Classement




Contenu populaire
Contenu avec la plus haute réputation dans 05/09/2024 Dans tous les contenus
-
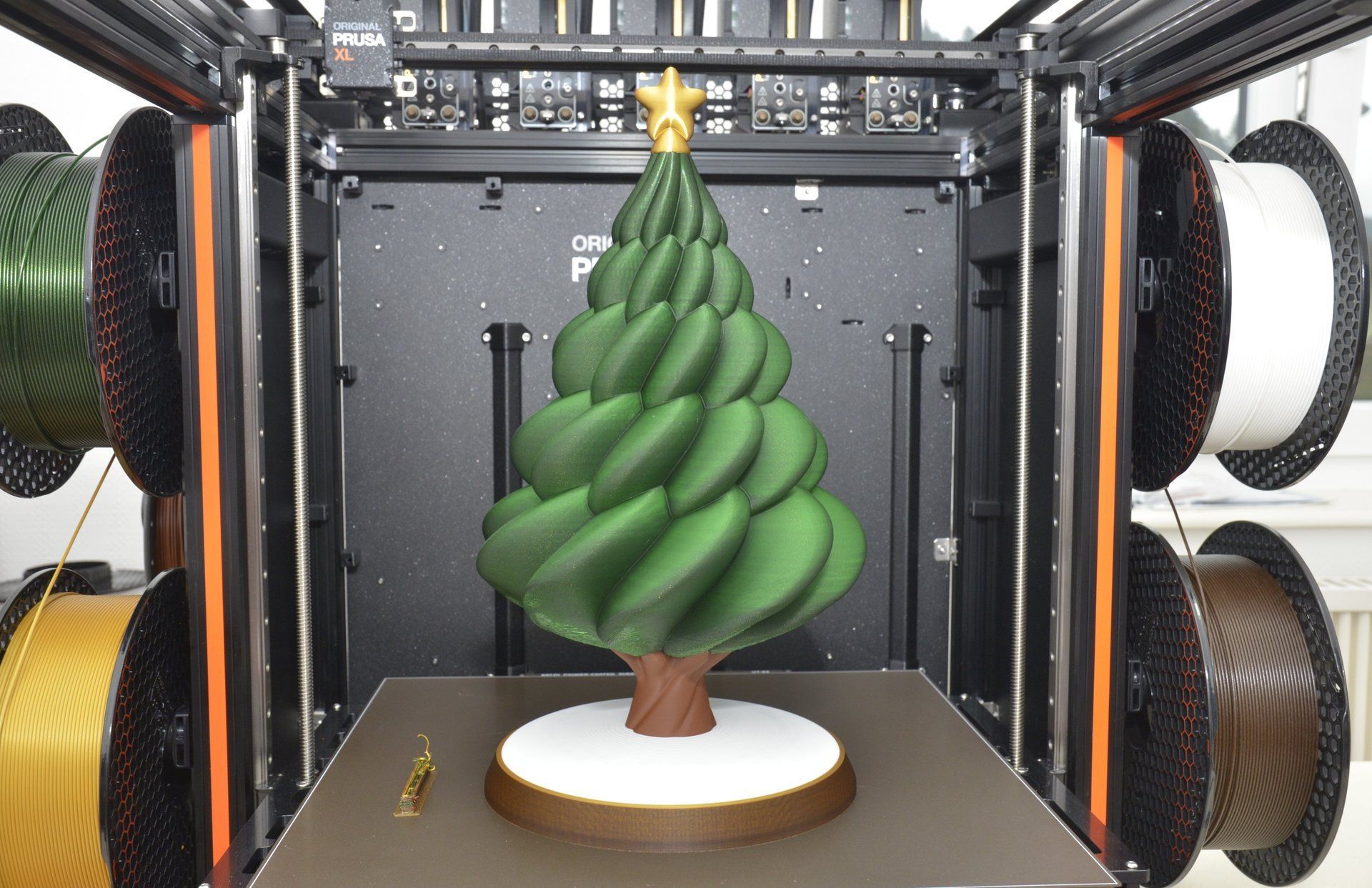
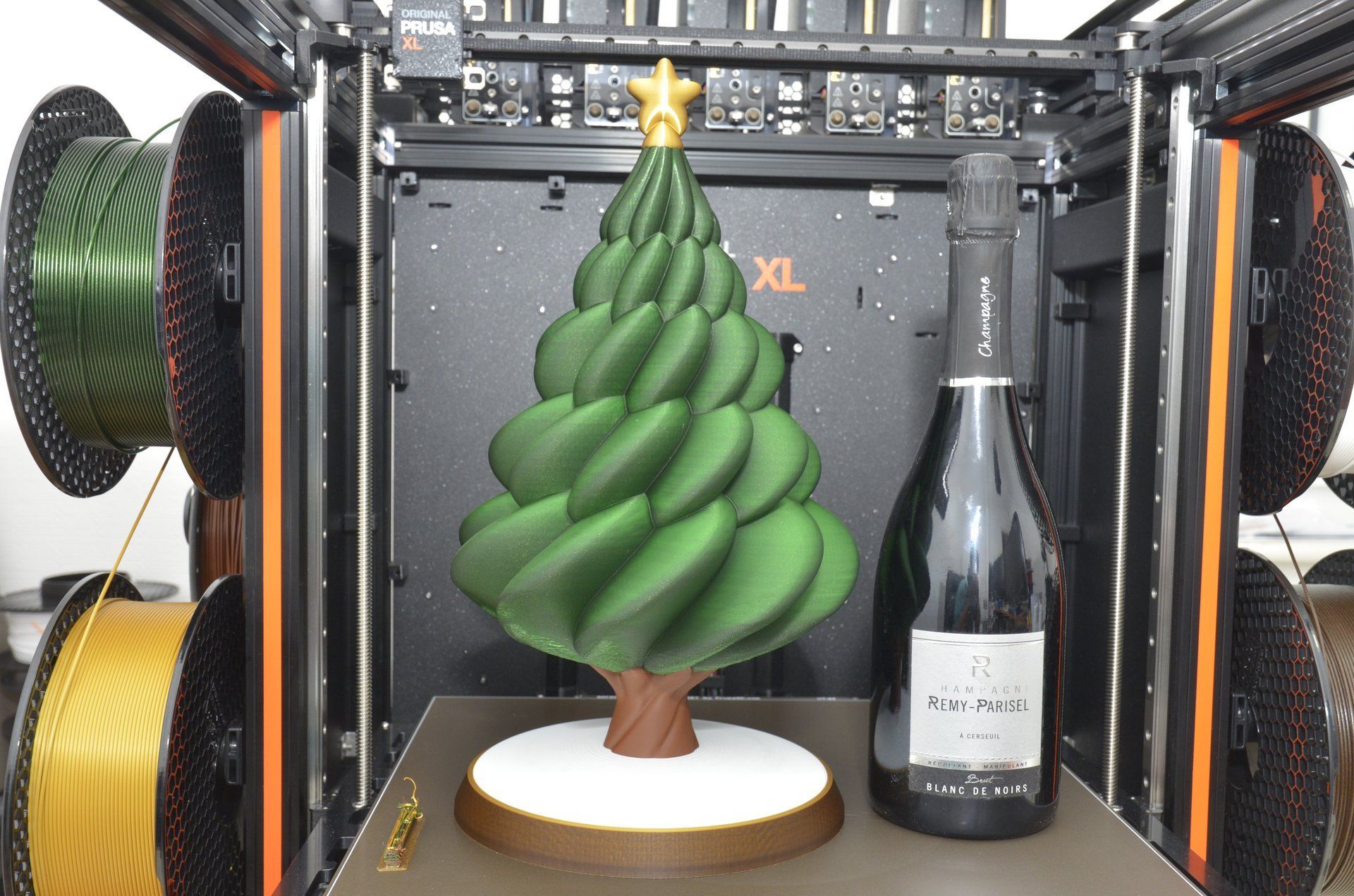
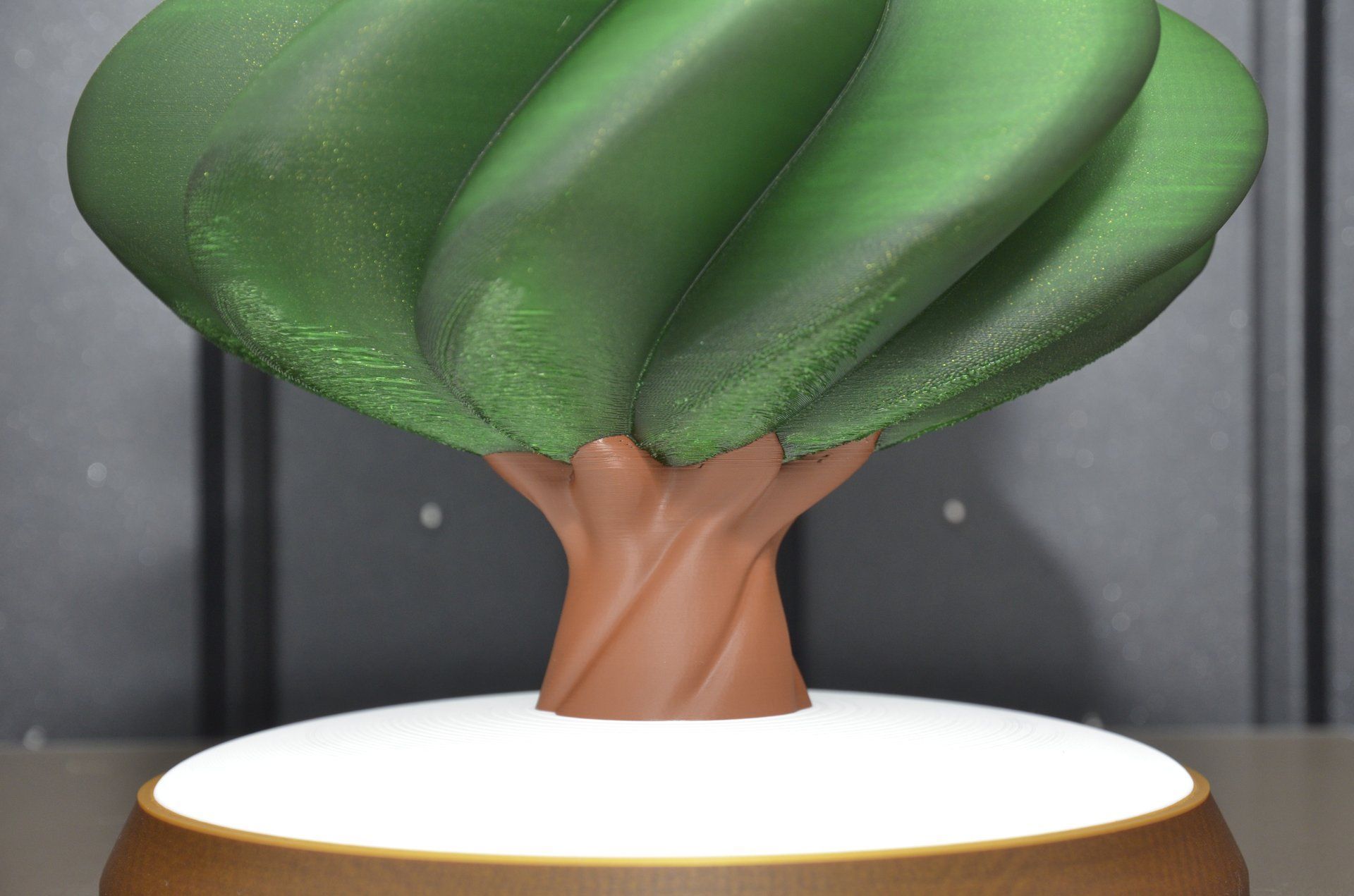
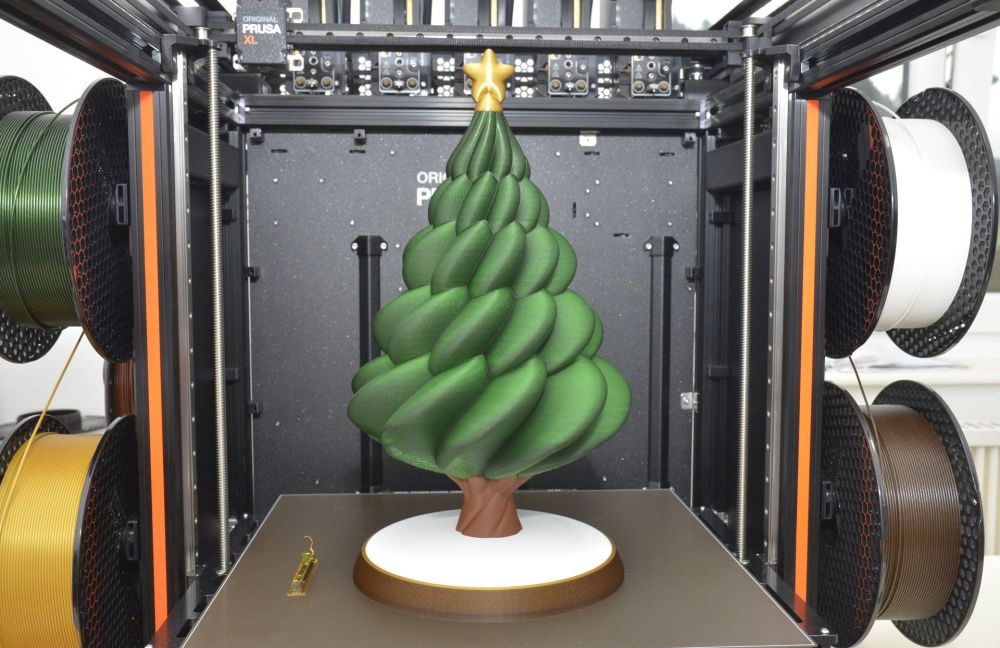
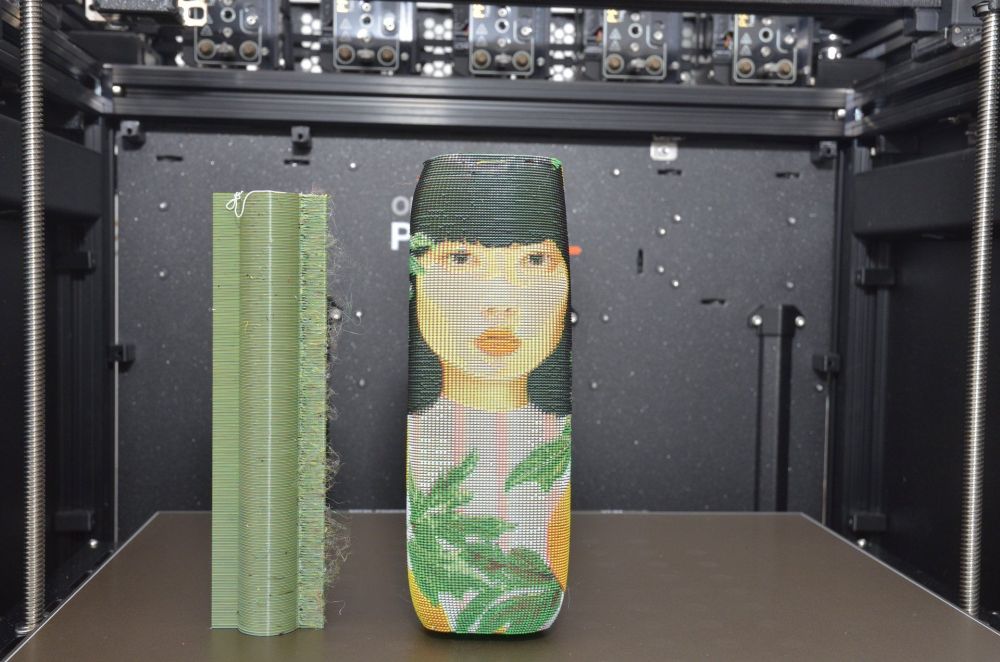
Je ne t'oublie pas, je prépare une explication photos lors de mes prochains tests en changeant de buse. C'est fait, mais j'ai changé les conditions en passant d'un profil 0.15mm Structural à 0.15mm Speed pour gagner du temps, et quelques ajustements dans les réglages. Je passe à 16h30. Ca pourrait aller plus vite car j'ai pris du gras sur certains paramètres. Par exemple la base est assez épaisse (6 périmètres) avec un bon infill pour déplacer le centre de masse vers le bas. Bref, voici la bête. Lorsque j'ai lancé l'impression la première fois, j'ai été impressionné (c'est le cas de le dire) par la taille de la base qui se construisait devant mes yeux. 20cm de diamètre ce n'est pas énorme, mais sur l'écran ça paraissait beaucoup plus petit. Et ça c'est nouveau, habituellement les 3D me paraissent plus grandes sur l'écran que une fois imprimées car on a tendance à zoomer sur la pièce pour qu'elle occupe toute la surface de l'écran. Mais là c'est l'inverse, on dézoome à bloc pour que ça rentre, résultat ce sapin de 36cm est plus grand que je ne le pensais ! Je vous mets une référence pour avoir un point de comparaison. A côté du sapin se trouve sa tour de remise en pression (elle était au fond durant l'impression). Oui elle est minuscule car j'ai utilisé la fonction "No sparse layers" qui permet de réduire la tour aux couches où il y a des changements de couleur uniquement. Cela impose d'avoir de la place pour que la tête d'impression puisse redescendre sur la tour et changer d'outil sans collision avec la pièce. Ici le plateau de la XL est de taille confortable pour permettre l'utilisation de ce type de fonction même sur une grosse pièce. Le passage critique de cette impression est le bel overhang juste après le tronc, que la ventilation de la XL a réussi a gérer comme elle a pu. C'est granuleux, mais rien qui pendouille. 415 grammes sur la balance, et 3 grammes pour la tour. Je note que pour les parties en "simple couleur", c'est à dire sans changement de tête sur la même couche, la qualité d'extrusion est excellente. Et que dire de cette première couche... A+


 9 points
9 points -
Bonjour, Je suis Sylvain, gérant du site Filimprimante3D (dont il n’est pas question ici ). Dans le cadre d’un nouveau service (dont il n’est pas question ici non plus ), j’ai développé un outil de sélection des matériaux 3D, ou plus précisément pour le moment, un outil de sélection de filaments pour l’impression 3D. Cet outil en ligne se trouve ici : https://www.f3dpro.fr/outils/sm/guide-selection-materiau.php L’idée est de guider vers le choix du plastique le plus approprié à travers une série de réponses à des questions fermées. J’aimerais savoir ce que vous en pensez ? Cela vous parait-il utile ? (pensez aux débutants que vous n’êtes sans doute plus ! ) Voyez-vous des bugs ? Des incohérences ? Des manques ? Pour les connaisseurs, cet outil peut peut-être paraître simplificateur. Mais je pense que cela met en place une démarche qui peut être intéressante pour les non connaisseurs. Quand pensez-vous ? Je suis preneur de toute remarque constructive. A bientôt ! Sylvain3 points
-
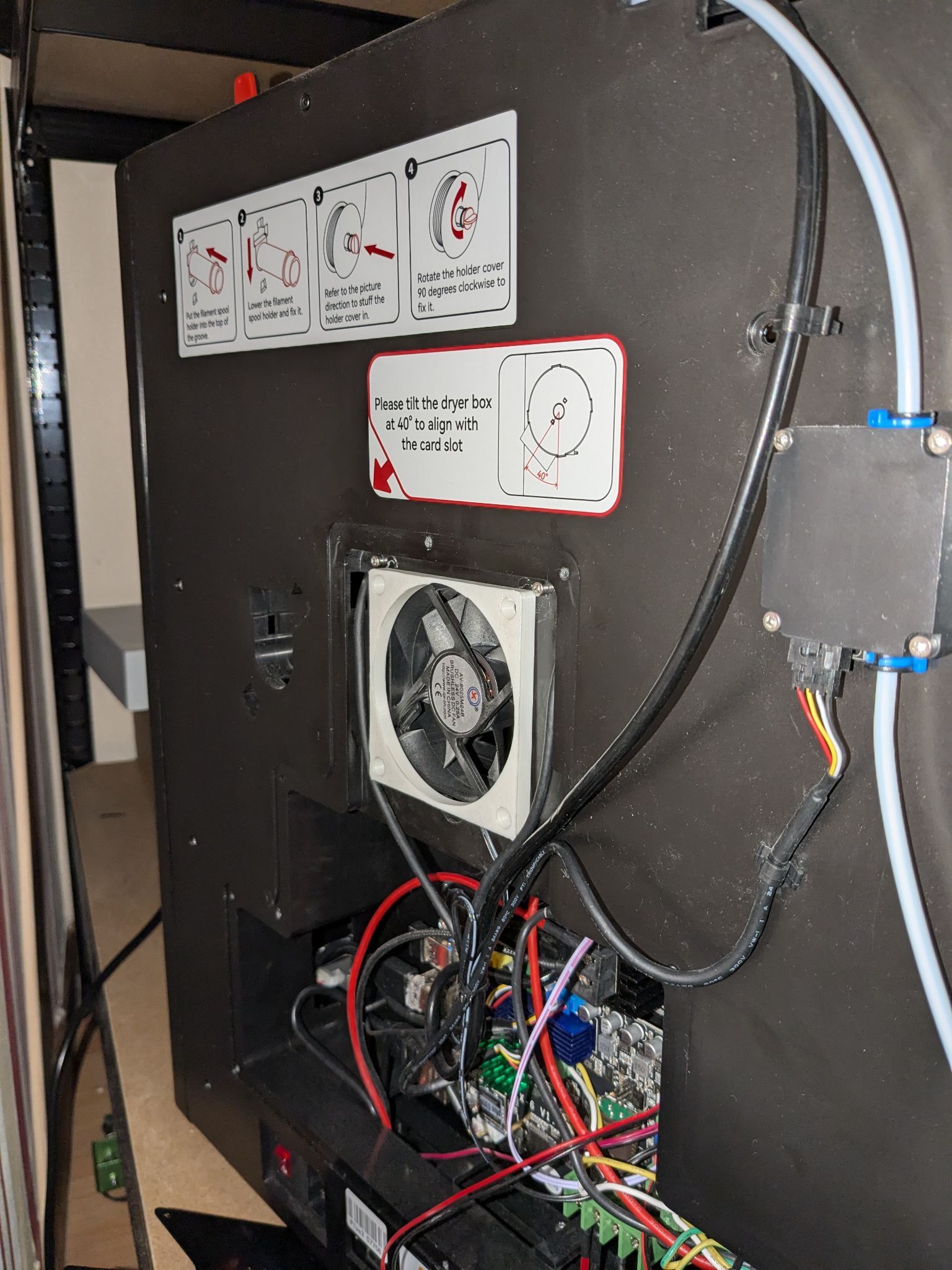
Ceux qui suivent éventuellement le Discord non officiel ont probablement vu passer l'annonce. Pour les autres, un rappel : quand on veut sortir du firmware officiel de Qiditech, l'écran tactile originel avec son propre firmware n'est plus utilisable. Il faut alors utiliser d'autres moyens pour avoir un affichage sur l'imprimante. Un utilisateur a donc refait le firmware et l'interface graphique permettant de continuer à utiliser l'écran TJC. Simple information, car ayant ajouté un écran 5" piloté par Klipperscreen, je ne repasserai pas à l'écran originel. Le lien du dépôt Github : https://github.com/Phil1988/FreeDi Présentation de l'affichage :3 points
-
Sympa la photo pour montrer l'échelle. Info intéressante : la Prusa XL permet d'imprimer un casier à bouteilles3 points
-
Salutation ! J'ai bien reçu, aujourd'hui, le coupon de 100 USD gagné (non cumulable avec d'autres offres ou promos, validité de deux mois). Et je l'ai utilisé pour refaire mon stock de filaments. Reste à attendre patiemment pour le "produit d'automne" Bonne continuation à tous3 points
-
Salut, première création déco pour moi avec la A1 mini en collègue de travail. Puisqu'il n'y a rien à se mettre sous la main coté Another World, il a fallu que je me sacrifie https://makerworld.com/en/models/623404#profileId-547630 le cable USB est pour les yeux illuminés



 3 points
3 points -
Des caractéristuqes de folies, est-ce nécessaire, visible ? Tout dépend de quel trusqe qu'on cause.2 points
-
Cette version de tranchoir est plus sympa : https://www.thedirtyalchimiste.com/2022/08/28/pain-medieval-et-le-tranchoir-au-ragout-dorges-et-de-biere-dhobb-trois-doigts/
 2 points
2 points -
ben mon cochon2 points
-
Une colle genre «Superglue» fonctionne très bien… par contre ça colle aussi les doigts2 points
-
Adepte de Powerpoint ou logiciel similaire probablement Un trancheur n'est-il pas préférable pour préparer le Gcode provenant d'un STL ?2 points
-
Salut Sylvain, Je n'ai pas encore eu l'occasion de tester ton outil mais je tenais à préciser aux modos et autres membres qu'on avait validé ton post en amont avec @Julien vu que tu avais eu la politesse de nous demander2 points
-
Bonjour, QIDI vient de publier son nouveau Slicer : QIDI Studio https://qidi3d.com/pages/software-firmware https://github.com/QIDITECH/QIDIStudio/releases1 point
-
Bonjour, je ne sais pas ce que ça vaut, vu que je n'ai jamais imprimé du pla eco, mais à 12,40 euros le kg, ça peut intéresser certains https://www.arianeplast.com/223-pla-eco-arianeplast1 point
-
La carte SD en défaut ou lecteur de carte SD, enfin je pense...1 point
-
Pour compléter, extrait de messages privés1 point
-
Attention que le correcteur d’orthographe ne nous transforme pas ça en "tranchoir" Quoique pour le jambon...1 point
-
Ici même sur ce forum : Ensuite si / quand tu seras « bloqué », fais appel à @pommeverte le spécialiste des compilations Marlin1 point
-
Salutation ! Il me semble qu'il faut aussi modifier, dans le fichier de configuration marlin avant de le compiler, le mode d'affichage de l'écran pour avoir le mode "moche" mais qui lui permet les interactions utilisateur (Pour avoir la possibilité de cliquer "suivant" pour continuer l'impression après le changement de filament depuis l'écran de contrôle de l'imprimante. sinon il faut passer par une connexion USB ... ) . Pour des pistes regarder1 point
-
C'est peut-être un trancheur qui se base sur le principe de la trancheuse à jambon où il faut déplacer, faire glisser, le jambon, pour en découper une tranche grâce a la grosse lame circulaire de la machine1 point
-
ton imprimante semble être en bowden, une distance de rétraction de 2mm me paraît extrêmement faible (en général - en bowden - on est plus proche des 6mm que des 2mm). Et ça doit poser encore plus de soucis avec une buse de 0.6.1 point
-
Bonjour, Si tu parles de l'écrasement de la première couche ce n'est pas un problème de slicer mais de réglage de la machine. Ta tête est trop basse, tu dois la relever un peu, essaie par pas de 0.5mm. Sinon tu peux aussi avoir un problème d'entrainement du Z si le défaut est constant.1 point
-
Hésite pas a suivre le topic sur les SW X4 Pro et Plus on pourra t'apporte pas mal d'aide si besoin1 point
-
@Kachidoki Le son passant au travers de cette peau, il va falloir que tu espaces les mailles, mais l'enceinte ne sera pas IP67, seulement étanche aux cailloux.1 point
-
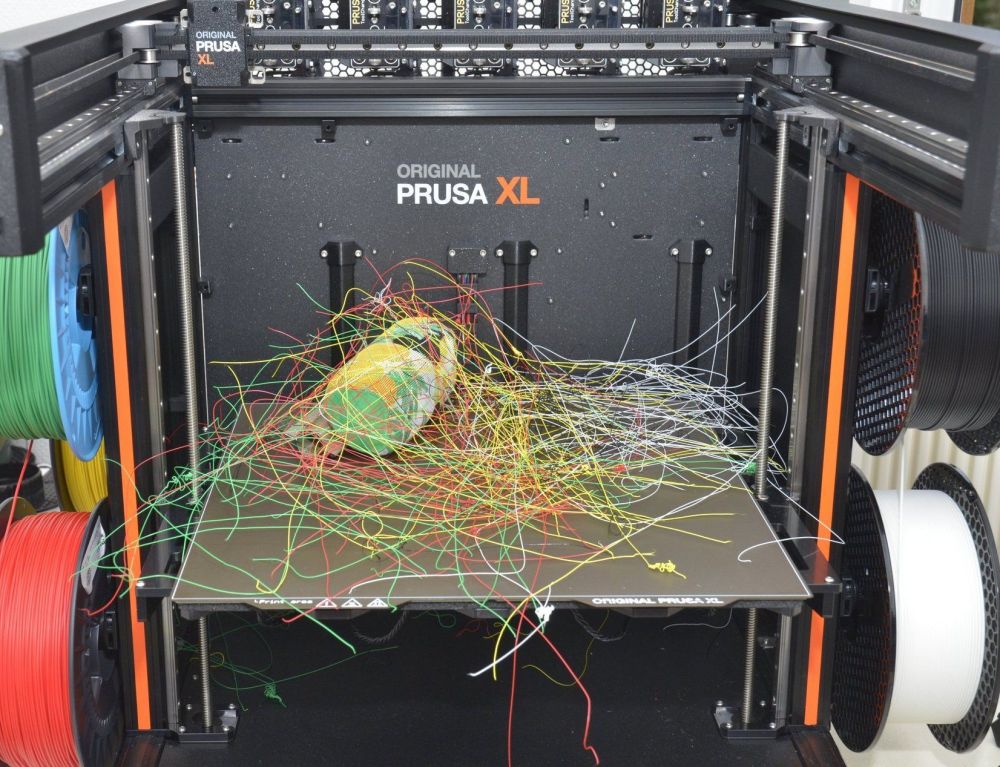
Petite aparté sur les tests pour inclure un test dans le test. Grâce à @Vicckkky j'ai pu imprimer du G-Code artisanal qui donne ça : Allez voir l'autre sujet, il mérite qu'on s'y intéresse !
 1 point
1 point -
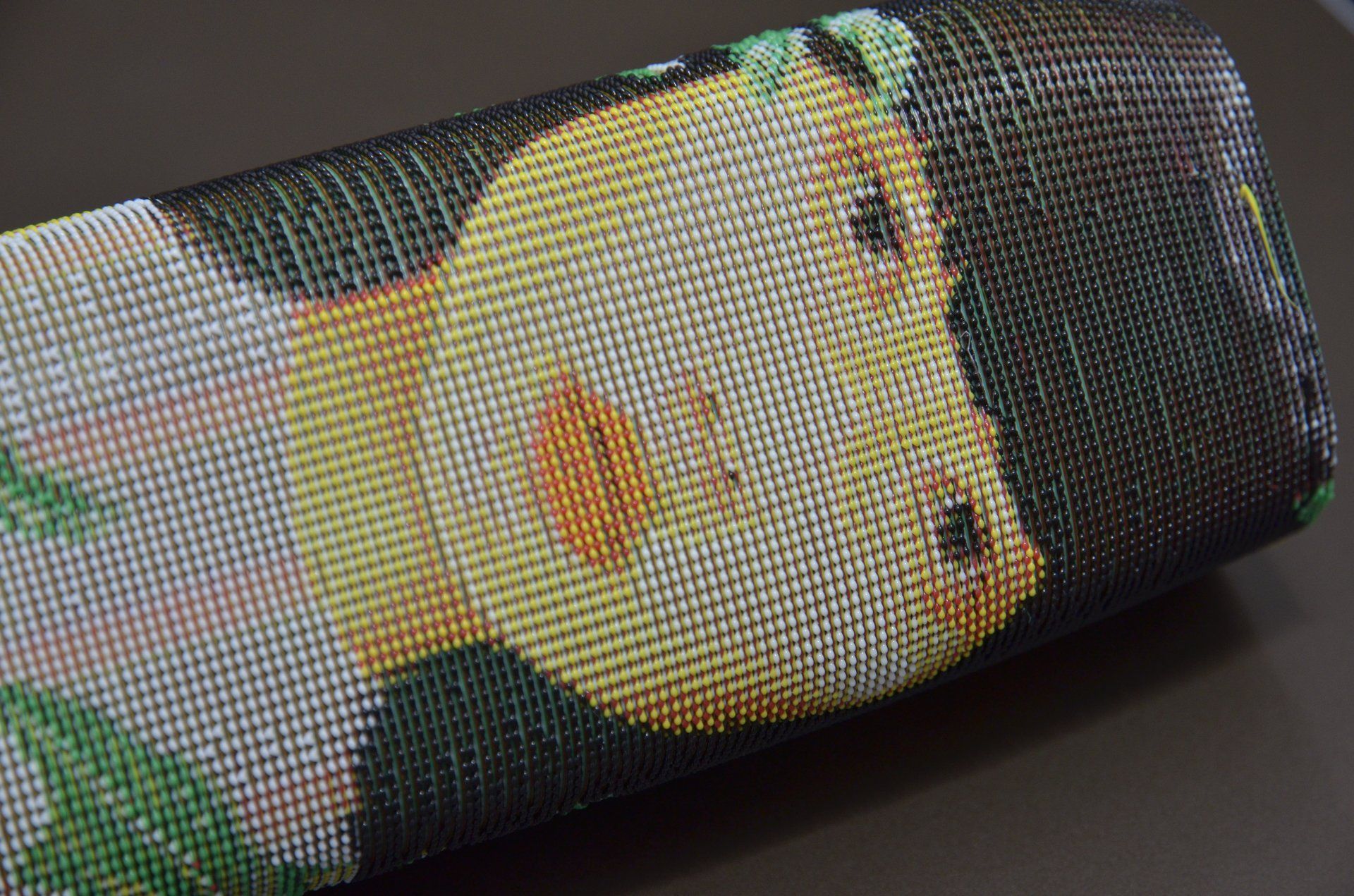
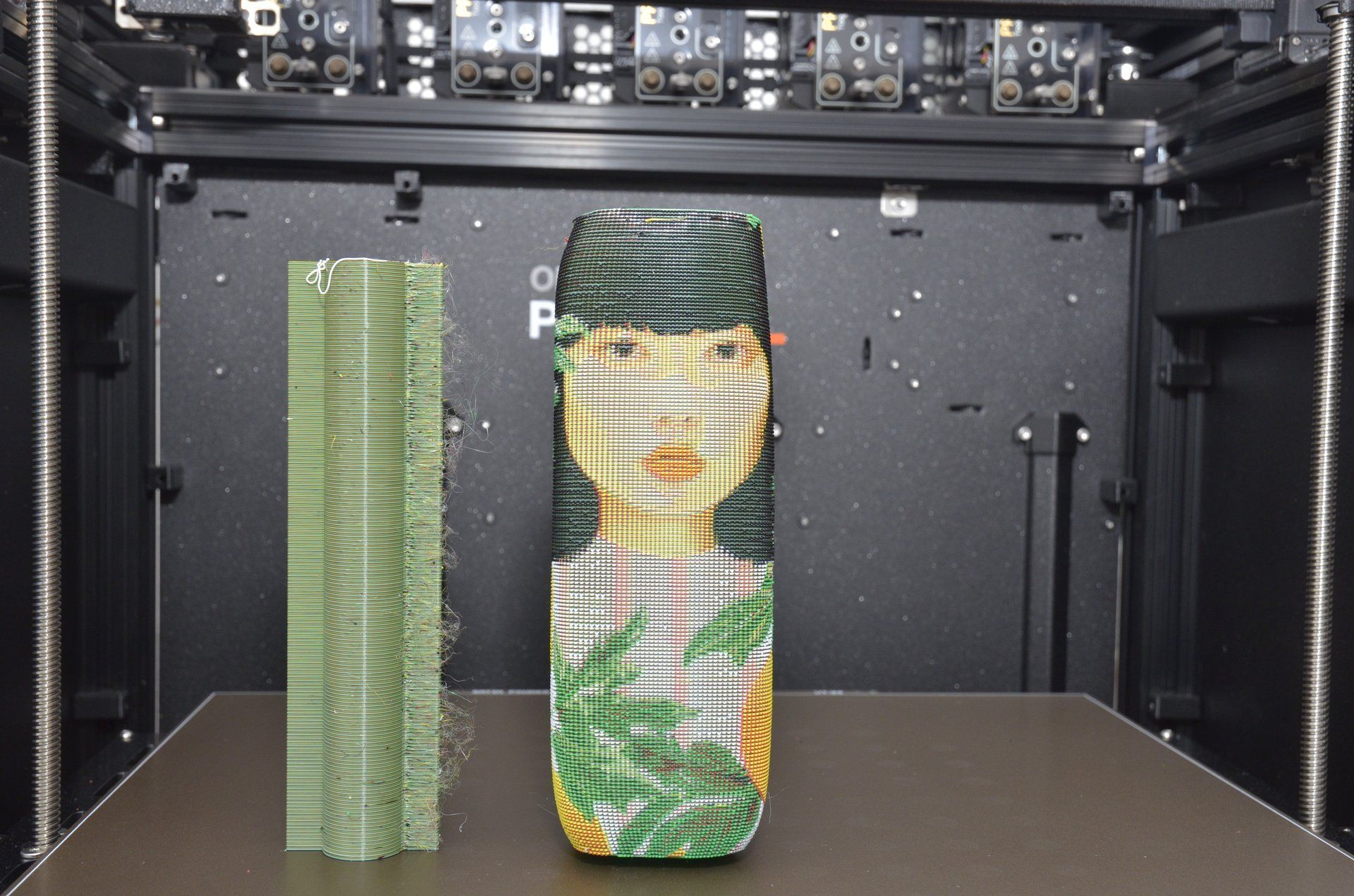
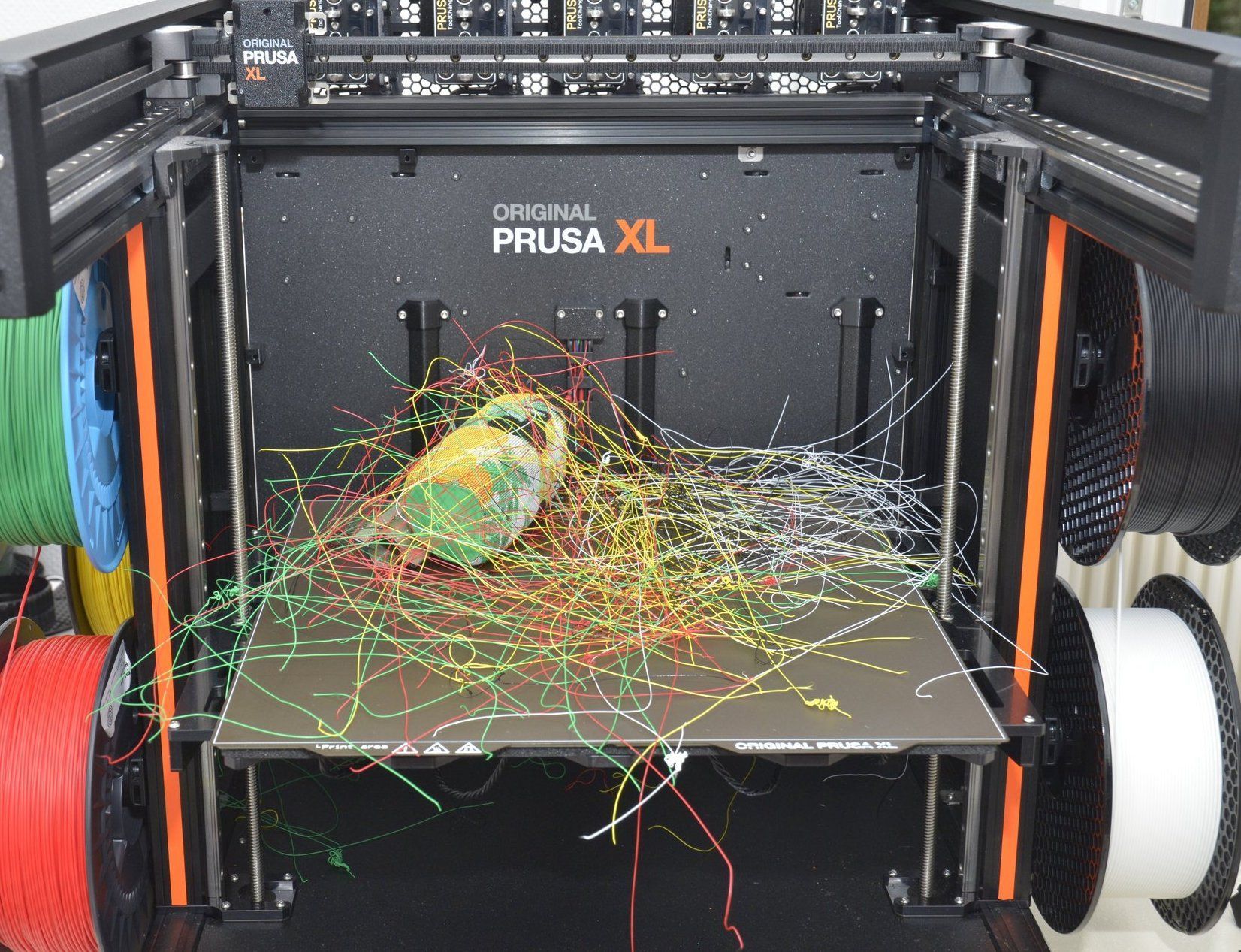
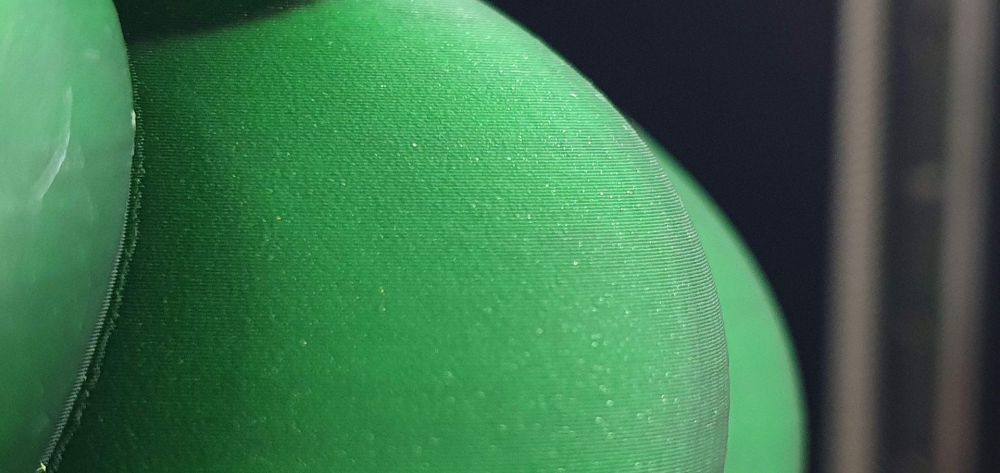
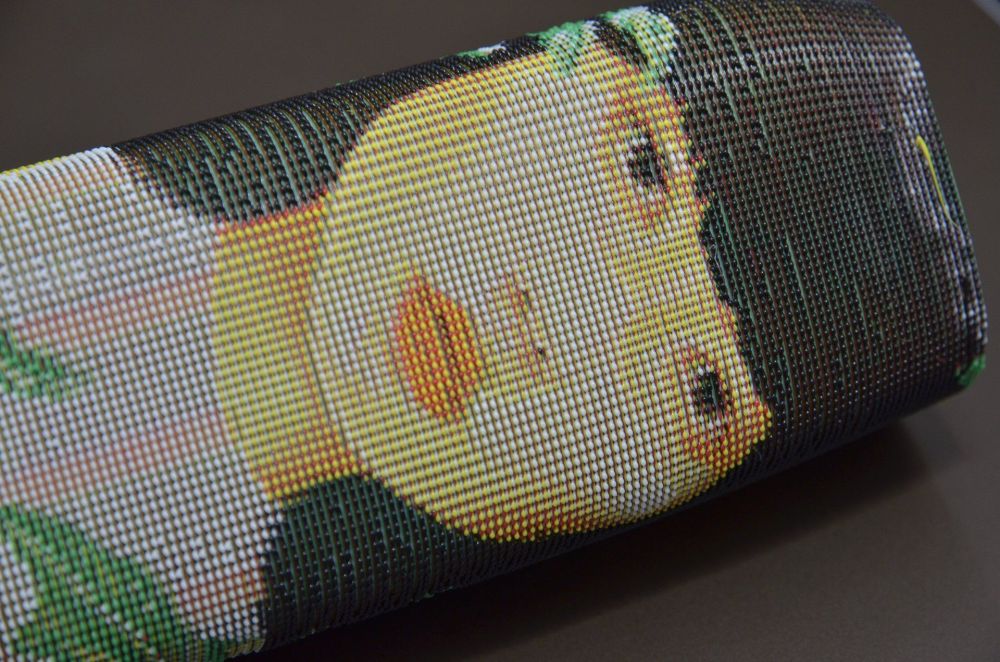
Hello, Tu ne m'avais pas dit que le g-code artisanal pouvait transformer une Prusa en Bambulab. Bon heureusement rien de grave, une petite brassée et hop y'a plus rien. Il ne manque que le sommet, c'est la tour qui est tombée la première. Le vase lui a bien lutté, sa base s'en est déformé avant de s'écrouler. Je l'avais déjà vu hier, mais ça tirait pas mal de fils entre la tour et le vase, mais rien entre la tour et le parking. Ici on ne voit plus que les cheveux décoiffés à cause de la chute. J'avais aussi remarqué que la première couche avait une extrusion très irrégulière, entre sur-extrudée et linear advance dans les choux. Quelques gros plans. Dis-moi s'il y a un détail en particulier que tu veux voir. En tout cas que trouve le rendu top, surtout quand on imagine qui n'y a pas de filament orange dans l'affaire. Mais ma femme trouve ça vieillot, forcément on a pas la même vision des choses, moi c'est la technique, elle c'est l'artistique.



 1 point
1 point -
Bonjour Sur les fichiers de la clé d'origine il y a des fichiers .png inclus (avec le même nom que le .gcode) Tu devrais essayer de créer ce fichier .png (c'est une image) et mettre sur ta clé les 2 fichiers (voir exemple ci-dessous) Mon_essai.gcode Mon_essai.png Et voir ainsi si la vignette apparait sur l'écran. Slrs1 point
-
Merci. Normalement cette macro est présente d'office avec les profils d'Artillery sur orca. Je te confirme ça demain, je suis pas devant mon pc, mais de mémoire c'est nozzle_wipe A ajouter à ton start gcode de la machine.1 point
-
C'est dommage cette histoire de buse qui tombe. La vis qui la serre force juste contre elle ou rentre un peu dedans ?1 point
-
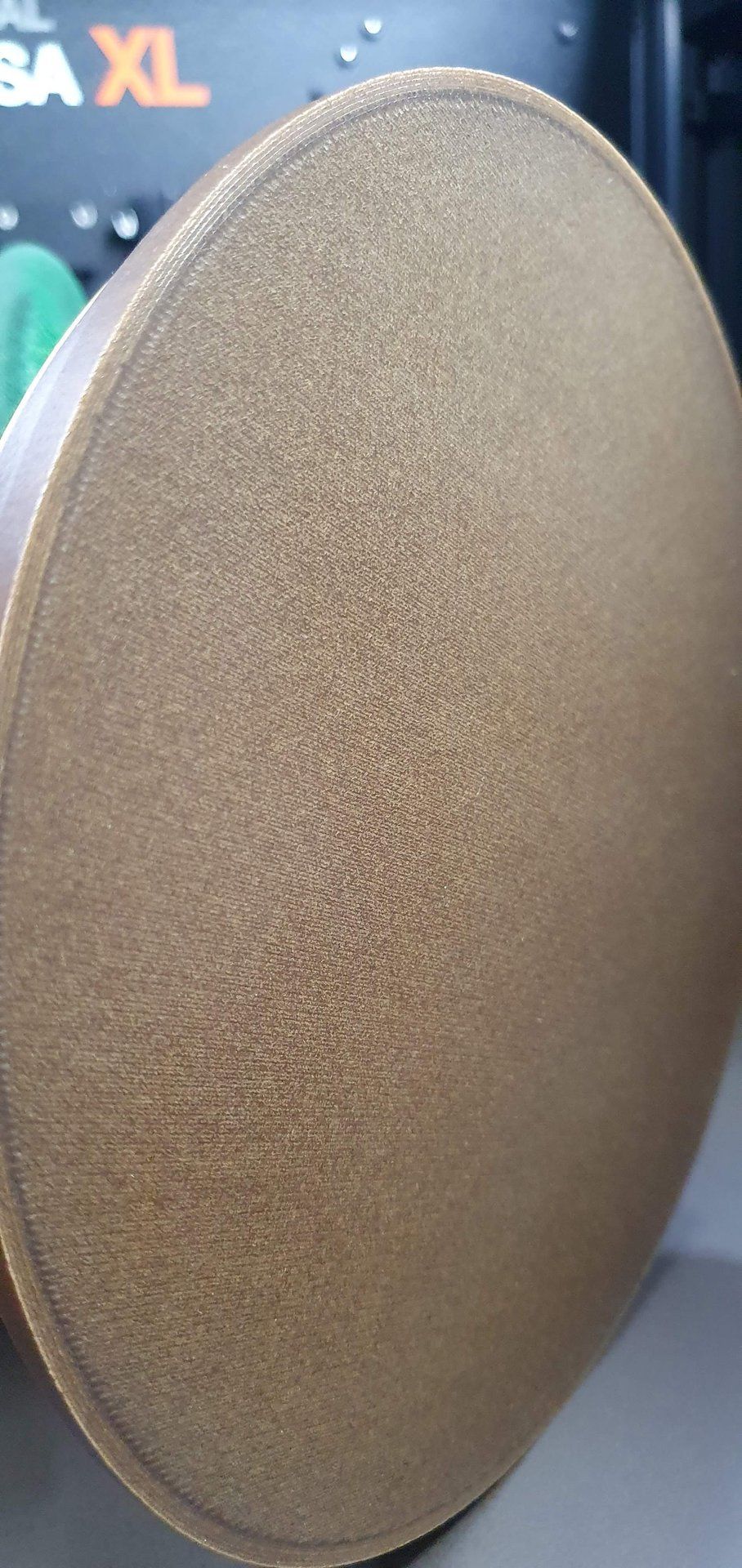
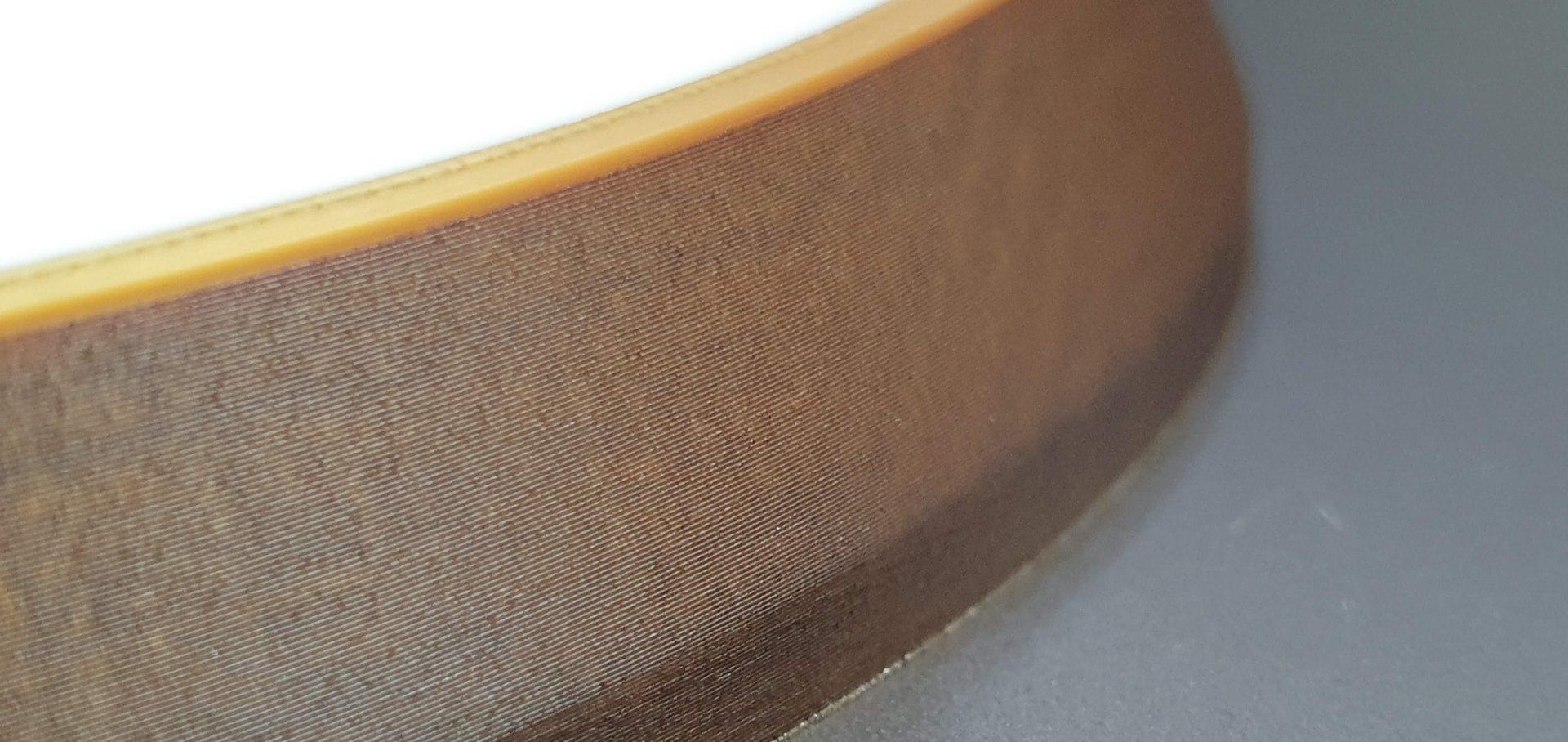
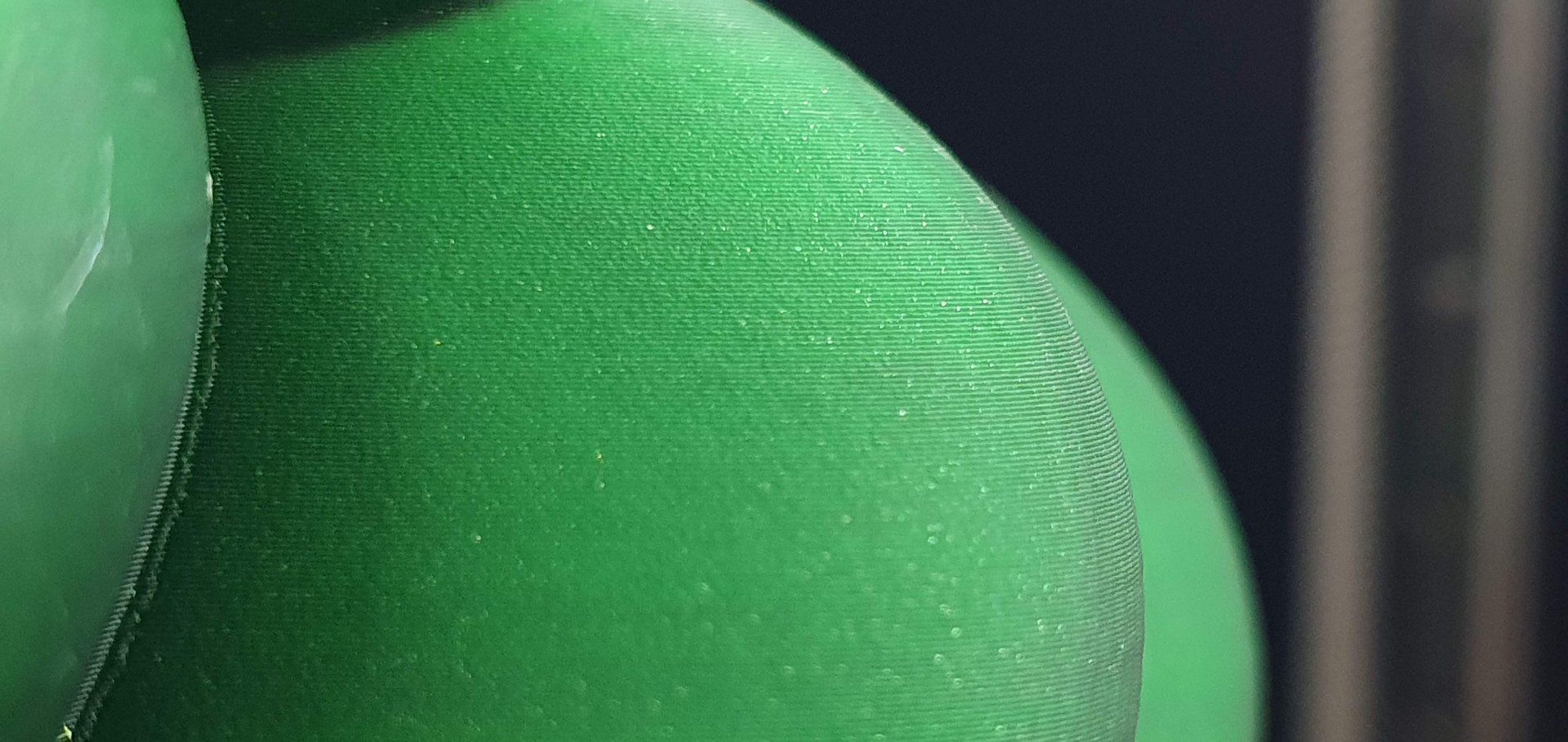
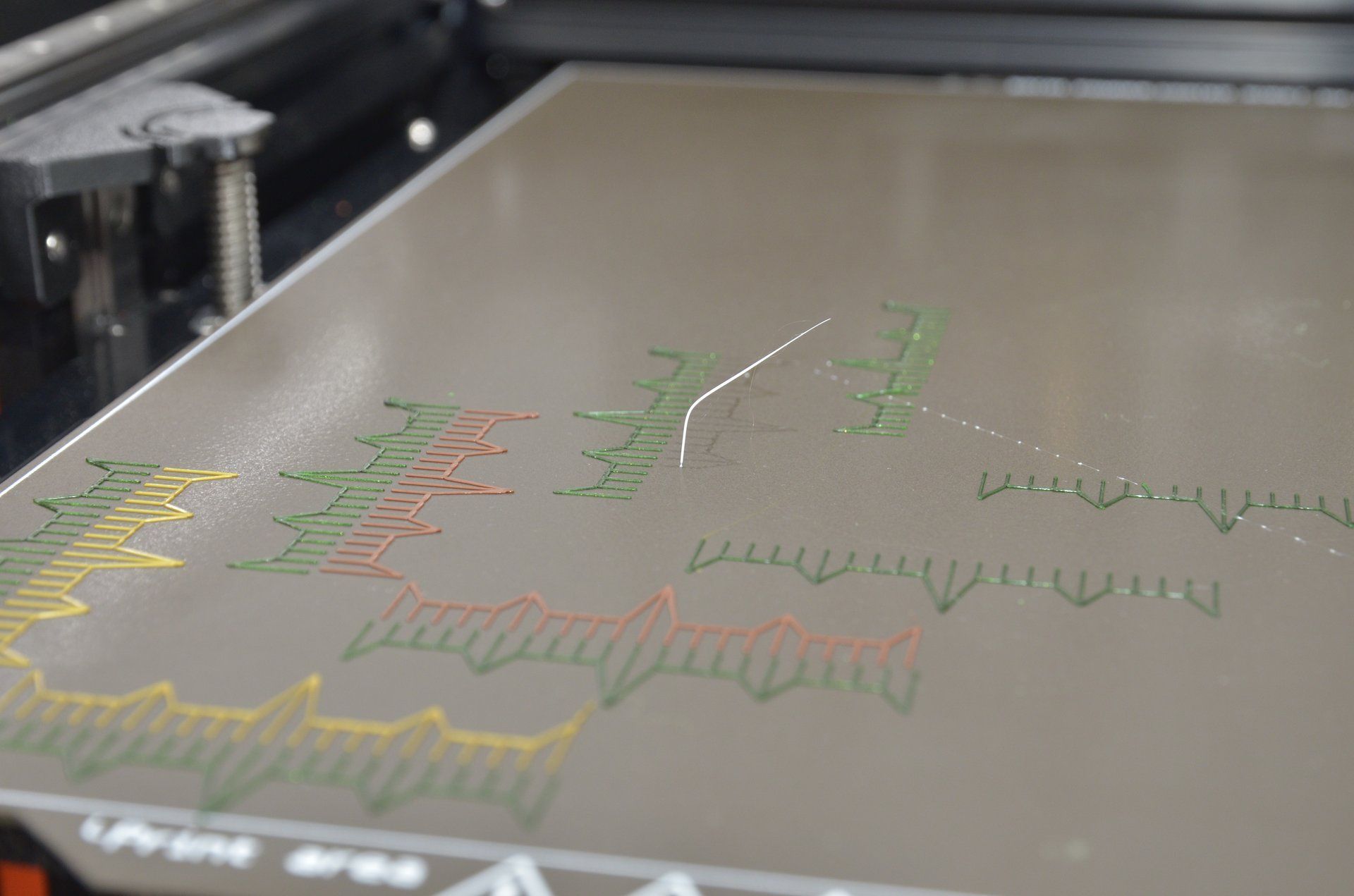
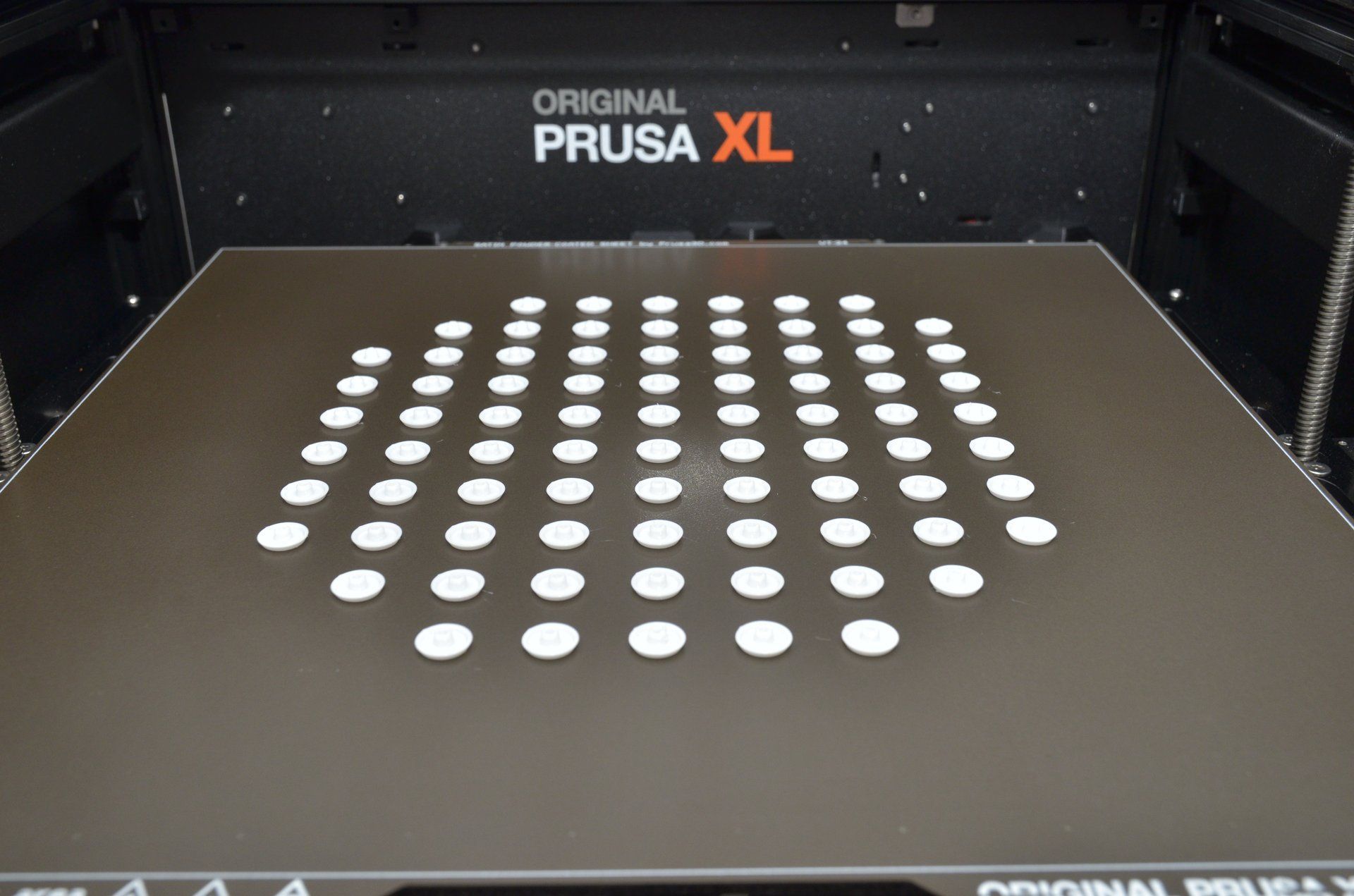
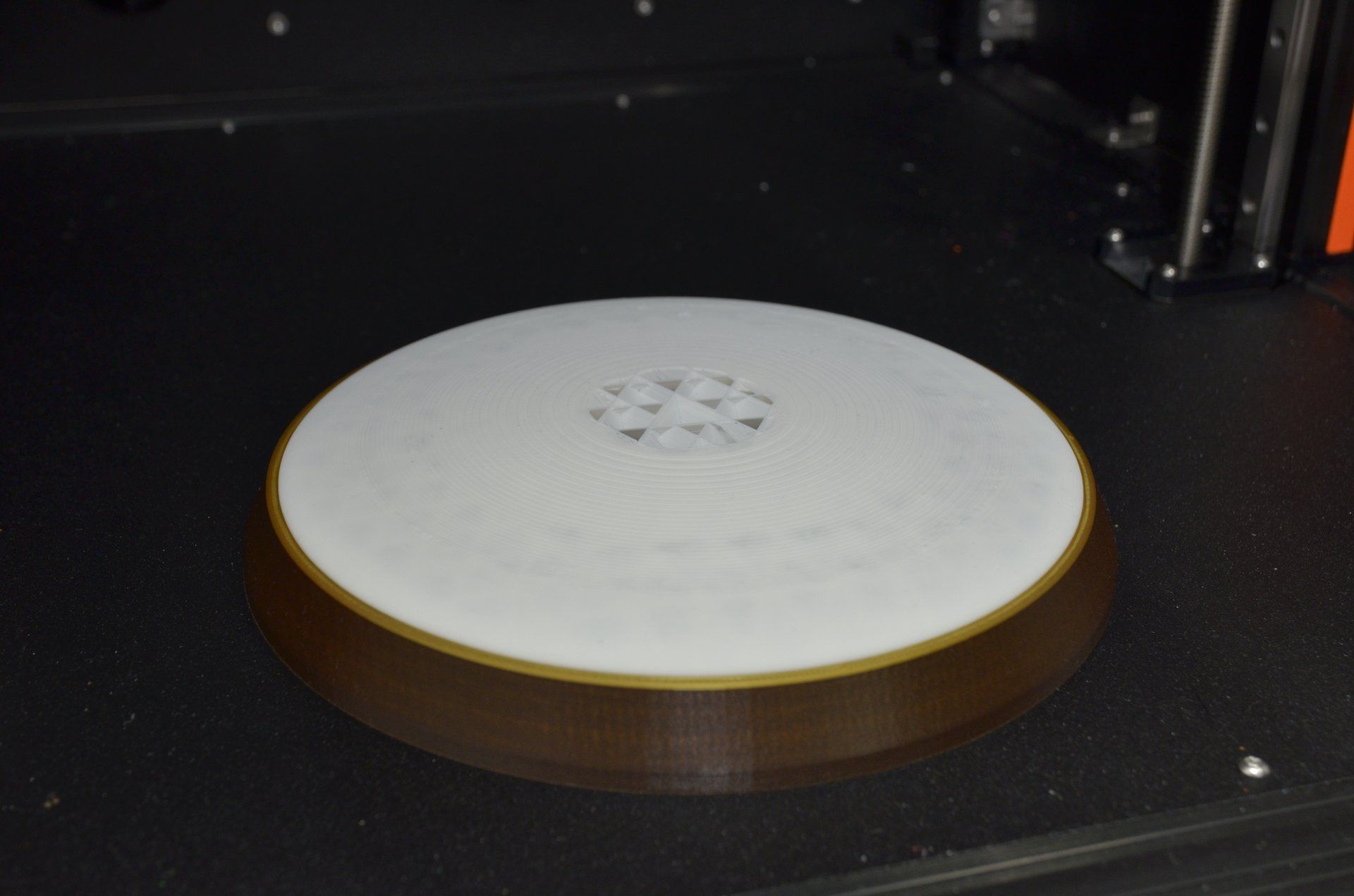
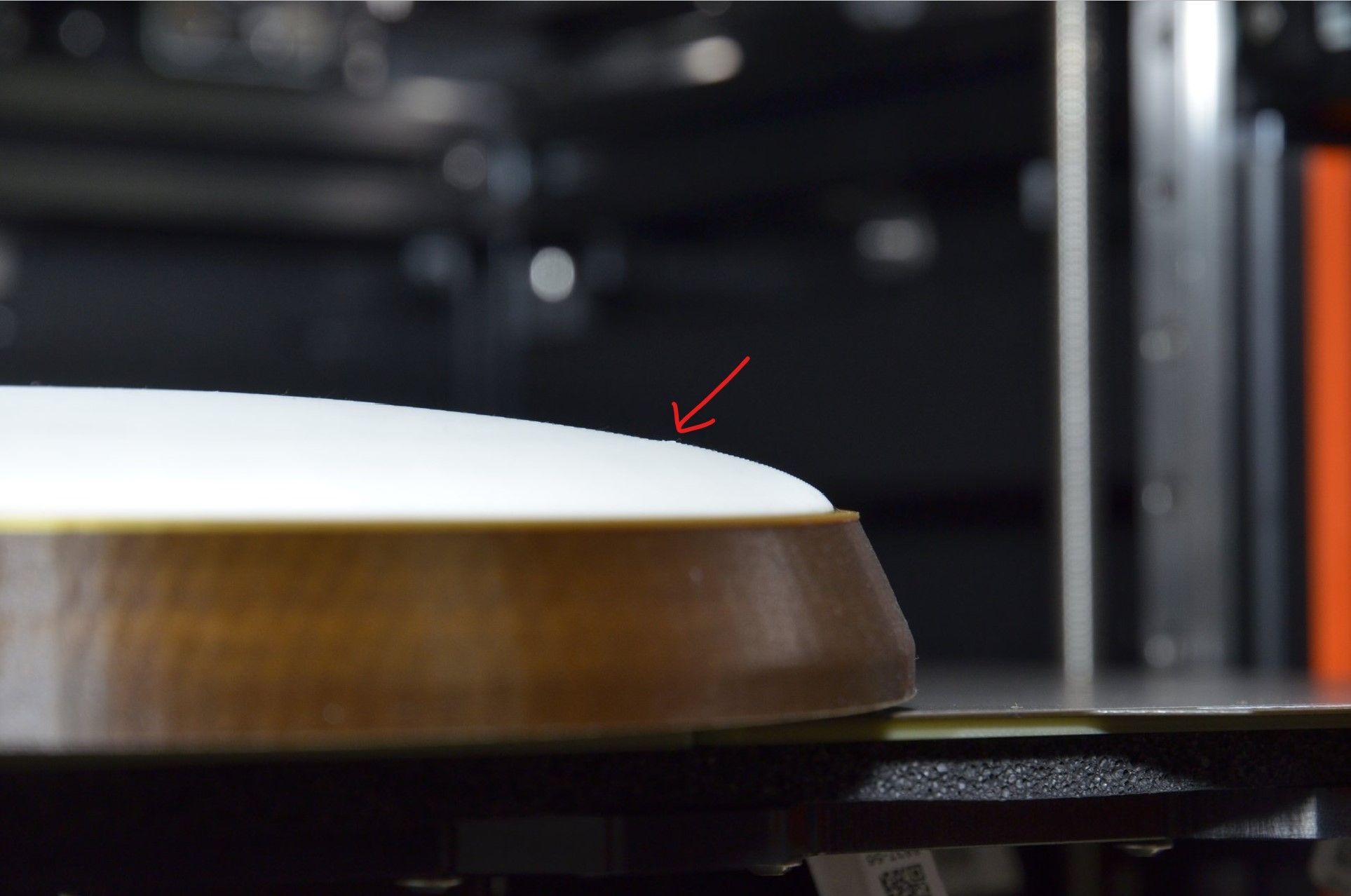
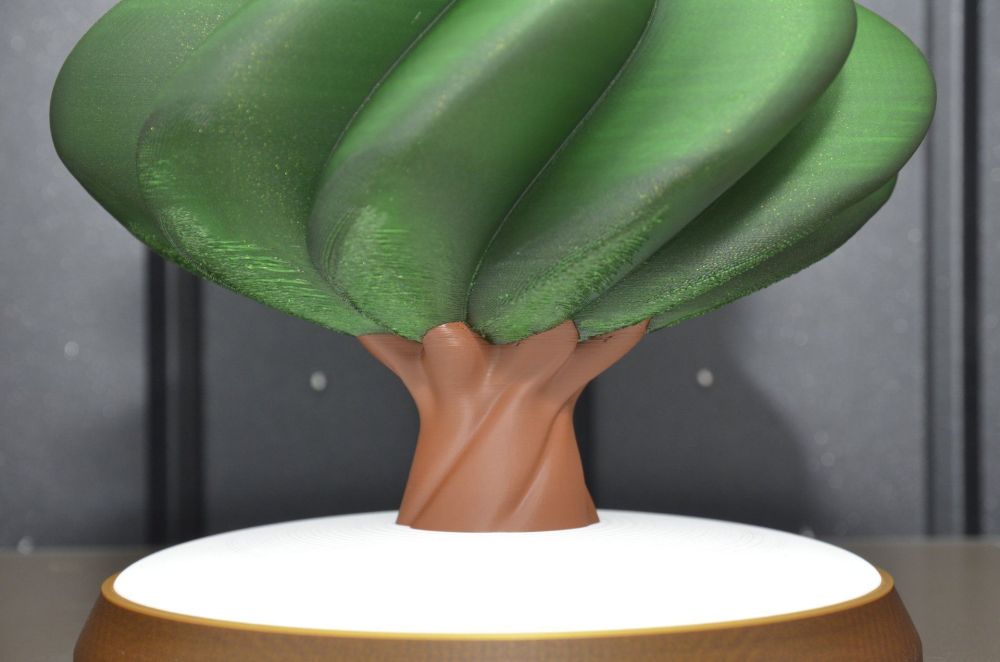
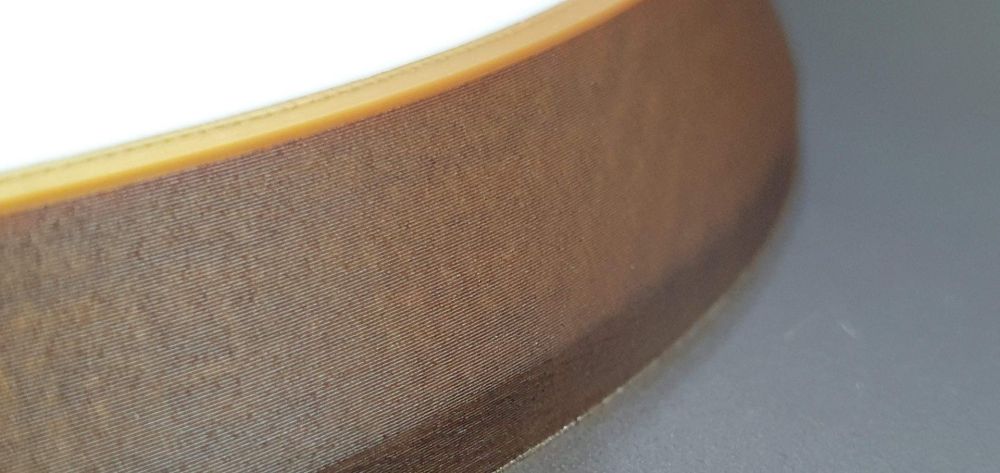
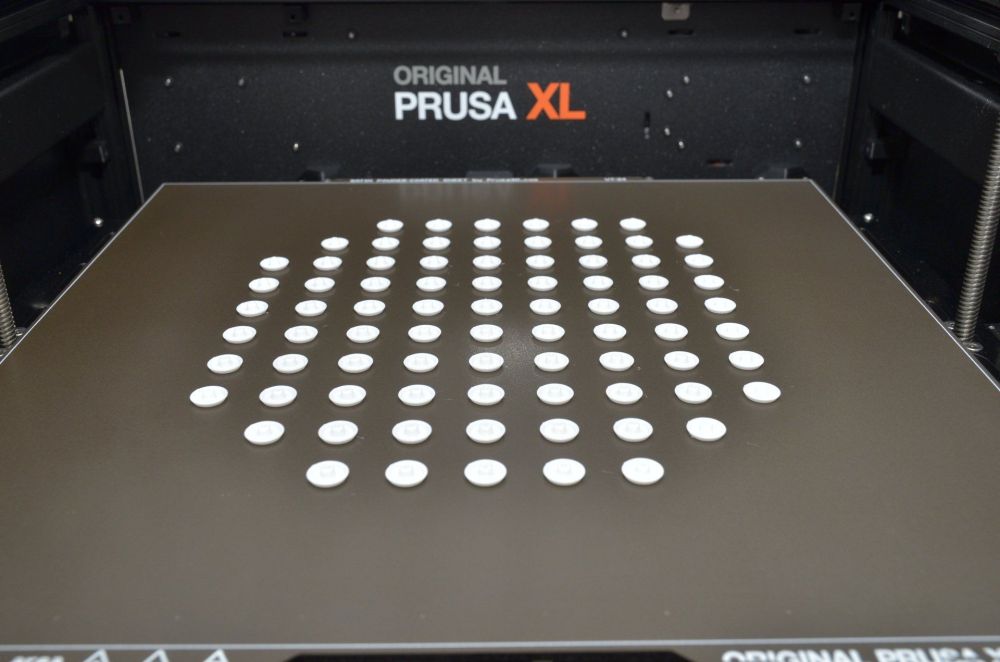
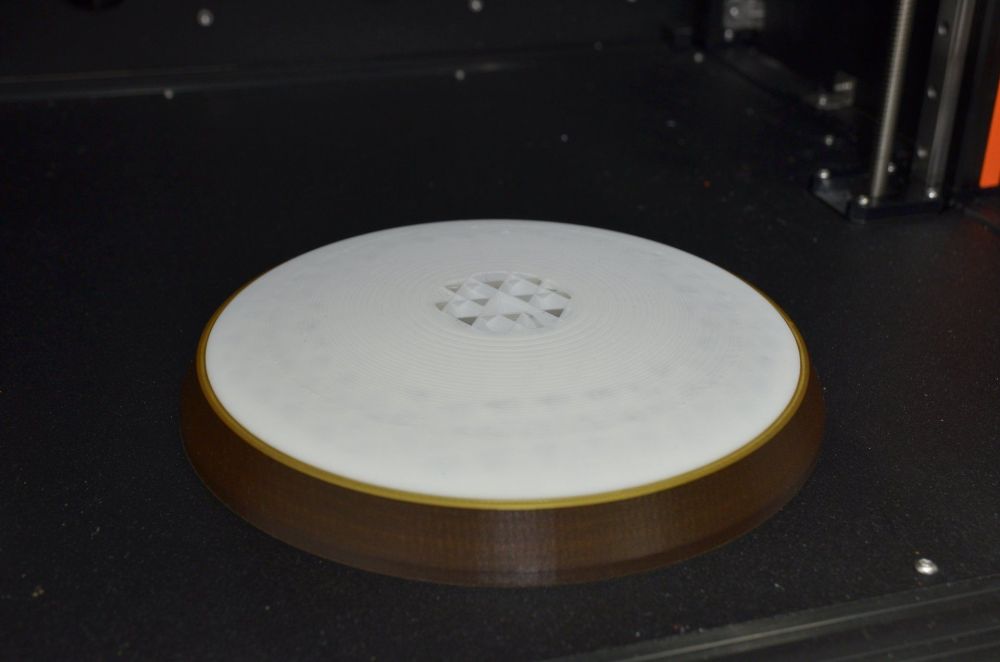
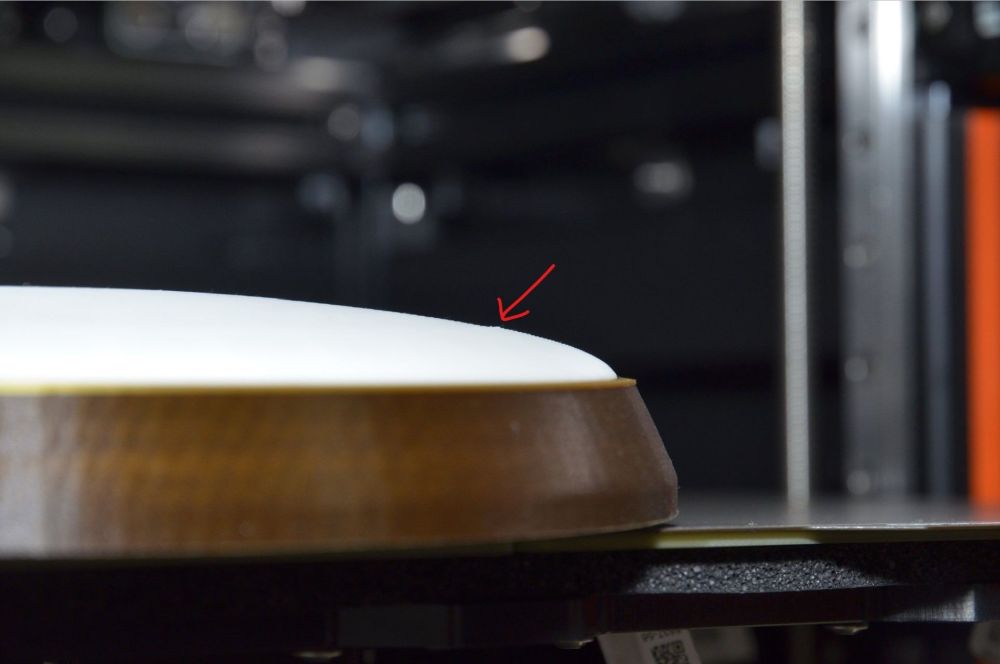
Bonjour, Petit retour d'expérience du week-end. L'imprimante travaille, même si elle ne totalise que 150h d'impression et 2.5kg de filament depuis sa naissance. Elle a tout de même effectué 8725 changements d'outils. Les axes X/Y on parcouru presque 20km. J'étais partis sur un projet en Z max c'est à dire 36cm pour une empreinte X/Y d'environ 20cm, en cinq couleurs. Malheureusement j'ai dû interrompre l'impression après la base de l'objet, au moment où ça passait sur une autre couleur. J'étais là pour observer les changements d'outils, car je tente une expérience dont je vous ferai part plus tard, cet essai ayant échoué. J'ai vu à ce moment là qu'il y avait du vide entre la nouvelle couleur marron qu'on ne voit pas ici (tête n°3) et la dernière couche de blanc (tête n°4). Grâce à l'éclairage intégré aux têtes d'impression c'était flagrant. Je ne pouvais pas laisser le test se poursuivre sans risquer la décapitation par la suite. Je l'ai donc stoppé, il sera upcyclé pour les décos de Noël. Sur le coup je me dis mince, est-ce que c'est un effet de bord de l'expérimentation en cours, ou bien la tête n°3 qui s'est décalibrée ? Ni une ni deux, je lance un fichier de test de calibration qui est présent sur la clé USB. Et là, patatras. Les têtes 1-2-3 (vert jaune marron) pas de problème, arrivé à la n°4 (le blanc donc) j'entend le nextruder claquer, je stoppe en urgence. Et m@#*!! le plateau. Bon, on se calme et on réfléchi. Ce n'est pas la tête n°3 (marron) qui s'est décalibrée trop haute, mais la n°4 (blanc) qui s'est décalibrée trop basse. Ca n'a pas fait deux secondes dans ma tête pour que je fasse le lien avec un problème connu des makers possédant cette machine. La hotend ne tient que sur une petite vis qu'il faut serrer "sans user de force excessive" sous peine d'écraser le tube de la buse... Je vérifie, et oui, ma buse est tombé d'un bon demi-millimètre. De là je repend ma pièce imprimée précédemment et j'observe de plus près un problème que j'avais mis sur le compte d'un remplissage trop faible et de couches trop fines. Dans la partie blanche, à un moment donné il y a une marche, c'est subtil alors j'ai pris la photo de profil et mis une flèche. Au toucher c'est flagrant. Et là tout s'explique, c'est à ce moment que la buse est descendue. De ce fait les couches suivante ont sur-extrudé ce qui me donne cet effet granuleux que j'ai mis sur le compte de l'infill trop faible. Et de ce fait toujours découle l'explication de pourquoi la couche de marron était dans le vide, car la dernière couche de blanc était un bon demi-millimètre trop basse. J'ai desserré, repoussé au fond et resserré moins modérément toutes les buses, en espérant que ça suffise. J'ai nettoyé tout le monde et procédé à une recalibration des offsets (procédure automatique qui prend 15 minutes). Concernant le plateau, après quelques impressions de rectangles en PETG et PLA pour enlever le PLA incrusté, et un bon passage à l'eau chaude, liquide vaisselle et éponge verte, on ne voit plus rien, sauf à chercher un reflet de lumière. Ca laisse autant de trace sinon moins que les marques de spatule et bien moins que les marques des piges d'alignement du fond. Je relancerai ce test une autre fois, il faut que je trouve un créneau où je puisse surveiller tous les changements d'outils durant l'impression (qui dure 22h), et surtout lorsqu'il fera moins chaud parce que là c'est plus tenable dans le bureau si je n'allume pas la clim. Bon on ne va pas s'arrêter sur un échec. J'avais besoin d'une poignée de bouchons de tête de vis sans tête. M'enfin des bouchons de vis quoi. Une petite heure pour 80 petits bouchons en PETG, aucun problème pour le travail à la chaine. Une fois le plateau bien "froid", les bouchons sont décollés automatiquement. D'ailleurs tiens, gros plan sur la zone du raclage de buse avec un reflet lumineux. Je n'ai pas mis de flèche, si vous ne voyez rien c'est en plein milieu, juste sous le bouchon net. Moi je sais où elle est donc je la vois, mais faut bien chercher. Quand je vous disais que ça ne laissait pas de trace, costaud le PEI satiné. A+ et passez une excellente semaine.

 1 point
1 point -
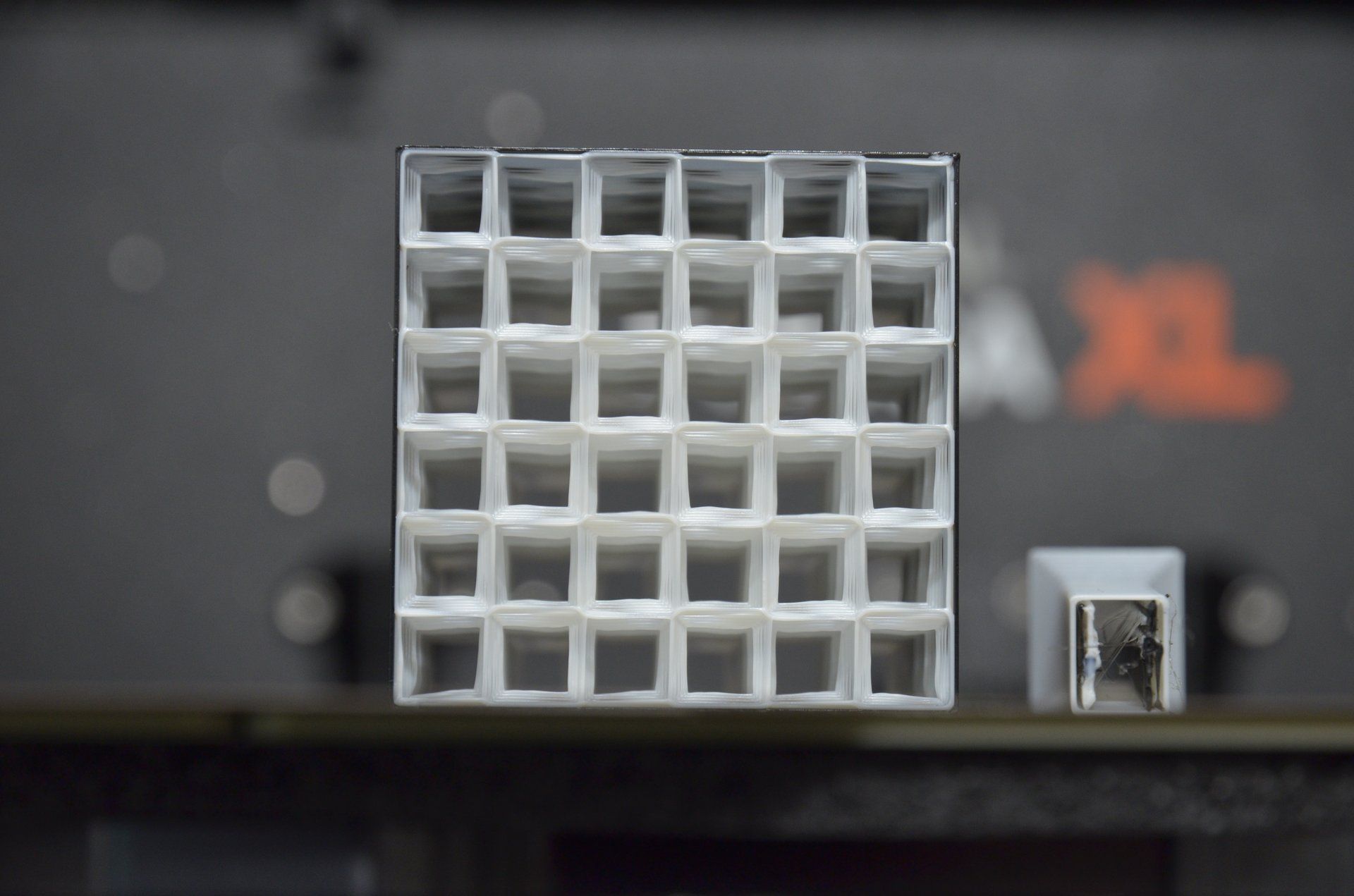
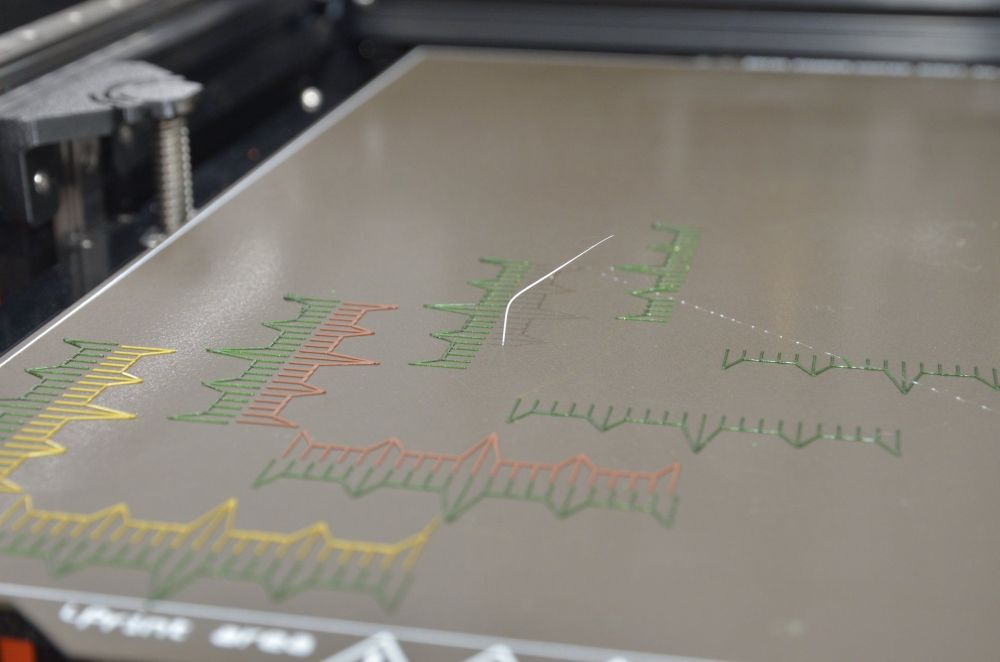
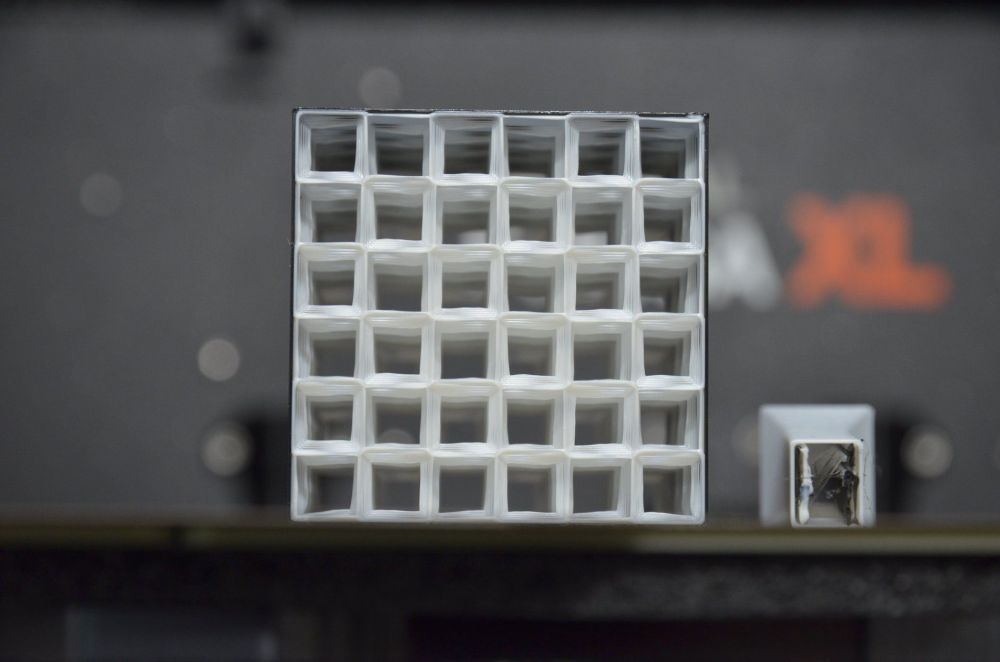
Puisqu'on discute des tours et des consommations de filament, voici une astuce que j'aimais déjà utiliser sur mon IDEX. J'ai volontairement simplifié et optimisé au maximum pour la démo. Si vous avez un filament que vous aimez mais qu'il ne vous en reste pas beaucoup où qu'il coûte cher, alors pourquoi ne pas l'utiliser que pour les parties visibles ? Beaucoup de réglages pour ce cube, un seul périmètre, pas de top ni bottom, infill 3D honeycomb à 5%, baisse du minimum sur la tour et pour le ramming dans les réglages du filament, et des ajustements sur la forme et les dimensions de la tour également. C'est vraiment fait exprès pour la démo, quoique je suis sûr qu'il y a moyen de trouver un cas d'usage dans la vie réelle. Ce cube en une seule couleur, sans la tour donc, consommerait normalement 15.83 grammes de filament noir et 50min d'impression. Mais voilà ce noir je l'adore, il coûte un bras, et en plus il m'en reste qu'un fond de bobine, alors que j'ai ce blanc vraiment pas cher, j'ai même été payé pour l'utiliser (tout est faux). Dans la configuration deux couleurs, je consomme 17.70 grammes en tout dont 1.8 grammes pour la tour => seulement 5.46 grammes pour le noir, et 12.24 grammes pour le blanc. 1h16 d'impression et 250 toolchanges. Un petit compromis pour une bonne économie de votre filament préféré. Pour la tour on voit qu'il est possible d'optimiser beaucoup, si l'on sait ce que l'on fait.
 1 point
1 point -
Pourvu qu'il n'y ait pas de fuites1 point
-
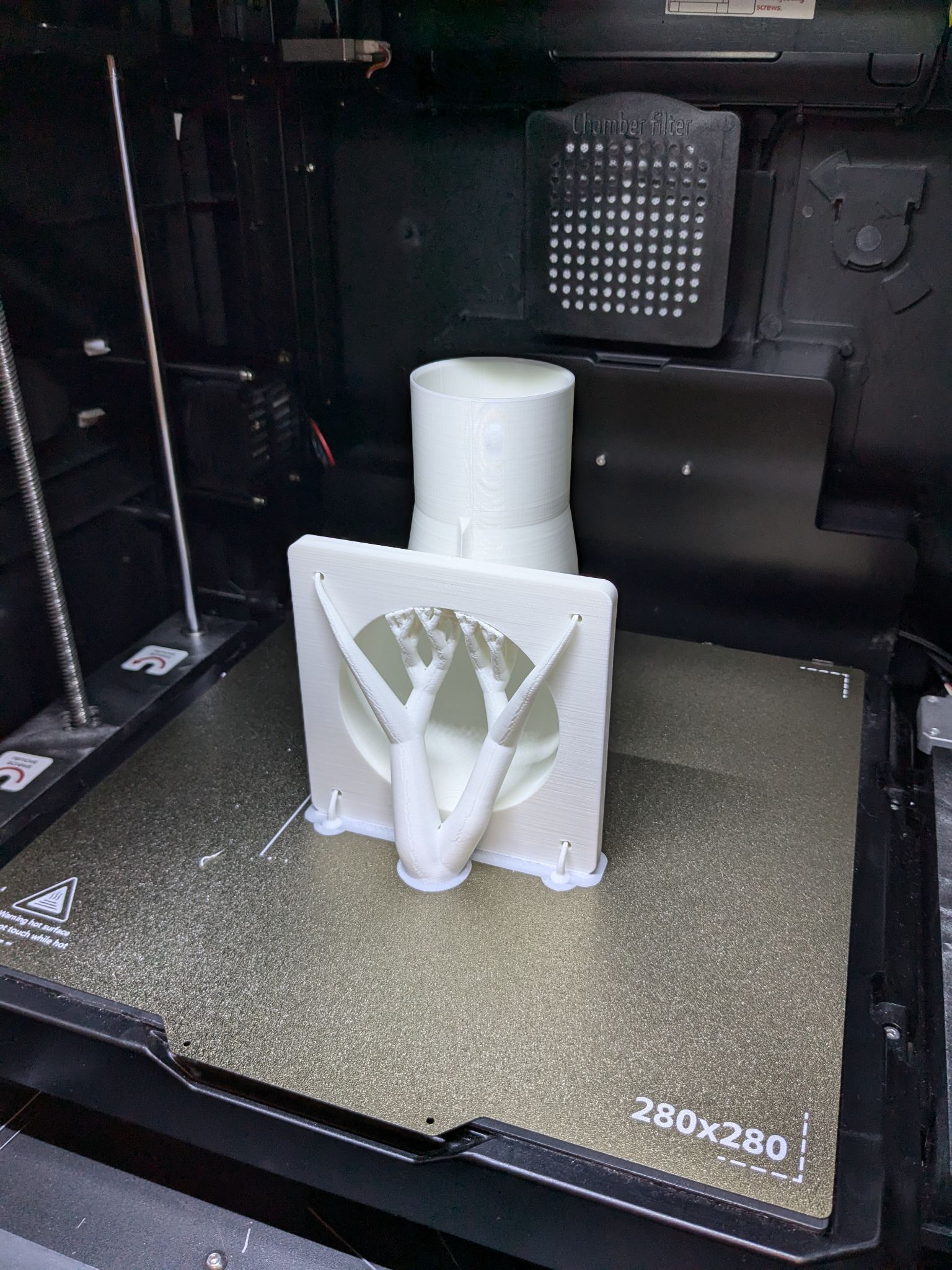
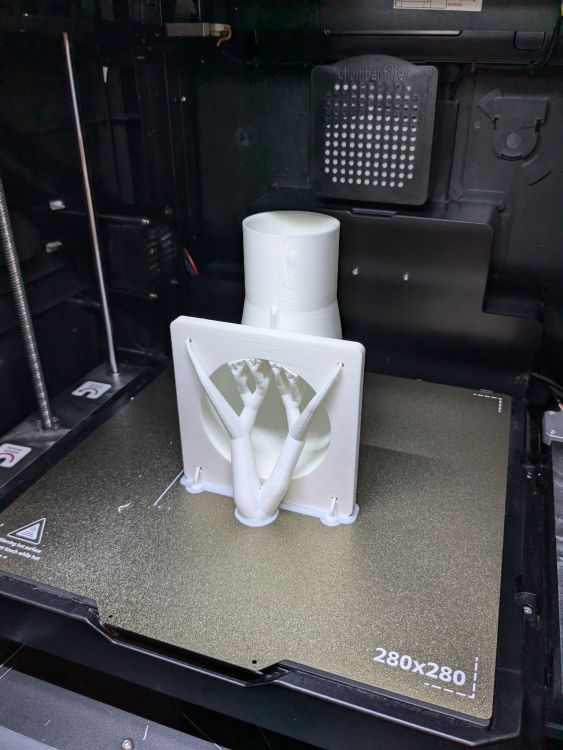
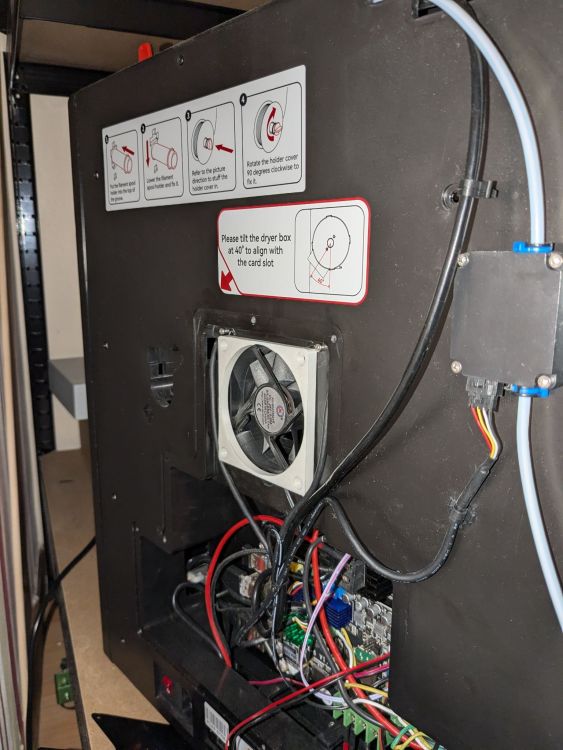
Je ne suis pas un grand fan des filtres, j'ai donc imprimée et conçu partiellement un système pour extraire l'air souillé de COV à l'extérieur. Tout en ABS pour résisté aux 60 dégrées de la machine.
 1 point
1 point -
C'est ton choix concernant la boutique, mais franchement cela me surprend car 526 € chez LDLC (des gens qui n'y connaissent rien car ce n'est pas le gros de leurs ventes) contre 370 € chez 3DJAKES (chez des gens qui sont spécialisés dans le domaine). Tu avais presque le Wash & Cure gratuit pour la différence.1 point
-
mois, je ne vois pas d'erreur !1 point
-
hou là là avec un nom pareil on risque d'avoir du string1 point
-
Dommage que ce ne soit pas «bimbo lab»1 point
-
En commandant par quatre bobines de la même matière mais de couleurs différentes, ils sont à 17€ en recharges (PLA basic, PLA mate, PETG, PETG translucide, ABS)1 point
-
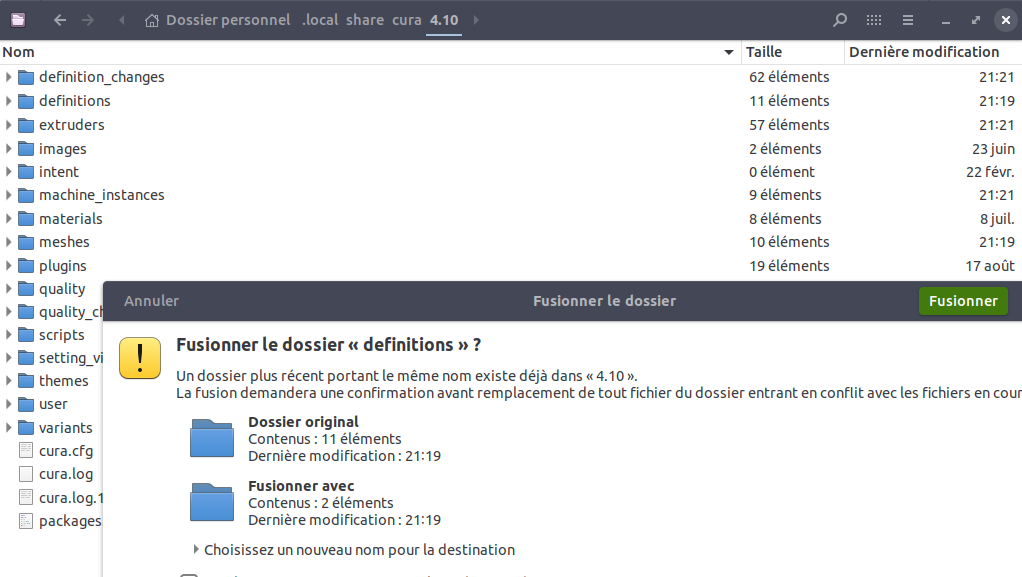
En fait cela viens du fait que tu a pris juste le profil d'impression. Il faut aussi avoir déjà les fichier .json.def du profil de l'imprimante. et ajouté l'impriamnte ... Il te faut aussi récupérer les fichiers (cliquer enregistrer sous sur l'icone "raw" ) definitions/ https://github.com/tenlog/Cura/blob/master/resources/definitions/TL-D3Pro.def.json https://github.com/tenlog/Cura/blob/master/resources/definitions/tenlog_printer.def.json extruders/ https://github.com/tenlog/Cura/blob/master/resources/extruders/tl_dual_0.def.json https://github.com/tenlog/Cura/blob/master/resources/extruders/tl_dual_1.def.json meshes/ https://github.com/tenlog/Cura/blob/master/resources/meshes/TL-D3Pro.3mf et les placer dans les répertoire local des ressources dans les bon sous répertoires ex : sous linux c'est dans "~/.local/share/cura/<version>/" et sous Windows c'est du genre "C:\Users\<NomDeLutilisateur>\AppData\Roaming\cura\<version>\" Et alors normalement si tu relance Cura, tu devrais trouver quand tu ajout une imprimante la tenlog D3 Pro ... Edit : j'ai pris le temps de télécharger les fichiers et de faire une archive .zip a décompresser et tu aura a copier coller les trois répertoire pour fusionner a ceux des ressources local de ton cura ... TL-D3Pro_dist_05 09 2021.zip et normalement tu trouvera aprés redémmarge de cura quand tu ajoute une imprimantes la section tenlog ... et voila : N.B. pense a changer le Matériau de chaque extrudeur car j'ai pas trouvé où sont ceux de Tenlog alors cura en met un au pif ...
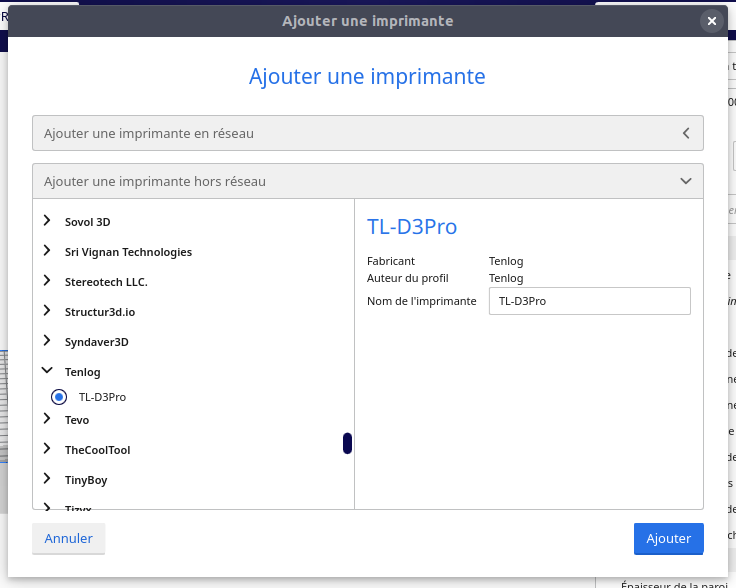
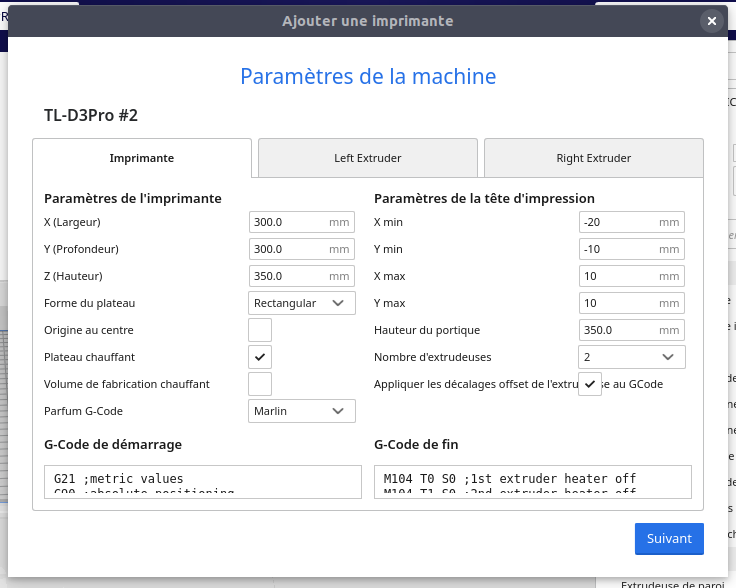

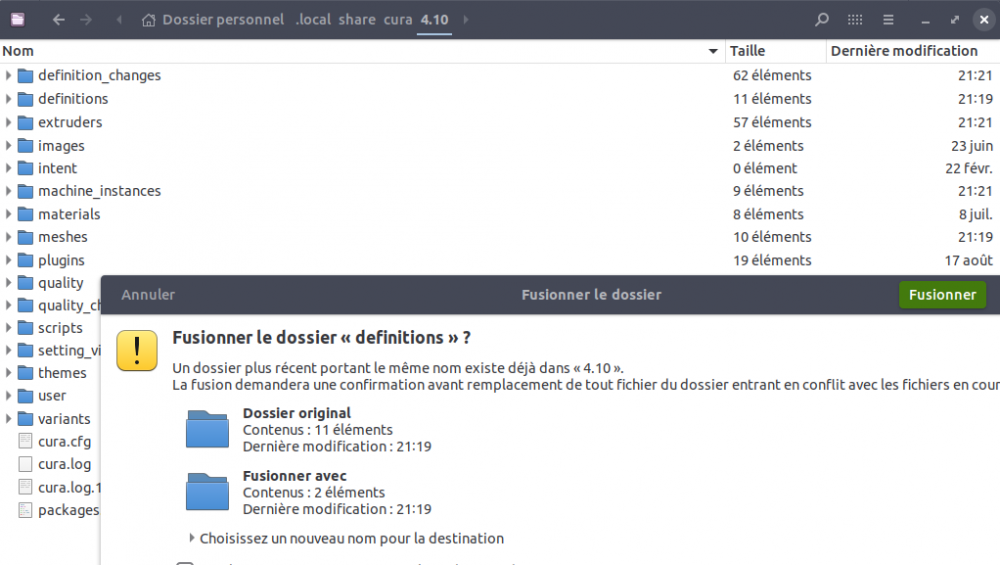
 1 point
1 point