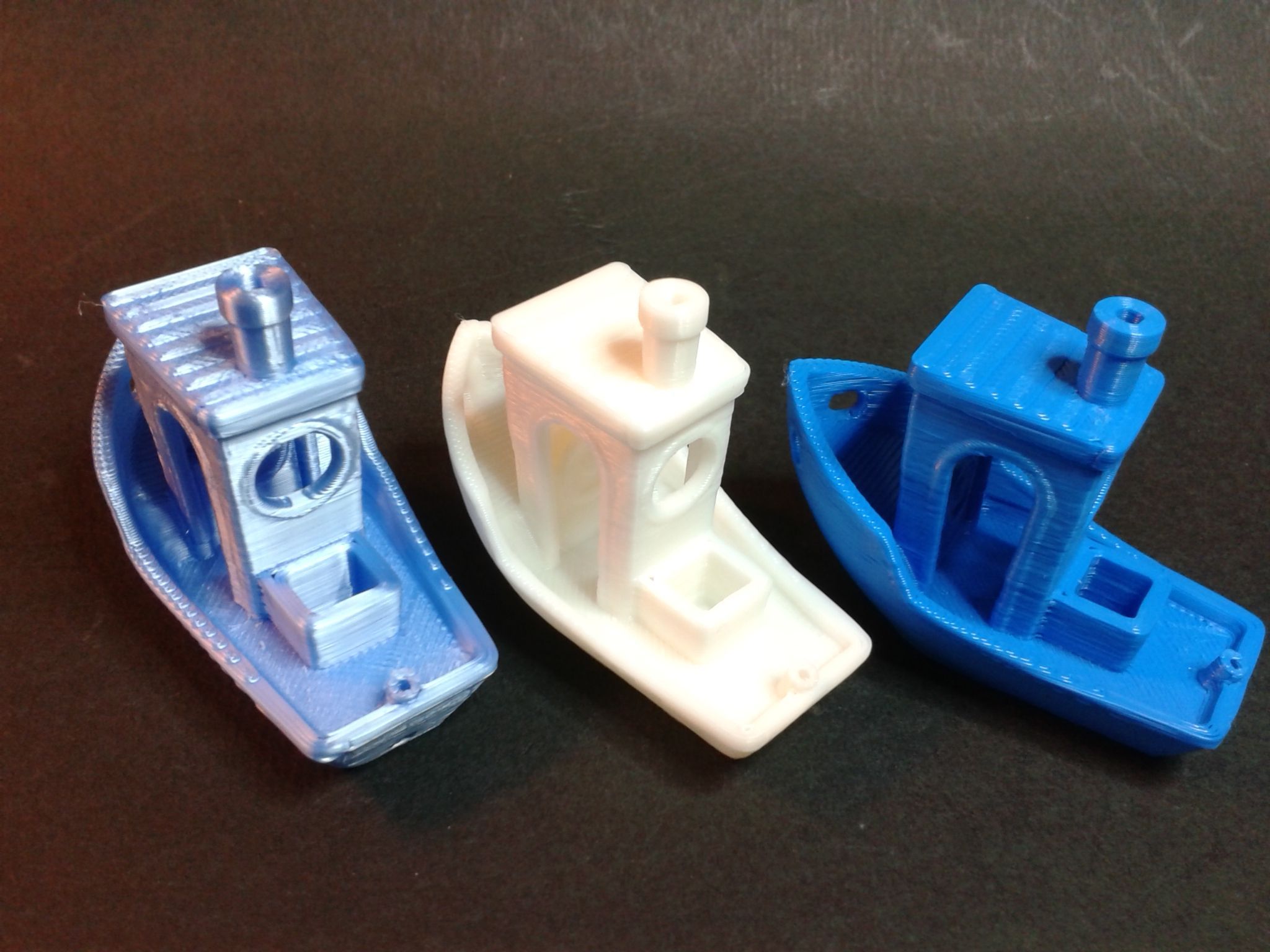
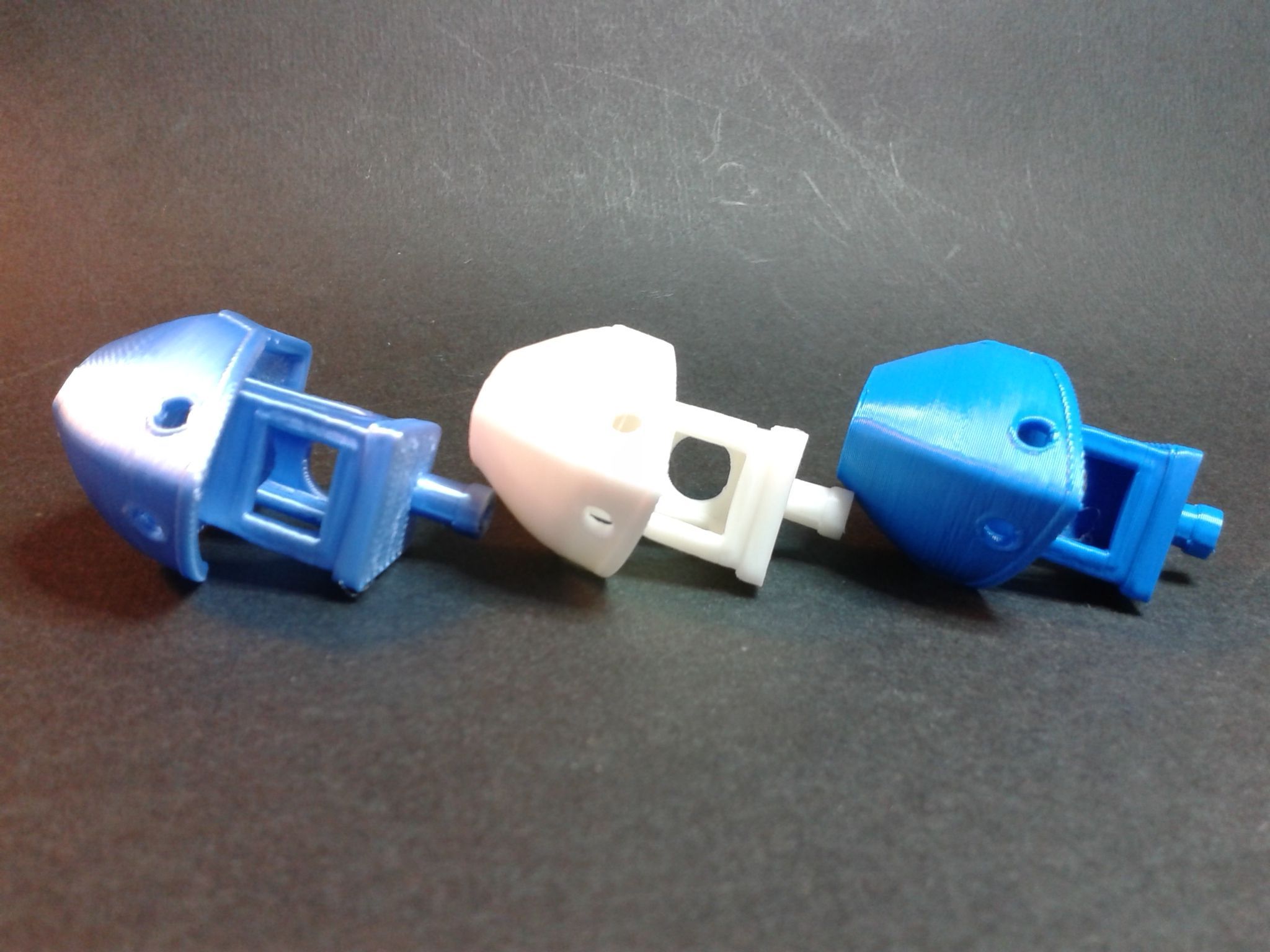
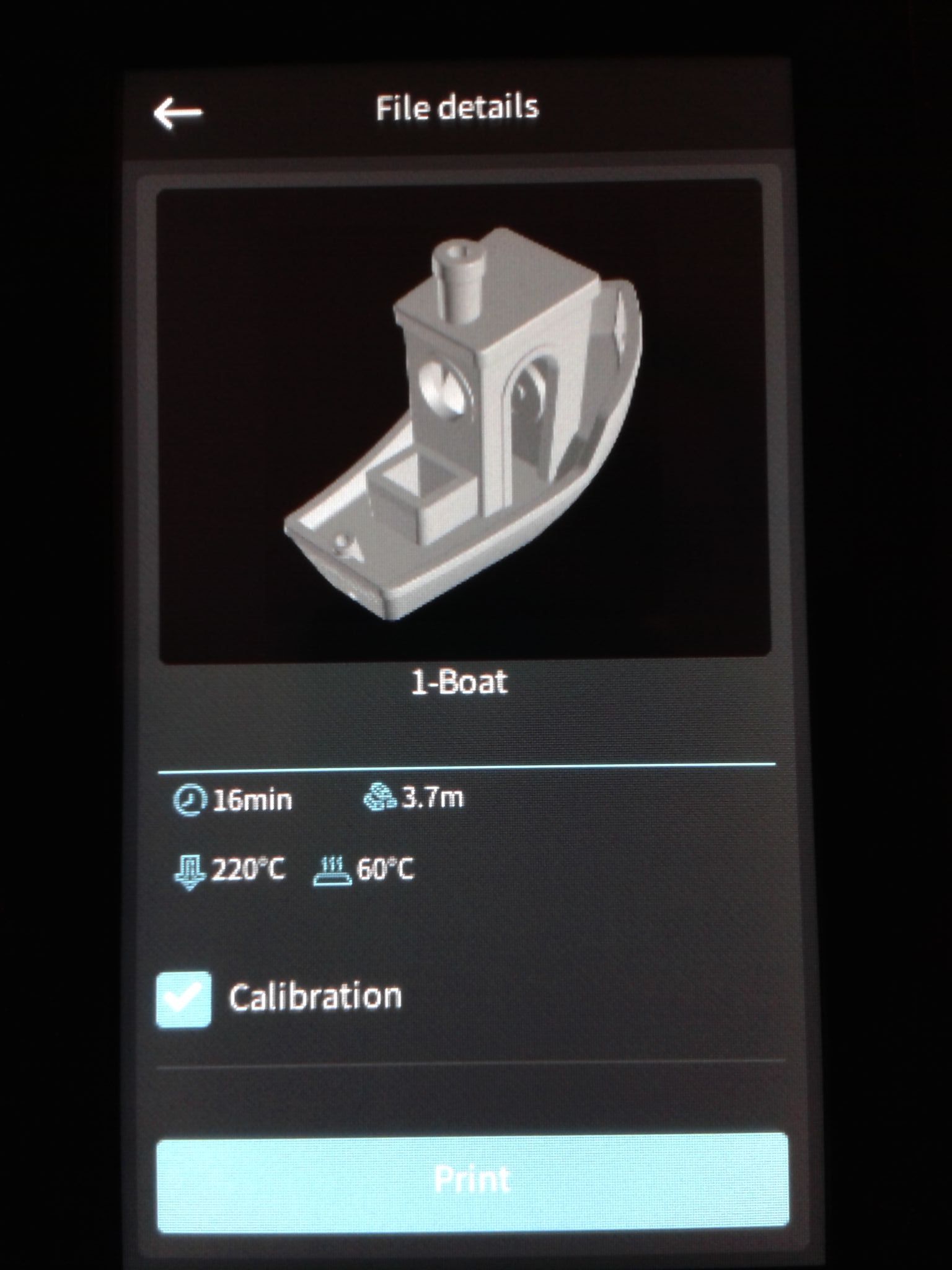
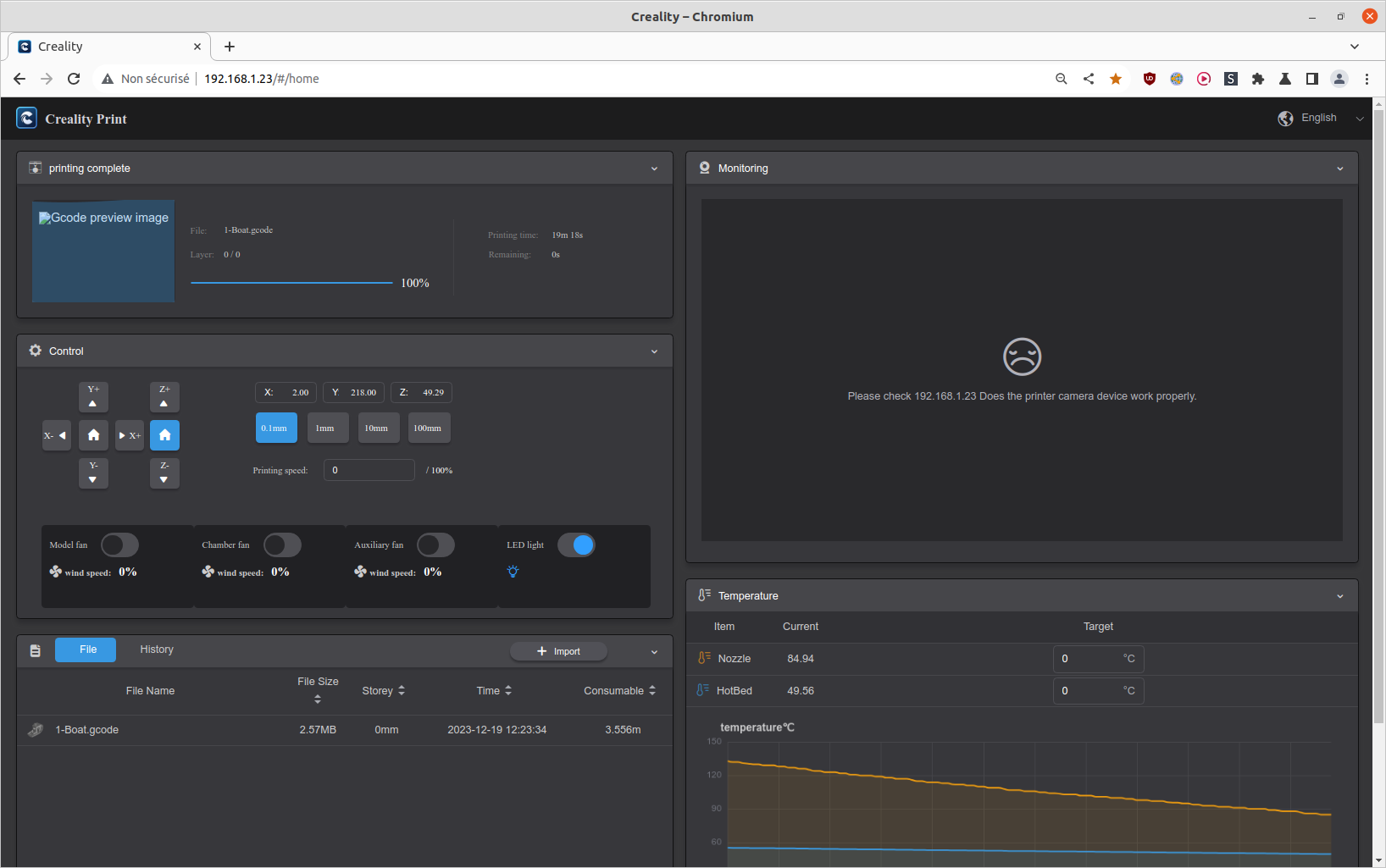
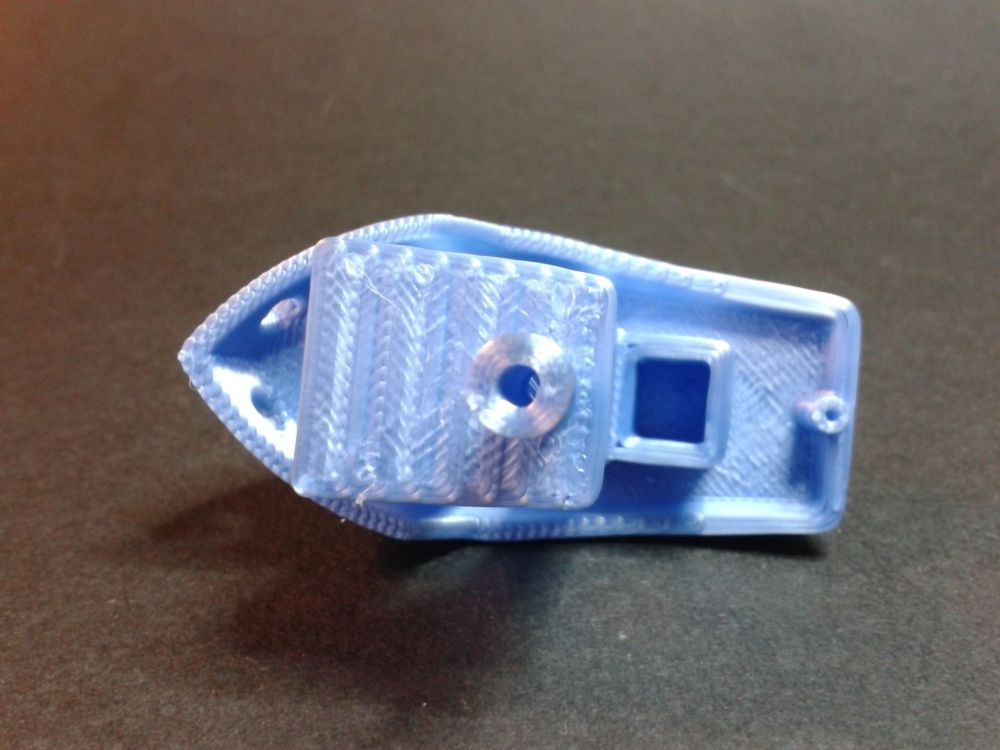
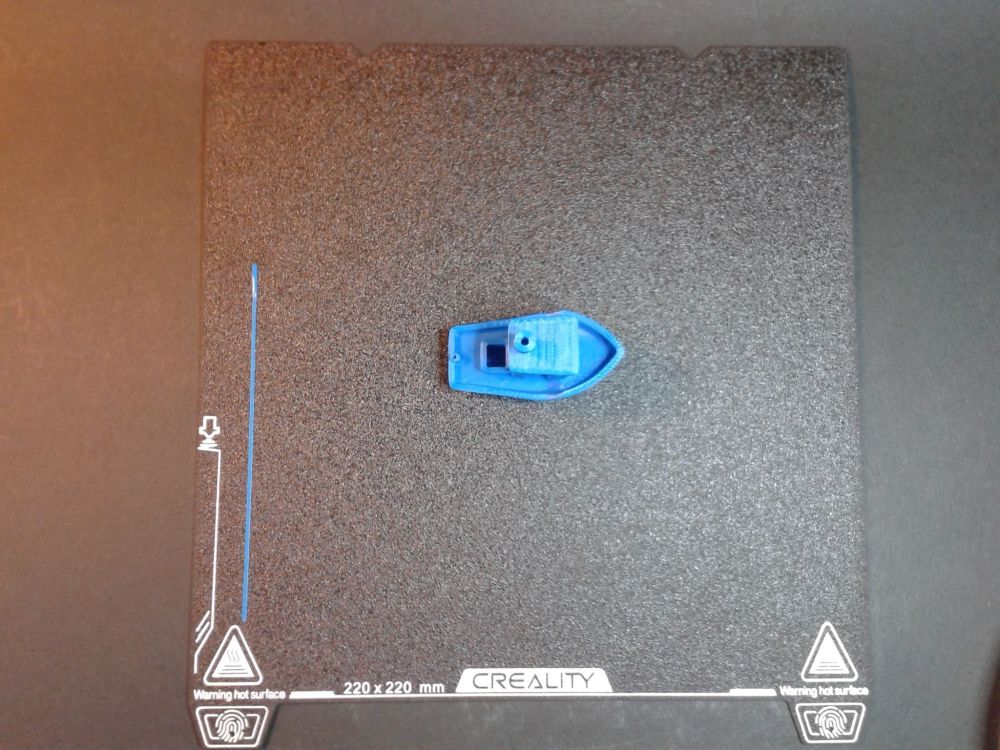
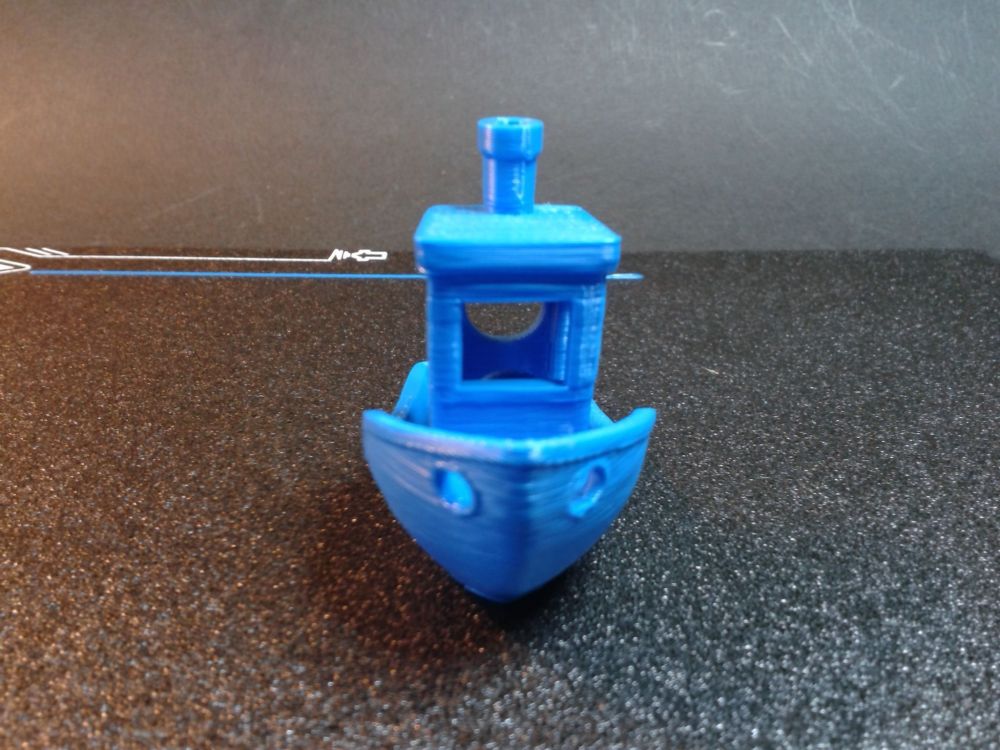
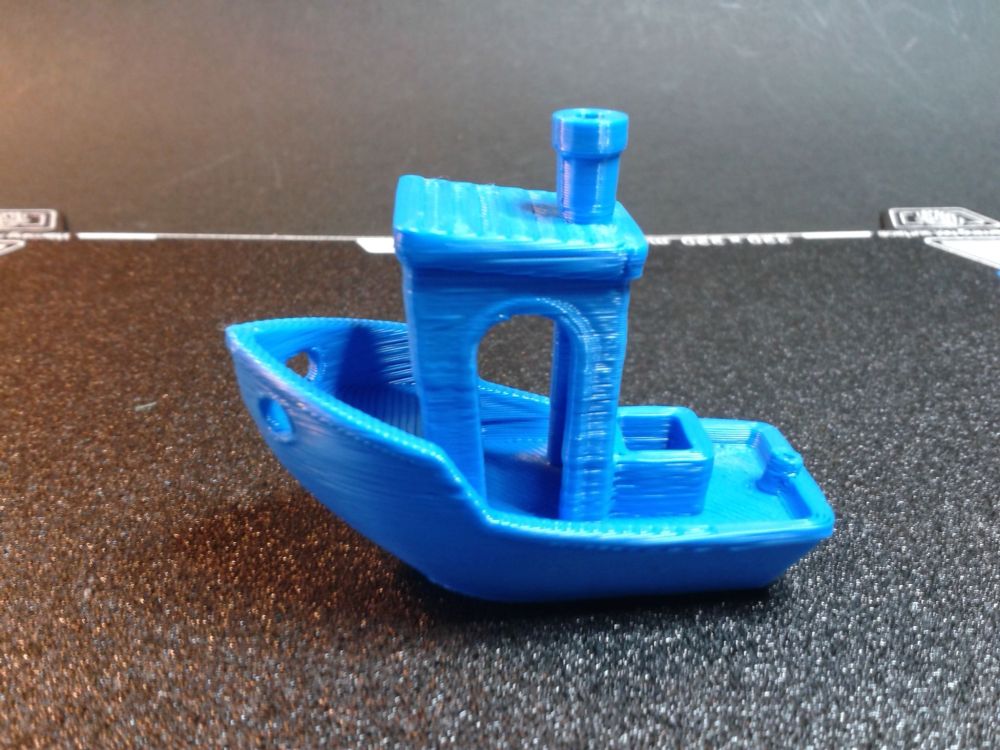
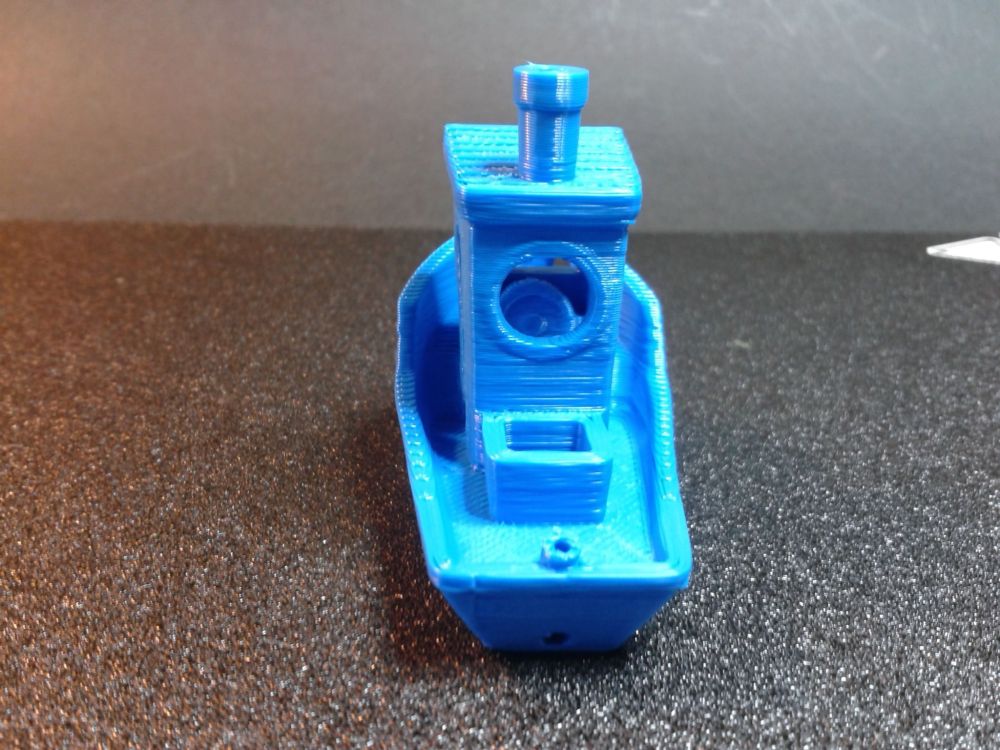
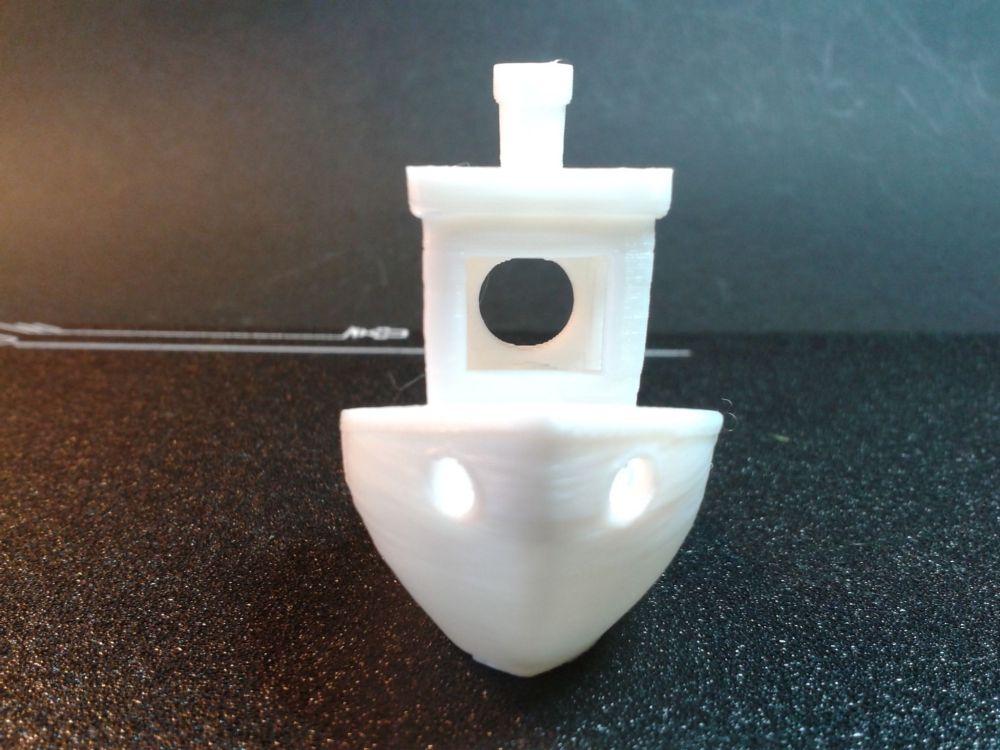
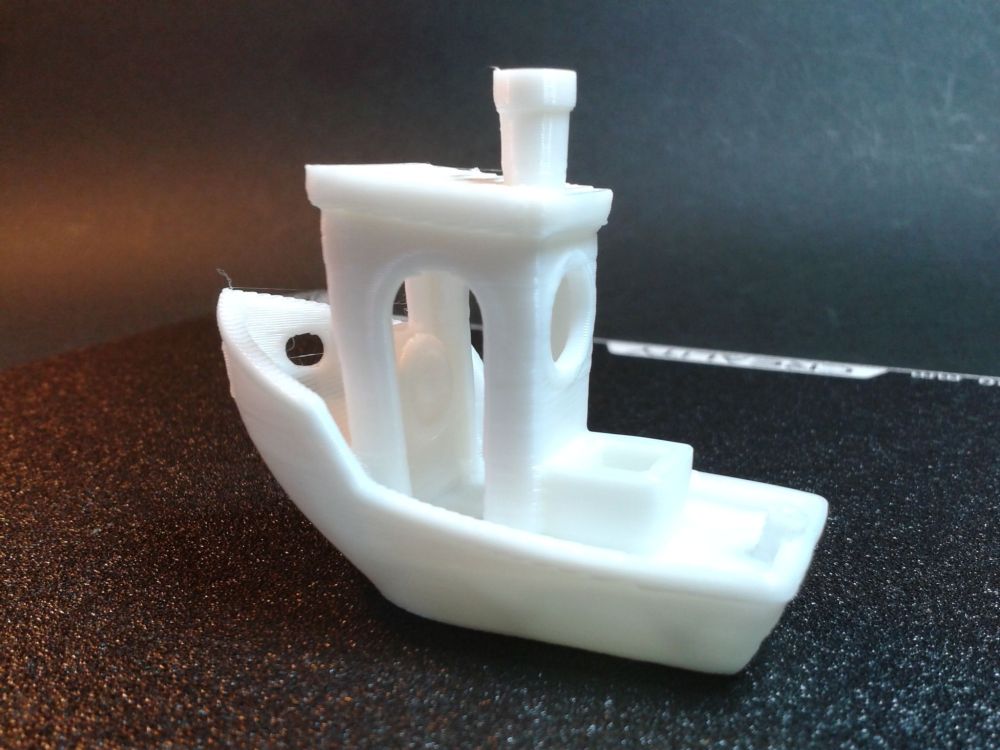
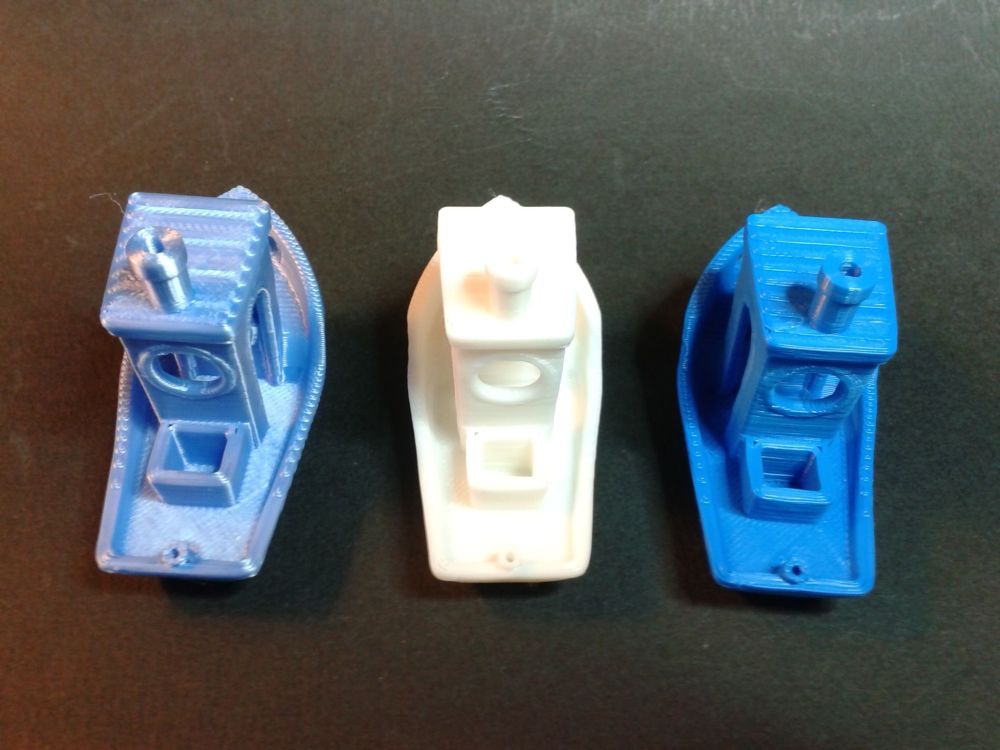
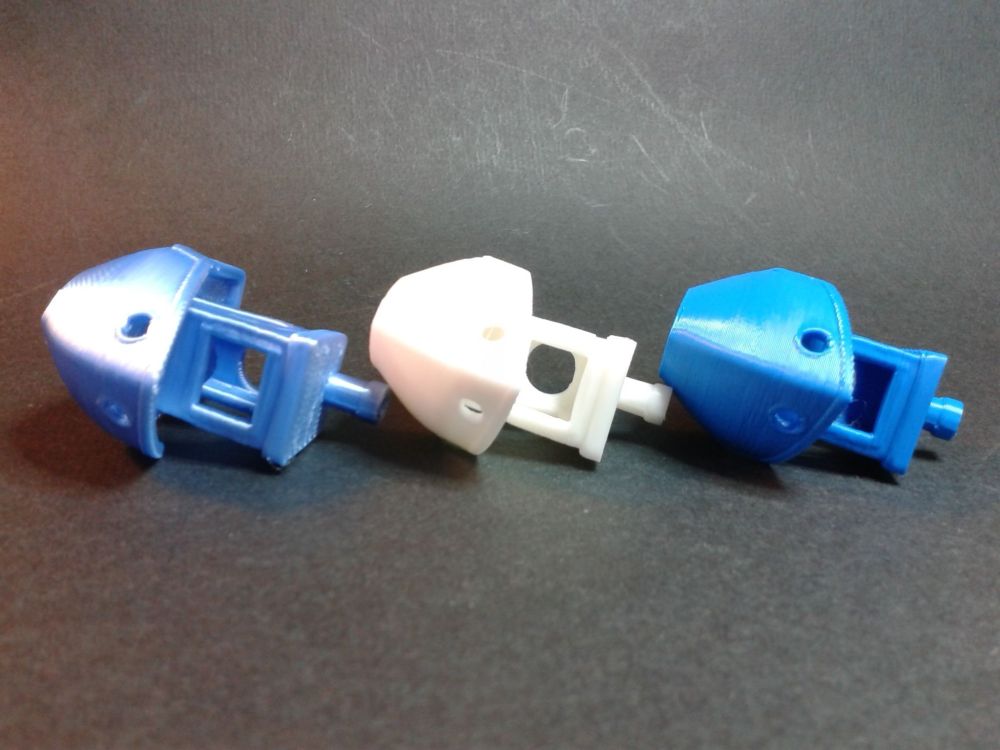
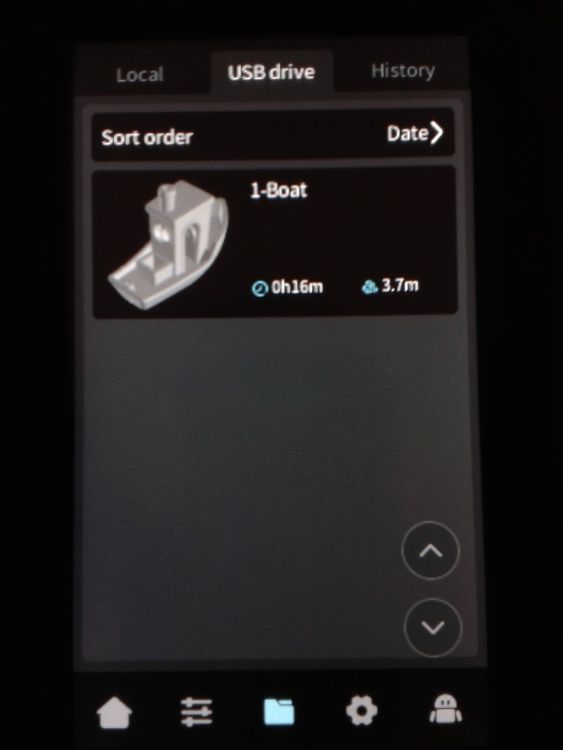
Impression du fichier présent sur la clé USB fournie "1-Boat.gcode" Extrait de l'entête du fichier dans un bloc de citation (=info paramètre tranchage) PLA Silk Bleu foncé ArianePlast ~ 19 m 18 s Filament: Hyper PLA Blanc Creality durée d'impression ~ 19 min 21 s Filament Hyper PLA Bleu Creality durée d'impression ~ 19 min 21 s























 1 point
1 point -
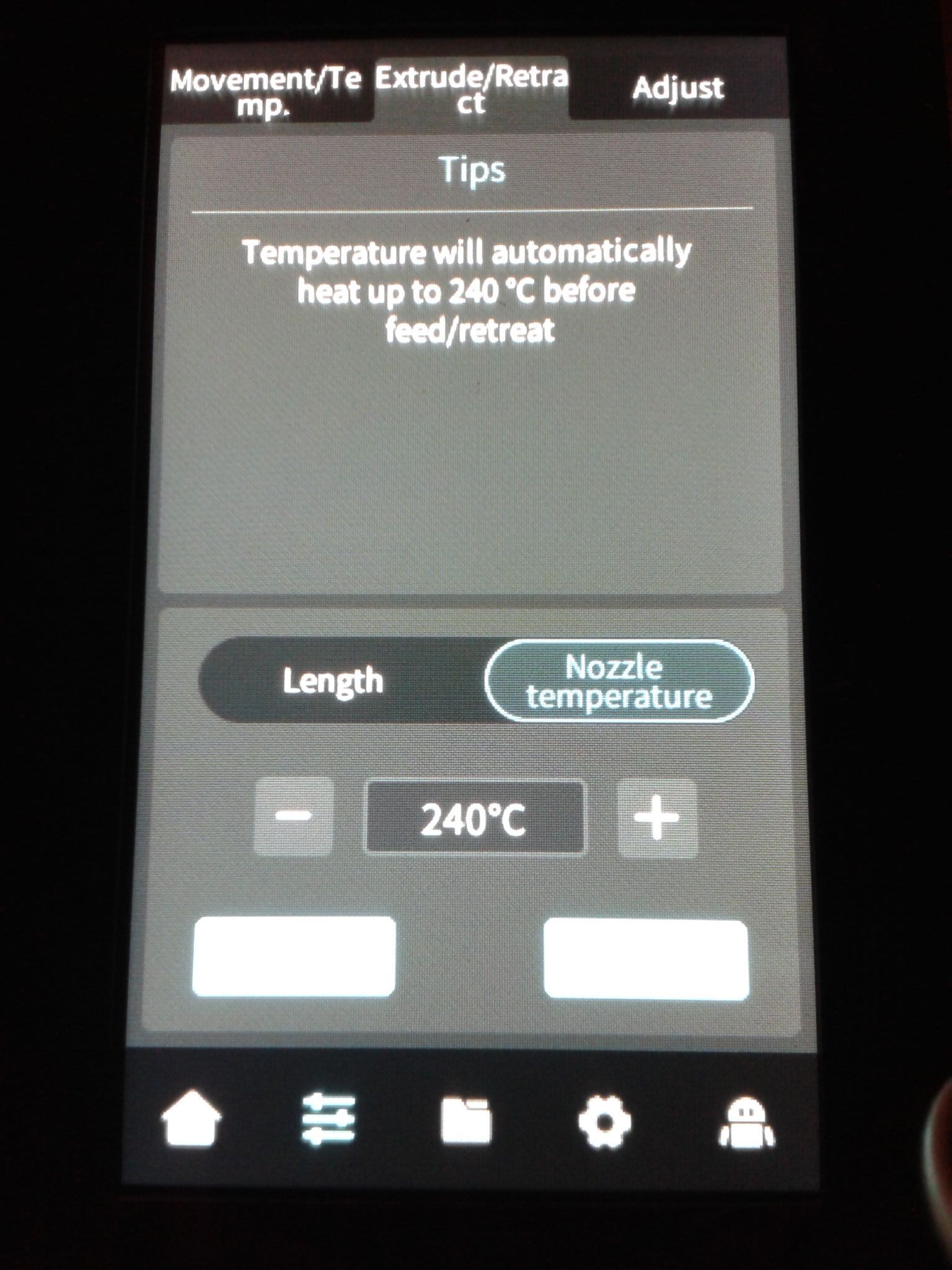
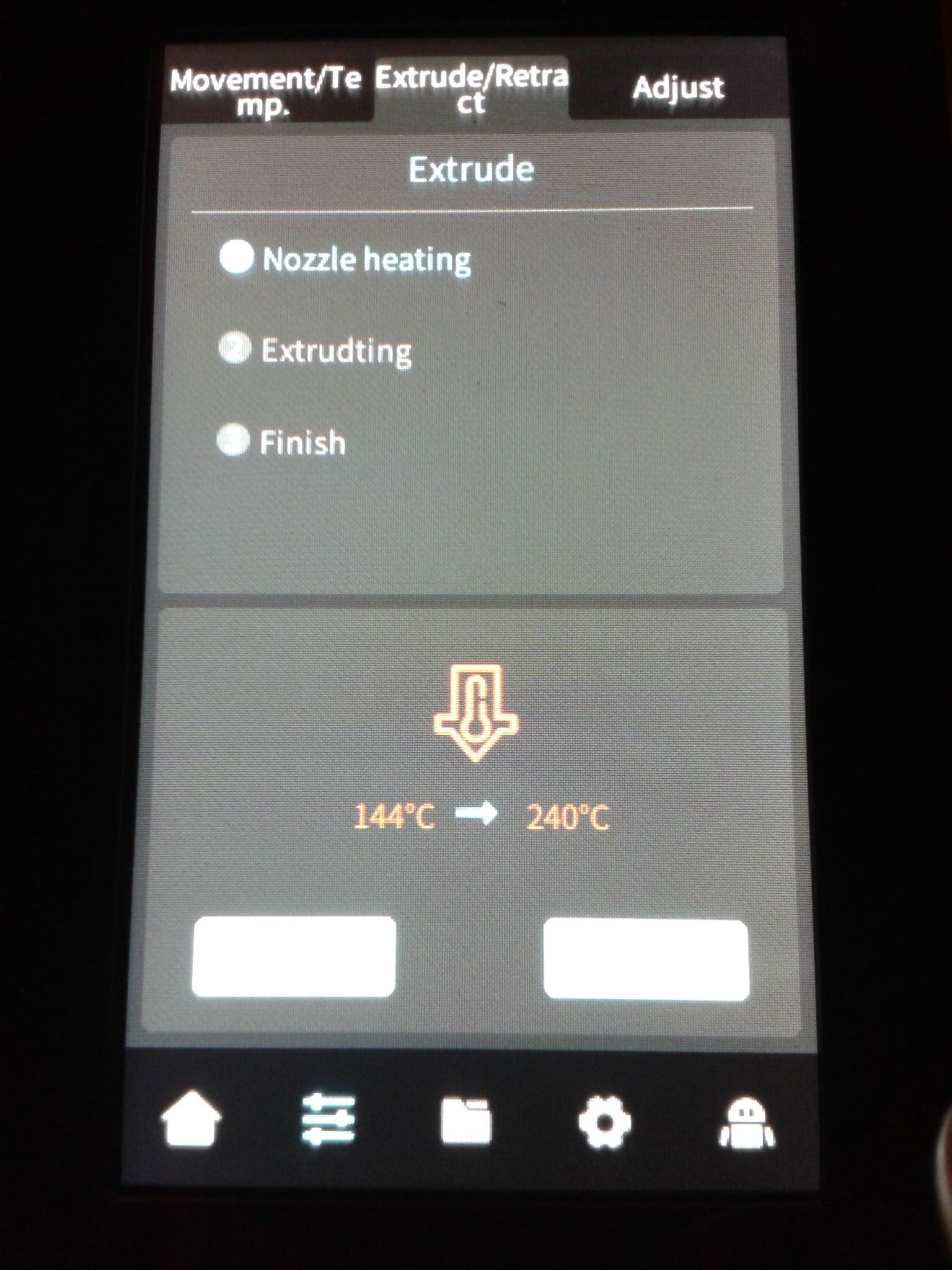
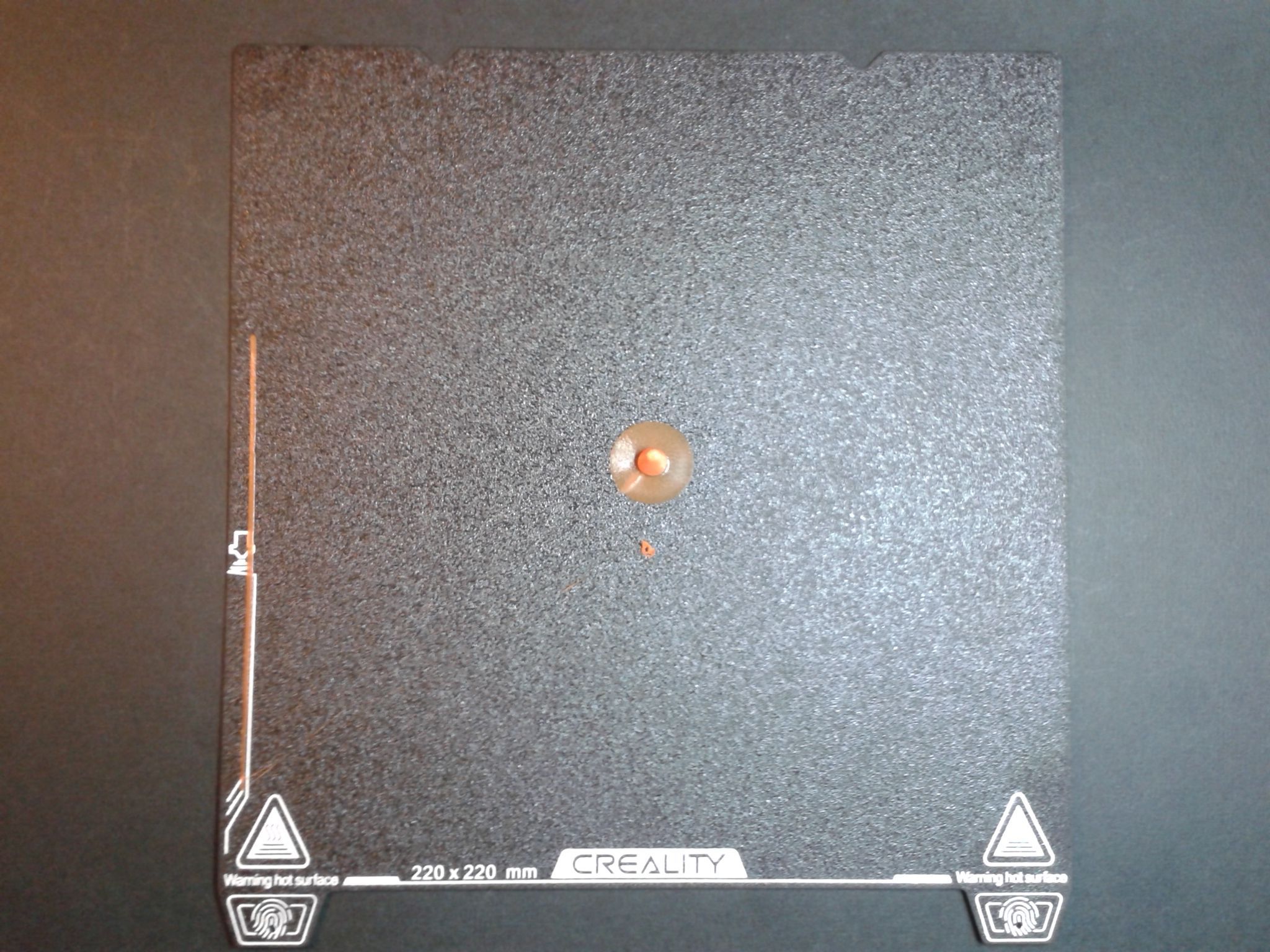
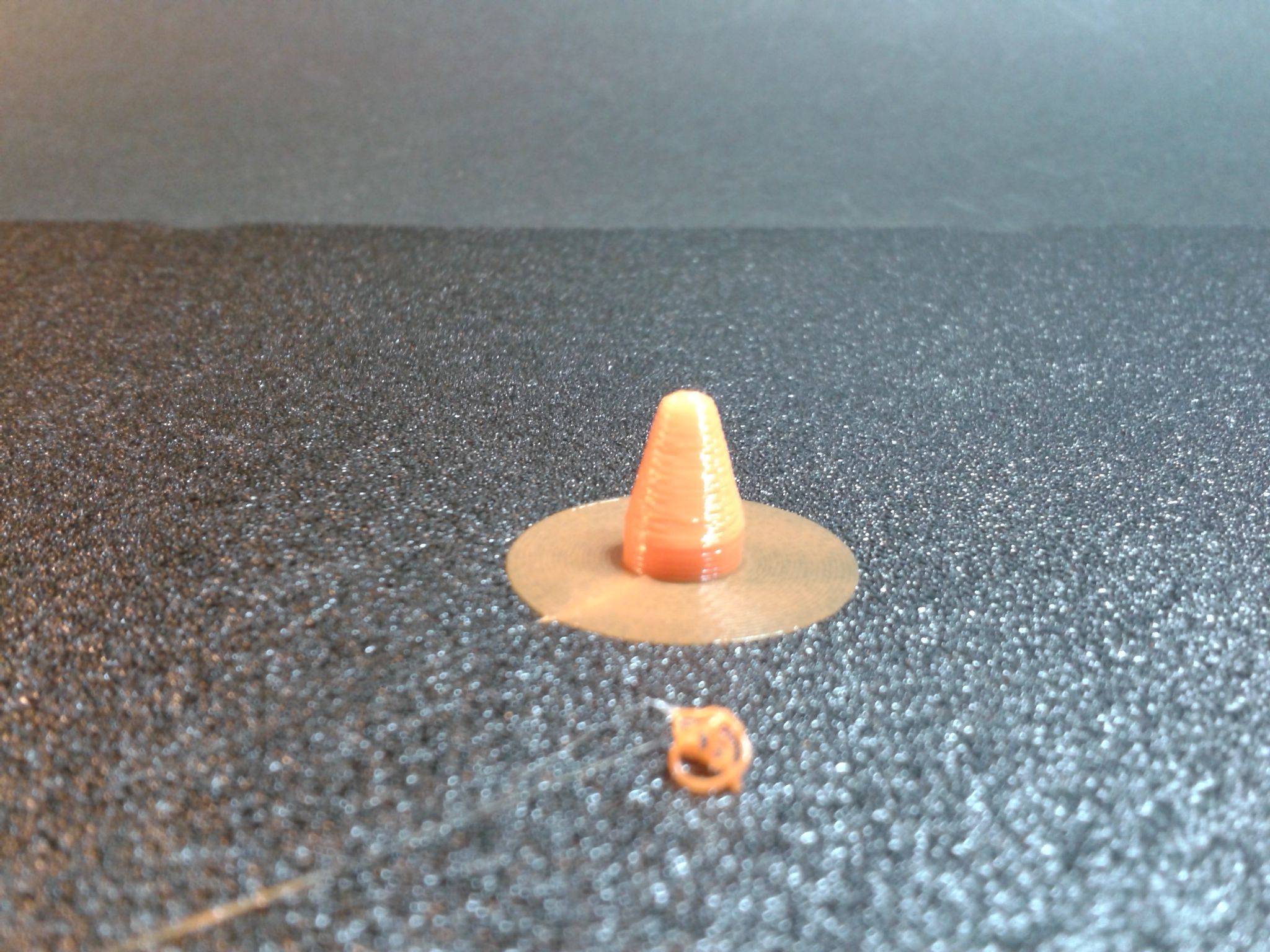
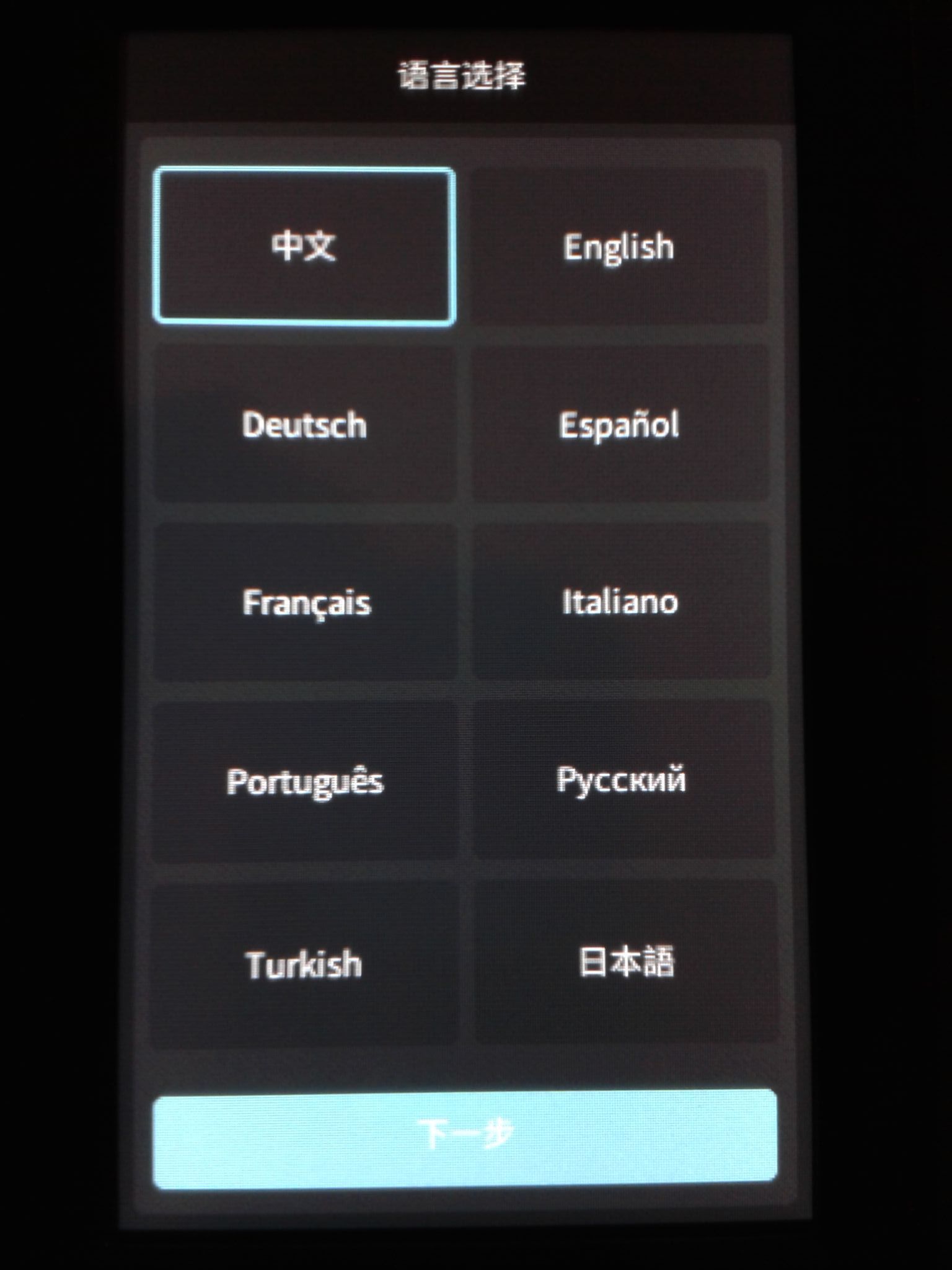
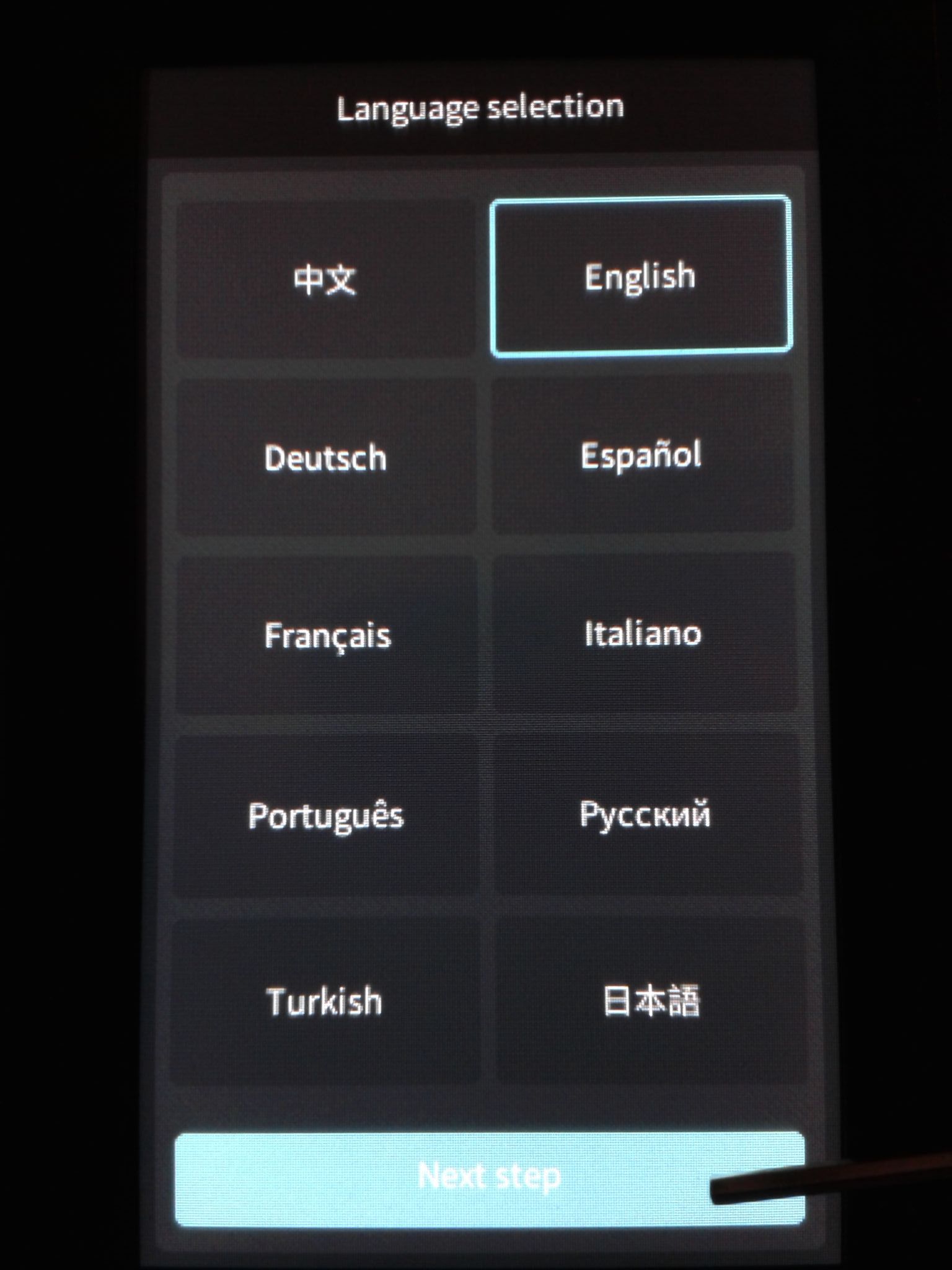
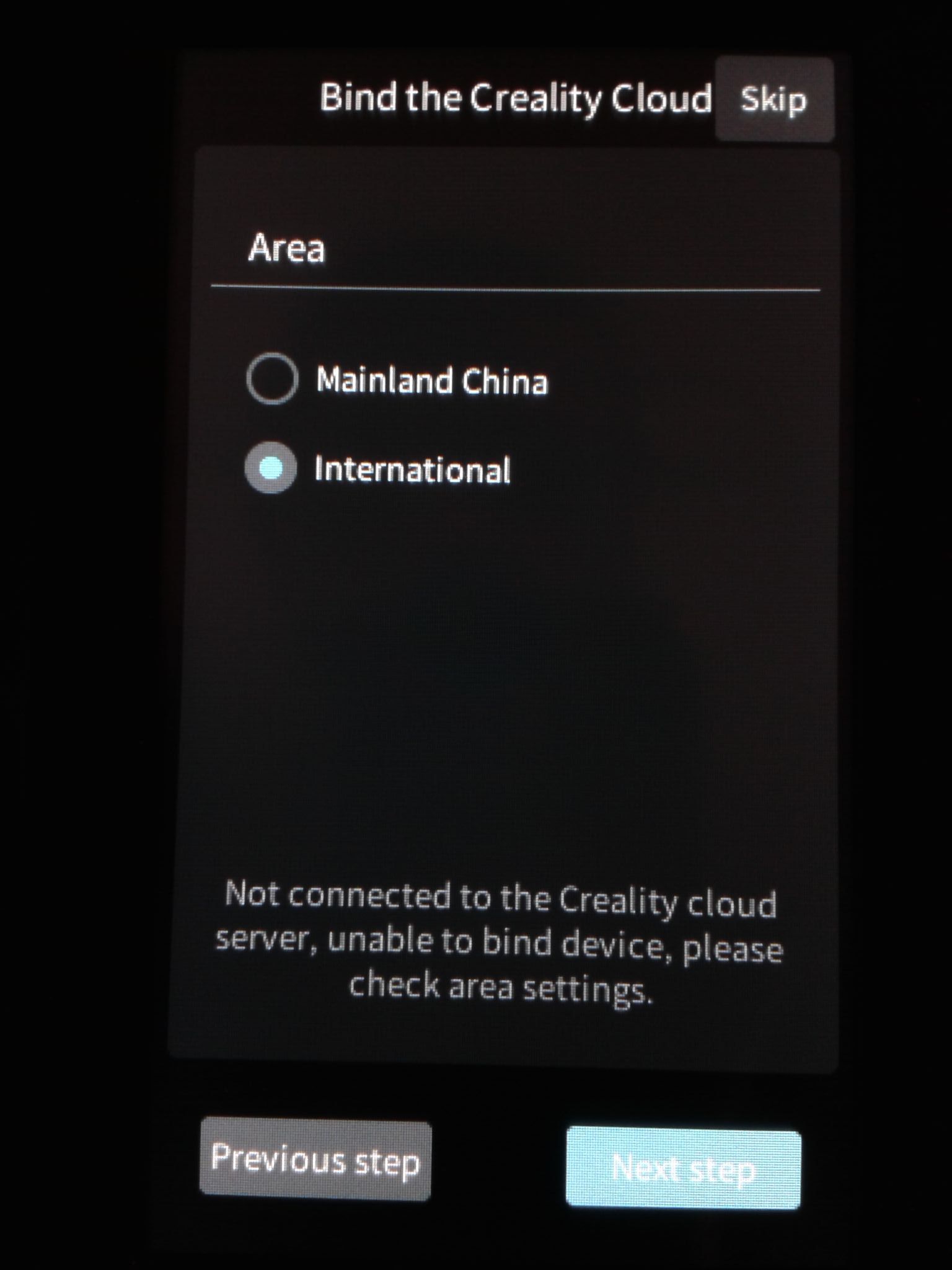
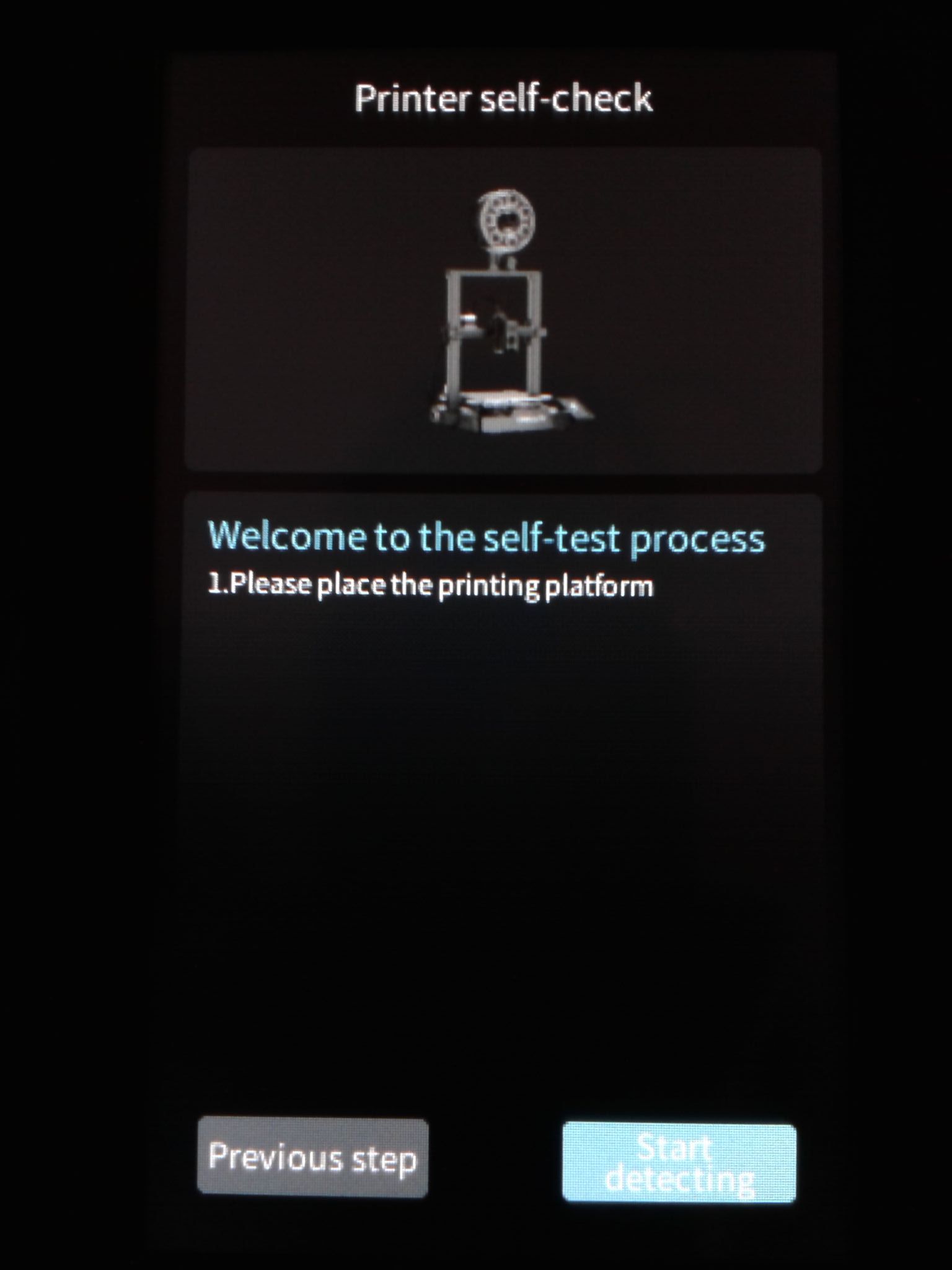
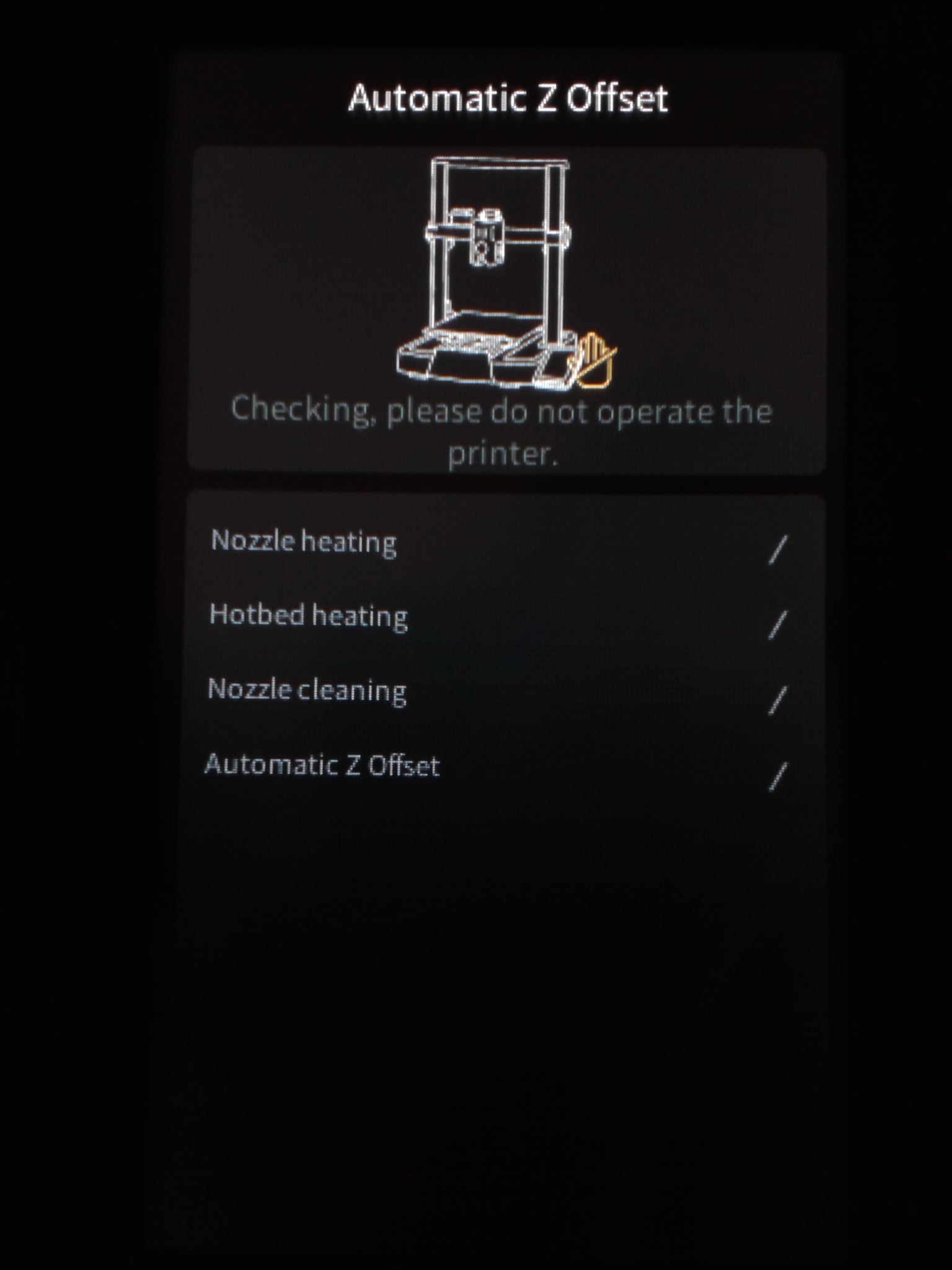
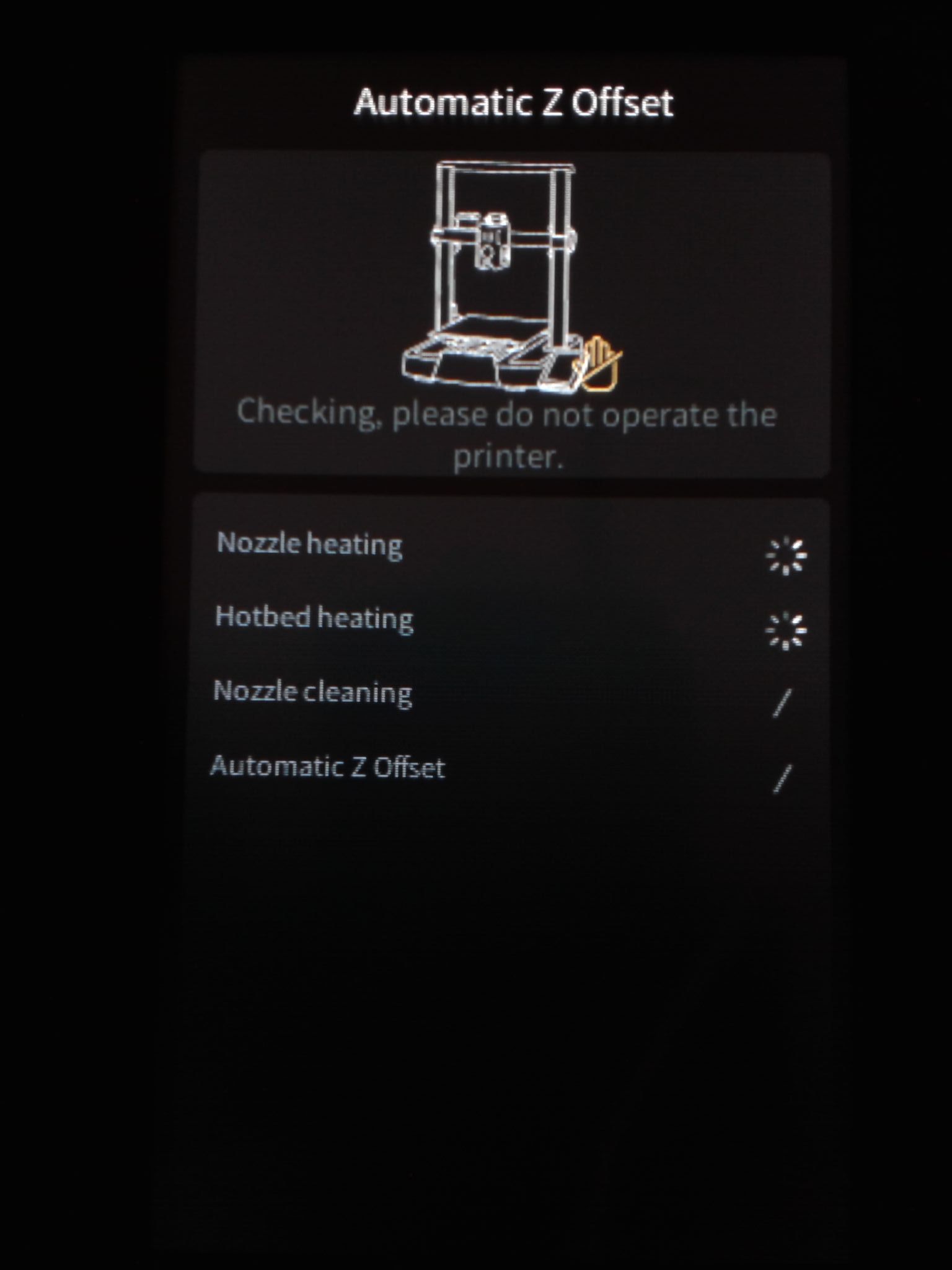
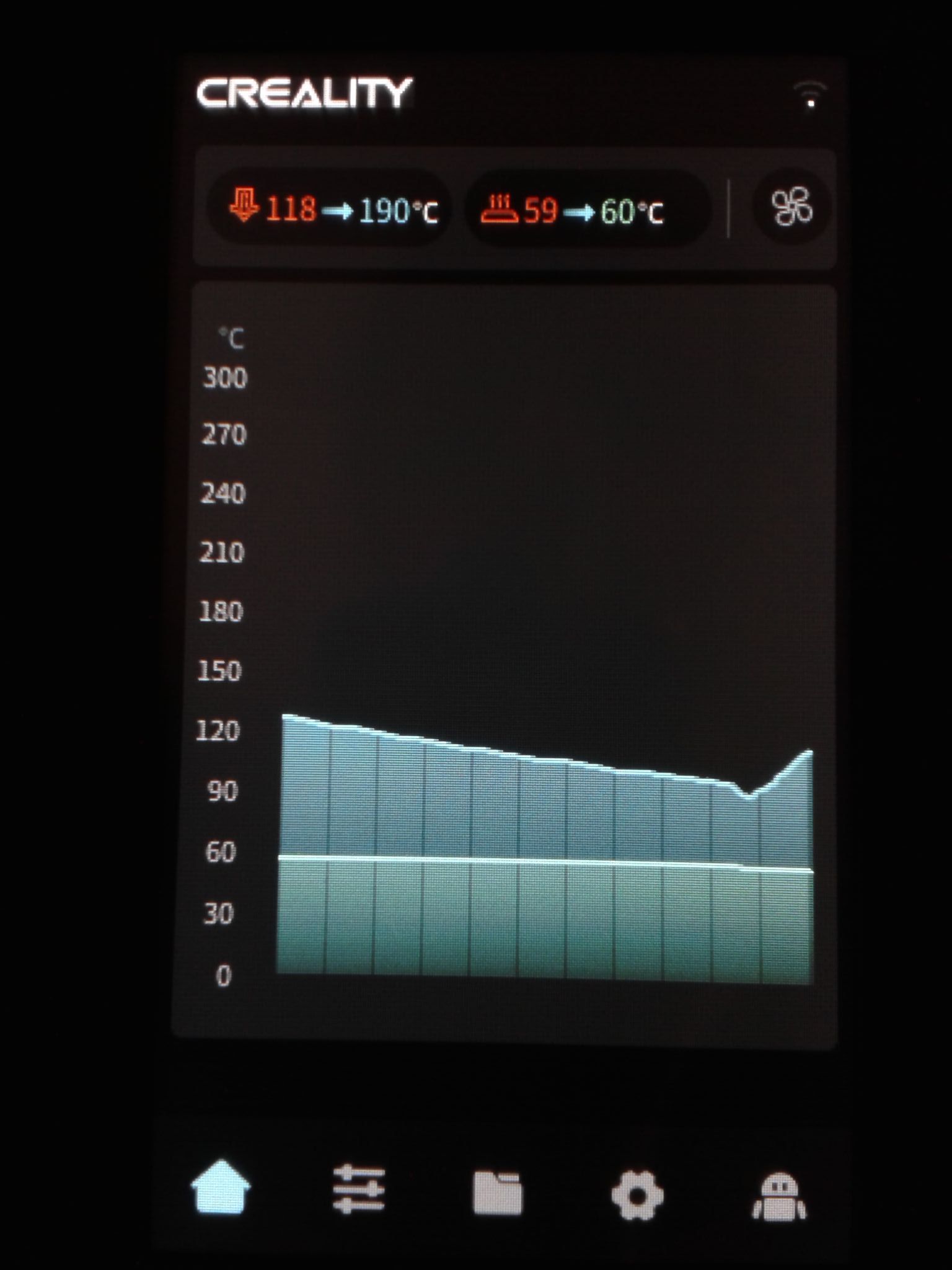
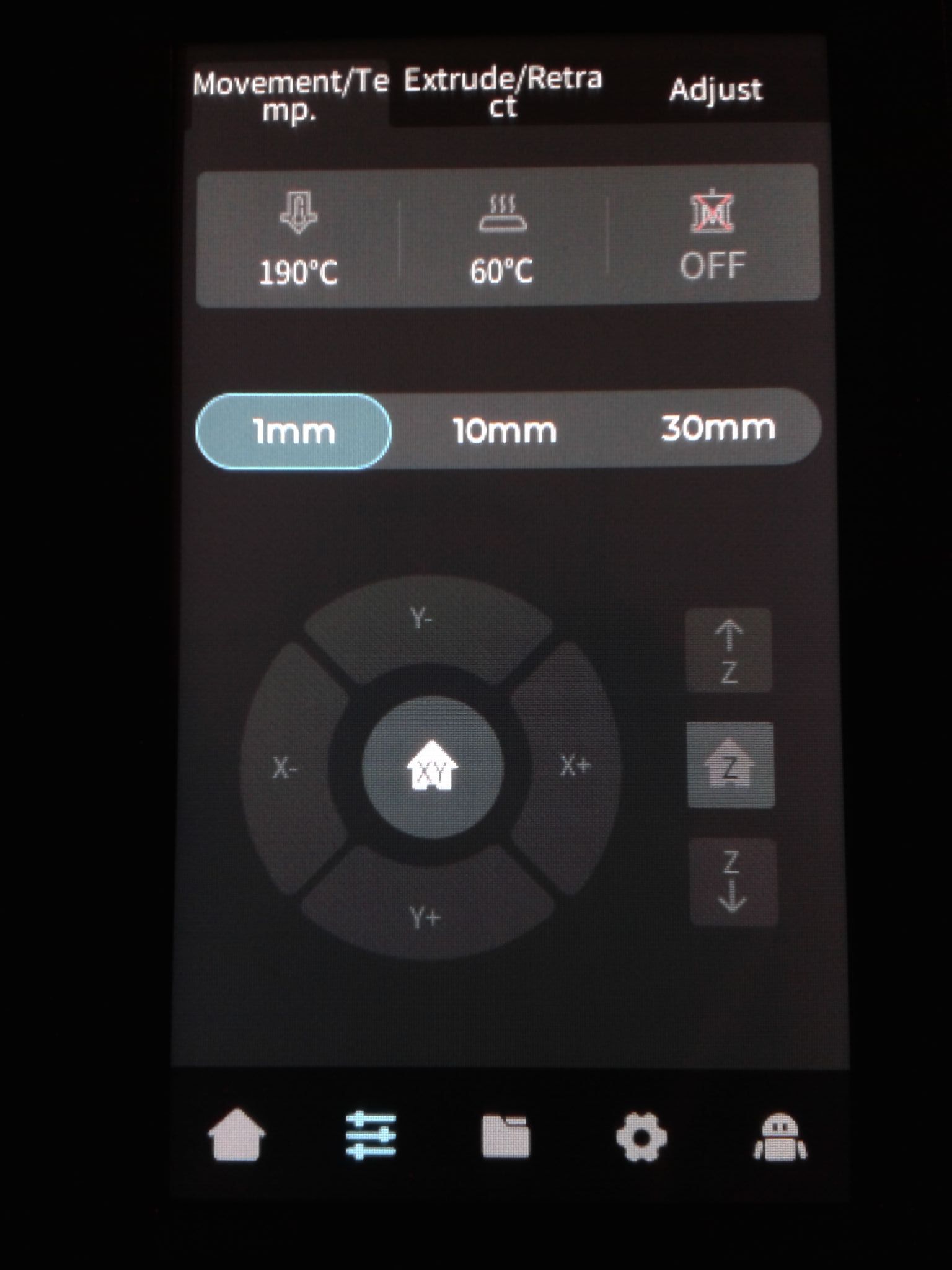
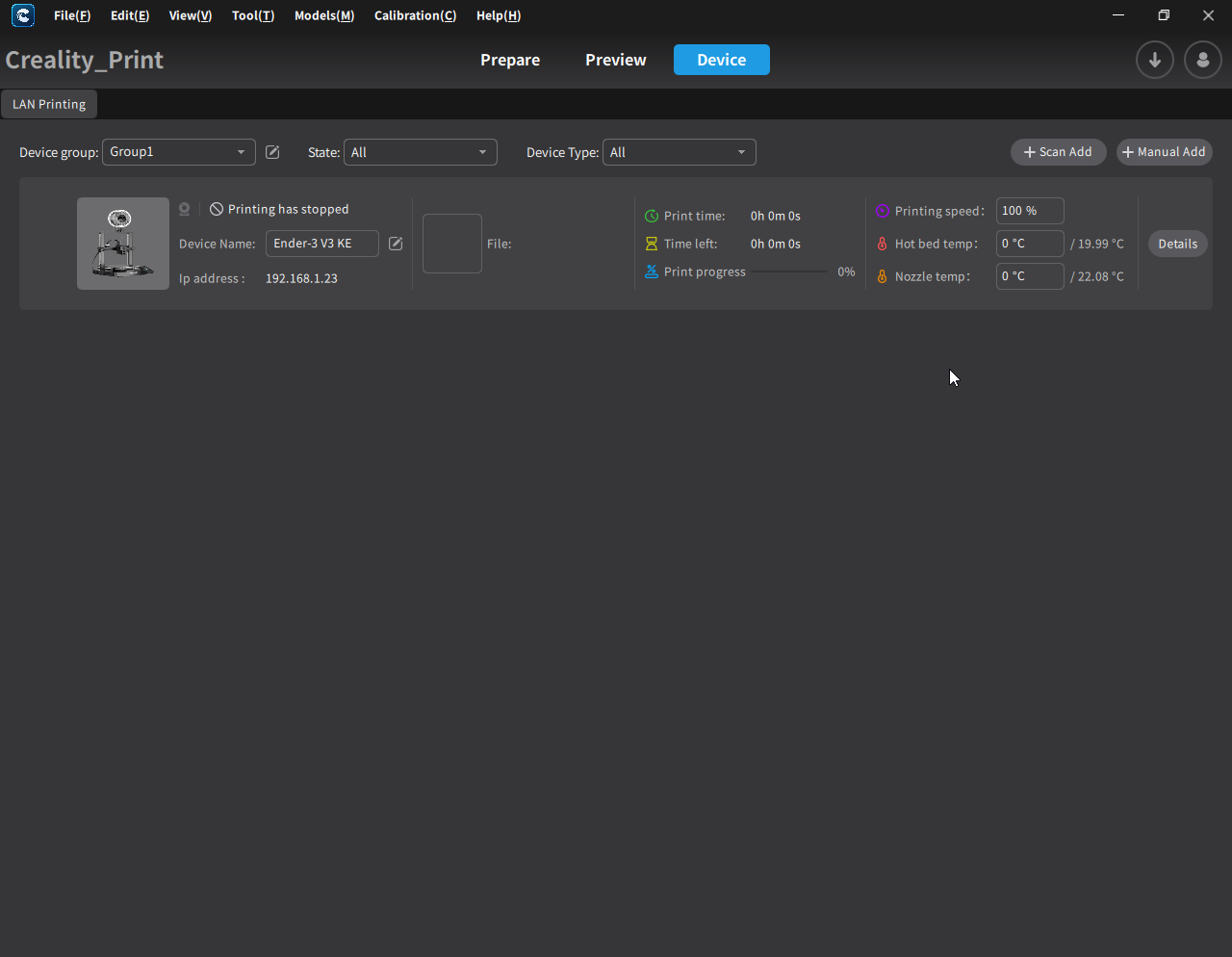
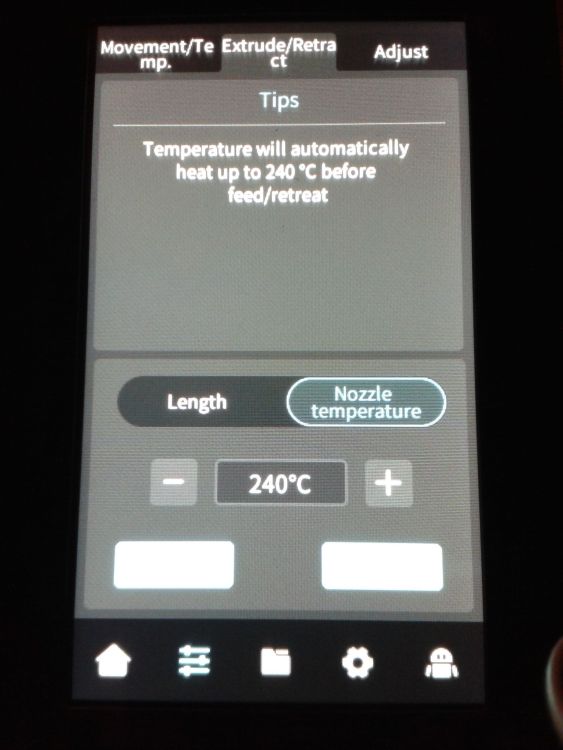
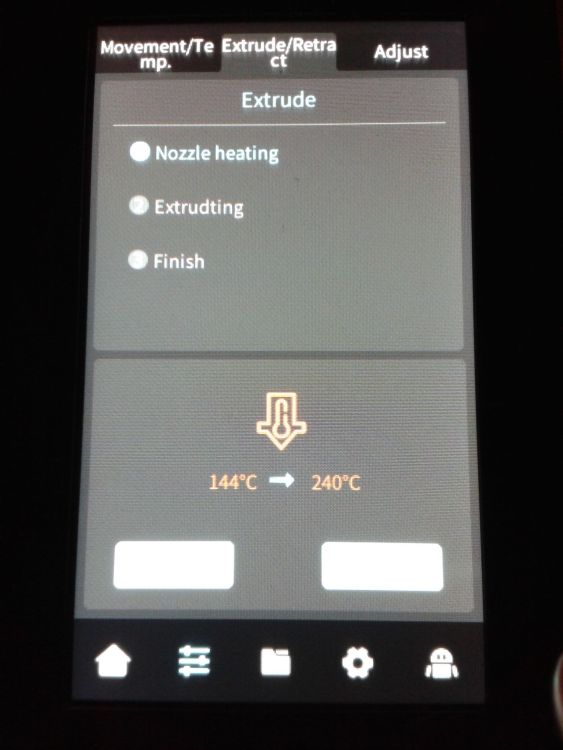
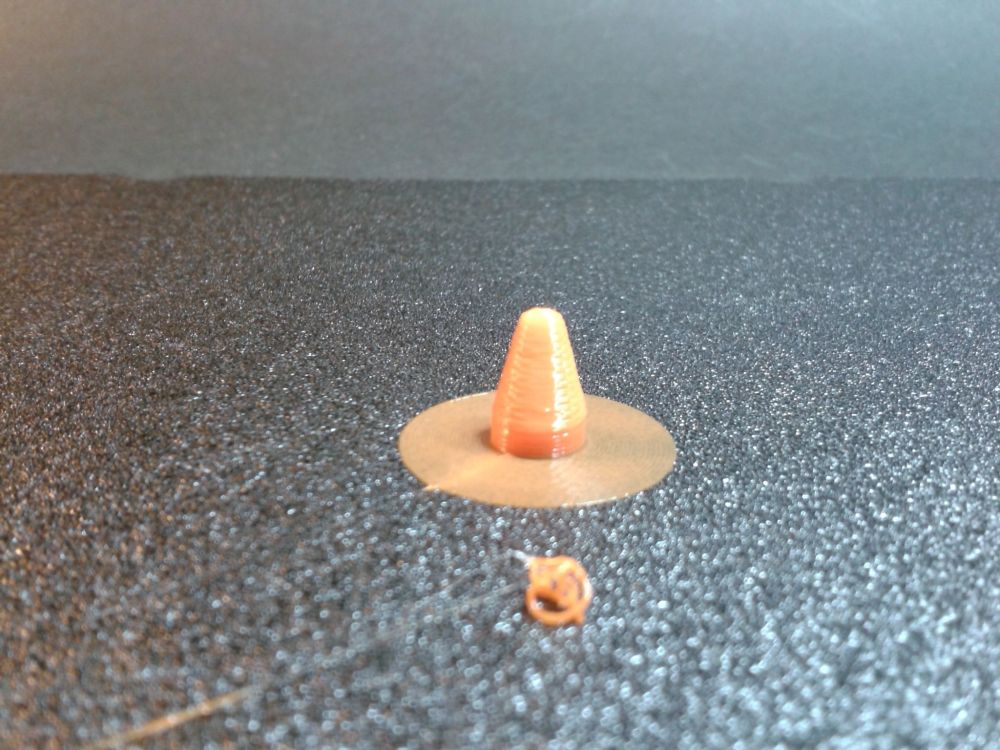
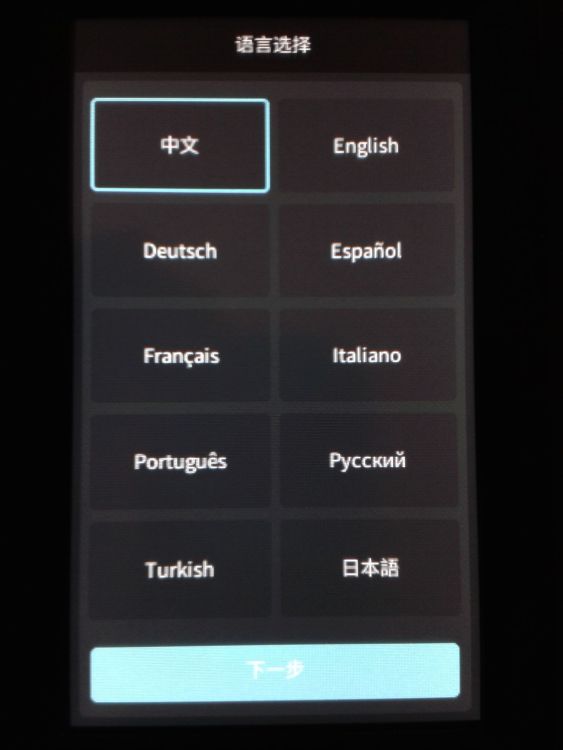
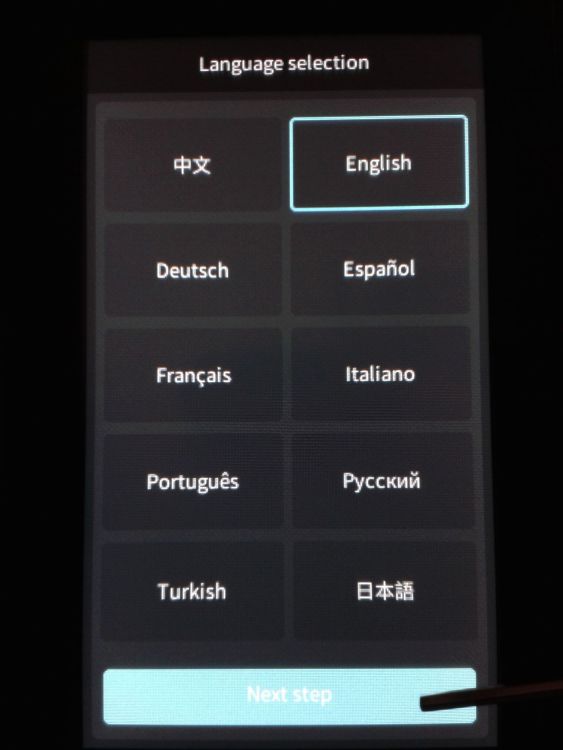
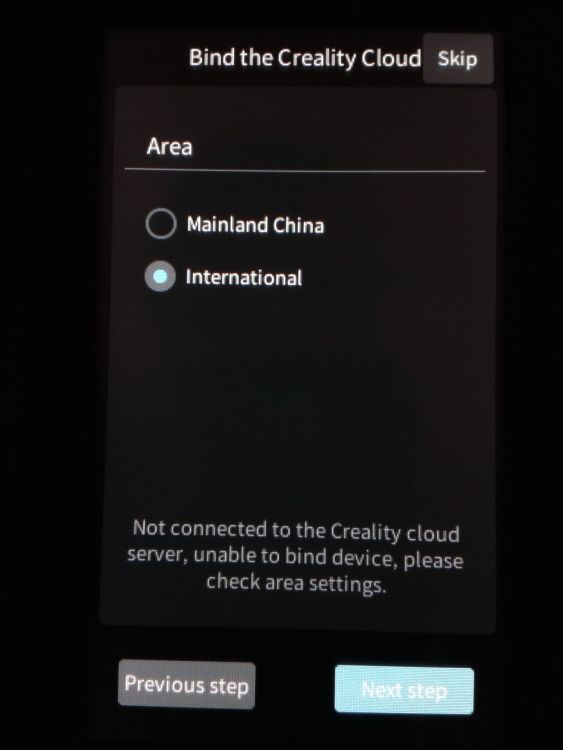
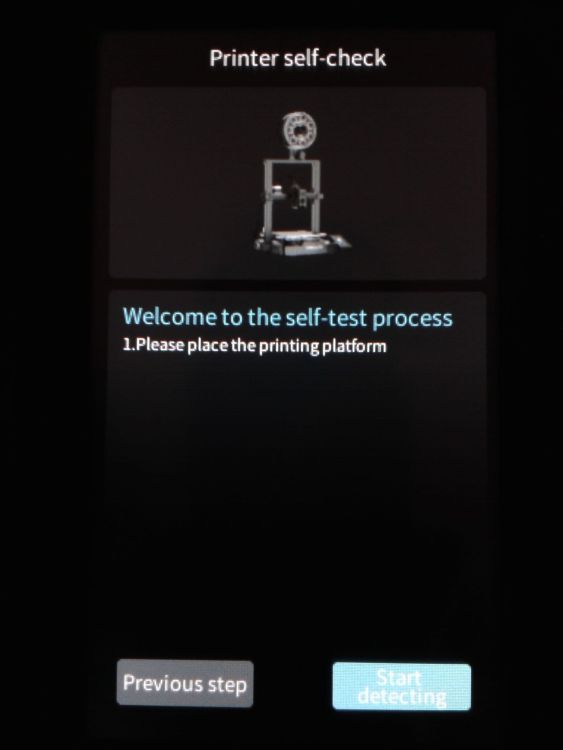
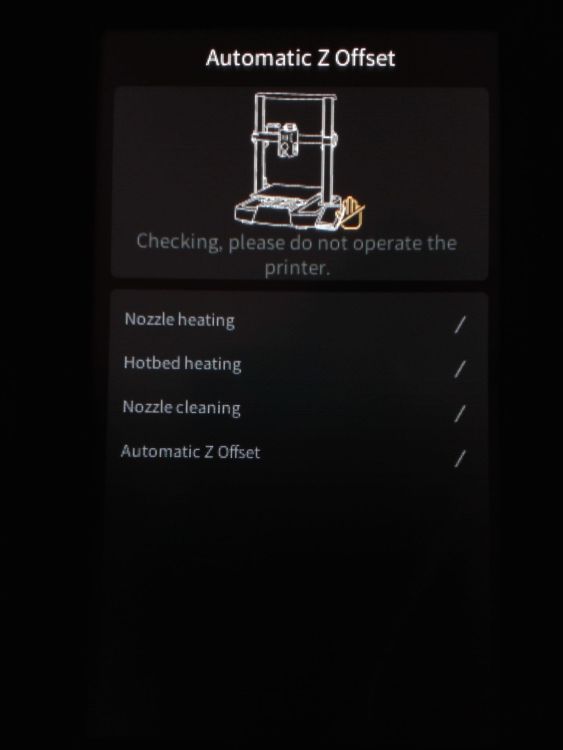
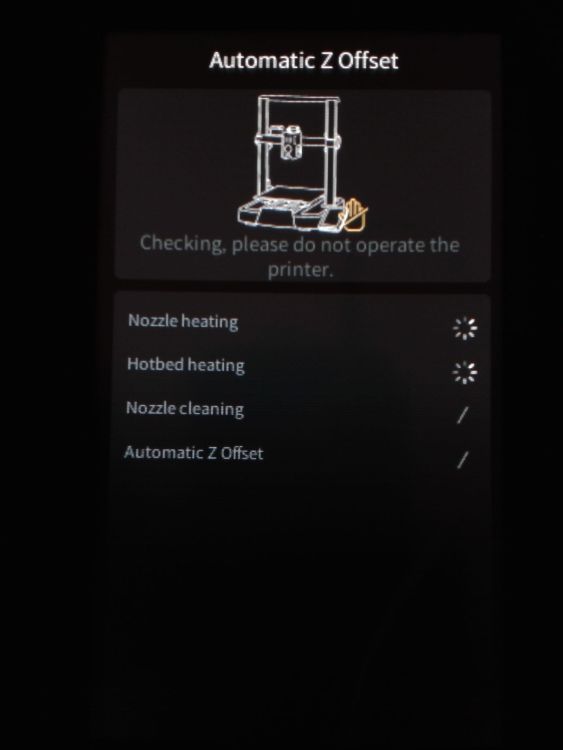
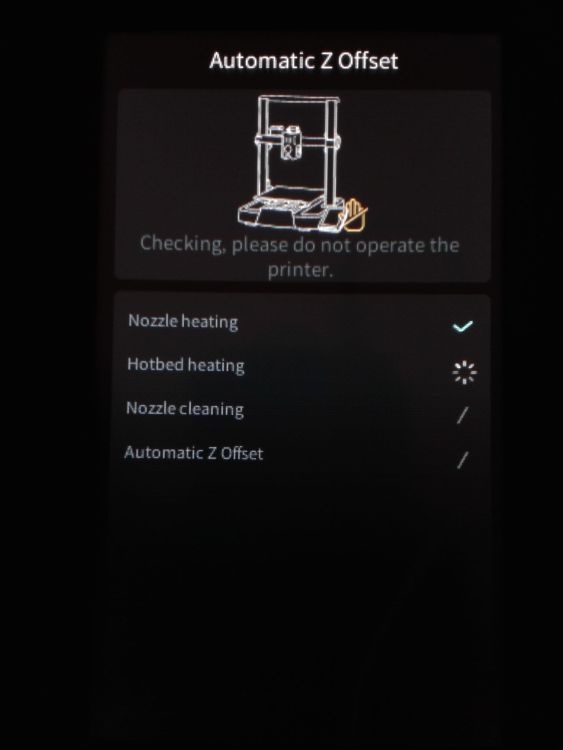
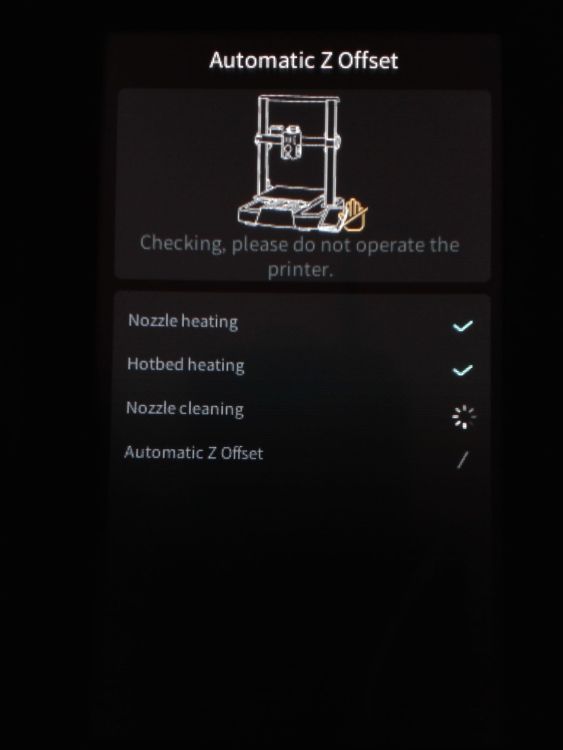
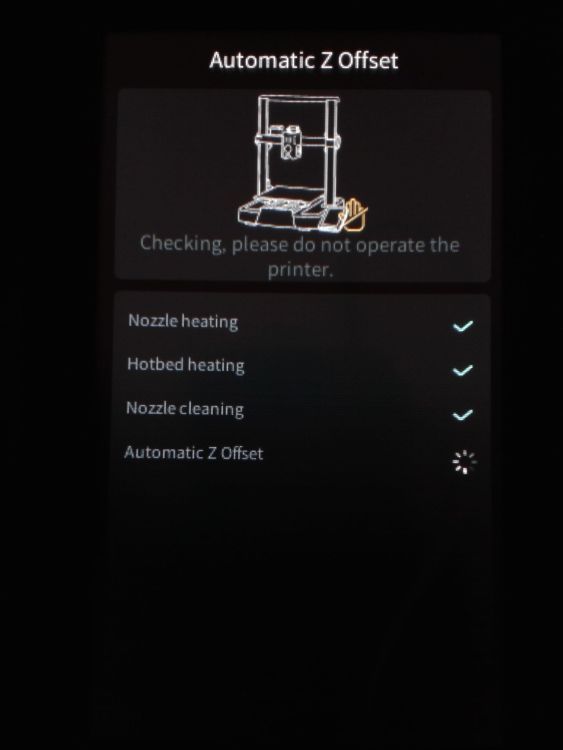
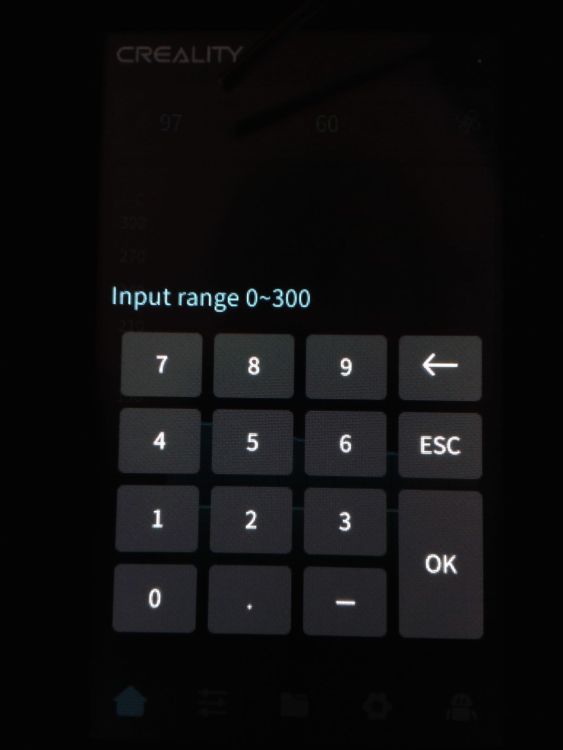
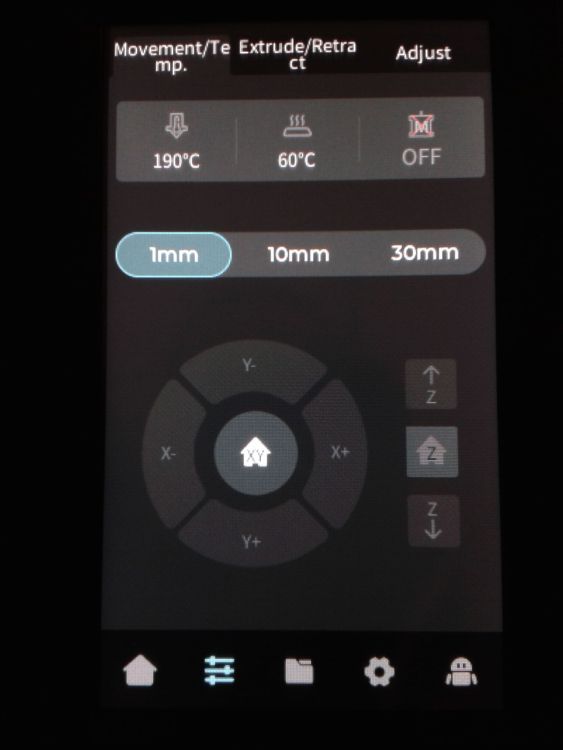
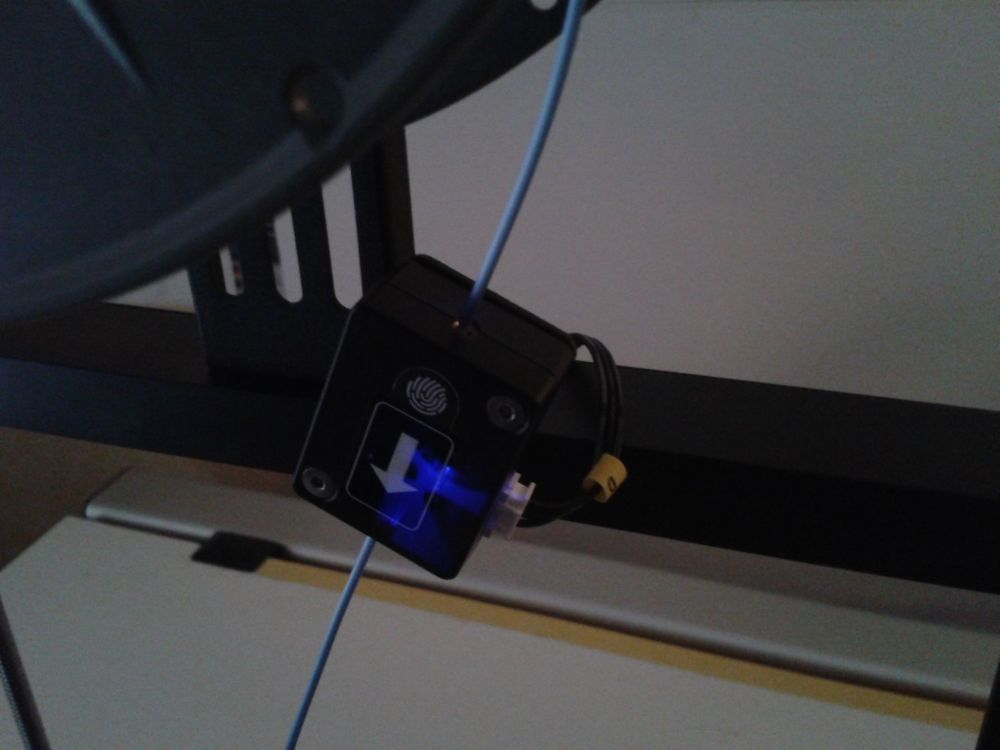
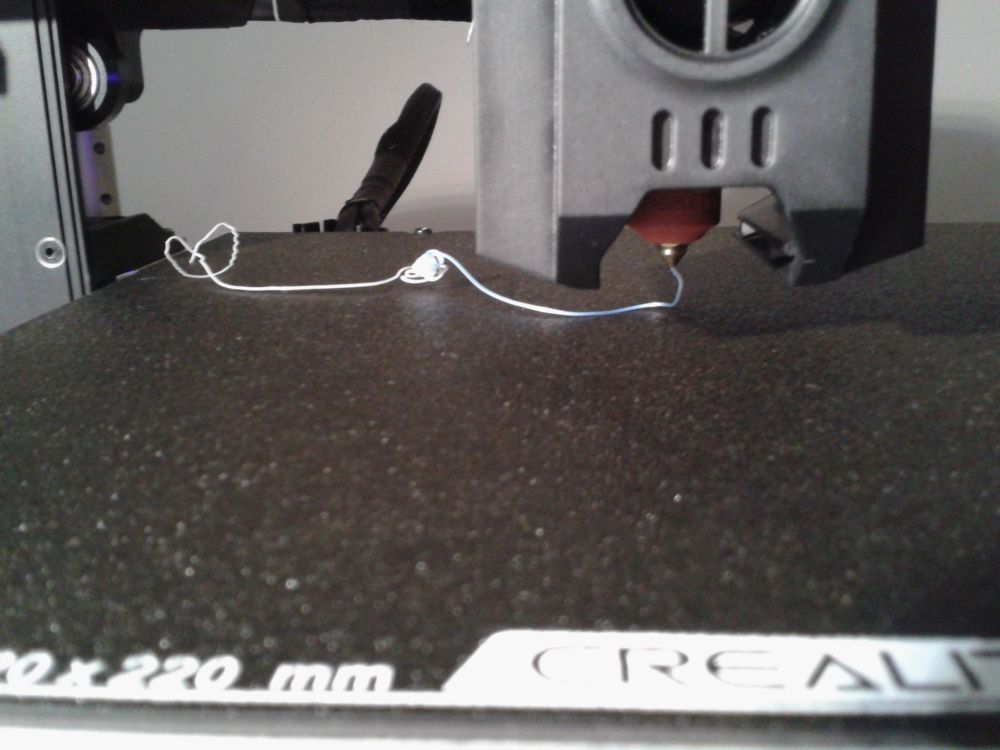
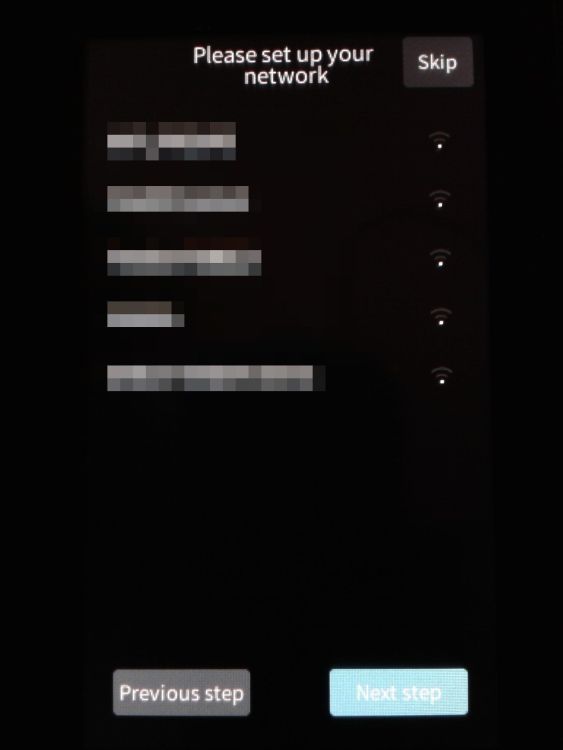
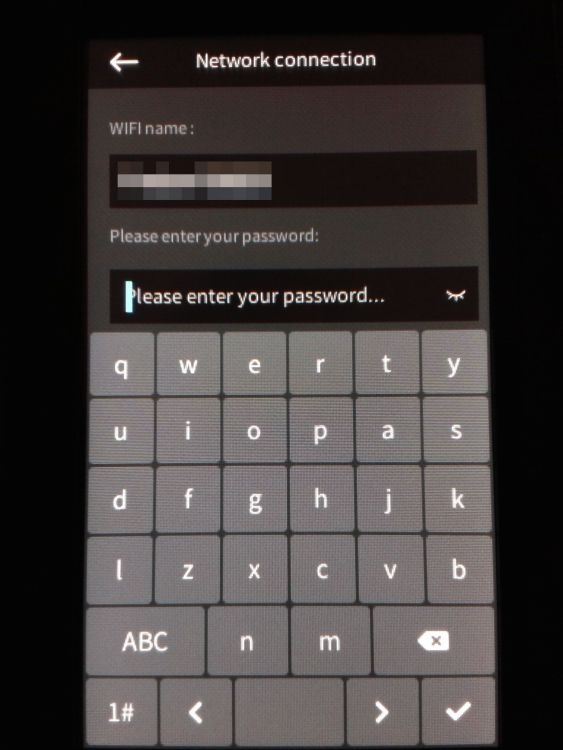
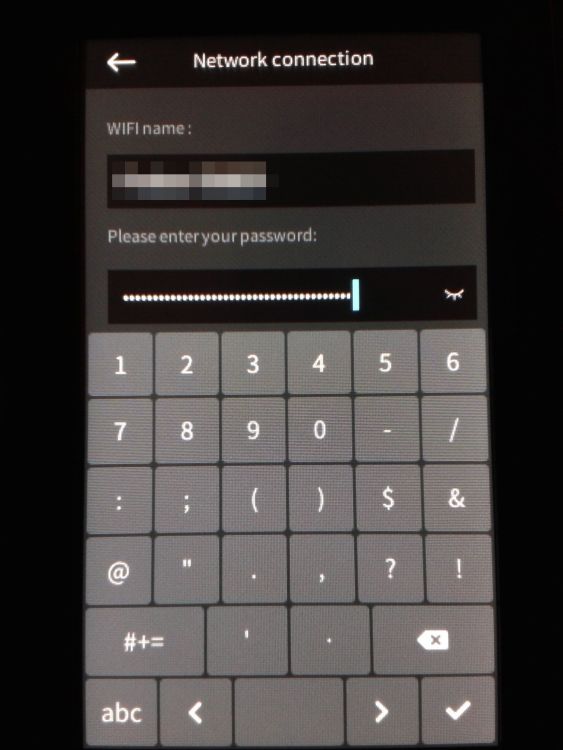
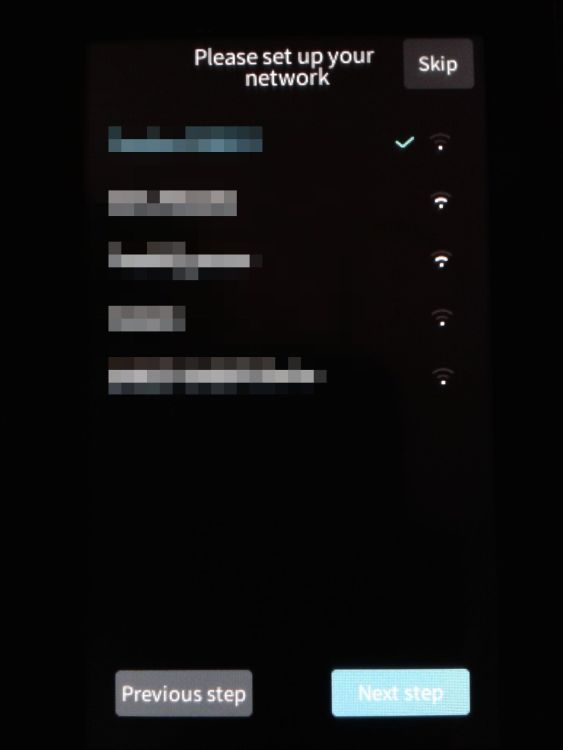
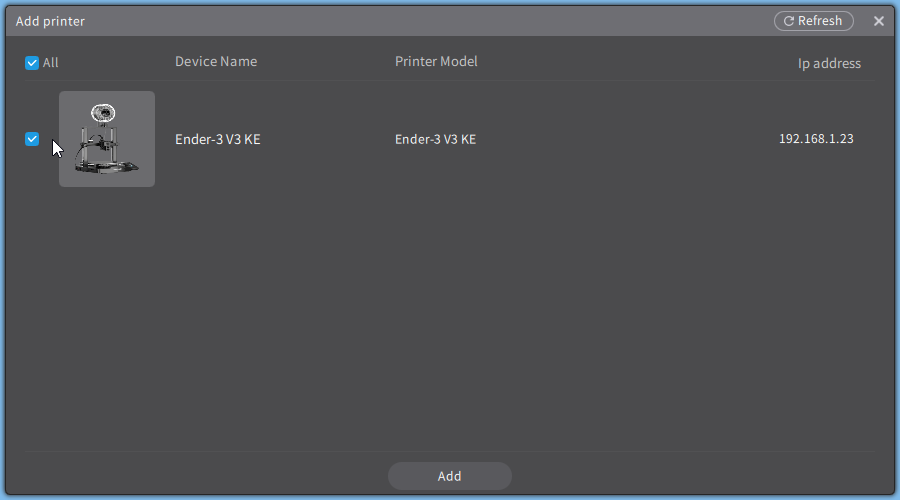
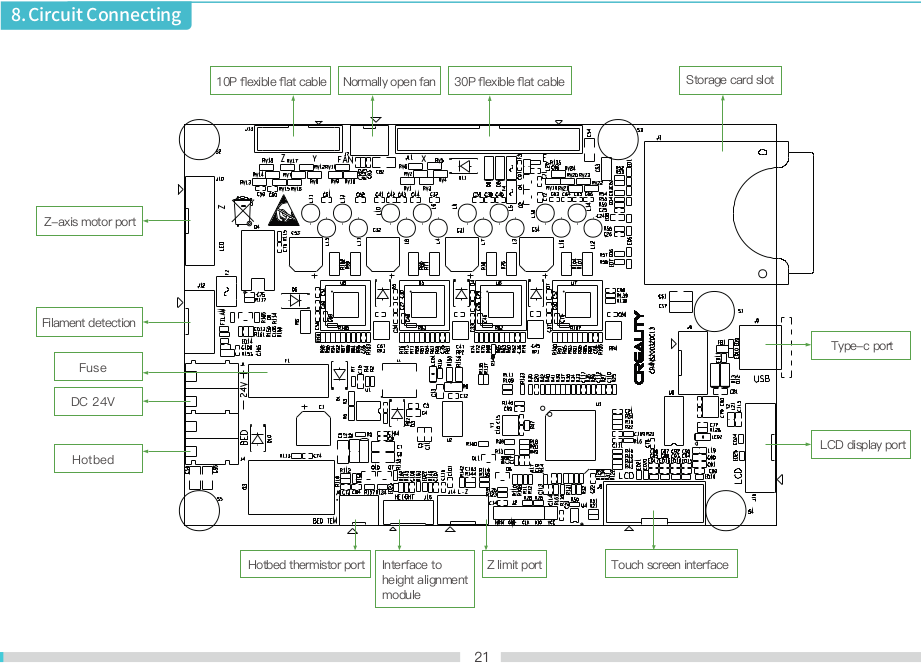
Mise en fonction Bien vérifier que la position du sélecteur de tension du bloc d'alimentation, est adaptée pour votre pays, avant de connecter le câble d'alimentation secteur et d'allumer la machine. Le CR-Touch doit alors normalement sortir puis rentrer son palpeur et avoir au final une LED de couleur mauve d'allumée. Petit temps de chargement de l'écran de contrôle En principe, au premier démarrage on arrive sur le choix de la langue. (Même si le "Français" est disponible je préfère (pour éviter des traductions hasardeuses) utiliser "English") Vient ensuite l'acceptation des conditions d'utilisation (Plusieurs pages qui heureusement n'ont pas à être entièrement défilées pour permettre de cocher qu'on accepte et cliquer sur "Next step") Choix du réseau Wi-Fi (Sélectionner votre réseau, saisir la clé, et si tout se passe bien, l'on se retrouve connecté (petite icône coche verte)) Choix "Time Zone" Choix du serveur Creality Cloud (Sauf si en chine, sélectionner "International") On arrive aux écrans de l'auto-test (Chauffe buse et plateau, Home, ...) puis de détermination automatique du Z-Offset et enfin du leveling. On arrive ensuite sur l'écran d’accueil (Graphe de température) //TODO vérifier la valeur du Z-Offset trouvé automatiquement // Photos a faire Dans l'idée de manuellement charger le filament j'ai cliqué sur, l'icône de la buse pour saisir 190 et valider, et sur l'icône du plateau pour saisir 60 et valider. Mais il doit être possible de passer par l'onglet "Extrude/Retract" du menu ?"Paramètres" // Photo a faire Ne pas oublier de passer le filament dans le détecteur de fin de filament. (Une LED bleu témoin s’allume quand le filament est détecté.) Quant à température, presser la molette de l'extrudeur pour permettre de pousser le filament et le charger dans l'extrudeur ... jusqu’à extrusion ... ( passez éventuellement plusieurs centimètres de filament pour bien purger les résidus du filament utilisé en usine pour tester la tête d'impression ... ici il y avait un peu de blanc avant d'obtenir mon Silk bleu) Puis, par exemple, insérer la clé USB fournit pour y sélectionner le fichier d'impression de test "1-Boat" qui sera alors copié vers la mémoire interne eMMC de 8GB de l’écran, et lancer l'impression. ou, connecter vous, via un navigateur web depuis votre ordinateur, avec une url de la forme http://192.168.1.23 ou encore, sous Creality Print, depuis l'onglet "Device" rechercher via le bouton "+ Scan Add" pour trouver et ajouter votre imprimante à votre liste d'imprimante réseau disponible. ( ici "192.168.1.23" est l'adresse IP que ma box internet a attribué a l'imprimante Il se peut que vous ayez besoin de paramétrer le firewall de votre box en cas de problèmes et selon les cas pour accéder au port 80. ( Edit > voir aussi le port 9999 où tourne un "WebSocket" pour les connexions des clients navigateur Web et Creality Print ) )





 1 point
1 point -
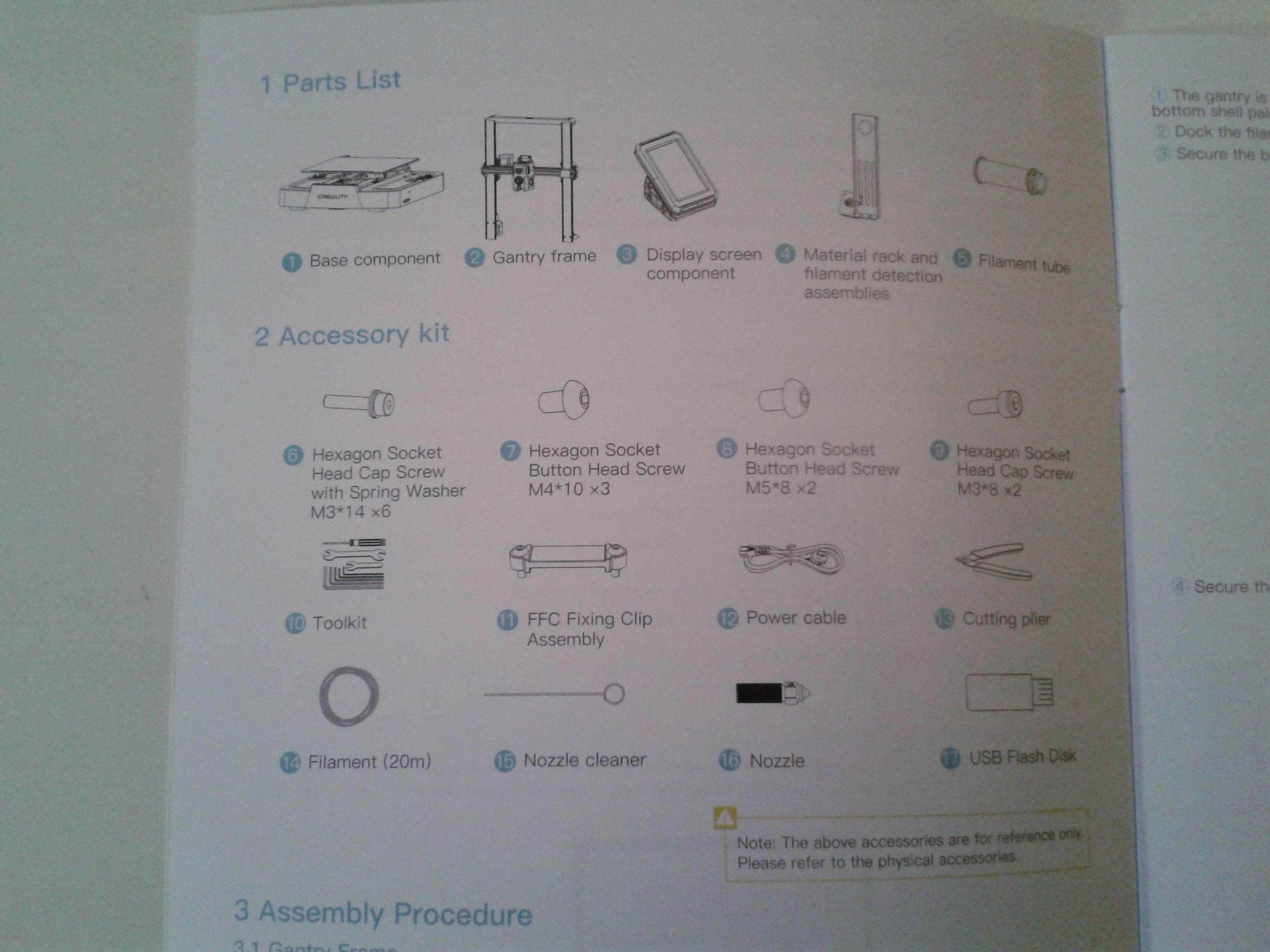
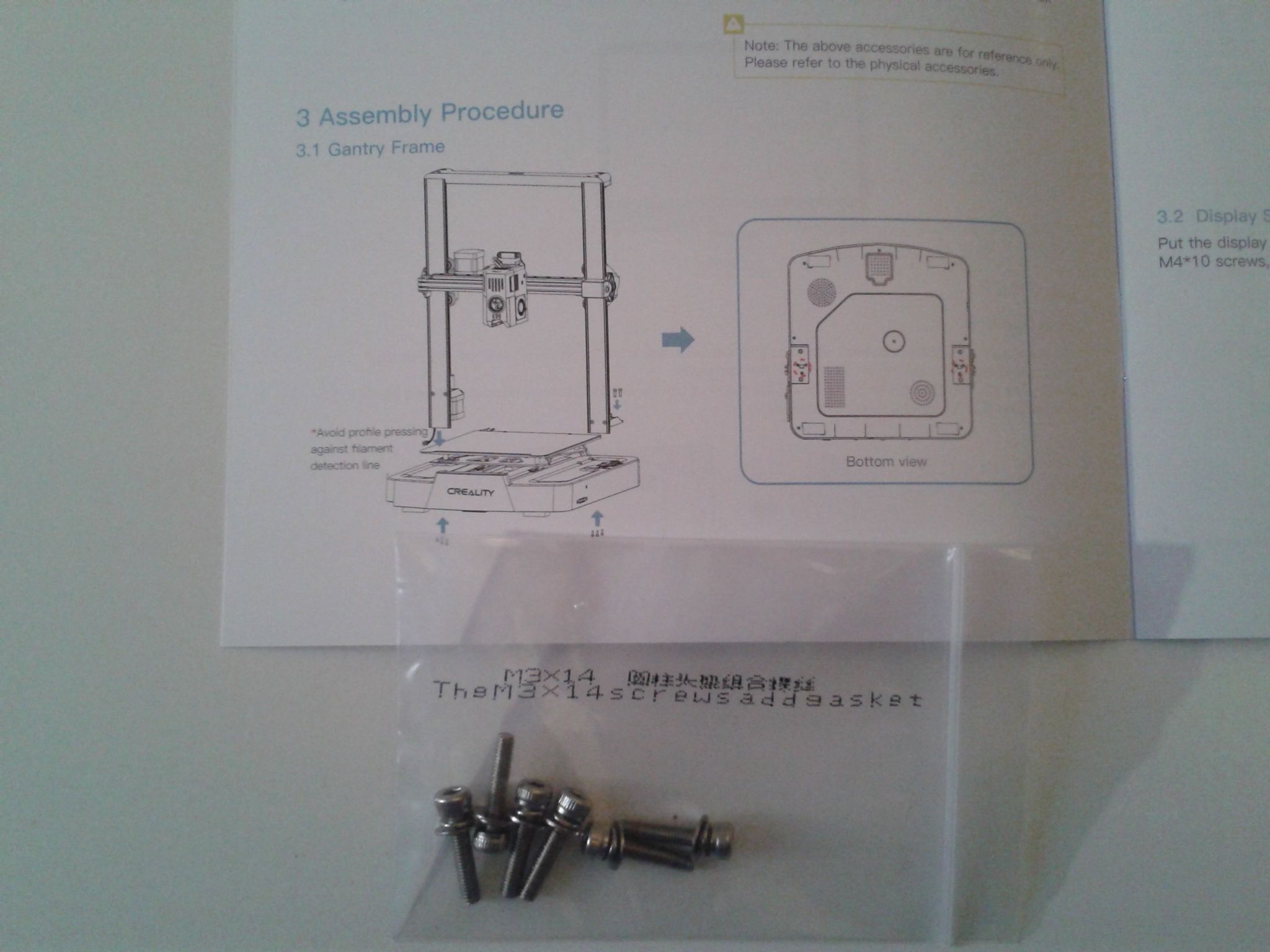
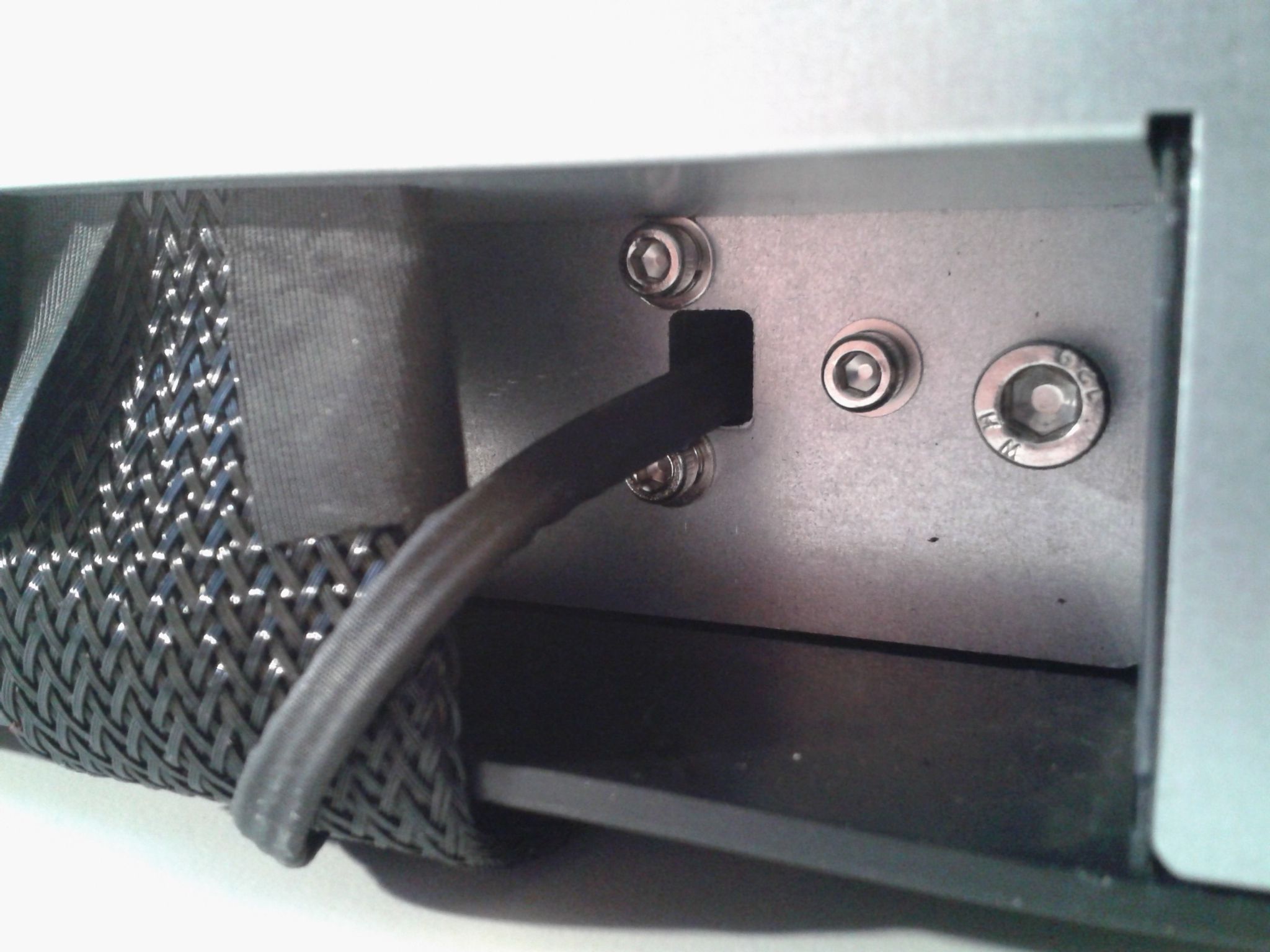
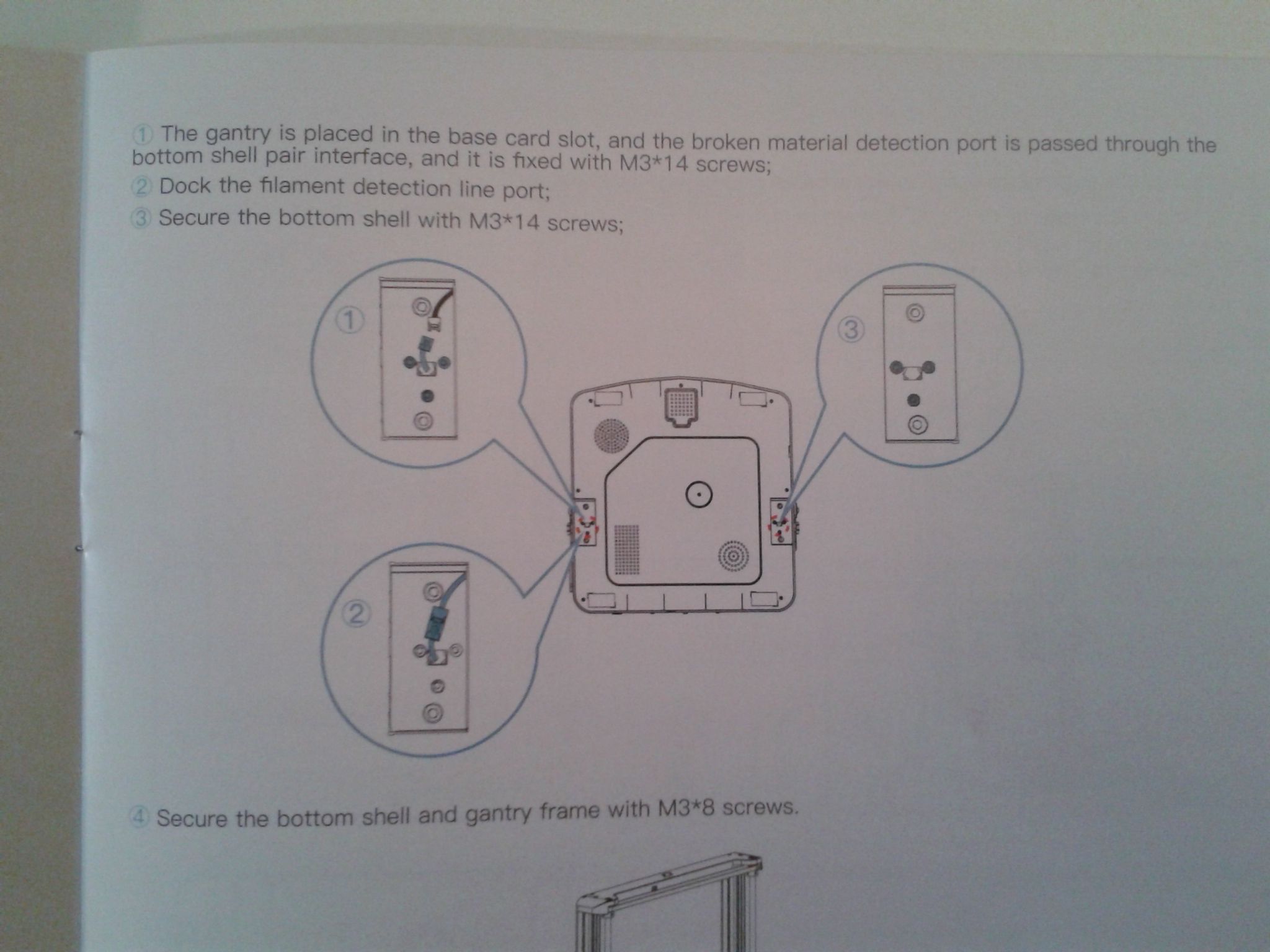
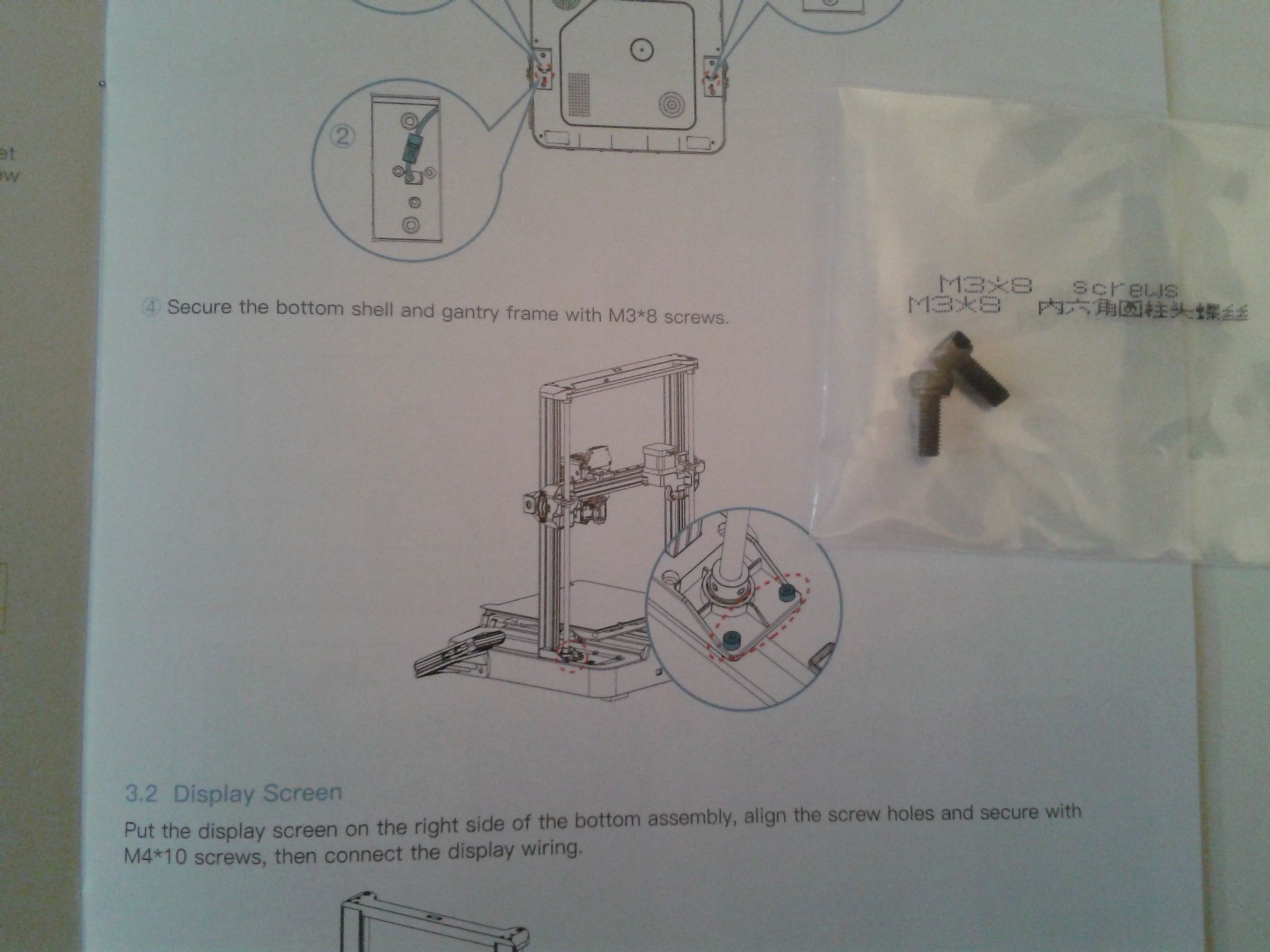
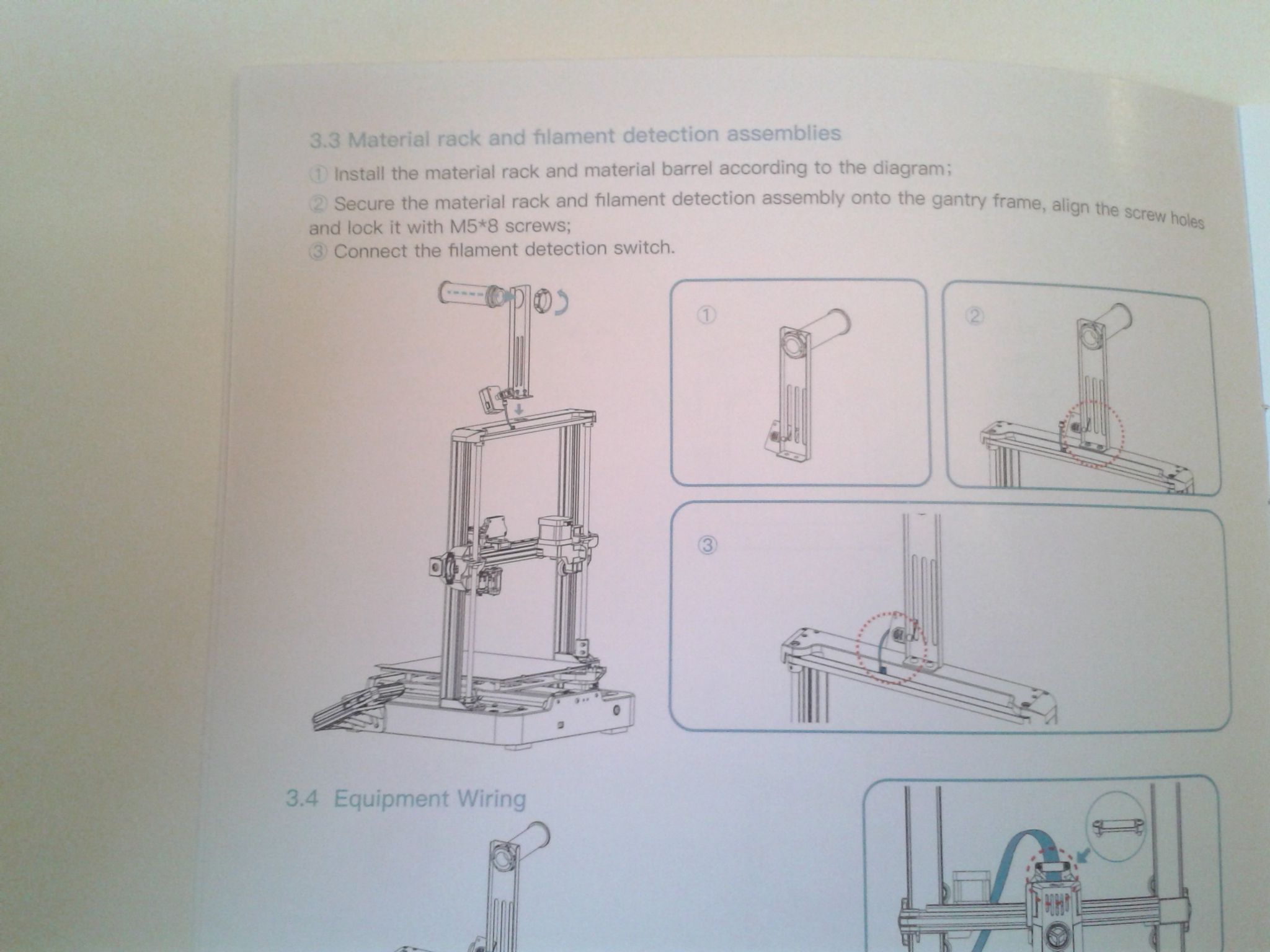
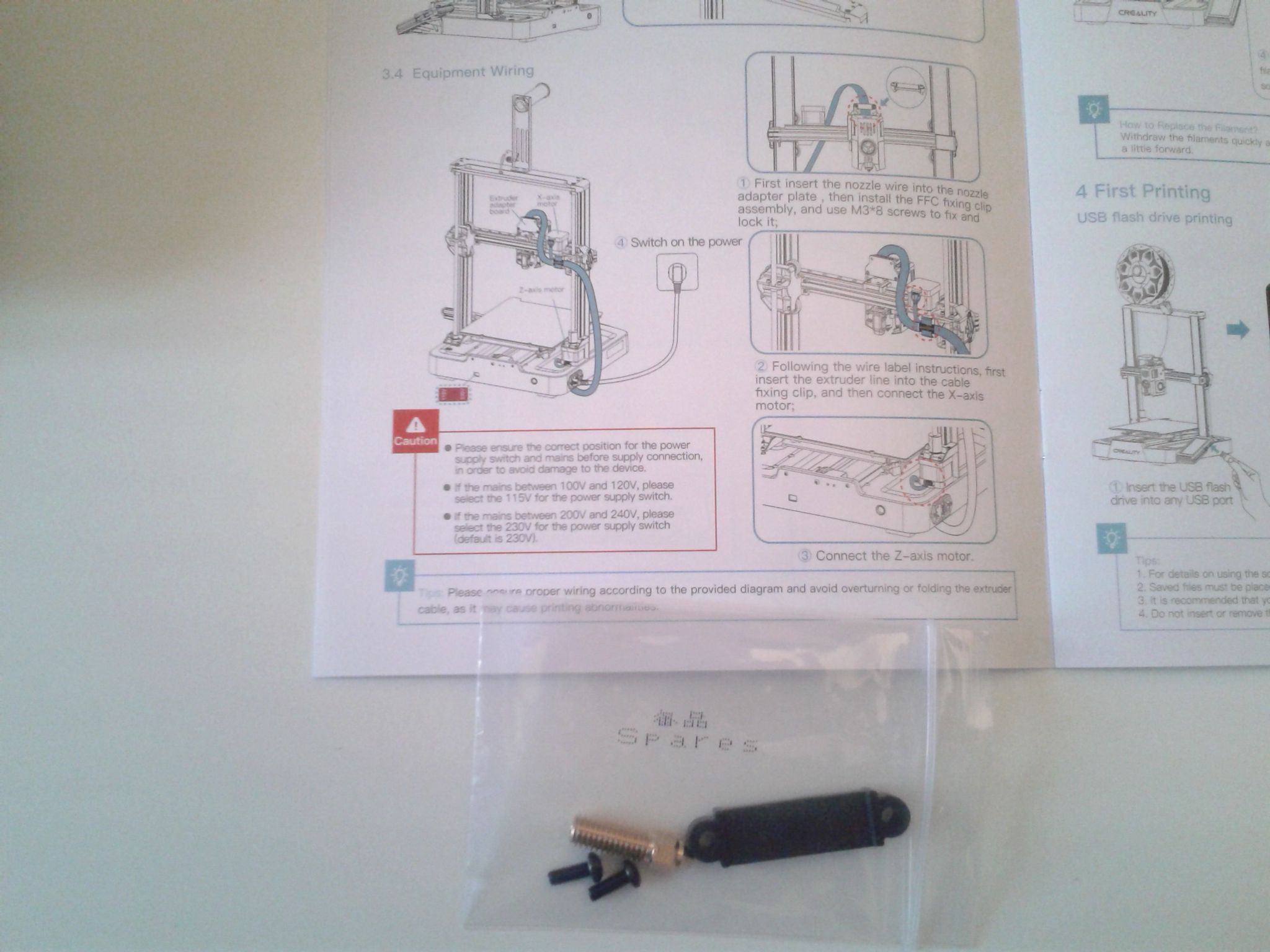
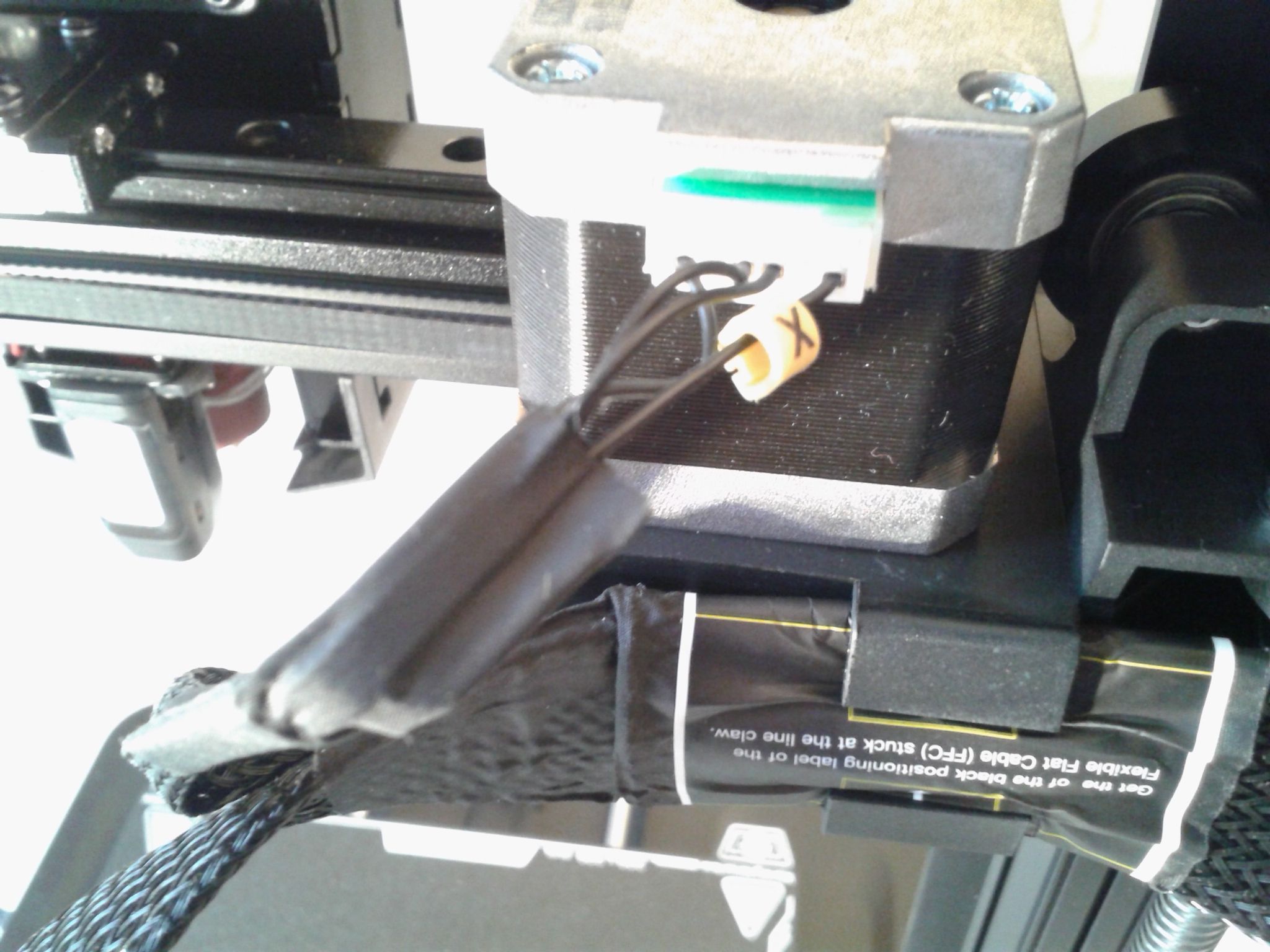
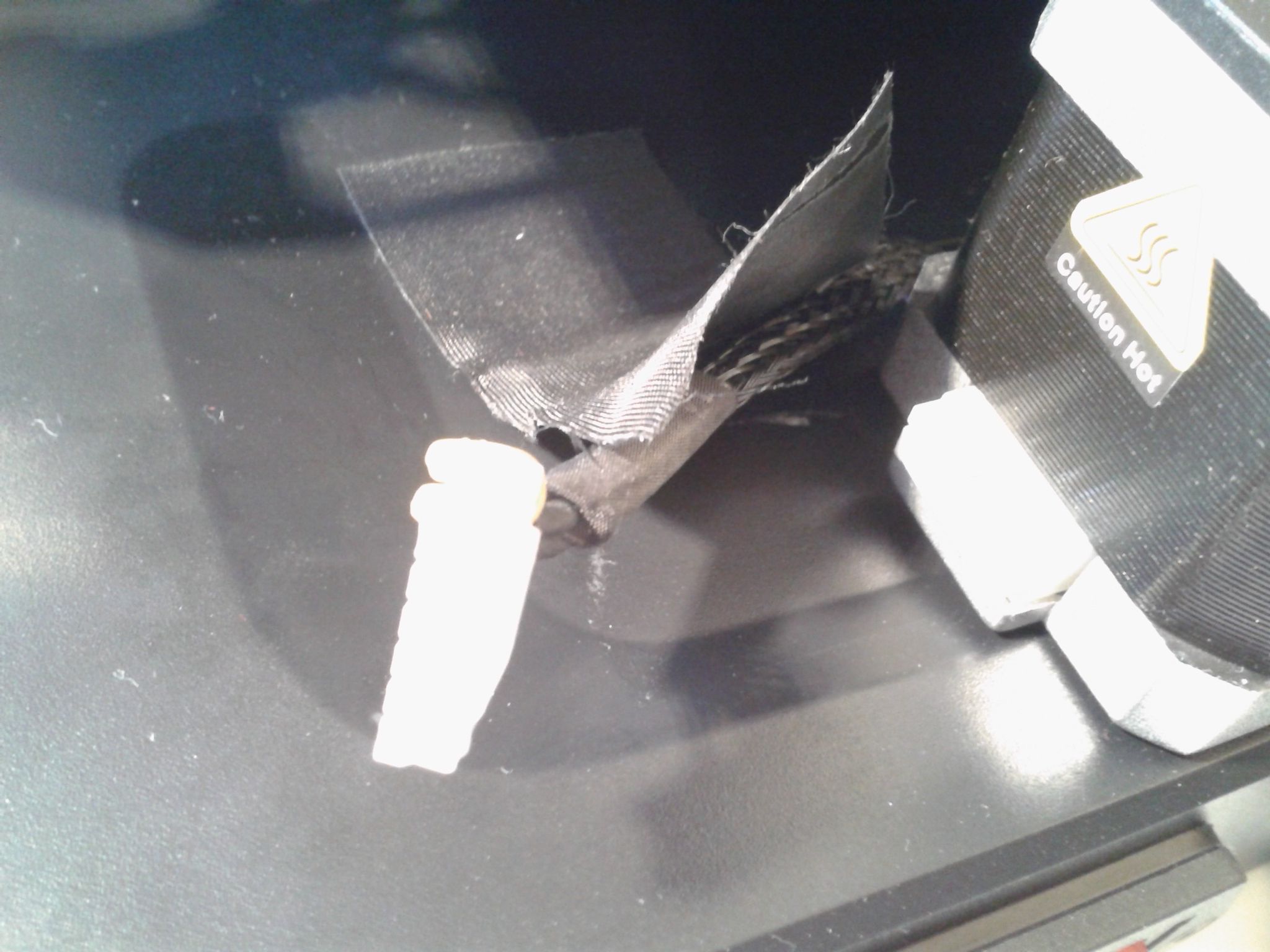
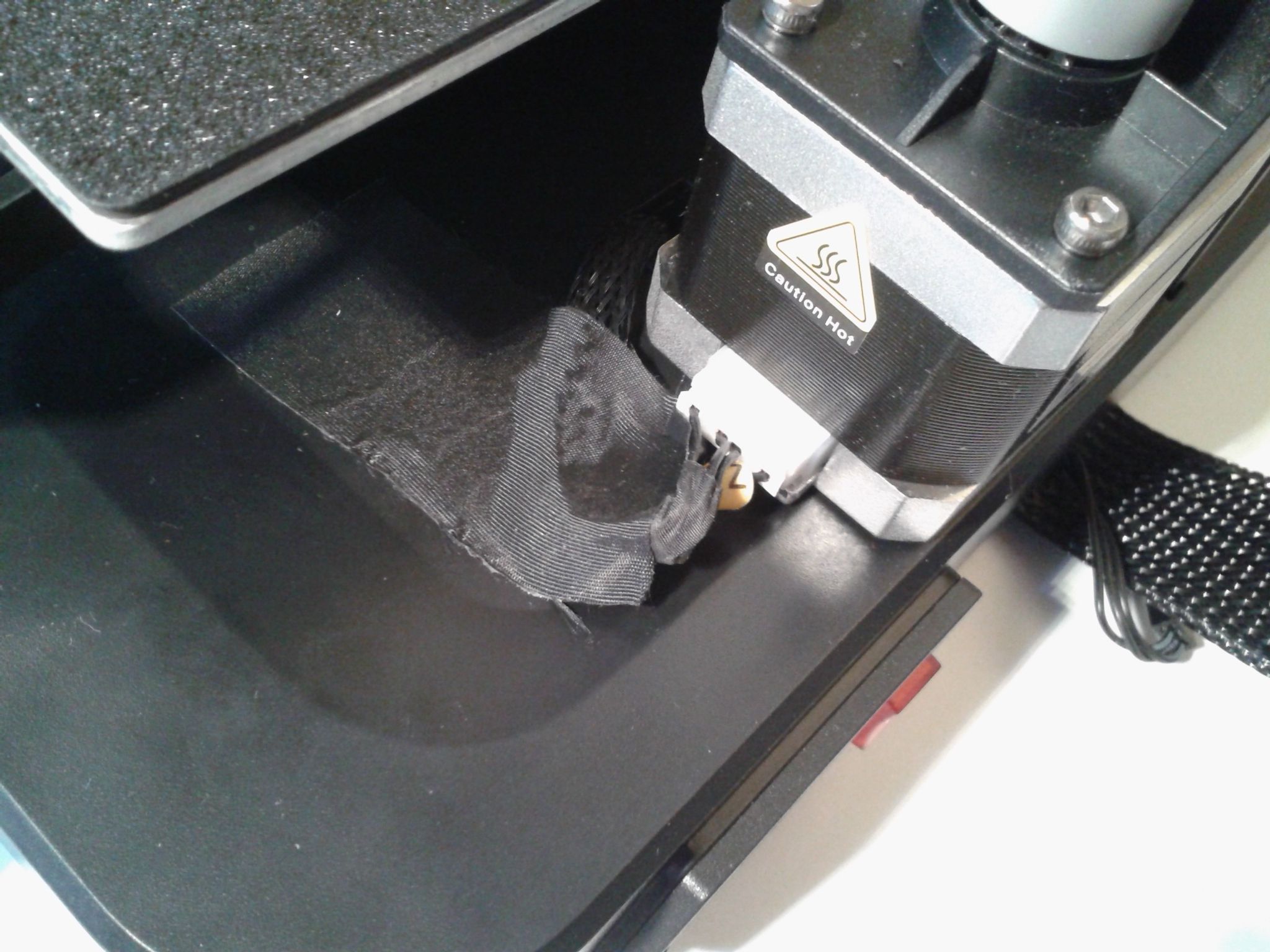
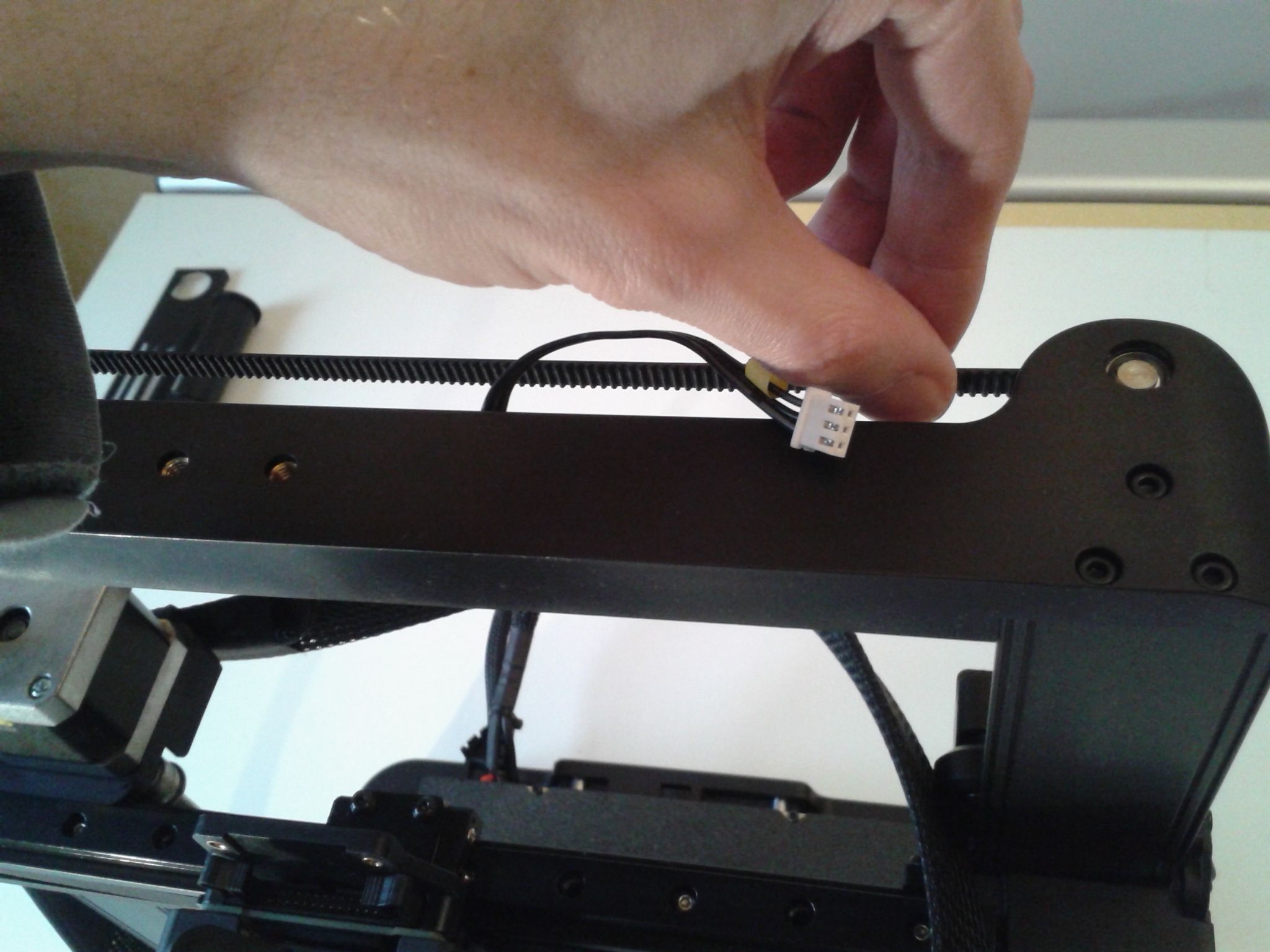
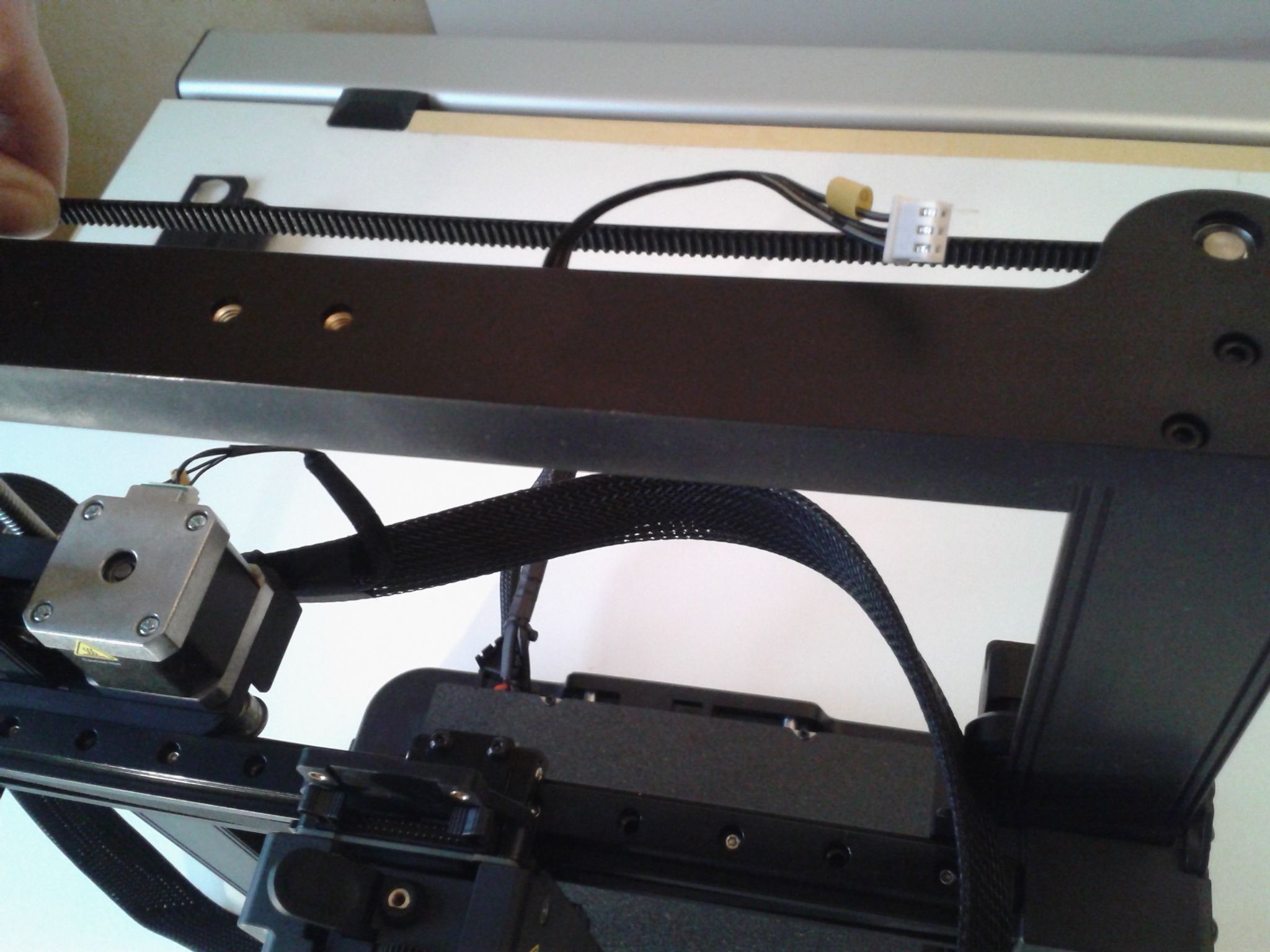
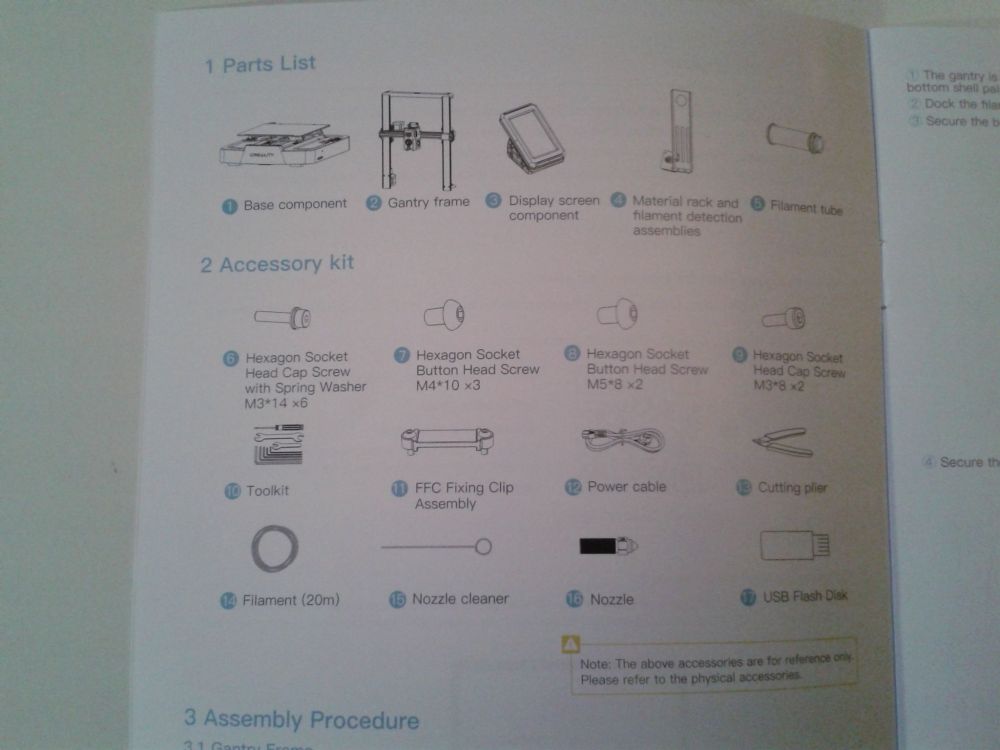
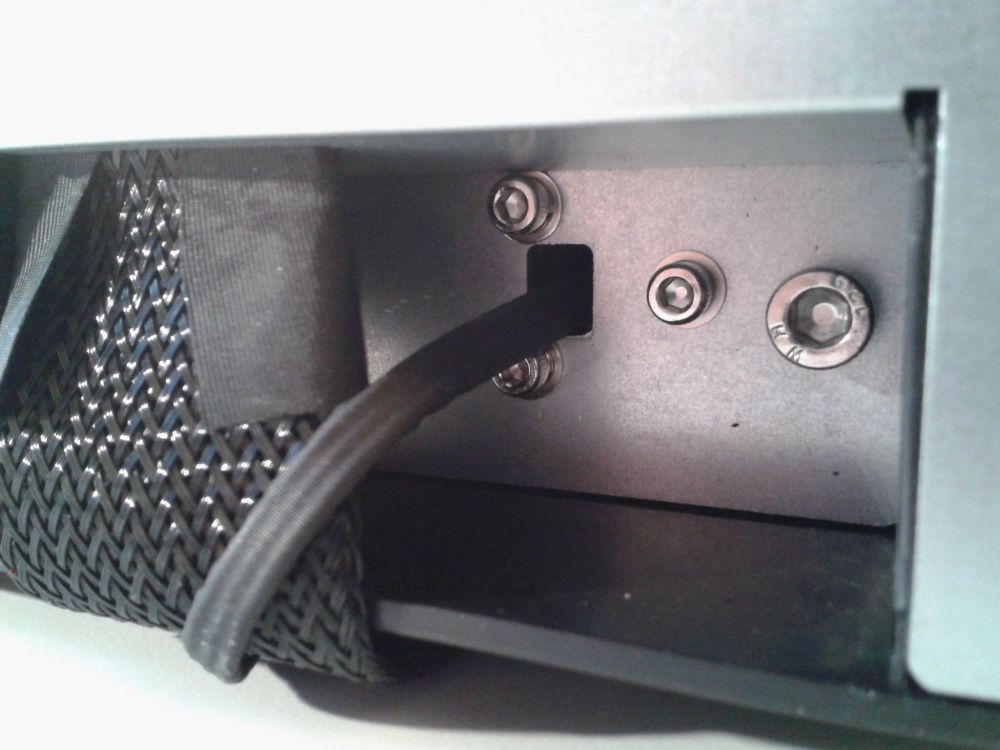
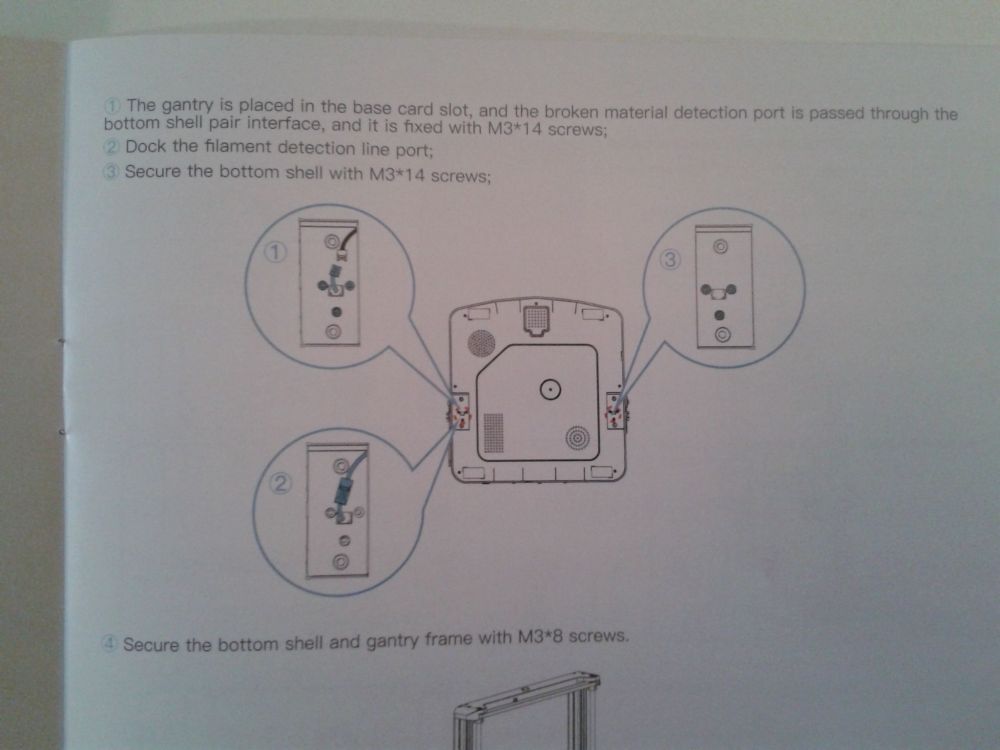
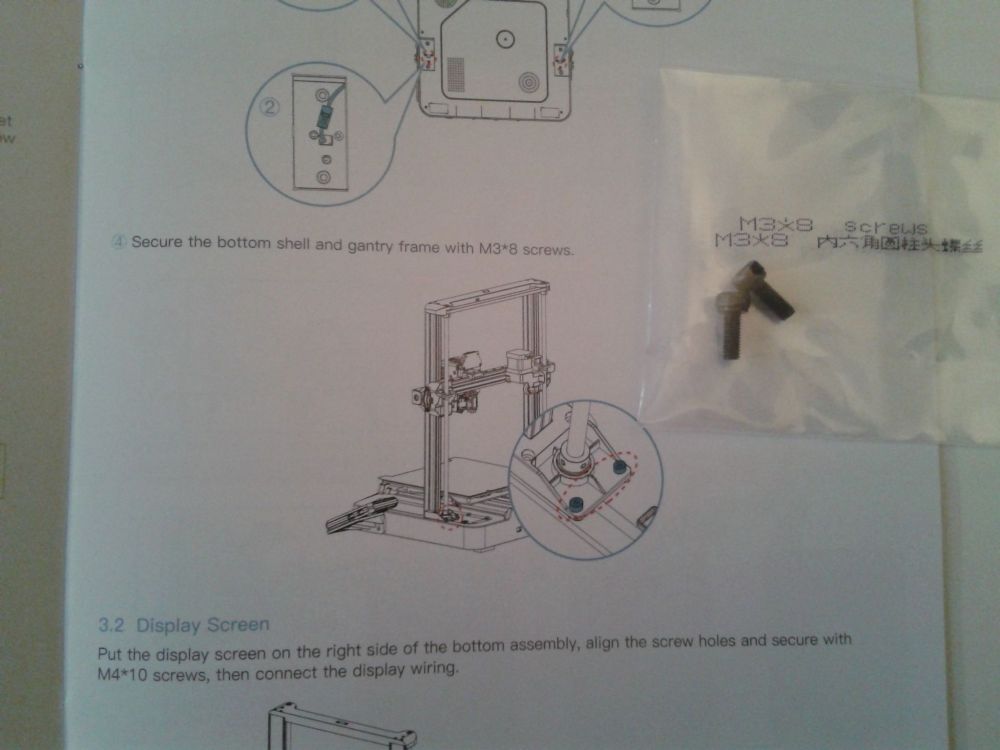
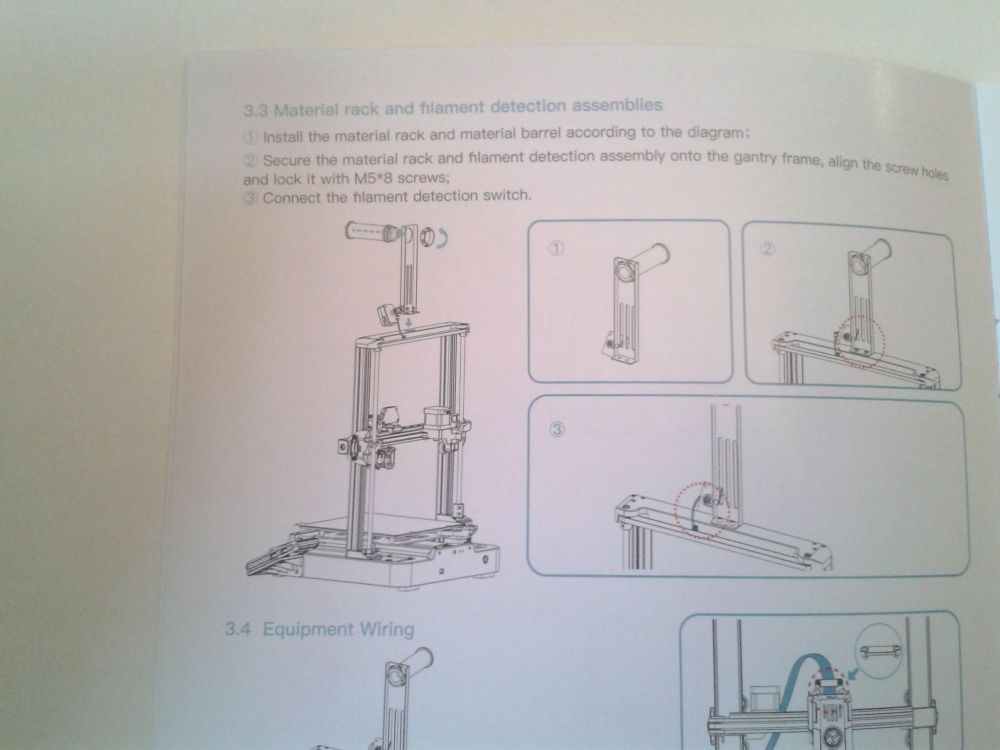
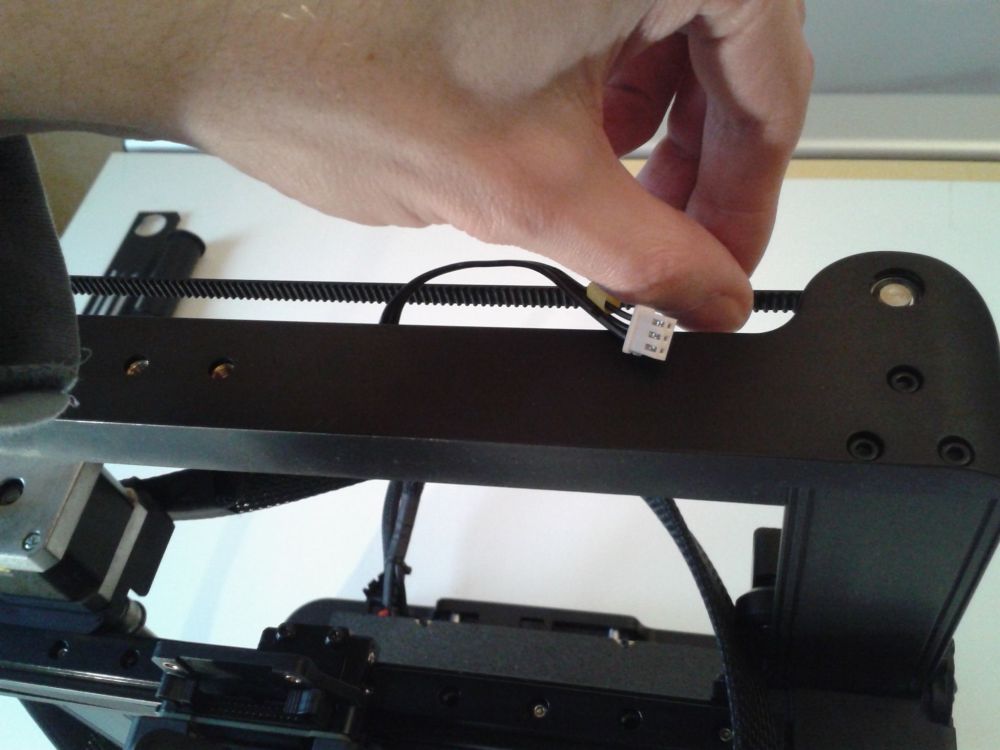
Assemblage Lors de la mise en place du portique, bien faire attention au câble du capteur de fin de filament qui sort par le profil extrudé gauche, afin de ne pas le sectionner/l’abîmer et de bien le faire passer dans l'ouverture prévue, afin de le connecter par le dessous ... ) Puis mise en place des 6 vis pour maintenir l'arche/le portique par le dessous. Finir de fixer le portique avec les 2 vis a placer sur le dessus de la base. 3 vis pour fixer a la base le support de l'écran Placer et connecter l’écran Placer le support de bobine et connecter le capteur de fin de filament Placer le faisceau de câble de la tête d'impression et connecte les moteurs X Connecter et sécuriser le faisceau de câble a la tête d'impression. Pour faciliter la manœuvre pincer la courroie de synchronisation et la tirer afin d'abaisser la tête d'impression. Connecter le moteur Z ( le moteur Y dans le socle de la machine est normalement déjà connecté ) Vue d'ensemble après assemblage ( reste a vérifier le sélecteur de tension du bloc d'alimentation avant de brancher au secteur )




























 1 point
1 point -
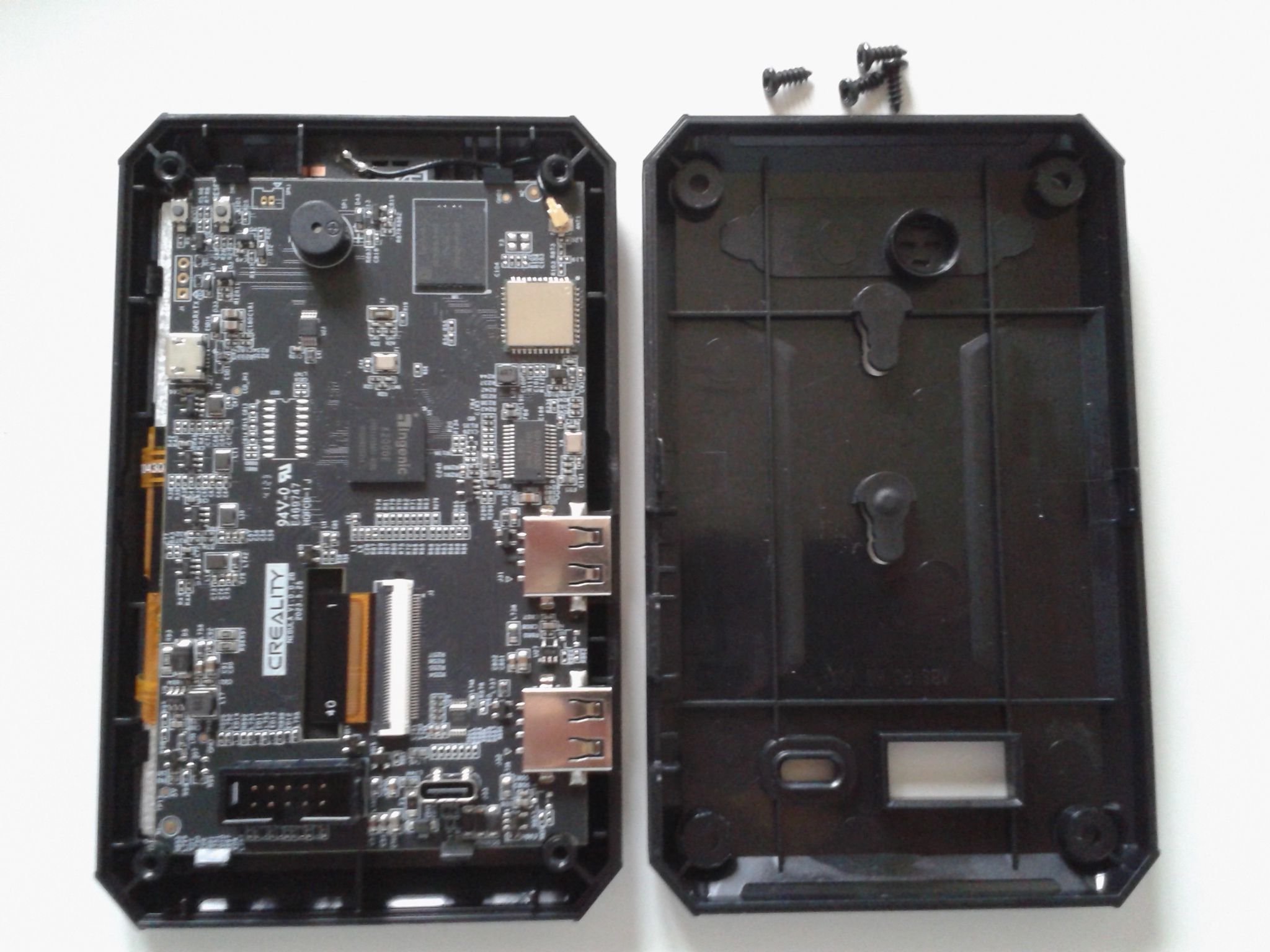
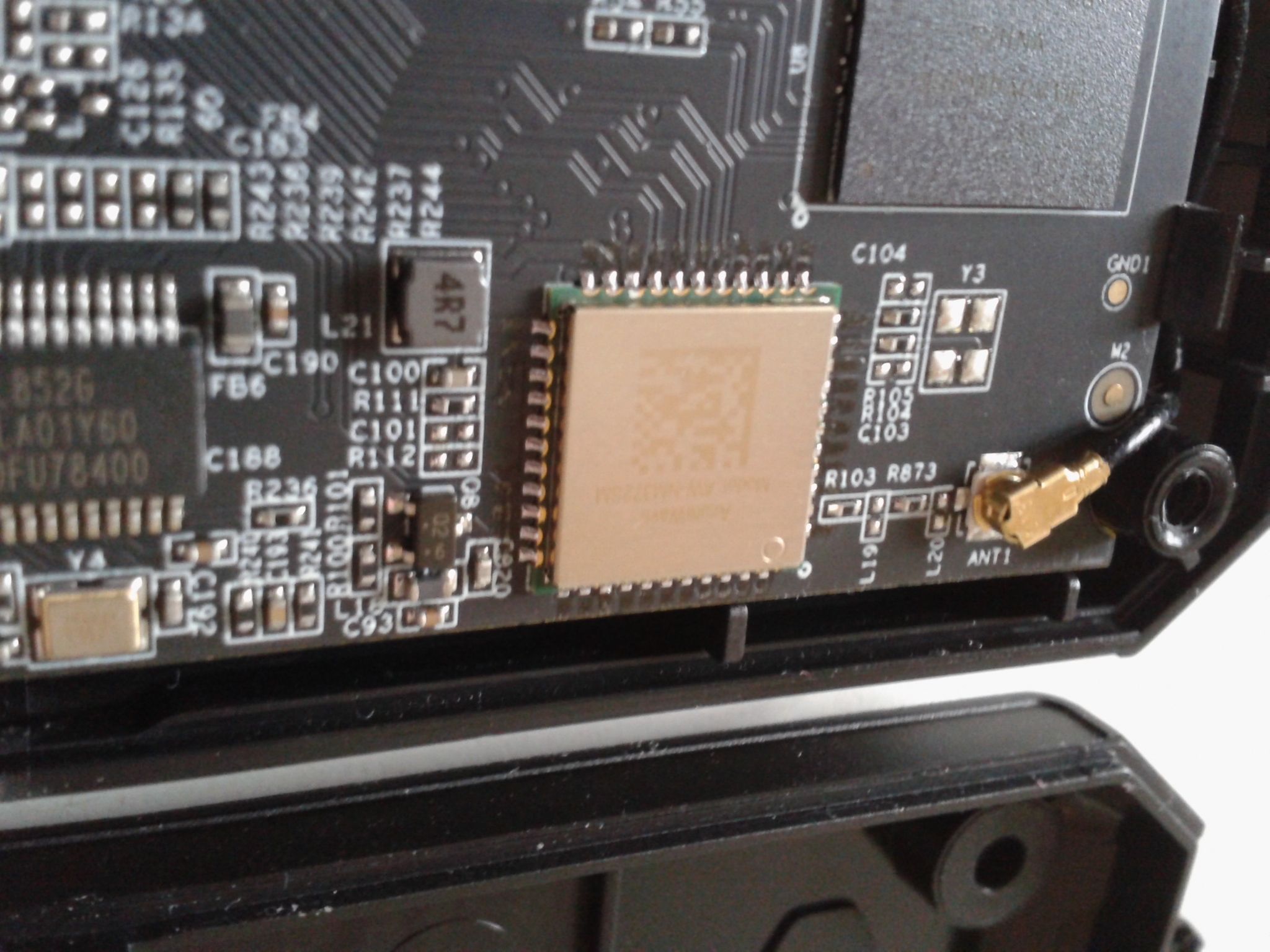
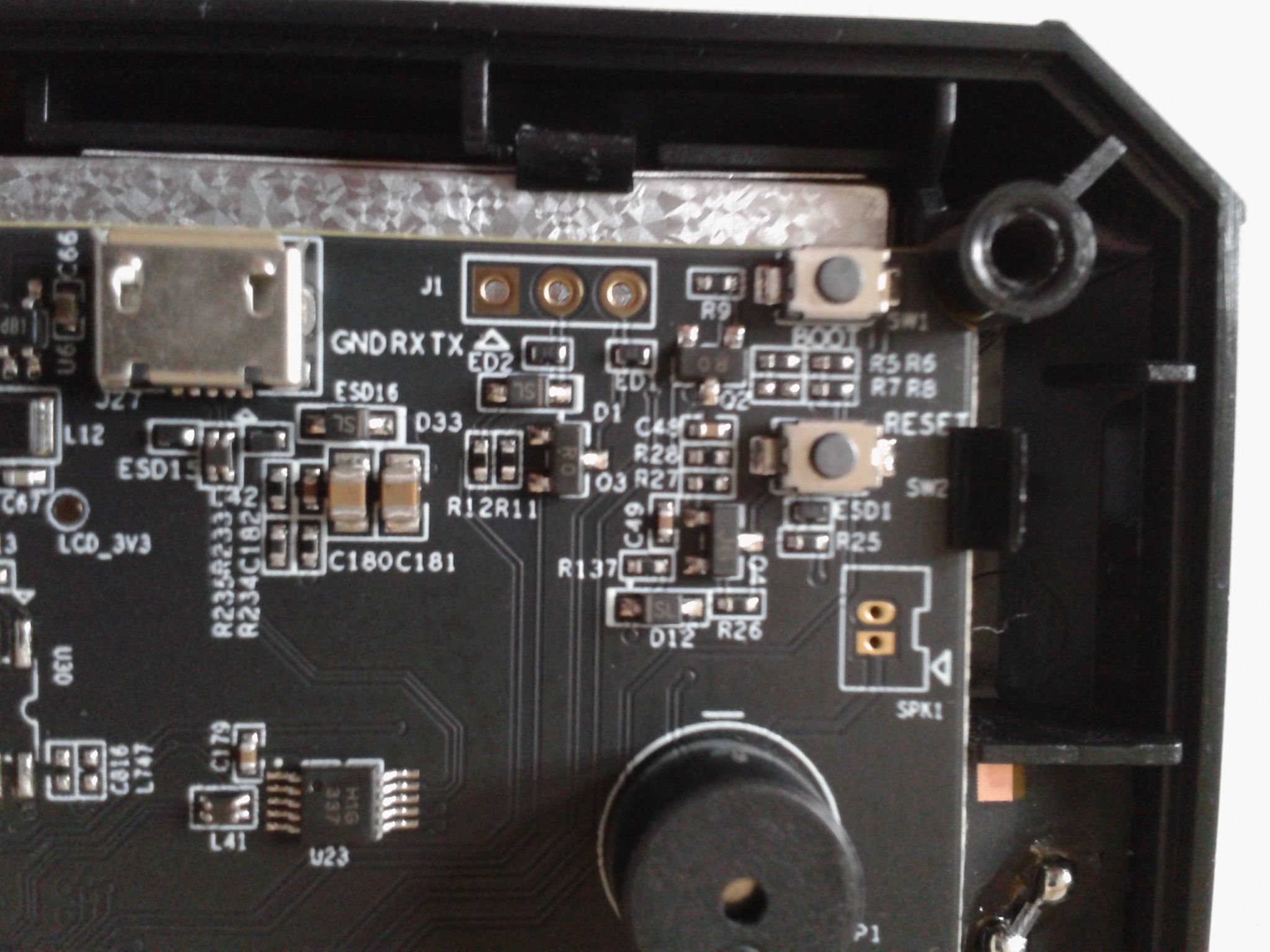
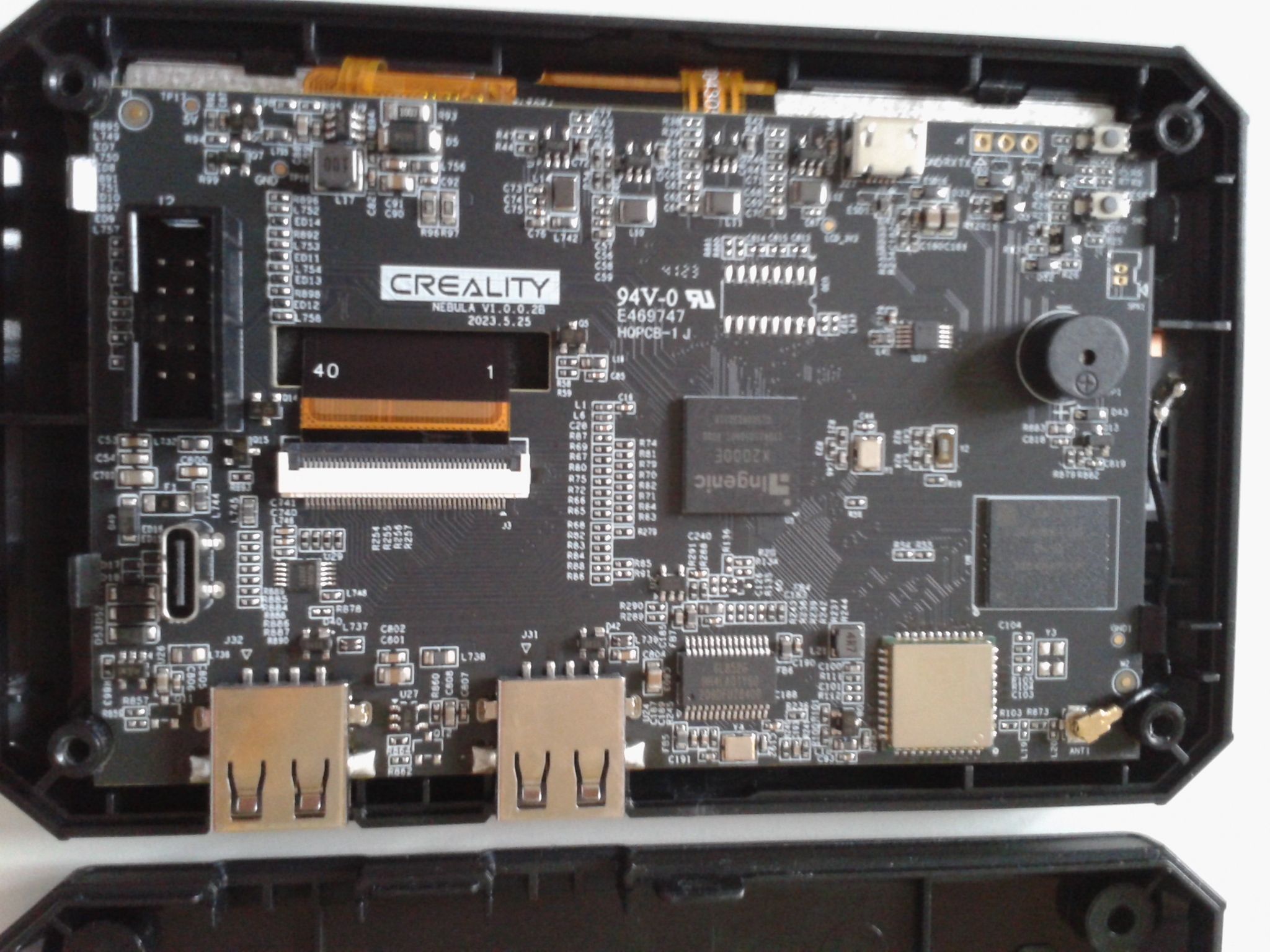
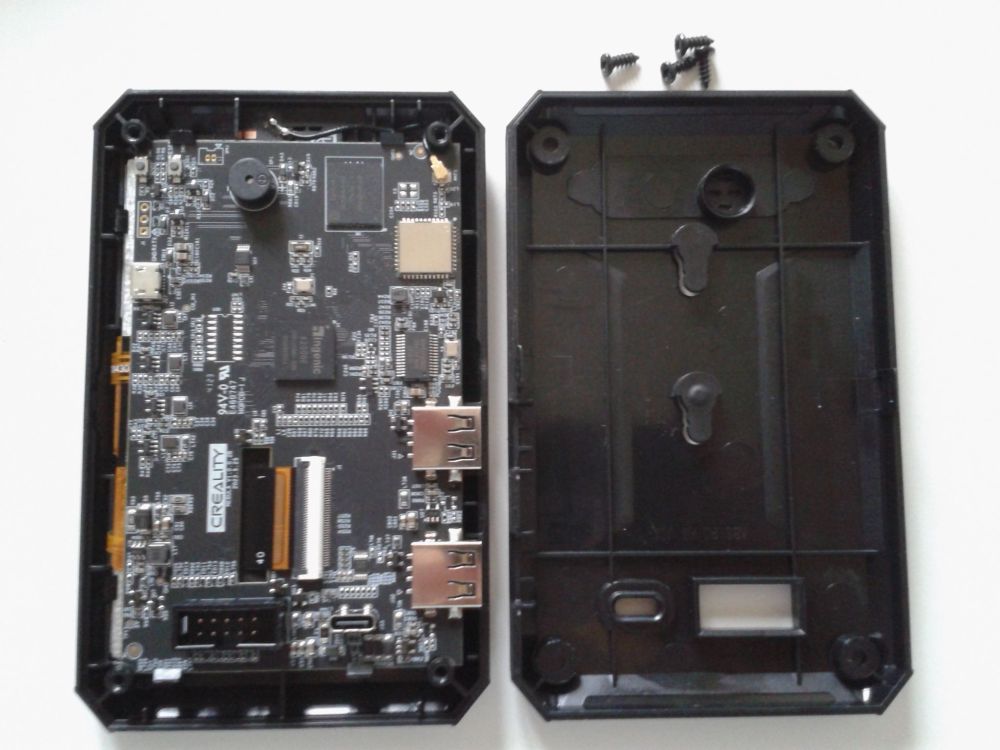
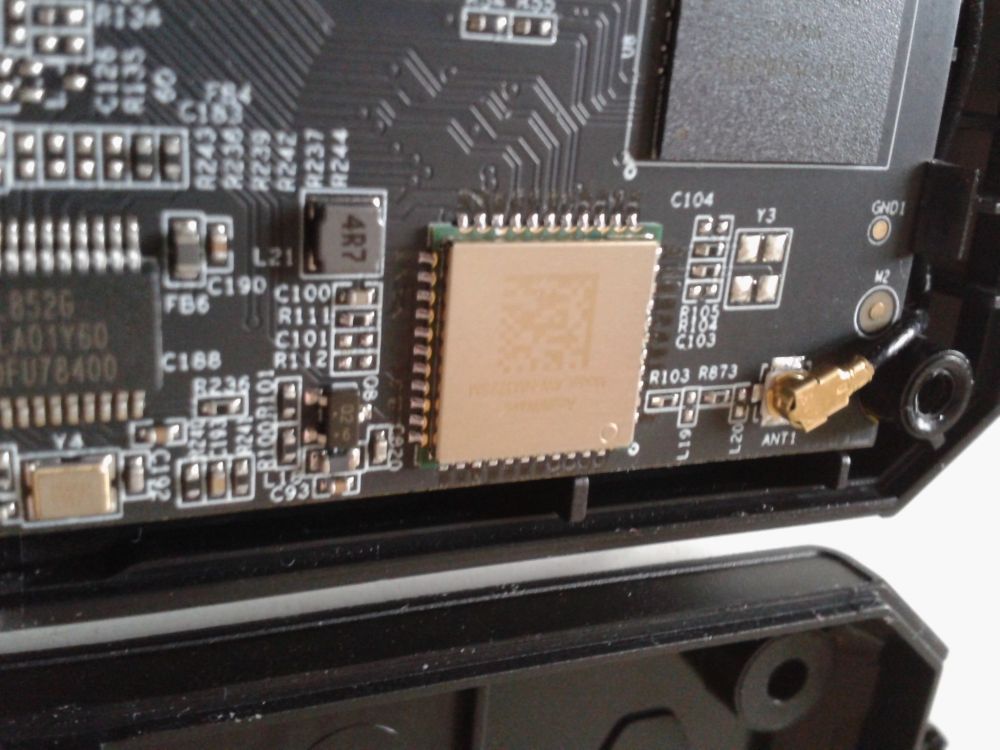
Détails de l'écran de contrôle Creality Nebula Pad N-Pad 01 Sur le PCB "CREALITY NEBULA V1.0.0.26 2023.5.25" Une mémoire eMMC de 8Gb Deux micro boutons. Un "RESET" et un "BOOT" qui ne sont pas accessible sauf si l'on retire le boitier. (Je suppose, a vérifier) le microcontrôleur pour faire fonctionner tout cela. (Je suppose, a vérifier) la puce Wi-Fi Si l'on ne met pas en place le support de l'écran, il y a (pour la machine que j'ai en test) environ 8 cm de câble pour éventuellement déporter l'écran le câble pour l'écran semble être un simple câble plat 10 connecteurs ( du genre ( à vérifier) https://www.conrad.fr/fr/p/bkl-electronic-10120668-cable-en-nappe-pas-1-27-mm-10-x-0-08-mm-gris-1-pc-s-2103794.html )


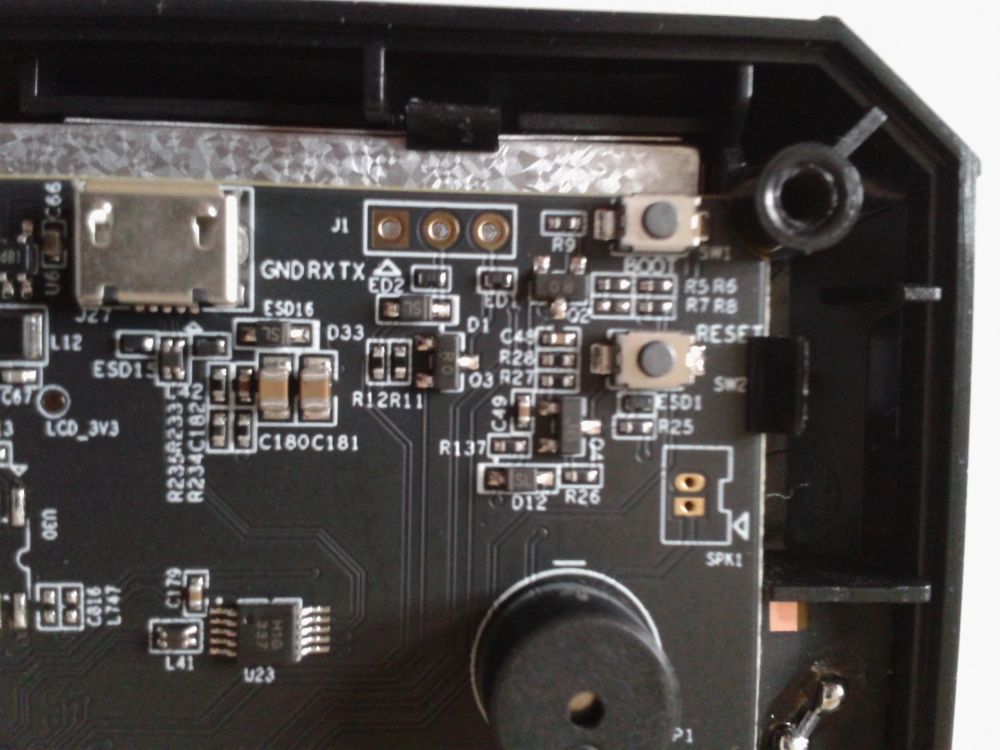
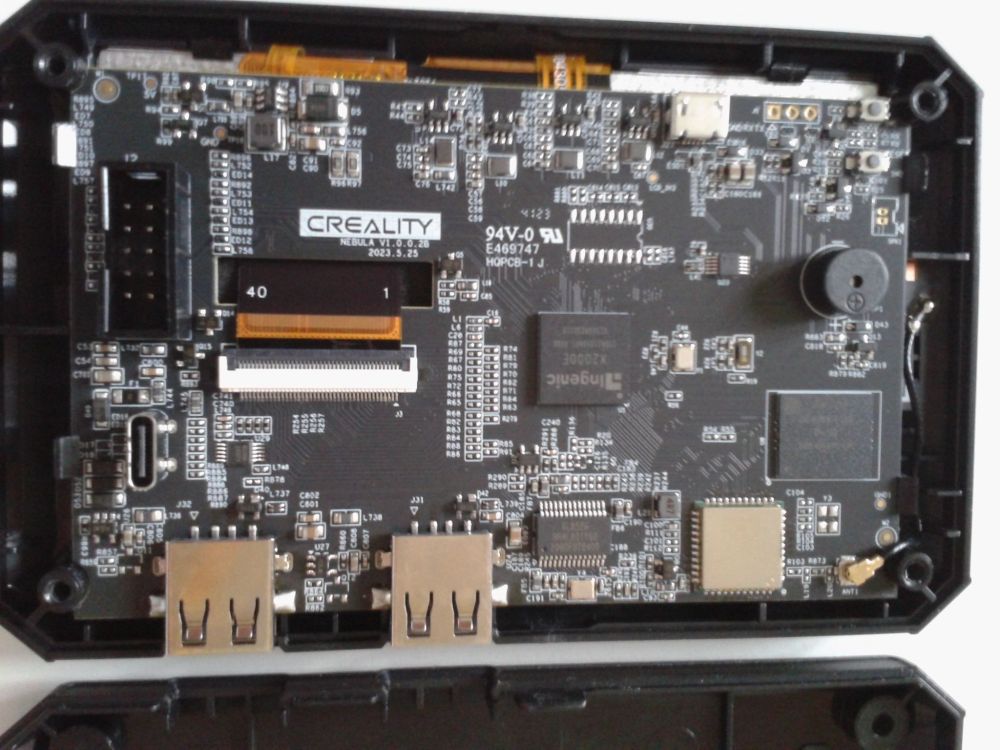




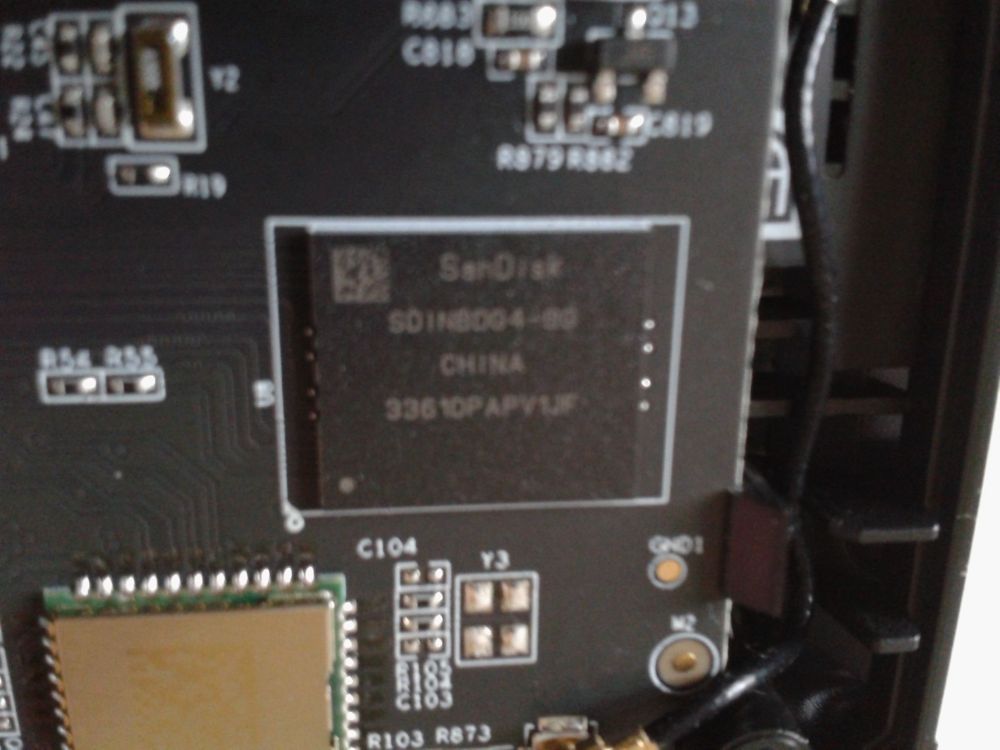






 1 point
1 point -
Réception Date d'envoi adresse de livraison par lesimprimantes3d.fr à leur contact chez Creality ??/11/2023 Date de passage d'ordre de la commande par le contact de chez Creality ??/12/2023 Date de transmission du numéro de suivi par lesimprimantes3d.fr (provenance Allemagne) le 06/12/2023 Reçu (France) livraison par "DPD" le 11/12/2023 ~10h15. (Avec appel téléphonique du livreur juste avant son arrivée) État des cartons a la réception : en bon état. Le carton de la "Ender-3 V3 KE" Dimension environ 50 x 41 x 28 cm ( L x P x H ) Poids mentionné sur l'étiquette de livraison 9.9 kg.
 1 point
1 point -
Je l'ai testée, vraiment super machine, rapide, précise, la plus silencieuse des core XY que j'ai vu. Je la trouve très esthétique et entre une K1 et une Adventure 5M Pro, cette dernière emporte la palme (à mon avis). Le firmware doit cependant encore évoluer et il manque une appli pour le téléphone, mais le changement de buse en 15 secondes, un bruit de fonctionnement à 50 dB, une première couche toujours ok et des murs hyper lisses, c'est vraiment une bonne machine !1 point
-
Fraîchement reçu. Donc j'en profite Poids sur l'étiquette de livraison : 0.2 kg Ce n'est pas directement en lien avec l'impression 3D, sauf si l'on pense post-traitements (=indice n°1). Cela contient 12 "choses" identiques mais dont la couleur change (=indice n°2 )
 0 points
0 points