Classement




Contenu populaire
Contenu avec la plus haute réputation dans 28/04/2024 Dans tous les contenus
-
Pas suffisant, tu doit enfermer ton imprimante et le wash and cure dans un caisson étanche avec filtration de l'air puis tu y accole une douche de décontamination et tu n'oublie pas ta combinaison (plusieurs colorie disponible), bon par contre c'est pas très pratique pour manipuler les pièces imprimer... Avec ça te voila paré pour l'impression hautement toxique de la résine et si tu as une imprimante FDM tu peut aussi la mettre à l'intérieur car c'est aussi très méchant les filaments...3 points
-
Et bien le voici. 3dprint_mag_2024.pdf2 points
-
Impression terminé avec Orcaslicer avec le fichier .stl identique. Aucun défaut, impression parfaite (et plus rapide). Le problème provient donc de Qidislicer. Je vais envoyer le tout à Qidi pour qu'il cherche le bug. Et moi je vais changer de slicer. Je vais voir comment communiquer directement depuis Orca avec ma X-Plus 3. Pour modifier l'heure, il va donc falloir que je me connecte en ssh. Cela va me rappeler des souvenirs.2 points
-
Encore une belle semaine dans le monde de l'impression 3D avec de nombreuses actualités ! https://www.lesimprimantes3d.fr/semaine-impression-3d-434-20240428/2 points
-
Signé divers Yoda !!!2 points
-
Ca c'est la version pour mon assurance maladie dans la réalité mon installation ferait crier au scandale les ayatollah de la protection. Ma P1S est à moins de 40cm de ma tête quant je suis sur l'ordi, la Mono X est juste à côté, je post-traite les impressions résine sur mon "atelier" modélisme qui est à côté de la mono X et en ce moment, j'ai de la gravure laser qui tourne derrière mon bureau, le tout dans la pièce à vivre sans aucune ventilation (j'ai même pas de VMC dans la maison car elle tournait en permanence donc je l'ai virée), hier les 3 machines était en fonction toute la journée.... et quant j'ai pas eu ma dose de pollution, je fais un tour dans la juva comme j'ai des fuite de gaz d'échappement au niveau des collecteurs et que tout les gaz venant du moteur arrive directement dans l'habitacle on profite de bonnes odeurs d'huile et d'essence brulée.... La seule protection que j'utilise c'est les gants nitrile et même ça ca me gave car c'est gênant pour manipuler certaines petite pièces donc ça m'arrive de pas en mettre...2 points
-
Il y a de l’open-source depuis bien longtemps. La preuve : j’ai eu un chat de gouttière en open-source (de père et mère inconnus) durant 14 ans. Pour ne pas changer de version, je l’ai fait stériliser.2 points
-
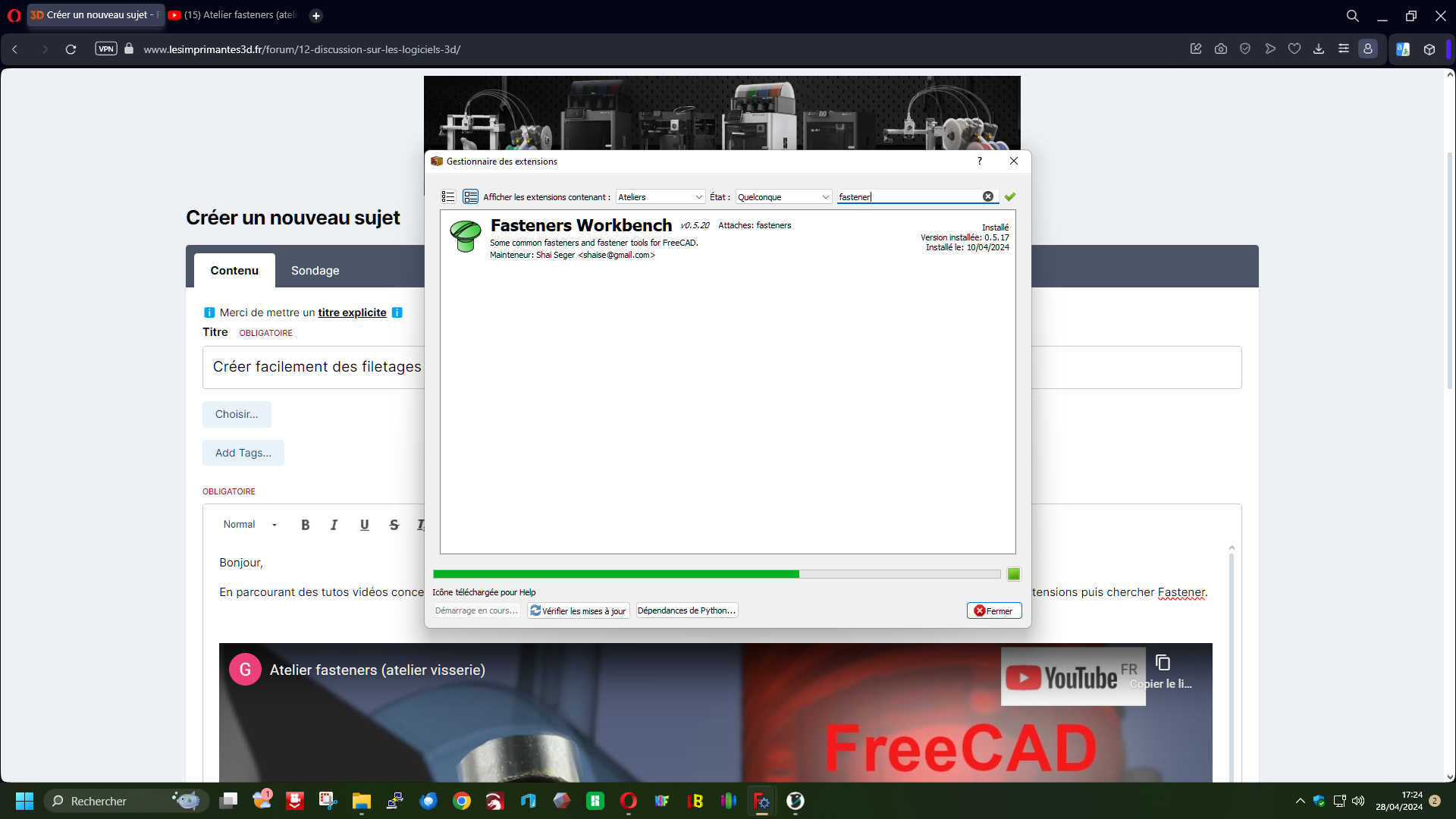
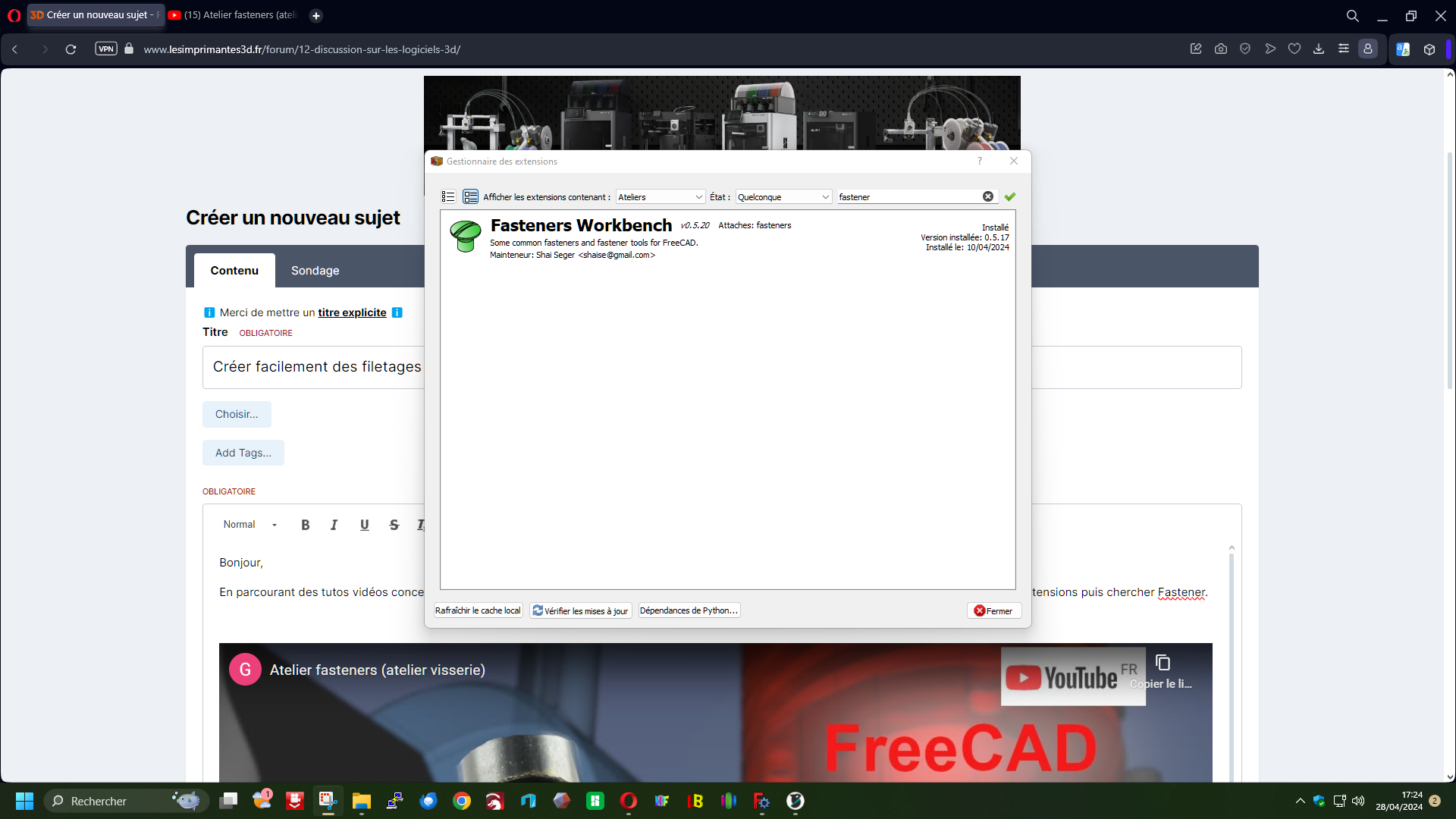
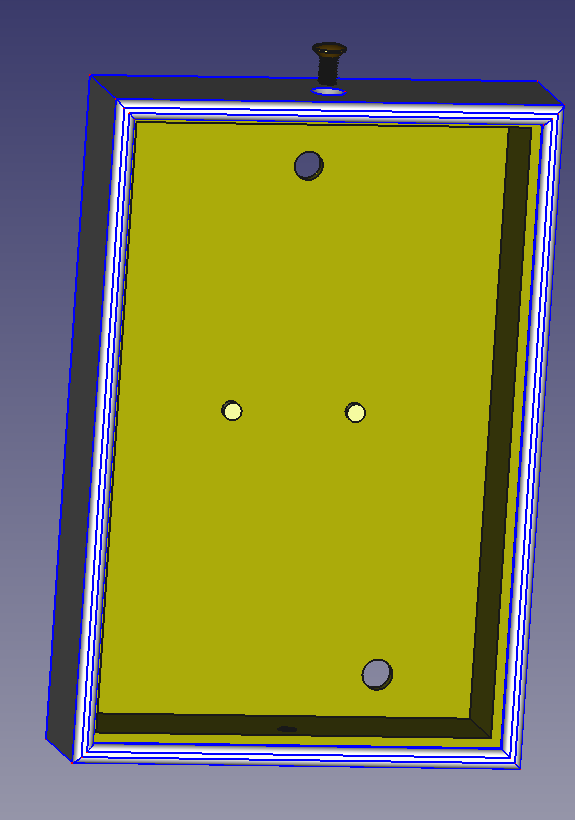
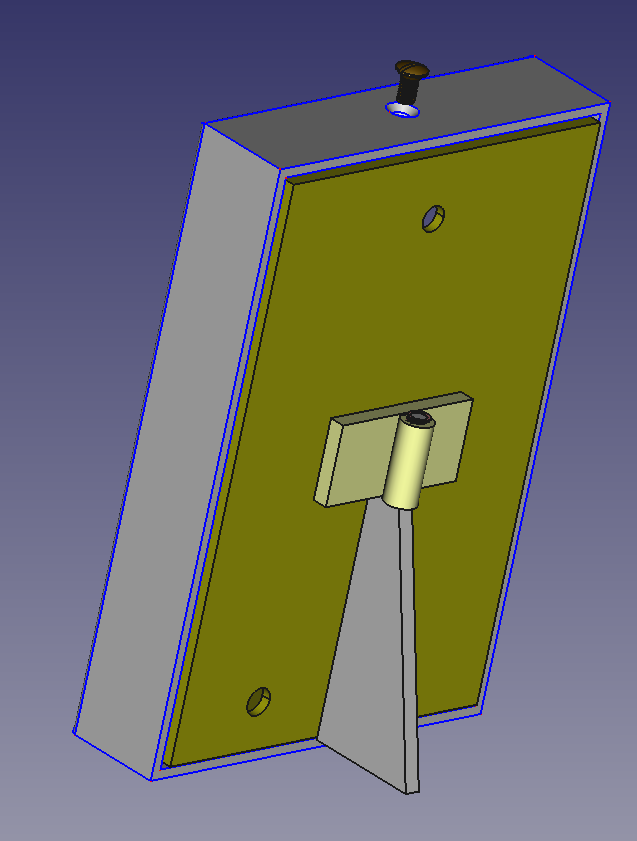
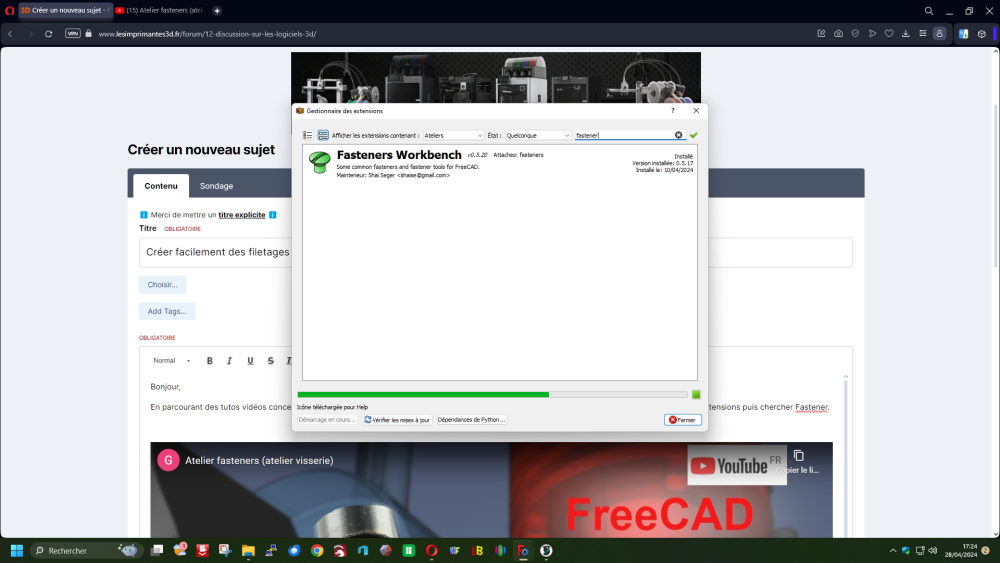
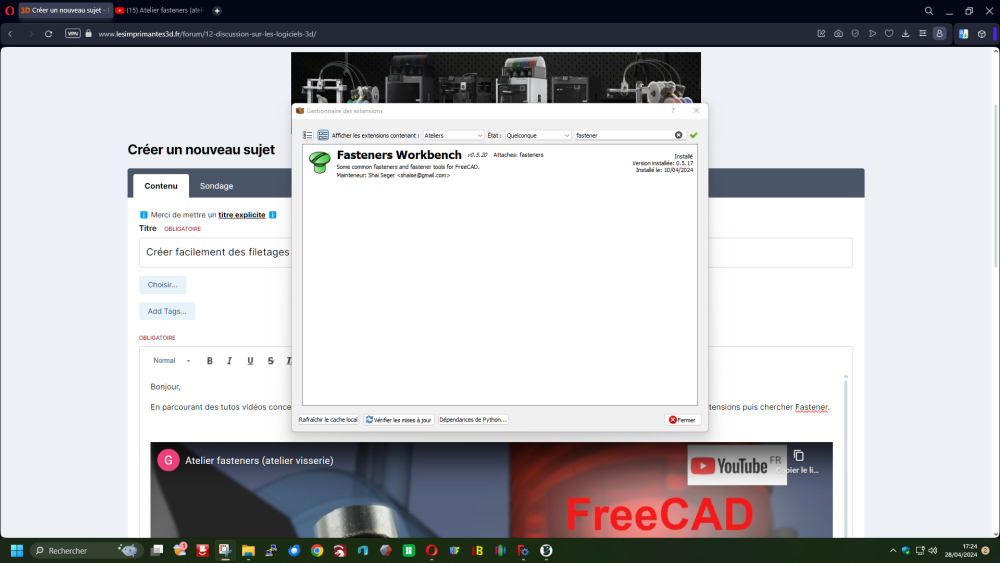
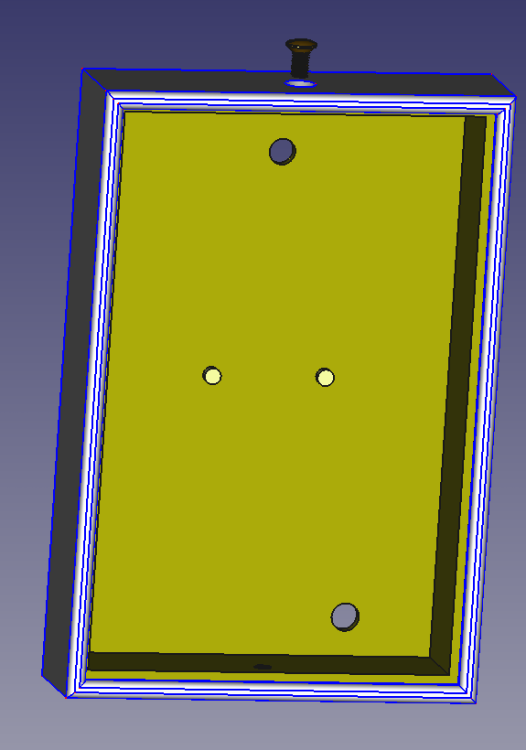
Bonjour, En parcourant des tutos vidéos concernant FreeCad j'ai découvert l'atelier fasteners que l'on peut installer en allant dans outils -> Gestionnaire des extensions puis chercher Fastener. La création de taraudages d'écrous devient un jeu d'enfant en suivant la vidéo ci-dessous. Projet_cadre_28_04_2024.zip
 1 point
1 point -
Bonjour, Arf effectivement la photo a disparu. Le nettoyage du plateau avec de l'acétone a bien aidé. J'ai aussi imprimé une Temperature Tower pour comprendre le problème de Stringing. Je suis re-passé sur une buse en 0.4 pour cette impression car le 0.6 ne passait pas, sauf à scaler à 135% et encore...1 point
-
J’en ai vu sur ali chez energetic1 point
-
Quels fichiers ? As-tu procédé au réglage de l'heure ? Sans modifications, le service système de mise à jour de l'heure ne démarre pas. Tu peux suivre l'alternative 2 de ce lien pour t'aider si besoin.1 point
-
1 point
-
Est-ce qu'un mauvais calibrage de l'extrudeur pourrait être aussi la cause ?1 point
-
J'ai mis un poil de graisse sous chaque cône pour avoir un bien meilleur glissement / contrôle1 point
-
Comme tu es nouveau, je vais te donner la clé de la serrure pour trouver les fameux fichiers. Tu regardes la page précédente et ton bonheur tu trouveras.1 point
-
Même 2 paquets par jour et quatre bon Whisky ou équivalent. Après les cartouches Carbone poreux activé en sortie de l'imprimante semble pas mal ( pour le PLA et PETG pas besoin) Pour l'ABS ou autres du même type pas mal. Après si tu fais de la résine ( je n'en fais pas (encore)) les gants nitrile oui, le masque à la belge, ne sert à rien, il faut prendre des cartouches chimiques qui retiennent les solvants. le H2S, le HCN c'est bien, mais tu n'as pas cela dans les résines (sauf si cela crâme) !!! dans les bonnes cartouches pour les bons masques, tu as pour le chimique les mêmes éléments carbone activé que pour les masques. Les masques sur AMZ sont plus ou moins pourris (sauf pour poussières) et que. si tu veux prendre cela il faut regarder les propriétés de cartouches. filtre (acide) minéraux ( type HCl, NH3, S2, SO2,...) ou organiques alcools bizarre et autres saloperies. La plupart font les particules et c'est tout. Regardes les normes certains sont polyvalents, minéral, chimique, particules fines, nucléaire, .. mais bon, une bonne filtration à la base et rejets extérieurs c'est suffisant, ou tu fais une déclaration ICPE !!! (dés fois pas idiot, comme dirait une marchande ....)1 point
-
si tu veux plus de détails, n'hésites pas à aller voir sur rc-vintage.com (francophone) où j'ai détaillé mes premiers projets de A à Z. Je suis loin d'être le seul à reposer sur de l'impression 3D dans le domaine du modélisme. Et côté anglophone, il y a aussi une petite bande d'acharnés du côté de chez rc10talk.com (même si on est pour la plupart orienté vers les éléments techniques de buggies ou de pistes que vers des crawlers ou même des carrosseries)1 point
-
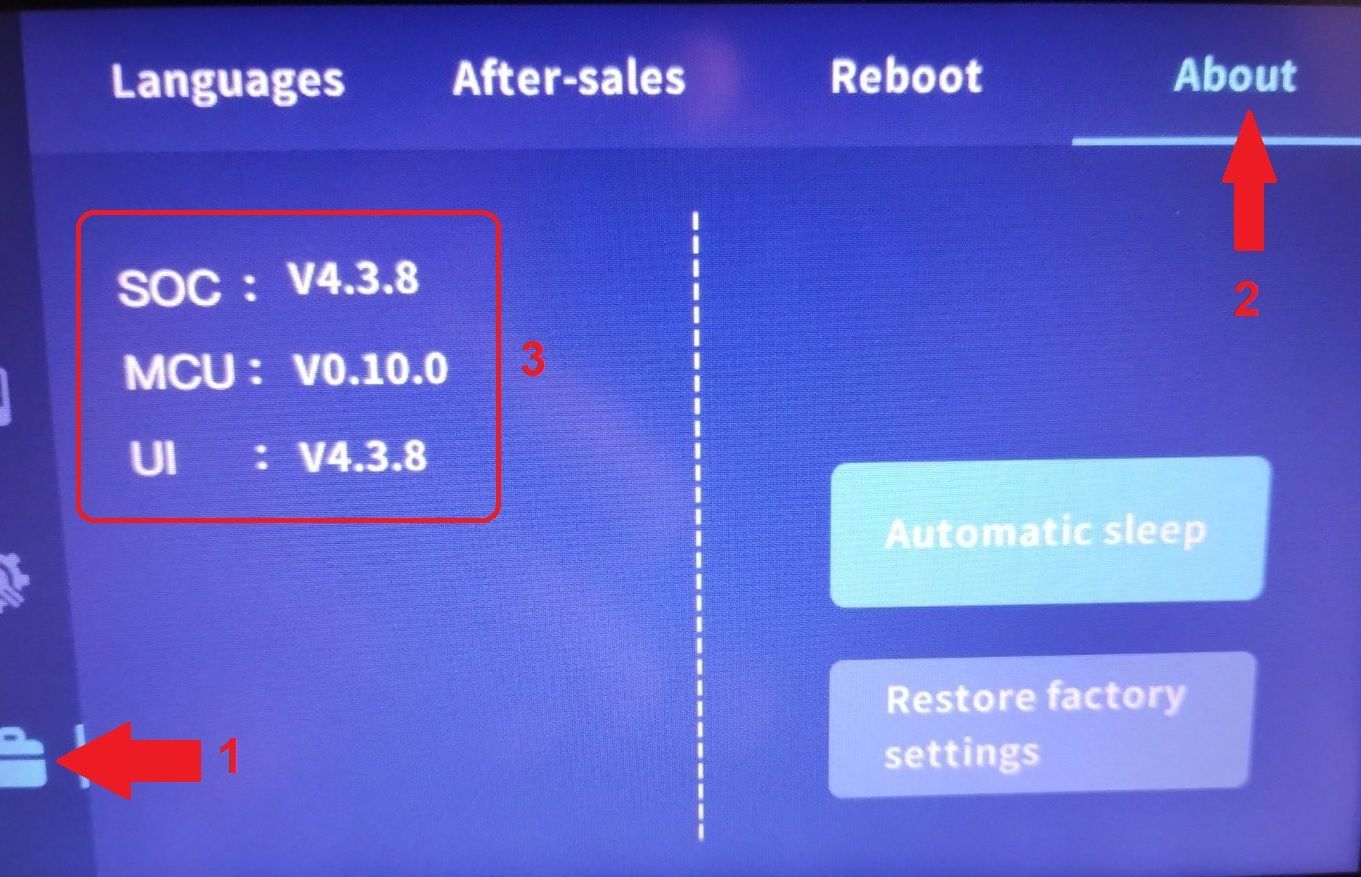
Je l'utilise depuis déjà un bon moment (avant son annonce officielle sur le site de Qidi) et n'ai pas rencontré de tel problème. Le fichier STL de départ a peut-être un soucis mais comme l'a si bien dit @pommeverte, il nous manque des éléments pour valider ou invalider cette hypothèse. Les Serie 3 sont en version .13 (Xmax->4.3.13, Xplus->4.2.13, XSmart-> 4.1.13). Tu peux afficher les versions via l'écran tactile (copie écran faite lors du test de la X-Max 3) :
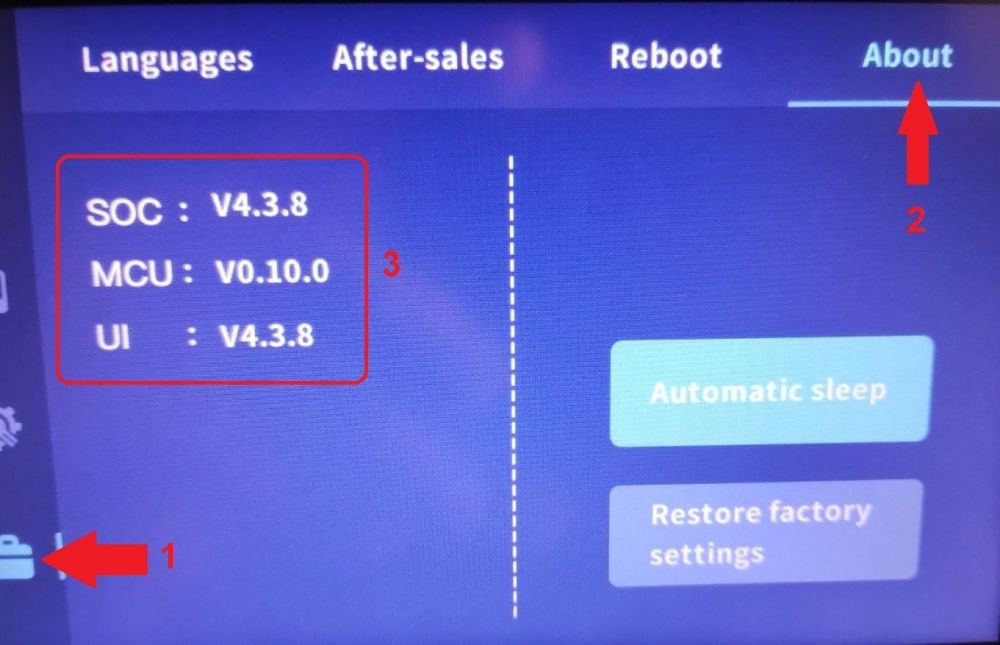 1 point
1 point -
Oui, cette colle n'était pas annoncée et c'est inquiétant que de voir la résistance de ce capot. Pour ceux qui n'ont pas pas encore fait le changement, on nous dit de soulever le capot coté vis 7 et la colle se trouve entre la vis 4 et la vis 10. Pour éviter de caser les pattes d'attache, je conseille de soulever le bord coté vis 7 puis la partie centrale afin de terminer par le coté de la vis 10. S'aider d'un tournevis plat fin peut faciliter la chose. Par contre, ce démontage permet d'apprécier la qualité de fabrication de cette imprimante : Bambu Lab est loin devant ses concurrents chinois voir même américains...1 point
-
Bonjour et bon dimanche. Enfin changé ce bed. Environ 1,5h en travaillant soigneusement. Perdu 20 minutes avec le capot avant (celui à 10 vis) que j'ai eu peur de casser car il collait très fort avec une colle blanche sur un côté. Réglages et tests pas encore faits. Photos envoyées, pas évident d'avoir le QR code et numéro de série assez nets, quand l'appareil veut mettre au point sur l'arrière du câble.1 point
-
Bonjour à tout les deux, J'ai sorti mon impression en cours et j'ai la partie toiture qui n'a effectivement pas tenue ... Mais la deuxième pièce qui est un pan de mur a super bien tenu ! Merci pour les liens. Je suis en train de me documenter et je vais suivre le conseil où il faudrait que je commence par quelques chose de plus petit. Merci1 point
-
Ouais , côté stockage produit dangereux c'est pas fameux non plus, j'ai de l'IPA un peu partout, des bidons de résine, des bombes de peinture et autres produits et le poêle à bois à 2 mètres.... mais j'ai un extincteur poudre 1kg sous le bureau toujours à porter de main.1 point
-
Et il y a aussi le cas des "Patent Troll"1 point
-
Salut, j’avais envoyé une demande de support, mais je n’ai toujours pas eu de réponse de anycubic, sachant qu’en plus j’ai la dernière version qui était sorti de la kobra plus avec un USB-C et donc sur ce dernier modèle, on ne pouvait pas changer le firmware par un qui était proposé sur github qui permettait de faire une reprise après la commande de pose manuelle dans le G-code. je verrai encore cette semaine, si il me réponde…. Car apparemment la seule option proposée est un système de bip qui te permet de faire une pause manuelle mais comme mon imprimante est dans le garage j’aurais du mal à entendre le bip lol mais quand tu as une longue impression de 20 heures c’est moyen… je vais pas rester rester derrière la machine… et l’imprimante est encore sous garantie pour un an et demi, donc j’ai pas envie de faire sauter la garantie en modifiant tout… (car j’ai profité, je l’ai eu pour même pas 200 € en fin de série) par la suite je compte me prendre une bambulab mais j’attend de voir si ils sortent un modèle avec un plus grand plateau que celui actuel de la X1C. À bientôt.1 point
-
Dans les plastiques en général, c'est toujours le NOIR qui résiste le mieux aux U.V. tout simplement par le fait que le noir est obtenue par ajout de noir de carbone qui est naturellement en agent anti U.V. Après il faut que la saturation soit suffisante, mais ça c'est la qualité de chaque fournisseur.1 point
-
et du même auteur, une version mini (que je trouve mieux finalement) https://makerworld.com/en/models/1254461 point
-
Celui qui pourra le mieux te répondre sur ce sujet c'est @silvertriple tu peut aussi aller faire un tour sur son poste:1 point
-
Pas sûr de comprendre le dernier message ... Il est clair que l'open-source : - a d'indéniables forces et réalisations - l'impression 3D est issue intégralement du monde de l'open-source au départ, et beaucoup d'entreprises (parfois même sans s'en rendre compte) reposent sur des stacks open source souvent devenues critiques, sous forme de "briques sous-jacentes" (linux, c'est open source, plusieurs moteurs de bases de données sont open-source, de nombreuses librairies de développement logiciel sont open-source, etc.) - d'où ce gag, mais qui est pour le coup tout à fait juste / pertinent : https://xkcd.com/2347/ - a d'indéniables limitations (nombreuses ... trop de pertes aux feu / redondance, souvent pas de financements assurés pour garantir la poursuite des développements des librairies en question, etc.) - si l'open source a permis de poser les bases de l'impression 3D, c'est l'industrie capitalistique qui a permis d'arriver où elle en est aujourd'hui - sans industrie, on en serait encore à faire des rep-rap difficiles à monter, le fait qu'un modèle commercial et des industriels ait embrassé le domaine a permis d'avoir des produits plus simples à utiliser, plus robuste, mieux optimisés, une conception plus standard, etc. (avec les inconvénients que çà a également, comme le closed-source et l'absence de suivi au bout d'un moment).1 point
-
J'ai imprimé un chassis Ninja/Coors/Shogun à des fins de tests dimensionnels. L'impression est en PETG, et j'ai utilisé du PLA comme interface de support, mais j'aurai pu avoir une qualité bien meilleure avec une couche d'interface réglée à 100% (elle était partielle, réglage par défaut, et le résultat n'est pas parfait... La géométrie du chassis s'adapte particulièrement bien à ce type d'impressions... Il me reste encore quelques tests à faire, mais cela semble bon...1 point
-
Salutation ! En plus de ce qui semble orienter vers un problème dans une version du trancheur utilisé, il y a aussi peut être la version du firmware a prendre en compte. ( Si tu a fait une mise a jour du firmware dernièrement et si c'est depuis cette mise a jour que tu rencontre ce problème Car, il semblerais que depuis le firmware v4.4.18 pour la Q1 Pro, plusieurs utilisateurs on le même genre de problème. cf https://github.com/QIDITECH/QIDI_Q1_Pro/issues/13 Mais tout pourrait être lié au trancheur depuis une certaine version. ( genre la https://github.com/QIDITECH/QIDISlicer/releases/tag/V1.1.3 que je n'ai pas encore utilisé avec ma Q1 Pro ) )1 point
-
Oui mais c'est pas très collé j'ai réussi à l'enlever avec un tournevis Non aucune différence, on croirait des fils de téléphone, j'ai remonté le fil mais en mettant le serre fils sur la gaine, j'ai redémarré et apparemment ça fonctionne, je vais faire un test d'impression ce soir mais il est clair que le câble doit être changé1 point
-
C'est tout à fait possible... Les temps d'impressions estimés sont souvent FAUX ou très FAUX Normalement tu as un couvercle antiUV donc tu peux aller jeter un coup d'oeil et même enlever le capot quelques minutes pour regarder ce qui sort du Bac 3 cas de figure: 1/* rien n'est collé au plateau qui monte -> Problème d'accroche plateau 2/* c'est collé mais il y a des déformations, des trous ou autres problèmes -> Problème de réglage d'impression Dans les 2 cas tu peux STOPPER l'impression 3/* l'impression sort apparemment proprement sans défauts -> Vérifie le niveau de résine encore présent dans le bac !!! SI BESOIN RAJOUTES EN DELICATEMENT pendant l'impression -> Referme le couvercle et laisse finir l'impression1 point
-
Salutation ! C'est un print très (trop) audacieux pour débuter. Le fait qu'il prendrais 72h en réel me dis qu'il te faut commencer par plus simple. Je dirais que tu devrait regarder a quoi l'impression en cour ressemble a cette instant et je pense que très probablement tu verra que le toit n'a probablement pas tenu ou est fortement déformé a sa base. Et alors pour moi, il serait a envisager d’arrêter l'impression. Et de faire, pour commencer, le temps d'acquière des bases (en placement des supports, évidage, et sur les limites de l'impression résine), d'autre modèle plus petit ( ou ce modèle mais a disons 50% de sont échelle,) et morceau par morceau pour avoir moins de résine de perdu en cas d’échecs. A tu déjà fait des impression de test pour calibrer ta résine ? A tu déjà pris le temps de regarder des vidéo sur comment supporter des gros volumes ? ( La définitivement pour moi c'est pas idéalement supporté ... et il y a de fortes chances d'avoir un échec ou des objet déformées en résultat d'impression ) Je te renvoie vers l'un de me commentaire sur un autre sujet. ( Des pistes de trucs a prendre le temps de lire et regarder si tu veux avoir des bases solide en impression résine )1 point
-
Bonsoir, J'ai démonté les extrudeurs, tout nettoyé et callé avec un reset complet de la Dreamer et cela semble être revenu dans l'ordre. Je vais lancer quelques impression avec support pour vérifier cela. En tout cas merci pour votre aide.1 point
-
Salutation ! Et si tu fait délicatement l'ajustement du plateau directement dans le réservoir de résine sans la feuille de calibration ? ( Avec une main qui maintient le plateau bien plaqué dans le fond du réservoir de résine quand tu fait le serrage) Sinon pour d'autre pistes1 point
-
Bonjour, Je confirme le firmware marlin modifié avec capteur de fin de filament sur le port z modifier par Mr Magounet tourne très bien depuis plusieurs mois. Normalement il est disponible page 66 firmware et explications pour déporté sur le ruby et rajouter une ligne sur le slicer. Bon courage1 point
-
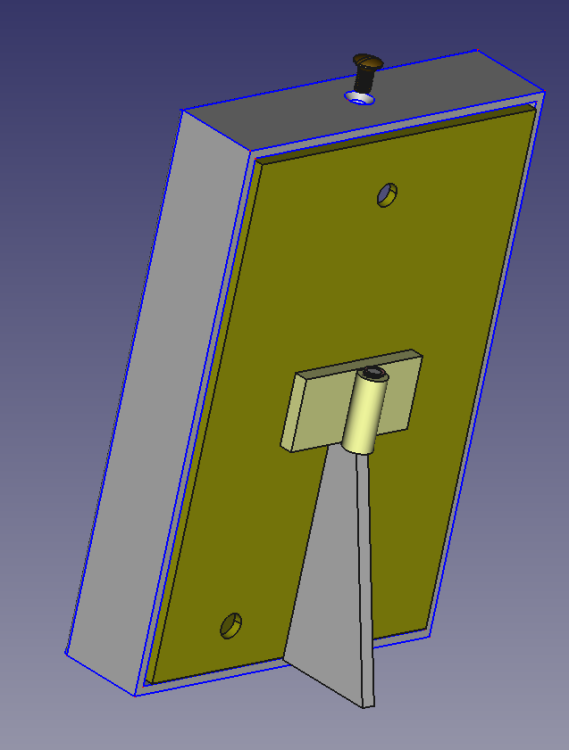
Suite et presque fin de l'épisode Après avoir installé la serrure je me suis attaqué à la charnière du haut qui était cassée aussi Par rapport au modèle d'origine j'ai rajouté un axe amovible. Plus facile à imprimer et aussi à installer sur le compteur La 2ème version était la bonne. Et voilà montée sur le compteur Mon compteur EDF ferme correctement maintenant Voici les fichiers Fusion360 si ça intéresse quelqu'un Serrure Compteur EDF v25.f3d Charnieres Compteur EDF v12.f3d Faut que je m'attaque au compteur Gaz maintenant @+ JC PS: Toujours pas de nouvelle d'ENGIE ni de GRDF

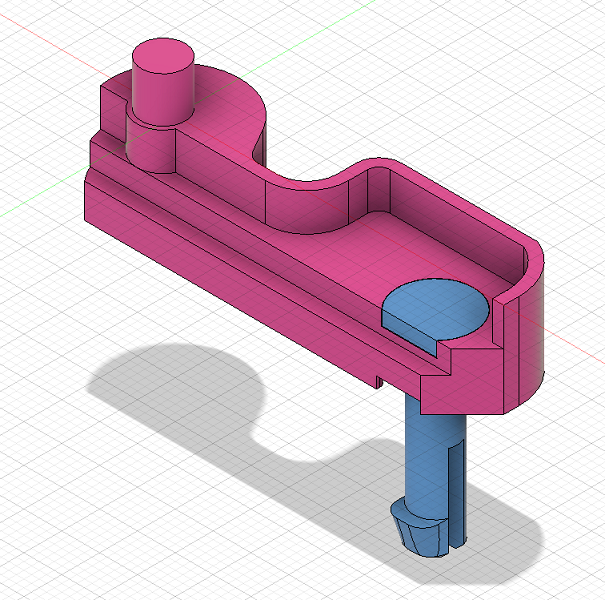


 1 point
1 point