Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/04/2024 dans Messages
-
Mais peut-être faut-il d'abord chercher pourquoi les perçages sont mal imprimés...3 points
-
La boucle est bouclée, retour au début Un peu d'humour : Évolution du bureau d'un utilisateur de PC :
 3 points
3 points -
Info sans doute un peu passée sous le radar, mais BAMBU vient de confirmer implicitement qu'il ne reste plus longtemps à vivre pour la X1C : le site officiel affiche désormais la date à partir de laquelle les modèles n'auront vraisemblablement plus de MAJ de firmware. Après difficile de savoir ce qui se cache derrière le "guaranteed" (çà dit clairement que jusque là, pas de soucis, après, c'est quand même moins clair) (sans doute "plus de nouvelles fonctionnalités", peut-être encore "quelques patchs de sécurité", et au bout d'un moment sans doute l'incompatibilité de la X1C avec les versions de Bambu Studio les plus récentes et l'obligation de rester sur une version + ancienne) Pour la X1C, il ne reste donc plus que pile une année de MAJ garanties ! (c'est loin et proche à la fois) (nul doute que dans l'intervalle une X2C apparaîtra)2 points
-
Incroyable @electroremy, un point sur lequel nous sommes d'accord. Le musée des Arts et métiers est les plus intéressant et le plus beau qui existe concernant l'histoire des techniques dans de très nombreux domaines. J'y suis allé plusieurs fois avec mes enfants et je ne m'en lasse pas, attends encore quelques années pour emmener mes petits enfants. Dans mes précédents messages je parlais de technique pour l'industrie et non de bricolage ou rafistolage maison, il n'y a aucun intérêt à tous mélanger.2 points
-
La semaine où j'ai passé mon temps à loucher je pense2 points
-
Ta première couche est trop écrasé. Il faut que tu puisses faire glisser ta feuille sous la buse avec un léger frottement. Tu as combien en Z offset ?2 points
-
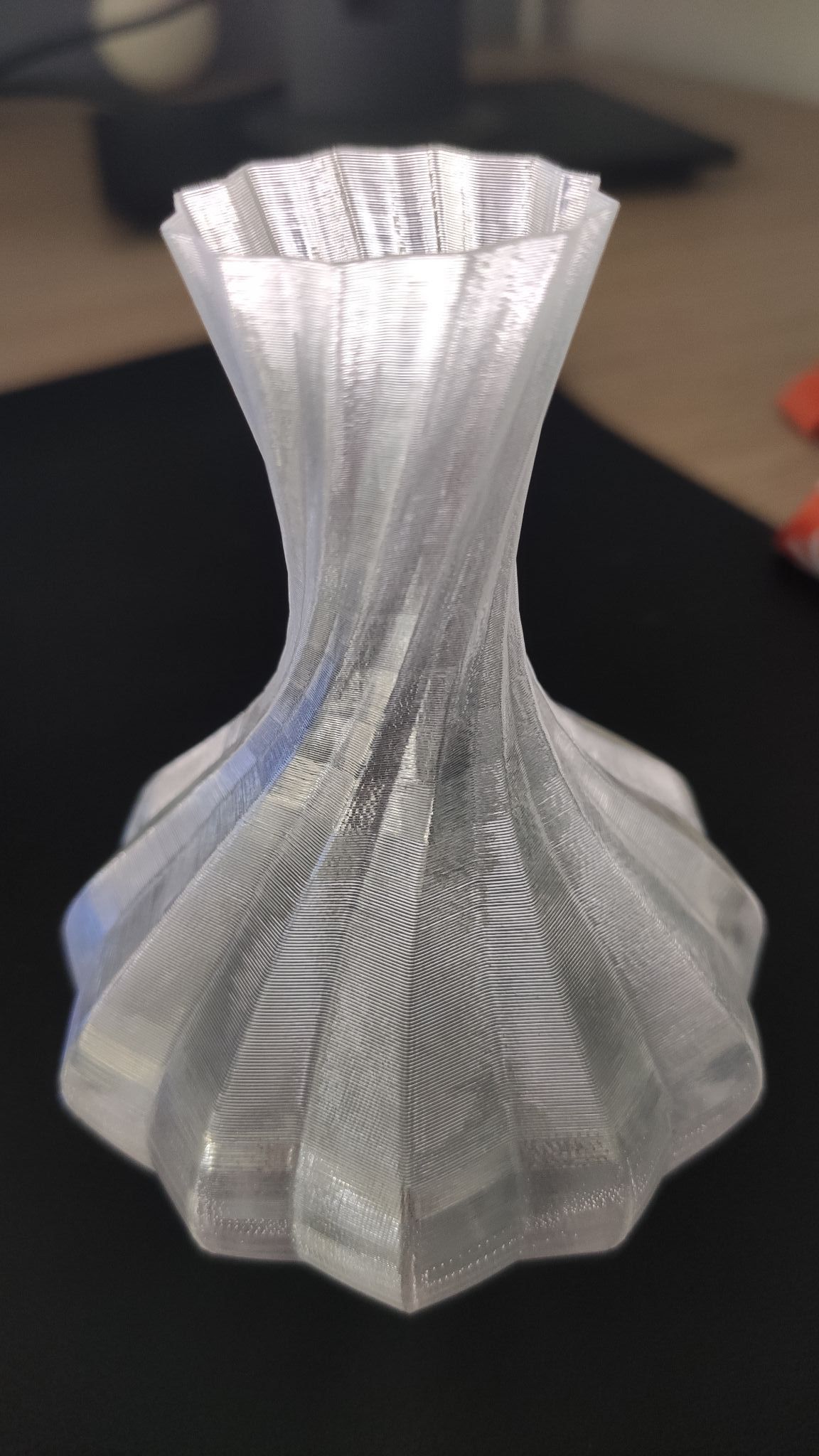
Un petit post positif pour cette imprimante 3D - parmis les problèmes que l'on rencontre - moi-même ayant eu (et que j'ai encore) aussi des problèmes, qui ne sont pas tous réglés, mais où on peut quand même faire de belle impression. J'ai fait des tests d'impression en TPU avec la X4Pro - et je trouve le résultat vraiment très bien -(Filament de Geeetech TPU Transparent) Impression en mode vase: Voici une petite vidéo du vase 3D : lien Video
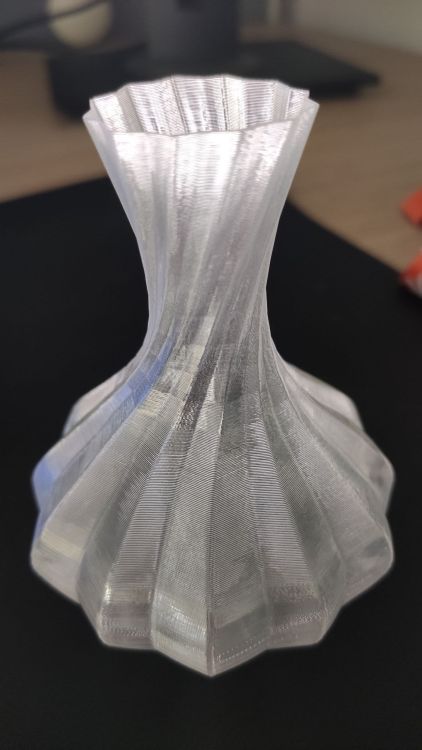
 2 points
2 points -
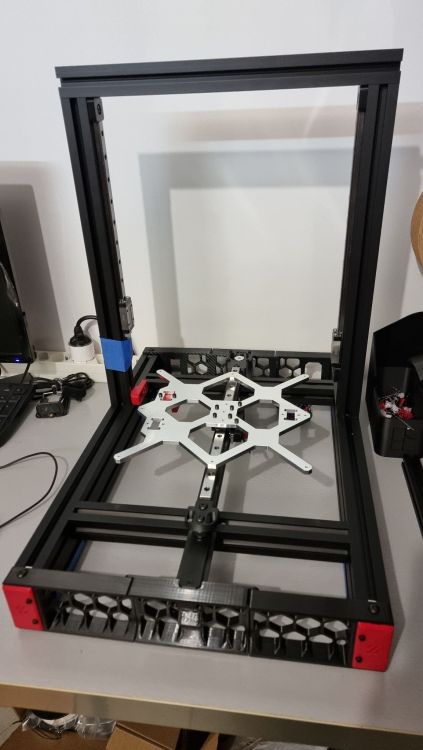
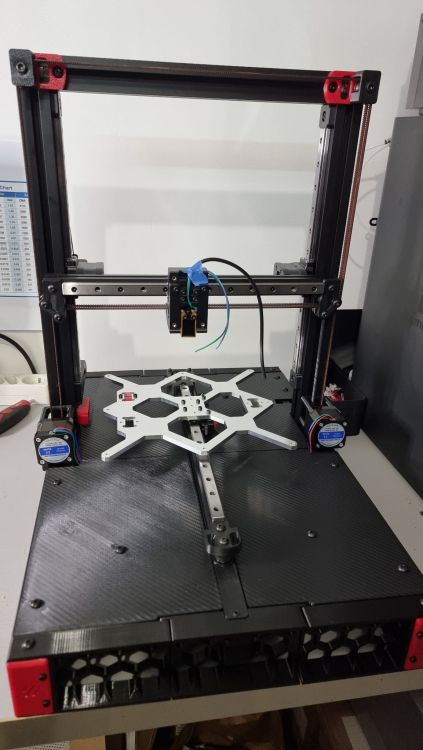
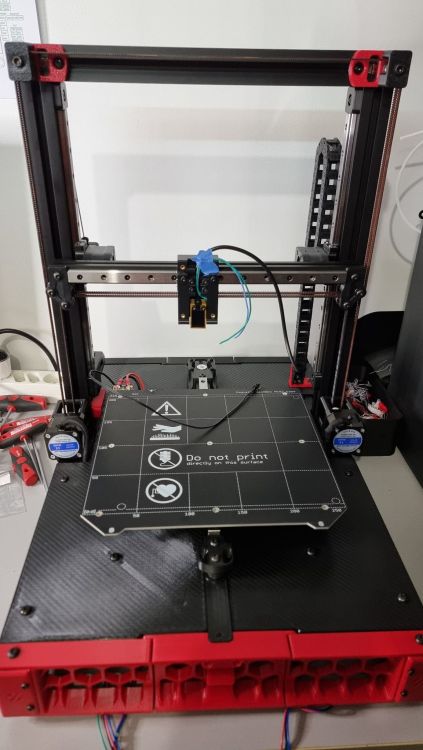
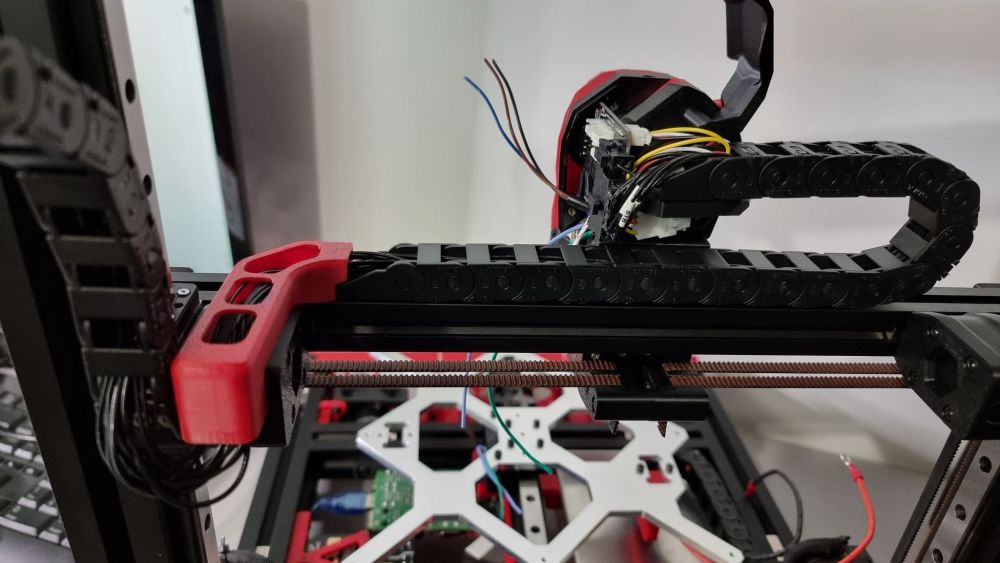
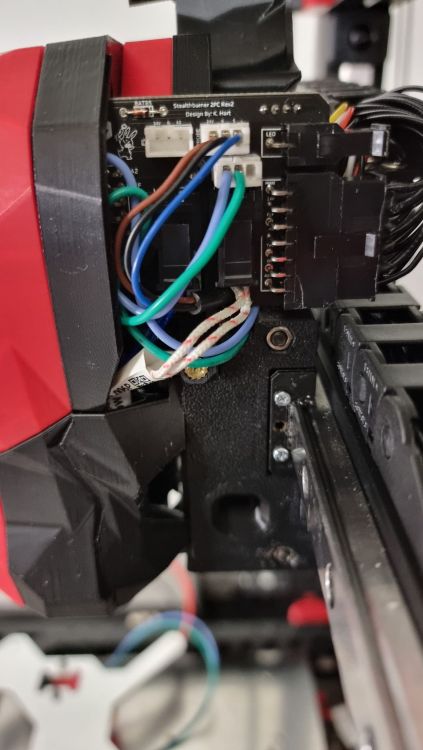
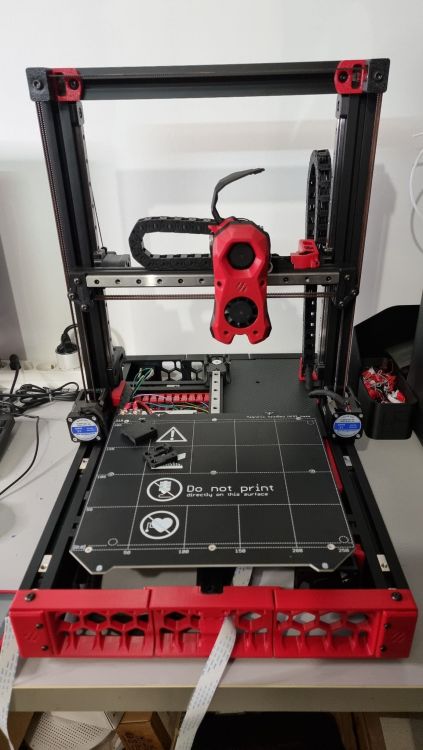
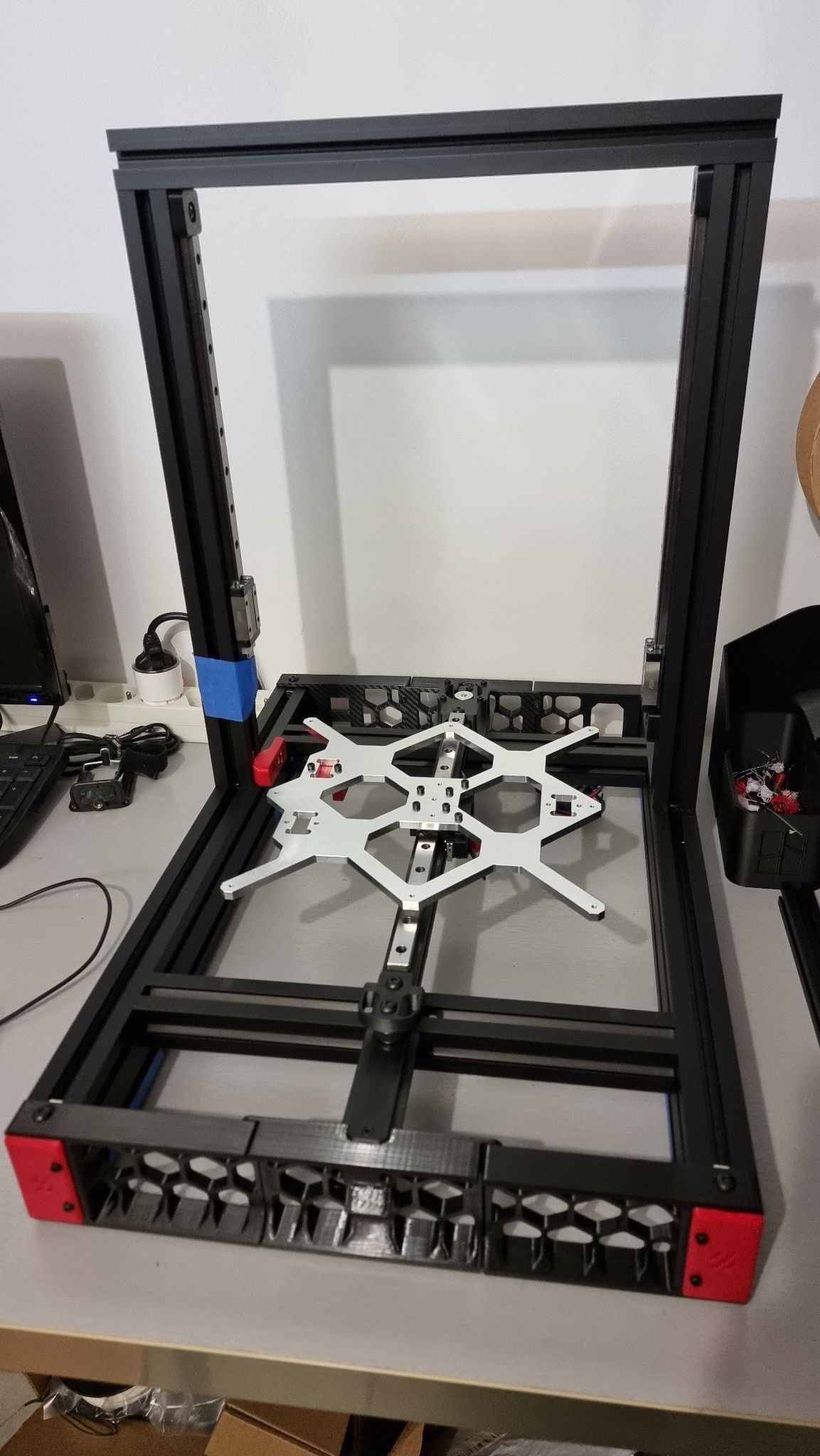
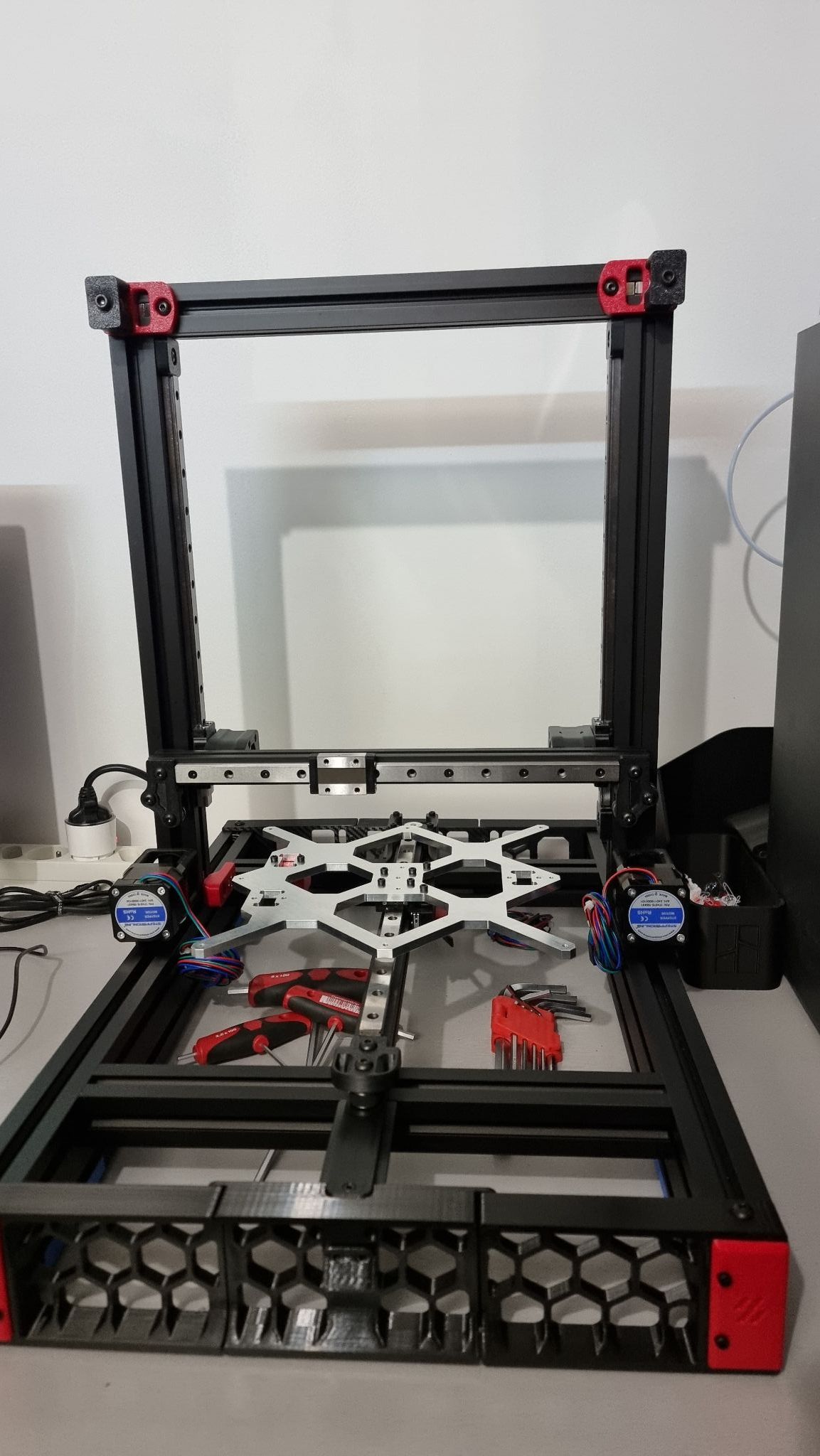
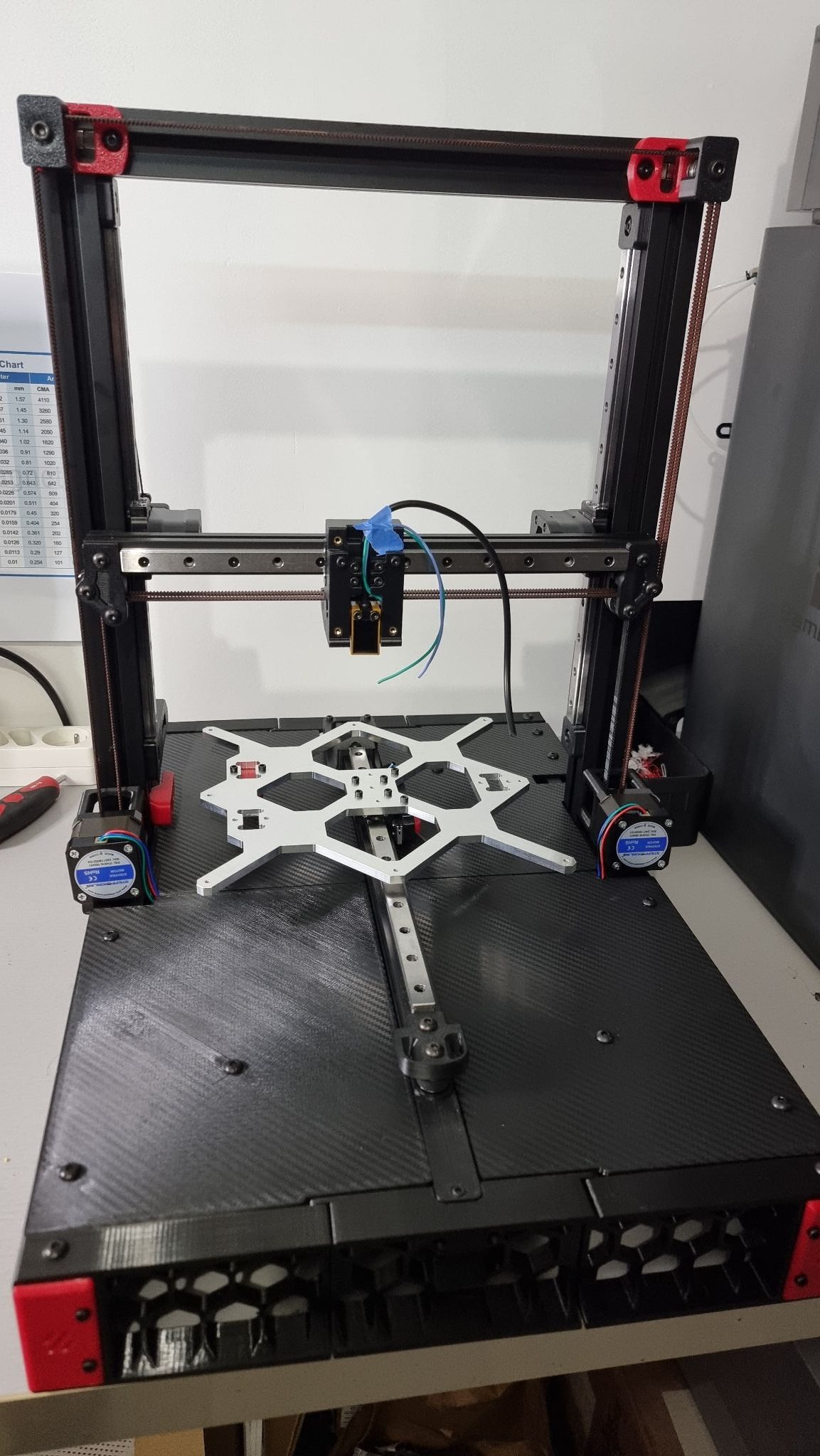
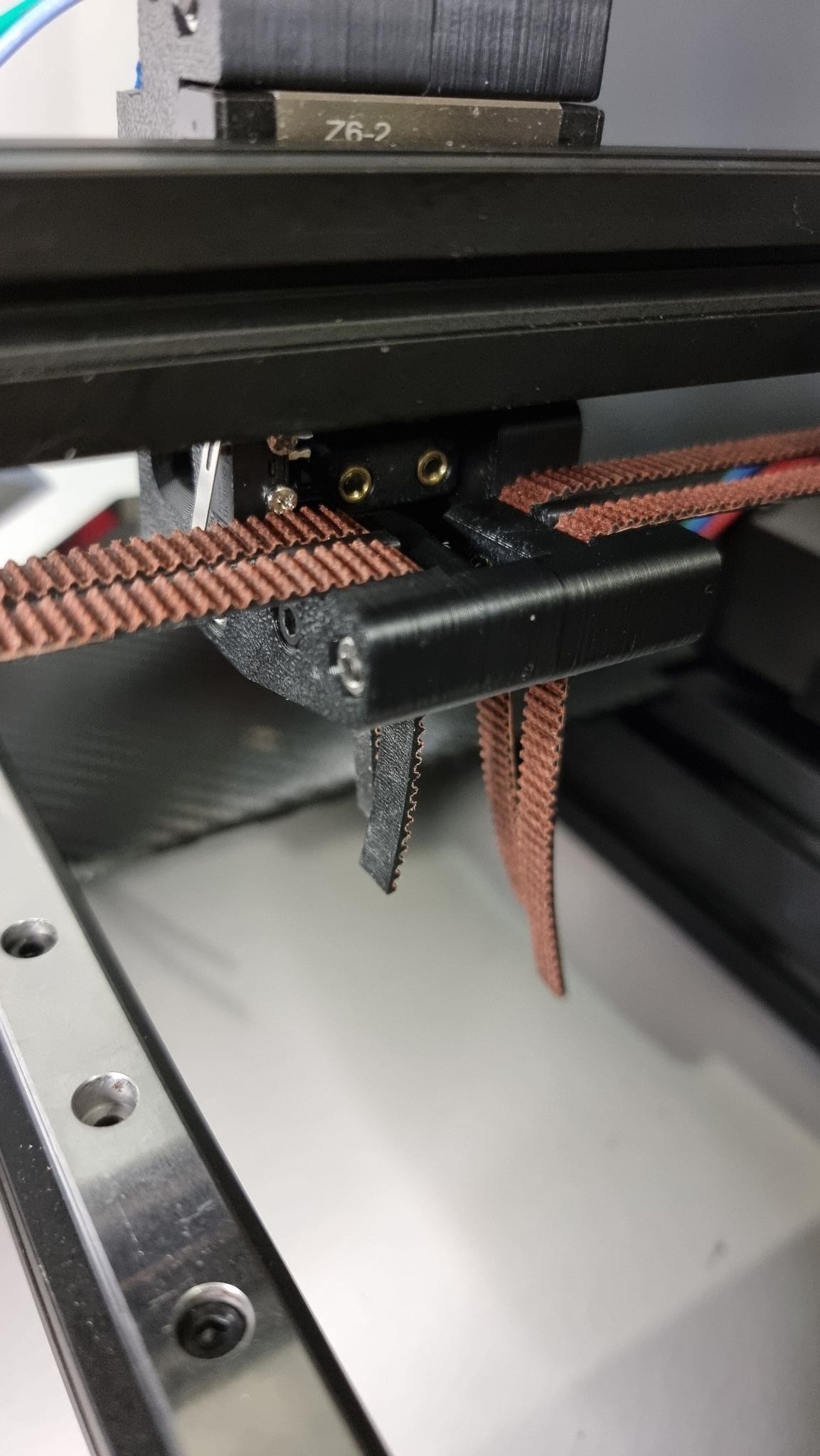
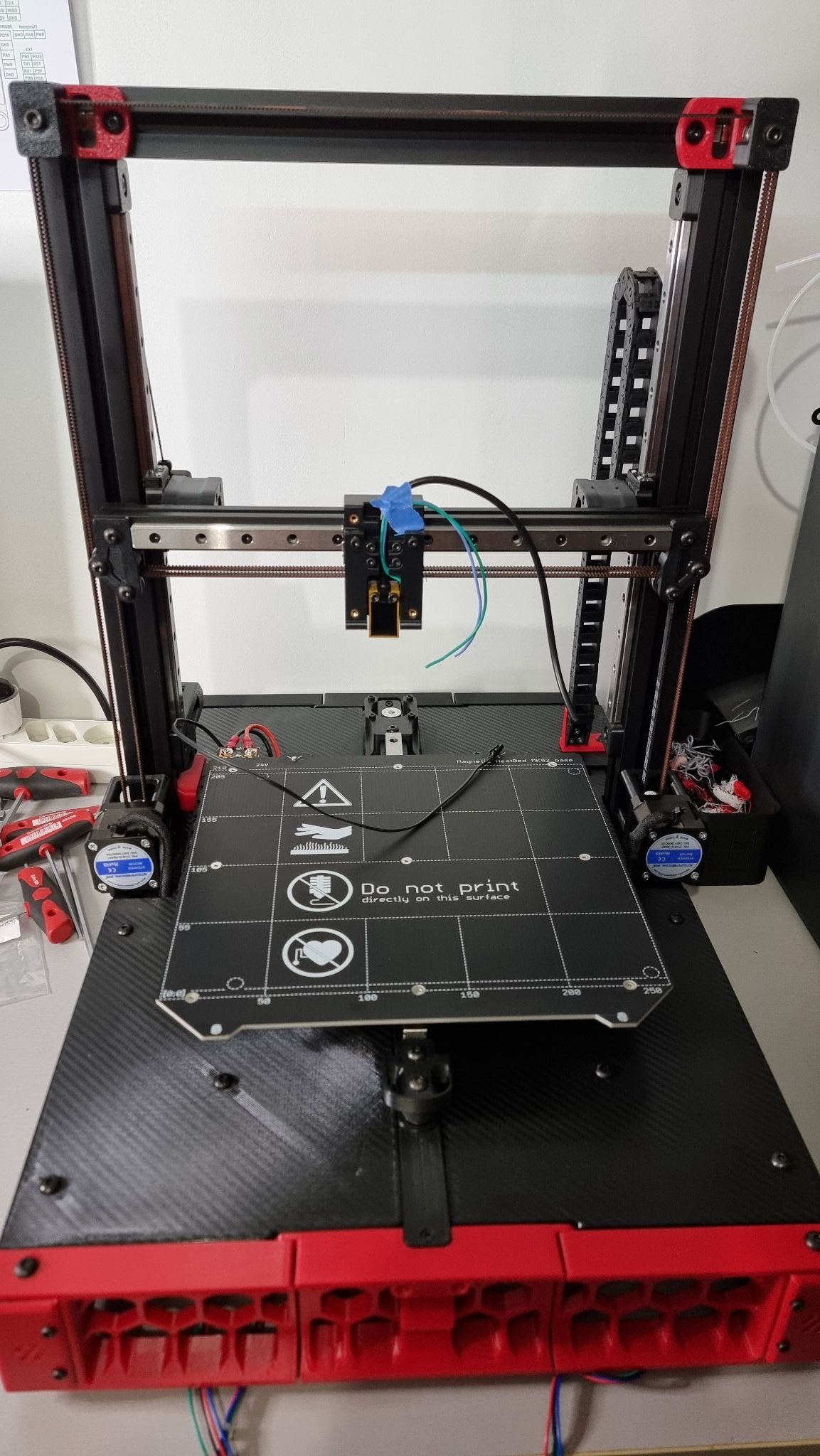
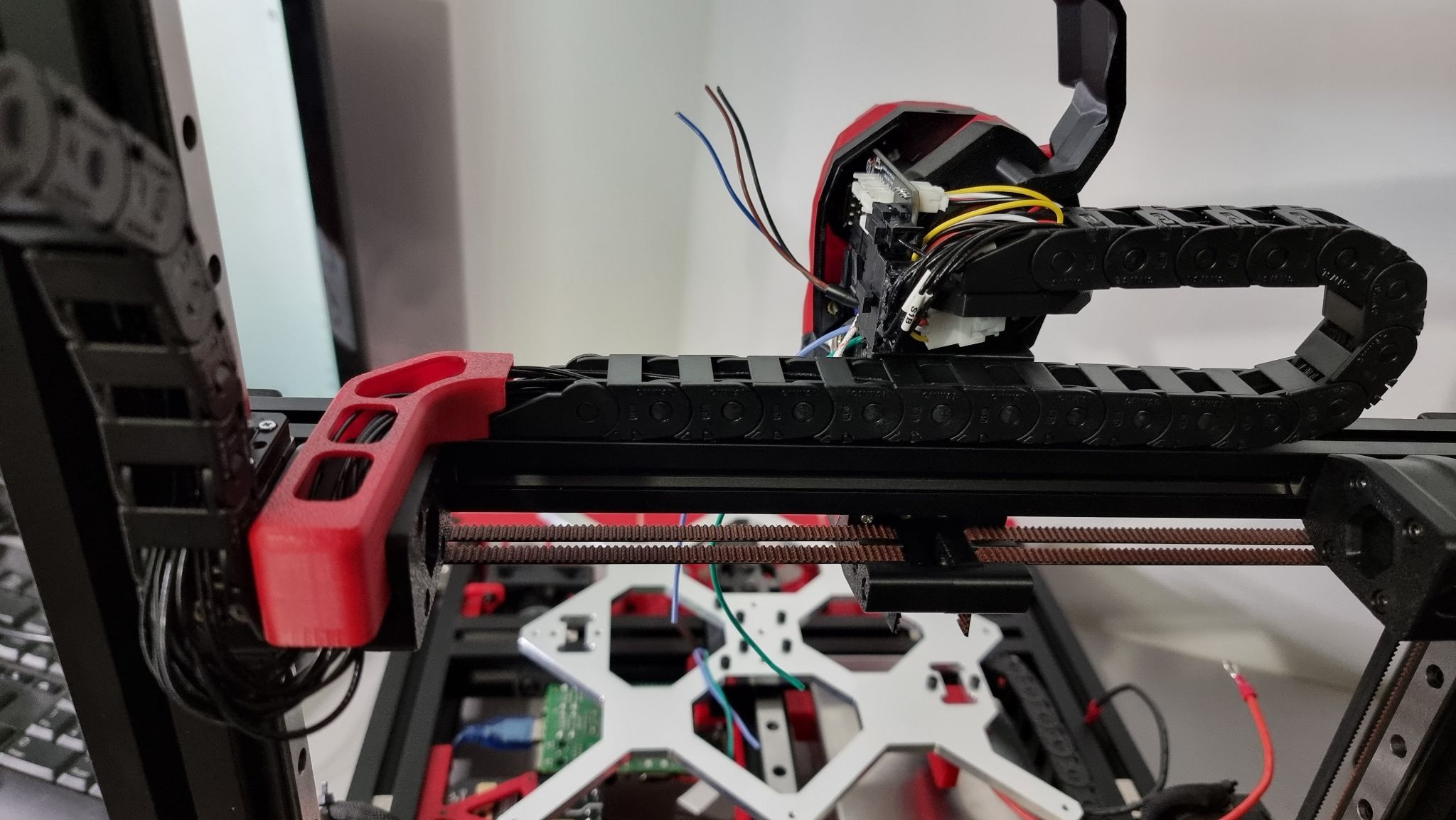
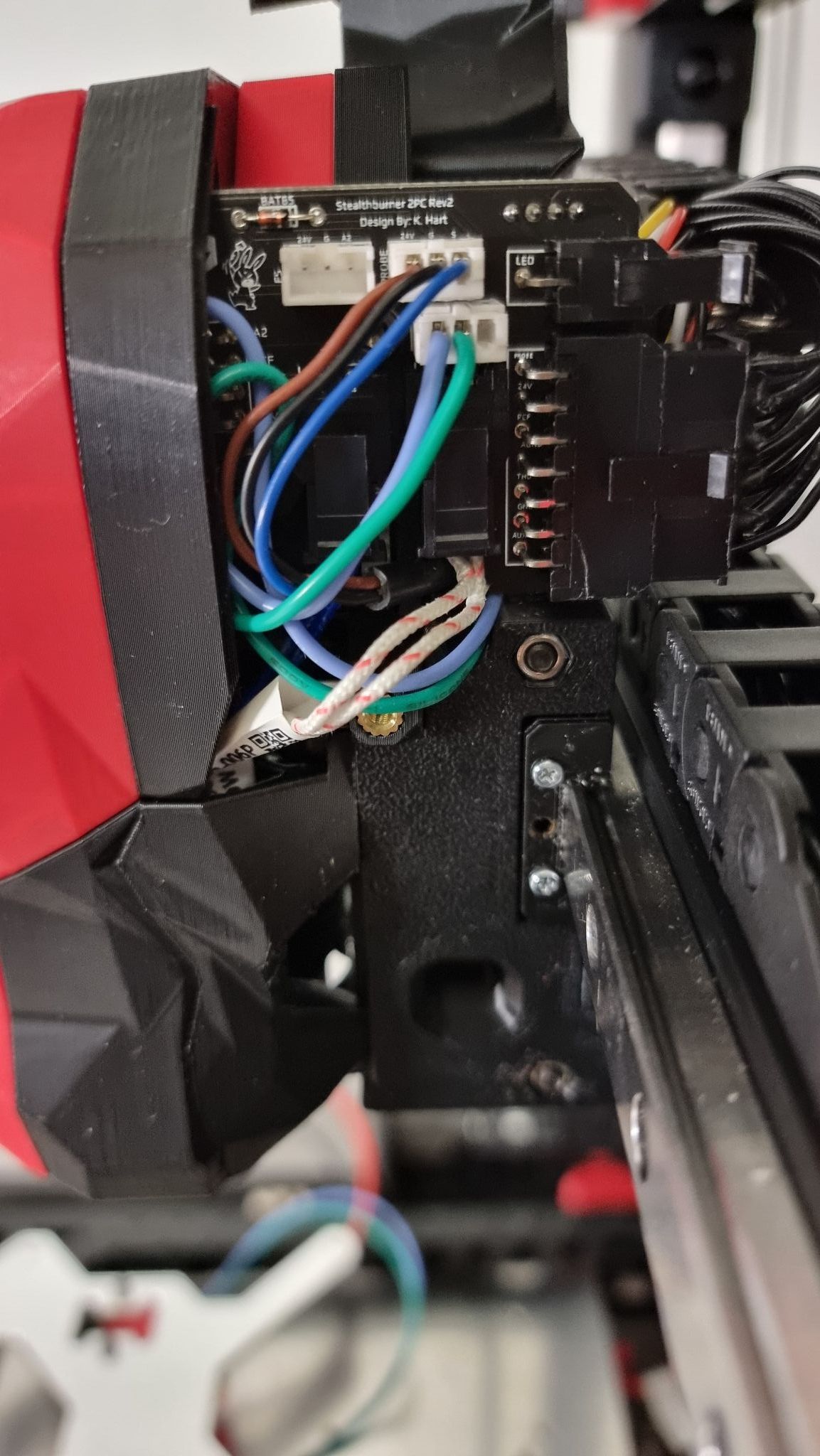
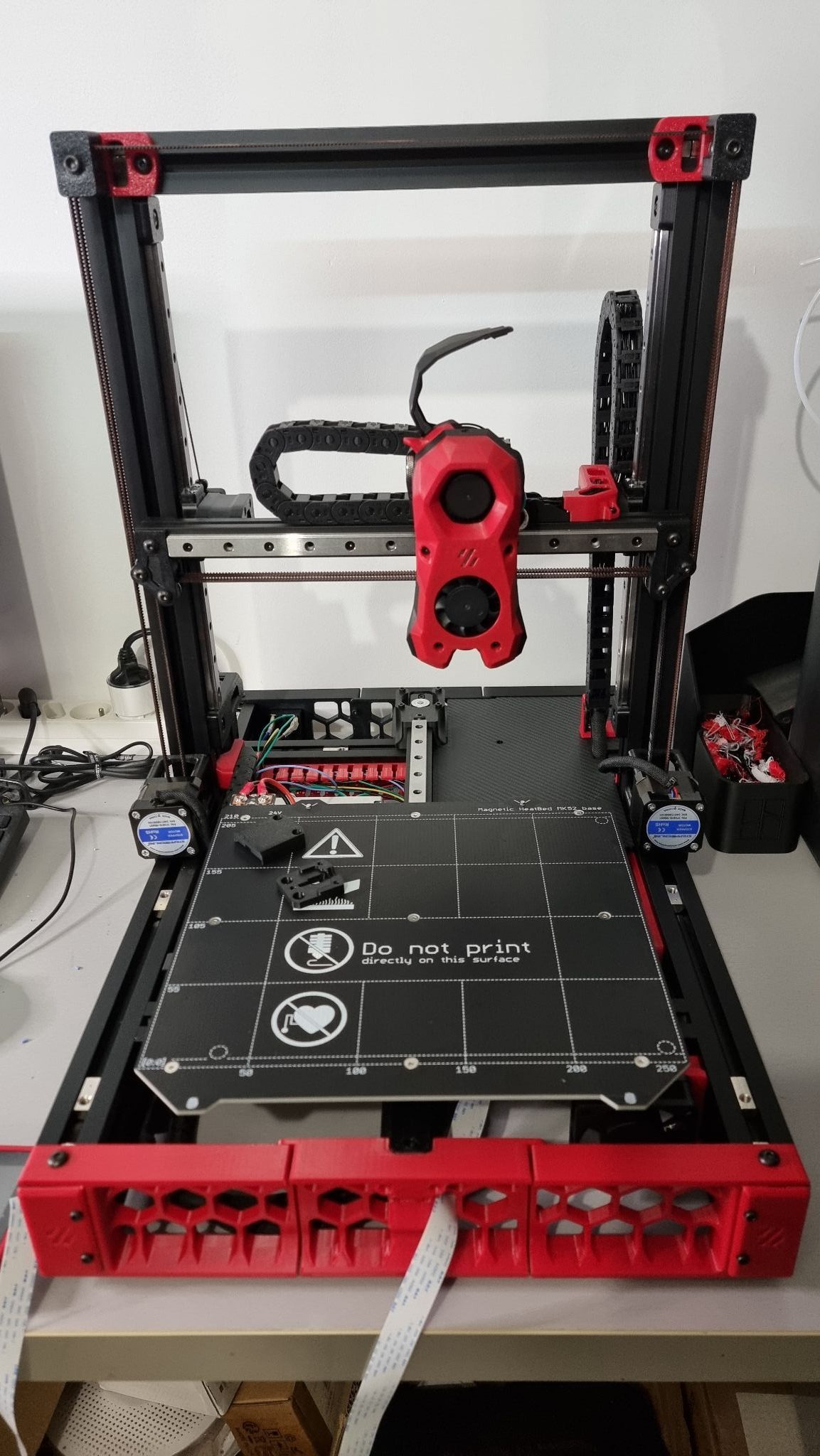
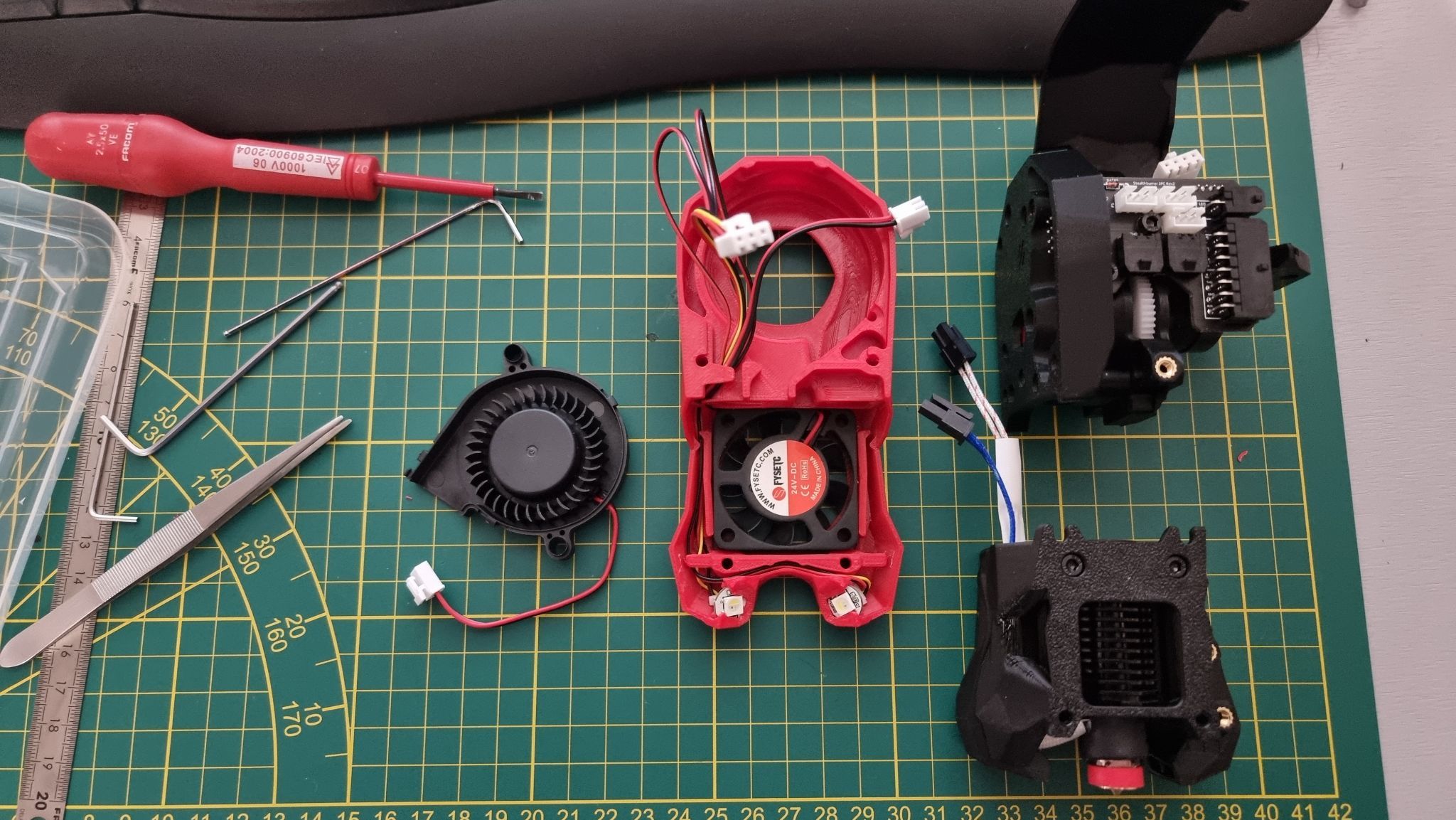
Bonjour. Je me suis lancé dans la construction d'un Voron Switchwire que je source moi même. Configuration d'origine Voron sauf : Ecran tactile BTT 5 pouces avec Klipperscreen StealthBurner avec pcb HartK en 2 parties + câble précablé HotEnd E3D revo Voici quelques images : J'ai remis le capteur dans le bon sens plus tard ! L Entre temps la façade est devenue rouge. La partie mécanique et la partie électronique sont terminées après 2 mois de bricolage tranquille.

 1 point
1 point -
@MLS3D Inscrit il y a 7 heure pour mettre 1 message même pas une présentation et c'est pour faire de la pub d'un filament dans un poste de 2017 d'une marque concurrente.... rien que pour ça, je n'achèterai pas de ton truc...1 point
-
Je pense qu'il faut commencer par résoudre ce problème avant de chatouiller le profil de Cura . Est-ce que le filament avance régulièrement à l'entrée de l'extrudeur quand tu demandes d'extruder 50mm? En passant, par sécurité, tu devrais plutôt envoyer les Gcodes suivant pour extruder à vitesse lente: G91 T0 G1 E50 F120 Est-ce que tu n'observes pas des arrêts de défilement du filament? ce qui voudrait dire qu'il y a un blocage soit au niveau de l'extrudeur soit au niveau de la tête et plus particulièrement dans le bloc de chauffe (bloc en alu dans lequel est visé la buse: Si tu as l'occasion de démonter le bloc de chauffe, est-ce que tu pourrais fournir des photos pour voir l'entrée du filament et à la sortie (taraudage pour la buse)?1 point
-
J'y suis allé une journée et ça n'a pas suffit - J'y suis retourné un 2e jour... on pourrait y passer la semaine pour prendre le temps de bien tout regarder Pareil pour le Bourget (penser à prendre la visite du Concorde et surtout à faire le planétarium c'est génial et les enfants vont adorer) Pas très loin de chez moi, le Musée de l'Aventure Peugeot qui vaut le détour aussi. Et... si un jour tu vas au Japon : le Musée ferroviaire de Kyoto. Gigantesque et absolument génial : non seulement de nombreux modèles de locomotives sont exposés, mais tous les aspects techniques de ce qui touche au ferroviaire sont présentés en détail, avec de nombreuses pièces détachées animées et pas mal de maquettes. Là aussi, on peut y passer plusieurs jours.1 point
-
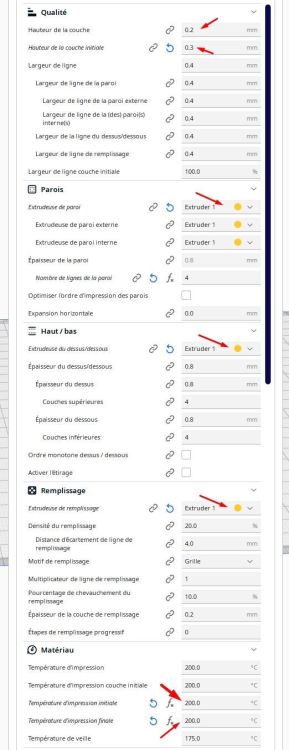
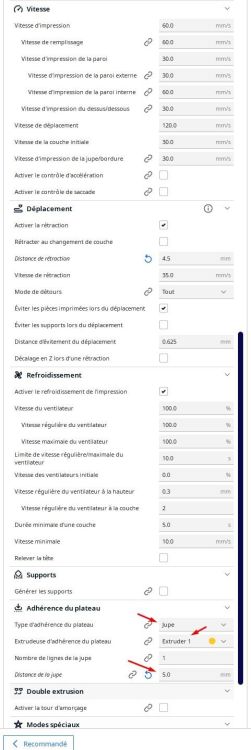
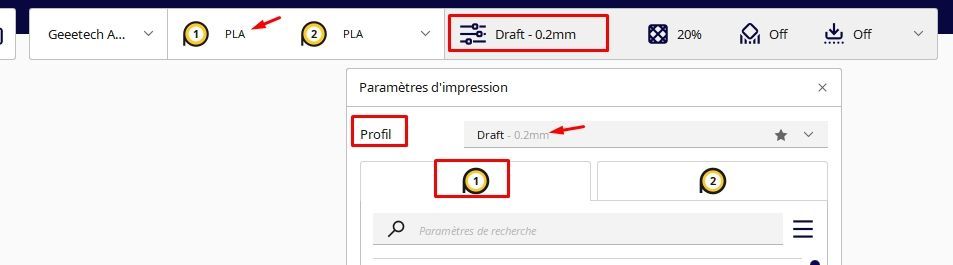
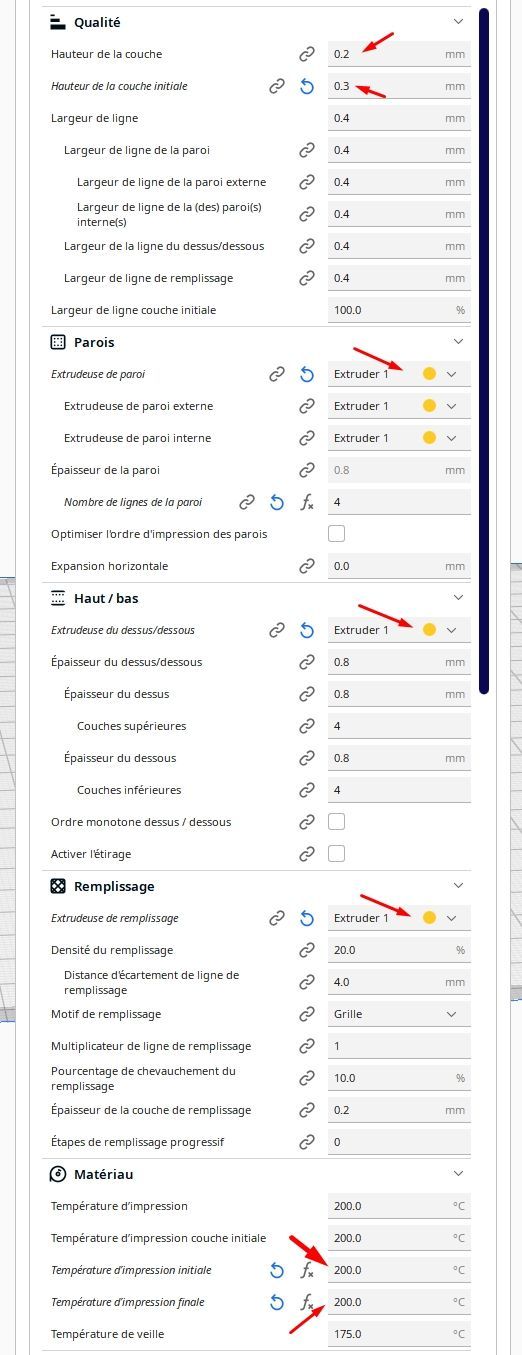
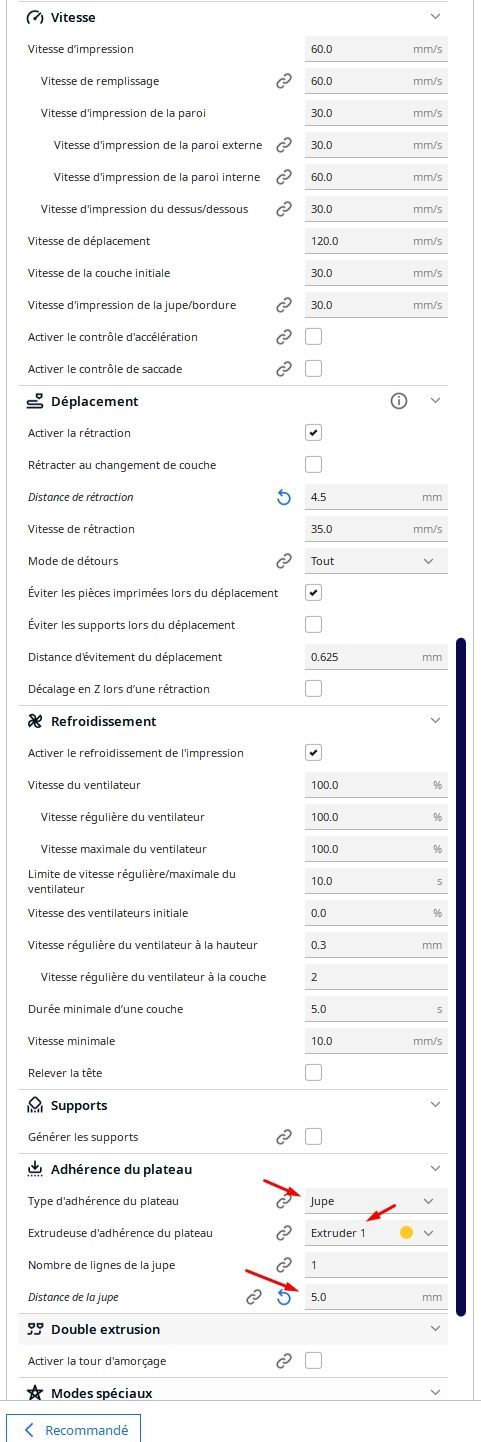
C'est quoi ce nouveau profil ???? Utilise le profil par défaut en mode draf. Comme sur les images. Je n'ai pas modifié grand-chose. Pour voir plus de paramètres, met en "Mode Advanced" ou "Expert".
 1 point
1 point -
Edit => J'ai reçu le code de réduction1 point
-
Je vais attendre la réponse de Sovol. Si elle tarde trop, je ferais sonner le câble avec le connecteur. Bonne soirée1 point
-
Je te conseille de ne pas t'éparpiller et commence par faire marcher parfaitement un extrudeur. Le 1 . Essai d'imprimer une pièce correctement. Le benchy. Vérifie qu'il y ait suffisamment de pression sur le ressort de l'extrudeur 1 pour pouvoir pousser le filament correctement . Il y a une vis de réglage normalement. Si tu utilises cura , envoi une capture d'écran des paramètres d'impression que tu utilises. Le problème est que je ne sais comment fonctionne ta tête d'impression avec deux entrées. Je suppose qu'il faut du filament dans les deux entrées pour éviter que le filament de l'extrudeur qui imprime ne remonte pas dans l'autre. J'ai vu que par defaut, le profil cura de A20m n'était pas correct. Ils ont mis 0.8 en rétraction, alors que tu es en bowden, c'est pas possible. Cette valeur c'est pour un extrudeur en directDrive. Essai d'imprimer ce benchy que j'ai slicer avec cura. J'ai ça fait vite fait, il se peut qu'il y ait des erreurs . T'as juste à l'envoyé à l'imprimante sur l'extrudeur 1. GA_3DBenchyA20M.gcode1 point
-
Ce serait donc bien un câble surnuméraire pour un détecteur de filament, (SV06) Même nappe que sur la SV06 et même PCB de hotend, Après pour être sûr et certain tu peux sonder les deux prises entoi !1 point
-
J'ai fait avec celle-ci - mais je vais tester en augmentant peu à peu
 1 point
1 point -
Salut @olivierxp13 un offset reste en mémoire et ne change pas sans intervention, ce qui implique un soucis physique ici et pas soft du coup. Je vois 2 raisons possible a cela un capteur de nivellement inductif défaillant dont la sensibilité fluctuerait cela peux arrivé mais reste logiquement assez peu fréquent avec ce type de capteur. La second raison est bien plus probable et est lié a l'assemblage en usine, j'ai constater une qualité d'assemblage fluctuante d'une machine a l'autre je présume que cela est lié a l'individu qui en avait la charge , si l'extrudeur est mal vissé ou le capteur de nivellement inductif, alors lors d'un impression ce dernier peux bouger qui fausserait l'offset lors d'un second print. Je serais toi la première chose que je ferais est de démonter le cache et vérifier que la tête d'impression est parfaitement assemblé vissé.1 point
-
Bonjour @mich0111 Je n'ai pas cette imprimante, bizarre Sur ta prise volante il y a DET comme détecteur de filament ! elle irait donc selon le plan de la carte du manuel utilisateur sur celle à trois broches à côté Nozzle 24 V. Après tu as déjà quelque chose de brancher sur cette prise. Cela donne quoi en essayant de suivre les câbles .
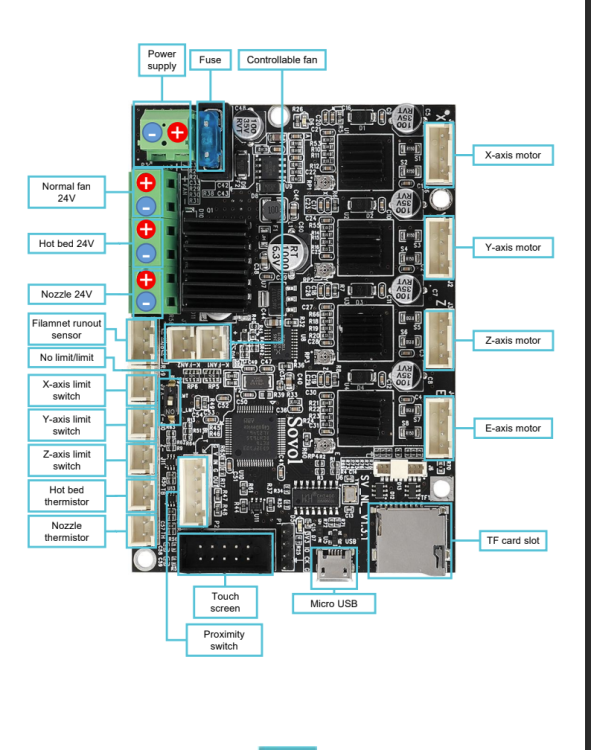 1 point
1 point -
Salut et Merci Jean pour ta réponse. Le problème est que d’une impression a l’autre, le Zoffset n’est pas bon. Par exemple, après avoir fait la procédure de réglage du Offset et du leveling, manu avec la feuille et auto pour le mesh, j imprime un carré de 5 cm de côté sur 0.25 mm de haut au centre du bed. Cela me permet de voir si le réglage est bon et de peaufiner l’état de surface de ma première couche. Donc première impression de ce carré : je me rends compte qu’il est par exemple trop écrasé avec des crêtes etc, je règle en live le zoffset en éloignant la buse du bed jusqu’ à ce que la surface soit lisse. A ce stade là je suis content. Je sauvegarde le nouvel Offset et je vais refaire la même impression, je ne laisse même pas le bed refroidir. Je relance directe après l’avoir enlevé. Donc en théorie, l’impression du carré numéro 2 devrait être parfaite, lisse et bien collée. He ben non, elle peut être encore trop décollé ou trop appuyé c’est pour ça que j’ai exposé mes valeurs de PROBE_ACCURACY. L’amplitude pour un même point de mesure varie de 0.1 mm. C’est énorme! D ailleurs dans la doc de Klipper, on peut lire ce paragraphe : Si les résultats du test indiquent une plage de valeur supérieure à 25 microns (0,025 mm), la sonde n'a pas une précision suffisante pour les procédures de nivellement de lit typiques. Il peut être possible de régler la vitesse de la sonde et/ou la hauteur de départ de la sonde pour améliorer la répétabilité de la sonde. La commande PROBE_ACCURACY permet d'exécuter des tests avec différents paramètres pour voir leur impact - voir le document G-Codes pour plus de détails. Si la sonde obtient généralement des résultats reproductibles mais présente une valeur aberrante occasionnelle, il peut être possible d'en tenir compte en utilisant plusieurs échantillons sur chaque sonde - lisez la description des paramètres de configuration de la sonde samples dans la référence de configuration pour plus de détails. Donc 0,025 c est la limite tolérable moyenne et moi ca monte a 0,1mm, presque 5 fois plus... Ca veut dire qu’ un coup ma première couche sera potentiellement Zoffset + hauteur premiere couche = 0.2 et des fois 0.3 ou 0.1,bref, c’est pas fiable pour imprimer correctement. A ce stade je ne remets même pas en question le mesh du bed leveling car c’est une toute petite surface d’impression autour de la prise de mesure de l origine de l axe Z. Dans l’absolu j’arrive à imprimer, ça marche bien, mais je dois constamment ajuster l’offset en cours d’impression et cela à chaque fois que j’imprime... ET donc rester devant pendant l’impression de la première couche, c est d’ailleurs comme ça que j’ai bouché ma buse la première fois : J’avais tous réglé pile poil, je lance une impression en me disant, pas besoin de vérifier, la couche est parfaite maintenant ca va le faire et ben erreur… Quand je suis revenu c’était l’apocalypse, la première couche n était pas assez écrasée donc quand la buse est repassée pour la seconde couche ca a tout arraché et fait un magnifique colombin jusqu’ a l entrée du Hotend. J’ai envoyé un ticket chez Artillery, j’attends la réponse.1 point
-
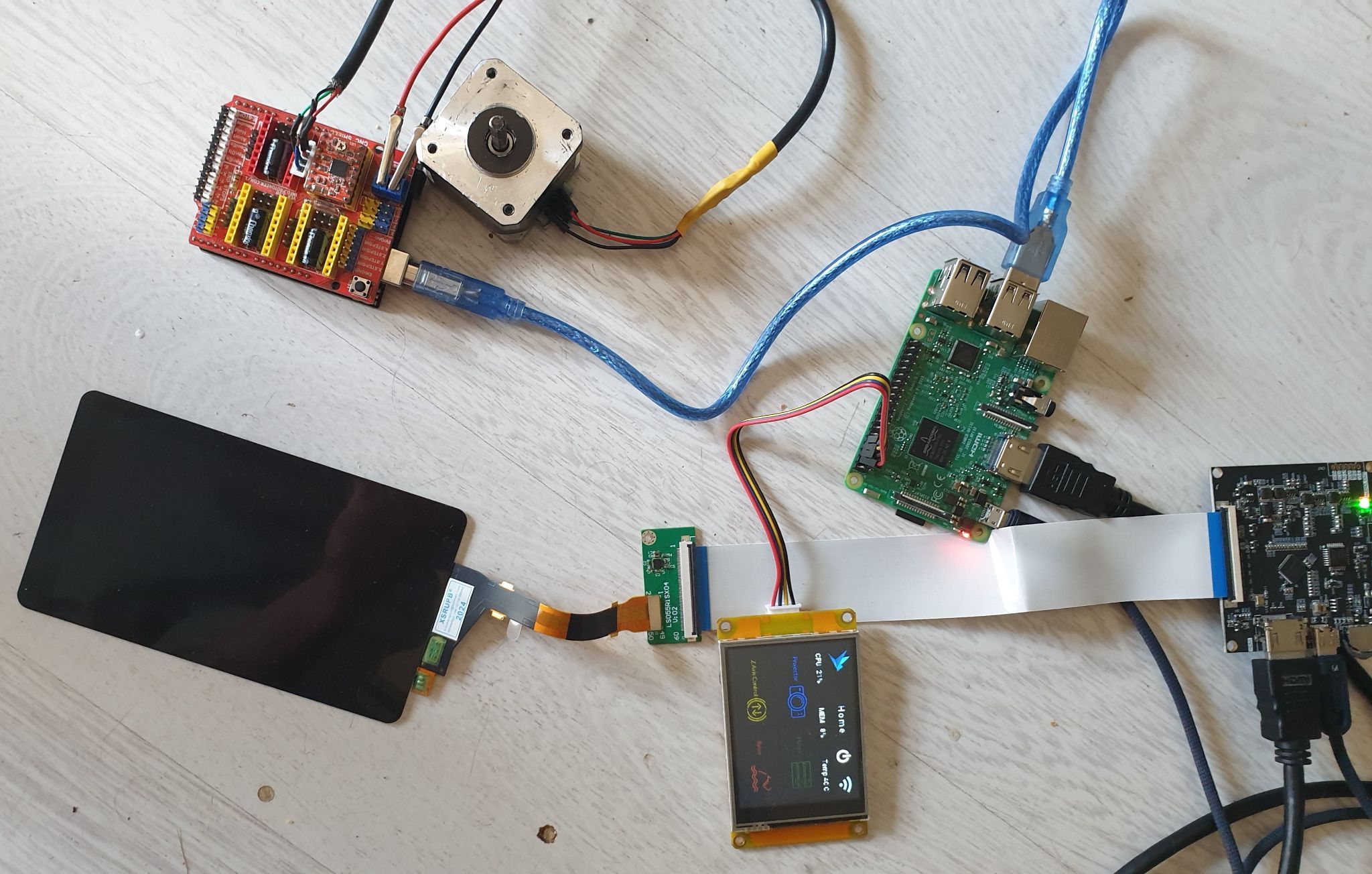
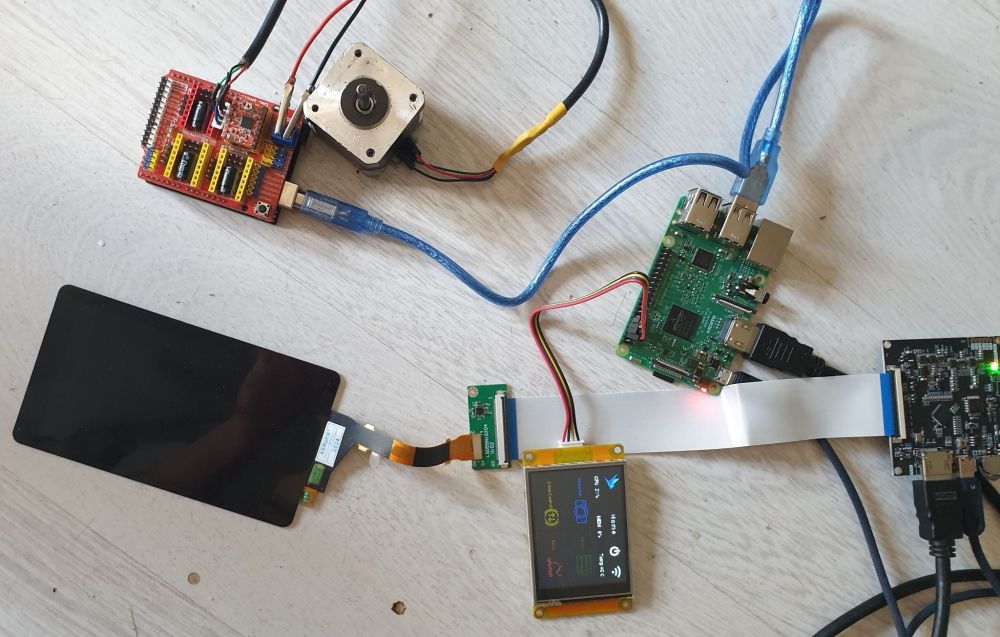
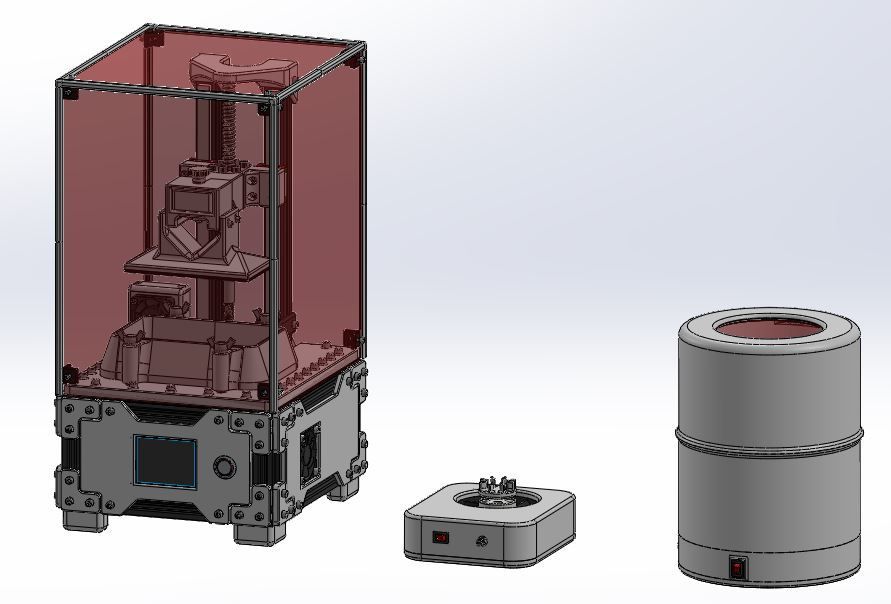
L'électronique est terminée et est entièrement fonctionnelle après beaucoup d'heures passées dessus, c'était la première fois que j'utilisais une carte Raspberry La Raspberry donne les instructions gcode au shield et gère l'écran tactile + l'écran d'impression par HDMI. Le shield Arduino s'occupe du moteur, de l'endstop et de l'allumage des UV en PWM (commande M3 S///). (l'écran semble noir car le rétro-éclairage a été enlevé, mais il est parfaitement fonctionnel) Niveau configuration : Grbl v0.9 modifié sur le shield Arduino v3, et NanoDLP sur la Raspberry PI 3B, écran tactile Nextion 2.8" et écran 2k 5.5" (LS055R1SX04) J'ai eu beaucoup de problèmes pour faire fonctionner l'écran tactile et encore plus de problèmes pour faire fonctionner l'écran d'impression par HDMI. Les paramètres à modifier sont principalement dans le "config.txt" du raspberry. Je le poste ici au-cas-où, vu que c'est un écran assez commun mais avec peu de documentation pour NanoDLP. Je ferais sûrement un tuto complet sur l'installation de NanoDLP sur Raspberry une fois que mon imprimante sera construite, car ça a été très complexe pour un novice comme moi Grosso-modo pour l'électronique, soit on utilise CreationWorkshop et un pc doit être branché en permanence à l'écran HDMI et au shield, soit on utilise une Raspberry pour remplacer le pc. L'avantage du Raspberry c'est qu'on a pas besoin d'un pc dédié à l'imprimante (oui, merci...), mais surtout qu'on peut lancer des impressions hors-réseau, sans slicer supplémentaire vu que NanoDLP en comporte un. On peut directement lancer des impressions depuis l'écran tactile, avec un .stl présent sur une clé USB, c'est ce que je voulais absolument pour mon imprimante. --- EDIT: Une station de lavage (agitateur magnétique) et une station de polymérisation ont aussi étés modélisés
 1 point
1 point -
déjà cette partie là n'est pas 'normale' sur le plexi j'utilise du pétrole qui lubrifie et évite les gros paquets (l'air comprimé marche aussi, mais ça en met de partout ...)1 point
-
Suite: ils m’ont demandé de refaire une photo de l’arrière de la machine avec le SN bien visible, j’avais pas fait attention à cela. J’ai renvoyé des photos et eu la réponse super rapidement : Dear Bambu Lab Customer, We would like to express our sincere gratitude for your understanding and cooperation throughout the entire process. We truly appreciate your support. Furthermore, we have processed your discount code request. Within the next 2 business days, you will receive an email containing the discount code from us via sales@mail.bambulab.com. Should you have any further inquiries or require assistance, please feel free to submit a ticket through our support center. We are committed to providing you with the best possible service. Best regards, Bambu Lab Customer Support Team1 point
-
Je ne suis pas d'accord, c'est caricatural. D'abord l'art et la technique ne sont pas "diamétralement opposés"... il y a de la technique dans l'art et aussi parfois de l'art dans la technique. Par exemple Léonard de Vinci... Beaucoup de grands scientifiques et de grands inventeurs étaient aussi des artistes. Dans la technique aussi on a besoin des deux, de l'ancien et du moderne, ça se complète très bien, et ça permet d'avoir plusieurs cordes à son arc. Car quand on n'a qu'un marteau, tout ressemble à un clou : - Un bricoleur allergique aux nouvelles technologies va tout faire avec des moyens classiques. - Quelqu'un qui n'a jamais bricolé mais a juste une imprimante 3D va tout faire avec - Si tu sais faire les deux, tu va utiliser judicieusement chaque technique. J'ai imprimé plusieurs pièces en 3D pour compléter un objet, un meuble ou une partie de la maison faite avec des techniques ayant pas mal d'années. Plus généralement, en pensant en dehors du cadre, on peut sortir d'une impasse en utilisant une technique autre que la technique principale du projet sur lequel on travaille : par exemple un projet au départ 100% mécanique peut finalement être sauvé en ajoutant un peu d'électronique dedans ; inversement, une machine avec une partie qui donne du fil à retordre à automatiser peut parfois trouver une solution mécanique simple. Il serait très utile que les élèves et étudiants en filière technique visitent le musée des Arts et Métiers, le musée du Bourget, et le chantier médiéval de Guédelon. Pas pour leur dire "c'était mieux avant", mais au contraire "voyez d'où nous venons, et regardez toutes ces trouvailles parfois un peu oubliées, ça peut vous être utile pour un de vos projets" Là aussi, les deux débats se complètent. Le progrès et la recherche d'utilité pour des solutions techniques n'empêche pas de réfléchir sur les mésusages possibles et les limites nécessaires. Si l'on écoutait les libéraux et patrons de startup il faudrait supprimer toutes les lois - sauf celles qui les protègent, bien entendu La liberté des uns s'arrête où commence celle des autres. Réglementer est nécessaire pour équilibrer les rapports entre entreprises, clients, salariés, riverains ; et aussi les rapports client/fournisseurs entre différentes entreprises. Un monde sans normes pénaliserait beaucoup d'entreprises en faveur de quelques multinationales. Science sans conscience n'est que la ruine de l'âme. Je suis adepte des nouvelles technologies ce qui ne m'empêche pas de soutenir le travail de la CNIL et de la Quadrature du Net, et parfois de ne pas utiliser une nouvelle technologie dans un cas précis. Les mauvais usages peuvent aussi tuer une technologie, les mauvais utilisateurs engendrant inévitablement des restrictions qui pénalisent tout le monde.1 point
-
Tu mélanges l'artistique et la technique, deux domaines diamétralement opposés. Le premier est éternel, mais le second est dirigé vers l'avenir. Nous sommes les champions de l'immobilisme, dés que l'on amène des nouveautés, c'est une levée de boucliers et plus tard on ne peut plus s'en passer. Il y a plus de quarante ans lorsque les calculatrices de poches ont déferlées sur le vieux continent, j'entendais les anciens hurler que c'était une catastrophe, que les jeunes ne sauraient plus compter. Lorsqu'enfin on a arrêté de nous bourrer le crane avec les départements, les préfectures, etc. ces mêmes anciens ont hurlés au scandale. Dernièrement, je suis allé à plusieurs conférences sur l'I.A. car je trouve cela passionnant. - Dans les conférences pour le grand public j'ai entendu les mêmes conneries qu'il y a quarante ans, "l'I.A. va nous rendre stupide, les jeunes ne réfléchiront plus, le chômage va explosé, etc. etc., il faut le bloquer, l'encadrer avec des normes". - Dans les conférences pour les cadres dirigeants et les jeunes ingénieurs, les questions étaient totalement différentes "comment allons nous intégrer l'I.A., quels sont les avantages pour chaque domaine, le médical, technique, commercial, etc."1 point
-
Salut Possibilté d avoir le fichier printer.cfg d une X4 plus pour comparer avec le mien. merci Plus besoin de fichier printer.cfg il a suffit que je renomme un ancien fichier opérationnel dans fluidd pour que ça redevienne normal.1 point
-
Ok je suis un peu nul sur ce coup là : au final c'était juste que je n'avais pas vissé à fond la vis correspondante sous le cache silicone
 1 point
1 point -
Salut, Avec beaucoup d'aide et de persévérance, l'imprimante fonctionne! Remplacement du LPC1769FBD100 par une personne équipée et compétente. 18€ht chez Conrad Flasher un bootlader nécessaire avant de pouvoir flasher firmware.bin dans le contrôleur vierge. Il faut un PC avec le logiciel FlashMagic relié à l'aide d'une interface FTDI au port UART de la carte Sunbeam. Le port UART0 de la carte est marqué "Serial", il faut souder des pins mâle sur 3v3, GND, TX et RX. On y relie l'interface FTDI en croisant RX et TX. La carte doit entrer d'abord en "mode flash" avec une procédure: Alimenter la carte avec l’interface FTDI Bouton reset (maintenu) Entrée P2.10 du microcontroleur à mettre GND (maintenu) Relâcher reset Relâcher la mise à la masse de P2.10 Charger le fichier .hex grâce au logiciel (38400 baud) Mettre brièvement P2.10 à 3.3V pour exécuter. Attendre 10s et presser reset → Le bootloader est installé Fichier . hex Procédure 3. Flasher le firmware.bin depuis la carte SD comme expliqué précédemment. → Le firmware est installé dans le contrôleur Le plus dur était de trouver toutes ces infos littéralement à travers toute la planète!
 1 point
1 point -
Hum, étant donné qu'il m'est très dificile de démonter la partie éléctronique, est ce que cela veut dire que je devrais installé un ventilateur pour poussé de l'air frais dans la partie éléctronique ? Ou alors il suffit de faire en sorte de garder la grille d'aération de la partie éléctronique ouvert vers l'extérieur du caisson avec une pièce imprimer en 3D et un trou dans le caisson, pour faire un genre de tunnel entre la grille et l'extérieur du caisson ? Comme ça la chaleur qui ce trouve dans la partie éléctronique pourra être expulsé vers l'extérieur du caisson, mais sans forcement faire entrer de l'air frais de l'extérieur.1 point
-
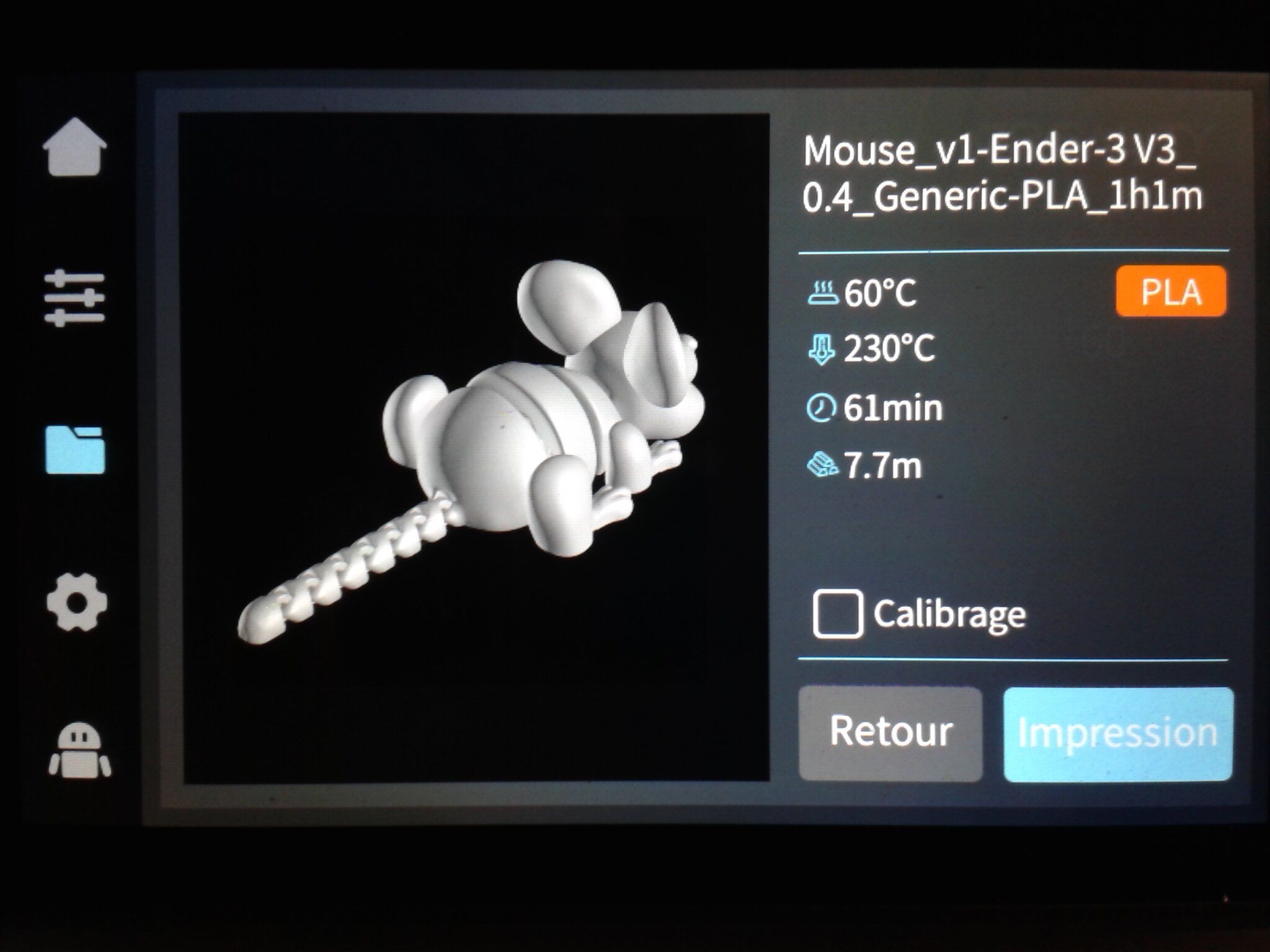
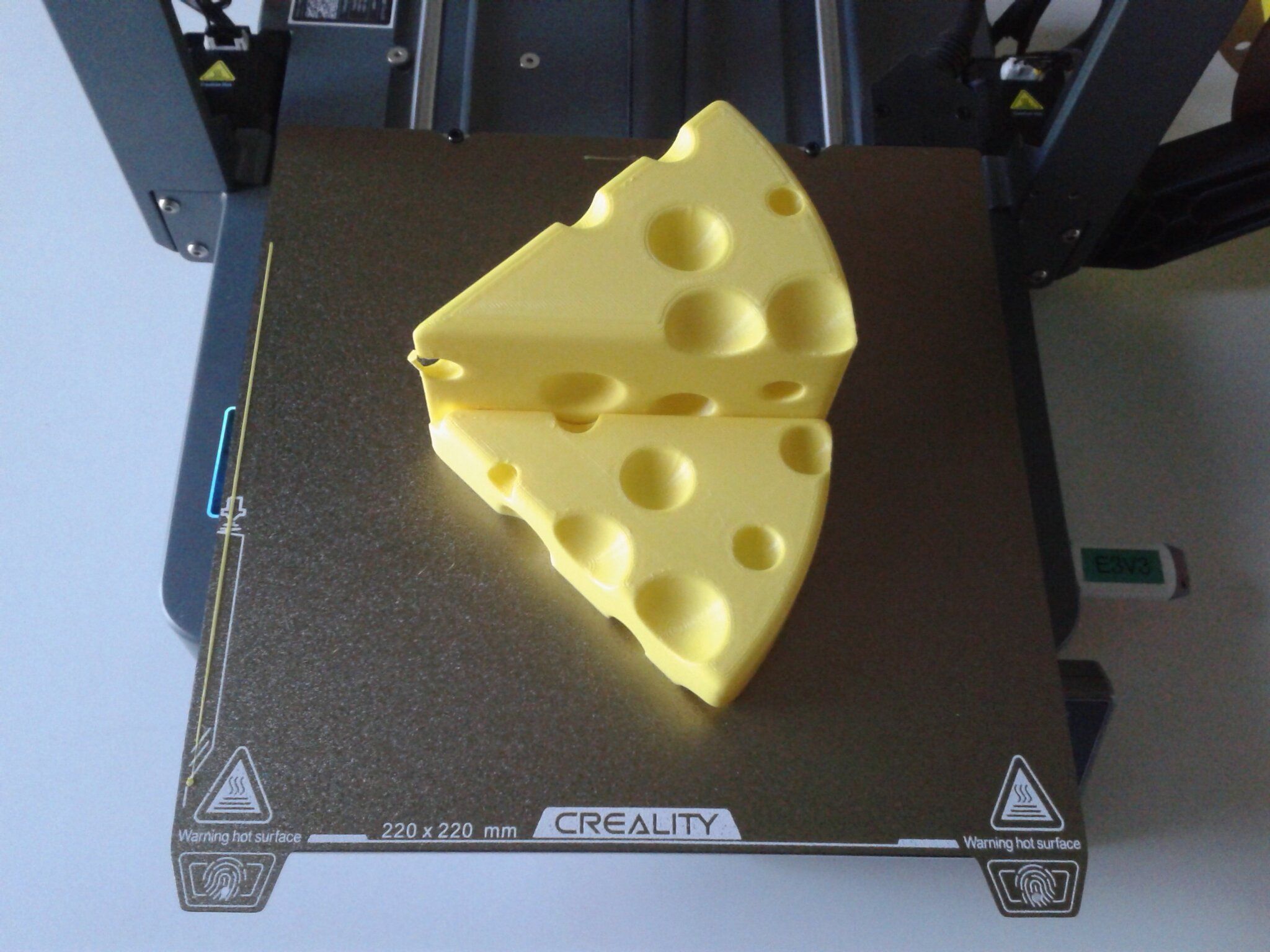
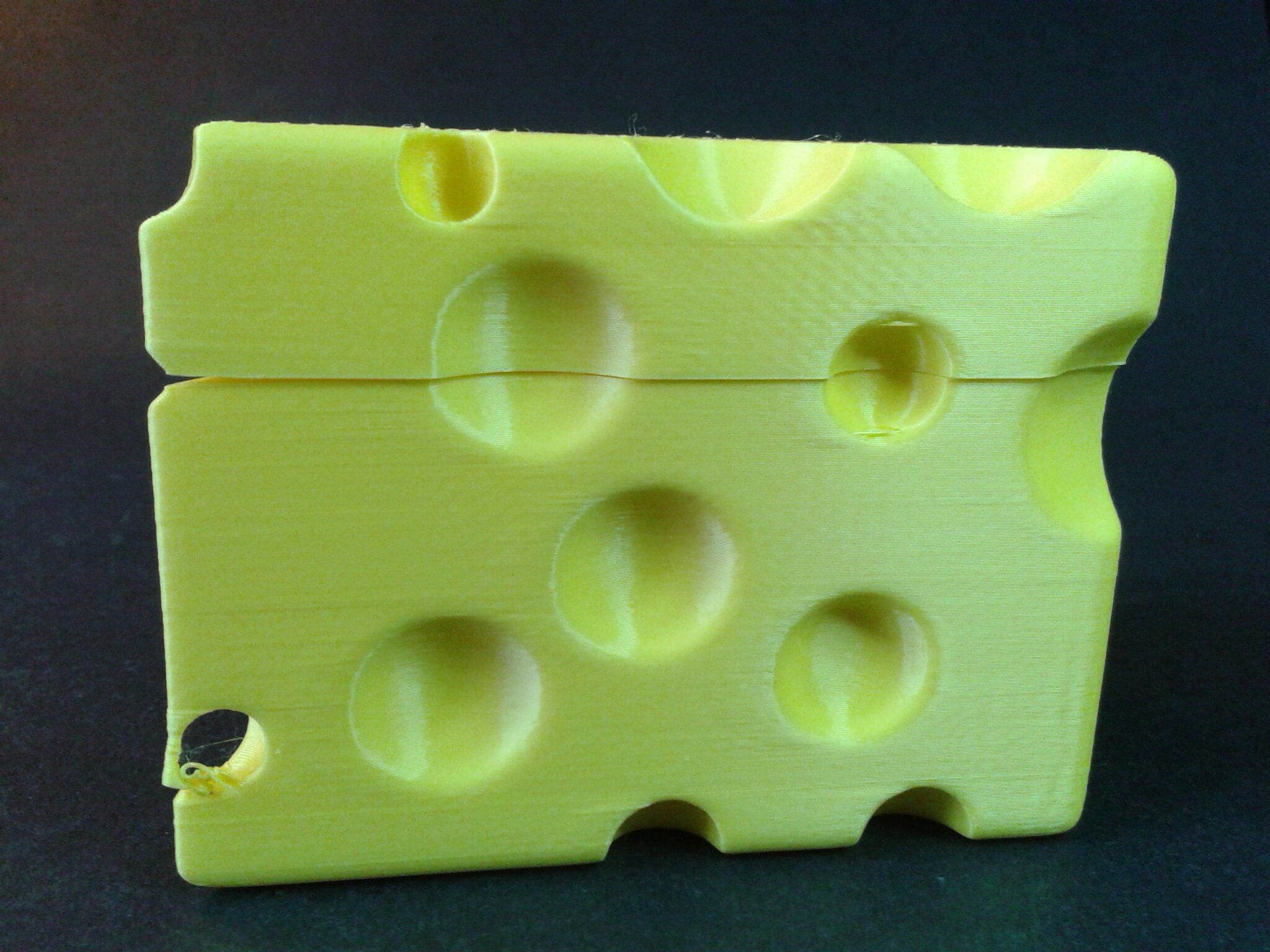
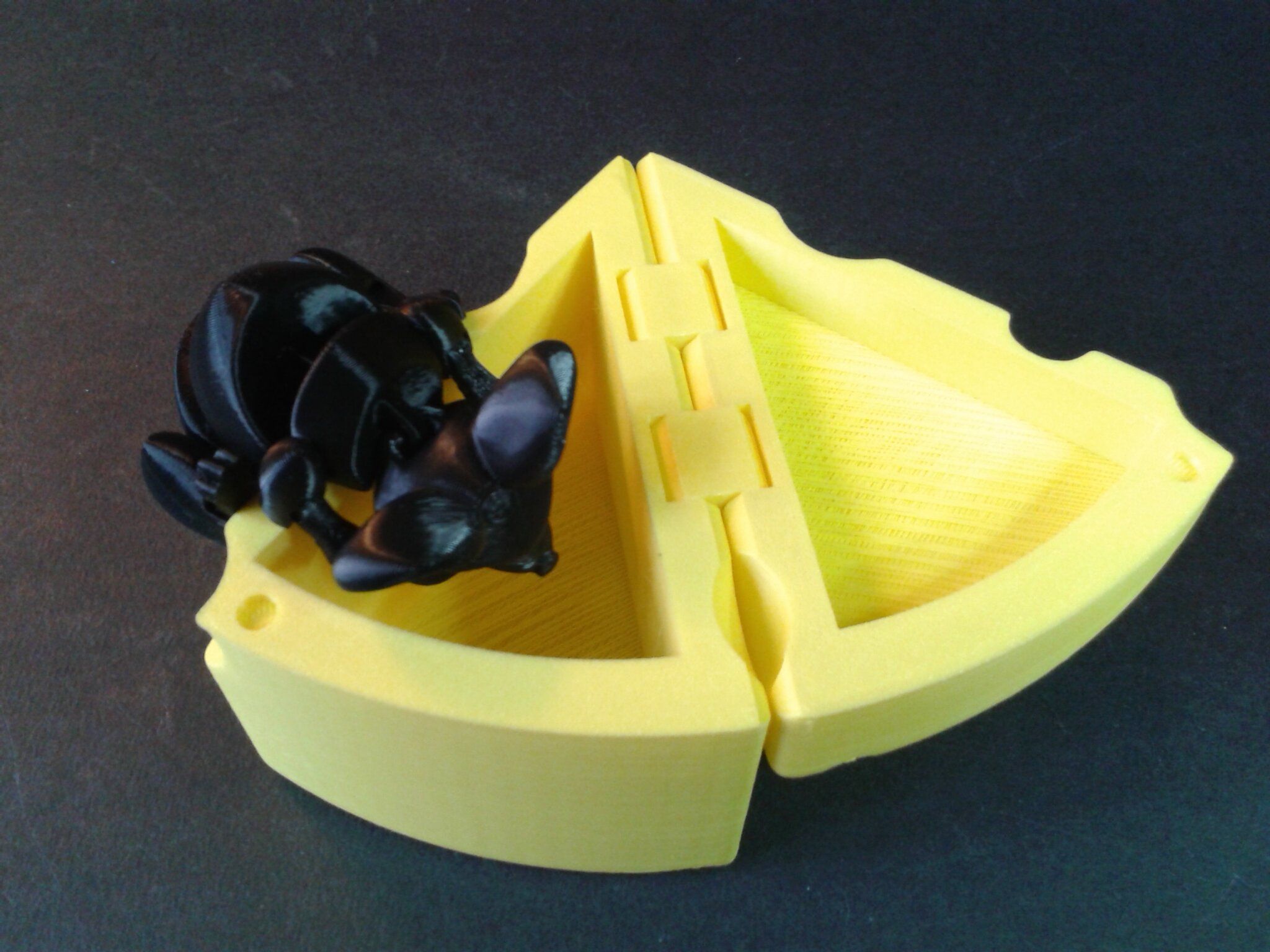
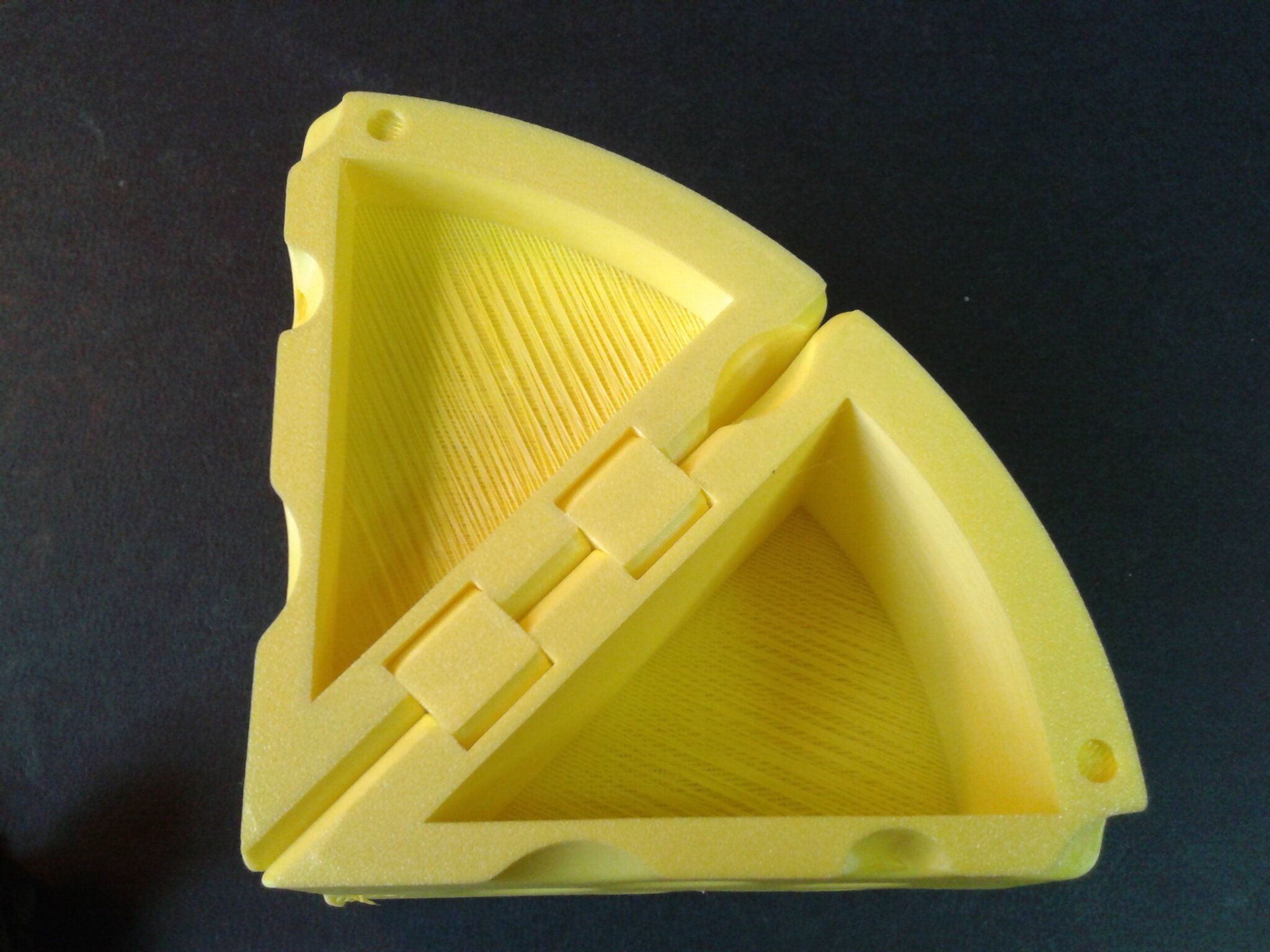
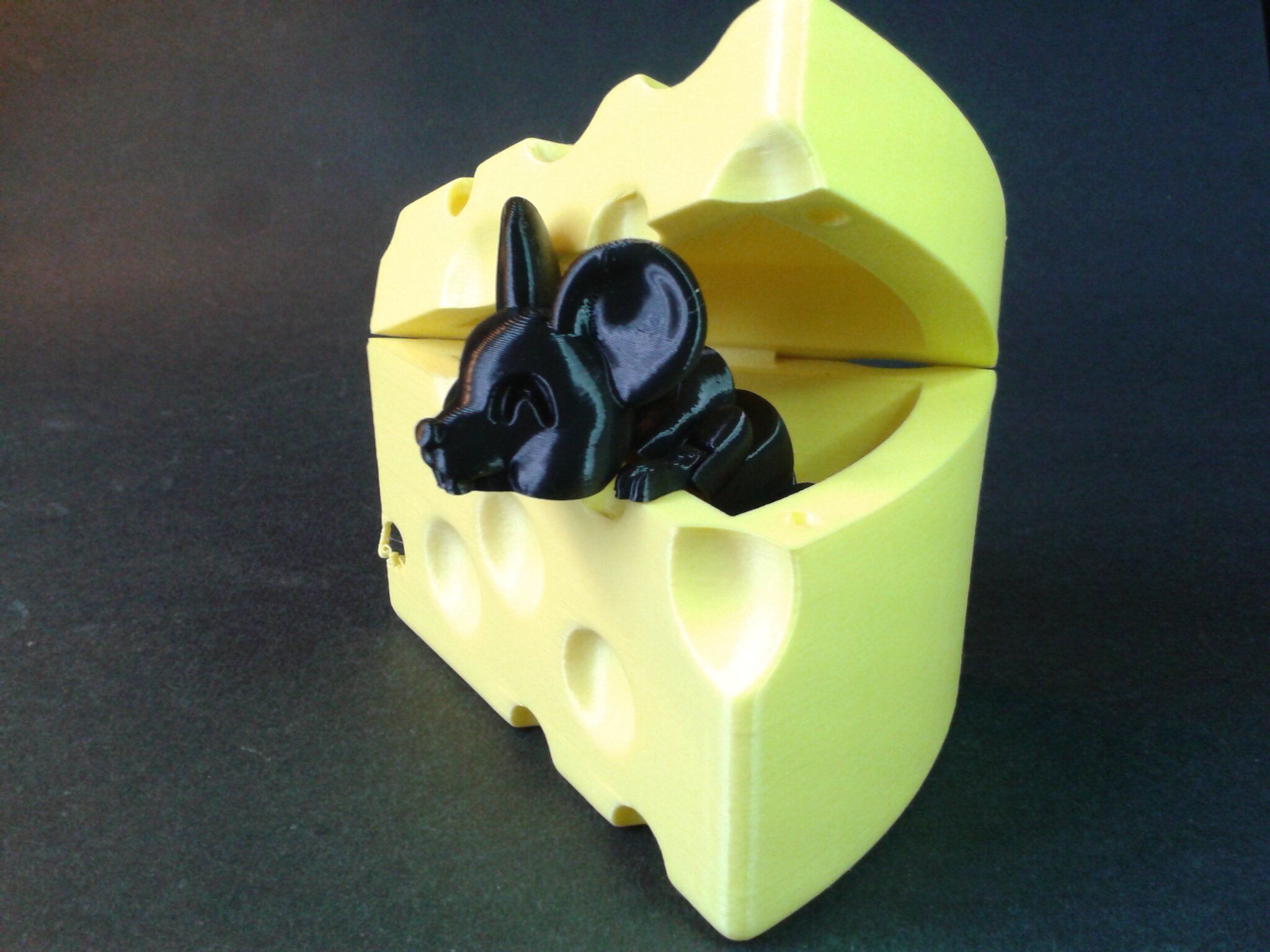
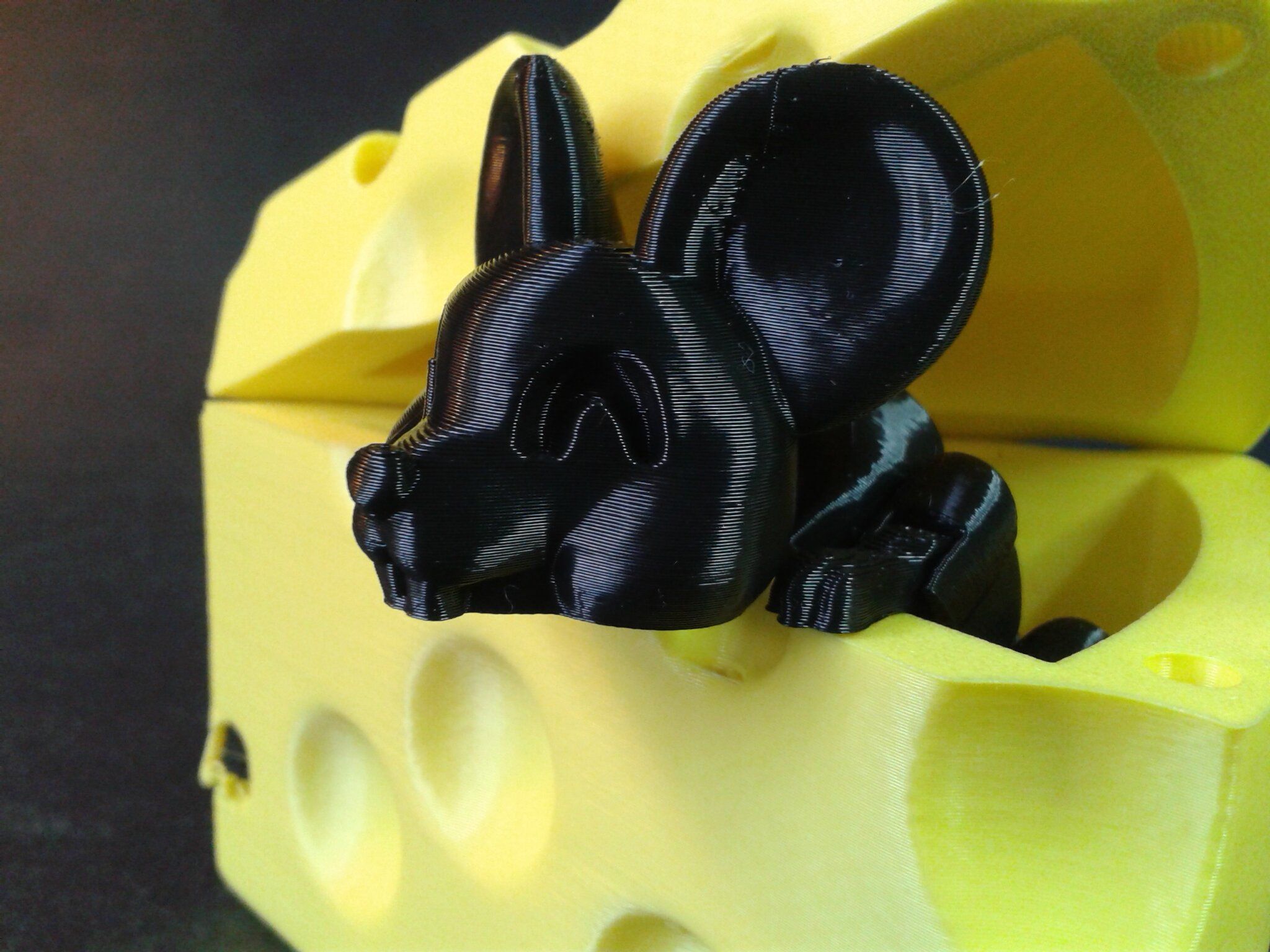
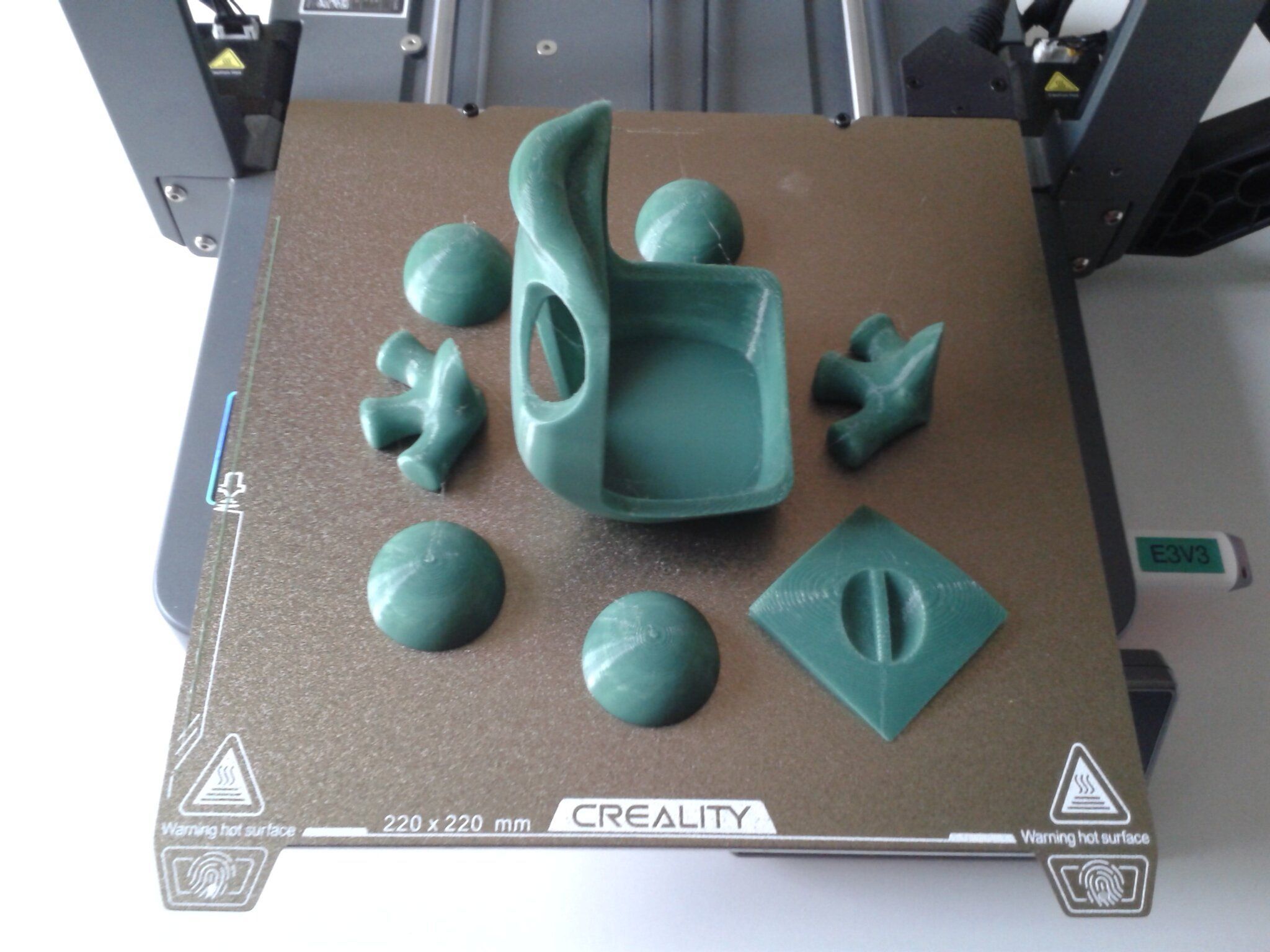
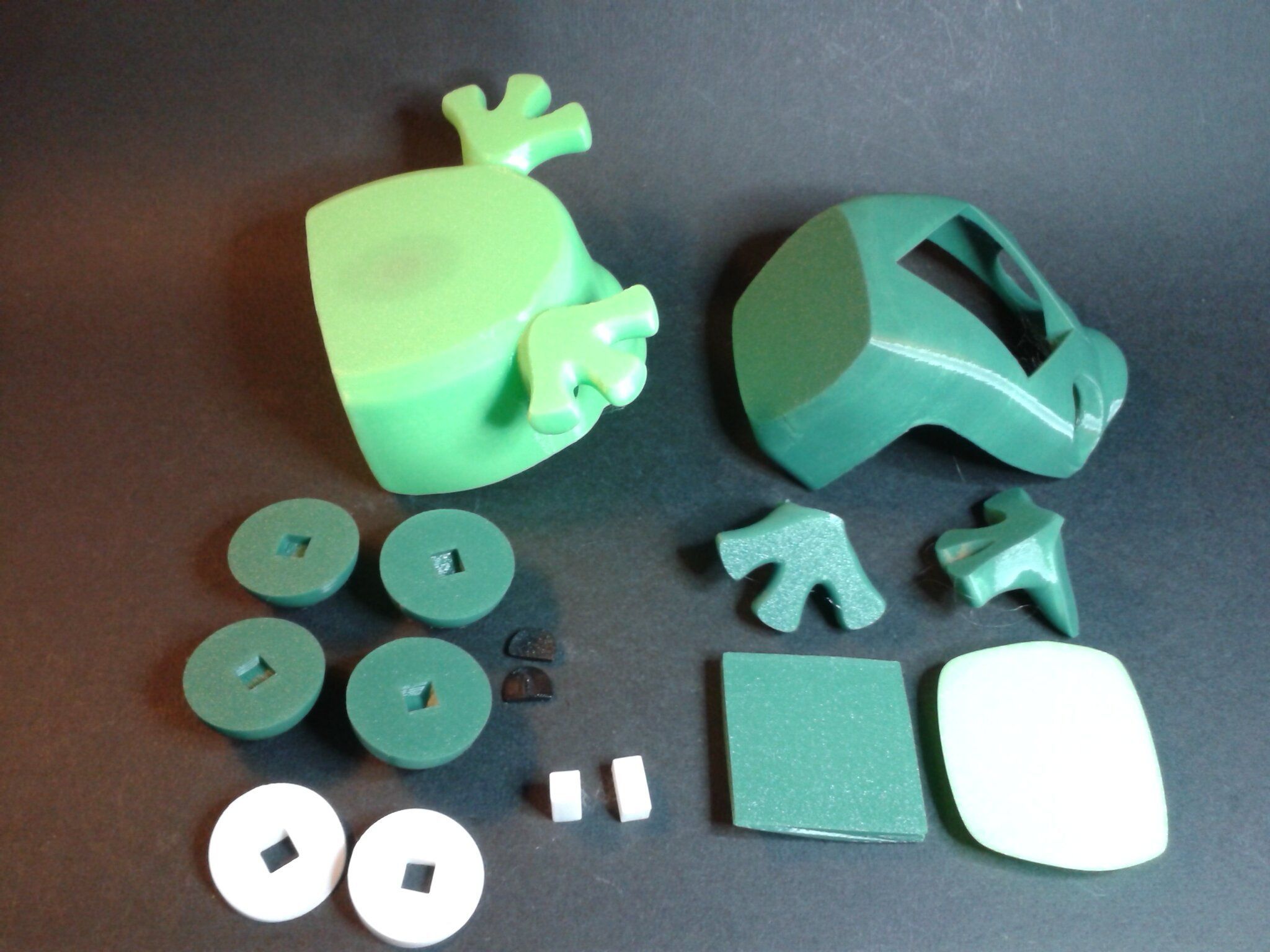
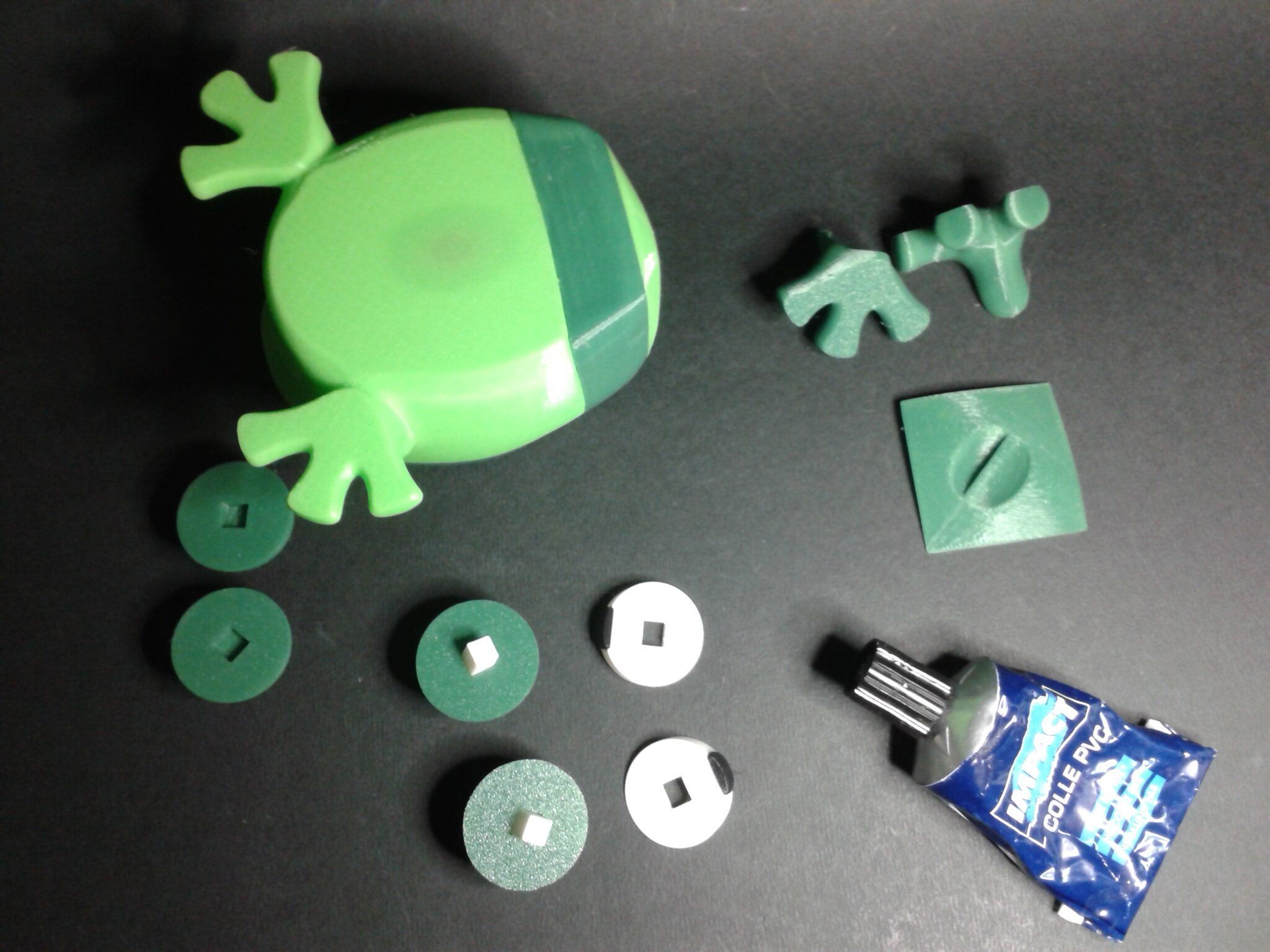
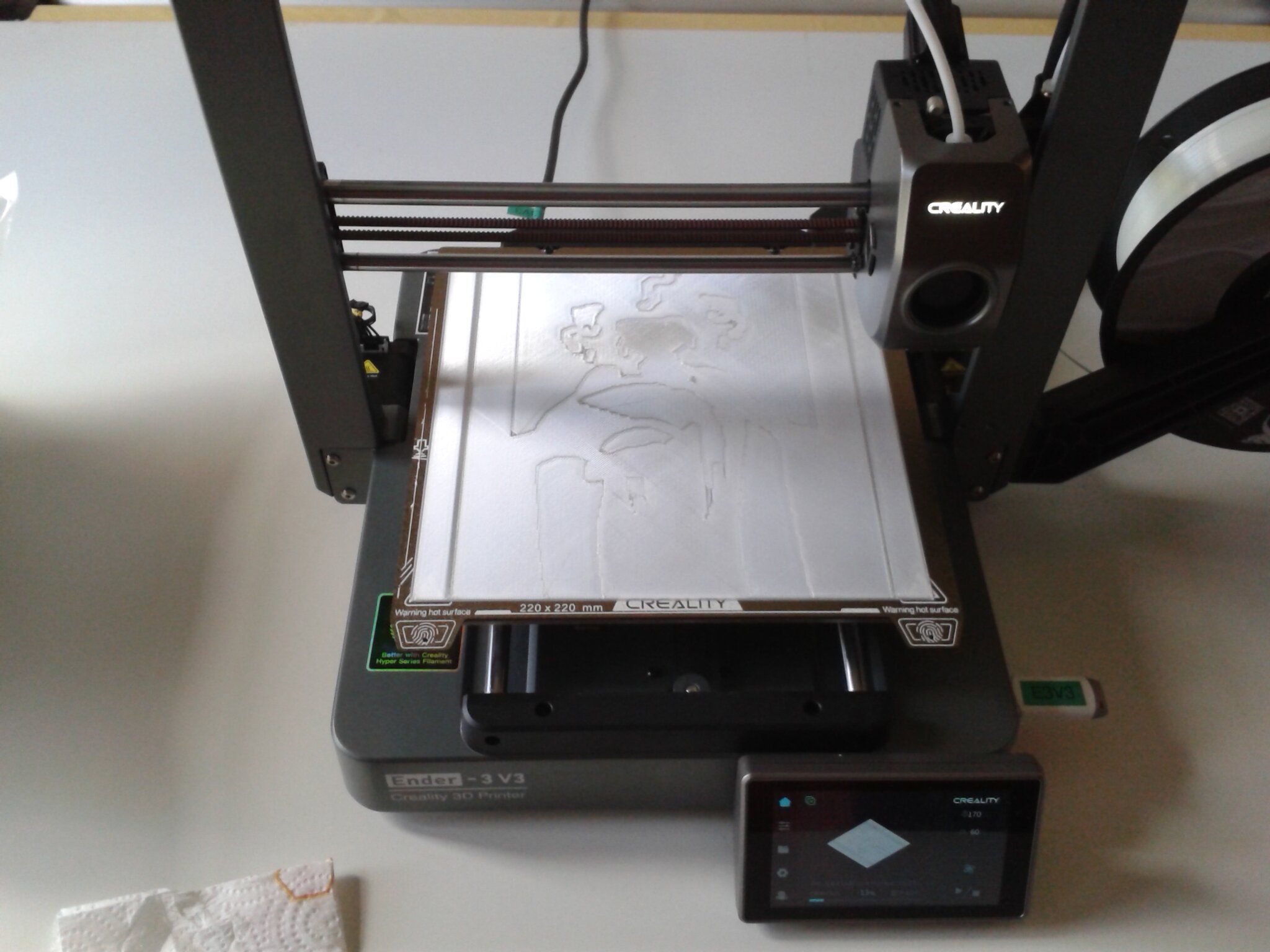
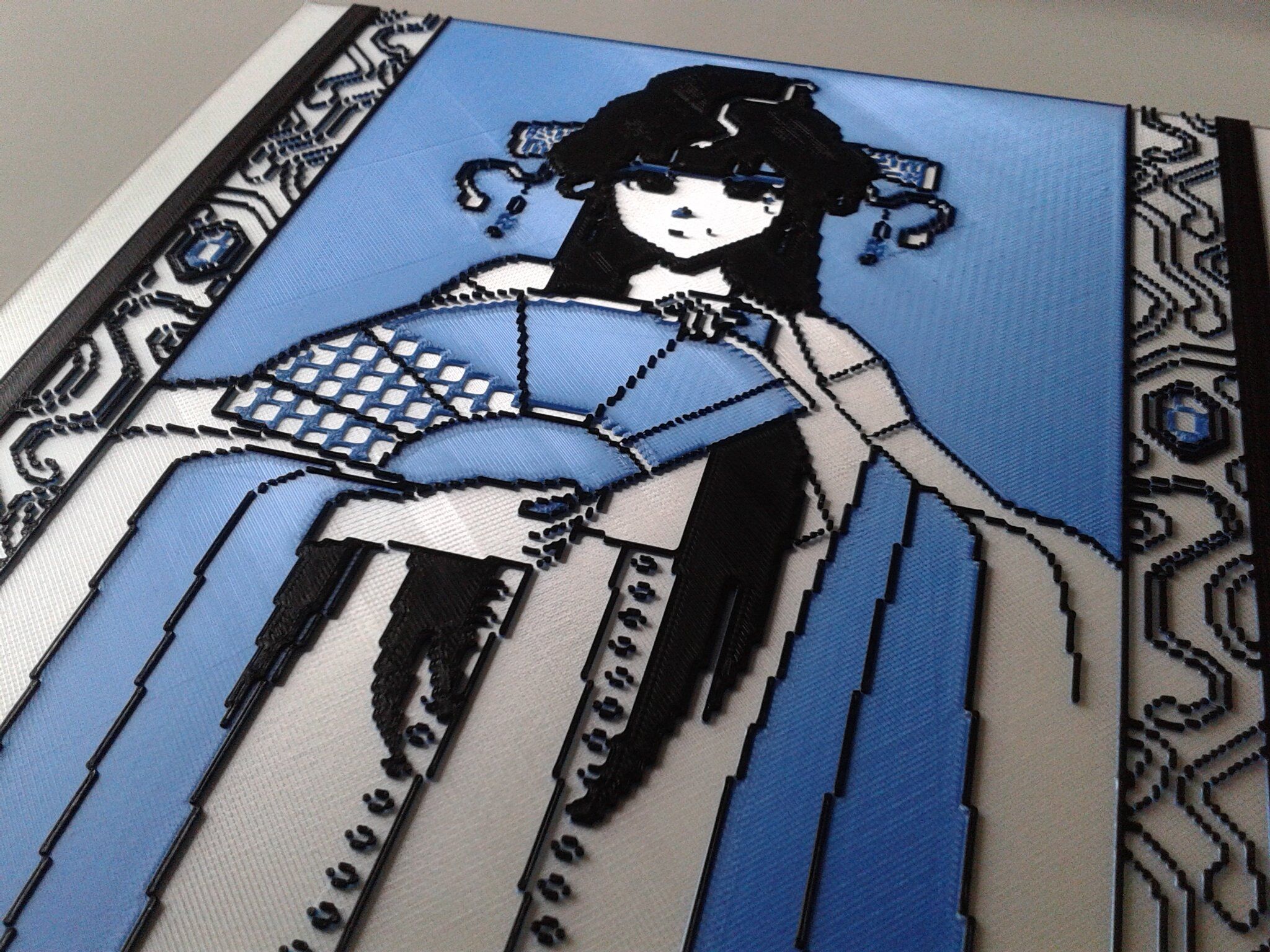
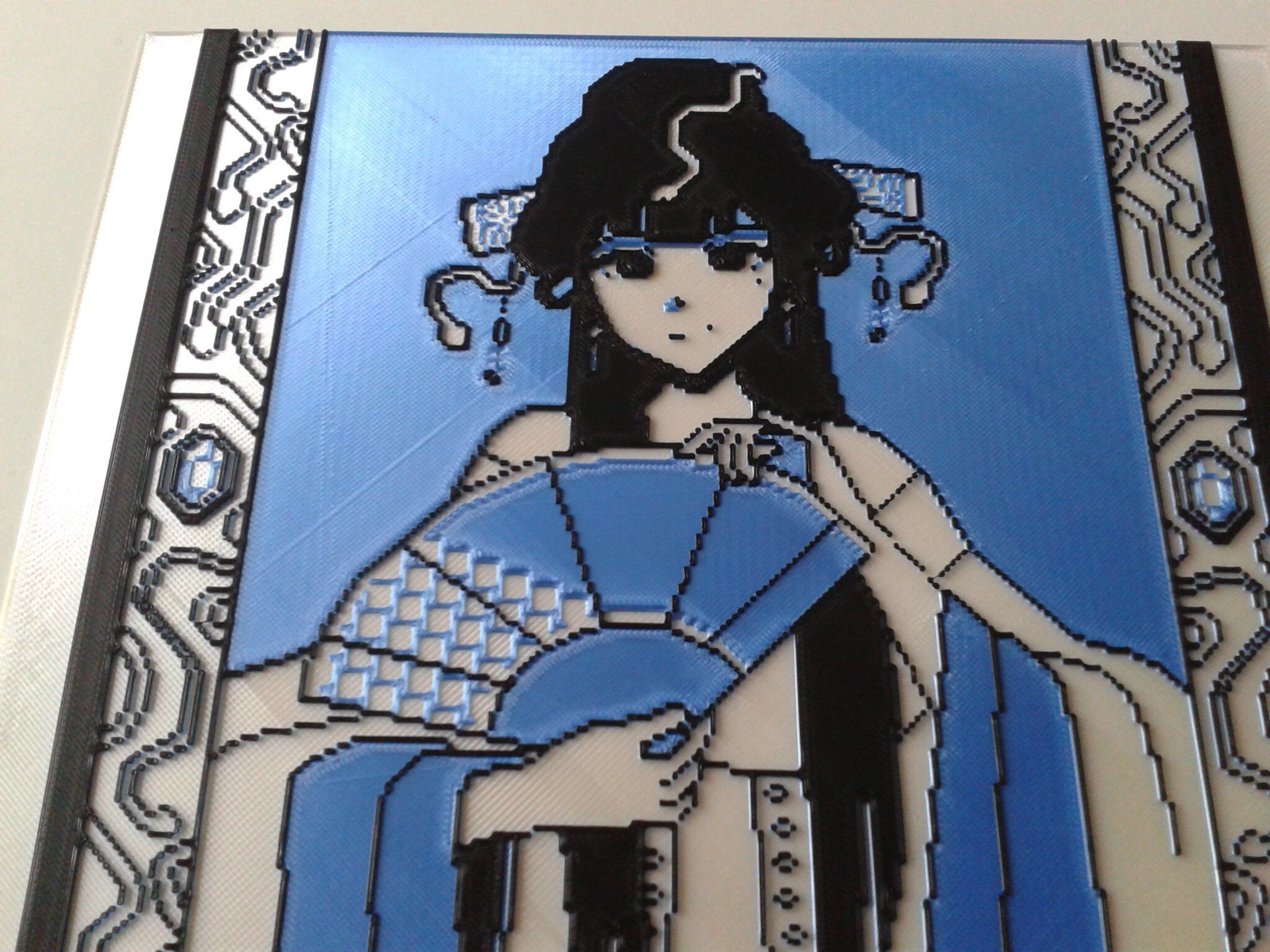
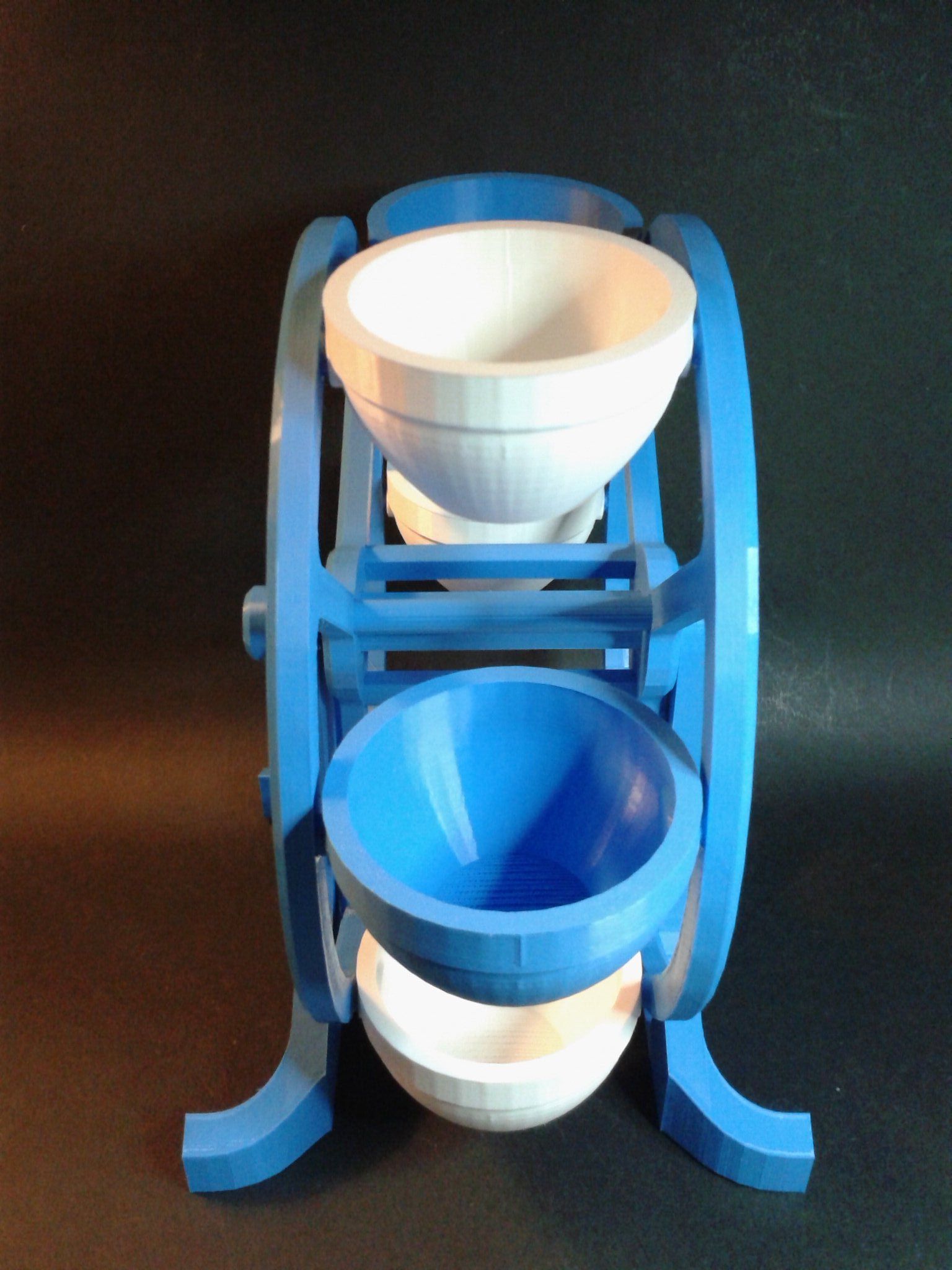
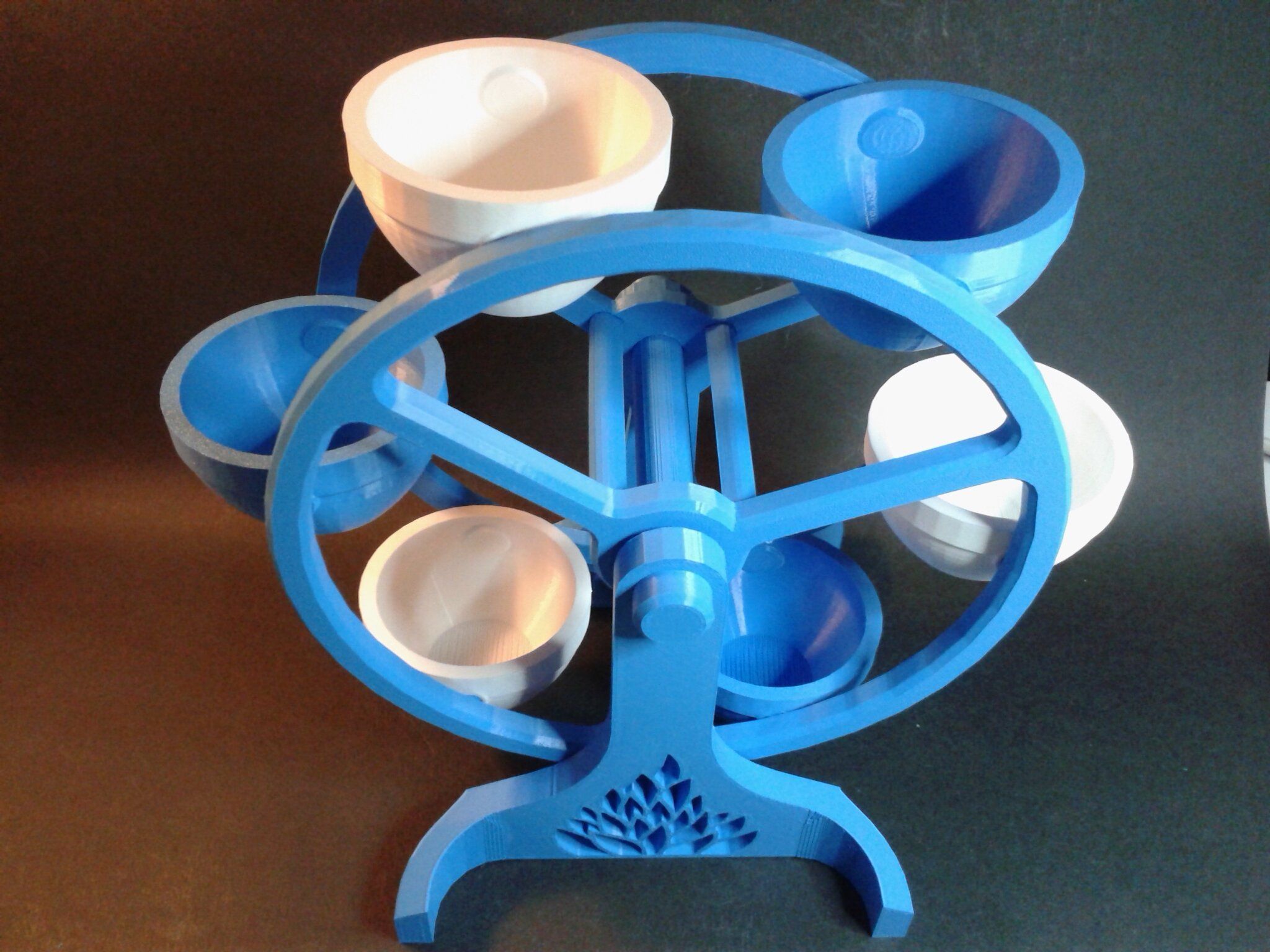
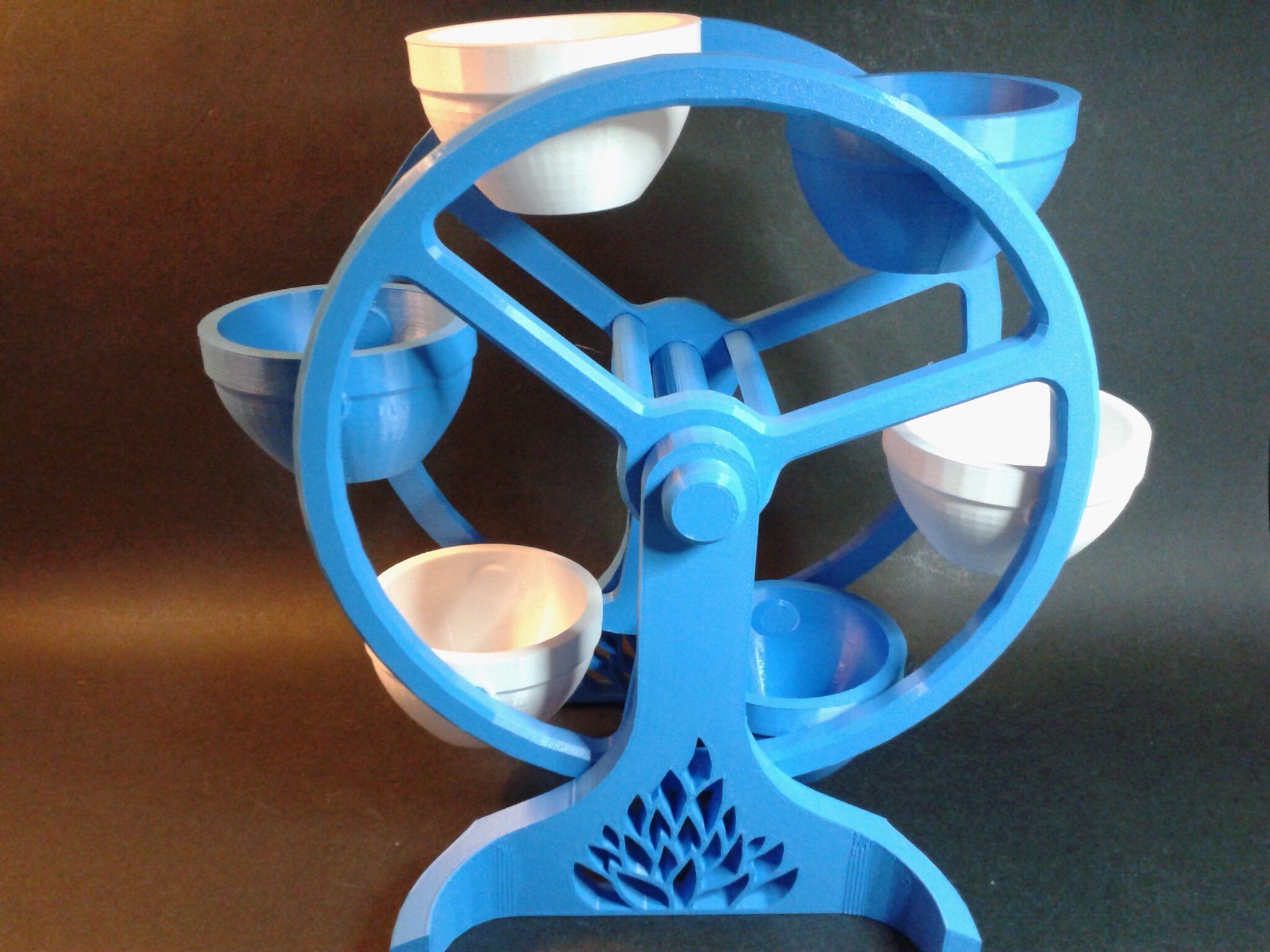
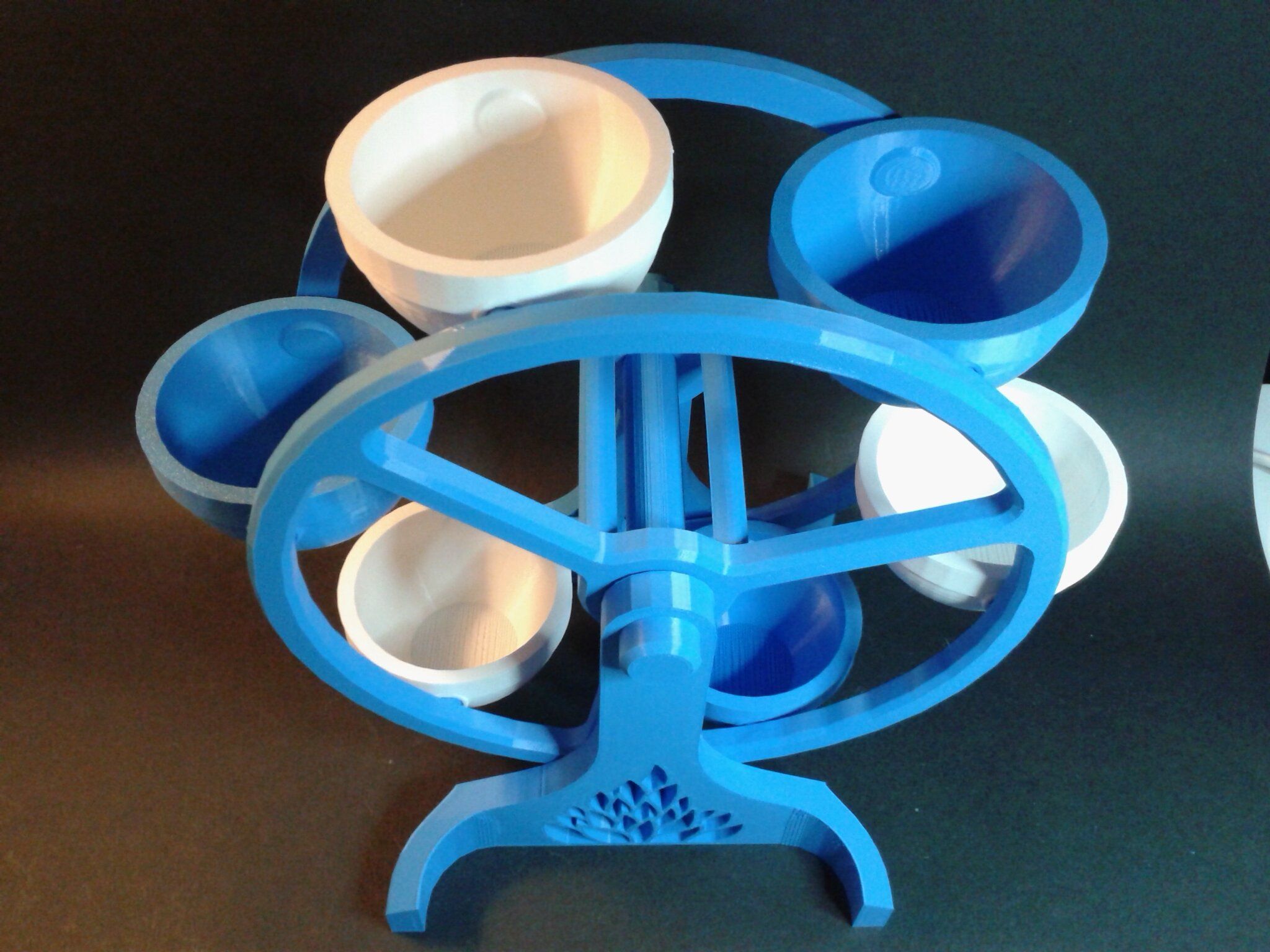
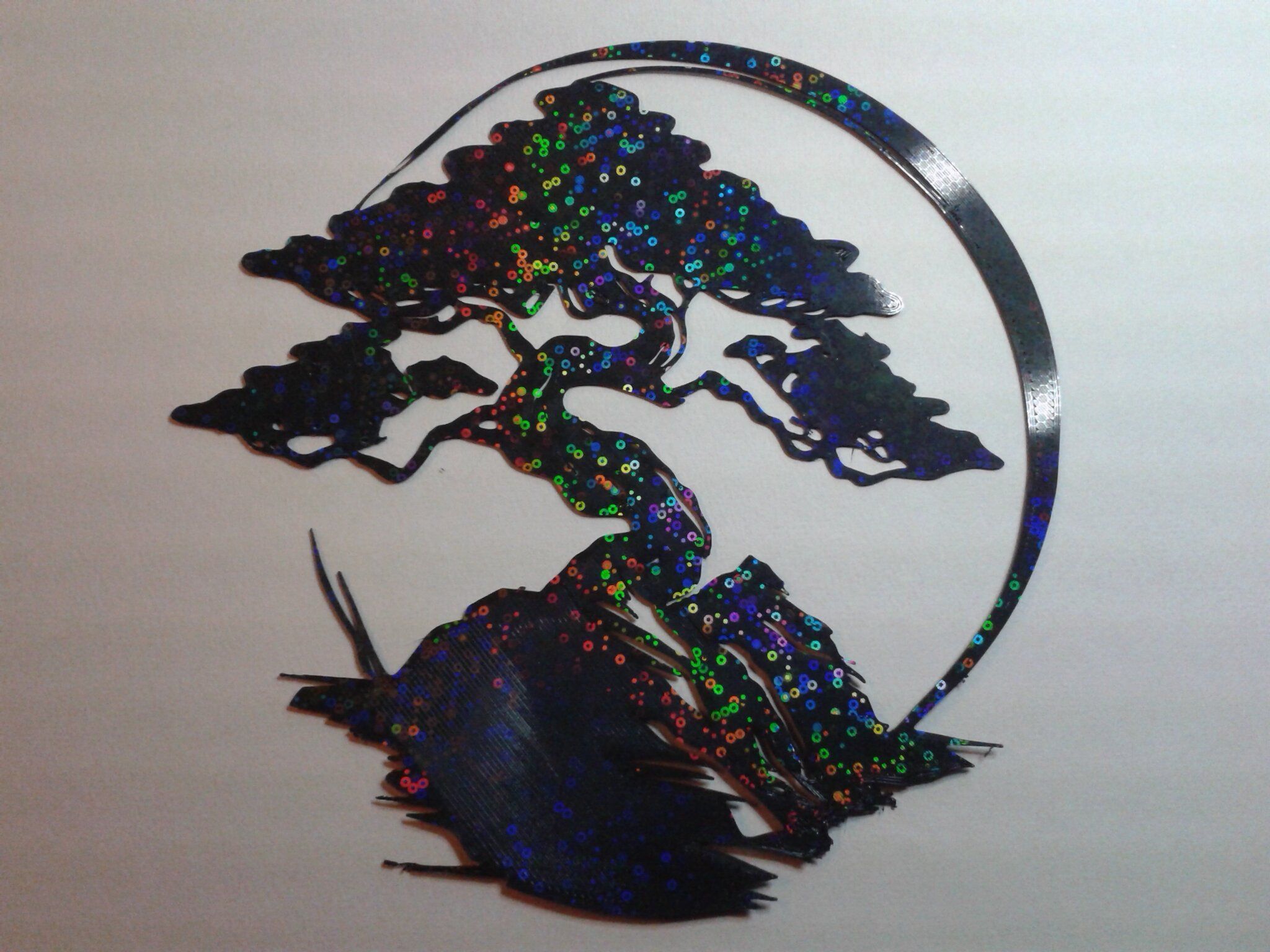
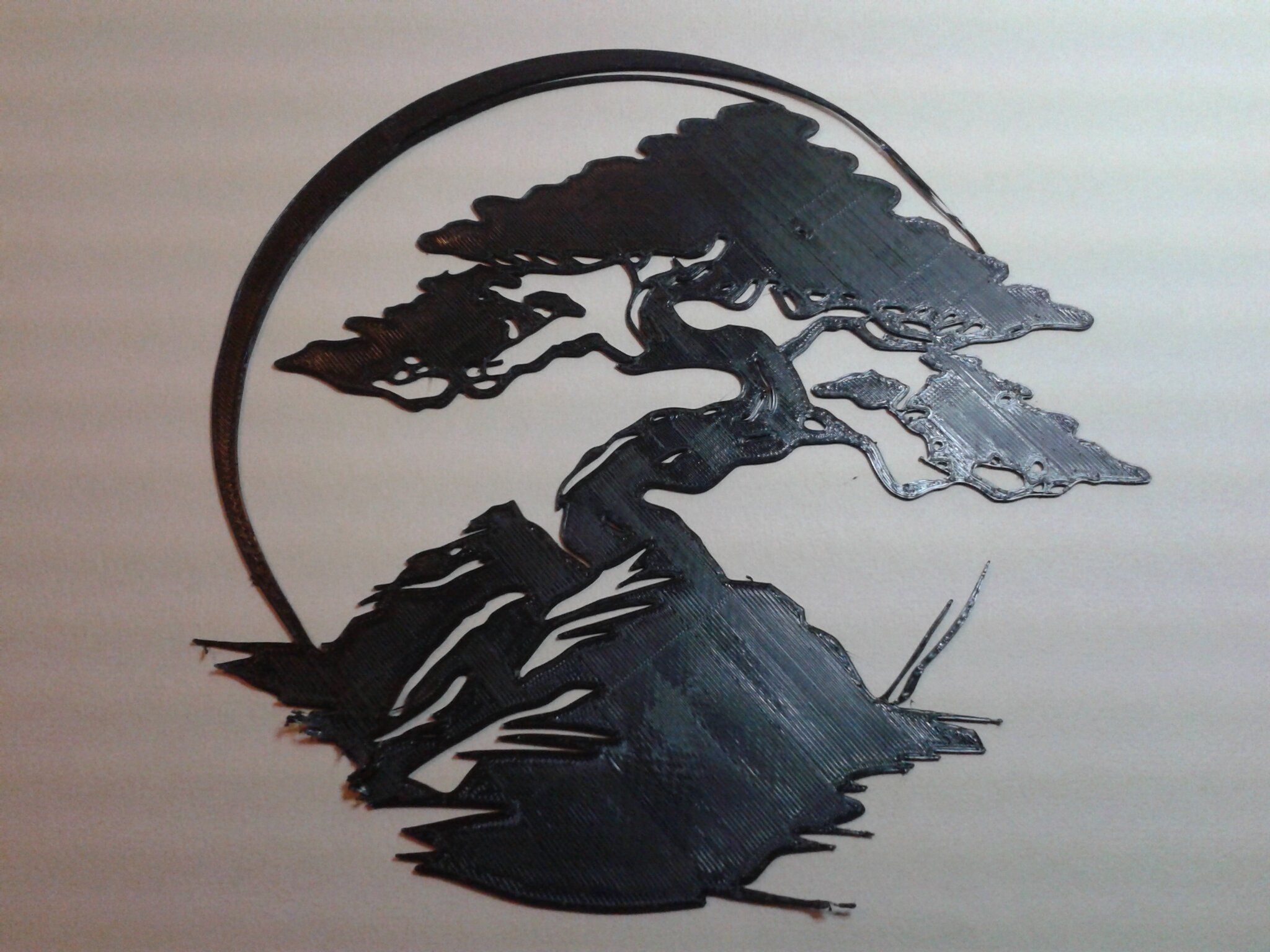
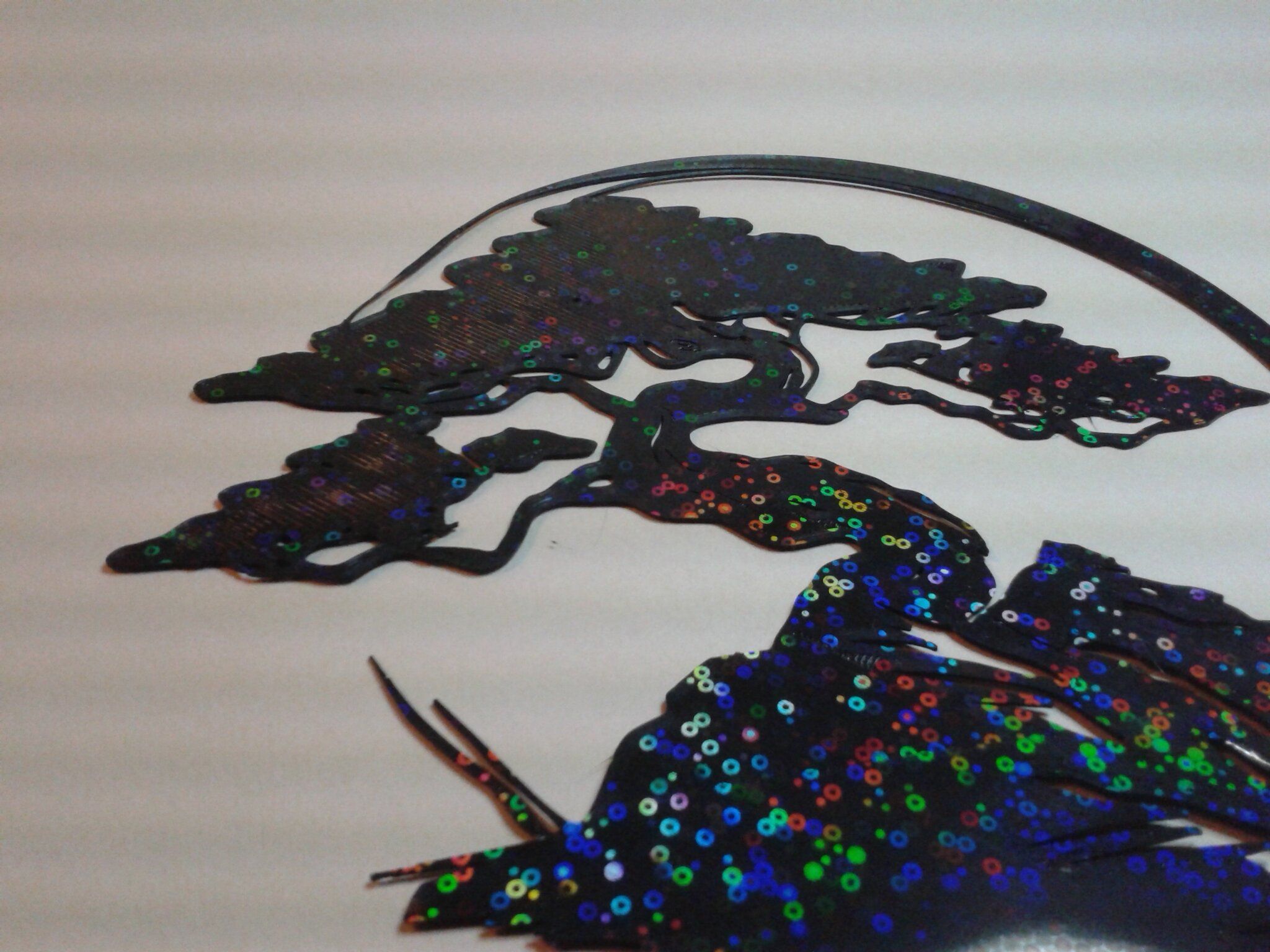
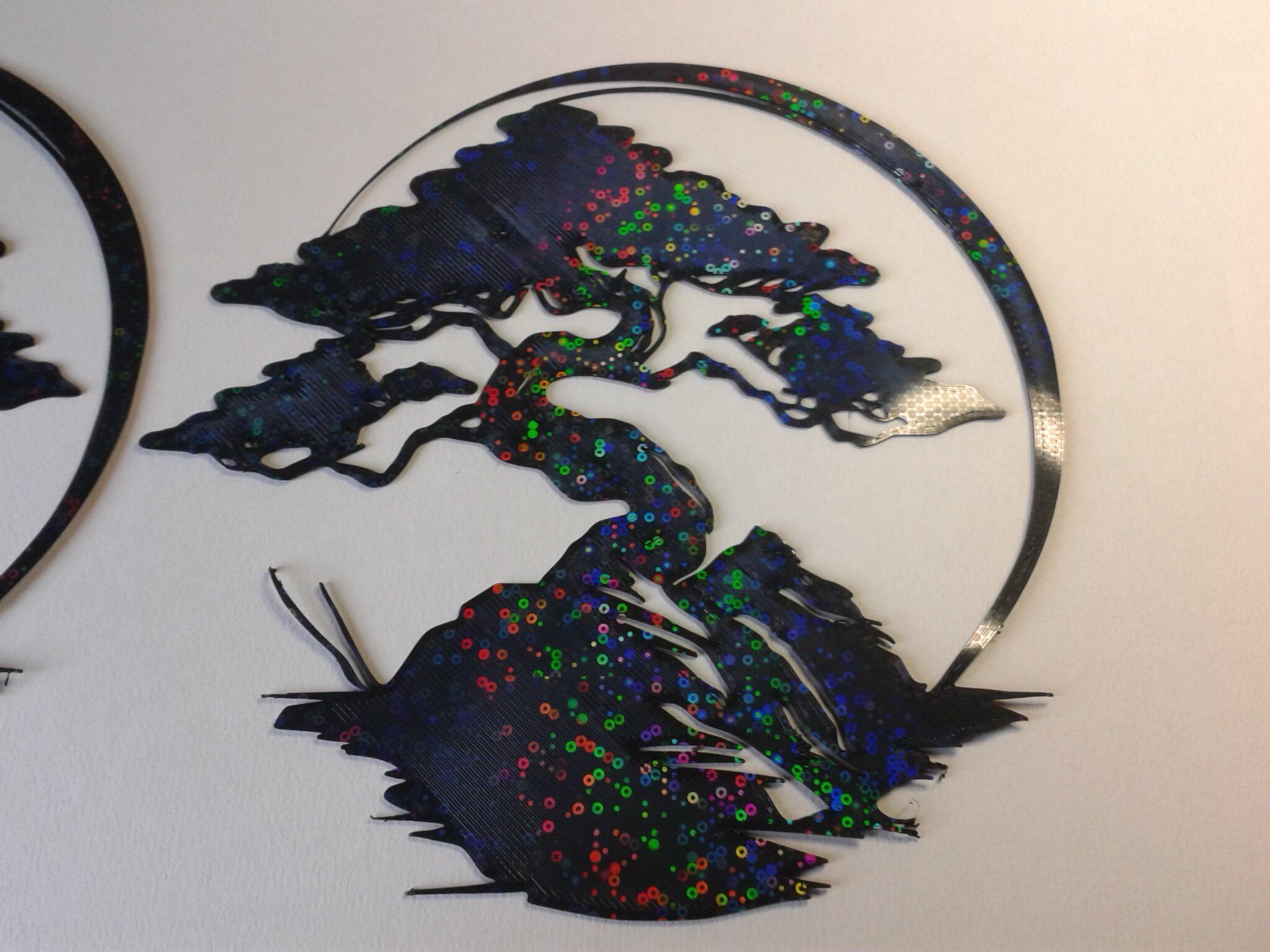
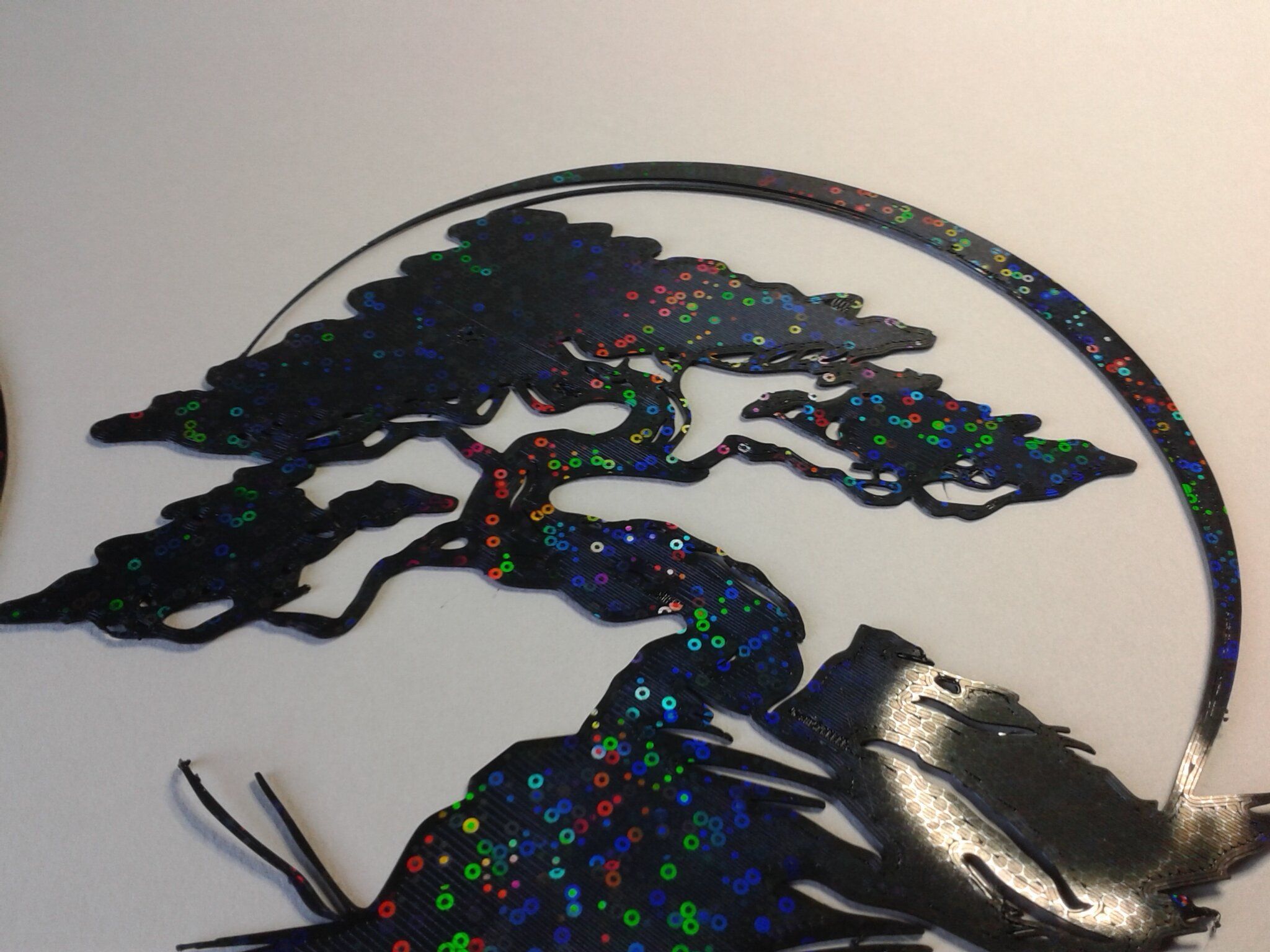
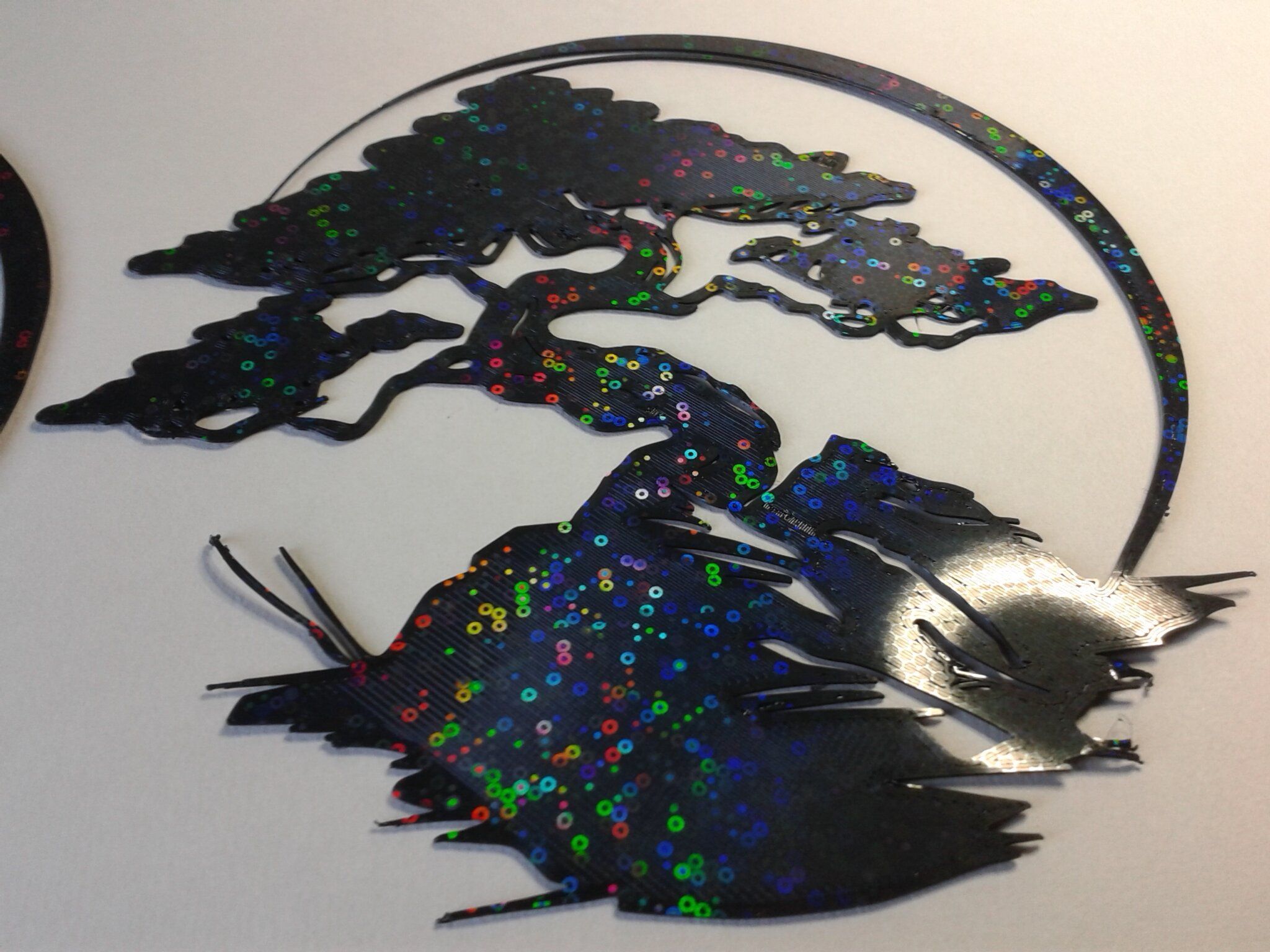
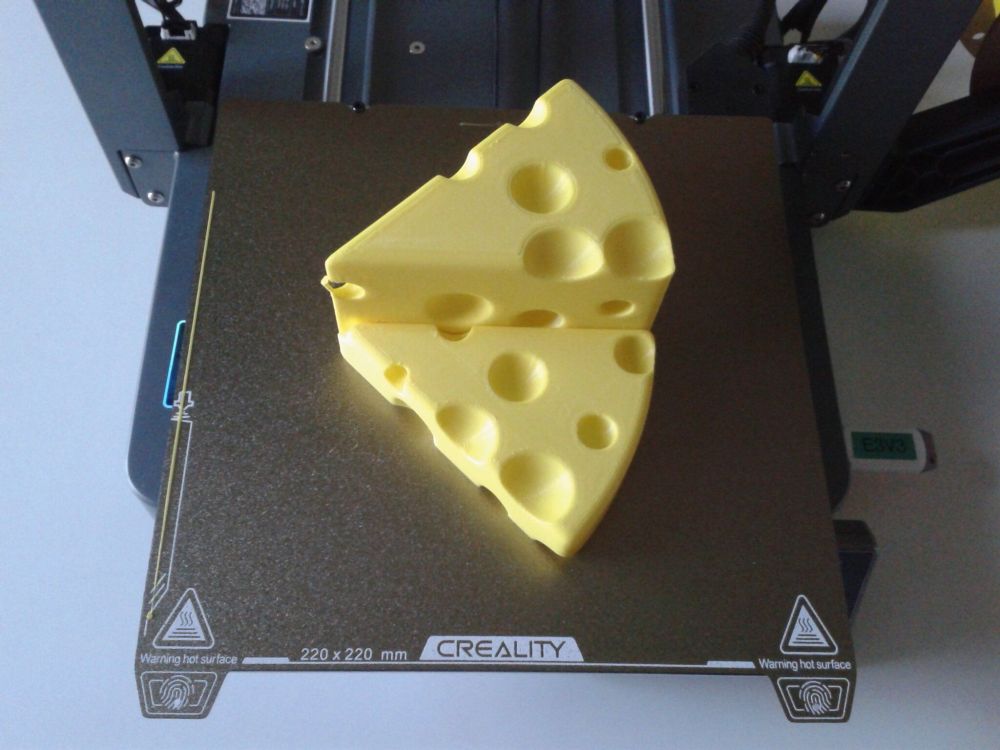
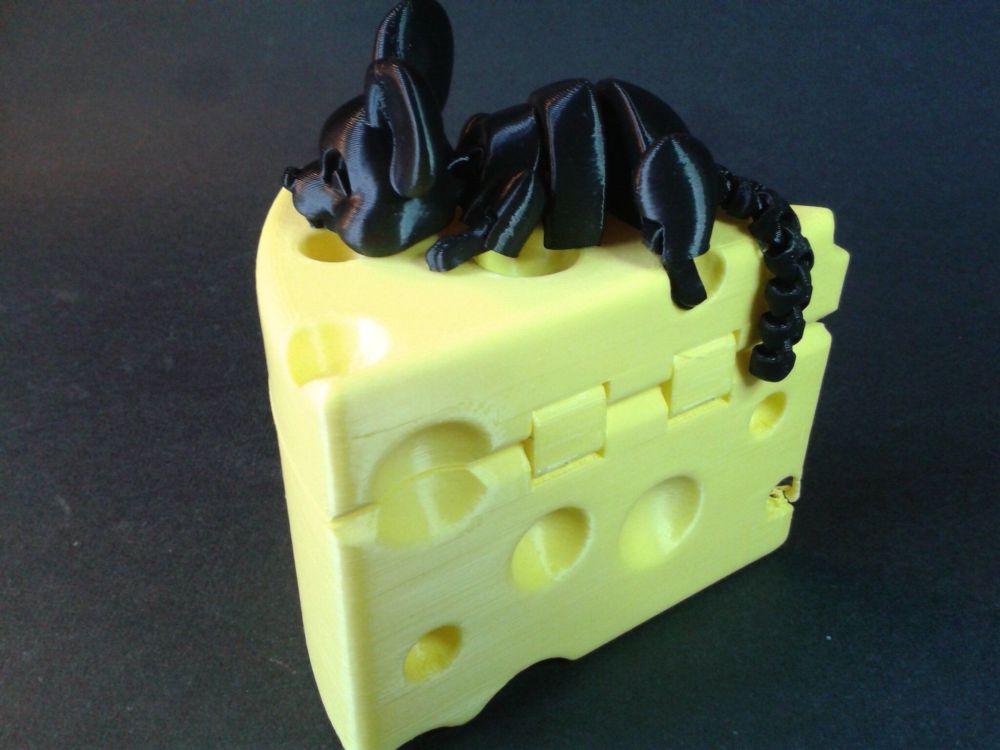
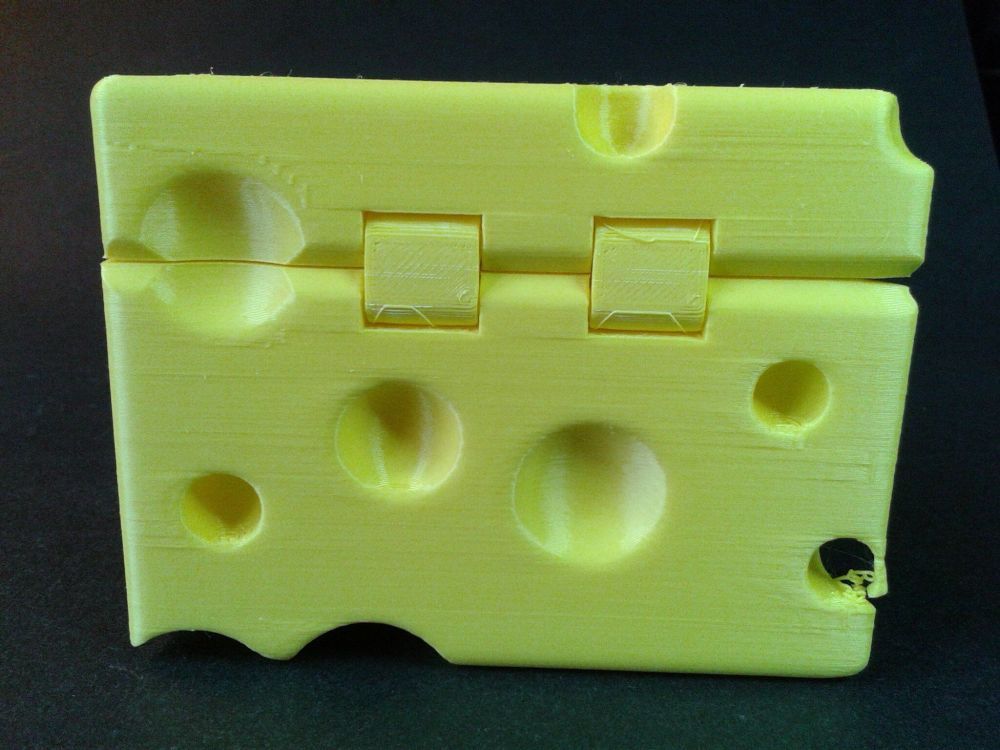
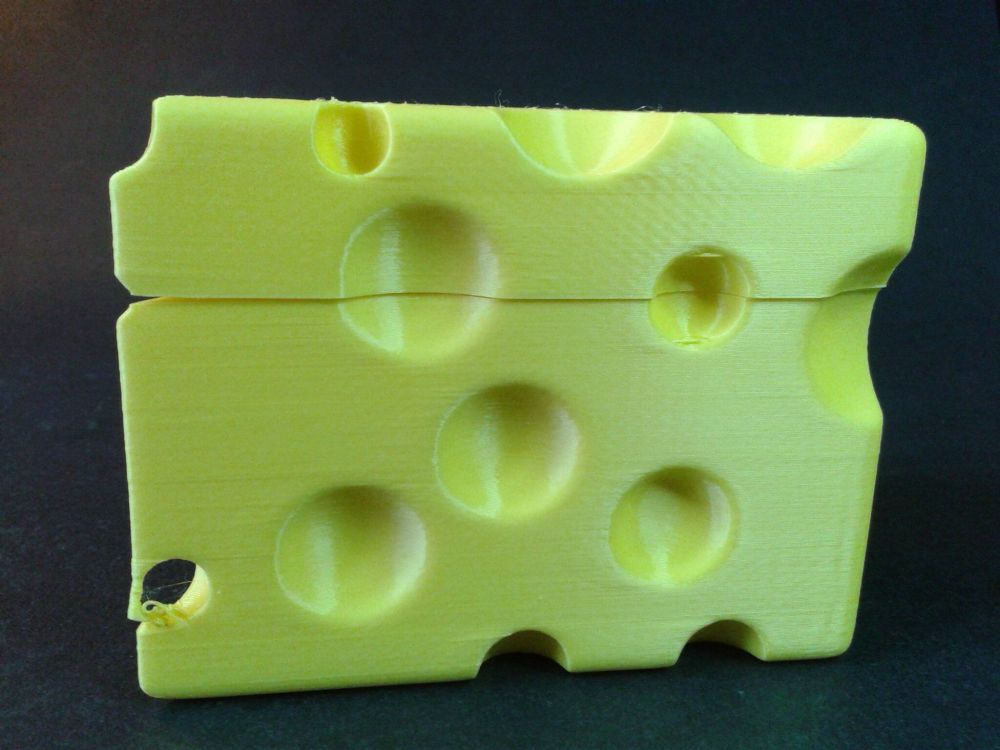
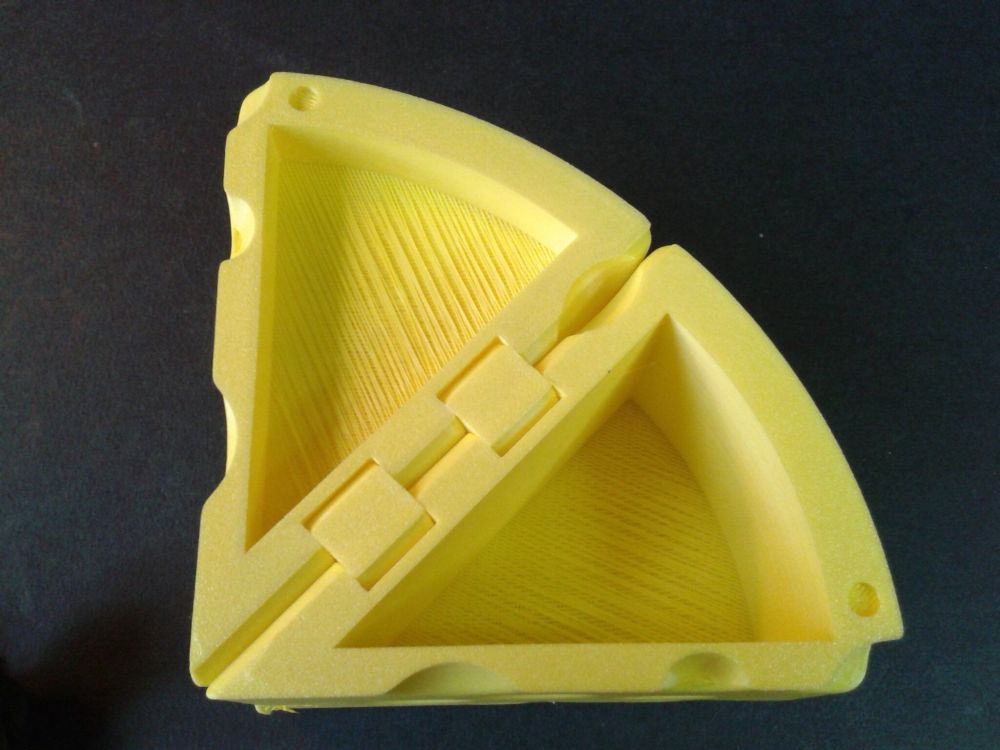
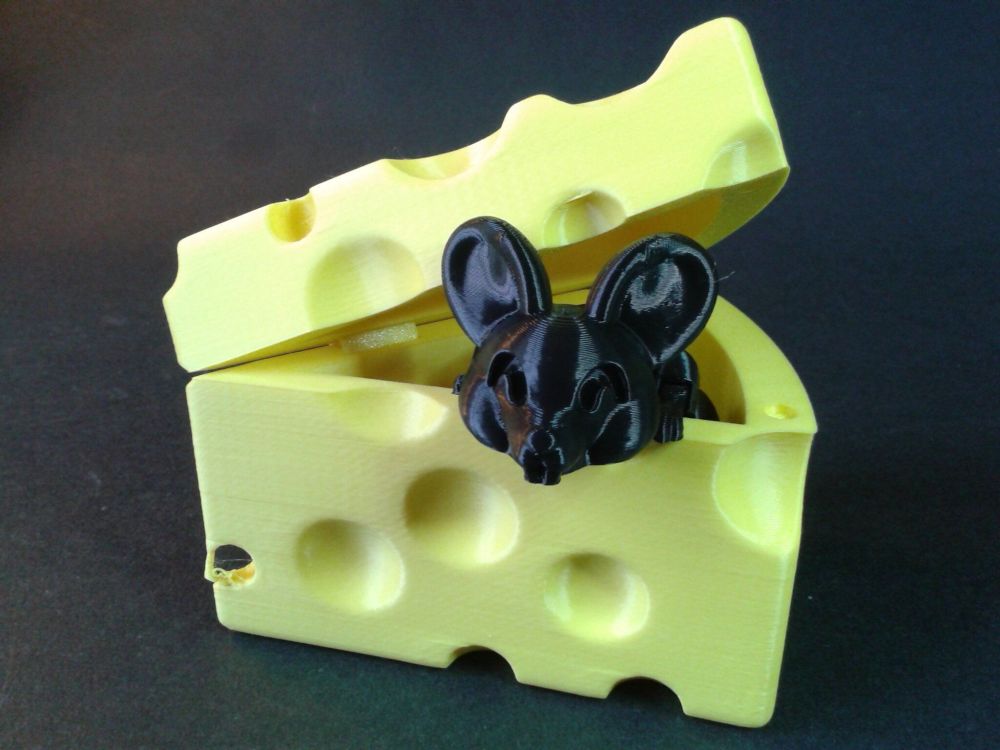
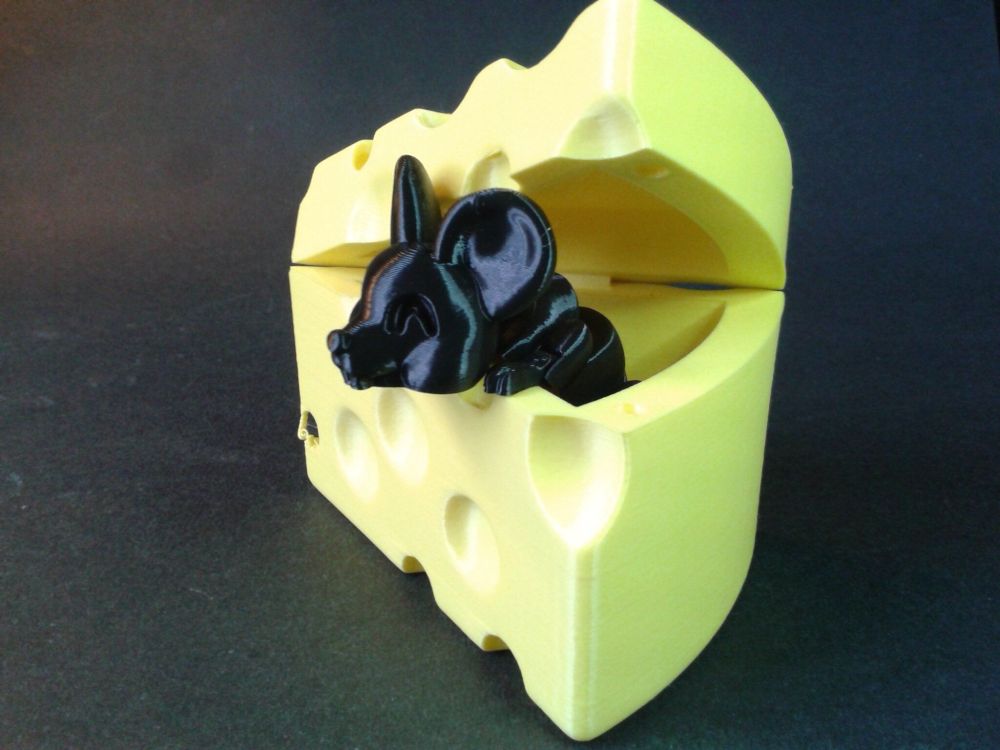
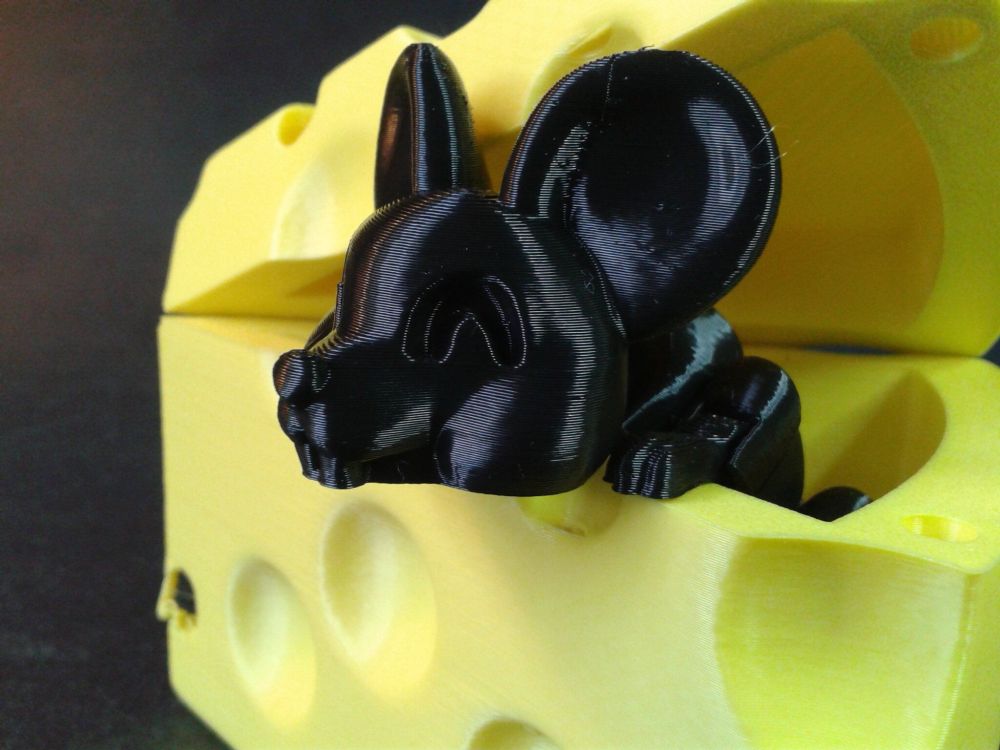
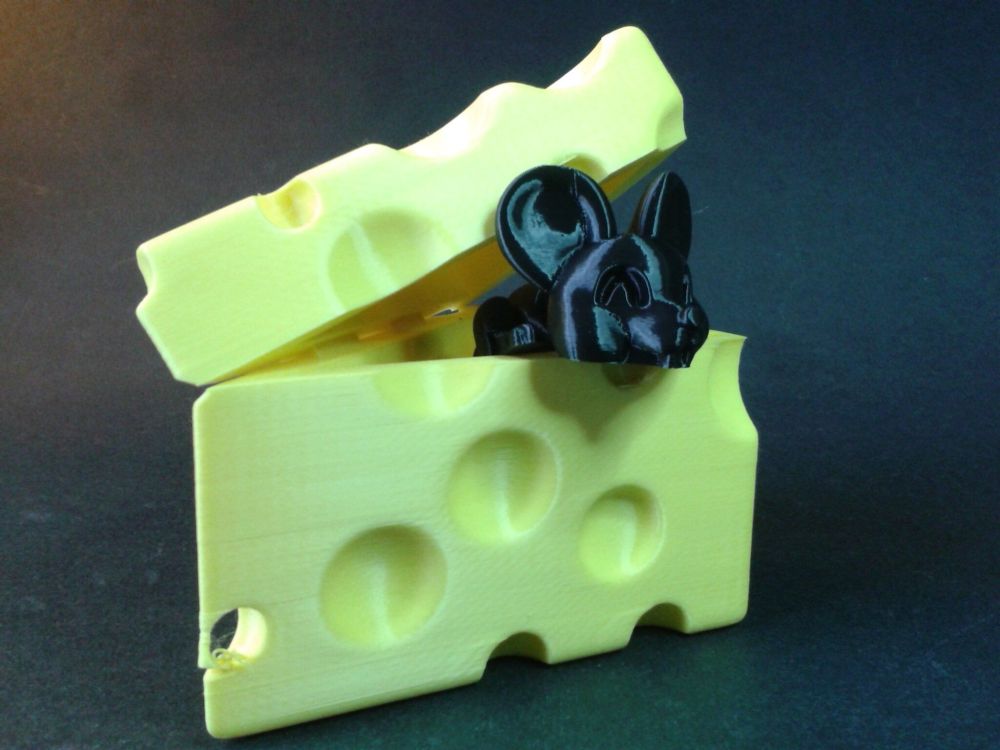
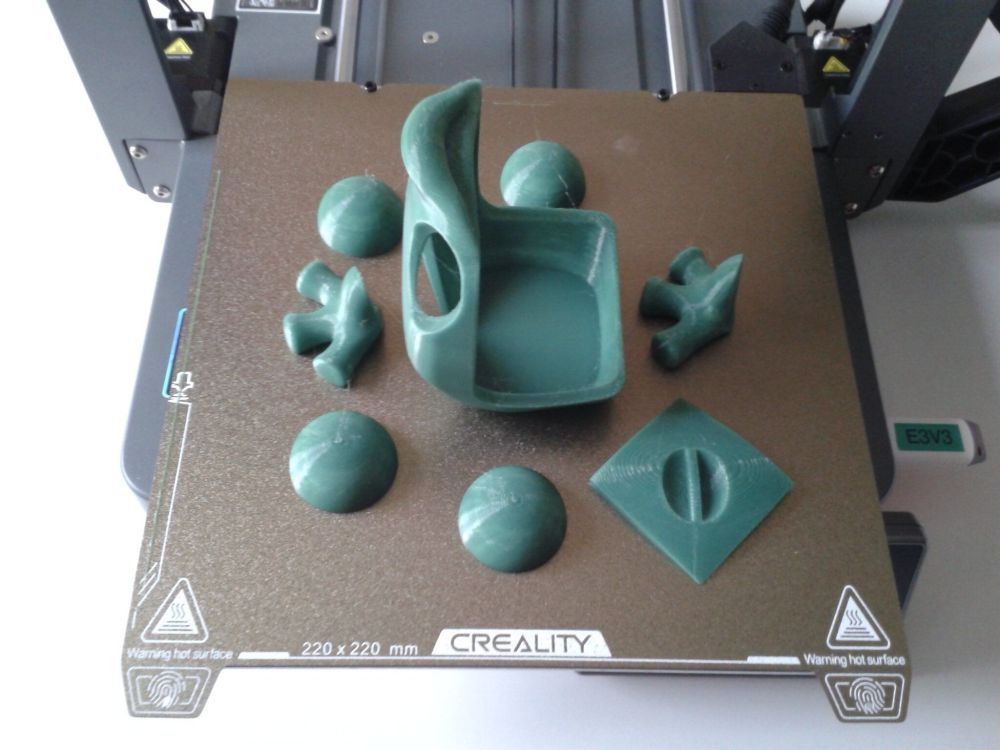
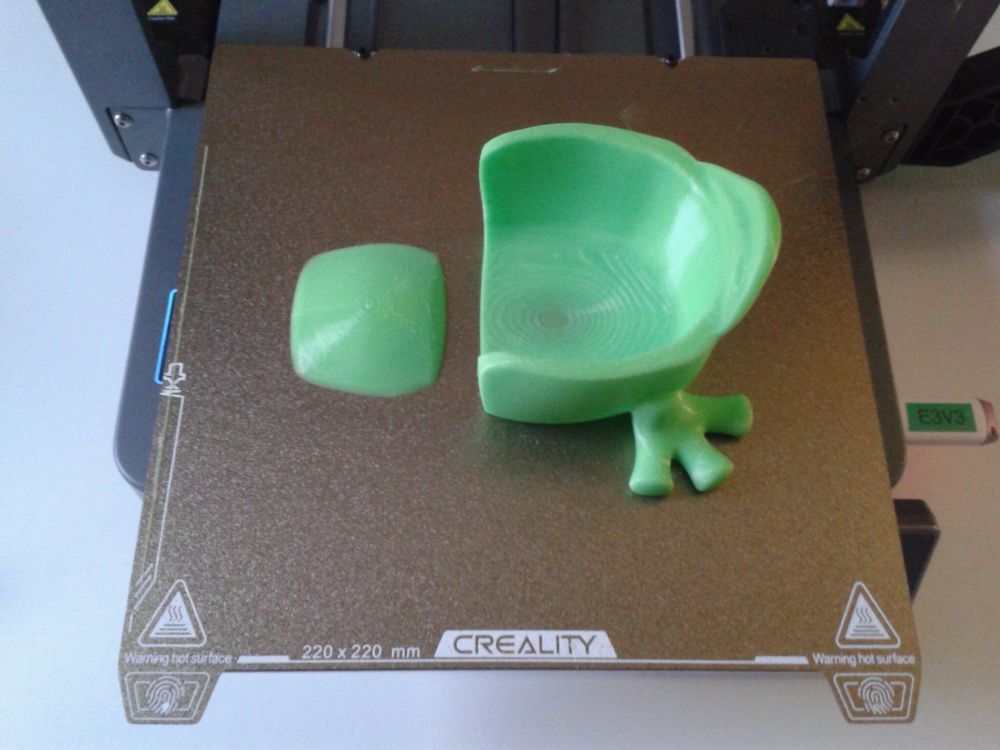
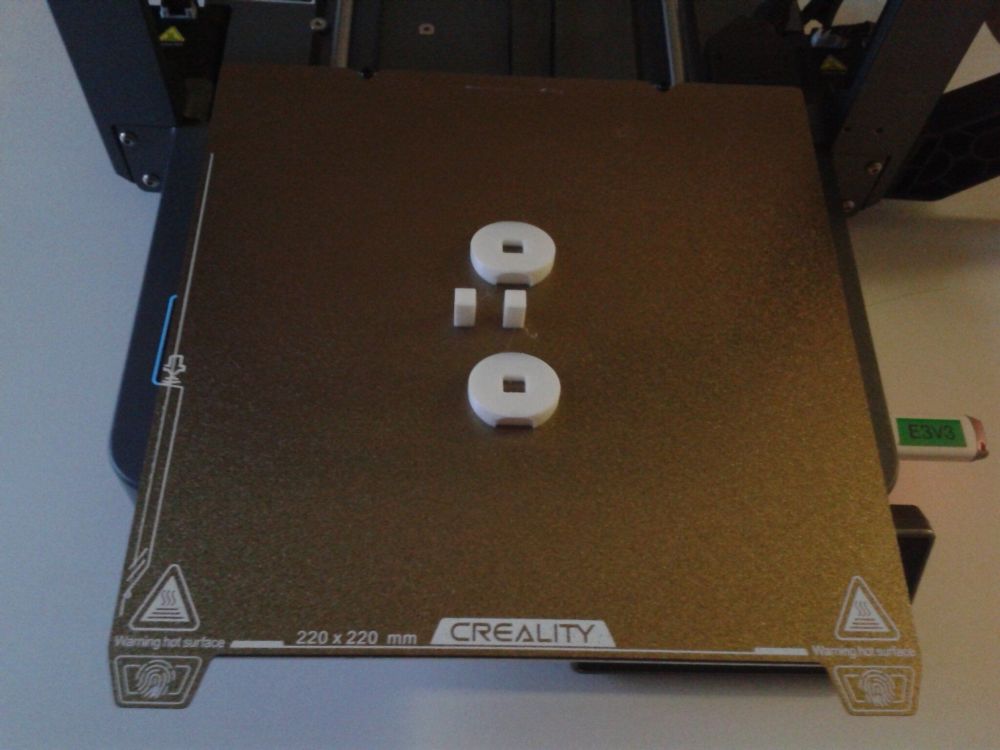
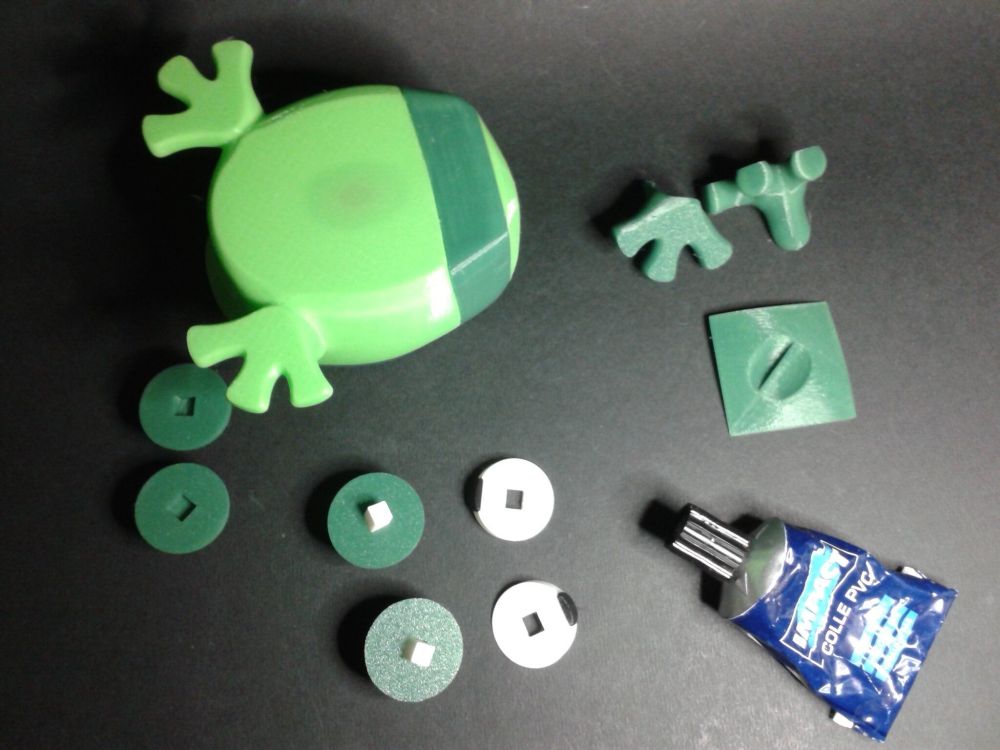
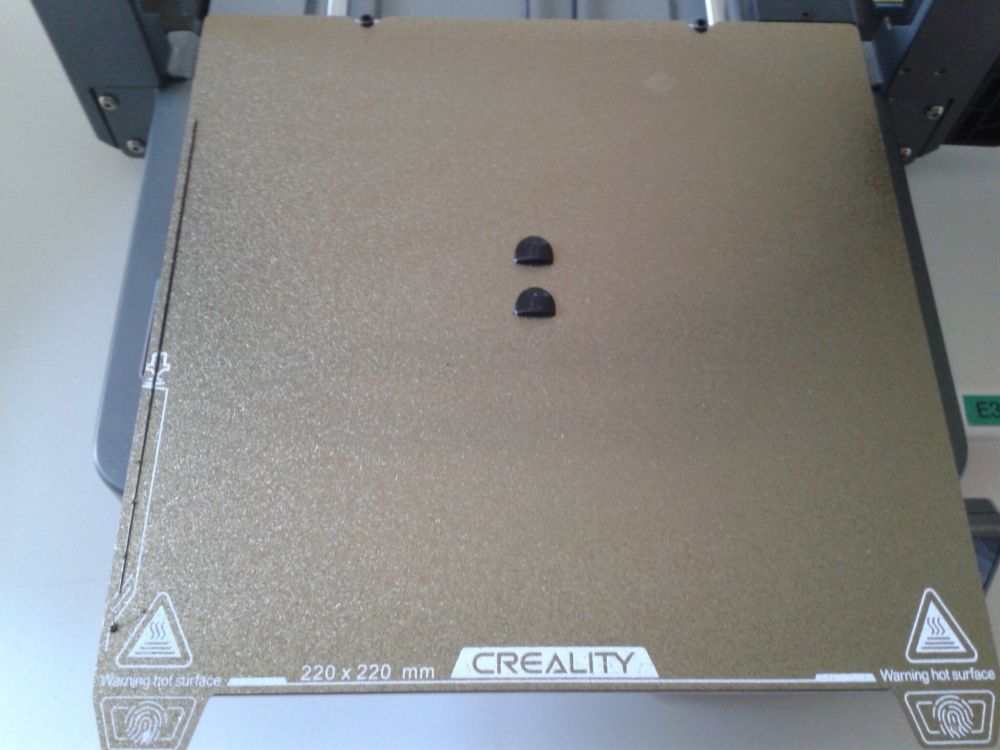
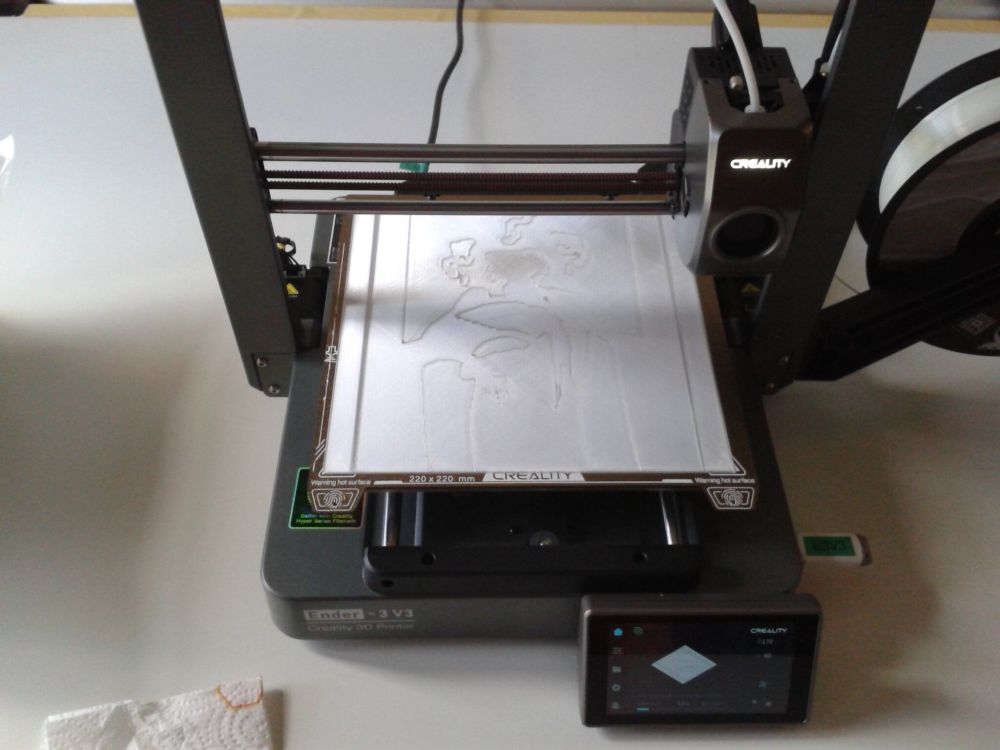
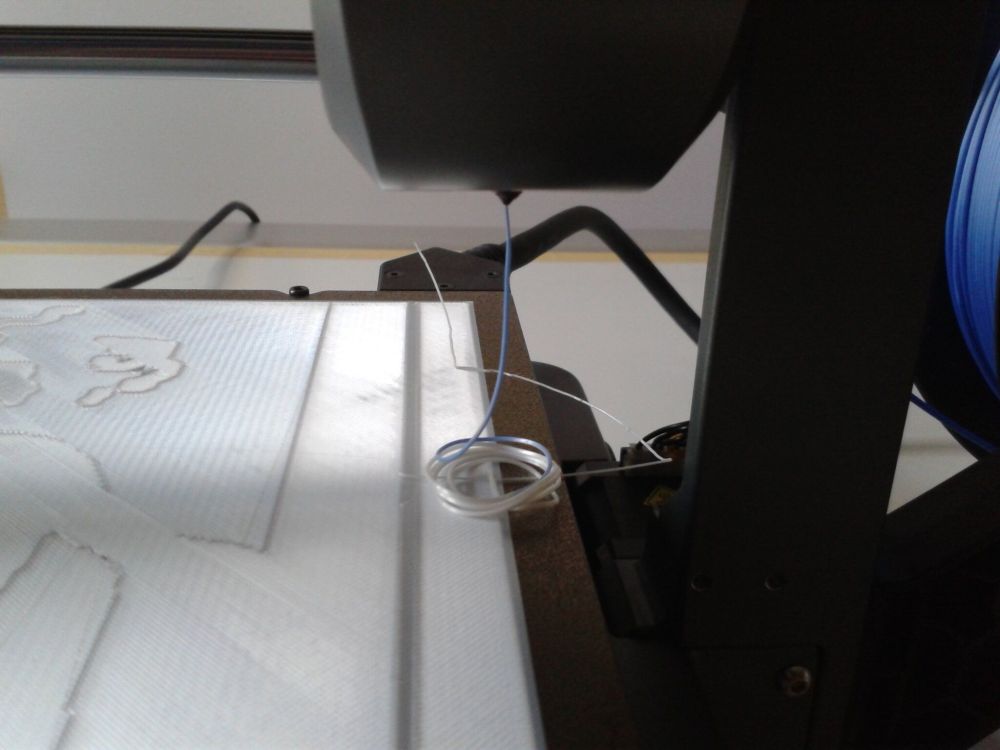
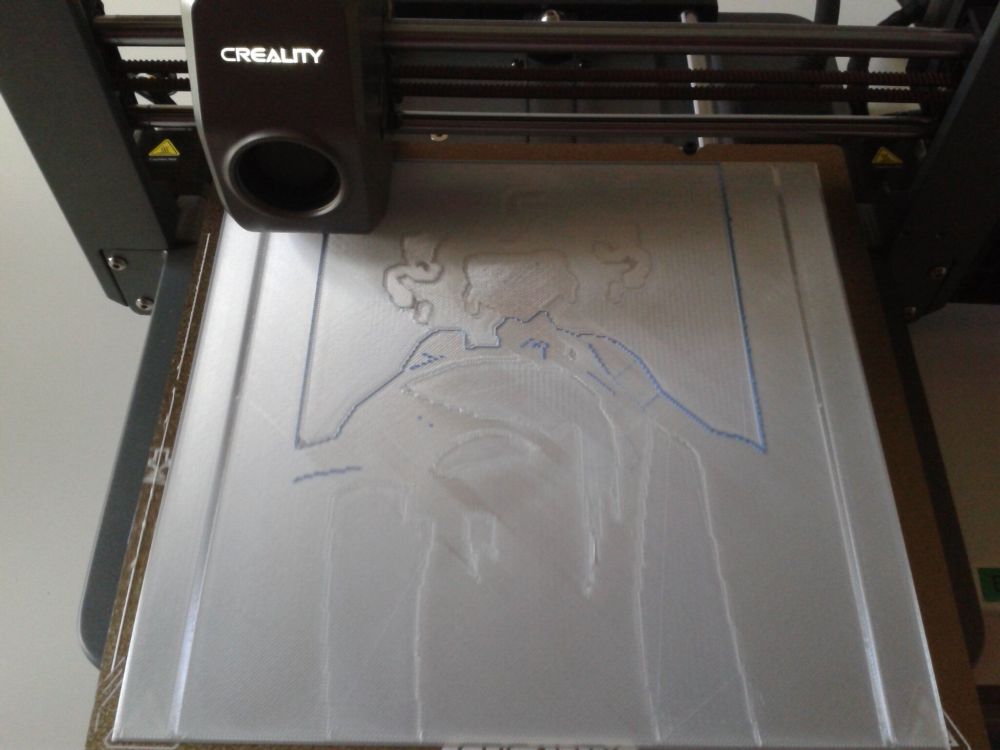
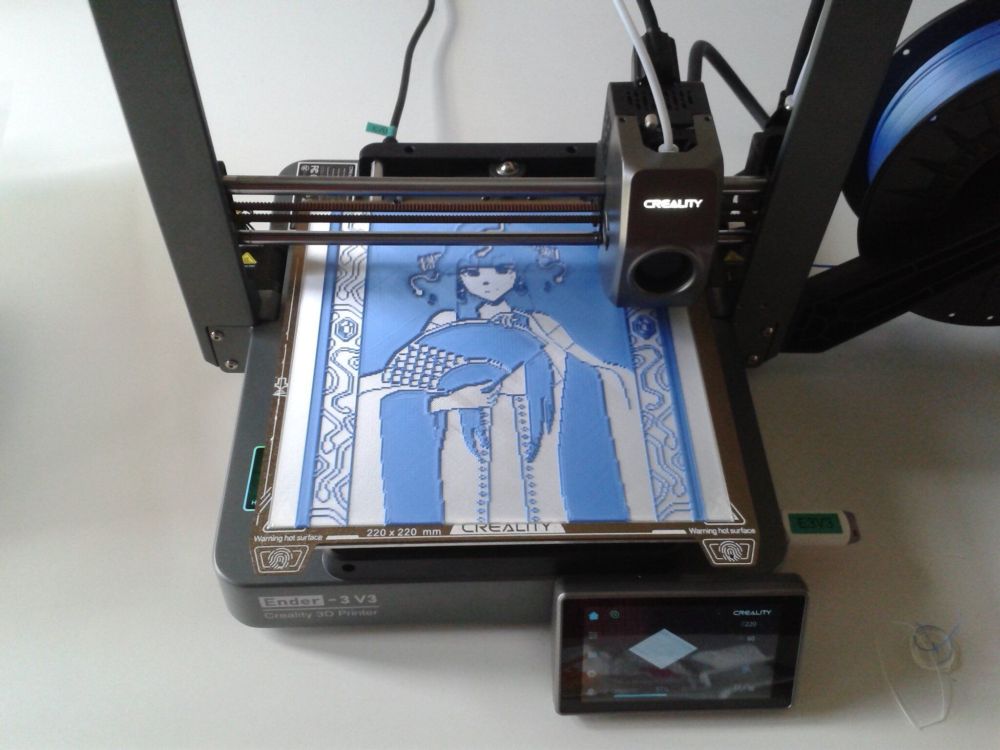
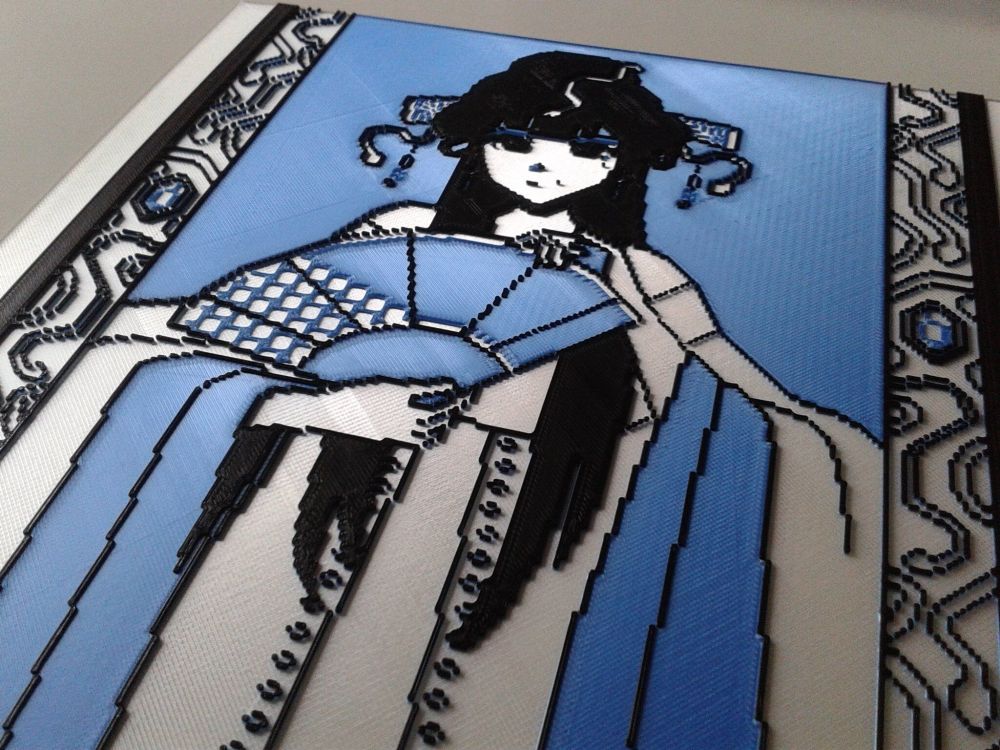
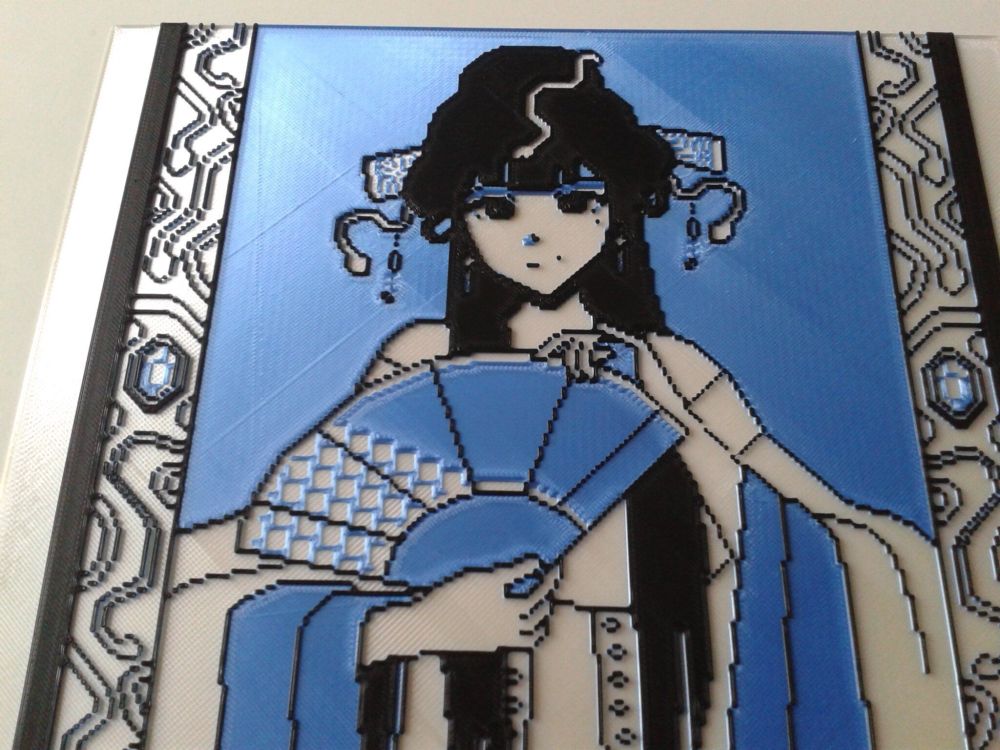
Autres impressions - (Acte V) - PLA (Le re-retour) "8 bit lady in a Hanfu dress by arts.of.win, 2 filament change" (un de mes modèles "2.5D" basé sur une image de Pixel Art de l'artiste arts.of.win) https://www.crealitycloud.com/model-detail/6622524552723896d6715427 (gratuit. ".gcode" et ".3mf" disponibles avec le modèle) Fichier "8 bit lady in a Hanfu - Dist01_save_2.3mf" Trancheur OrcaSlicer v2.0.0, profil "Ender-3 V3" (basé sur celui du wiki de Creality), Material "Generic PLA" (flow set to 96%), "Quality 0.20 mm". (embarqué dans le ".3mf") Il vous faudra modifier la macro RESUME pour éviter d'avoir 3 mm de filament extrudé juste avant la reprise lors des changements de filaments. (Voir ici) f96_8 bit lady in a Hanfu - Dist01_PLA_1h24m.gcode taille 4525052 (4 MB) md5sum d44a847ac4167f0795fa9a4d80ac4691 Filaments "CR-PLA Silk white Creality", "PLA Silk bleu ArianePlast", "PLA+ noir ArianePlast". (Total ~ 13,522m) ~ 01 h 40 m 57 s "Cheese Boxed Mouse" de "McGybeer" https://www.crealitycloud.com/model-detail/65915cdce2e06ecb765943c8 (Payant ~3.45 USD, gratuit si Creality Cloud Premium) ( le "Make" sur Creality Cloud https://www.crealitycloud.com/post-detail/6624b61352723896d67b5ce4 ) "Cheese-Box_v1.stl et "Mouse_v1.stl", échelle 100%. Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié ("Build Plate Adhesion Type" "none") Cheese-Box_v1-Ender-3 V3_0.4_Generic-PLA_2h29m.gcode taille 20623201 (19 MB) md5sum cc5c3bb1c3e7ae0513015d0240dedb16 Filament utilisé "PLA Yellow Polymaker" (~ 37,904m) ~ 02 h 31 m 32 s Mouse_v1-Ender-3 V3_0.4_Generic-PLA_1h1m.gcode taille 12729135 (12 MB) md5sum 6f229818aaff645704a600edafe090f4 Filament utilisé "PLA+ Noir ArianePlast" (~ 7,629m) ~ 01 h 01 m 15 s "Grenouille boîte, tirelire, décoration... " de @didoff https://cults3d.com/fr/modèle-3d/maison/grenouille-boite-tirelire-decoration (Payant 4€ + tva) Version boîte avec couvercle (sans l'ouverture pour un bouchon vissable en dessous) En quatre plateaux plateau 1 p10.stl // (x2) Noir - pupille oeil plateau 2 p01B.stl // Vert - Dessus avec ouverture couvercle p01Bb.stl // Vert - Dessus couvercle p02.stl // Vert - Patte arr. D. p03.stl // Vert - Patte arr. G. p04.stl // (x2) Vert - Haut oeil p05.stl // (x2) Vert - Bas oeil plateau 3 p08.stl // (x2) Blanc - Blanc d'un oeil p09.stl // (x2) indif - Cheville oeil plateau 4 p07.stl // Vert clair - Arrière p11.stl // Vert clair - Ventre sans ouverture Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié ("Build Plate Adhesion Type" "none") noir_p10-Ender-3 V3_0.4_Generic-PLA_1m.gcode taille 233962 (228 KB) md5sum 2539ed75b8a23e12e6d907a85131457e Filament utilisé "PLA+ Noir ArianePlast" (~ 0,162m) ~ 00 h 02 m 21 s vert_p01B_boite_ouvertur-Ender-3 V3_0.4_Generic-PLA_2h21m.gcode taille 22868636 (21 MB) md5sum d8271703d31090c8022da038e85f4980 Filament utilisé "PLA Pine Green Velleman" (~ 23,614m) ~ 02 h 22 m 45 s vert_clair_pas_douv_p07-Ender-3 V3_0.4_Generic-PLA_1h34m.gcode taille 16889104 (16 MB) md5sum 06c85e131cd214f06a86405af9cc7805 Filament utilisé "PLA Green Velleman" (~ 19,588m) ~ 01 h 36 m 27 s blanc_p09-Ender-3 V3_0.4_Generic-PLA_13m.gcode taille 1573501 (1 MB) md5sum 8b92cb50d4f4c0ba90987443d8d8c74b Filament utilisé "Hyper PLA white Creality" (~ 1,877m) ~ 00 h 14 m 43 s L'assemblage et collage Il me reste a passer sous un rapide coup de décapeur thermique pour enlever les dernier cheveux d'anges. "ferris wheel" de "kot vsapogah" https://www.crealitycloud.com/model-detail/635baba0b5ea283e5766d8d1 (gratuit) ( "Make" sur Creality Cloud https://www.crealitycloud.com/post-detail/66241b1866bb05cc887bac06 ) Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié ("Build Plate Adhesion Type" "none") Echelle 100% Ferris Wheel - Leg-Ender-3 V3_0.4_Generic-PLA_1h6m.gcode taille 6040640 (5 MB) md5sum 542fcb113cbf8a46d21aaf15c920cf53 Filament utilisé "PLA ciel ArianePlast" (~ 11,953m) ~ 01 h 09 m 49 s x2 Ferris Wheel - Wheel and Axle Cap-Ender-3 V3_0.4_Generic-PLA_58m.gcode taille 5385898 (5 MB) md5sum 3b107452ca977154a4850d546a16c1a2 Filament utilisé "PLA ciel ArianePlast" (~ 12,917m) ~ 01 h 01 m 03 s x2 Ferris Wheel - Pot-Ender-3 V3_0.4_Generic-PLA_40m.gcode taille 4713716 (4 MB) md5sum 58690d492e6190bdf74b40dff4445168 Filament utilisé "PLA/PETG/TPU ? ArianePlast/Creality" (~ 7,549m) ~ 00 h 41 m 03 s printfinish: false x6 Ferris Wheel - Axle and 3x Spacer-Ender-3 V3_0.4_Generic-PLA_21m.gcode taille 1953833 (1 MB) md5sum 17109f2f04c60577306a777b7bf7d780 Filament utilisé "PLA ciel ArianePlast" (~ 5,578m) ~ 00 h 22 m 50 s "Bonsai wall art" de "Lego74j" https://www.crealitycloud.com/model-detail/6620518a66bb05cc886d3759 ( payant ~0.49USD ) ( "Make" avec le ".gcode" du second tranchage sur Creality Cloud https://www.crealitycloud.com/post-detail/6624c45a52723896d67b8f18 ) Trancheur "Creality Print v4.3.8.7021", "Ender-3 V3_0.4 nozzle", "Generic-PLA_1.75" Modifié (Plateau 60°C), "Quality 0.20mm" Modifié (Vitesse d'impression de la couche initiale 50 mm/s, débit 97%, "Build Plate Adhesion Type" "none") Imprimante "Ender-3 V3" (CoreXZ) Fichier bonsai.stl. échelle non uniforme (X 200,00 mm ou 112,6 %, Y 200,08 mm ou 112,6 %, Z 0,8 mm ou 8 %) Imprimé sur une plaque de construction magnétique Juupine avec une surface "circle PEY" https://fr.aliexpress.com/item/1005005649083477.html (qui permet d'obtenir un effet de diffraction de la lumière sur la face de l'impression en contact avec la surface de la plaque PEY) Photos du résultat d'impression d'un premier tranchage ( Vitesse d'impression de la couche initiale 100 mm/s, débit 100% ) avec quelques zones de défaut d’adhérence sur le plateau PEY et photos d'un second tranchage ( Vitesse d'impression de la couche initiale 50 mm/s, débit 97% ) avec là encore des zones de défaut d’adhérence sur le plateau PEY mais moins nombreuse et prononcées. "PLA+ noir ArianePlast"




















































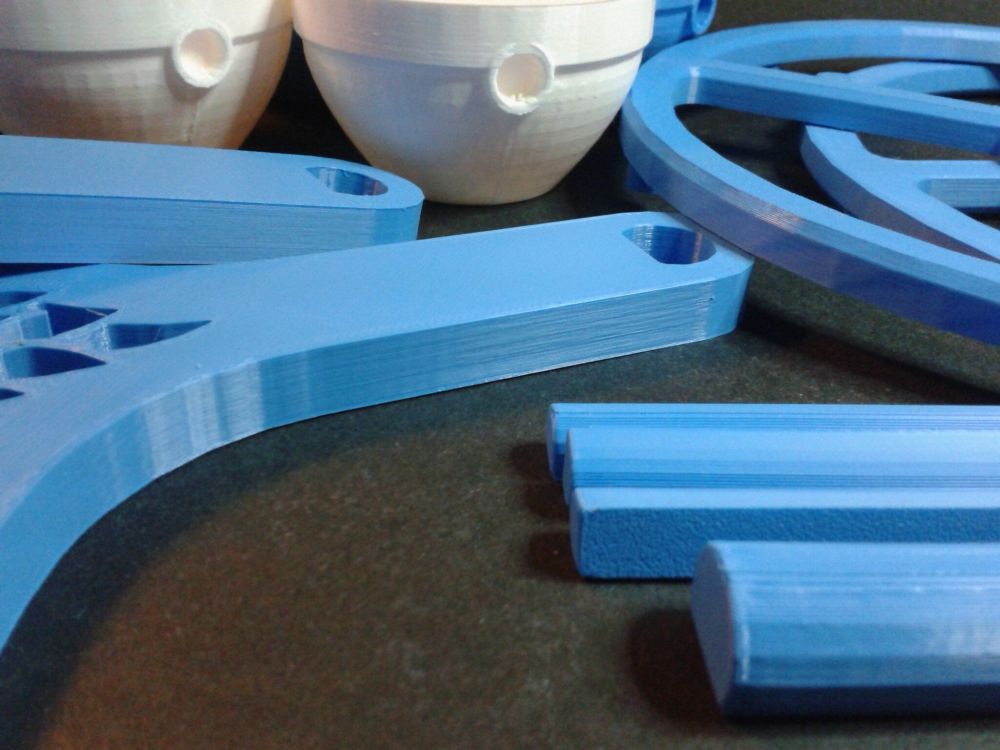

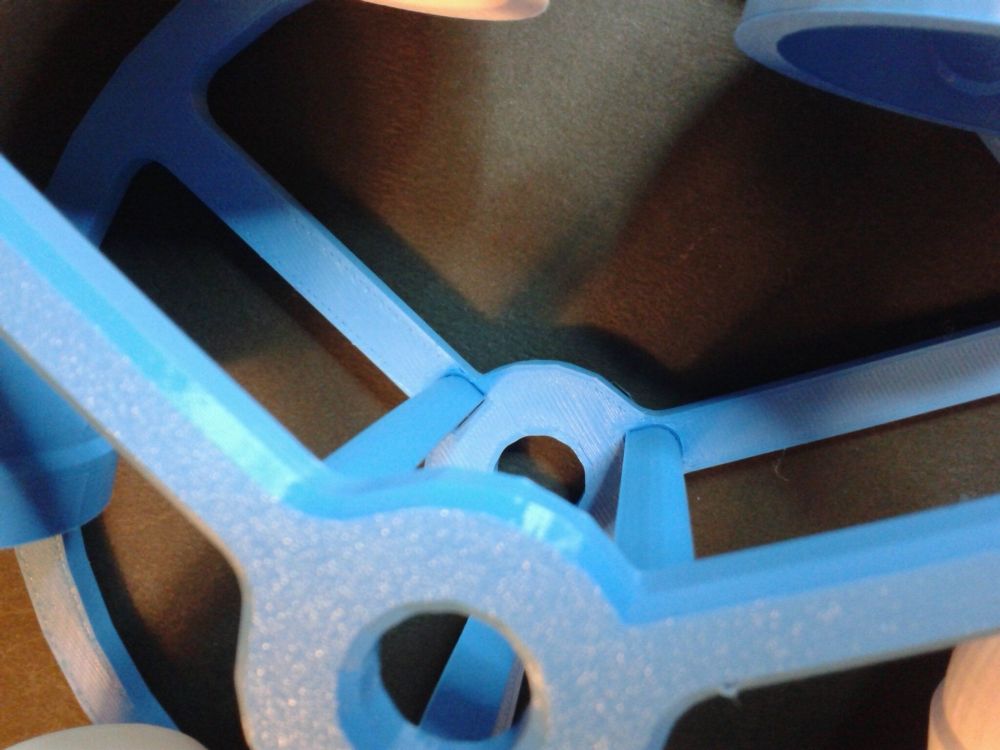











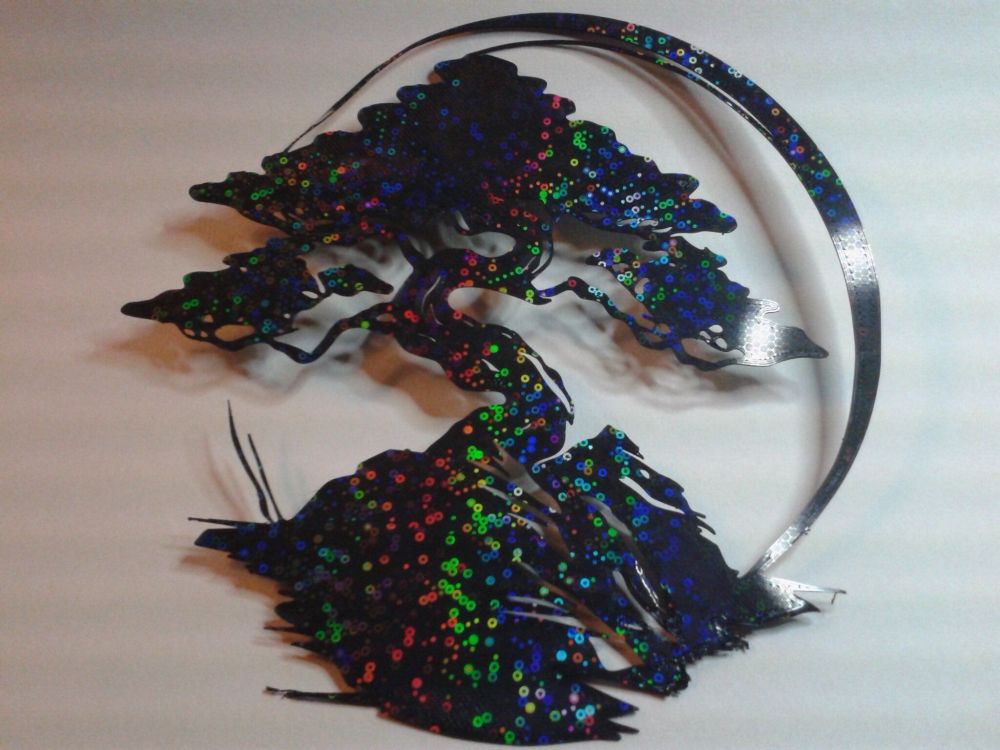



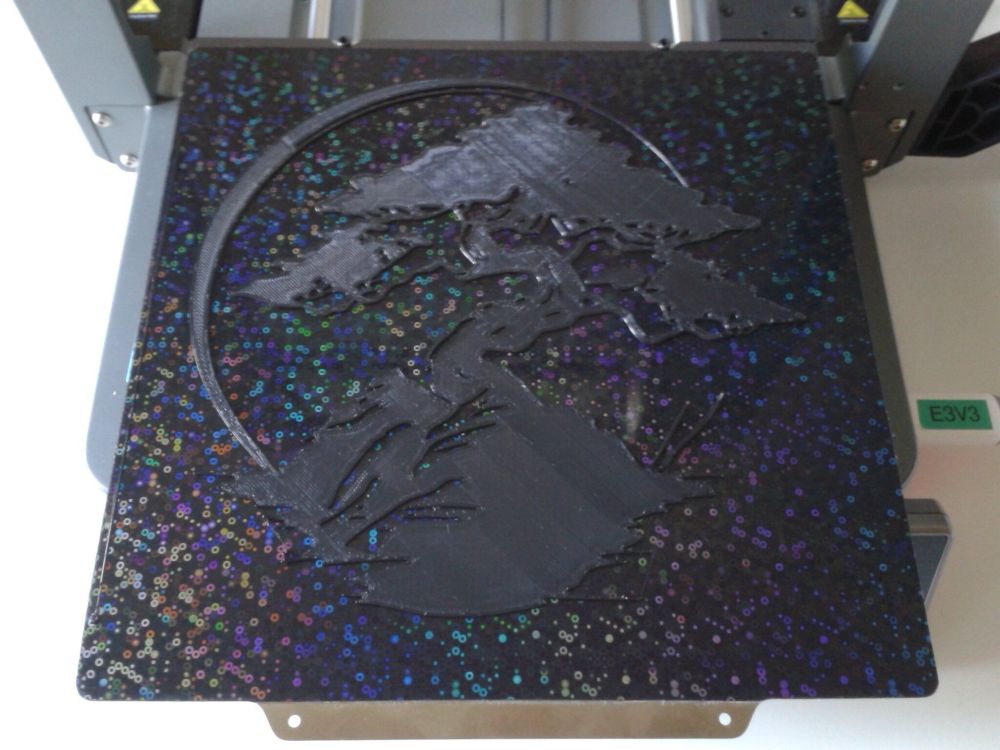


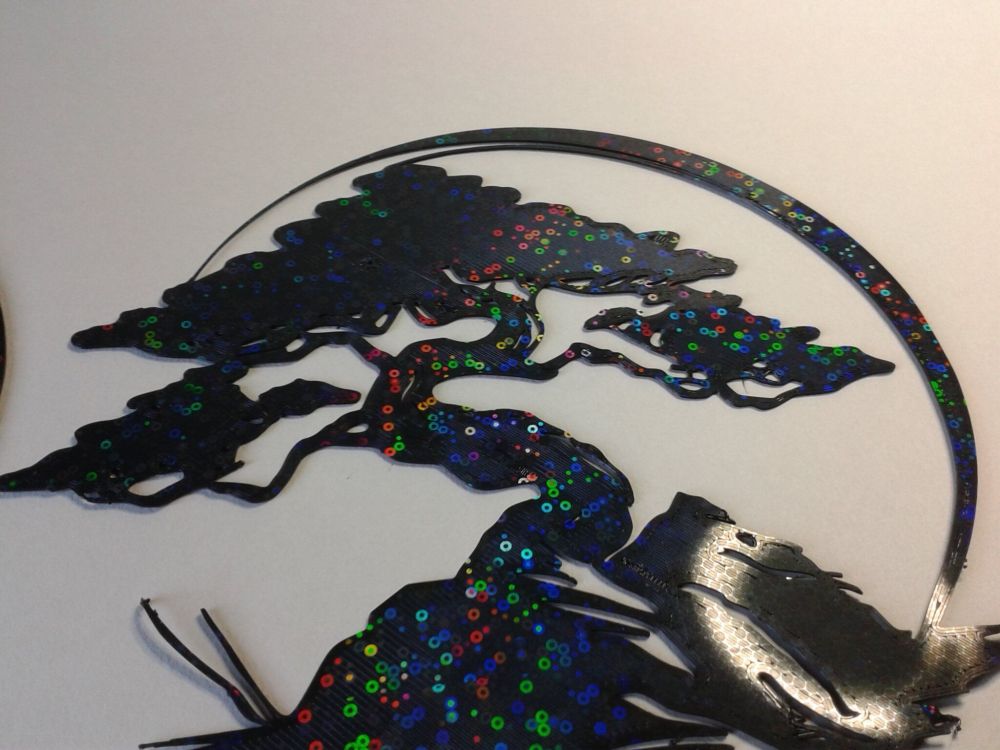
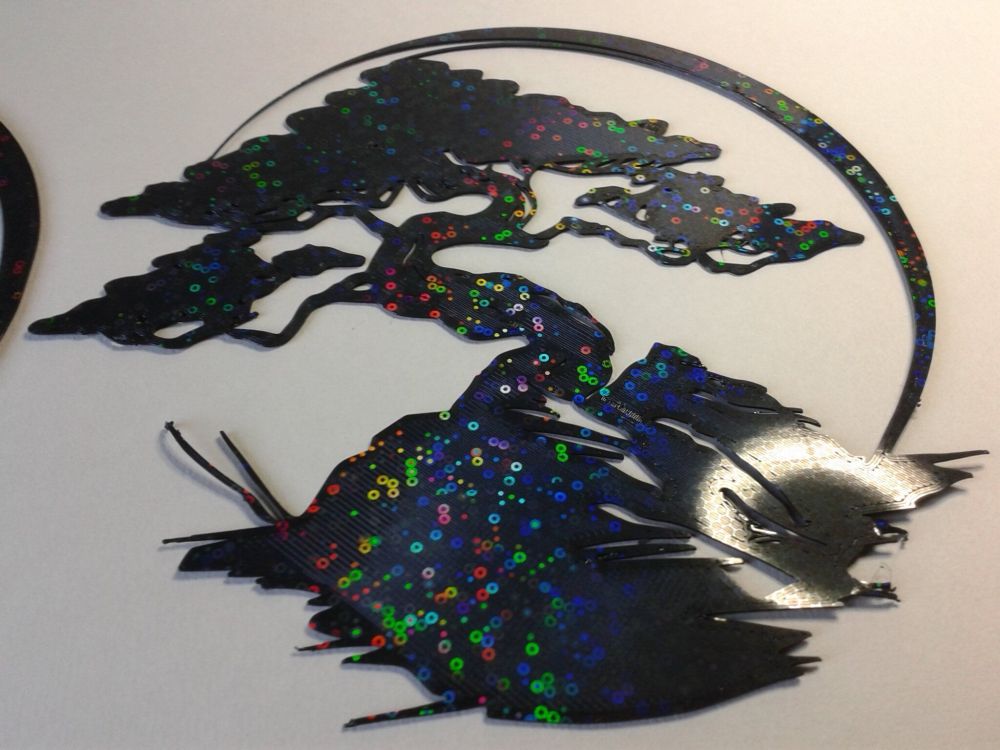 1 point
1 point -
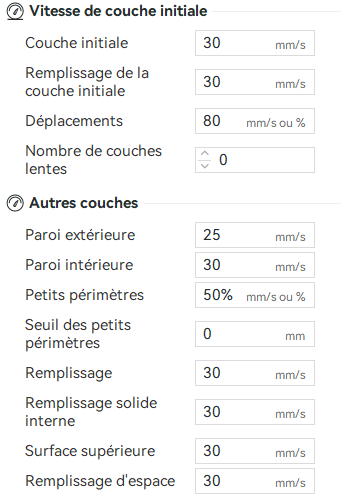
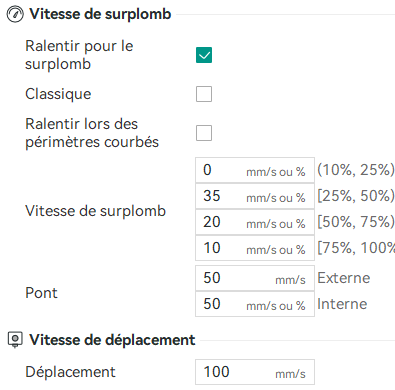
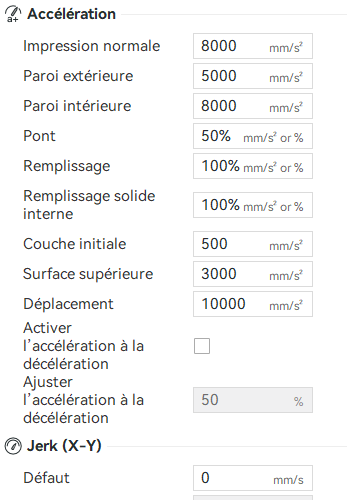
Me concernant, depuis que j'ai suivi ces réglages ca marche du tonnerre à voir si cela peut te convenir, j'ai adapté les angles en fonction de mes modèles, mais pour le reste impec :1 point
-
oui mais il sont amélioré avant tu avait tous et n'importe quoi on s'y retrouvais plus la au moins c'est clair. pour les Images j'ai mis ce qu'il faut en première page1 point
-
Bonjour moi j'ai pas tester encore le filament PLA de chez Grossiste 3D car pas eu l'honneur d'en acheter mais j'ai pris du filament chez POLYFAB3D et j'en suis absolument pas déçu. Fil super bien emballé sous vide et expédier rapidement.0 points















.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)