Classement


.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)
Contenu populaire
Contenu avec la plus haute réputation dans 14/01/2025 Dans tous les contenus
-
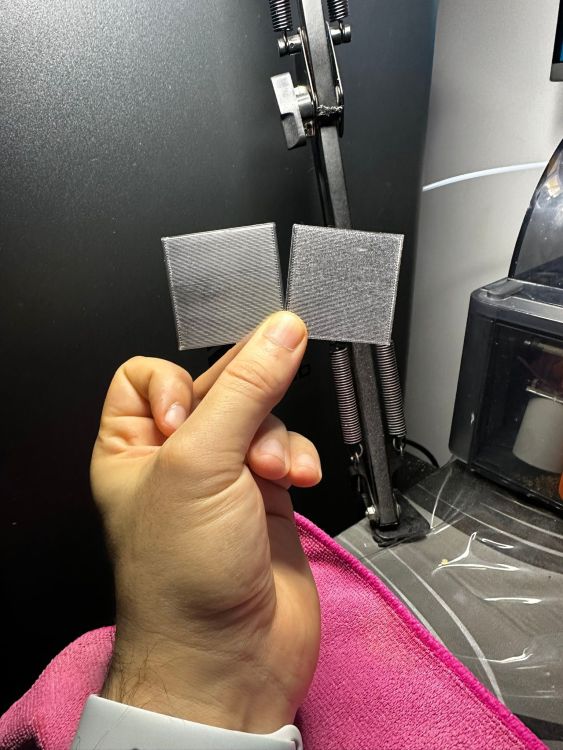
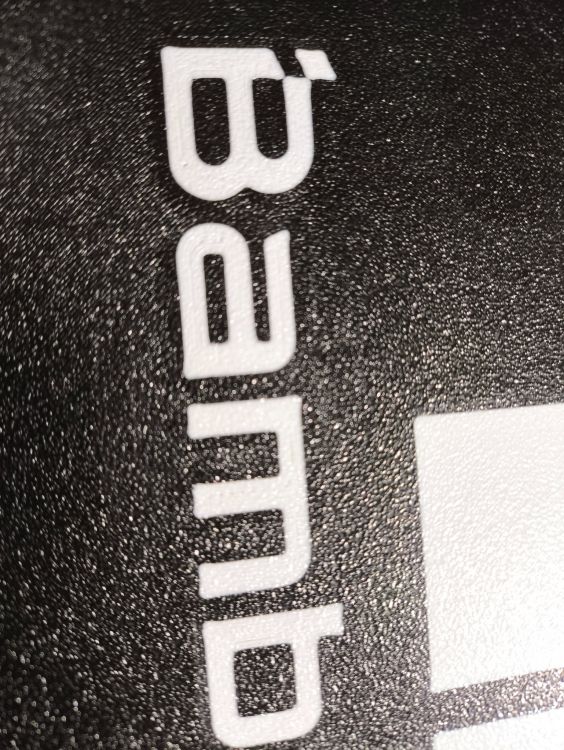
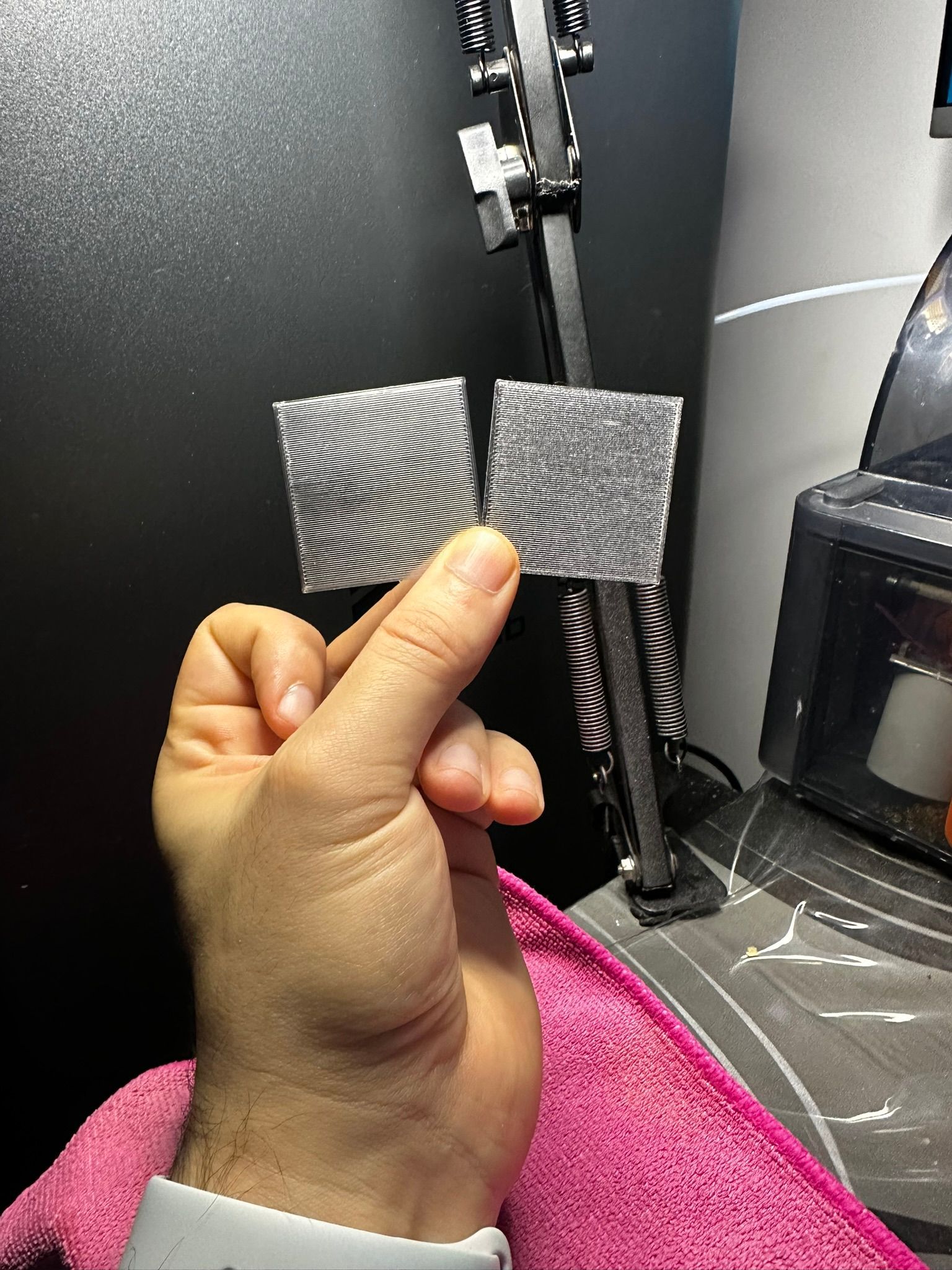
Petite série de test que j'ai fais avec deux TPU, l'un de Eryone 95A (Rouge Translucide) et l'autre de chez ArianePlast 95A (Kaki), les deux filament ont été séché puis calibré entièrement. Je n'ai pas encore fais de tour de température afin de trouver la température idéal dessus. Malgré leur même classe et ainsi que les paramètres d'impression, le Eryone est beaucoup plus dure que celui d'ArianePlast. Ensuite j'ai fais un autre test sur du PETG Transparent de chez Bambu et le résultat est vraiment incroyable Le premier est fait sur le Wham Bam, et le second sur le PEI Texturé d'origine, les cubes ont 0.5mm d'épaisseur. Mais voyez le niveau de transparence. Je sais pas ce que vous en pensez ? mais en réalité les perspectives que ça créer sont géniale.


 4 points
4 points -
- mais tu vas où comme ça ? - imprimer un benchy ...3 points
-
@laurentd54 il faut que dans tes conditions (obligatoirement imprimées au dos de ta facture) tu précises que la ou les pièces que tu fournies sont imprimées à la demande du client avec les matières qu'il a précisé sur sa commande et que ne connaissant pas leur usage tu ne peux pas être tenu pour responsable de ce qui en sera fait. Donc, tu ne dois vendre aucun produit de ta création qui peut générer de très nombreux problèmes, exemple : jouet avec lequel un enfant peut s'étouffer ou ingérer des particules (nos filaments ne sont pas reconnu par les normes spécifiques du jouet), un produit ayant un circuit électrique car nos filaments ne sont pas conformes aux normes électriques (type: UL 94, carte jaune, etc. car chaque pays à la sienne). Cela est aussi vrai pour toute pièce pouvant être sous contrainte et lors de sa casse ou affaiblissement générer des dégâts matériels ou pire humains (truc tout bête un support d'étagère qui casse, ce qui est dessus est endommagé et la personne dessous peut être blessée. Il n'y a aucun assureur qui garantira tes erreurs ou du moins ton manque de précaution (ou cela risque d'être très cher comme redevance). Oui cela fait peur, il y a une multitude d'avocats qui ne vivent que de problèmes de ce type (et ils vivent confortablement). La responsabilité civile ne couvrira pas les manques de respects des différentes normes, ce serait trop facile.3 points
-
qu'est ce qu'il ne faut pas faire pour se faire un peu de pub…. de mon coté je vais faire des stl d'un appareil de Fist-fucking, je pense que ça va attirer du monde3 points
-
BambuLab commercialise un PC V0 donc conforme aux spécifications de retardateur de flammes. ATTENTION cela s'applique en fonction des épaisseurs de parois, sur une pièce il faut prendre en compte la paroi la plus fine de la pièce. Il me semble qu'ils auraient pu être plus explicites dans les infos données, il faut aller dans le fichier PDF "intitulé UL94 Test Report" pour trouver en troisième page l'info : Sample size: 128mm×12.9mm×3.3mm. Cela veut dire que si vous faites une pièce avec au moins une paroi en 2,5 ou 3 mm votre pièce ne sera pas conforme à la norme et qu'en cas de déclaration d'un incendie votre responsabilité pourra être retenue. Oui c'est assez vicieux, mais c'est la réalité. Plus on veut des parois fines en UL94, plus le pourcentage d'ignifugeant doit être important.2 points
-
Et encore on ne parle pas d'imprimante résine là2 points
-
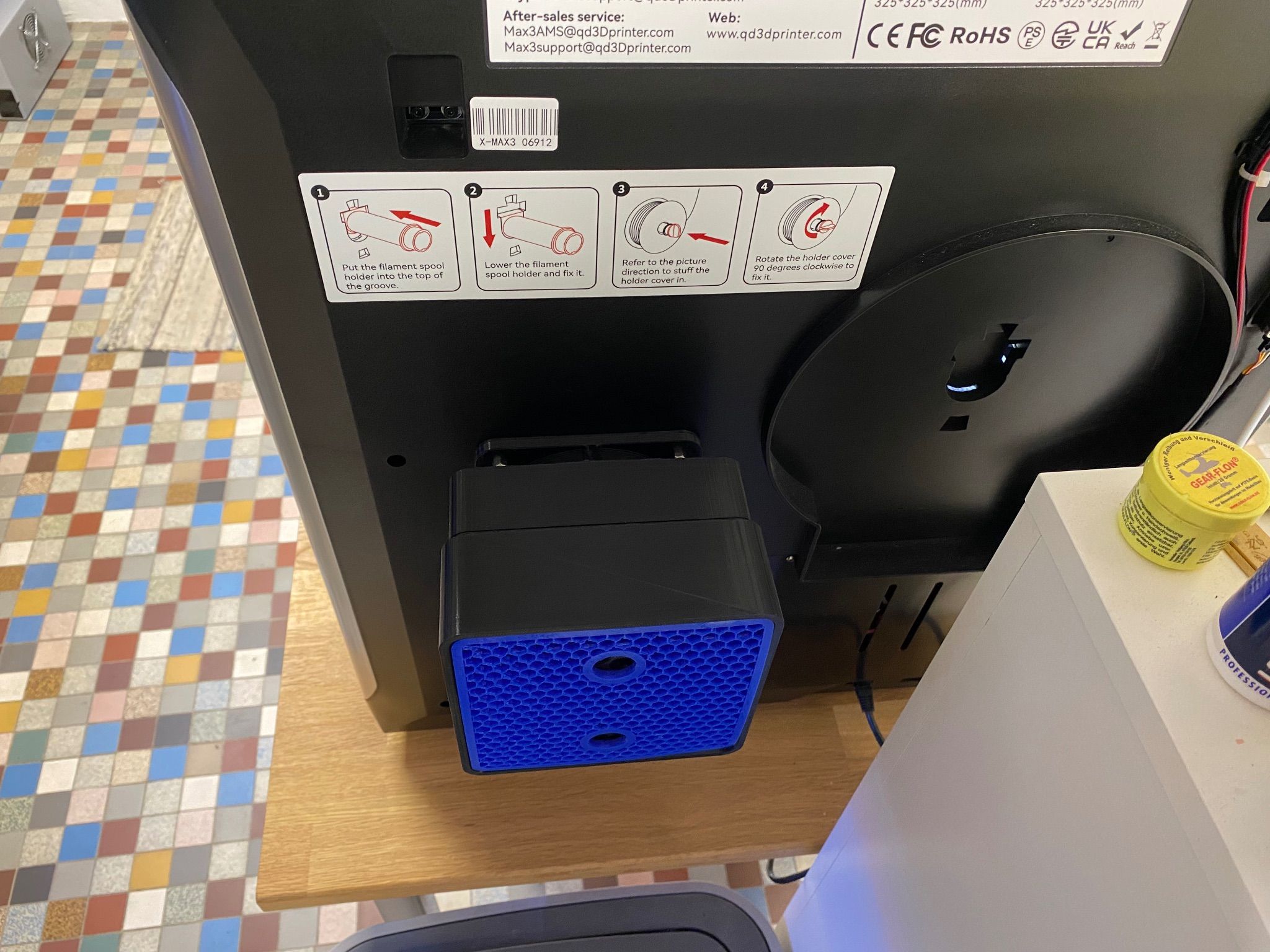
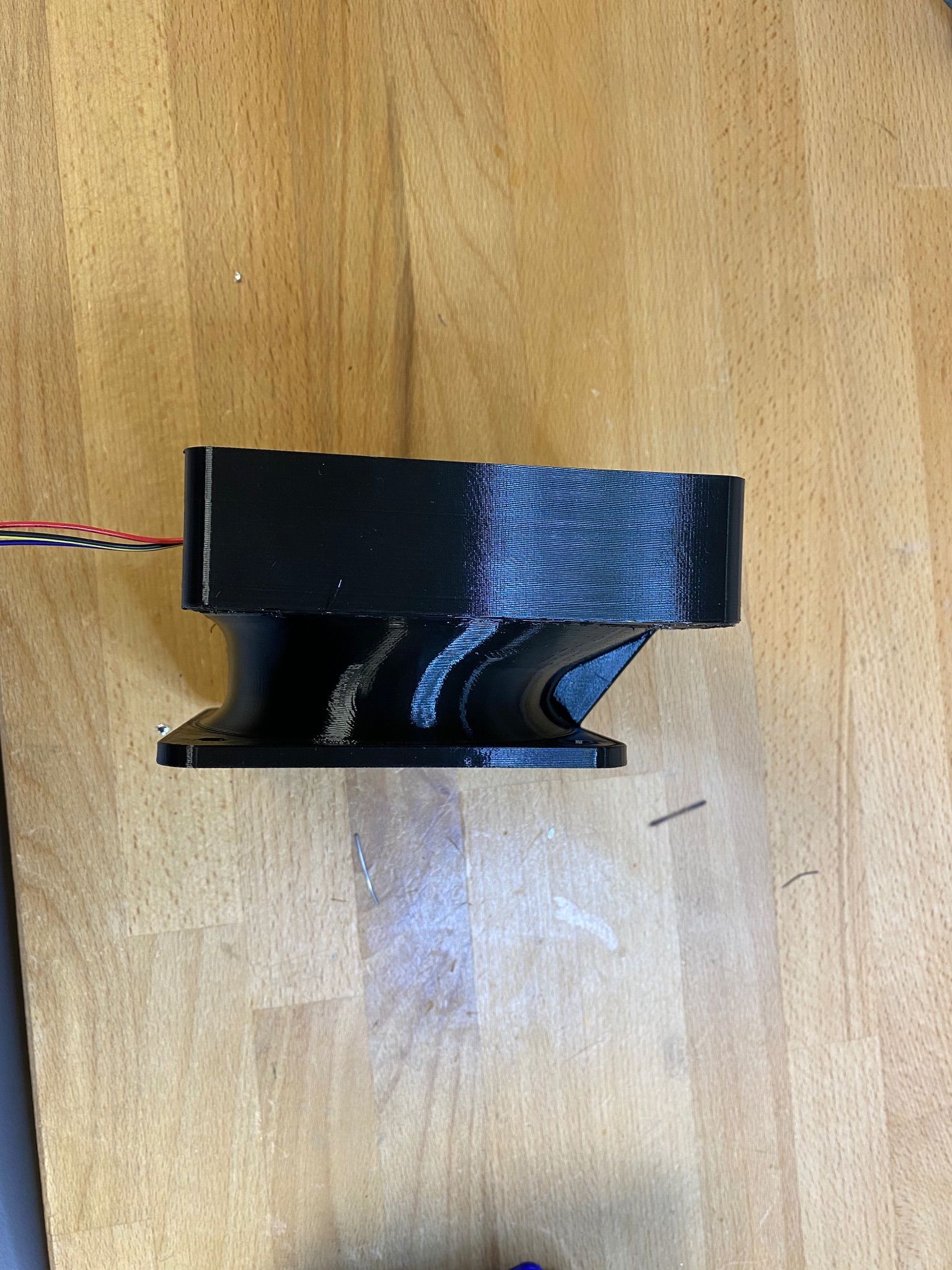
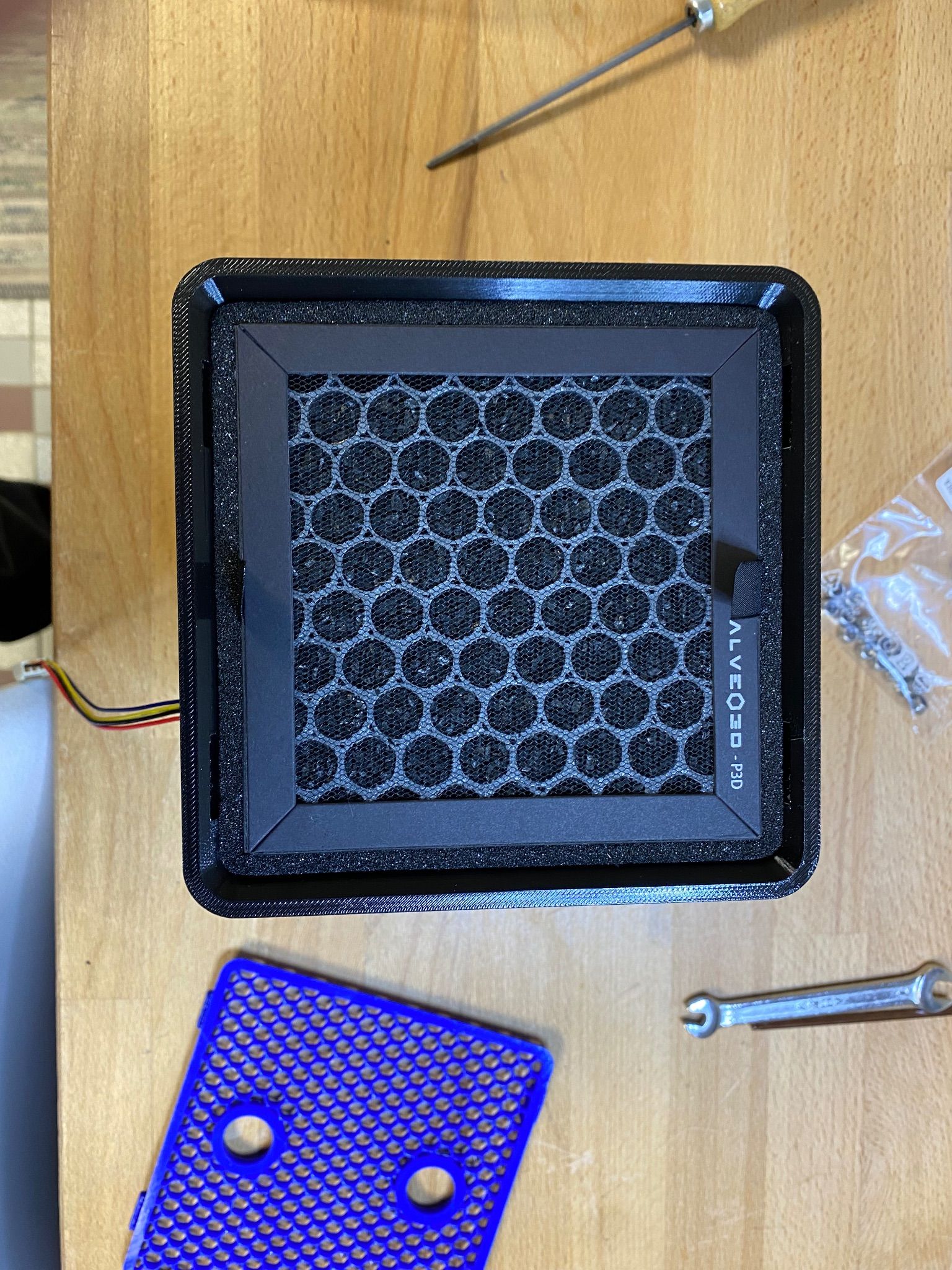
@jcjames_13009 @Ironblue J'ai des filtres + ventilateurs de chez Alvéo 3D dans mes BCN3D W50 depuis 4 ans et demi maintenant. Ca marche très très bien, à un prix raisonnable (20 €TTC le filtre) quand on sait ce que peuvent donner les fumées de combustion de l'ABS par exemple ou les simples COV générés par la chauffe. Pas d'odeurs et les filtres HEPA 13 piègent les micro particules. Pas la peine de ventiler à fond, il suffit de maintenir une dépression de la chambre pour que ce soit efficace et ça évite de saturer trop vite les filtres. J'ai donc développé mon propre boitier externe pour mes Qidi X Max 3 avec la meme efficacité en mi 2024. il faut le ventilateur qui va avec car le filtre induit une perte de charge importante. Alvéo 3D l'a vu sur un de mes posts (ils me suivent sur les RS) et depuis s'en est certainement inspiré pour les Bambu. C'est vrai que j'utilise mes machines professionnellement, mais les X Max 3 sans filtres, ou avec ceux d'origine qui ne sont pour coup qu'un argument marketing, ça dégageait un maximum dans ma salle d'impression qui a pourtant une VMC (renouvellement du volume d'air toutes les 20 minutes). Après chacun voit en fonction de sa propre utilisation et de ses contraintes, mais imprimer des matériaux autres que le PLA, le TPU ou le PETG sans une filtration efficace des micro particules et des COV c'est potentiellement dangereux pour la santé. Et dans tous les cas, il faut une VMC meme avec du PLA, sauf si c'est dans une pièce ou on ne reste pas. Je n'ai pas d'intérêts placés chez Alvéo 3D. Pour être clair, ils sont même devenus concurrents avec leur service d'impression 3D, mais force est de reconnaitre la qualité de leurs produits.2 points
-
pour des filaments ayant tendance au warping @Mamain83 ou parce que la pièce que tu imprimes à des proportions telles qu'elle aura tendance à relâcher pendant l'impression ou au refroidissement des tensions internes2 points
-
J'ai déjà utilisé exactement le même procédé, un carré d'une couche ou deux d'épaisseur, mais en PETG noir afin d'atténuer un afficheur 7 segments un peu trop violent la nuit. Tant que le carré est collé contre l'écran pas de problème. C'est dès qu'on laisse un petit gap d'air que c'est galère, ça devient tout flou.2 points
-
Vraiment pas terrible cette technique pour récupérer le flux via html. Mon script est presque terminé, je dois encore le tester, il va utiliser le vrai flux Webrtc de la caméra qui nécessite une modification du code de fluidd et mainsail mais j'ai déjà mis en place les repos et recompilé avec en prime un theme creality avec logo dynamique pour fluidd et un theme creality pour mainsail. https://github.com/Guilouz/Fluidd-K2 https://github.com/Guilouz/Mainsail-K2 Non pas la même chose^^2 points
-
Le moins cher quand il y a une promo chez LIDL ou autre.2 points
-
Bonjour à tous, Je suis ravi de partager avec vous l'une de mes créations : un porte-crayon HELLPODS inspiré d'HELLDIVERS. Il s'agit d'une modification de mon modèle initial. Vous trouverez les liens vers les plateformes où j'ai uploadé ce modèle, notamment sur Cults et Makerworld : https://makerworld.com/fr/models/988800#profileId-963992 https://cults3d.com/fr/modèle-3d/maison/helldivers-hellpods-pot-a-crayon
 2 points
2 points -
Non c'est juste une photo d'illustration, ça doit être détecté avant mais à condition que la fuite crée de la matière qui va empêcher le mouvement. C'est sur le wiki Bambulab https://wiki.bambulab.com/en/a1-mini/manual/nozzle-warp-detection2 points
-
Je vais garder mon S4 et attendre sagement la sortie du E3 dans lequel le capot supérieur sera remplacé par une vitre teintée du plus bel effet et peut-être avec d'autres améliorations (soyons fous). Ce E2 est déjà un vrai progrès pour les utilisateurs de filaments techniques.2 points
-
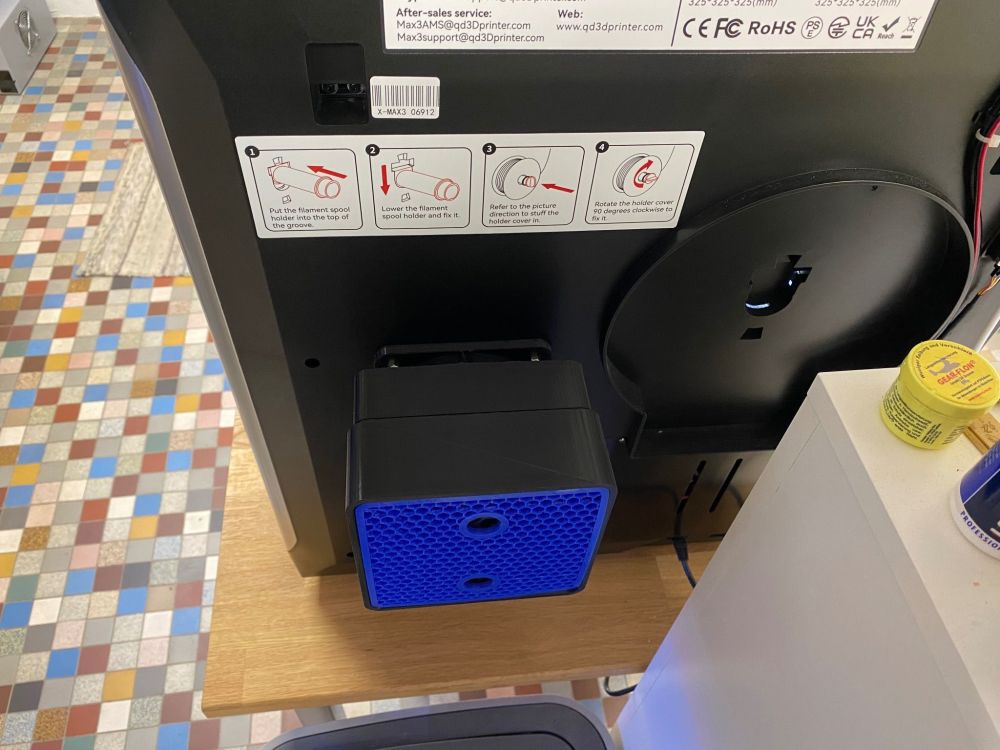
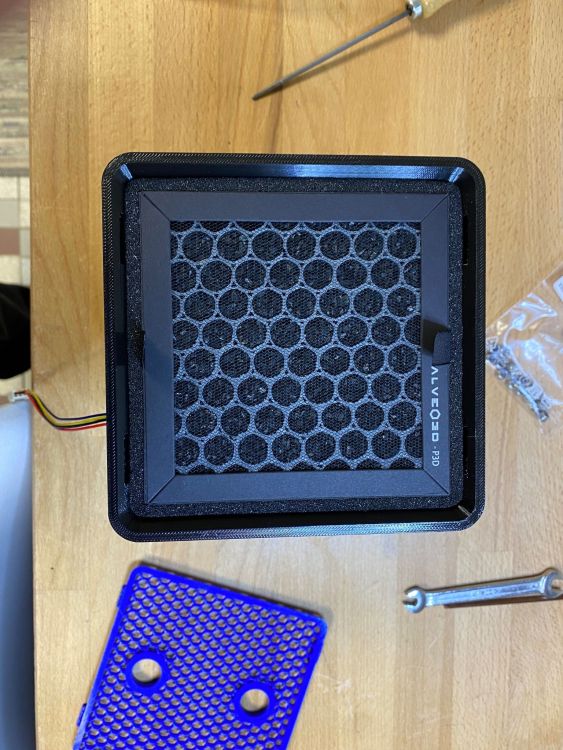
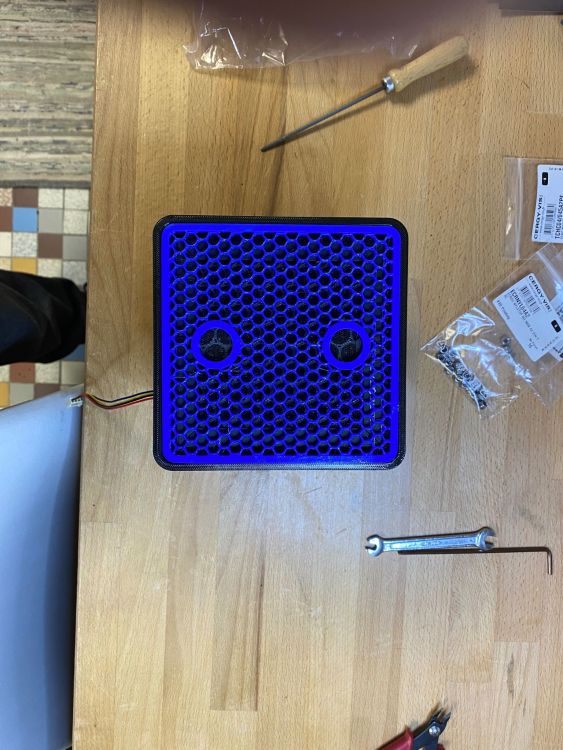
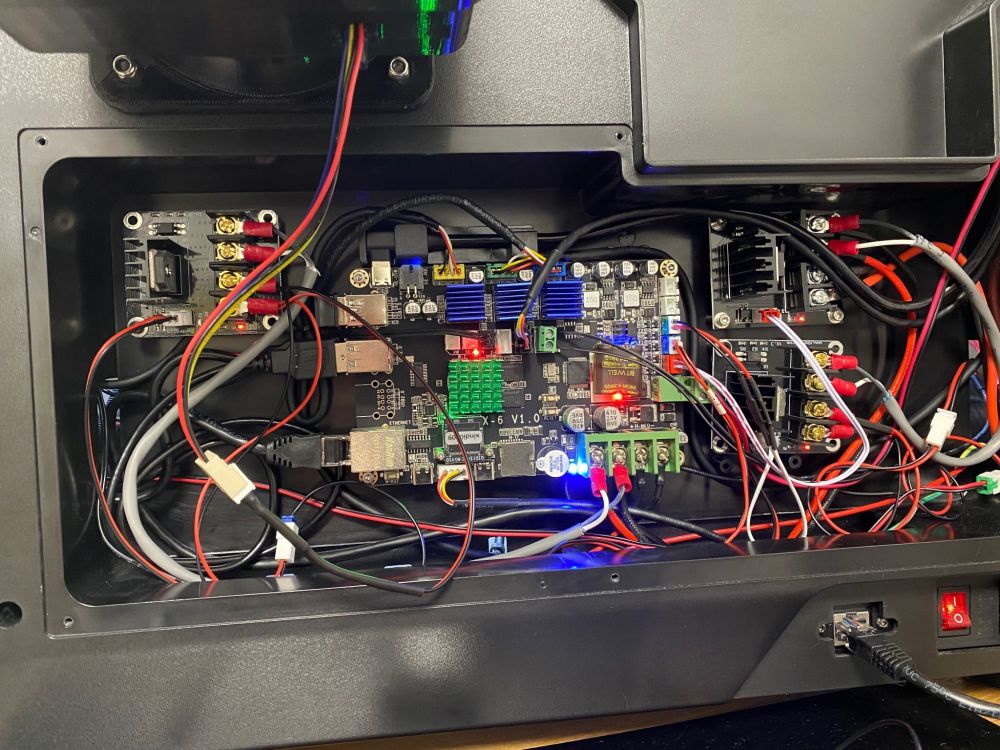
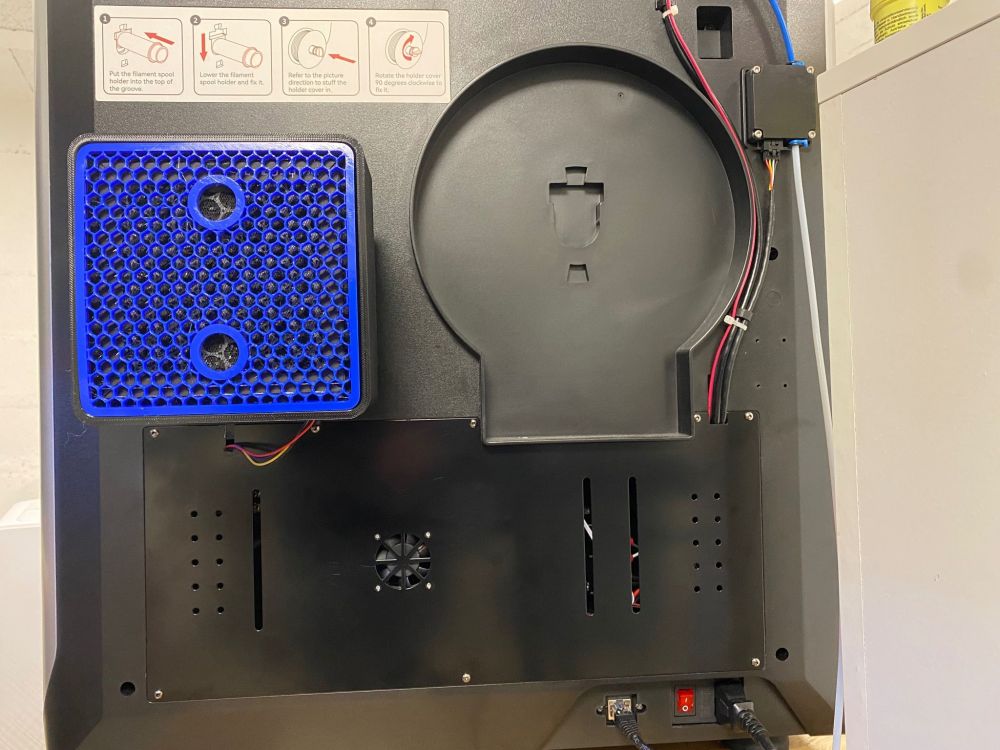
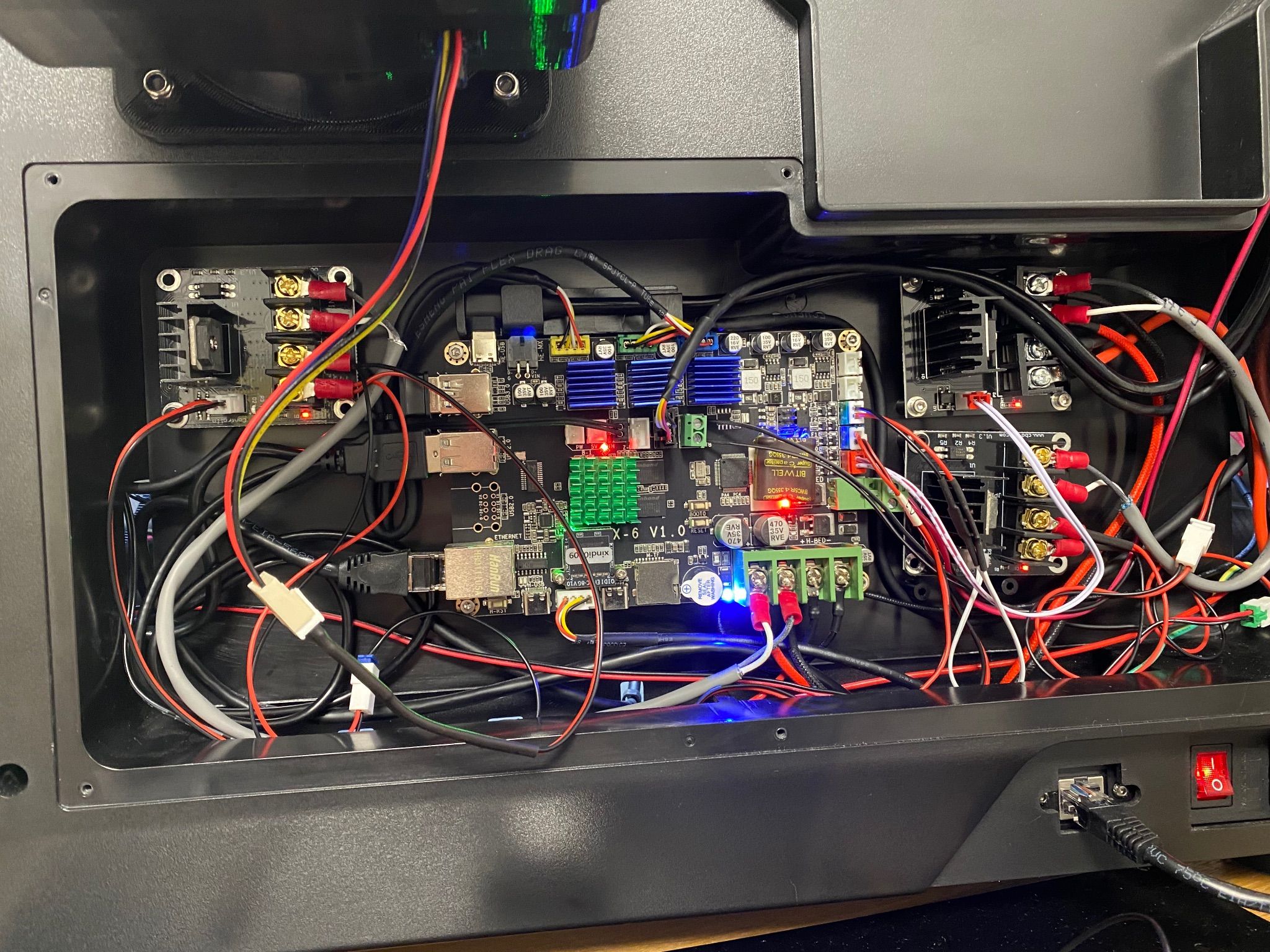
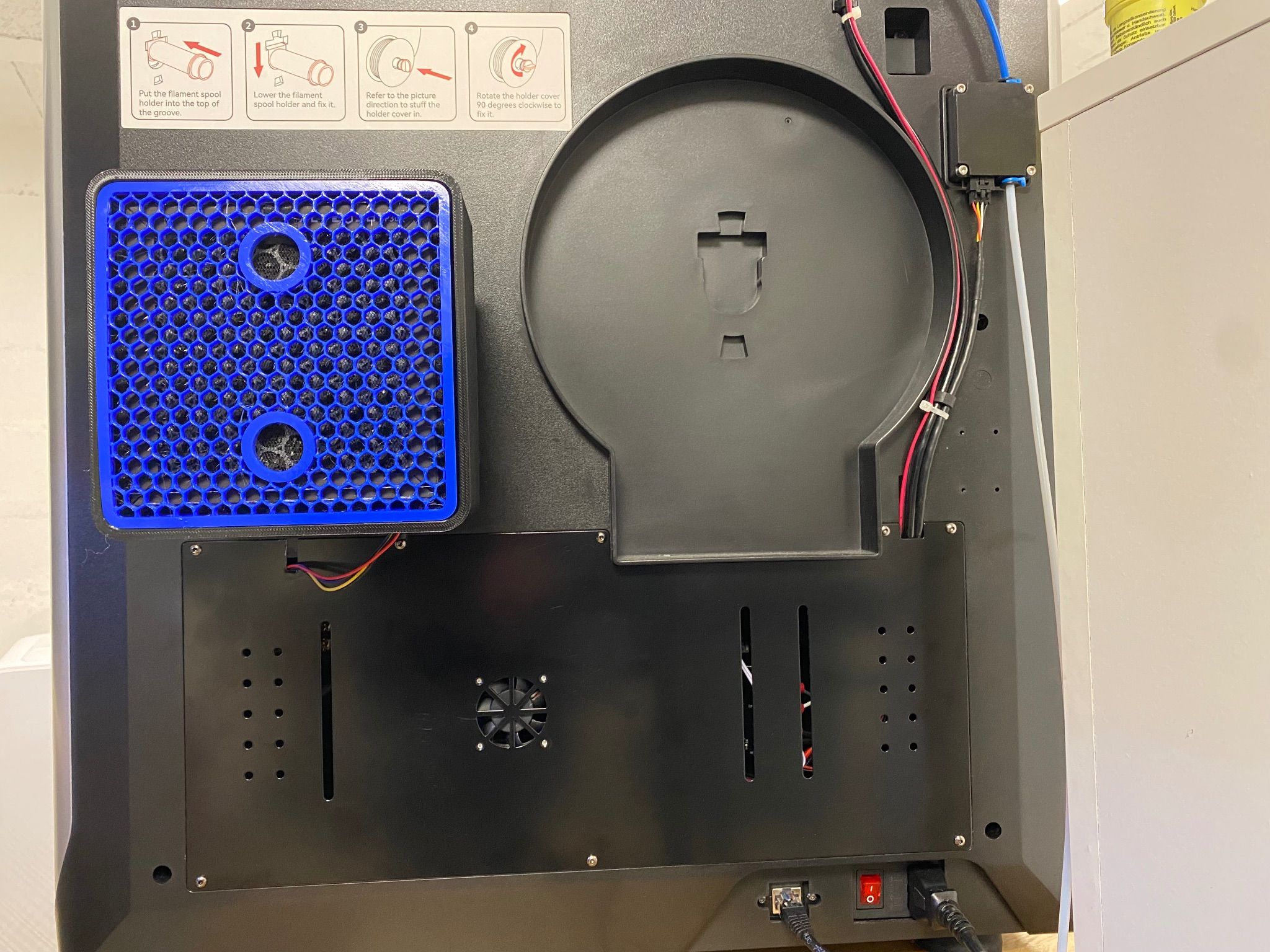
Comme annoncé dans d'autres de mes posts, j'ai installé un filtre HEPA + Charbon de qualité professionnelle sur ma X Max 3. Pourquoi ? C'est mon métier, donc plusieurs imprimantes qui impriment de l'ABS ou pire du polycarbonate sans filtration de l'air du caisson, c'est vite toxique dans la salle d'impression. Et je ne parle même pas d'impression résine sans filtration à la source qui est encore plus toxique. La salle d'impression est ventilée et l'air est renouvelé plusieurs fois par heure, mais ça ne suffit pas. Impossible de faire travailler du personnel dans ces conditions. Donc j'ai des filtres sur la plupart de mes machines. Comment ? En mettant en dépression la chambre d'impression (fermée, donc pas pour du PLA ou du TPU) en aspirant l'air au travers d'un filtre HEPA et charbon actif de qualité. Pas la peine de ventiler à fond, une dépression suffit (ventilateur à 25 - 30%) et ça évite de surconsommer lorsque l'on chauffe la chambre. J'ai opté pour les produits Alveo 3D qui sont reconnus et utilisés par plusieurs fabricants d'imprimantes. J'en ai depuis 4 ans sur des BCN3D W50 et ça marche très très bien. Au passage ça réduit mon stock de pièces de maintenance. Le changement de la cartouche est rapide et propre et le ventilateur 120 mm amène une pression d'air suffisante pour avoir un débit d'air important au travers du filtre. J'ai conçu un boitier incluant le ventilateur et le filtre qui vient se mettre sur la sortie d'origine du ventilateur d'extraction d'air. Il faut juste reperçer les trous de fixation du boitier qui reçoit le sac de charbon et le remplacer par le nouveau cache. On garde le ventilateur d'origine pour compenser la perte de charge liée à l'adaptateur (il ne fournit pas une pression suffisante pour le filtre HEPA + Charbon de toutes façons). Le branchement sur la carte mère passe par un MOSFET 24 V piloté par le connecteur qui gère le ventilateur d'extraction d'air. Sinon on dépasse la puissance admise sur le connecteur. Le ventilateur d'origine et celui d'Alvéo 3D sont branchés en parallèle sur le MOSFET pour fournir une pression d'air suffisante pour passer au travers du filtre. En dessus de 25% de puissance les ventilateurs ne tournent pas correctement (normal ils ne sont pas régulés en PWM). Un peu plus de détails sur le boitier Le filtre utilisé : https://www.alveo3d.com/produit/filtre-hepa-charbon-actif/ Le ventilateur utilisé https://www.alveo3d.com/produit/ventilateur-haute-pression/ Les fichiers du boitier sont disponibles sur Cults 3D : https://cults3d.com/fr/modèle-3d/outil/qidi-x-max-3-filtre-hepa-charbon-actif Coté bruit, le ventilateur d'origine domine le bruit du ventilateur 120 mm, mais comme on ne fait pas tourner vite ça va dans un atelier. Coté odeur, plus rien du tout avec de l'ABS, capot supérieur fermé, porte fermée et extraction d'air à 25 ou 30%. Pour ce qui est de la connection du ventilateur à la carte mère. Une petite photo vaut mieux qu'un long discours. A gauche de la carte mère, le MOSFET 24V (le meme que celui qui pilote le plateau chauffant) Il est alimenté en parallèle de l'alimentation de la carte mère. Il est piloté par le connecteur FAN1 qui gérait le ventilateur d'origine de l'extraction d'air de la chambre (un petit cable droit à faire avec des connecteurs JST - XH) En sortie il y a les deux ventilateurs en parallèle. L'ancien avec un connecteur JST XH et celui d'alvéo 3D avec un connecteur Molex male 2 broches qui ne reprennent que 2 des 4 broches du ventilateur (c'est un PWM avec info de vitesse, mais ça ne sert pas ici). Pour le passage du cable du ventilateur, une toute petite découpe du capot arrière est à faire.







 1 point
1 point -
oui mais il y a des VMC ou tu peux régler la pression du flux entrant et la dépression du flux sortant tout dépend également de la répartition des pièces, si la pièce ou tu imprimes n'est pas une pièce de passage, le problème ne se pose à priori pas.1 point
-
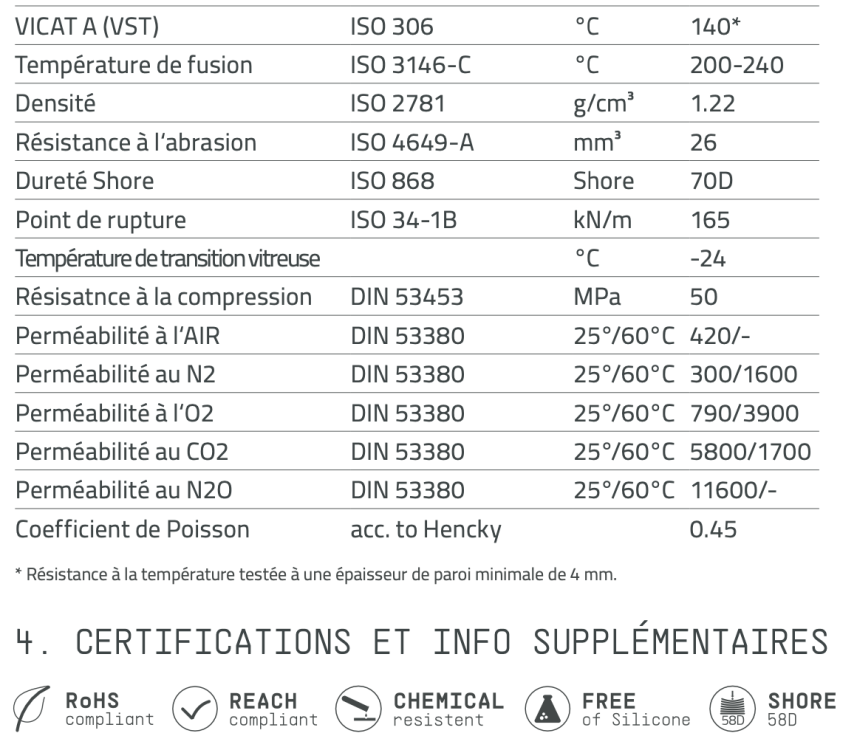
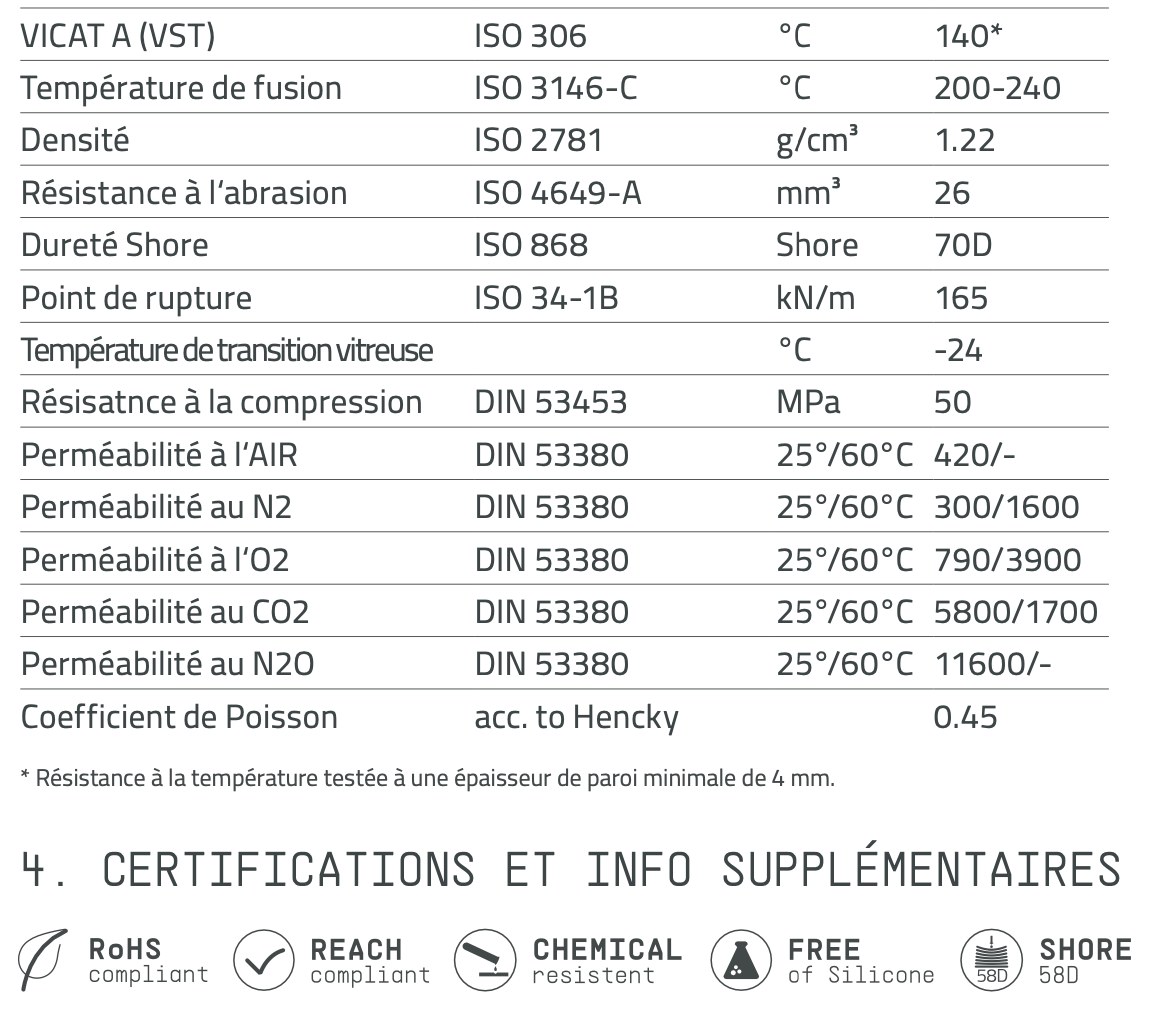
bonsoir @divers ce problème d'épaisseur n'est pas clairement expliqué par les fabricants pour la tenue en température quelques marques comme Extrudr font l'effort de l'indiquer un exemple avec leur Flex Hard qui nécessite des parois pleines de 4 mm pour tenir les 140 degrés annoncés
 1 point
1 point -
@RT36 ok je vais jeter un œil. Merci beaucoup1 point
-
tout dépend du type de VMC car tu peux te retrouver a balancer l'air de cette pièce dans les autres mon atelier à une VMC indépendante des pièces de vie1 point
-
Je l'ai développé pour des Qidi X Max 3, donc il faudrait l'adapter pour une Bambu. C'est la partie entre la chambre et le ventilateur qui devrait être modifiée. Voici mon post sur le sujet. Je n'ai pas de Bambu Lab, donc difficile sans les plans de la sortie de l'extracteur de chambre.1 point
-
@laurentd54 je ne sais pas du tout, faut voir si la douille (ou je ne sais ce qu'on met dedans) est considérée comme "un circuit" ... @divers a trouvé un autre filament qui pourrait te convenir1 point
-
Bonsoir à tous, merci pour vos conseils. Non pas vexée du tout, j'ai simplement beaucoup de boulot à l'hôpital (finis les vacances). Je profite simplement de vous répondre à cette heure. Je n'ai pas eue le temps de me repencher sur la chose. Je vous ferai le retour quand j'aurai finis ma semaine de garde. Merci beaucoup1 point
-
merci pour ces précisions tu peux préciser ça évitera peut être à certain de sombrer1 point
-
oui à 220 degrés1 point
-
J'ai oublié de précisé également une chose, mais malheureusement je ne peux pas éditer le post L'épaisseur du plateau est exactement la même que celle des Plateaux Bambu, donc ce n'est pas un plateau qui fait "cheap" néanmoins il est un chouilla plus flexible que les PEI Texturé. Et je n'ai jusqu’à présent pas eu "d'erreur" ou de "difficulté" durant les phases de leveling. Je tiens a le précisé car ce n'est pas le cas d'un Bed d'une autre marque qui ma rendu cinglé1 point
-
C'est bien le problème avec les Noctua : ils sont plutôt silencieux au détriment d'un bon débit1 point
-
@fran6p c'est l'évolution de la V400 les explications et un sujet là dessus1 point
-
Merci beaucoup pour votre temps ! Le problème viens donc de ma machine... Je ne vois pas se que je peux faire pour régler ça..1 point
-
il y a quand même des choses qui ont une certaine efficacité @Ironblue, ALVEO3D mets des filtres HEPA13 c'est beaucoup mieux que ce que les sacs de charbons actifs que j'ai d'origine sur mes Qidi par exemple1 point
-
on va vite s'en rendre compte @3xkirax3 puisqu'au boulot on a commandé 4 pour les 2 X-MAX3 qui tourne en 2 huit donc ça fait un bon banc test je crois la possibilité d'imprimer des filaments différents sur le même plateau comme nous le montre @Moucklee est un sacré plus1 point
-
.JPG.9c739fc771aefa9141de3a314b3bd131.JPG)
From the album: Alain D.
1 point -
bonjour @Alain D. j'ai souvent vu passé ce genre de fichier mais jamais essayé de l'imprimer, tu dis que ça n'a pas posé de difficulté, ça donne envie merci du retour1 point
-
Super intéressant et très bien "documenté" ton retour. Merci à toi pour l'essai et le partage. Il serait intéressant de voir comment le plateau vieilli dans le temps mais en temps cas il a l'air de tenir ses promesses pour le début et l'impression multi-matériaux pour une même température ouvre des portes.1 point
-
ou changé de plaque @RT36 , voilà ce que nous fait découvrir @Moucklee récemment la Wham Bam Pex qui a une adhérence supérieure au PEI à une température inférieure @chrislemire1 point
-
la réponse est : oui avec du neopixel (avec contrôleurs WS2812) SET_LED est ton amie pour préparer l'allumage de la led 1 SET_LED LED=nomduneopixel RED=0 GREEN=0 BLUE=1 INDEX=1 TRANSMIT=0 pour allumer ma led n°2 (et la n°1 en même temps) SET_LED LED=nomduneopixel RED=0 GREEN=0 BLUE=1 INDEX=2 TRANSMIT=1 pour tout allumer SET_LED LED=nomduneopixel RED=0 GREEN=0 BLUE=1 pour tout éteindre SET_LED LED=nomduneopixel RED=0 GREEN=0 BLUE=0 ... Si ce sont des bandeaux 'on/off', tu les branches sur un ventilateur (24v) et tu met en route le ventilateur...1 point
-
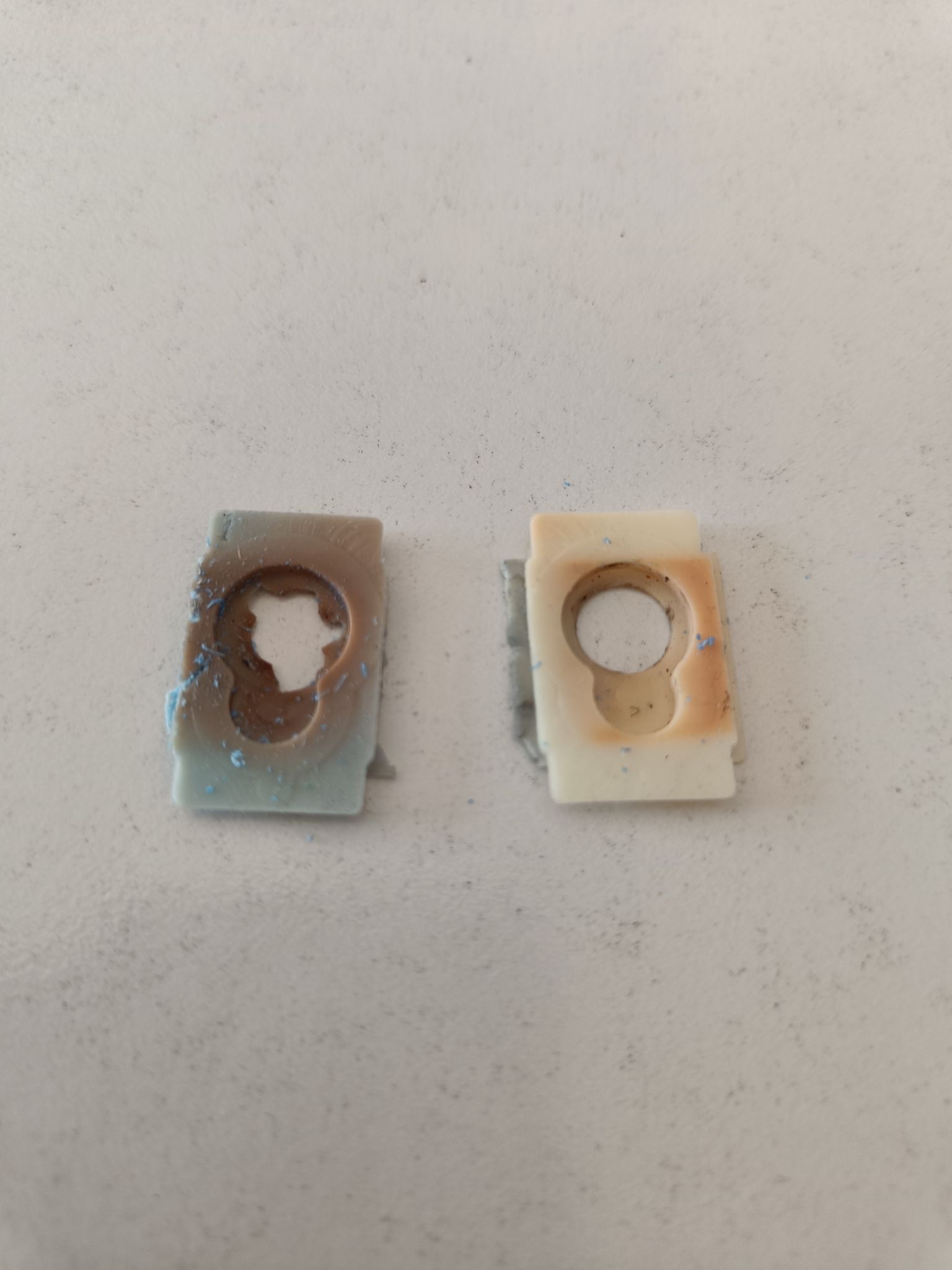
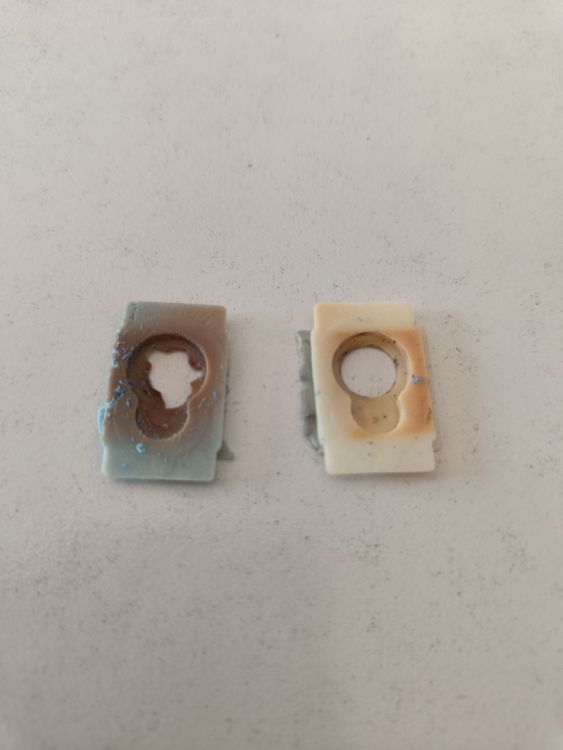
Petite mise à jour. J'ai finalement démonté la tete d'impression complète, et utilisé un décapeur thermique. J'ai pu tout récupérer sauf les deux bouts de plastiques J'ai réglé le plateau et je suis en train de faire une calibration XY. Tout devrait être OK normalement... Merci pour vos conseils.
 1 point
1 point -
@xavax ton sécheur eSun tu n'as que lui-là pour l'instant1 point
-
Le boîtier étant pas mal isolé une fois la température de consigne atteinte il doit juste faire circuler l'air et relancer le chauffage quand les PID lui disent1 point
-
Rien que pour l'électrique, il y a la NF C18-510, bon courage... De longues soirées d'hivers en perspectives !!!1 point
-
@laurentd54 tu peux de ta propre initiative les faire certifiés (bonjour la facture pour une petite entreprise) mais sinon c'est sous ta responsabilité ce qu'écrit @divers présente bien les 2 cas de figures possibles lors d'une fabrication1 point
-
concernant les circuits, nous avons (je ne sais depuis quand ...) le filament ESD (en gros, 100 euros / kg) https://www.3djake.fr/filaments-pour-imprimantes-3d/esd1 point
-
hm, sauf erreur de ma part, normalement, pour une lampe, tu achètes les pièces détachés (une douille par exemple)?, et donc c'est à eux de se conformer ou pas ?1 point
-
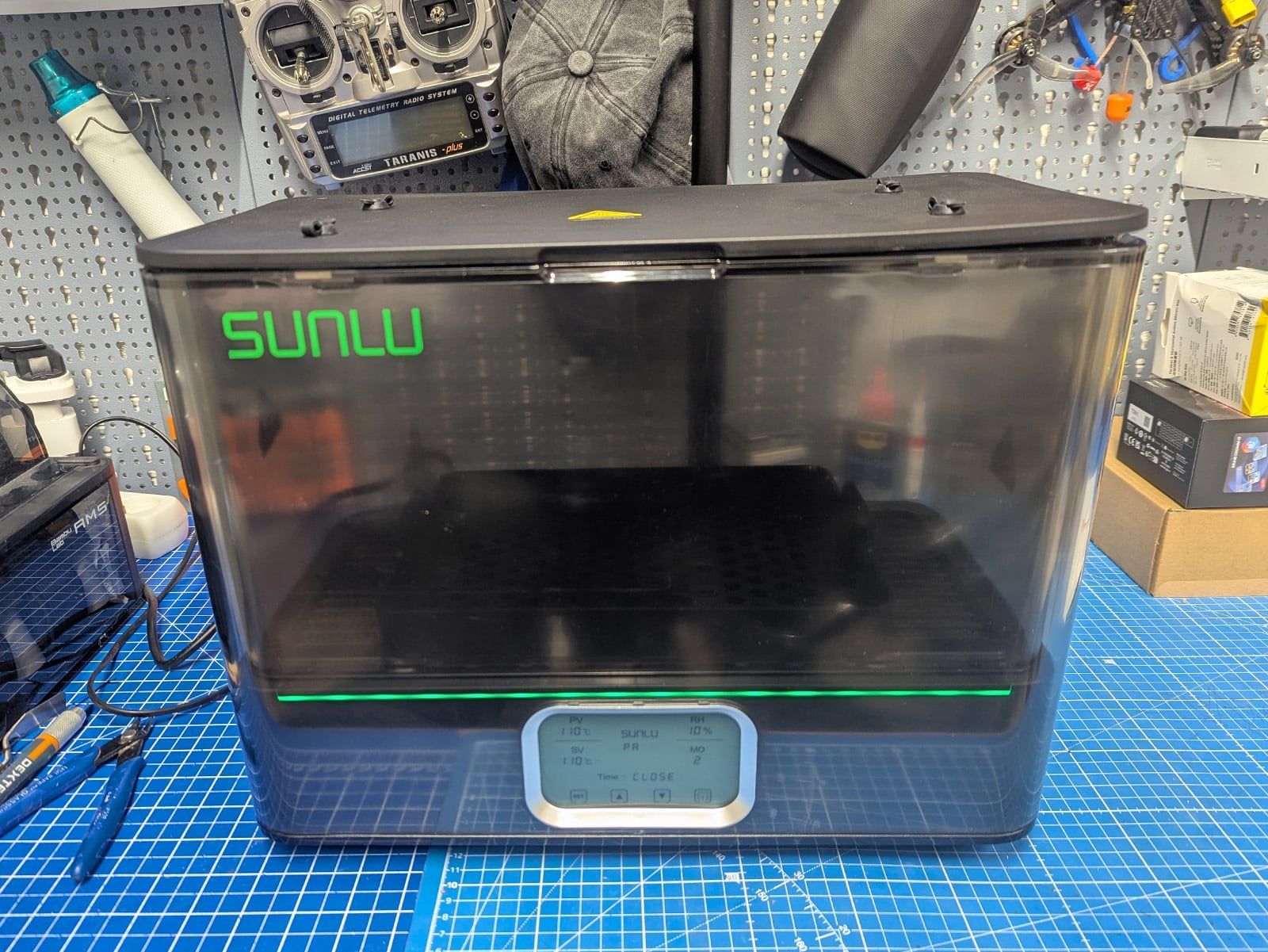
Je confirme, cette double paroi et la finition globale du E2 est plutôt très bonne Même à 110° on peut toucher le sécheur sans se brûler J'ai partagé la découverte de ce sécheur recuiseur sur TikTok et Instagram pour ceux que ça intéresse. Voici ce que ça donne niveau consommation électrique pour sécher du PLA pendant 6H dans mon garage dans lequel la température était de 16° : Ca fait une moyenne de 556W. J'ai voulu réaliser la même mesure à 110° mais... Le capot à charnière aimanté bien pratique se déforme avec la chaleur et ça commence légèrement dès 90° (température de séchage des filaments techniques) en s'empirant jusqu'à la température maximum. Heureusement, après refroidissement, le capot a repris sa forme initiale Ca a donc faussé la consommation et surtout continué de chauffer au delà de la limite de temps définie D'ailleurs le timer affiche "close" au lieu du temps restant Il n'y a visiblement pas de capteur d'ouverture, est-ce via la pression ? En tout cas cette fonctionnalité n'est pas documentée dans la notice que j'ai reçue avec le FilaDryer E2. Notice qui décrit 4 modes (2 animations, fixe et éteinte) pour la bande LED verte alors qu'en réalité je n'en ai que 3 (1 animation, fixe et éteinte). Peut-être ai-je une présérie, je vais me rapprocher de Sunlu pour en savoir plus
 1 point
1 point -
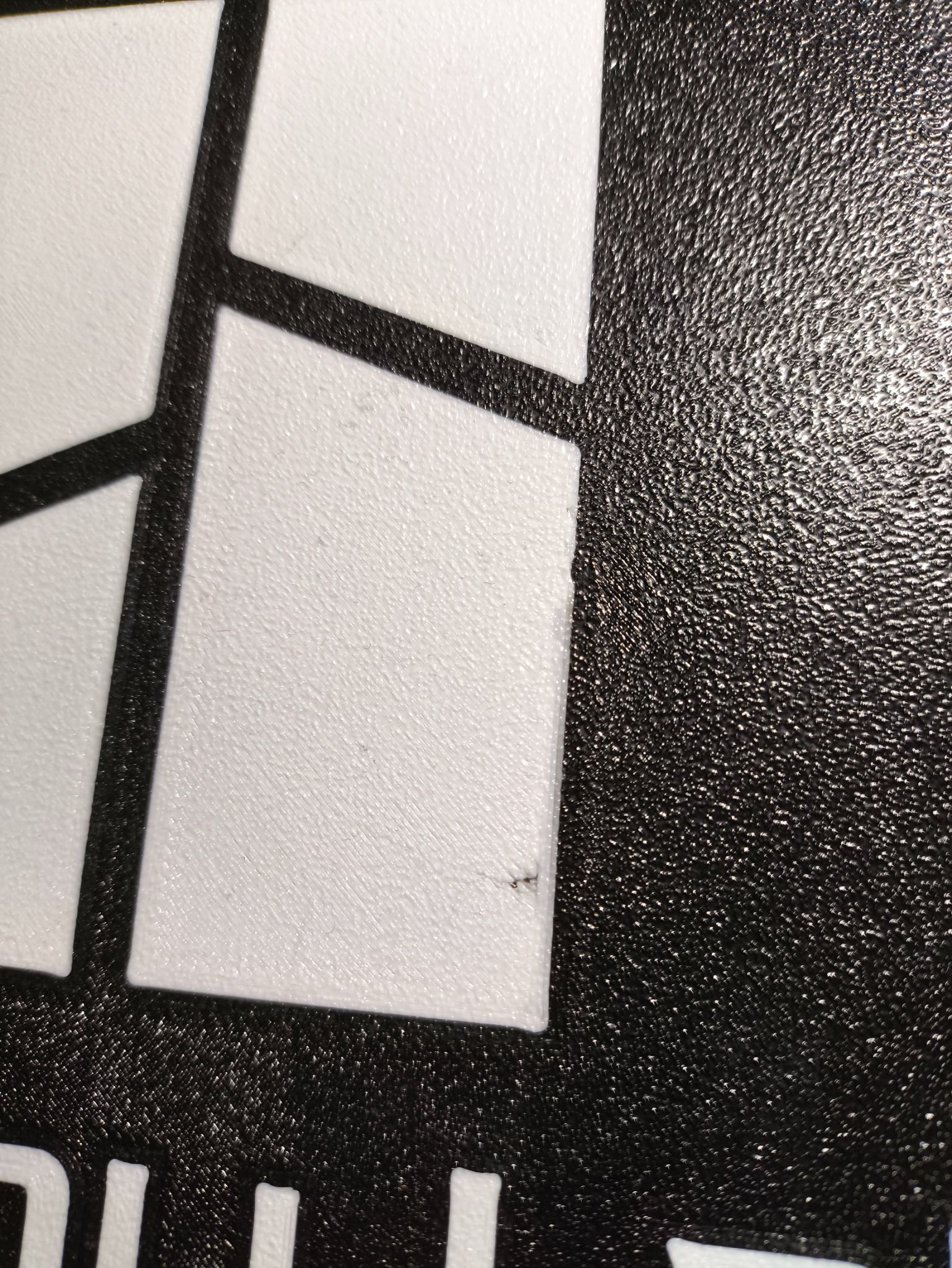
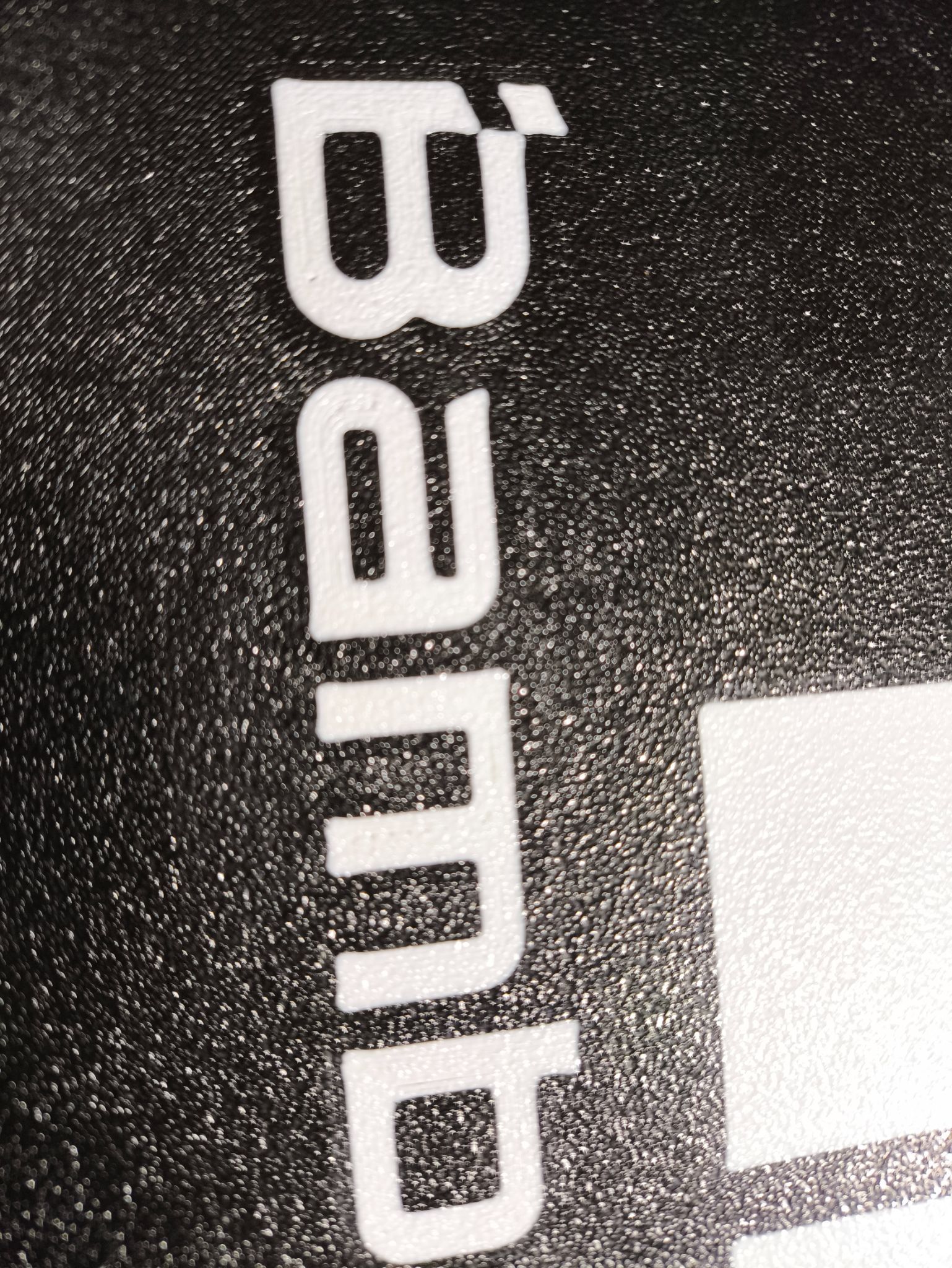
juste de passage ce week end chez moi avant de repartir en déplacement, une petite impression utile mais avec du PCTG de chez Fiberlogy pourquoi le PCTG, d'abord parce que je souhaitais un truc très résistant, j'ai cassé celui d'origine car une pièce métallique est tombée dessus et puis l'occasion de tester un nouveau filament ça s'imprime bien un peu comme du Petg mais avec un plateau à 90 degrés

 1 point
1 point -
Ben en fait pas grand chose car sans plus de renseignements... A part demander à Mme Irma...
 1 point
1 point -
180° ce n'est vraiment pas chaud pour de l'abs. ça ce n'est pas grave, ce sont des pièces 'd'usure' qui se changent facilement (quand il n'y aura plus de plastique autour) oui, mais ce n'est pas forcément utile (mais ça permet d'avoir des pièces de rechange) en attendant il ne reste plus que le décapeur thermique (ou l'acétone qui dissout bien l'abs)1 point
-
Sur https://www.crealitycloud.com/ il y des points ( genre si tu met le model + des photos + une description + un fichier d'instruction tu arrive a avoir ~ 25 points ) mais il en faut beaucoup pour avoir un truc en gros 1 cuvacoins ~=0.005 USD) et Creality Cloud a désactivé l'import depuis Thingiverse il y a plusieurs mois ... Sur https://cults3d.com/ il me semble qu'il n'y a rien comme avantage ( mais Cult3D peut importer automatiquement touts les modèles de ton compte Thingiverse et import les nouveaux modèles ajouté a ton compte Thingiverse automatiquement ) Sur https://www.printables.com/fr il y a des points (si beaucoup de téléchargement dans une période de 30 jours) (mais je ne sais pas si il y a d'autre truc qui font gagner des points sauf de publier des "Réalisations" des modèle des autres) Sur http://makerworld.com/ (il me semble mais a vérifier car je ne l'utilise pas beaucoup) qu'il y a des points si tu met le profil BambuStudio et si beaucoup de téléchargements Sur https://makeronline.com/ il y a actuellement ( attention ils changent les trucs qui permettent de gagner de points de temps en temps) des points ( 1 point ~= 0.05 USD ) 10 par modèle pour les 20 premier modèle que tu y met ( et normalement ils devrait un jours y avoir des points pour certain nombre de téléchargement des modèles publiés mais c'est pas encore activé ) Sur https://www.thingiverse.com/ il n'y a il me semble aucun avantage points ( le seul avantage c'est de pouvoir l'utiliser comme point de départ pour rapidement importer depuis d'autre plateformes) Sur https://thangs.com/ (je ne sais plus, mais Thangs a un super outils de recherche qui index les modèles des autres plateformes et où on peut utiliser une image pour faire une recherche (idéale pour vérifier d’après une photo de vignette d'un modèle, si un modelé est publié ailleurs si on veux par exemple vérifier que le modèle n'est pas volé)) Ajout > A toi de tester et de juger mais je trouve OrcaSlicer très pratique Là les "images" que tu a pour un certain nombre de points c'est des bon d’achats ou des bobines de filament donc c'est éventuellement un bon filon.1 point
-
Bon je n'avais plus assez de blanc sous la main donc j'ai inversé la fin de mon schéma de couleur, mais donc sans prime tower çà donne çà (et sans autre réglage) - çà va encore. (et c'était pour çà au final : )




 1 point
1 point -
oui pour le multicolors avec un AMS. Perso j'ai pas de souci de transfert, ça met quelques seconde (surement moins rapide que la X1) mais même sur les gros fichiers, j'ai jamais eu plus de 30s, bon j'ai la box à 2 mètres de l'imprimante, peut être que ça aide.... La prise USB c'est pour brancher des leds https://eu.store.bambulab.com/fr-fr/products/6500k-white-led-light-strip1 point
-
Merci @pommeverte j'ai suivi la piste sur reddit, et j'ai appris qu'insérer une pause parc la tête directement dans la zone de purge, libérant la place (la plateau lui ne bouge pas) en ouvrant le capot supérieur, ou en plaçant les pièces prèt de l'ouverture, c'est facile J'ai également appris que la pause intervient en début de layer, il faut donc sélectionner la pause sur le layer qui va recouvrir/boucher la zone où est placé l'objet. Ci joint un petit test à l'arrache avec fusion 360, j'aurai du mettre un poil de jeu en plus, mais en pincant le plateau, la pièce et l'écrou c'est passé crème Du coup, déplacer la plateau n'a pas bcp d'importance, et il n'y a pas trop a se prendre la tête avec le GCODE (c'est cool ca^^) Bref, je vais me faire plaisir en insérant directement les écrous, les tags NFC, voir les aimants (mais là j'ai peur qu'ils se collent à la buse, à moins d'y mettre un point de colle type loctite et attendre quelques minutes que ca séche) edit : j'ai mis deux layers de 0.16 (soit 0.32 d'épaisseur^^) pour fermer, ca semble suffir largement, apres tests de serrage bourrin, ca ne bouge pas
 1 point
1 point






















.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)