Classement



Contenu populaire
Contenu avec la plus haute réputation dans 05/11/2024 dans Messages
-
non c'est pas hors de propos j'évoquerais Creality Print, et autant j'etais hyper septique car j'ai détester les version précédente autant cette nouvelle version qui est basé sur Slic3r et donc inspiré de Orca Slicer, PrusaSlicer, Bambu Studio ou Super Slicer (dans le help il evoque Cura mais c'etait plus sur d'anciennes versions du logiciel) et sa fonctionne pas mal du tout les profile sont assez propre et complet, par contre la dernière version est compatible que avec les dernières imprimante rapide de la marque K1 K2, Ender 3 V3 et V3 KE, on oublie les anciens modèles d'imprimantes. Par contre, j'ai testé de mettre le logiciel Creality Print en Français : je suis vite repassé en Anglais car tout n'est pas traduit et ce qui l'est, c'est traduit avec les pieds, ça m'a piqué les yeux tellement certaines traductions sont bancales (et c'est moi qui dit ça). J'évoquerai les aspect soft donc Creality Print, Creality Cloud, et l'application mobile. J'ai eu envie de tester tous les aspects pour comparer avec les système Bambu et Flashforge pour me faire une idée.4 points
-
@hyoti https://www.google.com/search?q=ipad+blend+it&oq=ipad+blend+it&gs_lcrp=EgRlZGdlKgYIABBFGDkyBggAEEUYOdIBCDc4MjFqMGoxqAIAsAIA&sourceid=chrome&ie=UTF-8#fpstate=ive&vld=cid:d2ed7182,vid:lAl28d6tbko,st:03 points
-
Résumé des promotions du Black Friday chez Creality qui dure jusqu'au 2 décembre 2024 https://www.lesimprimantes3d.fr/black-friday-2024-creality-20241105/3 points
-
C'est bien celui-là. Le corps lui-même est assez proche, sauf le ventre mais ça peut aller. Par contre la tête est fausse. C'est une tête réaliste alors que le sculpteur produisait des œuvres stylisées comme avec l'Art Nouveau. Voici la tête originale. Mon hypothèse est que la sculpture originale à Orsay n'est pas scannable à moins de payer des droits, trop élevé pour un particulier. Mais Il existe une copie visible dans un parc public à Dijon. C'est une copie médiocre, on voit ici la similitude avec le STL.
.jpg.f9b0d997edbee0da4f256e640cfc4ecf.jpg)
 3 points
3 points -
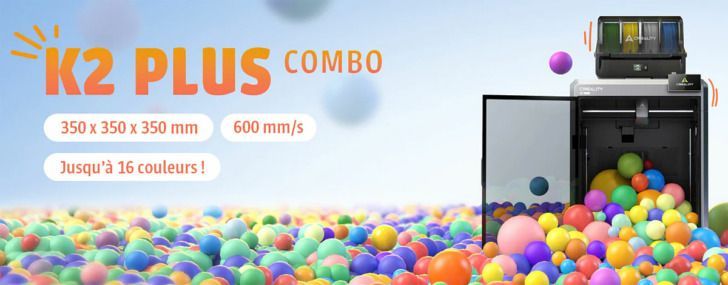
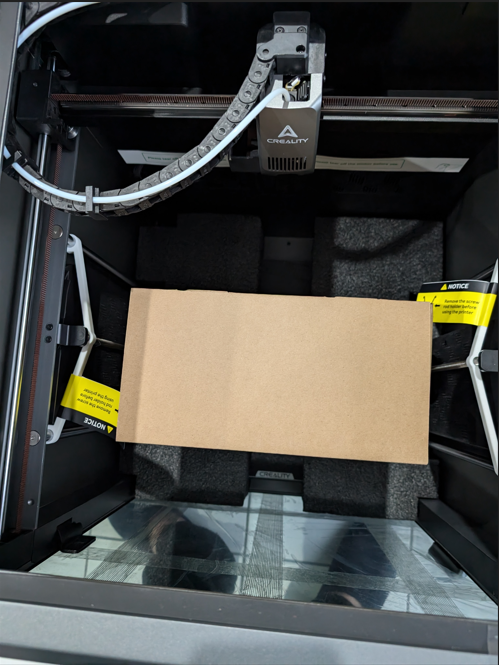
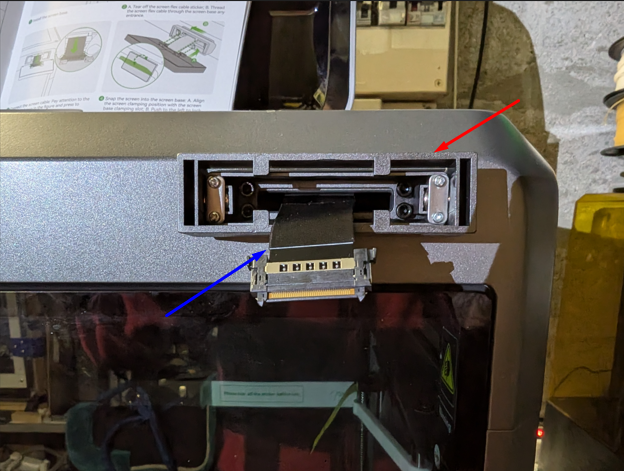
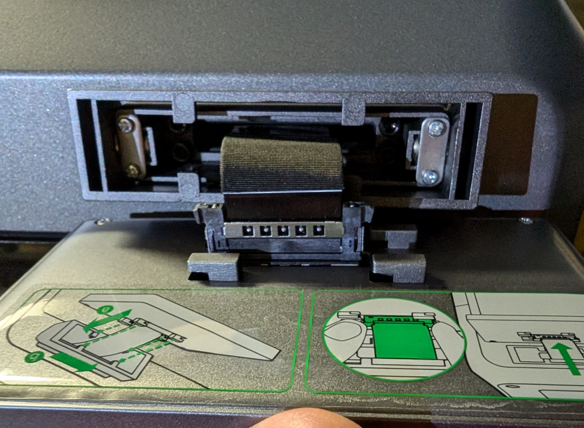
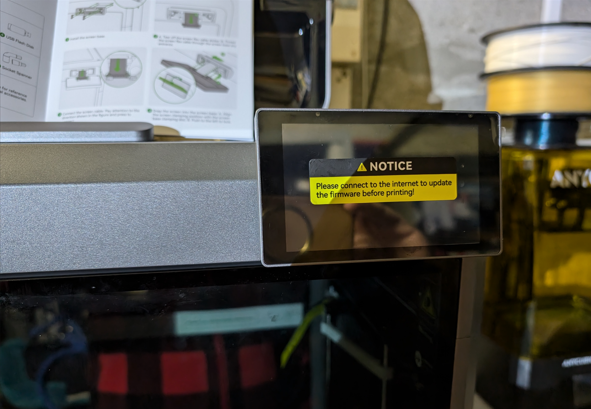
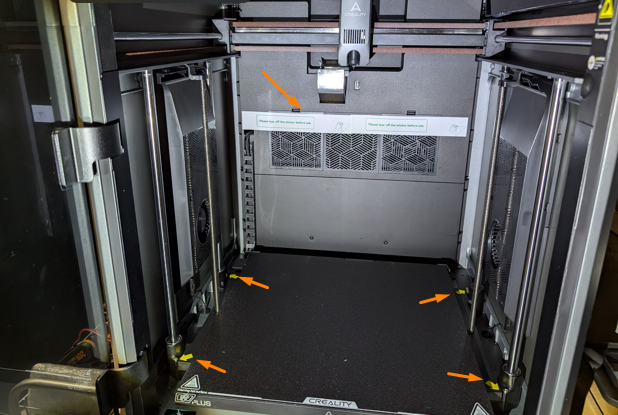
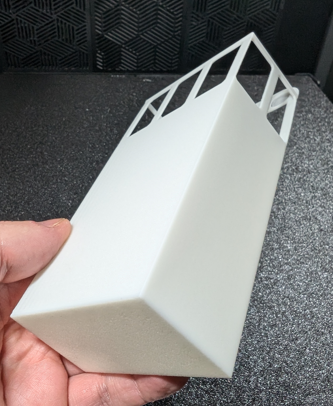
Nous avons l'honneur d'être les premiers francophones (voire européens) a avoir reçu un exemplaire de la K2 Plus Combo avec son CFS ! Ce topic permettra de vous faire mes remontés au fil de l'eau du ressenti et des infos importantes sur cette machine que beaucoup attendent. Les test commencent, je voudrais proposer une vidéo sur la mise en route initiale de l'imprimante avec quelques infos sur la K2, puis une seconde qui servira de vous donner un avis complet sur cette machine, le tout est épaulé par un article complet sur K2 Plus + CFS publié sur le site https://www.lesimprimantes3d.fr/ Cela me permettra de vous apporter, ici et via la première vidéo, un début de réponse sur cette imprimante et pouvoir prendre le temps de bien tester aussi bien les capacité en filament technique de la K2 Plus, ainsi que l'usage du CFS pour mélanger les filaments. La K2 Plus reçue nous a été envoyé par Creality que l'on peu remercier pour cela, on est les premiers à la recevoir dans notre région du monde. L'envoi a été effectué en 3 colis, ce qui diffèrent un peu avec les premiers youtubeur américains qui ont reçu un unique colis contenant l'imprimante et dans l'imprimante le CFS ainsi que 4 bobines de 500gr de Hyper PLA. Dans mon cas, livraison DHL en 3 colis comme on peut le voir sur ces photos : Je ne peux dire dans quels format vous recevrez votre modèle, la documentation indique aussi un CFS dans la K2 Plus. J'ai donc reçu la K2 Plus (machine très lourd le colis fait environ 35Kg), le CFS (le colis fait environ 7Kg), et 4 Bobines de Hyper PLA Creality en prime (Noir, Blanc, Magenta, Bleu). J'ai aussi reçu des bobines en carton Creality qui n'a pas encore finalisé les bobines en support plastique avec NFC / RFID pour la reconnaissance automatique des filaments par le logiciel slicer. Déballage CFS J'ai donc naturellement commencé par déballer le CFS de Creality pour voir l'aspect de la bête qui nous intéresse tous et cette fois j'ai fais une courte vidéo très basic qui montre l'engin, il présente bien même s'il est essentiellement en plastique. Le CFS, contrairement au ACE Pro de Anycubic, n'est pas un déshydrateur actif, par contre il a un écran LCD qui affiche ma température et l'hygrométrie, ce qui est pas trop mal et ajoute 2 trappes de base avec 2 sachets de billes de silicate. Il faut ouvrir les compartiments et retirer les films de protection des sachets avant usage. Pour le moment, je n'ai pas assez de recul pour un avis complet sur le CFS, le produit a des atouts si le le compare aux AMS Lite et AMS de chez Bambulab et toujours certaines faiblesse comme pour l'AMS, sa force son chargement auto qui semble très correct, les PTFE pour l'insertion du filament donne de la souplesse et les compartiments pour les sachet de silicat sont un plus, les bobines sont bien gérées, les patins blancs sont motorisés et bien gérés, on a le NFC pour reconnaitre les filaments. Même si les bobines carton passent dans le CFS, celles en plastique sont vivement conseillées, pour moi on aura possiblement quelques soucis avec les bobines cartons même si les fente sont la pour garder un bon placement de la bobine. D'ailleurs ceci m'a posé un souci avec une bobine de filament, les bobines de 500gr, 2kg par exemple ne passeront pas et ne seront pas compatible comme sur l'AMS. Le déballage de la K2 Plus Voila le gros morceau du déballage qui arrive et cela ce fait plutot facilement car l'on a juste à défaire les 8 plots en plastique blanc en partie basse et à tirer la carton par le haut. On trouvera dans l'imprimante des mousses de protection, et les accessoires. En commencent par le haut, on retrouve la prise d'alimentation et le support d'écran, en dessous l'écran tactile de la K2 Plus, suivi par le porte bobine latéral (enfin un système latéral et solide), et dans la petite boite noire quelques composants de spare de l'imprimante comme la carte de détection de filament. En retirant les mousses intérieures, on trouve une boite avec une bobine plastique de 500Gr d'hyper PLA Blanc et une trousse à outils assez complète Dans cette boite a outils, on retrouve une pince coupante, un tube de colle, un crapper, un tube de graisse, des clés pour la buse, un manche plastique aimanté avec des embouts, des clés Allen, une aiguille pour déboucher les buses et une clé USB. Dans cette clé, on trouve 3 fichiers tranchés en gcode, 5 fichiers 3MF, des documentations PDF, et le setup de Creality Print le trancheur maison que je teste actuellement. Point de Orca Slicer mais pas de panique car Orca slicer en release 2.2 inclut les profils de la Creality K2 Plus donc je testerai ça aussi. Assemblage et mise en route L'assemblage est des plus simples et rapides, il n'y a que le capot de verre à déballer et poser, puis monter l'écran sur la K2 Plus. Pour l'écran, on a un support à visser via 4 vis (pas de soucis à la pose y a un détrompeur), puis on passe la nappe à travers la fente et puis clipse la nappe sur l'écran. Une fois la nappe installée, il suffit de clipser l'écran de gauche à droite et l'écran est en place. Perso je préfère que l'écran soit en partie haute de mes imprimantes, je le trouve donc très bien placé sur cette K2. Il est inclinable vers le haut ou le bas si besoin. A l'intérieur de la Creality K2+ on a 2 pièces blanches à retirer à droite et à gauche qui protègent les tiges lisses du Z durant le transport. Il y a aussi 4 vis qui maintiennent le plateau à retirer et un autocollant qui maintient les grilles de ventilateurs. Avant d'aller plus loin, on peut voir dans le fond la zone de purge de la buse un peu similaire que ce que l'on a sur les Bambu Lab X1C et P1S. Sur le côté, on a 2 gros ventilateurs auxiliaires et la grille du milieu au fond est la zone de chauffe du caisson. Connexion du CFS sur la K2 Plus On peut fixer le hub CFS soit à l'arrière du CFS soit de la K2 Plus, perso je l'ai fixé au dos de la K2 Plus, juste au dessus de l'évacuation de la purge. On a ensuite 2 câbles à brancher, un entre la K2 Plus et le CFS et le second entre le CFS et le hub, et on finit en branchant les tubes PTFE. On a un câble de 1.5m dispo pour mettre en déport le CFS et j'ai un lot de PTFE de différentes tailles en rab. Le petit cache noir masque un port d'alim jack, je ne sais pas exactement à quoi il sert pour l'instant mais je pense que c'est pour le déport. Je ne connais pas non plus comment on chaine exactement plusieurs CFS (on peut avoir jusque 4 CFS en même temps pour mélanger 16 bobines sur une imprimante K2). La machine est à présent prête à démarrer Je peux déjà vous dire ceci : Temps de mise en route initial entre 15 et 18min Langue sur le TFT : chinois et anglais (pas de français pour l'instant sur mon exemplaire, ça viendra sûrement avec une mise à jour du firmware) On a les étapes classique de démarrage : retirer les vis, penser à vérifier que rien ne gêne sur le plateau, etc. et la config WiFi (support du 2.4GHz et 5GHz), configuration Creality Cloud puis une calibration du plateau et enfin un input shaping automatique Une fois la mise en route finie, une MaJ du firmware m'a été proposé (installée en 10-15min). Une fois téléchargée et installée l'imprimante redémarre et je vous conseille de refaire les calibration plateau et input shaping Avant de parler des impressions, comparons la taille de la K2 Plus. Voici la surface du plateau de la K2 Plus par rapport à celui de la Bambu Lab A1 Mini, puis a celui de la SW X4 Plus. Pour rappel, le plateau de la Artillery X4 Plus fait 315 par 325 mm. Le plateau de la Creality K2 Plus est donc bien plus grand avec son format de 350 x 350 mm. Et à présent la taille de la K2 Plus vs la FlashForge 5M Pro qui parait minuscule. Les premières impressions La première impression est faite depuis la clé usb, il s'agit du Benchy. Ici je vous met juste les timelapse faits par la caméra intégrée de la K2 Plus. Vous voyez donc la qualité de l'image et la position de la caméra dans le caisson. Le Benchy est sorti en 13 minutes avec un rendu parfait, pas de stringing, qualité de l'extrusion parfaite, première couche parfaite, pas de souci sur les pontages et même la cheminé est très propre. L'impression a été effectuée avec le filament HyperPLA Blanc, le spool de 500gr présent dans la K2 Plus, je fournirai des photos pour mieux voir le rendu du Benchy dans le test complet de la K2 Plus sur le site. En seconde impression j'ai imprimé une boite pour recevoir les déchets de purge. Ce modèle me convient pour le moment, à voir si je remplacerai cela par la suite pour un système de plus grande capacité. Le plus grand pontage s'est un poils affaissé mais cela est lié en partie à mes paramètres. Vous trouverez le modèle sur différente plateforme, perso je l'ai prise ici sur Creality Cloud c'est un modèle de Flo-3D. Vidéo short du print Puis j'ai imprimé des pièces pour ajouter des billes de silicates au milieu des spools et optimiser la déshydrations des filaments dans le CFS : Vu que le CFS n'a pas de déshydratation active, il faut un peu de temps pour faire redescendre le taux d'humidité des filaments dans le CFS, surtout dans ma belle région où en cette période j'ai environs 70% de taux d'humidité dans mon garage. Alors pour le moment les 2 petits reproches que je peux faire sont qu'il est dommage que le CFS ne soit pas à chauffage actif et qu'il n'y a rien d'origine de prévu pour la récupération des déchets de purge, j'en ai donc imprimé un magnétique. Parlons peu mais parlons chiffres Voici quelques infos utiles qui seront mises à jour si besoin, niveau sonore de l'imprimante, chauffage actif réguler, consommations etc... Le niveau sonore relevé (attention j'ai relevé cela via mon smartphone n'ayant pas de sonomètre sous la main) est de 46 dB sur la première couche, puis passer progressivement à 48 dB. Les moments où le CFS déroule ou rembobine le filament on a des piques sonores a 49-50 dB, alors on entend bien la mise en route de la ventilation mais le bruit n'est pas strident ni trop présent. Le chauffage régulé de la chambre de la K2 est bien présent et permet de monter jusque 60°C, pour le moment même en mode PLA la chambre est a 35°C et cela très rapidement alors que j'ai 16°C dans mon garage. On peut monitorer et contrôler la chauffe de la chambre depuis l'écran en façade de la K2. La consommation sur des impressions PLA : j'ai remarqué une consommation de 750W environ en début de print lors des phase de chauffe initiale, en cours d'impression on est sur un moyen de 165W - 170W avec des variations en fonction de la régulation de la chauffe buse plateau. Je regarderai la consommation initiale et moyenne lors des futures impression ABS car dans ce cas précis le plateau ne sera pas chauffer a 50°C mais plus vers 100°C, la buse passer de 220 à 240°C et le caisson de 35°C a 55-60°C logiquement, ce qui donnera une consommation probablement supérieure. Malgré le fait que le CFS ne soit pas actif pour la déshydratation, je réussi à passer de 68% d'humidité lors du chargement de 4 bobines lié a l'air humide de mon garage, à 58% en 15 - 20 min de temps (-10%) et en 1 heure je suis passé à un taux de 40% (presque -30%), c'est la raison qui me fait imprimer des système de boitier a dessiccant qui se placent dans le centre des bobines, j'en ai testé plusieurs et le pense en avoir trouver un plus pratique que les autres. Vidéo de fin de test et de conclusion:

















 2 points
2 points -
Salut, Voici le résultat avec une déchiqueteuse de papier2 points
-
@V3DPTu est mon sauveur, effectivement c'etait bien ça le problème la ligne dans le Start Gcode. Sinon mon Z augmente bien dans les positifs durant impressions. Merci A+ Charles2 points
-
Résumé des promotions Bambu Lab https://www.lesimprimantes3d.fr/bambu-lab-black-friday-2024-20241022/2 points
-
Les pièces SAV Qidi sont arrivées, je n'ai pas pu démonter la plaque arrière du chariot, les courroies sont collées à la cyano ... J'ai donc uniquement changé la plaque avant du chariot et comme par magie, plus de jeu ! Bon, cela n'a pas résolu mon problème de surface rugueuse, mais ça au moins éliminé une source potentielle. J'en ai profité pour faire une révision de l'extrudeur et rien à signaler hormis un léger jeu dans les engrenages qui semble être dans les tolérances. J'attends ma buse haute température/flow pour refaire des calibrations et je vous tiens au courant.2 points
-
Je sens que @Guillaume3D va nous en construire une d'ici peu...2 points
-
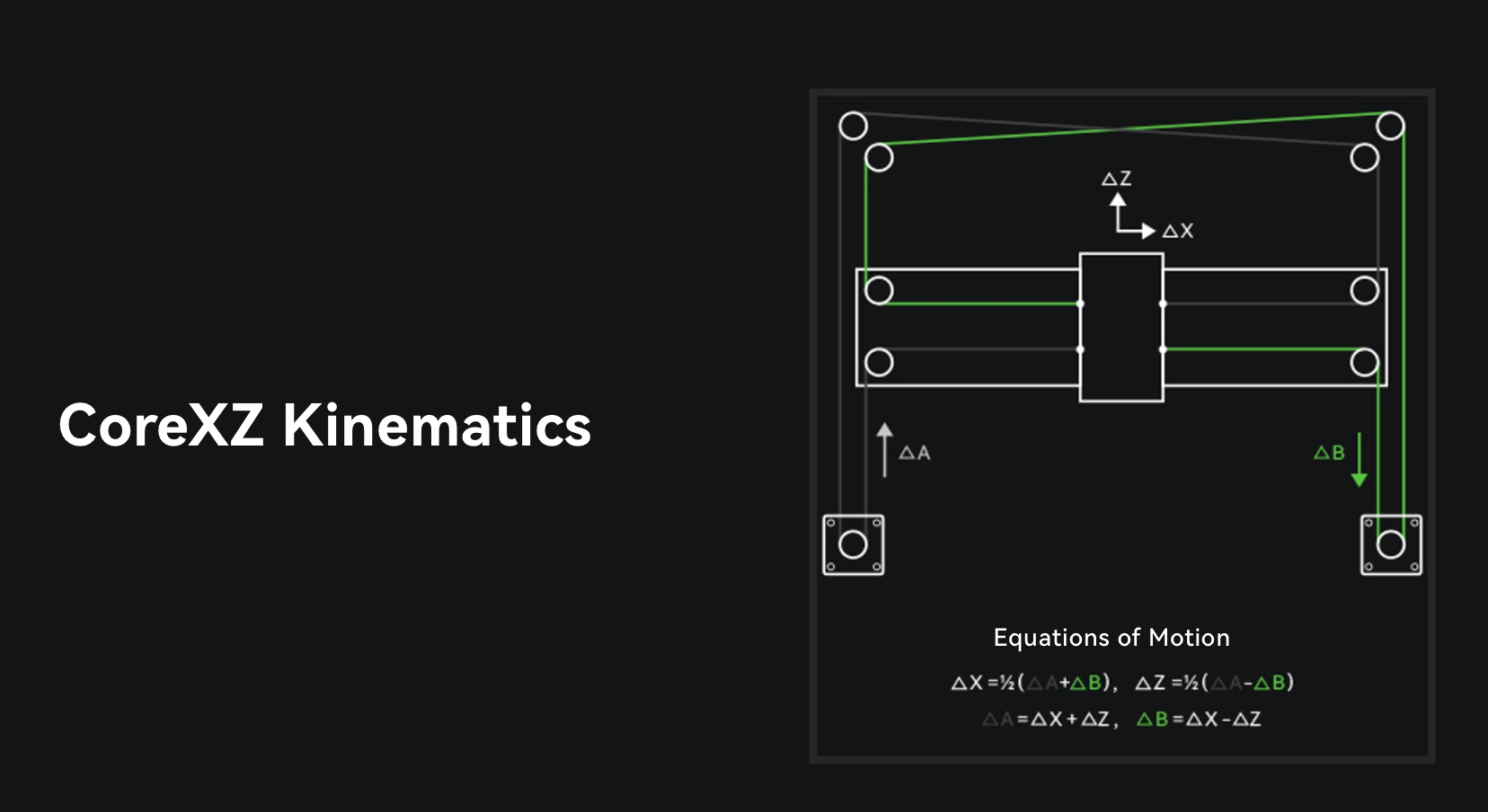
pas grand chose. La voron Switchwire est une core XZ (et ce n'est pas la plus belle réussite de voron ... juste un passe temps pendant le covid) En défaut principal la fâcheuse tendance du X a descendre tout seul quand les moteurs sont coupés.2 points
-
Ce site, en anglais, décrit théorie et philosophie de cette technique. La vidéo, quand bien même de Creality, donne aussi un bon aperçu : Ce site reprend les types principaux des imprimantes FDM. Sinon, en gros : c'est un système de mouvement avec deux moteurs fixes qui entraînent deux courroies déplaçant simultanément la tête sur deux axes différents. Le principal avantage est qu'en déplaçant les moteurs hors du portique et dans une position fixe, leur poids n'a plus d'impact sur le système de mouvement, ce qui permet une accélération plus rapide et donc une impression plus rapide. CoreXZ est donc un système dans lequel les directions X et Z sont gérées par le système principal et Y est géré séparément (c'est lui qui finalement restera le facteur limitant pour vitesses et accélérations).2 points
-
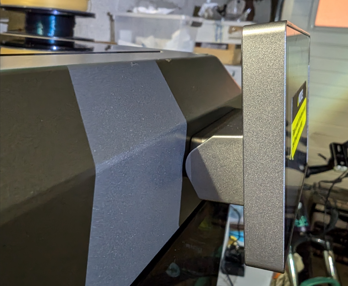
La partie hardware est terminée ! (avec sa nouvelle devanture, et quelques pièces améliorées) . Les réglages niveau firmware & slicer se déroulent bien, mais après une bonne dizaine d'impressions ratées je me suis rendu compte que la cause était le pignon fixé au moteur de l'axe rotatif, qui était complètement dévissé (tournait presque dans le vide)... Donc démontage total de l'imprimante pour y accéder (j'aurais peut-être dû prendre des photos pour montrer l'intérieur, j'y penserai à l'avenir)
 2 points
2 points -
rien de tout cela non toujours pas en direct non Ne vous laissez pas abuser, il y a certes un moteur mais il n'est pas utiliser comme moteur (je sens le brouillard s’épaissir)...2 points
-
bonsoir @clubelectro548 une colle contenant du dichlorométhane te permettra des assemblages parfaits1 point
-
Je ne dis pas que c'est ça parce que je n'en ai pas encore fait l'expérience mais j'ai lu beaucoup de sujet qui abordé le fait que les bobines cartons dans l'AMS étaient source de loupé d'impression. Tu peux essayer d'imprimer des cerclages qui se fixent sur le pourtour de la bobine et qui en théorie résolvent les problèmes associés. Sinon comme le dit @pjtlivjy refaire une calibrations des filaments au niveau de débits ? Voir imprimer une tour de calibration pour s'assurer que t'es dans la bonne plage de température ?1 point
-
Pour ajouter de l'eau au moulin, voici ce qu'est préconisé par Prusa : J'en déduis par extension qu'à minima tous ces matériaux sont sensibles à l'humidité
 1 point
1 point -
Salut, Petit déterrage, histoire de redonner vie au sujet , au cas où quelqu'un serait intéressé...1 point
-
Une trappe qui ferme quelque-chose1 point
-
Petite mise à jour : je laisse tomber Prusa, le résultat est le même. Par contre j'ai trouvé d'où vient le problème, qui ne semble pas avoir de solution universelle. Je laisse le lien qui en parle. La "Benchy hull line" : https://help.prusa3d.com/article/the-benchy-hull-line_124745 Je vais d'abord tenter de ralentir l'impression des parois.1 point
-
Ils font 6 mm d'épaisseur, en PLA+ et remplissage a 100%, ils sont un peu souples, mais d'après les essais que j'ai faits (sans voile, seulement en poussant le bateau depuis un zodiac) ils sont plutôt efficaces.1 point
-
C'était pas bête, dommage que ça ai échoué... D'un point de vue slicer, tu trouveras trois écoles : base Cura, base Prusa et les slicers indépendants ou propriétaires moins utilisés (en FDM). Généralement, les avis sont très partagés entre Cura et Prusa (de mon côté Prusa). Dans les deux cas, l'ajout d'une fonctionnalité sur Prusa entraînera l'ajout plus ou moins tardif chez Cura et inversement, donc généralement les fonctionnalités sont à peu près les mêmes chez tout le monde (sauf slicers indépendants et propriétaires). Pour en citer certains basés Prusa tu as BambuSlicer et OrcaSlicer qui sont vraiment bons selon moi, ça peut être intéressant que tu essaies une base Prusa puisque tu as déjà essayé Cura. Je trouve aussi que Orca et Bambu sont plus intuitifs que les bases Cura mais ce n'est que mon avis. Pour ce qui est de ton impression bon courage pour le post-traitement car à part bidouiller pour enfin trouver d'ou vient le problème, je ne vois pas de solutions comme ça1 point
-
C'est pas prévu, il y a plus rigolo je trouve Je ne trouve pas que le Core X/Z apporte réellement beaucoup d'avantages (comme cité plus haut, l'axe Y limite le tout et l'axe Z peut redescendre tout seul...) - pour moi ça peut même être moins précis, vu qu'on cumule les erreurs de position des 2 moteurs Pour moi la meilleure cinématique "Core" est la Core X/Y avec un plateau suivant l'axe Z, c'est le seul moyen de vraiment exploiter les accélérations/vitesses sans être limité par l'axe restant1 point
-
là je suis impressionné par la puissance du truc ...1 point
-
sinon, tu met tes pièce en miroir dans le trancheur oui je sors -> à reculons1 point
-
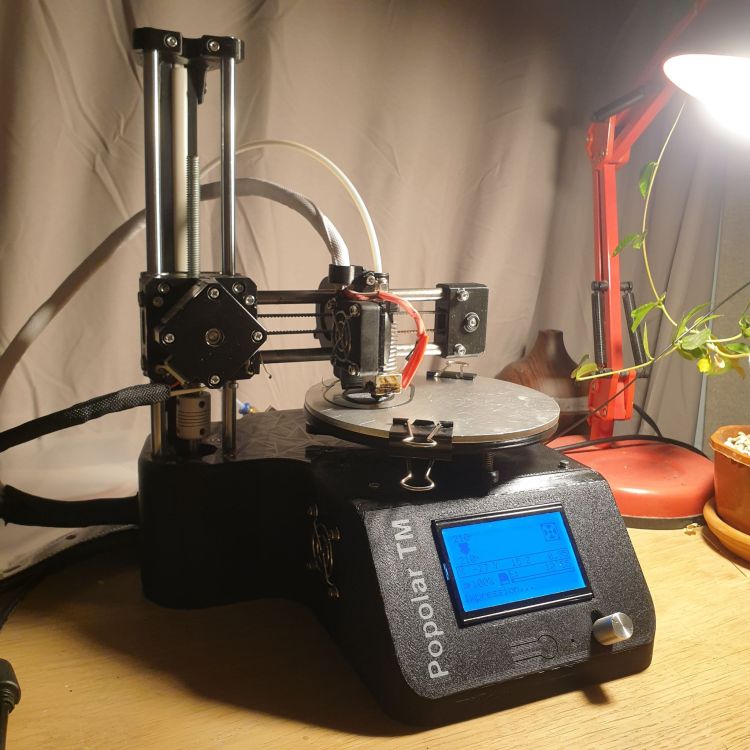
Petit nom de projet temporaire qui est devenu définitif (de base c'était même Popol ) J'avais pensé à refaire l'axe X en blanc en plus... Mais une fois que l'imprimante sera vraiment opérationnelle à 100%, je posterai de "vraies" photos et des petits timelapses pour montrer ce qu'elle a dans le ventre. Pour l'instant c'est plus des photos pour alimenter le topic ! Mes deux dernières photos sont vraiment sombres, mais à la lumière du jour les gaines blanches dans le profilé Z et les câbles de l'axe X + le PTFE font que les couleurs de l'imprimante sont plus contrastées Par contre petit soucis, mes impressions sont à l'envers je vais essayer de corriger ça (mais pas non plus très évident à faire, car il ne suffit pas de retourner la nappe d'un moteur, c'est au niveau du firmware avec le X_MIN_POS et le X_MAX_POS je pense...)1 point
-
ça devrait casser le blender il faut des broyeurs très costauds pour du plastique (je ne suis même pas sur que le broyeur de jardin suffise) mais ça : oui oui je sors ->1 point
-
@Noob3D Personnellement, j'ai imprimé une rondelle en PA12 de 0,5 mm, placée sous l'engrenage qui avait du jeu (celui fixe) pour qu'il soit bien au même niveau que l'autre. Ca fonctionne sans souci depuis un mois maintenant. Le jeu axial est du à une déformation du boitier de l'extrudeur (déformation d'injection).1 point
-
Sûrement celui de https://www.myminifactory.com/object/3d-print-the-polar-bear-at-the-middelheim-museum-antwerp-17098 ( que j'ai imprimé lors du test de la Ender-3 V3 Plus en 200% d'échelle )1 point
-
Etant donné que j'ai perdu beaucoup de temps et de matériaux à faire des tests, et qu'il s'agit d'un projet pro, pour le moment j'ai opté pour une solution plus simple. J'ai simplement changé la topologie de mon objet pour faire en sorte que le plateau intérieur soit au même niveau que les bordures extérieures, ainsi la ligne ne devrait plus exister. C'est dommage mais bon. Cela dit j'envisageais de changer de slicer donc ton commentaire tombe bien. Au niveau de l'utilisation, ce n'est pas plus difficile que Cura ? On a les mêmes fonctionnalités à peu près ? Finalement ma dernière solution n'a rien résolu. Ca a juste déplacé cette ligne dégueu un peu en dessous. Incompréhensible.1 point
-
@hyoti tu as du rmarqué qu'ils ne sont pas les seuls, les erreurs de traduction et d'information sont légion chez les fabricants Chinois, apparement il manque de traducteurs mais du coup on ne sait plus ce qui est vrai les TDS des filaments et des résines c'est pareil1 point
-
La tour de purge est desactivable c'est ce que j'ai d'ailleurs fait lors de mes test, avec Creality Print. J'ai pas tester leur filament soluble je trouve leur filament bien mais surcoté et chers par rapport a d'autre marque tout aussi bien..1 point
-
Un domaine où l'IA fonctionne à peu près bien c'est la vision par ordinateur. Les contrôles caméra se sont beaucoup répendus en industrie (c'est souvent des cas plus simples, comme voir si une pièce est bonne ou pas bonne, ou trouver la position d'une pièce sur un tapis roulant pour l'attraper avec une pince au bout d'un robot)1 point
-
c'est là ou le filament hydrosoluble de Bambulab est intéressant, si il y avait un Bambulabien l'ayant utilisé qui puisse nous en parlé ça serait super1 point
-
Toute première imprimante pour apprendre : Creality Ender 3 Neo, donc 220x220x250 Imprimante actuelle : Creality Ender 3 V3 Plus, donc 300x300x3301 point
-
Bonjour, Bien que ne connaissant pas cette imprimante, il semblerait qu'elle ne comprenne que le format X3G. Cura dispose d'un plugin pour générer ce type de fichier (mais je n'ai pas testé). Slic3R serait aussi compatible... https://shop3duniverse.com/blogs/slicing-software/using-slic3r-flashforge-creator1 point
-
Pour l'utilisation de filament sur le CFS on reste sur des normes identique a l'AMS de bambulab, pour les filaments hydrosoluble de par leur nature il pourrait ce dissoudre dans les conduit du CFS ce qui causerais de gros soucis selon moi, ce qui explique leur non prise en charge par les système de type AMS/CFS. C'est plus utiliser sur des machine Dual buses ou tête, comme les idex, les prusa XL ou les snapmaker artisan pour cité quelques exemples.1 point
-
@jcoud et @PierreR63 c'est seulement les filaments soluble à l'eau, il reste le Hips, les filaments supports de chez Bambulab et les associations de matériaux comme PLA / PETG à noter que Bambulab à un filament hydro soluble compatible AMS : PVA1 point
-
Il me semble avoir vu que CFS n'était pas adapté au TPU en dessous du 95A et aux filaments solubles. Je confirme. Je viens de trouver ca dans la notice: ompatible filament types PLA/ABS/PETG/ASA/PET/PA-CF/PLA-CF…(not compatible with damp water-soluble supports, not compatible with soft filaments with hardness of TPU95A and below)1 point
-
@pjtlivjy Tu as tout compris Niveau filtration d'air c'est équipé comment ? Pour le prix de la X1C, avec le CFS et le volume d'impression immense, elle a clairement une part de marché à conquérir.1 point
-
bonjour @coucou en théorie, en limitant le nombre de moteur, on permet une réponse plus rapide et plus précise. je suis dubitatif car comme avec les cartésiennes on cumule les mouvements du plateau et de la tête mais l'utilisation d'une courroie permet une vitesse plus rapide et induit moins d'artefacts que les traditionnelles vis en Z. il nous faudrait le témoignage d'un utilisateur avec un test comparatif
 1 point
1 point -
super @MrMagounet ça c'est vraiment chouette pour le bruit ( @3xkirax3 va être content ) mais aussi pour l'évacuation des polluants et la qualité d'impression1 point
-
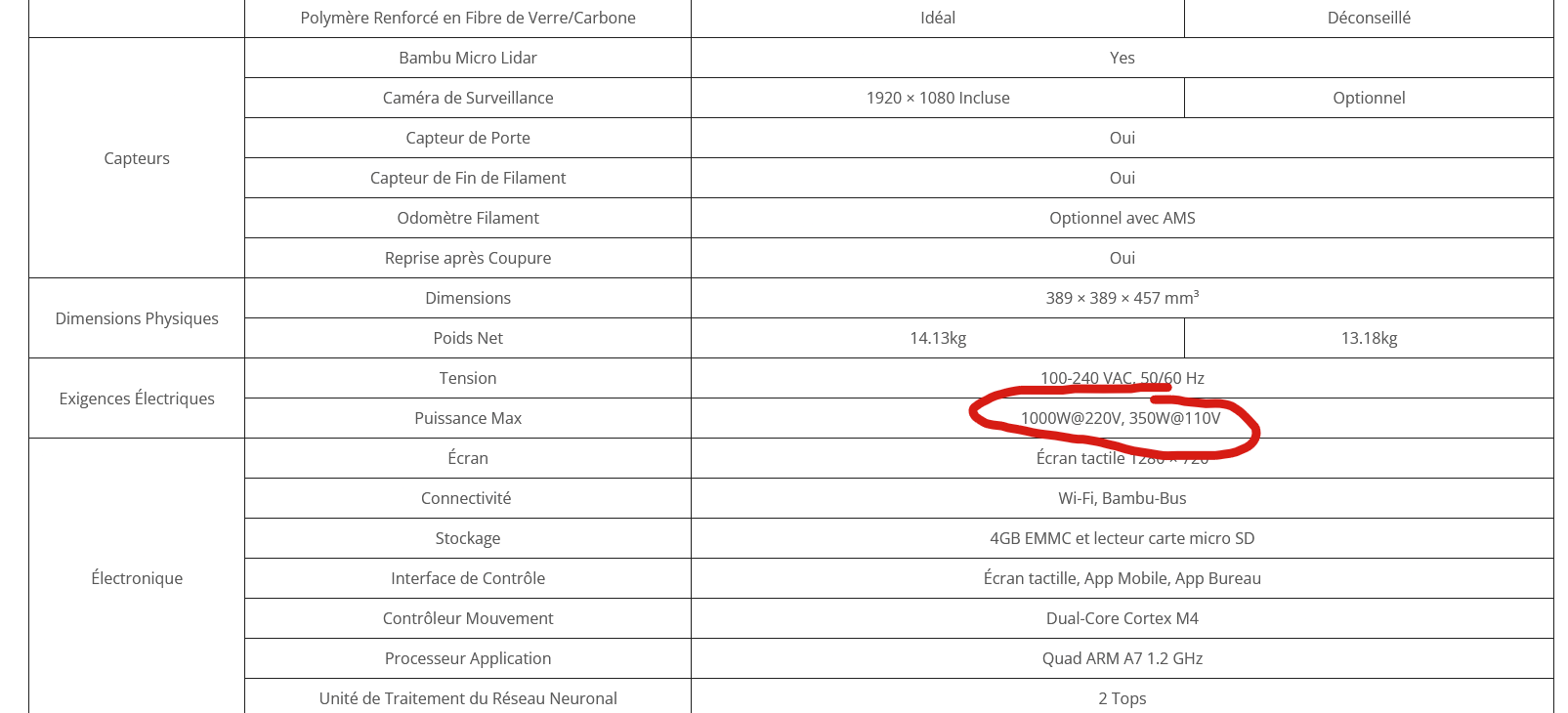
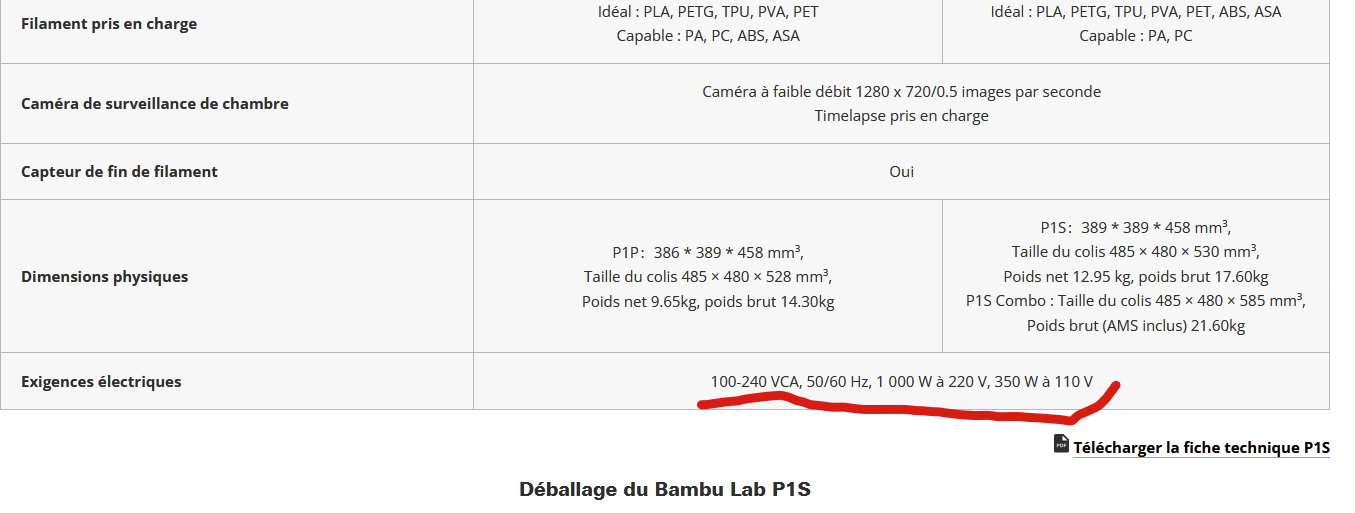
@MrMagounet Mais Bambu a l'air spécialiste dans les chiffres erronés : la fiche technique des séries X1 : la c'est peut-être le 1000W qui est bon ? De même pour les P1 Il n'y a que pour la A1 Mini que les chiffres ont l'air bons
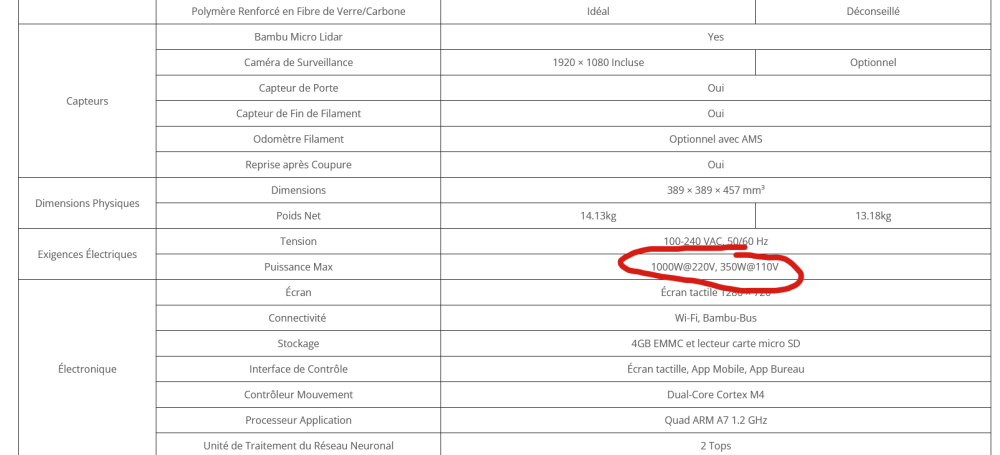
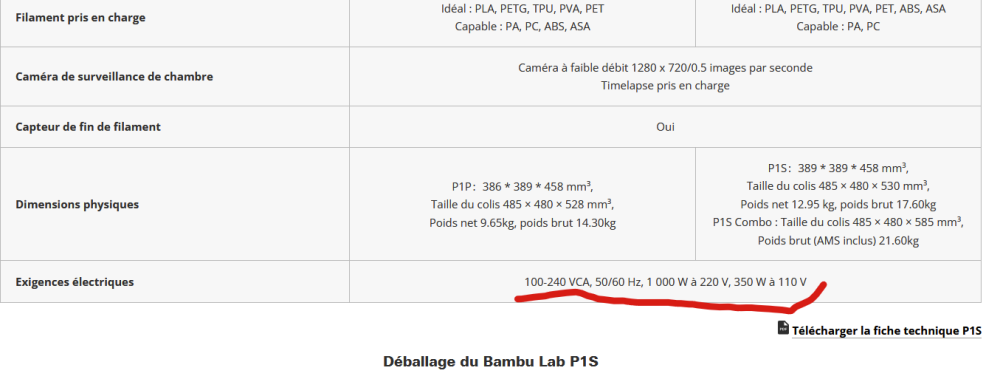 1 point
1 point -
Oui la température reste stabiliser a 35°c on imprime le PLA porte et capot fermé sans soucis j'ai fait plusieurs impression dont certaines de prêt de 8h sans soucis1 point
-
Ok merci pour les infos. Après ça reste es jouets, je ne compte pas lui en cuisiner.1 point
-
Les premières courroies n'étaient pas «top». Creality s'est un peu amélioré, mais ce n'est plus une imprimante dont ils assurent le suivi ni la vente… Il faut se tourner vers d'autres fournisseurs, là encore, peu nombreux et donc des prix non raisonnables. J'avais eu la chance de pouvoir la tester pour le forum (découverte / test), je m'étais bien amusé à découvrir cette nouvelle manière d'imprimer. Finalement, cela reste des imprimantes de niche : impressions multiples à la suite ou impression «cosplay» d'épées On va arrêter le HS pour ne pas trop pourrir le sujet de @Guillaume3D.1 point
-
Le "hub" d'origine est une bonne idée, ça évite de l'acheter (ou d'oublier de l'acheter) en cas de CFS additionnel. Le branchement de plusieurs boitiers se ferait donc ainsi :1 point
-
Merci @Ironblue, j'ai mis à jour les photos dans le message initial1 point
-
Yes je sais bien que cela est plus complexe et comprend ce que tu indique, mais même l'utilisation d'une filament qui a des propriétés adéquate pour l'alimentaire n'est plus forcement alimentation si il est extrudeur par une buse qui peu contenir d'autre matière, après le débat serait sans fin et potentiellement très complexe et dans mon cas le truc qui pose le plus soucis est lié aussi au fait ok on a un PETG PET ou ABS, mais il y a ABS et ABS, nos filament on des additifs qui ne sont pas toujours utiliser dans l'industrie pour les produit dit alimentaire, les Bisphénol par exemple sont nocif et ont été beaucoup utilisé perso n'ayant jamais réussi a avoir des infos sur les compositions exactes qui constitue les filaments vendu j'ai toujours un doute. Et dans mon cas je ne donnerais pas quelques choses qui a une potentielle nocivité non mesurable, d'ou mon avis d'utiliser des vernis ou résine adapter en complément par dessus, après ce n'est qu'un avis personnel. Et oui pour les sillons je suis d'accord avec ton résonnement mais c'est a prendre en compte1 point
-
Sympa ce design, il est possible qu'il fasse partis de mes prochains prints Merci pour le partage !1 point








.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)

.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)