Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/09/2024 Dans tous les contenus
-
Re à tous, Dommage que l'on ne puisse "Upgrader" nos machines. Bénéficier du nouvelle extrudeur et autres.3 points
-
Découvrez le test de Creality Ender-3 V3 Plus par @PPAC après son topic très détaillé ! https://www.lesimprimantes3d.fr/test-creality-ender-3-v3-plus-corexz-20240927/2 points
-
tu sors de chez le coiffeur donc un produit à base d'alcool ... ou de tabac2 points
-
Nouvel outil gratuit et simple d'utilisation sur la plateforme Makerworld (Bambu Lab) : Make My Lithophane En quelques clics, on peut créer une litho, une lightbox et même un équivalent Hueforge en monochrome ou multi-couleurs : Il n'y a qu'à charger une image / photo et l'assistant s'occupe du reste. Ensuite, vous savez imprimer Partagez vos créations dans ce topic !2 points
-
Je ne vais pas comparer la qualité des pièces imprimées entre La Prusa MK4 et la BambuLab P1S, je pense qu’elles sont très proches et au niveau fiabilité ce doit être similaire. Au niveau Prix : Prusa MK4S assemblée avec MMU3 et enclosure 1.809 € contre BambuLab P1S combo 856 € : 1000€ de différence, donc Prusa 210% plus cher. Au niveau encombrement : Prusa enclosure et le support des 5 bobines plus l’accumulateur environ 5.600 cm² contre BambuLab 1.600 cm² une différence de 350% (pour se représenter la différence : un coin de bureau pour la P1S contre un demi grand bureau pour la MK4s) Mise en place de filament : Pour la P1S pose de la bobine dans son logement et enfilage du fil sur 3 ou 4 cm, la suite est automatique. Pour la MK4S pose de la bobine sur les rouleaux enfilage du fil dans le Ptfe sur une grande longueur jusqu’à l’accumulateur, ouverture de l’accumulateur, passage du fil puis nouveau passage dans un Ptfe sur une grande longueur après je ne me souviens plus de la procédure pour valider l’entrée du filament dans le MMU3. On peut facilement se rendre compte de la différence entre les deux systèmes. Intervention sur la machine : Sur la P1S l’avant et le dessus s’ouvre laissant un très bon accès à toute intervention. Sur la MK4 il faut commencer par déconnecter l’alimentation (avec un coupleur merdique), puis déconnecter l’afficheur multibroche directement sur la carte, débrancher les cinq Ptfe arrivant sur le MMU3 puis sortir la machine, déjà sans le MMU3 ce n’est pas facile alors avec, cela doit être vraiment sportif. Prix des Buses lot de 0.2 + 0,4 Traité + 0,6 traité : P1S 45€ contre MK4s 162€ donc Prusa 350% plus cher. Prix des plateaux 1 PEI Lisse + 1 PEI texturé : P1S 46€ contre MK4s 75€ donc Prusa 160% plus cher. Les différences utiles : Sur la P1S les bobines sont dans une boite avec des dessiccateurs pour maintenir une hygrométrie stable, sur la MK4s les bobines sont posées à l’air libre et surtout ne laissez pas votre chat se frotter contre car vous risquez de les retrouver au sol. Sur la P1S reconnaissance automatiques des bobines de la marque, caméra de surveillance, Sur la MK4s rien de cela. Au niveau de ressenti, il y a un monde de différence. Lorsque vous ouvrez les portes de la MK4 en acrylique de 3mm ou si vous tapotez les parois en acrylique de 2mm par rapport à la porte et couvercle en verre de la P1S. Le câblage de la P1S est invisible alors que sur la Prusa il y en a partout tenu avec des colliers nylon1 point
-
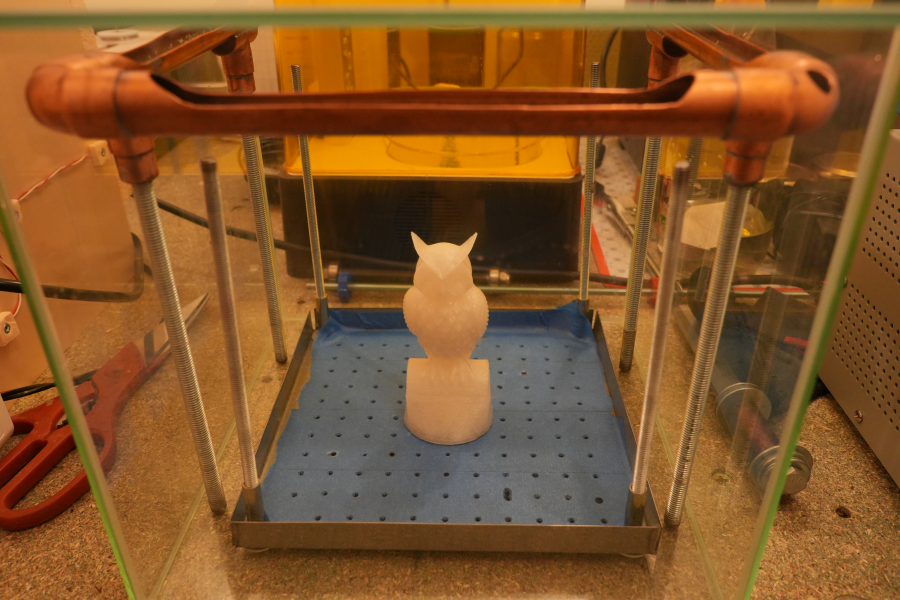
Bonjour, Cette année pour les Journées du Patrimoine, j'ai pu réaliser une pièce en aluminium à partir d'un modèle imprimé en 3D. J'ai utilisé le filament Polycast de Polymaker. Il s'imprime facilement, avec un peu de stringing - par rapport à ce que le fabricant préconise, j'ai baissé la longueur de rétraction, car sinon le filament est bouffé par l'extrudeur au moment d'imprimer les oreilles de la chouette (NB : j'utilise une Prusa I3 Original MK2s, l'extrudeur n'a qu'une seule roue crantée, le filament est plaqué dessus par un roulement à bille) Ensuite, j'ai lissé la pièce avec des vapeurs d'alcool isopropylique - c'est très long, je pense que j'aurai pu vaporiser de l'alcool isopropylique ou tremper la pièce dedans pour aller plus vite : J'ai ensuite confié à la pièce à un bénévole de l'Association des Amis de la Forge de Montagney, qui est un ancien fondeur à la retraite. Il a réalisé pour moi le moule dur en plâtre. Il faut laisser le moule sécher plusieurs jours, et ensuite le passer dans une étuve à 300°C, pour que la pièce imprimée en 3D se consume. Voici le moule obtenu : Avant la coulée, on réchauffe les moules (normalement, il aurait fallu une étuve sur place) Cette année, on n'a pas coulé du bronze mais de l'aluminium : Le modèle imprimé en 3D a bien été reproduit, avec quelques défauts d’aspect inhérents à la technique de moulage : (suite au prochain message) Comme c’est la première fois que nous coulons de l’aluminium, j’ai coupé la pièce dans le sens de la hauteur pour examiner l’homogénéité de la matière ; on retrouve quelques petits défauts mais la pièce est bien massive : Pour améliorer le rendu, deux améliorations sont possibles : - d’abord utiliser un plâtre spécifique - ensuite, juste avant la coulée, repasser le moule dans une étuve. L’industrie moderne utilise, pour la fabrication des pièces en aluminium, des presses permettant de faire du moulage sous pression ou des machines pour mouler sous vide. A bientôt













 1 point
1 point -
Je suis transformé en tapis de souris grâce à l'incorporation d'un caoutchoutant, tests réalisés au CRITT Polymères (c'est un exemple, voir les photos). Je peux être transformé en gobelet, plateau et un tas de choses diverses. Je suis un déchet présent dans le monde entier à plus de 500.000 Tonnes annuel. Perso, je trouve cela excitant.
 1 point
1 point -
0.15mm avec juste un support sous la "bouche".
.thumb.JPG.a320373b14de034217cb3cf7548a92f8.JPG) 1 point
1 point -
À juste titre. Ça reste encore et toujours à prouver Entre une entreprise européenne (Prusa) et une chinoise (Bambulab) fortement financée par son gouvernement Chinois, il est difficile de pouvoir réellement comparer en termes de capacités. -------1 point
-
Le connecteur du ventilateur du radiateur (fils noir-jaune) ne semble pas inséré complètement Et coté carte-mère, ce serait possible d'avoir des photos? Est-ce que tu as un multimètre?1 point
-
Au fur et à mesure de mes pérégrinations, j'ai récupéré les informations suivantes pour les moteurs de ma XM3 : X-Max3 Moteurs Nema de Stepping motor X/Y motor: Nema17 4248, BJ42D29-28V07 Rated Voltage DC 2.1 V No Load Current DC 1.5 A/sec Step Angle 1.8° ± 0.09° DC Resistance (25°C) 1.4 ± 15% ohms per phase Winding Inductance 2.6 ± 20% mH per phase Max Holding Torque > 410mN.m Insulation Resistance > 100 MΩ (DC500V) Insulation Class Class F Rotor Inertia 76 g. cm² Weight 0.38 kg REF. Z motor: Nema17 4248, BJ42D29-22V08 (XM3) Rated Voltage DC 5.64 V No Load Current DC 1.2 A/sec Step Angle 1.8° ± 0.09° DC Resistance (25°C) 4.7 ± 15% ohms per phase Winding Inductance 11 ± 20% mH per phase Max Holding Torque > 600 mN.m Insulation Resistance > 100 MΩ (DC500V) Insulation Class Class B Rotor Inertia 76 g. cm² Weight 0.35 kg REF. Extruder motor: Nema14 10 dents 36mm, BJY36D12-04V02 (04V13) Rated Voltage DC 2.0 V No Load Current DC 1.0 A/sec Step Angle 1.8° ± 0.09° DC Resistance (25°C) 2.0 ± 15% ohms per phase Winding Inductance 1.2 ± 20% mH per phase Max Holding Torque > 90 mN.m Insulation Resistance > 100 MΩ (DC 500V) Insulation Class Class B Rotor Inertia 17 g. cm² Weight 0.09 kg REF. J'utilise le greffon tmc_autotune pour régler automatiquement les pilotes. Depuis le mois de juillet, un utilisateur a proposé une « pull request » (PR) qui a été validée et donc ajoutée à la base de données des moteurs du dépôt. J'ai également modifié les micropas pour les moteurs X et Y de 16 à 32 tout en gardant l'interpolation.1 point
-
Sans conviction, de l'ongle ?1 point
-
Dans de cas, je ne parlerai pas de l'offre Sunlu à 9€ en PETG transparent sans bobine / 61 point
-
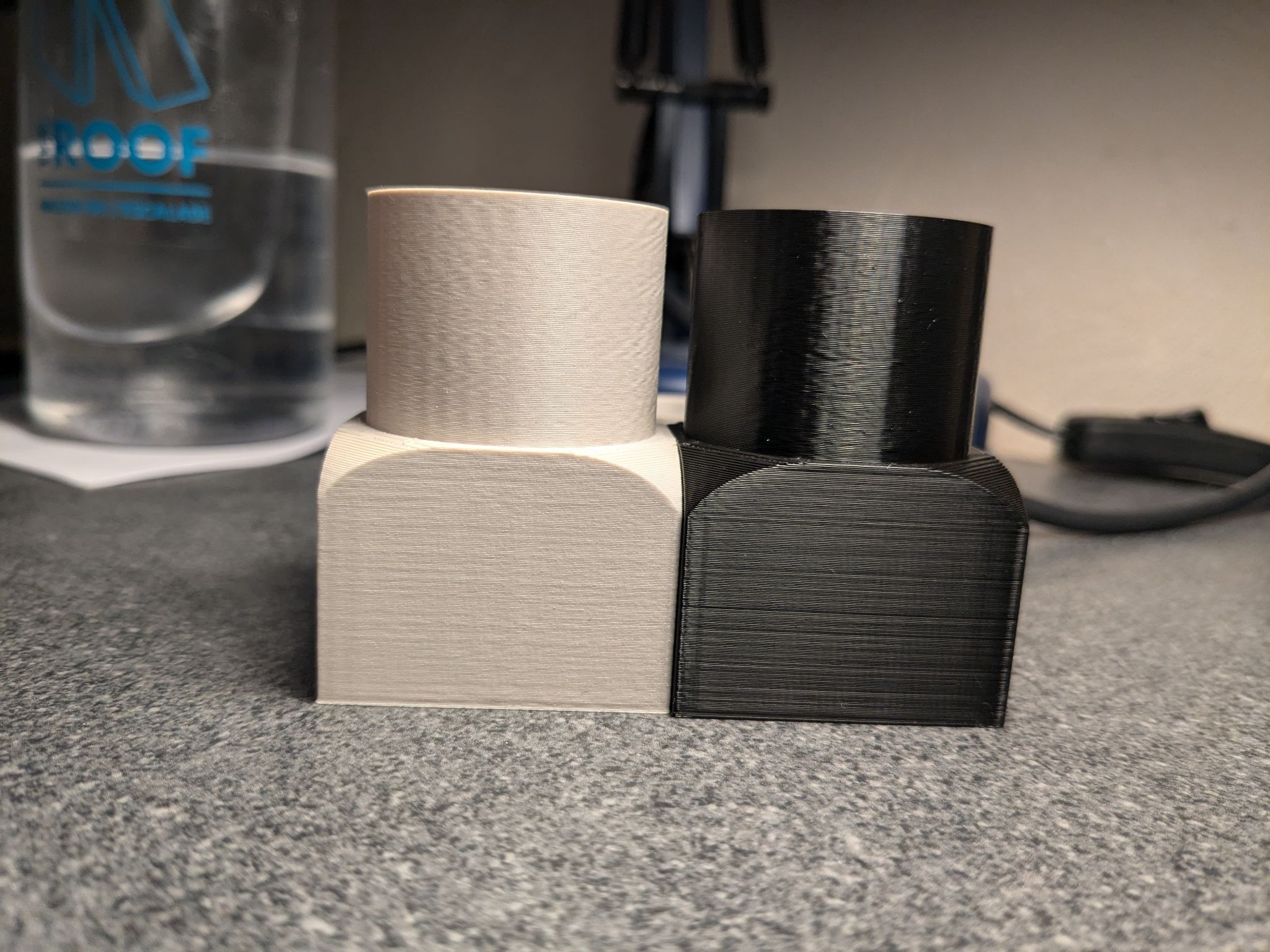
@Noob3D Effectivement c'est mieux avec le filament Qidi. Peut être un pattern en diagonale lié à l'extrudeur. La partie cylindrique est moins bien du fait du slicer. Il fait des segments pour faire un cylindre. Il y a des paramétrages pour diminuer la longueur des segments et minimiser l'écart par rapport au profil théorique (un de mes premiers posts sur ton fil). Chez moi, le PolyTerra, à part qu'il soit un peu exigeant sur la température d'extrusion, s'imprime bien sur mes X Max 3 avec l'extrudeur d'origine et à des débits très proches du max de l'extrudeur. Je ne peux pas publier de photos avec le PolyTerra sur la X Max 3, car c'était un projet client confidentiel.1 point
-
Pour vous faire patienter, promis ce week-end j'en dirai plus. Voici un support de Phryge que j'ai imprimé sur la MK4S avec la buse HF0.4 d'origine, profil 0.15mm SPEED mais avec pas mal d'optimisations, dont un remplissage majoritairement lightning => un poil moins de 5h. J'en ai fait un second avec une buse HF0.6 et profil 0.25 SPEED qui a pris seulement 3h, soit environ la durée de deux benchy standards sur une MK3...
 1 point
1 point -
Ou alors, il y a beaucoup de S&M dans la gendarmerie. "j'ai éteint l'imprimante, je l'ai rallumé et elle tombe en marche... " Donc elle est morte au champs d'honneur.1 point
-
Salut, Je ne connais pas la wanhao et le type de plateau qu'elle utilise, mais je peux déjà te dire qu'il y a plateau et plateau. Un bon plateau PEI bien utilisé et bien entretenu te fera des années. Sur ma Prusa j'utilise les mêmes tôles d'acier revêtue de PEI depuis 2018, et elles fonctionnent toujours. Pourtant j'en ai passé des dizaines de kilo dessus et je ne parle pas que des visières durant le confinement. Le jour où elles seront vraiment trop usées, j'ai toujours l'autre face. J'ai remarqué qu'avec le temps la face "usée" d'un PEI lisse collait de plus en plus, alors que celle d'un PEI texturé collait de moins en moins.1 point
-
Salut, L'offre de Jayo est pas mal non plus ( < 10euros le PETG (1.1 Kg) / 10)1 point
-
Bon, j'ai reçu et installé un nouveau CR Touch en fin de journée. Verdict simple et sans appel: TOUT est rentré dans l'ordre dès le premier démarrage... En tous cas merci beaucoup pour votre aide, vos pistes de réflexion et votre temps. J'ai découvert ce forum suite à mon problème et au final je vais y trouver pleins d'infos hyper intéressantes. Merci beaucoup1 point
-
Bonjour, Je viens de tenter la modification du fichier printer.cfg, cela n'a pas changé la qualité, plus ça va, plus l'étau se ressert sur un pb mécanique l'extrudeur. Merci encore pour le partage, c'est bénéfique pour mon initiation à Klipper x) Voici les impressions issue du Gcode envoyé par service client. Je me demande si c'est pas le filament polymaker (blanc) qui fait ressortir les défauts au maximum avec une lumière rasante. Finalement mon problème depuis le début est lié à moi qui en demande trop à la machine je pense. L'impression du filament noir (Qidi) semble très bonne. A noté que la qualité est moindre sur la partie cylindrique que le pavé.
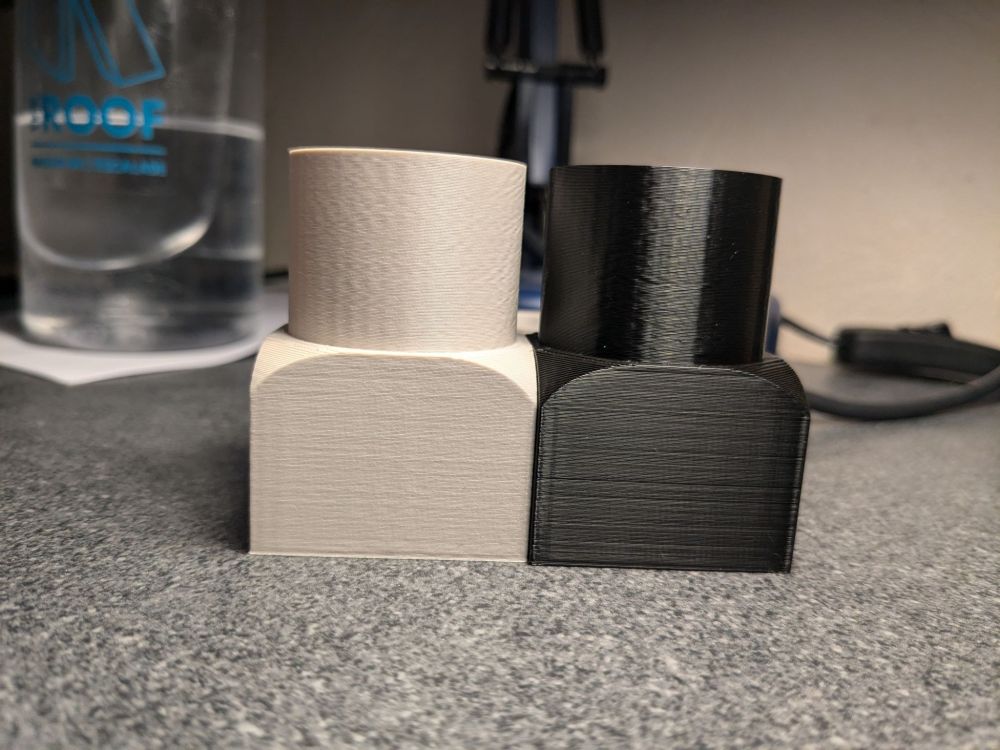
 1 point
1 point -
J'ai l'impression que tu confonds la hauteur de couche maximale (0.32mm avec une buse de 0.4mm) avec le réglage de la hauteur de buse (Z offset) qui devrait plutôt être vers 0.1mm, voire moins (épaisseur de post-it pour moi).1 point
-
Après son topic très détaillé, @Kachidoki a rédigé un test très complet de l'Original Prusa MMU3, l'upgrade multi-couleurs pour votre MK4 / MK4S. https://www.lesimprimantes3d.fr/test-original-prusa-mmu3-20240925/1 point
-
Pour l'imprimer en mode vase pourquoi prendre un cube creux, un plein ira très bien, en mode vase il sera creux avec une seule paroi de 0.4mm et pas de dessus tu te compliques la vie. Cube 20x20x20 plein mode vase sur Cura
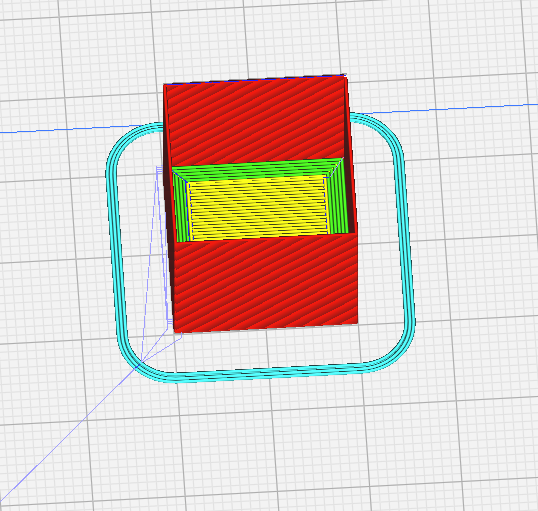 1 point
1 point -
Fiche Technique https://www.lesimprimantes3d.fr/comparateur/imprimante3d/anycubic/photon-mono-4/ Déjà en promo chez Anycubic : 184 € avec le code DIY15OFF https://li3d.fr/AnycubicPhotonMono4-ANY1 point
-
ou tu exporte les profil et les ouvre dans un editeur type NotePad++ mais cela sera peut être moins lisible pour toi1 point
-
J'ai déjà vu cela - as-tu déjà essayé ? Je me pose la question de la durabilité dans le temps de la couleur obtenue par ce procédé. Avec l'oxydation ou les UV, est-ce que la couleur résiste ? Le marquage étant en surface il sera fragile à l'usure (c'est le gros avantage de l'impression 3D multicouleur : c'est teinté en profondeur)1 point
-
Il y a aussi la fameuse technique du tramage.1 point
-
Il est possible avec un laser de changer la couleur des pièces, il faut faire des essais car suivant la matière, la teinte et le type de laser, les résultats peuvent être très différents.1 point
-
Bonjour à tous, ça faisait un bon moment que j'étais pas venu poster un bon plan ! Nouveau Tube PTFE "Red Devil" , type Capricorn en 1.9 mm x 4 mm, remise de 40 % immédiate >>https://www.hotends.fr/fr/accessoires/73-94-tube-capricorn-xs-19x4mm.html#/35-longueur-100_cm MagnetMK10 v2 en version " Red Devil" , remise de 30 % sur toutes les déclinaisons.>> https://www.hotends.fr/fr/accessoires/71-184-magnetmk10-v2.html#/46-qualite-ptfe_blanc_2x4mm/74-longueur-32_cm/75-extrudeur-taraudage_m6 Buse Nitro MAX PRO en 0.40 mm, en CUIVRE plaqué Nickel, pour une meilleure chauffe et une durabilité MAXIMUM !, remise de 20 % >> https://www.hotends.fr/fr/accueil/179-buse-nitro-max-pro-040-mmvolcano.html Faites plaisir à votre imprimante et surtout fini les problèmes de pneufits, les buses usées @Bientot !1 point
-
Ils doivent être débordés chez Qidi depuis la sortie de la X-Plus4. Il faudrait peut-être leur dire / expliquer que mettre en production quelque chose le vendredi (veille du week-end, en tout cas dans la majorité des pays «civilisés»), ne fait pas partie des bonnes pratiques .1 point
-
Salut, Si je ne m'abuse, la Creality serait plutôt à comparer avec la MK4S & MMU3 + enclosure qui est plutôt à 1800€ assemblée, 1500 en kit. Certes les specs sont un peu en dessous sur le volume et il n'y a pas de chauffage actif ni de caméra. Mais une Creality au prix d'une Prusa qui aurait les même perfs, je me demanderais bien qui a tiré le curseur de son côté. Quand tu parlais de concurrence de la XL j'ai cru que tu avais vu une annonce pour une multi-têtes. Si ce n'est que pour les dimensions alors ça fait longtemps qu'il y a de la concurrence. On pourrait même mettre une Palette 3 Pro sur une OrangeStorm Giga et on aurait huit couleurs sur un volume de 800x800x1000 pour 3500€, ça reste toujours moins cher que la XL pour beaucoup plus grand et avec plus de couleurs. Mais ce n'est toujours pas comparable. J'attend également la contre-attaque de BambuLab sur un toolchanger, depuis le temps que tout le monde en parle, ils commencent à copier Prusa sur les délais . Ce qui m'étonne le plus c'est qu'il y a eu une vague d'IDEX à un moment, puis plus rien. Ou alors c'est moi qui n'en entend plus parler. C'est dommage car une double tête avec un AMS/CFS/MMU/Palette et apparentés derrière une des têtes aurait pu tout à fait concurrencer un toolchanger à moindre coût, certainement sur un volume plus faible car difficile à imaginer sur une CoreXY, mais personne ne l'a fait.1 point
-
Bien vu ! J'en avais un enfant ils en faisaient encore1 point
-
C'est le nouveau Télécran programmable.1 point
-
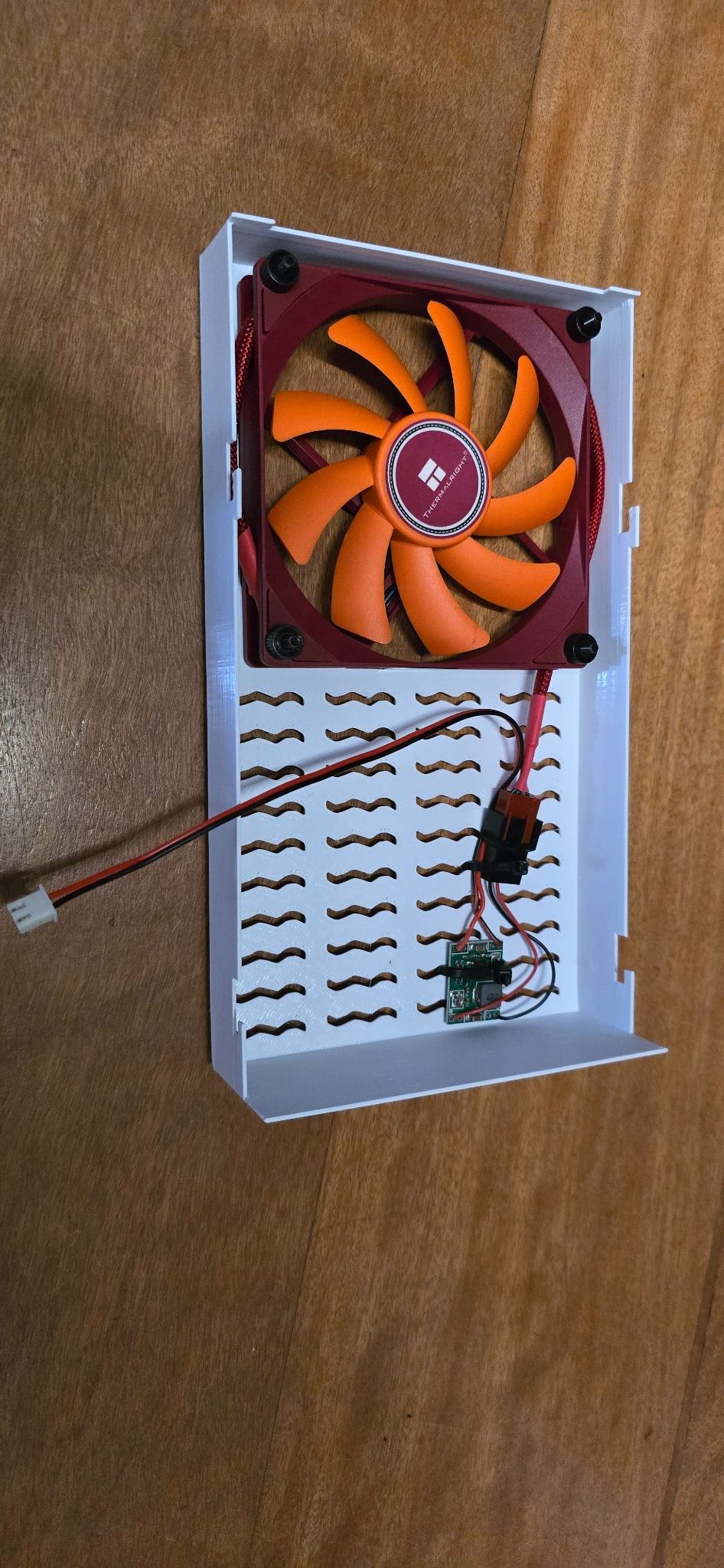
Petite mise à jour de mon ventilateur d'alimentation pour soulager mes oreilles... J'ai pas pris du noctua car il coute 3 fois plus cher que celui que j'ai trouvé sur amazon et en plus celui que j'ai pris a un système de visserie qui m'arrange. J'ai aussi fait des pieds qui sont pile poil à la bonne taille pour tenir comme il faut sous l'imprimante (obliger de surélever un peu à cause de l'épaisseur du ventilo). Pour la conversion 24V->12V j'ai pas pris le même circuit que celui qu'on voit d'habitude. En général les gens mettent un LM2596 mais j'ai mis un MP1584 (via aliexpress). Ventilo : https://www.amazon.de/-/en/Thermalright-TL-9015R-Computer-Slimline-Cooling/dp/B0928VQ7MM Vidéo d'inspiration (toutes les pièces sont différentes mais l'esprit est le même) : https://www.youtube.com/watch?v=dGuOej--_44 Je vais faire une mini modif de mes STL et je les mettrai à disposition si des gens veulent faire pareil.
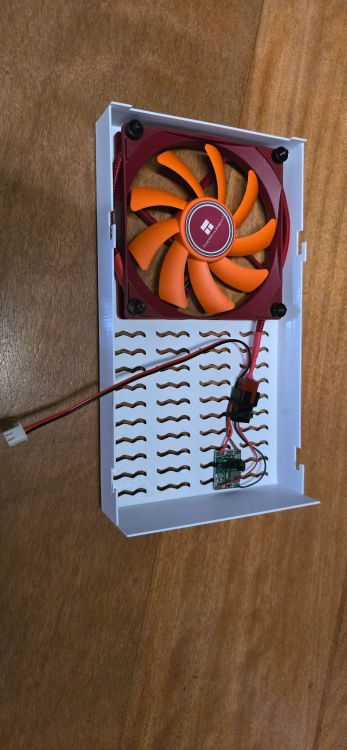


 1 point
1 point -
Hello, pour le PLA, tu pollue plus en faisant cuire des saucisses à la poêle dans ta cuisine, donc pas de problème à craindre. Pour l'ABS, plus que la pollution qui est un peu supérieur, le problème que beaucoup rencontre c'est plutôt l'odeur, donc si tu n'as ps de projet où il te faut absolument de l'ABS, tu peux largement t'en passer. Dans 90% des cas le PTEG suffit amplement et en plus il est beaucoup plus facile à imprimer, de plus tu n'auras pas de problème de température maxi atteignable, il s'imprime bien entre 220°C et 250°C (suivant la marque) avec un plateau à ~75°C. Alors qu'avec de l'ABS tu devras avoir une imprimante avec une buse qui peut monter à ~260°C et un plateau à ~110°C, ce qui peut obliger à certaines modifications. ex: si la hotend n'est pas full métal et à un ptfe qui descend jusqu'à la buse tu ne pourras pas dépasser les 250°C sans de gros risque de détérioration du ptfe et l'émanation de gaz réellement toxique par la même occasion. Bien sûr, aussi faire attention que quand tu imprimes avec ta boite fermer, il y a accumulation de toutes les éventuelle saloperies dedans, donc quand tu finis une impression, attends que tout soit refroidie correctement et que l'air dedans ne soit plus trop brasser, avant de l'ouvrir complètement et d'attendre un peu avant de te coller la tête dedans. Cordialement.1 point












.JPG.4ec4744766213546473bca295f497081.JPG)