
Classement


Contenu populaire
Contenu avec la plus haute réputation dans 06/02/2025 Dans tous les contenus
-
< Est-ce qu'on peut mettre le Schmilblick dans le biberon des enfants ? > (accent belge prononcé)5 points
-
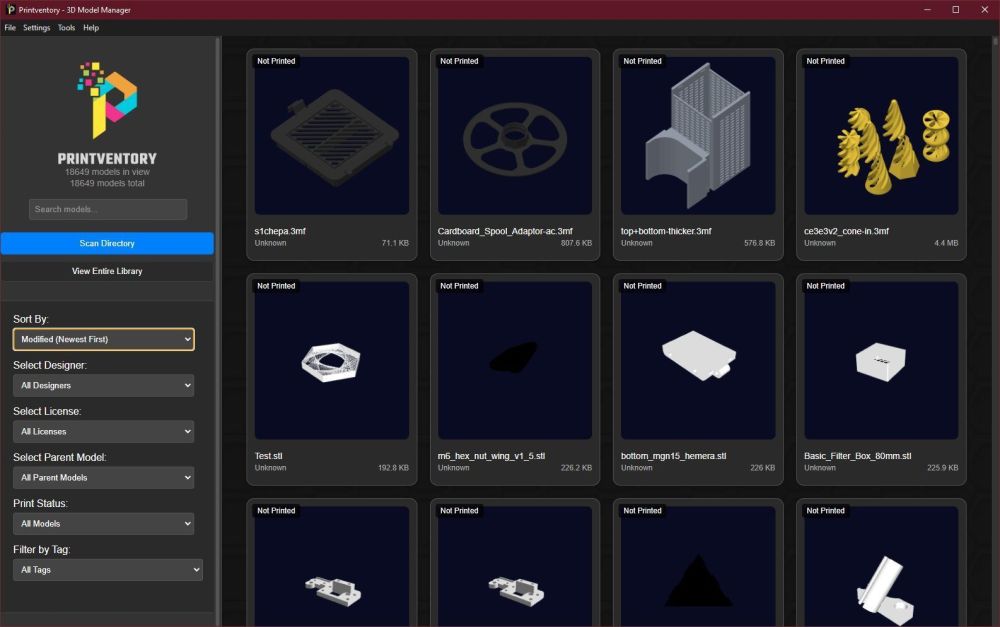
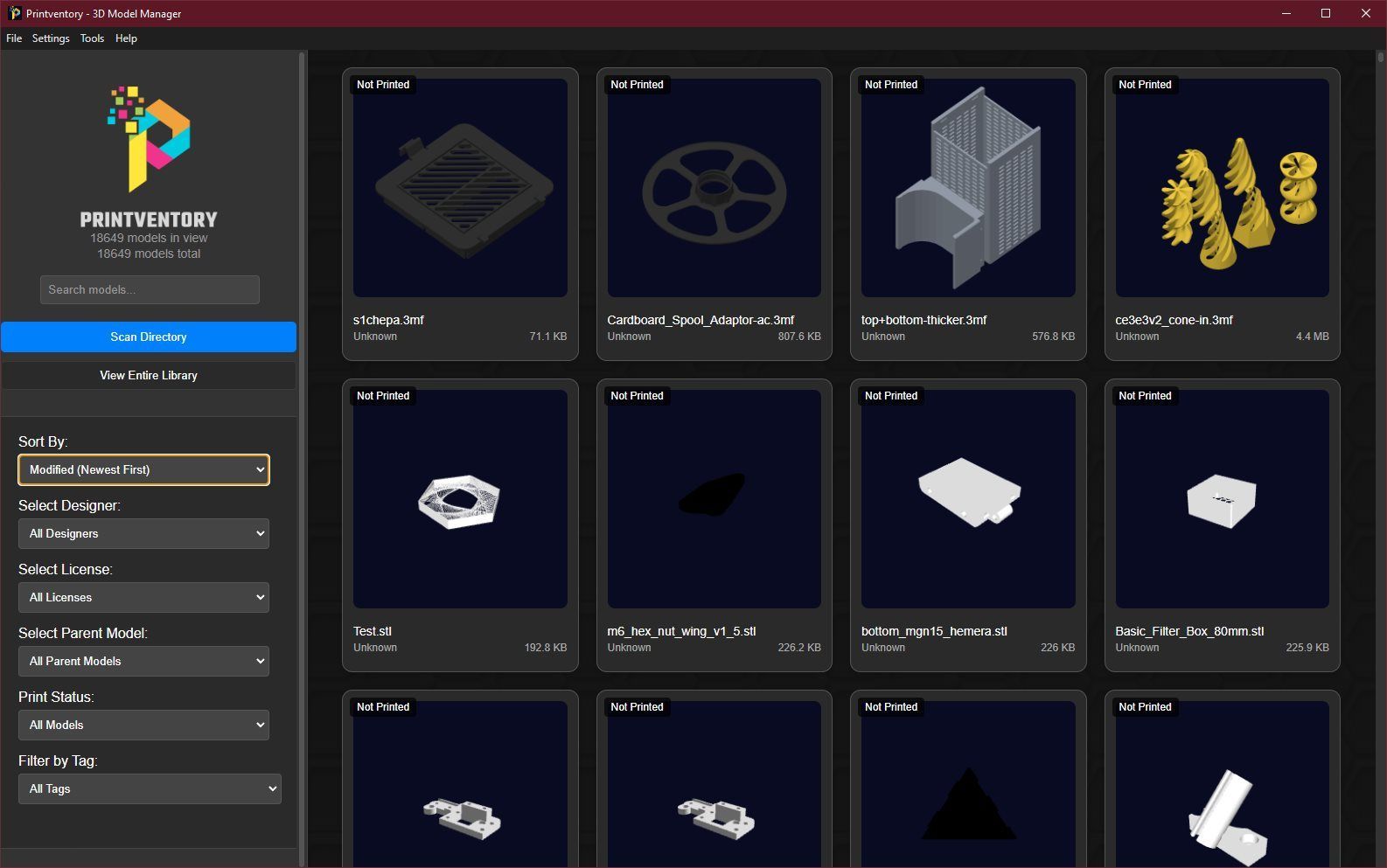
Juste pour information Peut-être que d'autres connaissent déjà le logiciel Printventory. C'est un outil permettant de gérer une collection de fichiers d'impression (stl, 3mf, obj). Une fois installé, il suffit de lui indiquer quels répertoires contiennent les modèles. Il scanne ensuite ces emplacements pour afficher, après un certain temps, les vignettes des fichiers. Ça, c'est la partie la plus facile. Restera ensuite à les taguer, les grouper si on veut pouvoir les retrouver ultérieurement. Pas mal de possibilités, mais attention, c'est encore en phase beta et quelques bugs pourraient être rencontrés (pas eu pour le moment malgré une collection récoltée de-ci de-là au fil des années (+18000 fichiers)).
 3 points
3 points -
Bonsoir à tous, tout d'abord je voulais vous remercier pour toutes vos réponses. J'ai enfin réussis!!!! Lundi soir ma box à buggée, elle a déconnectée tous mes appareils. Du coup mon opérateur m'a envoyé une nouvelle box plus récente. La connexion avec la P1S s'est faite aussitôt. Un grand soulagement. Merci encore pour tout.3 points
-
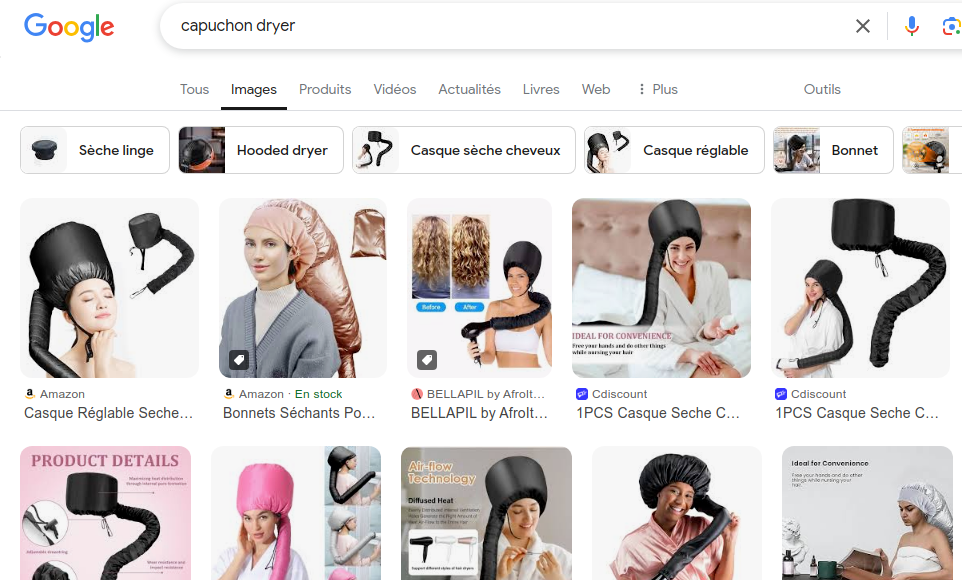
Je dirais que c'est une fusion entre une "bague/joint/œillet d'étanchéité passe-fils en caoutchouc de silicone" et un "bouchon en silicone" Mais Google ne semble pas arriver à trouver ce que l'on cherche avec ces mots... Quand a "capuchon dryer " (ajouté par Motard Geek pour rendre plus explicite le titre du sujet ) là, je ne m'attendais pas a cela avec une recherche google
 2 points
2 points -
C'est ce que j'ai pensé au début, mais je n'y suis pas arrivé. Je pense que c'est parce que le fil n'est pas guidé et que le nouveau fil passe à coté. Je réessayerai demain. Le lendemain : Apres avoir regardé comment c'était fait sur des vidéos, et avec plus de lumière, je me suis rendu compte que le petit tube dans lequel rentre le fil était légèrement décalé. Je ne l'avais jamais vu. En mettant le fil un peu décalé, effectivement il a bien repoussé l'ancien. Merci pour vos réponses.2 points
-
Le firmware ouvert reste un gros avantage de la marque. Les utilisateurs peuvent facilement comprendre la machine et proposer des modifications, et, si besoin, pour les plus expérimentés, modifier eux même le firmware pour avoir une fonction sur mesure. Alors oui c'est une minorité d'utilisateurs, mais c'est bien que ce soit possible.2 points
-
Merciiiiiiiiiiiiiiiiii ! Ha ça c'est le genre de logiciel que j'adore c'est tellement le bordel bazard dans mes fichiers qu'un cochon ne retrouverait pas ses petits2 points
-
comme on avait pas de recul sur la A1 a sa sortie et puis tout dépend comment chaque imprimante est sollicitée et entretenue ne perdons pas de vue que @Martin.D souhaite imprimer du PLA donc on est pas sur des matériaux exotiques et particulièrement usant pour les imprimantes2 points
-
J'ai fais la boite à outils de la Q1 Pro par exemple1 point
-
@MrMagounet Ha oui, bien noté pour les prix effectivement. @Kachidoki merci Kachidoki pour ton message plus que complet. Elles ont l'air bien ces machines, tes tests, quel boulot dit donc, bravo. Ça m'a permis de voir que c'est peut être un peu trop pour moi pour commencer, rien que le montage du MMU3, il y a un peu de boulot. Comme je débute et que je part de rien, mais que je manque parfois de temps, j'ai l'impression qu'une Bambu Lab ou une Creality sera plus adaptée comme plug and print. D'autant que je dois me former sur logiciel 3D, donc j'ai de quoi faire. Merci encore à vous tous, vraiment merci, ça m'aide beaucoup nos échanges, c'est hyper agréable et précieux1 point
-
Hello tout le monde, Voilà 1 mois que j'ai reçu mon jouet ... et je ne suis pas déçu !!! Elle est vraiment top à la sortie du carton, aucun réglage à prévoir dans un premier temps pour imprimer des pièces de bonnes qualité. C'est incroyable, je suis ravi Merci à tous pour vos conseils1 point
-
Ok Je vais chercher un vrai savon de Marseille alors et te tiendrai au courant si il y a une différence Merci1 point
-
Chez moi la tour est toujours activée et j'en ai jamais eu si j'imprime avec une couleur (bon j'espère que ca va continuer et que votre poste va pas me porté la poisse...), la seule fois ou j'en ai eu une avec une couleur, c'est en imprimant un truc prit sur makerworld avec les paramètres du maker.1 point
-
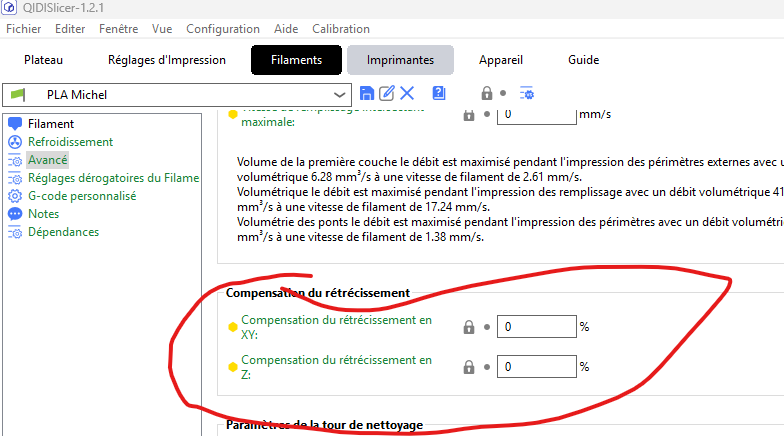
@pjtlivjy Salut ! Sur Orca, Qidi Slicer. Je ne sais plus sur Qidi Studio, mais comme c'est basé sur Orca.... C'est un peu pénible sur Qidi Slicer car si tu as une pièce à 99,4% du nominal, il faut que tu rentres 0.6% en correction. Si c'est 99%, tu rentres 1%. Sur Orca, c'est direct si tu as ta pièce à 99,4%, tu rentres 99,4%.1 point
-
Je ne suis pas un spécialiste de Cura, qui m'a souvent déçu et je suis depuis longtemps passé sur Prusaslicer et maintenant BambuStudio du coup j'ai plus en tête la mécanique de Cura. Mais normalement tu dois avoir possibilité de conserver tes profils. Pour moi le soucis ne vient pas forcément du plateau mais plutôt d'un réglage d'offset en Z pour la première couche. Mais je peux me tromper fortement aussi et c'est vrai qu'un plateau avec une meilleur accroche c'est toujours sécurisant. Je n'ai rien entendu de négatif pour les plateaux Creality1 point
-
Salut @xavax Voici un article, certes de la concurrence, sur le remplissage https://blog.prusa3d.com/fr/tout-ce-que-vous-avez-besoin-de-savoir-sur-les-remplissages_43579/ Tu y apprendras pas mal de choses je pense A+ JC1 point
-
Salut, je débarque sur le sujet puisqu'on m'a appelé. C'est vrai que les critères laissent un large choix possible. Puisque c'est principalement pour du PLA l'enceinte chauffée c'est du luxe voire contre-productif. Pour mettre dans une dépendance à côté d'une chaudière j'ai envie de dire qu'un caisson de fortune suffira largement (gros carton, photo booth, table lack, vieille armoire...). A partir du moment où elle monte à 20-25°C ambiant sans courant d'air ça ira sans soucis. Je n'ai pas bien saisi le volume nécessaire, principalement plat j'imagine puisque pour du paysage (j'ai vu le croquis). Chez Prusa (on exclut la XL pour le budget), c'est 250x210mm de surface pour la MK4S, peut-être insuffisant ? Pour le MMU3, en combinaison avec le Nextruder de la MK4S la purge peut vraiment être réduite, d'autant plus que pour du paysage tu as du volume pour purger à l'intérieur. Cependant il faut garder à l'esprit que cette tour de purge va prendre de la place sur le plateau et réduire la surface utile. Ca peut être pénalisant. Tu peux aller voir les tests que j'ai fait sur le MMU3 et la MK4S si tu veux en savoir plus, surtout pour le côté kit à monter soi-même. Pour les autres critères comme le SAV, le suivi du matériel sur les années ou l'évolutivité, c'est sûr que Prusa est premier de la classe. Par exemple il y a deux mois une mise à jour du firmware de la MK3 est sortie, imprimante datant de 2017... Pour le côté débutant je ne suis pas de l'avis de mon collègue @MrMagounet, si j'en ai les moyens je préfère débuter avec une machine "premium" pour deux raisons. D'un côté elle est censé faire son travail correctement et donc on prend du plaisir à l'utiliser et sans perdre de temps. De l'autre côté si la passion ne prend pas, la décote sera moindre à la revente. Après il faut être sûr de son coup, si c'est pour prendre une machine à +1k€ mal notée et que personne ne veut, c'est pas top non plus... Mais c'est valable aussi pour n'importe quelle machine, acheter une petite machine bien cotée, l'utiliser pendant 6 mois 1 an et la revendre pour financer LA machine qui nous correspond une fois qu'on a bien appréhendé le domaine. J'ai fait comme ça à mes débuts, une bête Dagoma puis dans l'année qui a suivi ma première Prusa. Bon, la Dagoma c'était pas le bon plan vu la cote mais je n'y connaissais encore rien.1 point
-
pas spécialement mais pour sécher le Petg il faut atteindre une température de 65 degrés1 point
-
40°... par contre là je veux repasser sur le cfs, et erreur TR2852... la lumiere est allumée comme si yavait du filament alors que non...1 point
-
tu peux les avoir en plug & play les imprimante Prusa mais tu paie encore plus chers si elles sont livrés monter1 point
-
alors tu as ce sujet ou on discute des sécheurs de filaments @Stalowh celui qui actuellement est apprécié et que j'utilise pour ma part en version simple c'est le Creality Pi pratique, trajet de sortie du filament bien pensé, bonne gamme de température, déroulement correct de la bobine tous ces critères passent basiques et normaux mais c'est loin d'être le cas de tous les sécheurs1 point
-
hélas oui ... depuis combien de temps était elle en stock etc etc ... le Petg étant sensible à l'humidité par principe il vaut mieux le sécher1 point
-
@pjtlivjy Dans qidislicer, c'est ici. Merci @V3DP ! Pas trouvé sur qidiStudio, mais ça doit y être. Cela dit, là c'est un %. Une valeur absolue serait la bienvenue je pense (débord de la couche de surface)
 1 point
1 point -
Hello @pjtlivjy Oui PLA, à 202°. La buse est propre mais de toute façon ce sont les dernières couches, et fait ça sur tout les objets que j'imprime maintenant !!! L'objet fait 72mm de diamètre. devilish-westworld-sliding-puzzle ou https://www.thingiverse.com/thing:3924758 version small réduit à 80%. Il donne aussi 10% de remplissage... J'ai dû toucher un truc diabolique1 point
-
Le MM3 le purge pas le filament en pop's mais uniquement en tour de purge et dans le remplissage, donc comme c'est assez bien optimiser de base tu as en effet un poil mieux de gaspillage, mais au prix d'un montage / installation et derrière un réglages du MM3 qui demande un peu de temps et savoir faire.1 point
-
@Martin.D j'ai eu des Prusa MK2S, depuis il y a plein d'évolution mais question fiabilité rien à redire et je garde un bon souvenir du SAV, je l'ai toujours dans un coin, elle est à la retraite coté accessibilité pas de problème particulier il faut rentrer dans la logique du slicer mais comme avec toutes les imprimantes1 point
-
J'ai changé 5 bons de 40€ vers 1h du matin, et cela à été validé ce matin vers 8h, à 10h j'ai pu commandé une A1 Mini, merci Bambu Mais en effet tu as raison, ils ont changé je pense leur politique, car avant c’était instantané et maintenant ça peux prendre jusqu’à 5 jours ouvrée, je vous retiendrais informer lorsque j'aurais reçu la bête1 point
-
@pjtlivjy et @2cv001 Dans la section Filaments / Avancé, on peut corriger le retrait en XY et en Z séparément. Si le problème vient du retrait ou l'inverse de la matière, ça permet avec une calibration précise d'affiner la précision. Il faut toutefois avoir bien calibré le filament et la machine auparavant. C'est très utile pour les matières qui font du retrait, soit presque toutes si on cherche le 1/10eme.1 point
-
Salut, A priori, tu pourrais partir sur ce capuchon de connecteur jack Ø5.5, qui, avec l'anneau, servira aussi de joint d'étanchéité, non?
 1 point
1 point -
Machine intéressante, pour mes projets je vais avoir tendance à la placer en concurrence de la S1 d'Anycubic ! Laquelle je vais choisir pour renforcer les P1S de l'atelier ... Si le prix de lancement d'Elegoo est agressif je peux craquer ... Mais curieux de voir si ce système de "mono moteur" pour le Z serait durable dans le temps ? Nous n'avons pas de précision sur la caméra d'enceinte, est-ce en HD et fluide ? Pas beaucoup d'infos non plus concernant la buse et son démontage? EDIT *** Je viens de voir en vidéo le démontage de la buse, sensiblement pareil que Bambu Je note aussi une compatibilité des plateaux "type P1 / X1 / A1" avec cette machine
 1 point
1 point -
perso je ne me casse pas la tête je prend toujours le gyroide pour le remplissage et le remplissage solide je n'y touche pas1 point
-
Si il n'y a pas d'étanchéité ( comme un petit trou de 2 mm ) alors dans le temps il y aura normalement équilibre entre extérieur et intérieur ( une histoire de thermodynamique et de loi des gaz ) reste à savoir si cela se fait après plusieurs heures, jours ou mois. Placer des aimants sur la bobine et utiliser d'autre aimant depuis l'extérieur pour rembobiner la bobine ? (mais pas simple a l'usage et cout en plus)1 point
-
Le firmware de la Core ONE vient d'être publié => https://github.com/prusa3d/Prusa-Firmware-Buddy/releases/tag/v6.3.0 On y apprend que la Core ONE possède une carte d'extension en plus de la carte mère pour gérer principalement tout ce qui touche à la chambre et aux éclairages. On apprend aussi que la possibilité d'étendre la compatibilité de cette carte à la MK4 est à l'étude pour ceux qui ont des enclosures customs. Le système de filtration quant à lui n'est pas encore supporté. Il y a aussi un capteur de porte (déjà vu dans les premiers retours des influenceurs) qui permet de mettre la machine en pause, option désactivable. Une nouvelle sécurité sympa, la détection de l'absence du plateau flexible. Ca peut paraitre anodin, mais c'est vrai que depuis l'arrivée du Nextruder, je change très souvent de plateaux entre les machines, et comme je lance mes impressions à distance grâce à PrusaConnect, Ca m'est déjà arrivé une fois d'oublier d'en remettre un. Je l'avais vu juste avant que la buse ne touche le plateau heureusement, car je surveille presque toujours le début des impressions même si 99% du temps ça ne sert à rien d'autre que de rester hypnotisé par la machine.1 point
-
Oui Faut pas oublié que dans le segment GP seule prusa fait du suivie et des kit d'evolution de ces machines ce qui te permet de faire evolué une machine prusa sur 3, 4, 5 ans etc.. et donc avoir une evolution, pour les autres ont est sur un modèle on change de machine tout court1 point
-
là tu mets le doigt sur un autre aspect à ne pas négliger moins rationnelle certes, une machine ça se sent aussi, on sent qu'on va être copain avec il faut suivre son feeling aussi dans la mesure ou il n'y pas de signe contraire et au delà des conseils ...1 point
-
ok , c'est noté mais j'avoue que je ne connais pas du tout le Petg par ailleurs tu as du remarquer qu'il n'a pas de base lissée pour les picots ce qui, je pense, accentue leur fragilité , je n'ai pas trouvé la façon de faire ce type de bossage avec 3Dbuilder à partir des fichiers stl existants
 1 point
1 point -
le "jusqu'au" est etrange mais j'avais pareil pour moi1 point
-
il faut que j'essaye, les boîtes sont livré par 4, il me reste 3 tests possible je fais le PA dans la journée1 point
-
petite expérience et photo pour bien comprendre, l'impact de la température extérieure sur le taux d'humidité à l'intérieur de la boîte je l'ai placé volontairement toute la nuit dans le garage et ce matin au réveil à 5 heures ça donnait cela sachant que d'après le capteur placé dans le garage, la température est descendue jusqu'à 3 degrés certes le taux d'humidité à remonté un peu mais ça reste excellent pour une bonne qualité d'impression et un bon stockage
 1 point
1 point -
d'accord je vais retenter merci @pjtlivjy1 point
-
pour ceux qui serait tenter par une commande chez Creality en professionnel il y a une commande de plusieurs K2+ combo qui a été faîtes aujourd'hui par le service achat du boulot, le délai de livraison de Creality annonce 15 jours pour la livraison depuis Hambourg ce qui est rapide on verra si les délais sont tenus1 point
-
@fran6p J'ai fait quelques tests. Avec Qidi Studio, pas de vignettes non plus. Donc c'est le Firmware 4.2.13 qui n'a pas la fonction pour lire les vignettes au format Orca / Qidi Studio. Pour ce qui est des commandes G17 / G3, c'est bien lié au Z Hop. Comme suspecté, la définition des machines pour la X Max 3 prévoit dans la section Extruder de faire systématiquement un Z Hop entre chaque couche et le type de Z Hop est défini sur Auto, donc reprise du paramétrage pour avoir par défaut un Z Hop de type "Normal" Plus de soucis avec les commandes G17 / G3 dans cette configuration. Reste à voir mes deux reines des neiges1 point
-
On a tout à fait le droit de changer de préférence, chacun fait ce qu'il veut et encore heureux. On peut même aller dans les sections concurrentes pour pointer ce qu'il ne va pas tant que c'est argumenté et que ça reste constructif. Faire du bashing n'apporte rien à personne, ni chez les clients, ni chez les constructeurs. Ca ne fait que contribuer à la désinformation des néophytes qui passent par là. Je m'emballe et j'ai déjà trop dévié du sujet contrairement à ce que je disais plus haut, donc je m'arrête là.1 point
-
235x235 OK, je =>1 point
-
et oui @3xkirax3 Le Benchy 3D, aussi appelé #3DBenchy, a été créé sous la licence Creative Commons - Attribution - NonCommercial (CC BY-NC 3.0) et appartient maintenant en théorie par le rachat de Creative Tools, a une société commerciale ...1 point
-
une résine n'est pas mieux qu'une autre @Alex67 tout dépend de ce que tu veux imprimer, il faut choisir celle qui est la plus adapté à ton besoin un des critères par exemple qui différencie les 2 c'est que l'ABS like est moins cassante par exemple mais il comme il y a toujours des plus et des moins elle est un petit peu moins précises c'est un ensemble de critères à déterminer en fonction de tes besoins1 point
-
Oui la SW X2 est normalement pré cablé de base pour y mettre un endstop, Artillery avait d'allieurs mis a dispo sur son site un firmware compilé pour l'usage du Z endstop a la place du 3Dtouch a cause de certaines plainte d'utilisateur, et oui le 3dtouch Artillery est pourrie sur la X2 d'ou mon tuto pour l'intégration d'un Bltouch ou 3Dtouch de bonne facture1 point
-
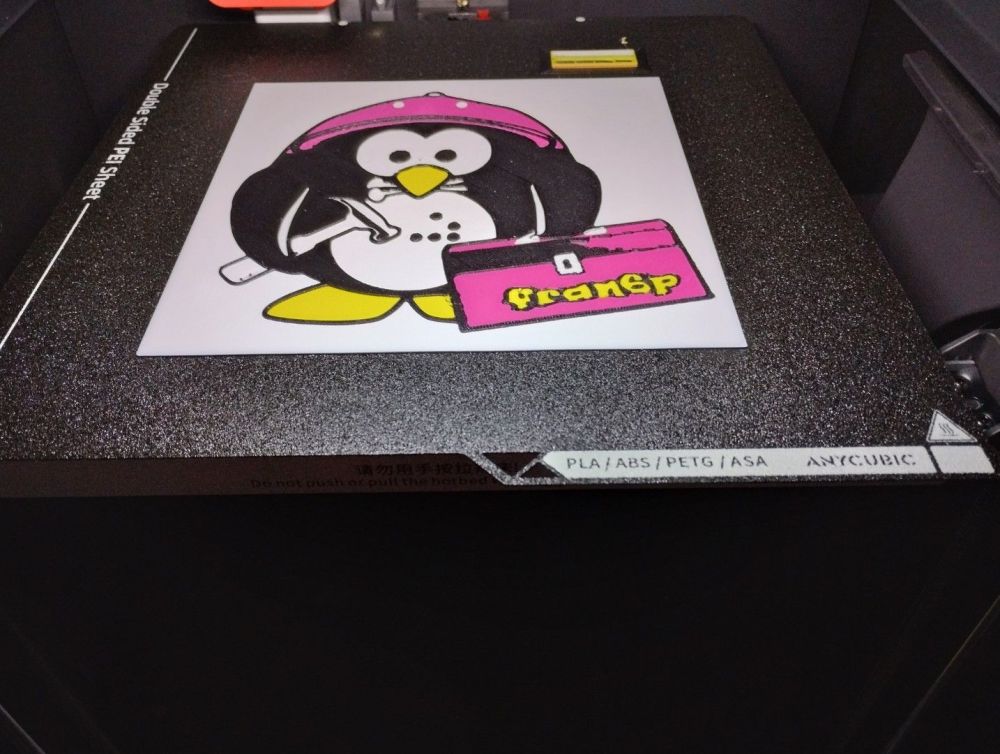
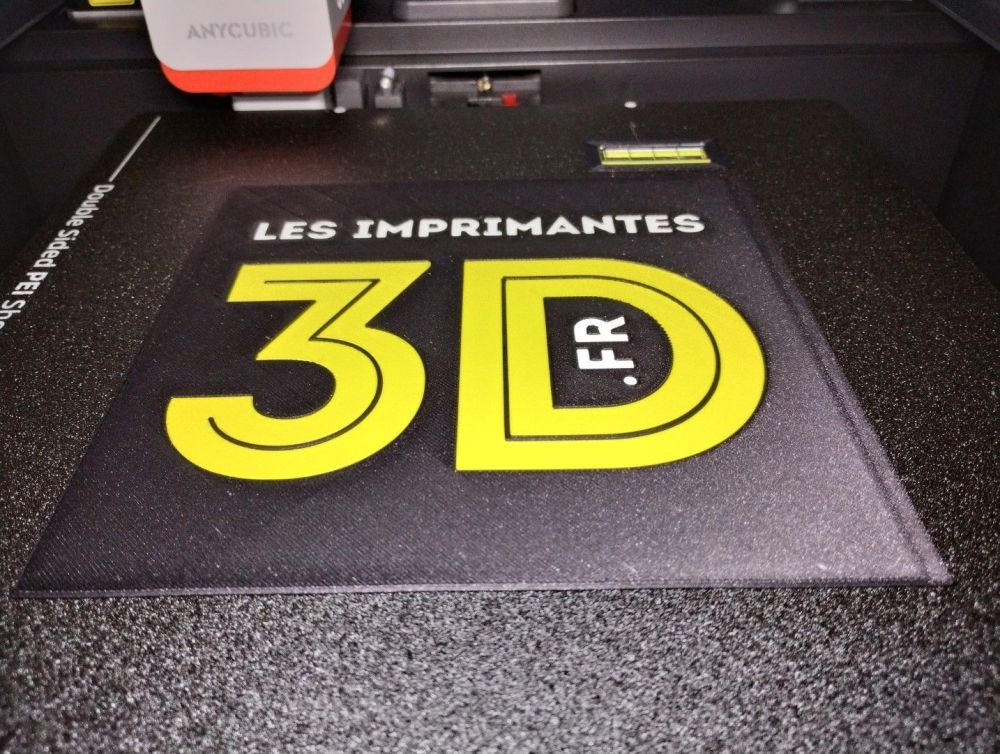
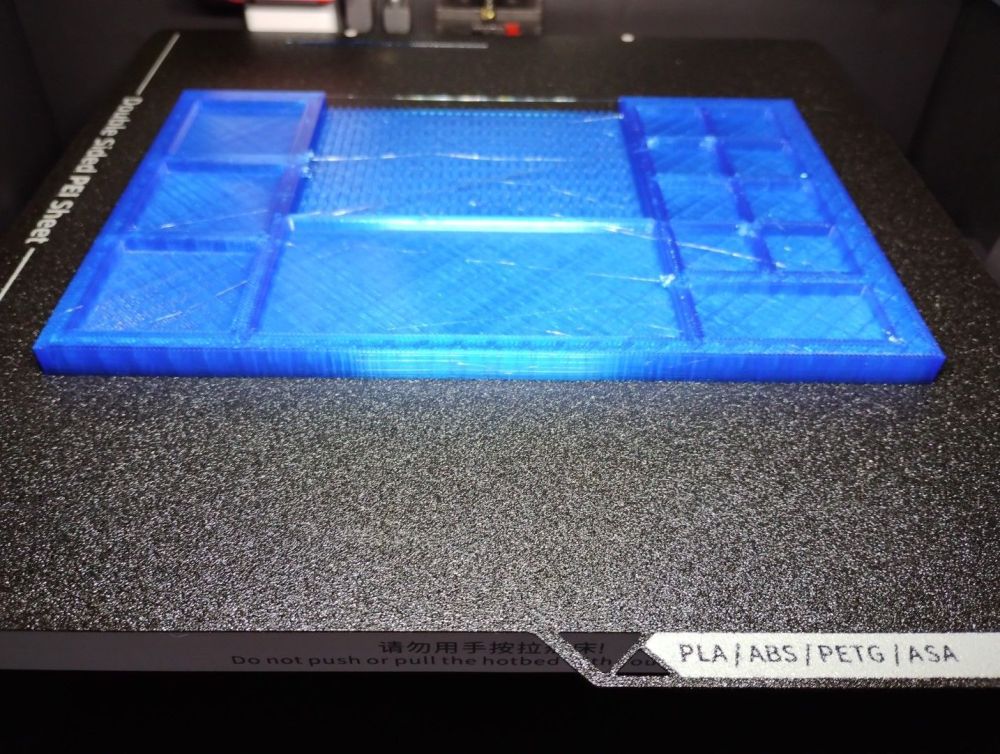
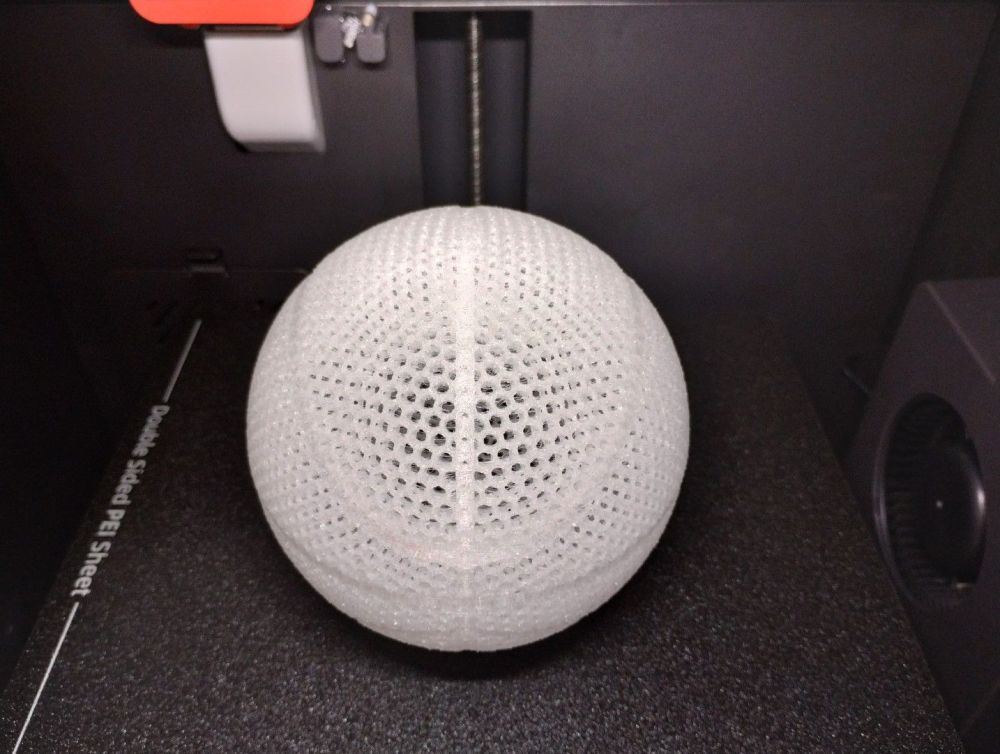
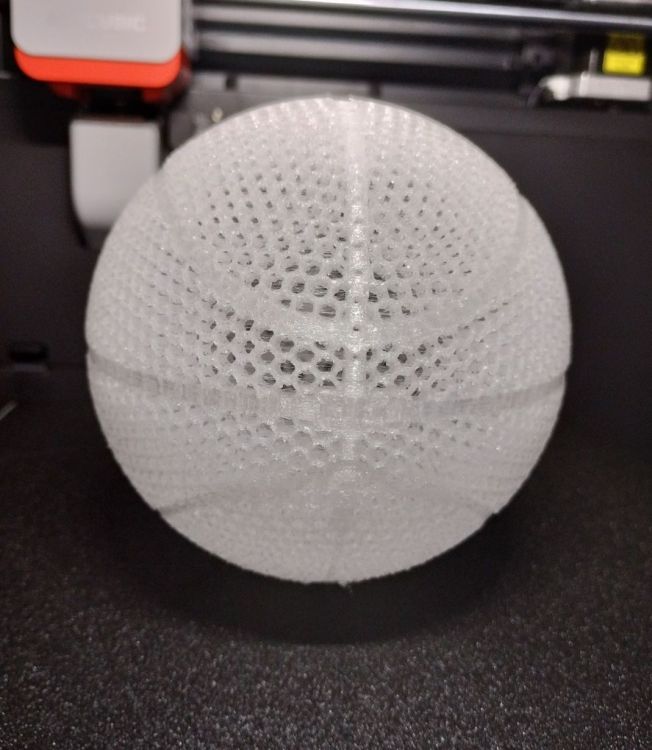
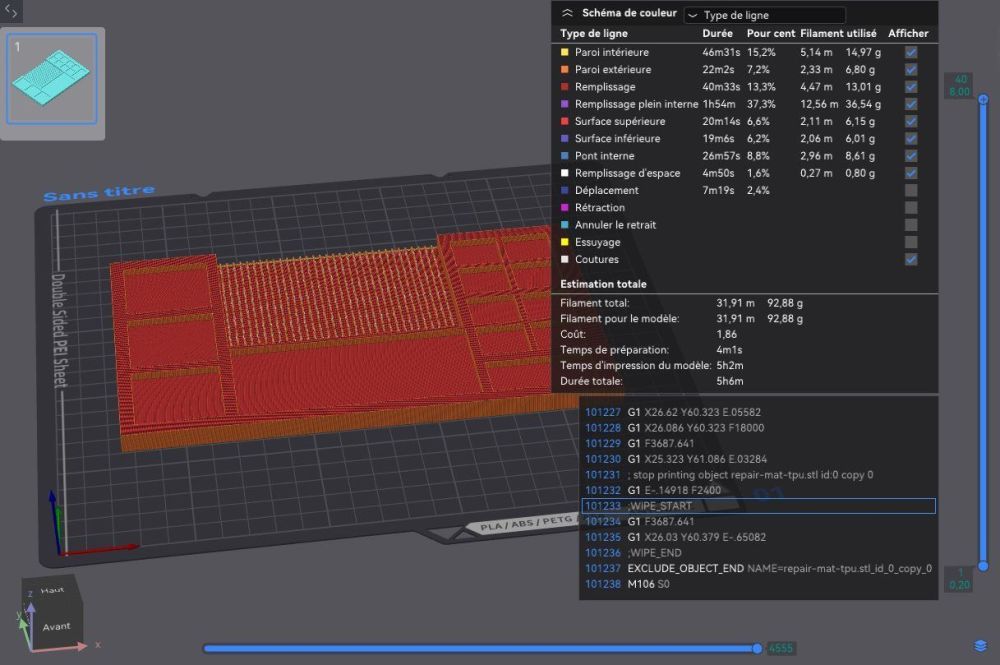
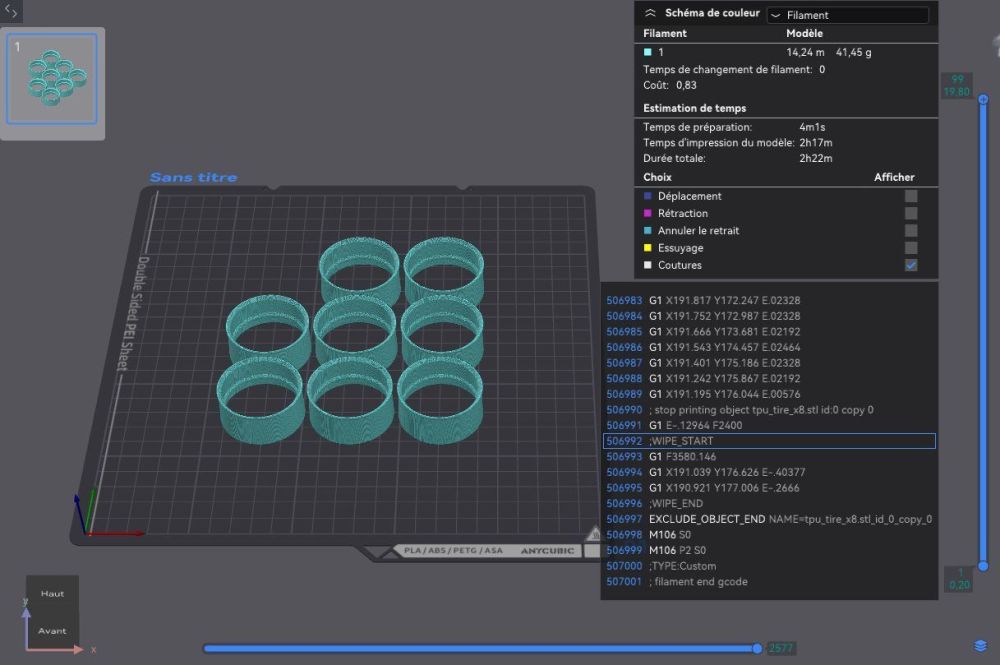
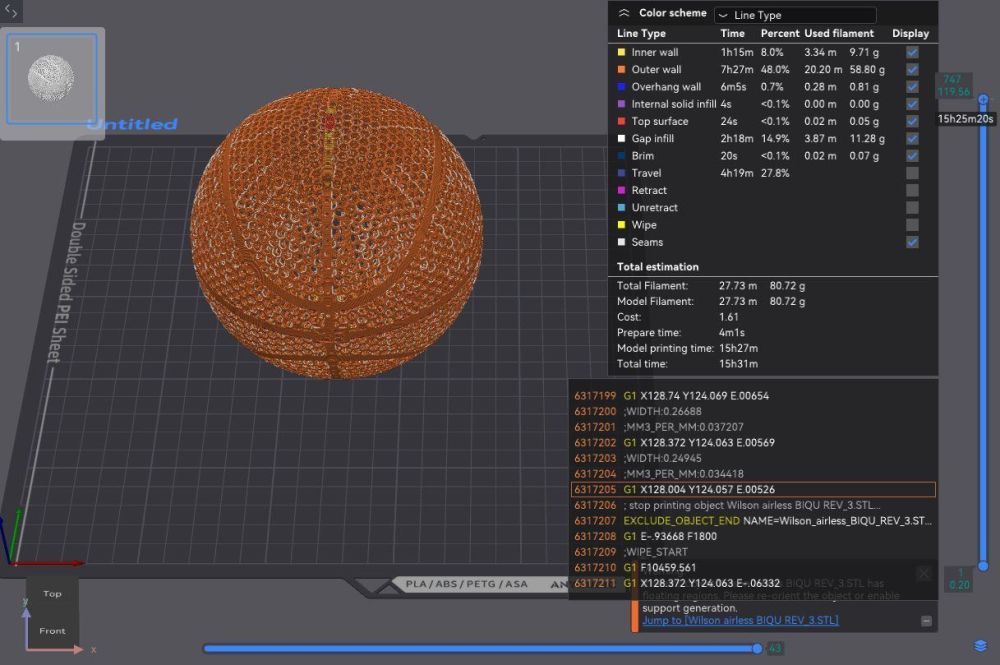
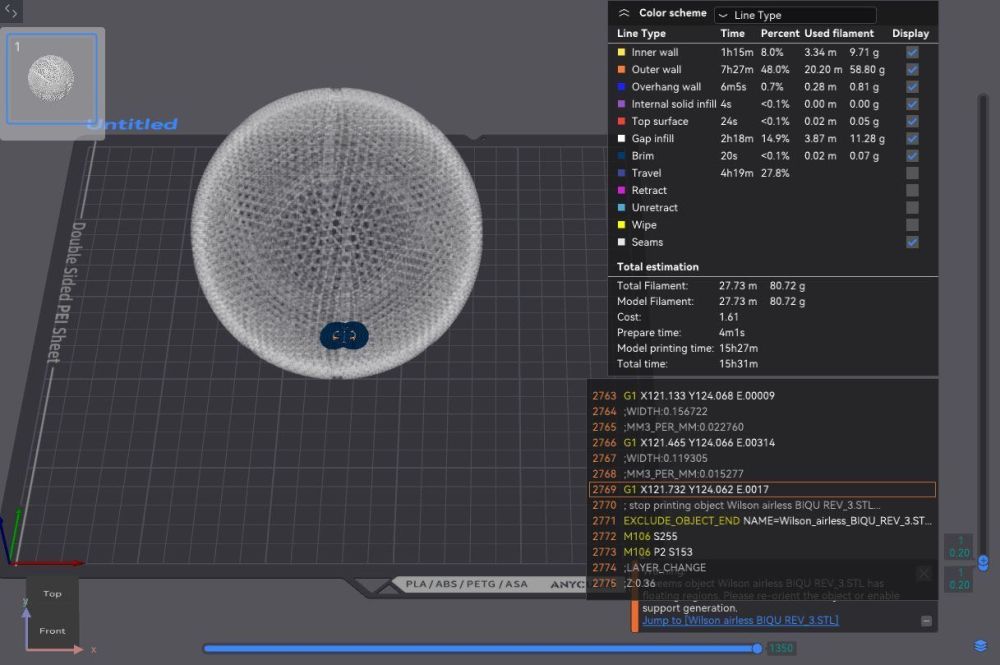
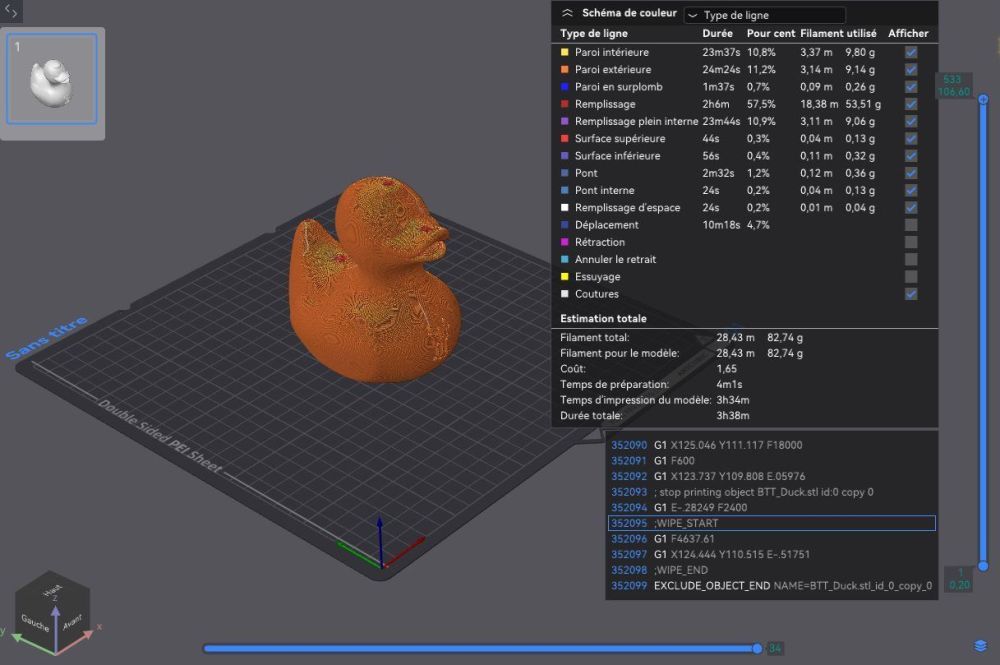
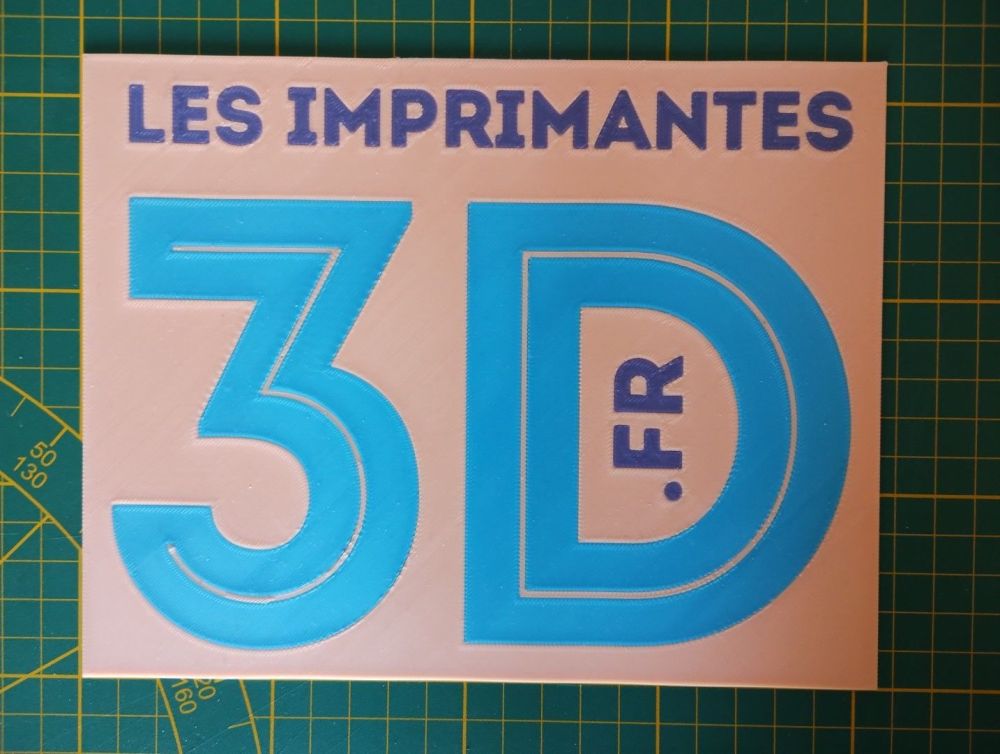
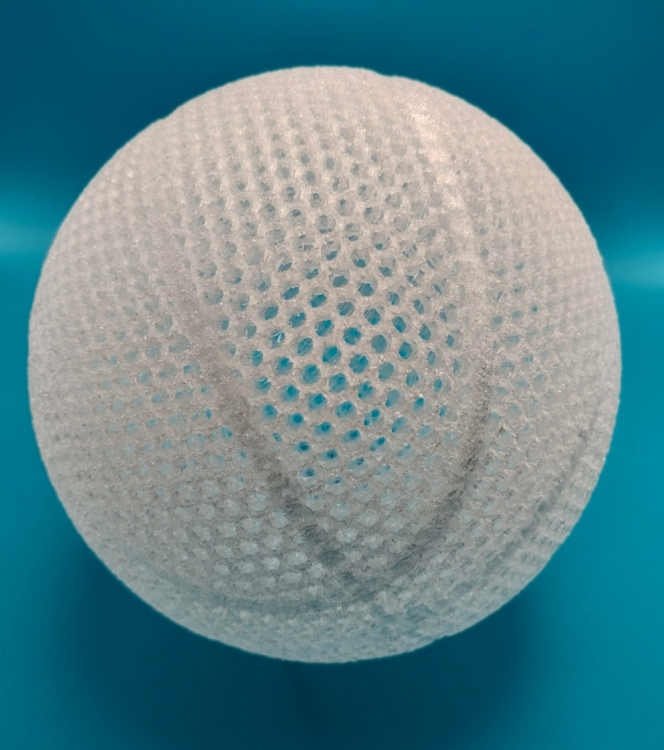
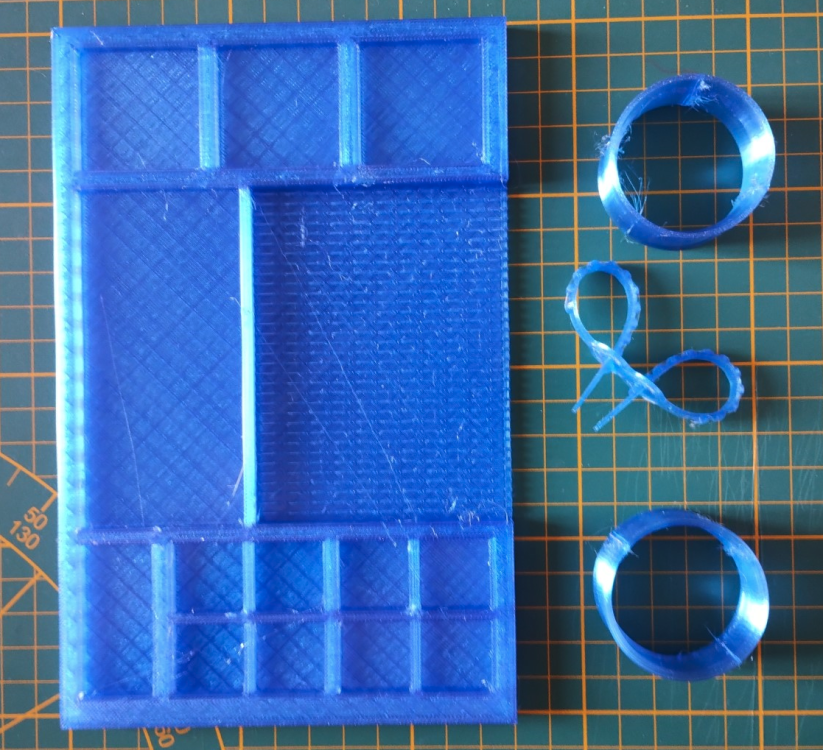
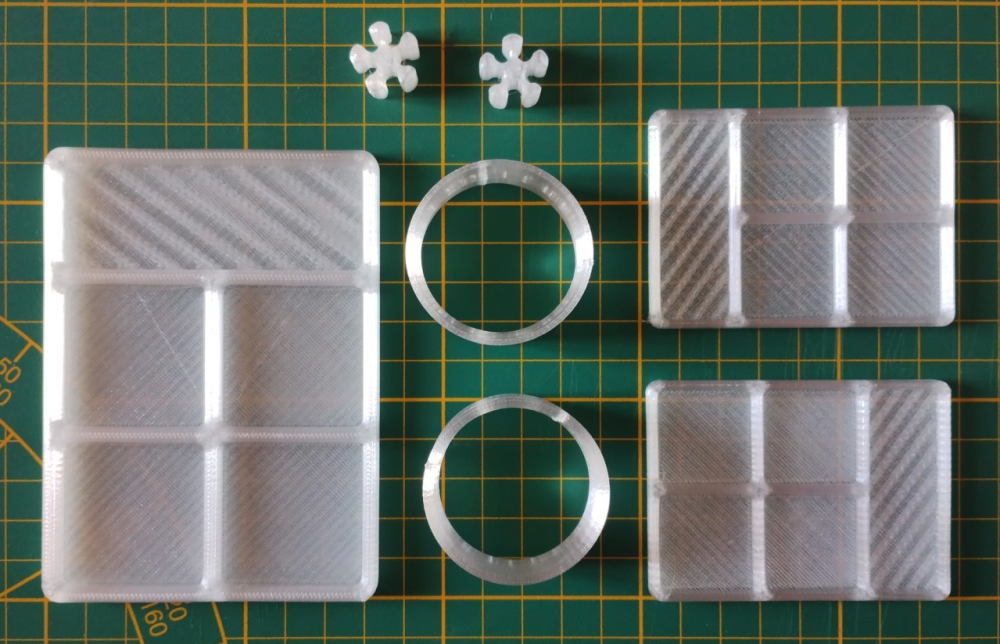
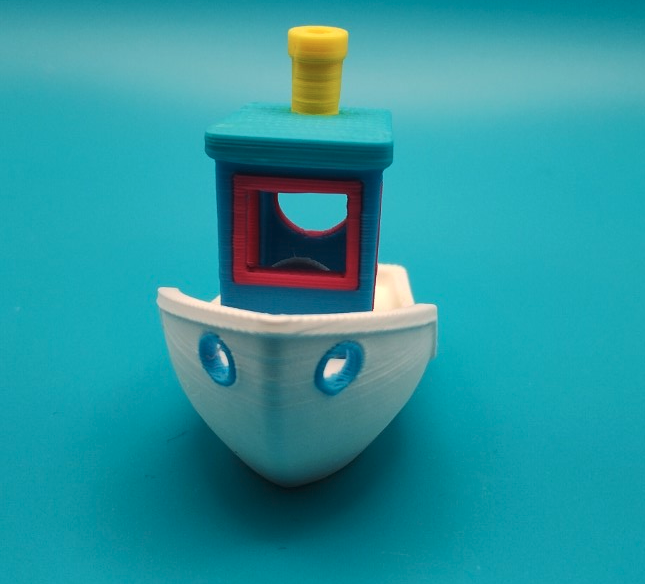
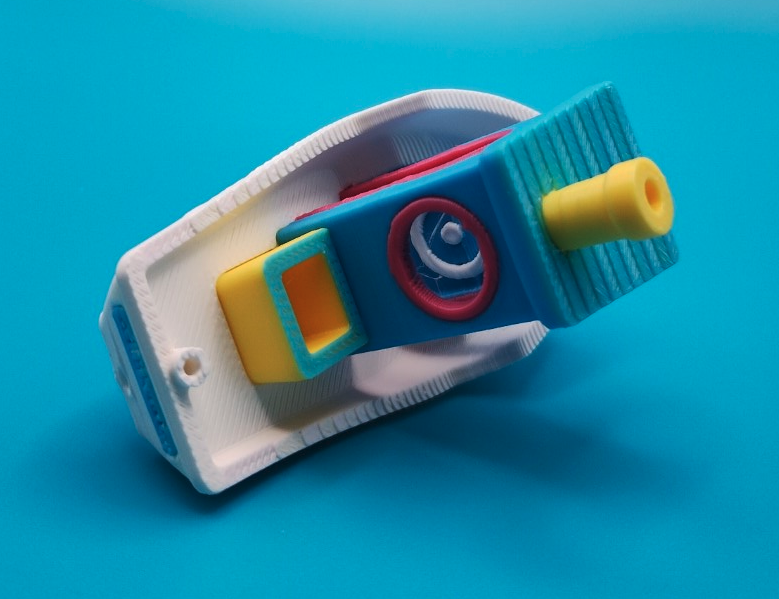
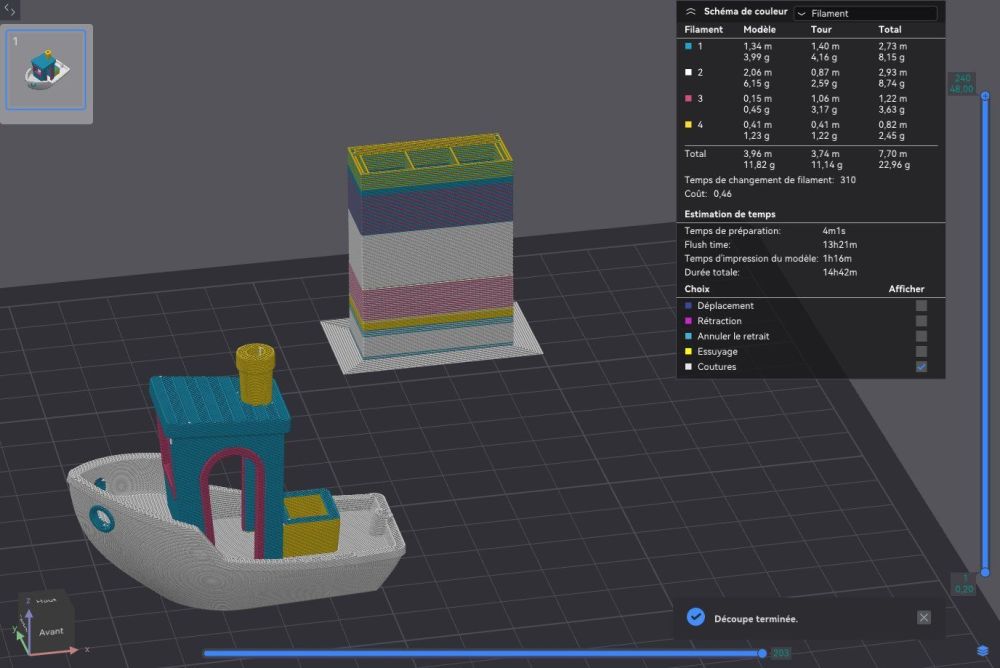
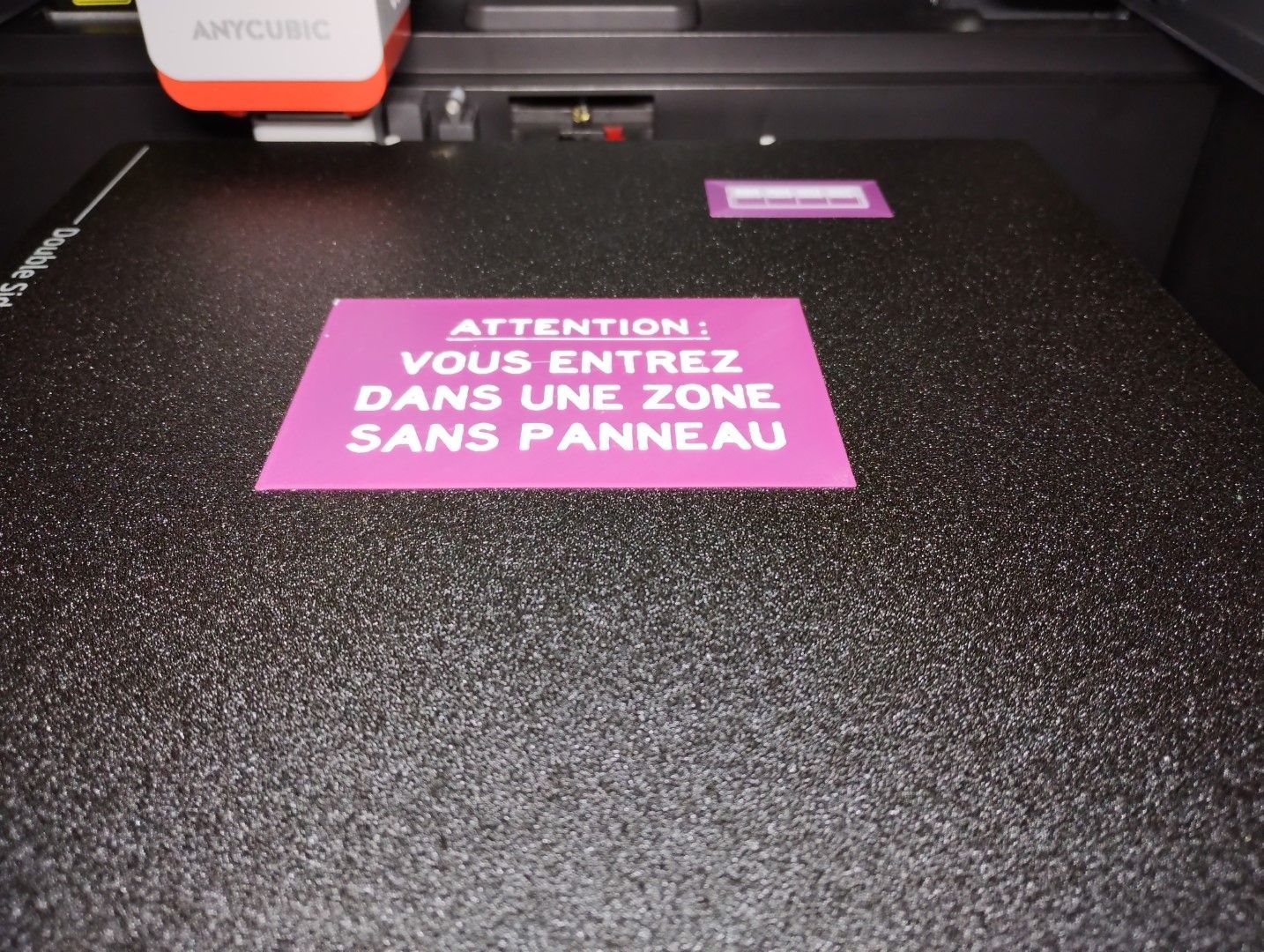
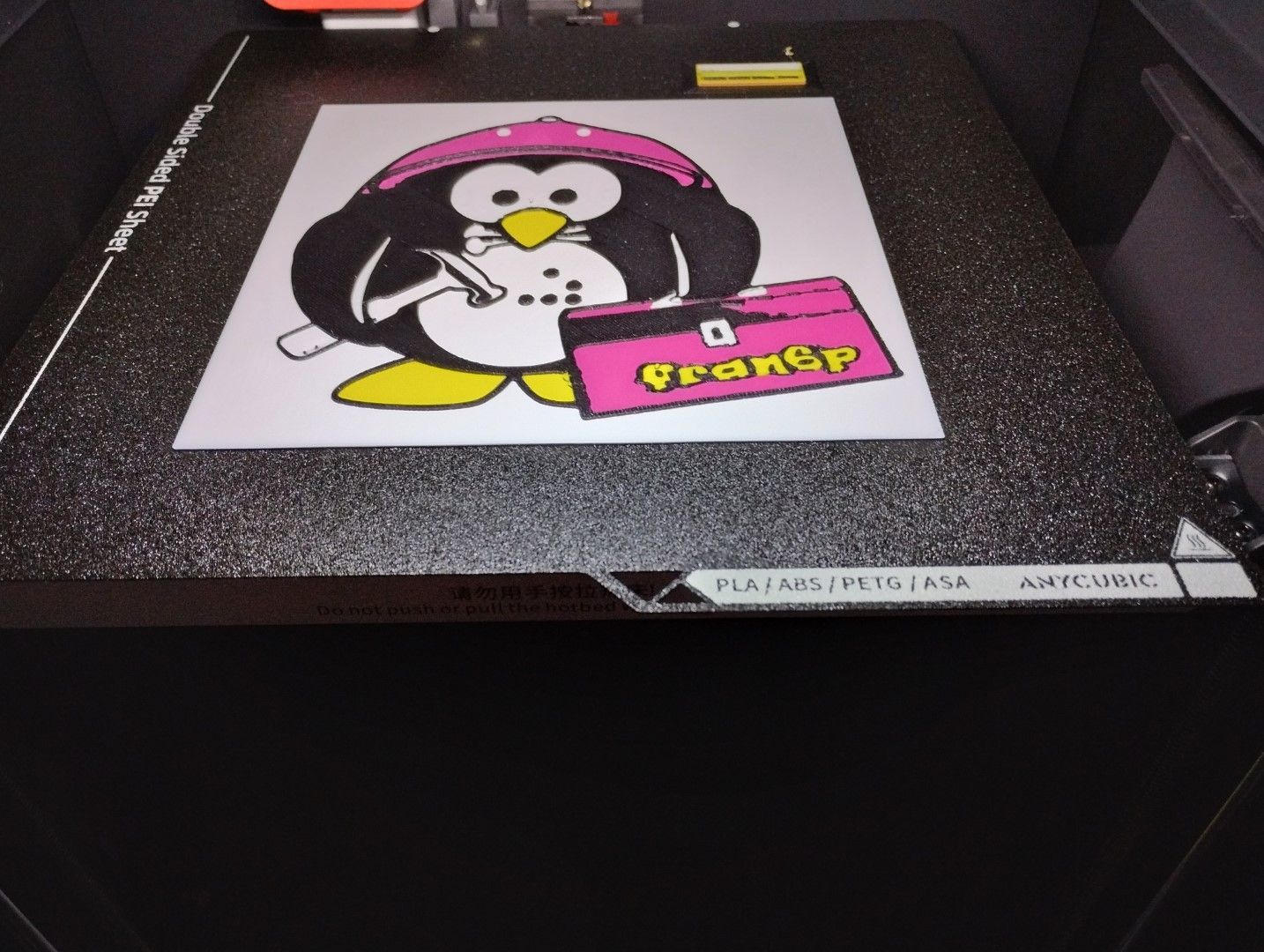
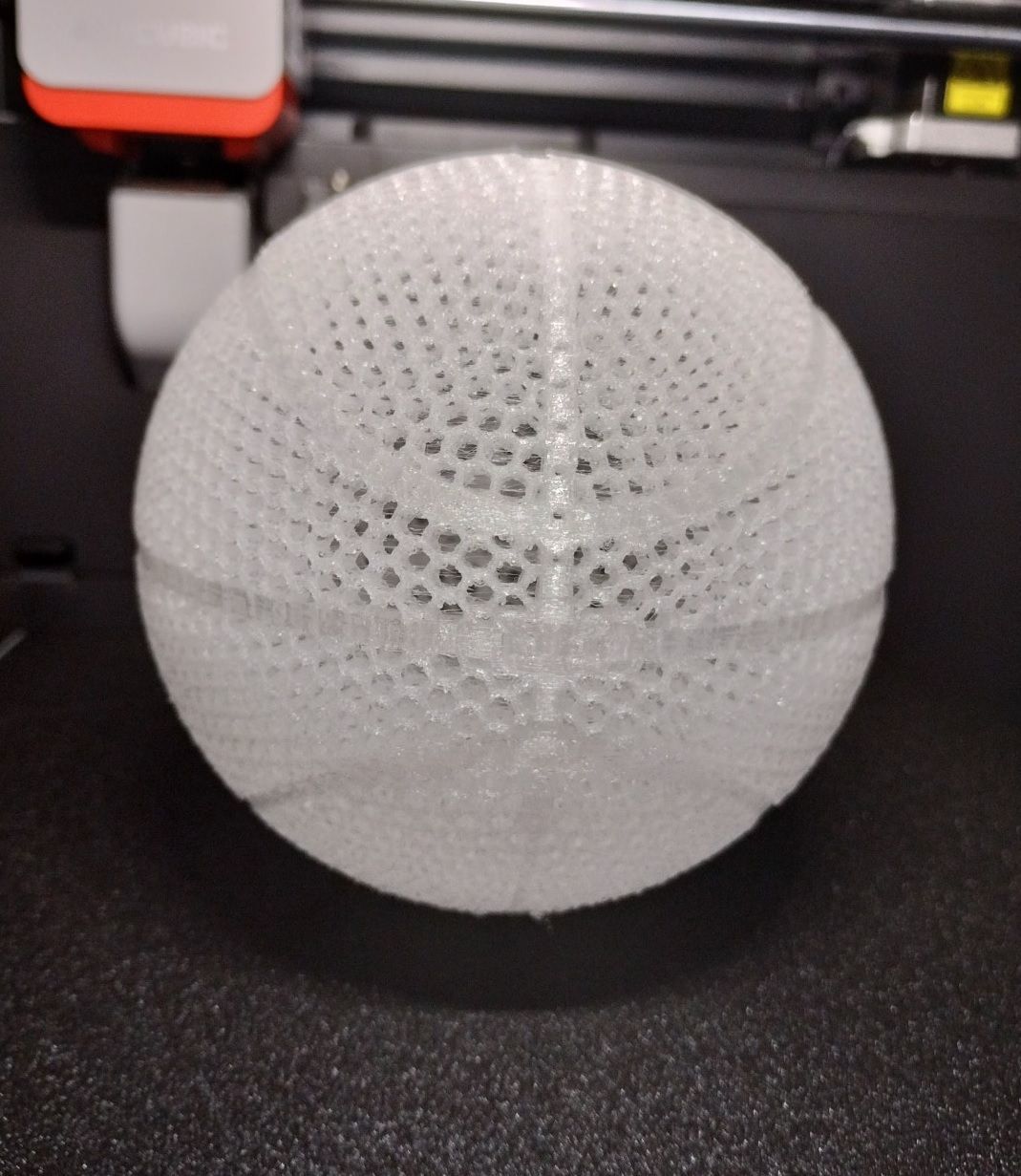
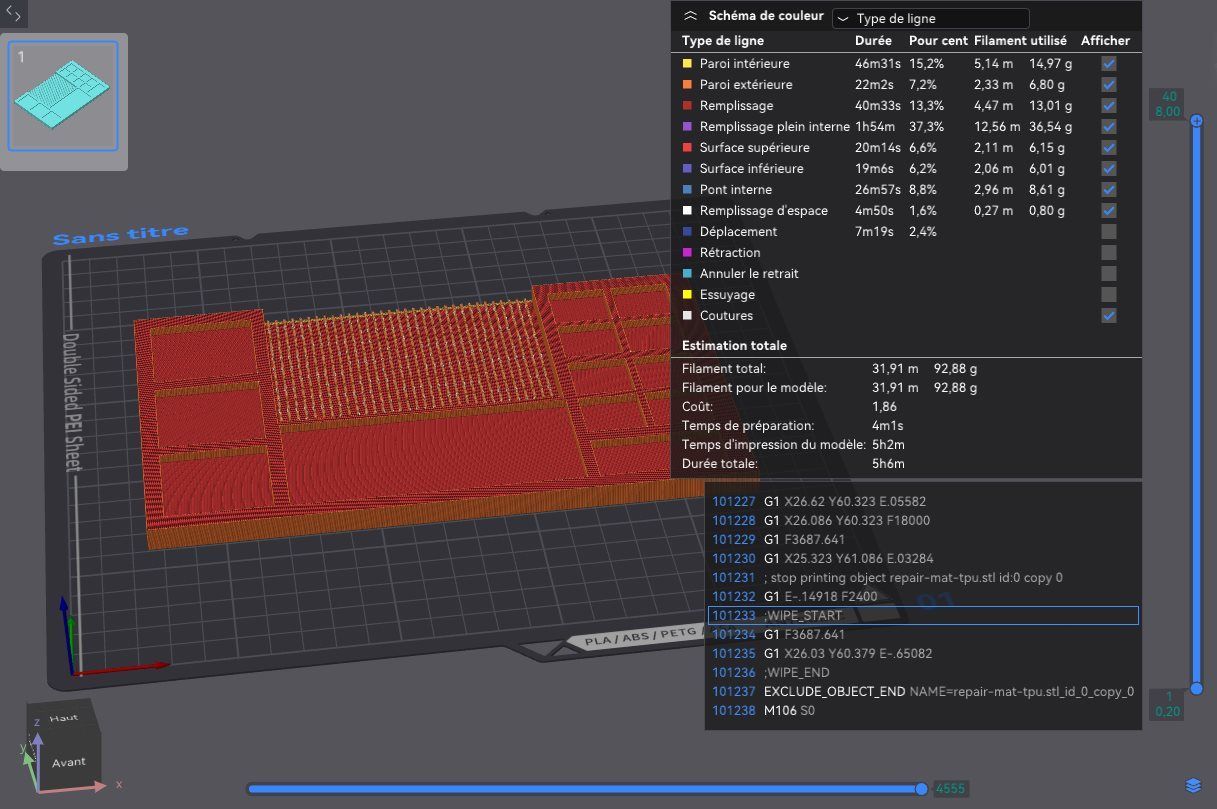
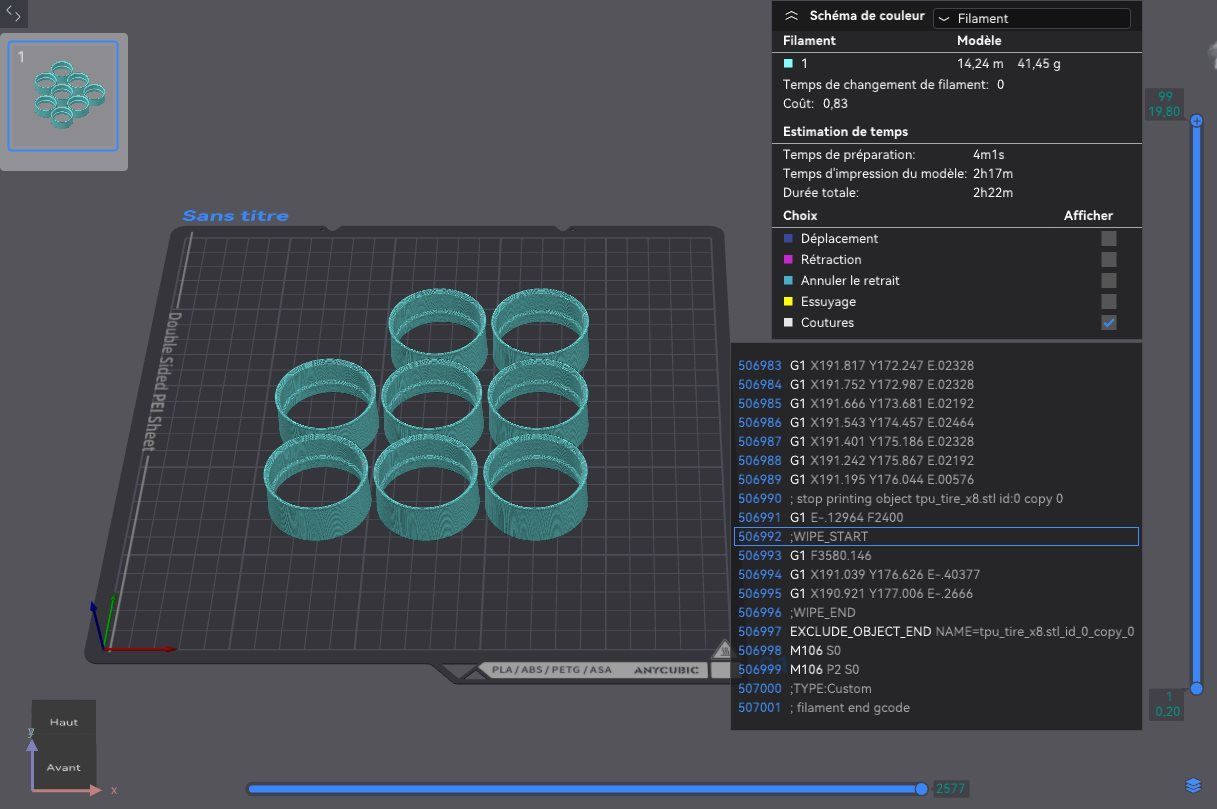
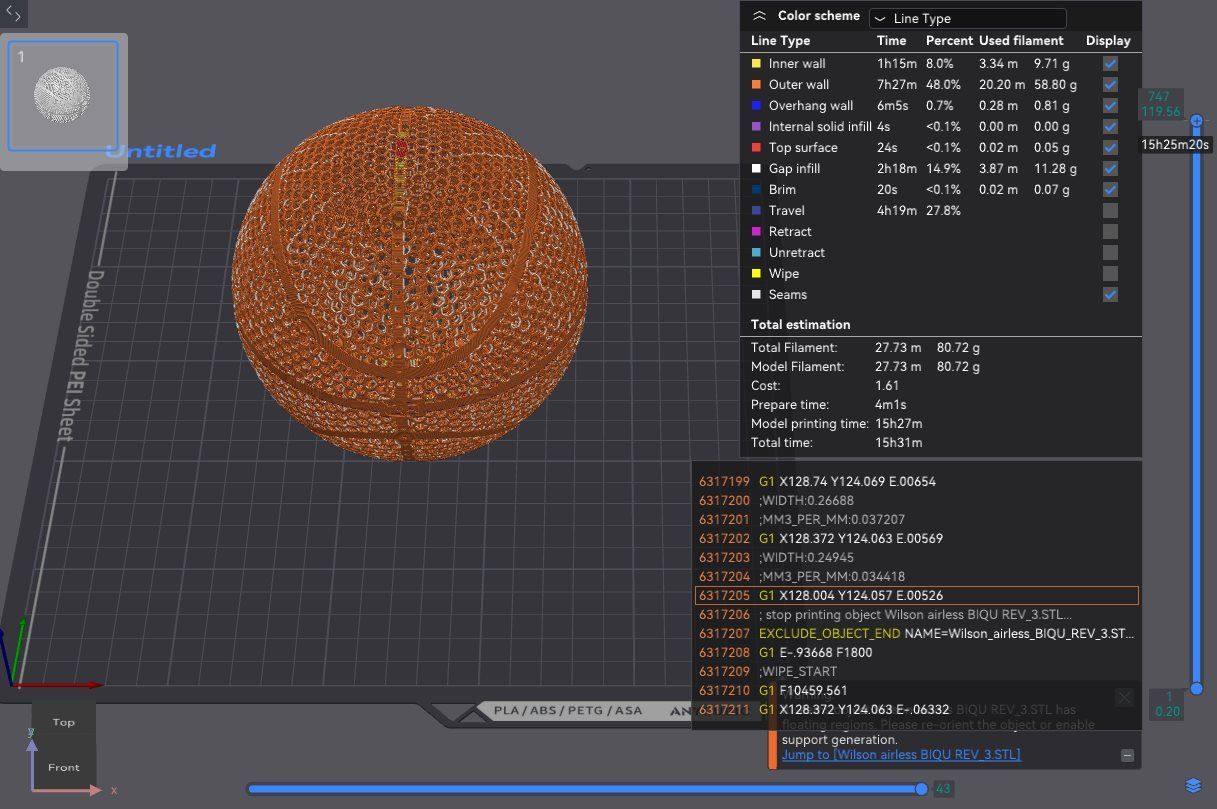
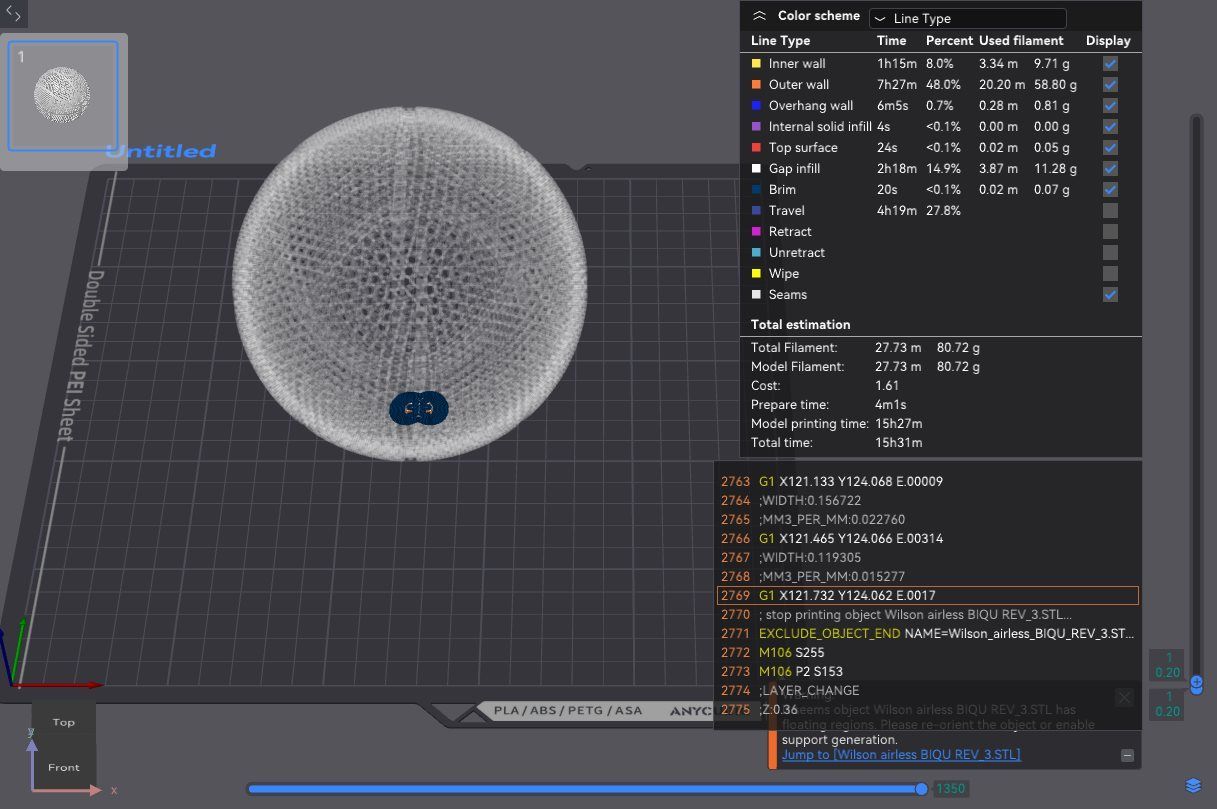
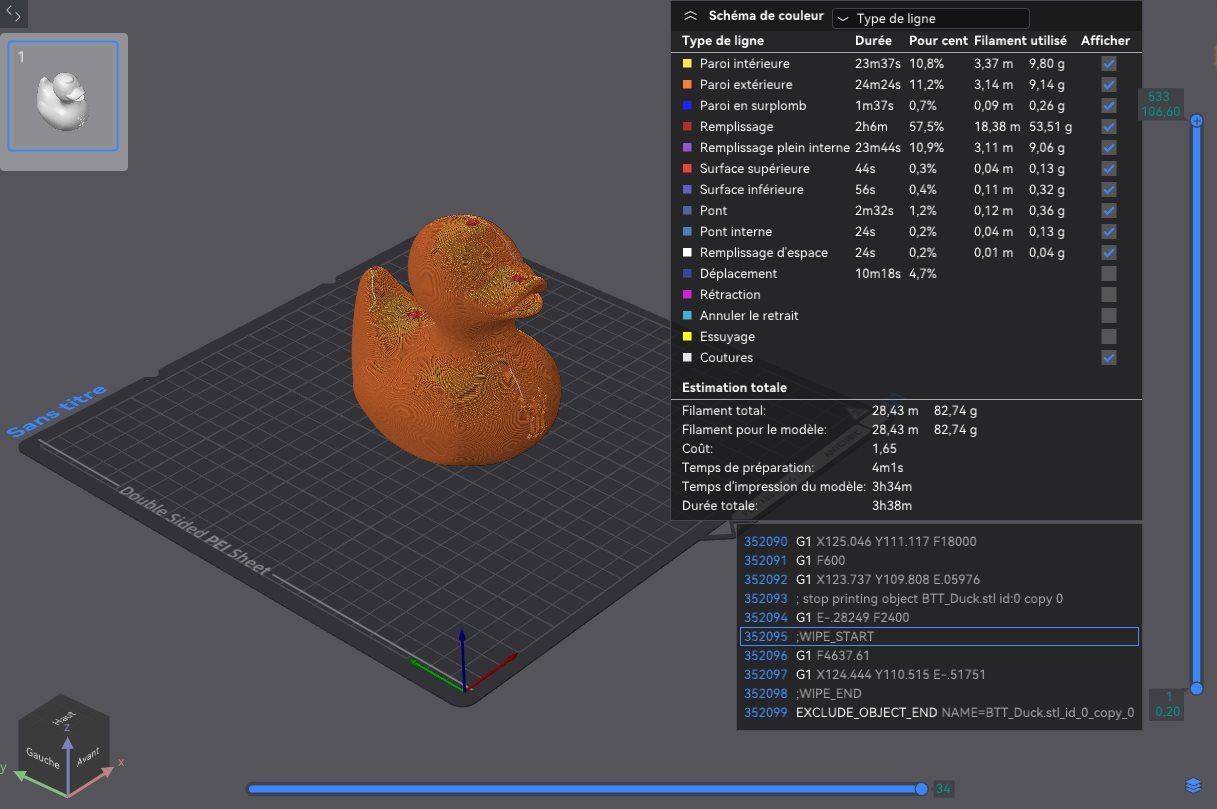
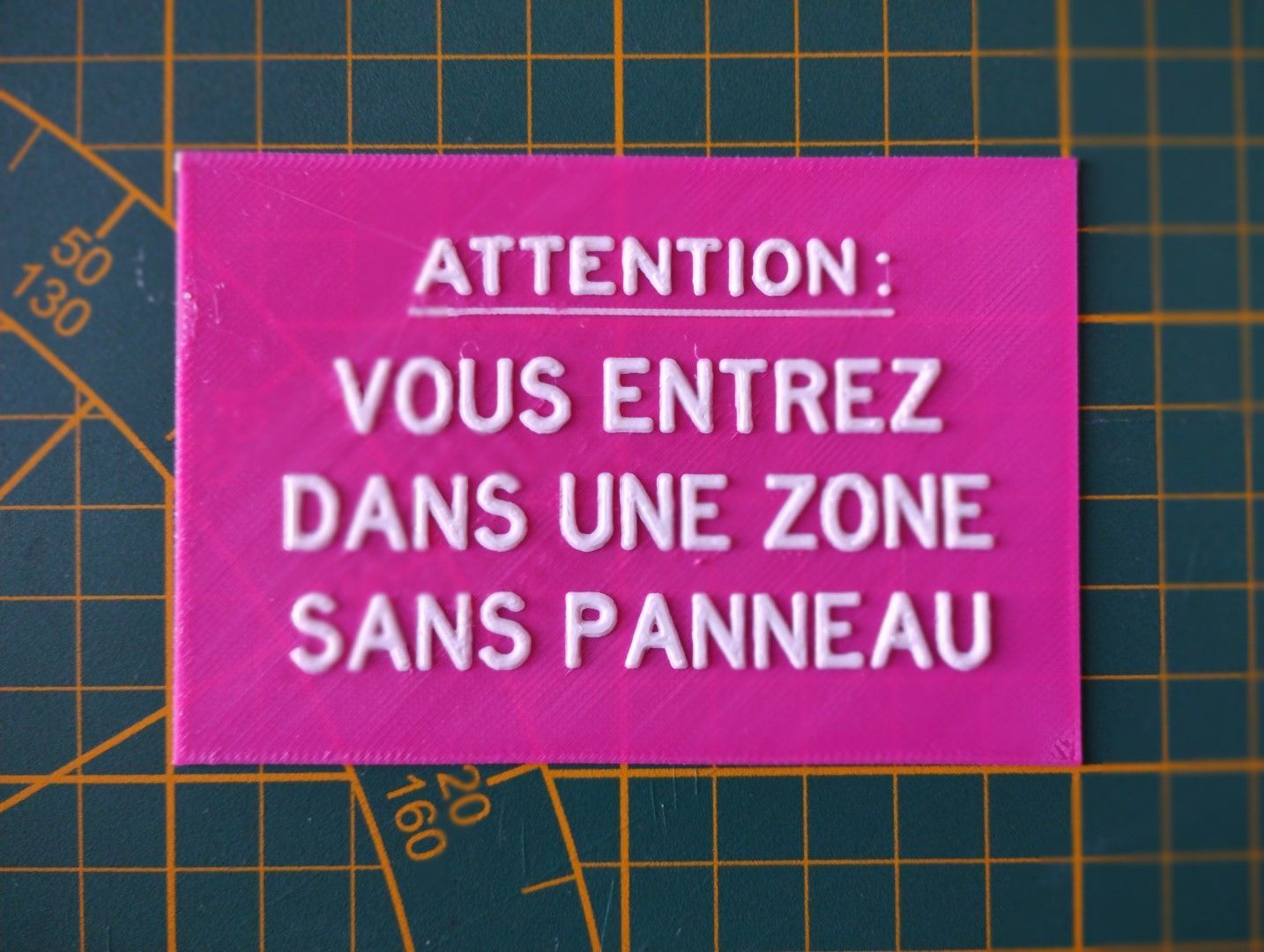
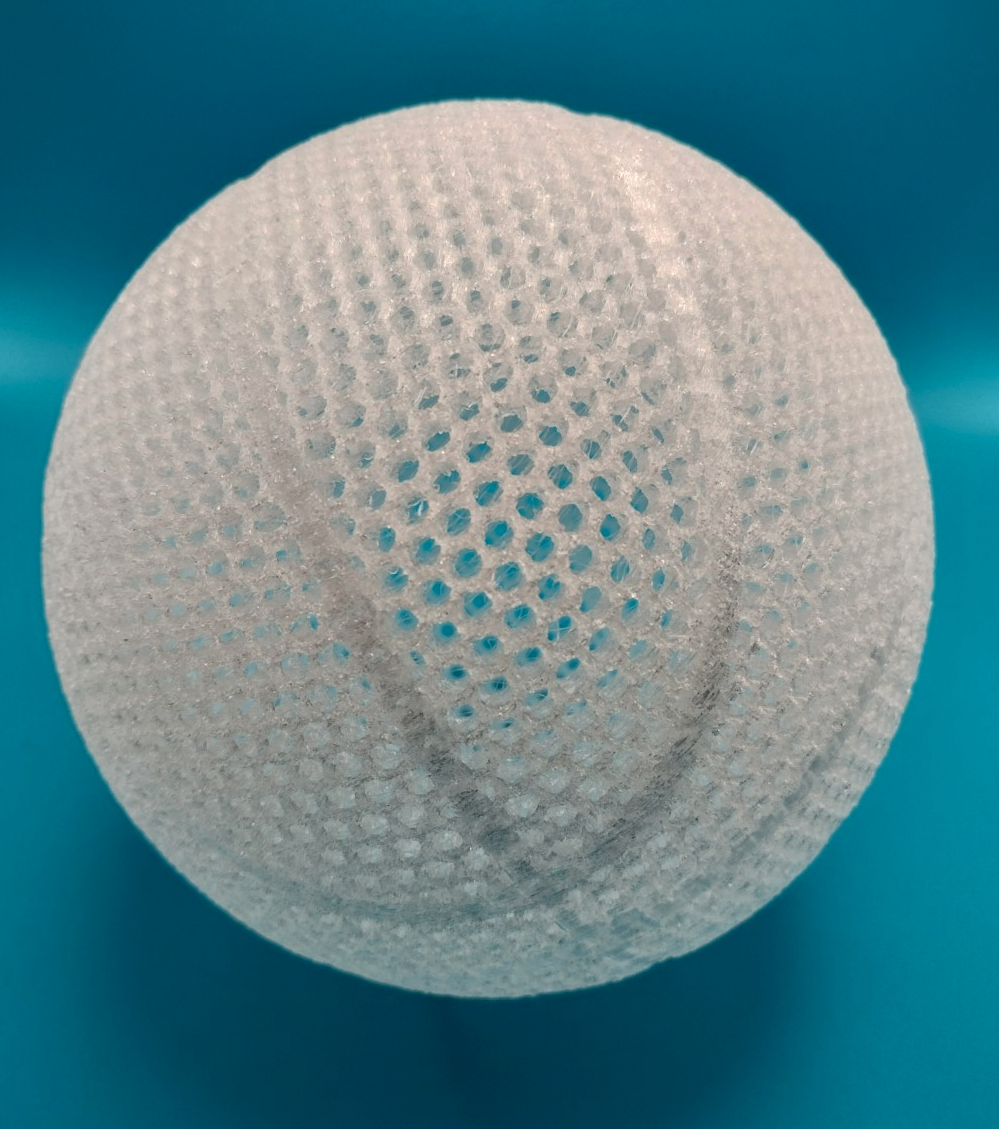
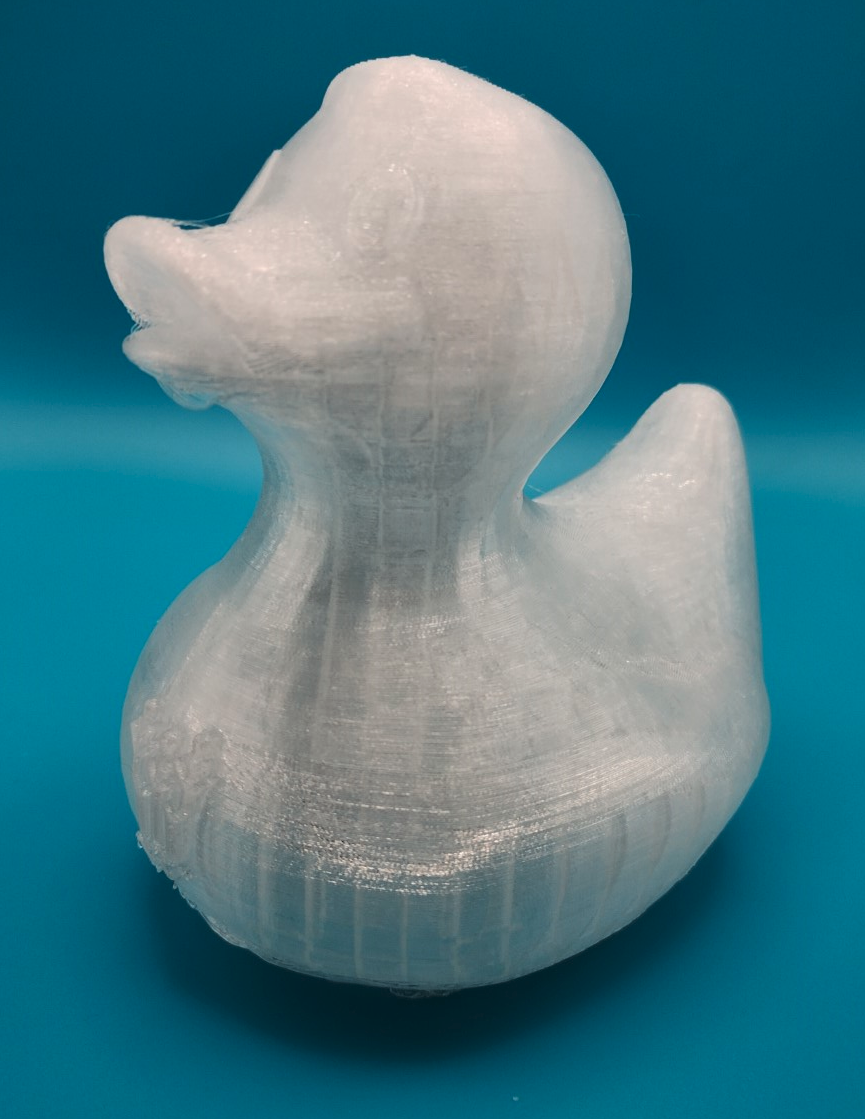
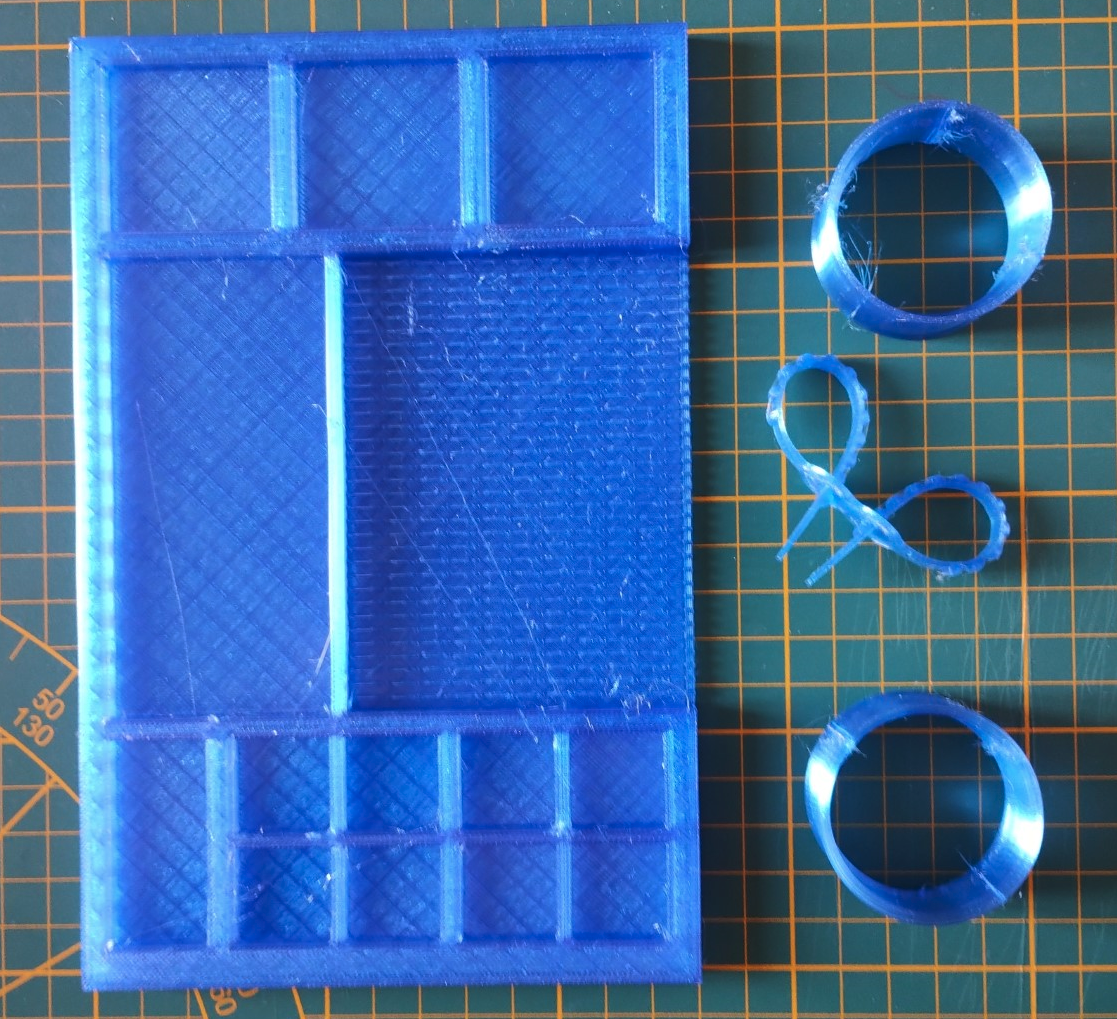
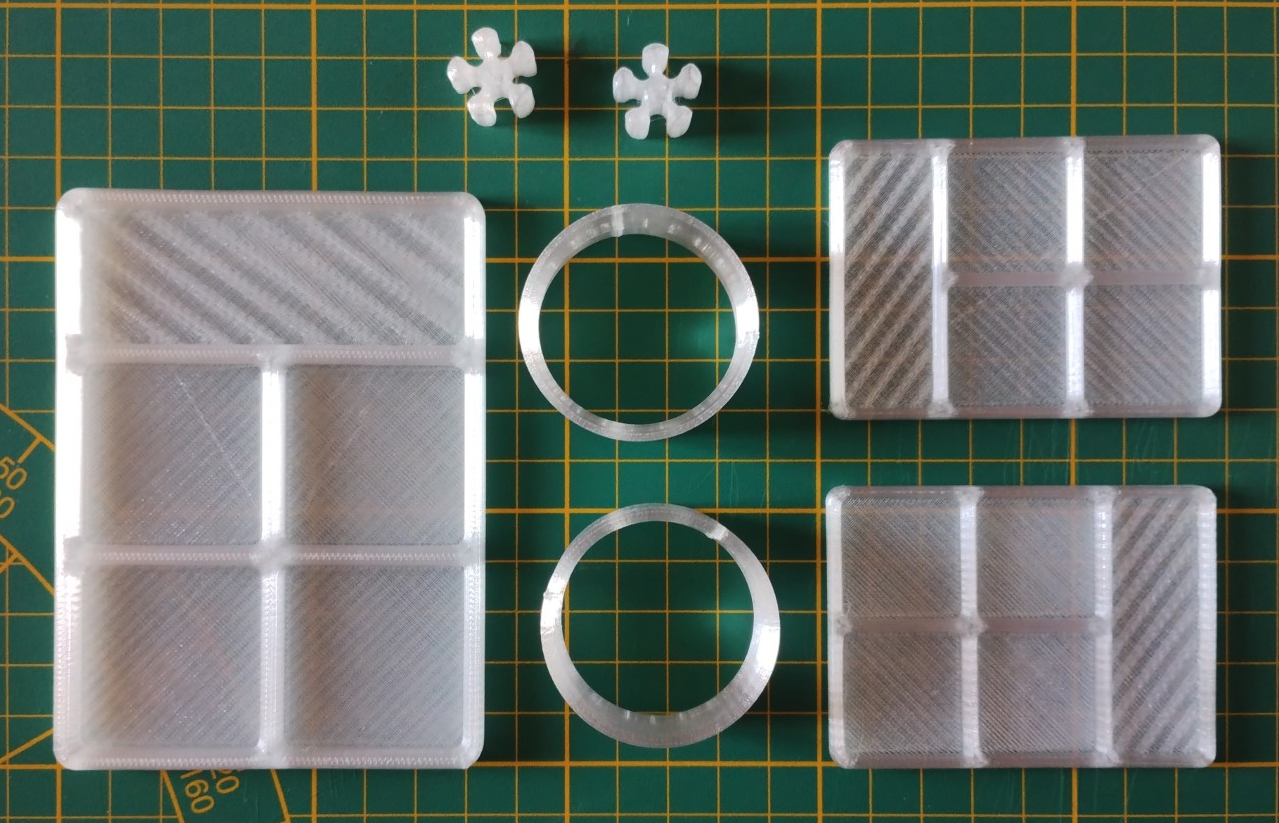
Impressions Multi-couleurs Le matériau utilisé pour ces impressions est du PLA (Anycubic gamme Pantone (quatre couleurs), Anycubic PLA basique (Cyan, Magenta, Jaune, Blanc), Ziro PLA (Noir pailleté). Benchy Colorié via le trancheur. Le changement de couleurs dans une même couche augmente considérablement le temps d'impression et aussi la quantité de matière perdue (purges). Le Benchy seul nécessite 1h16m, le changement de filament (310 permutations) et les purges prennent 13h21m Sinon, le résultat est franchement sympa . Logo du site Lien du modèle (@PPAC) Salamandre https://makeronline.com/en/model/Flexi Salamander/24504.html Coloriée via le trancheur. Chromaphanes Pour changer des Hueforge . C'est quoi un chromaphane (lien). Je n'ai testé qu'avec deux couleurs (du rouge à la place du magenta aurait été préférable). Photos des panneaux (images collectées au cours de pérégrinations ouebesques) Peinture via trancheur Ces impressions partent d'un dessin, passé dans Inkscape pour les vectoriser en jouant sur la « luminosité » afin d'obtenir des aplats de couleurs utilisables. Images SVG ensuite passées dans mon logiciel de CAO préféré (OpenSCAD) pour obtenir un fichier STL utilisable. Elles sont ensuite mises en couleurs avec l'option « Peinture » du trancheur Anycubic slicer Next. On retrouve le logo du site, un panneau d'avertissement et mon avatar sur le forum . TPU L'ACE n'est pas utilisable avec ce matériau, sauf si on veut rencontrer des problèmes (comme la plupart des changeurs de bobines concurrents). La bobine de TPU est placée dans une boite hermétique (lien Amazon des boites) pour conserver un taux d'humidité bas, après avoir séché la bobine durant six heures à 55 °C. À noter que mon vieux TPU bleu MaterialZ de Compozan (testé avec la Creality Ender3 S1), bien que conservé en sac étanche avec du dessicant, puis un séchage dans le sécheur Creality SpacePi double, provoque beaucoup de filage. Le TPU transparent est le Qidi TPU95A-HT neuf, séché comme le Compozan avant utilisation. Il peut s'imprimer plus vite (MVS de 8 mm³/s) que le Compozan (3,2 mm³/s) basé sur le profil standard Anycubic TPU. Le site Compozan (shop.compozan.com) répond aux abonnés absents… la boutique a probablement mis la clé sous la porte . Paramètres d'impression : buse: 230 °C plateau: 35 °C puis 40 °C pression advance (PA): désactivée Comme le TPU adhère fortement au plateau, les pièces sont retirées de celui-ci à la fin de l'impression sans attendre que la température soit revenue à celle ambiante. Bandes de roulement pour un projet à venir boxturtle TPU Compozan vs TPU Qiditech Tapis réparation / organiseur de vis https://www.printables.com/model/1053391-repair-mat-tpu et https://www.printables.com/model/994269-screw-organizer-small-repair-mat (imprimé à 200 %) Clips ACE PTFE Lien: https://makeronline.com/en/model/PTFE Tube Clip for ACE Unit – Kobra 3/156338.html Airless Baskeball https://makerworld.com/en/models/724517-biqu-airless-basketball?from=search#profileId-655693 Impression à 50 % de la taille initiale. Pas de support, juste une bordure contrairement aux recommandations d'impression. La bordure est déjà pénible à retirer alors si j'avais utilisé des supports, je me serais arraché les cheveux (si tant est que j'en eusse encore ). Normalement, il faudrait un filament «spécial» (Biqu PLA-HR) pour espérer des rebonds dignes d'un ballon de basket, mais avec le TPU de Qidi, ça rebondit quand même un peu. En tout cas, cela a fait un enfant heureux. Canard Bigtreetech https://www.thingiverse.com/thing:6402108 Récapitulatif des pièces imprimées en TPU : Un post, prochain, se penchera sur quelques tests de calibration classiques. Un autre concernera des impressions PLA / PETG / ASA, le dernier testera quelques matériaux chargés en fibres (carbone / verre). À suivre, donc



















 1 point
1 point -
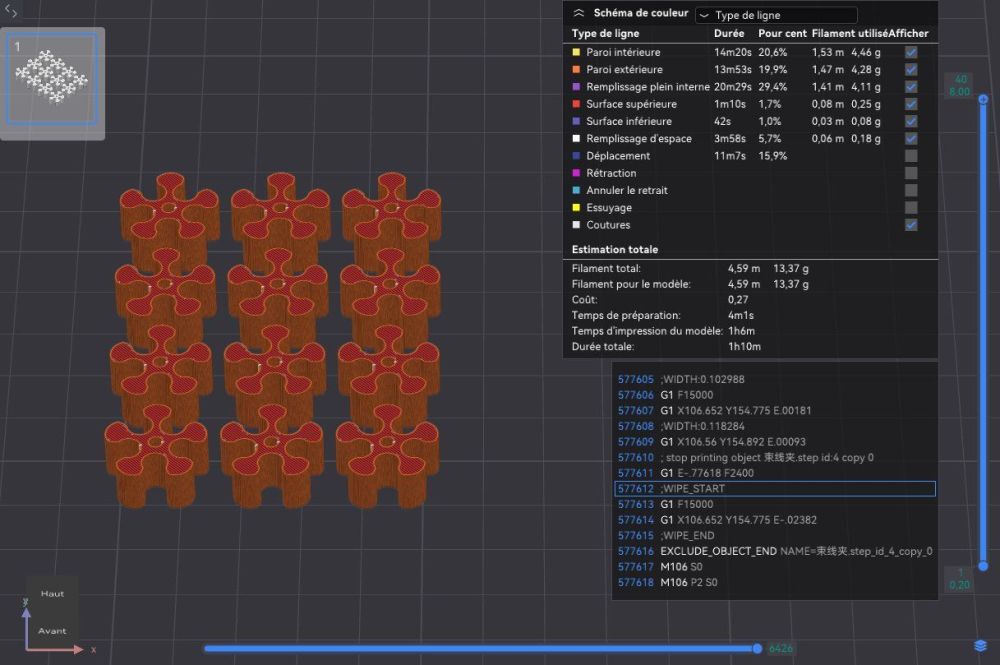
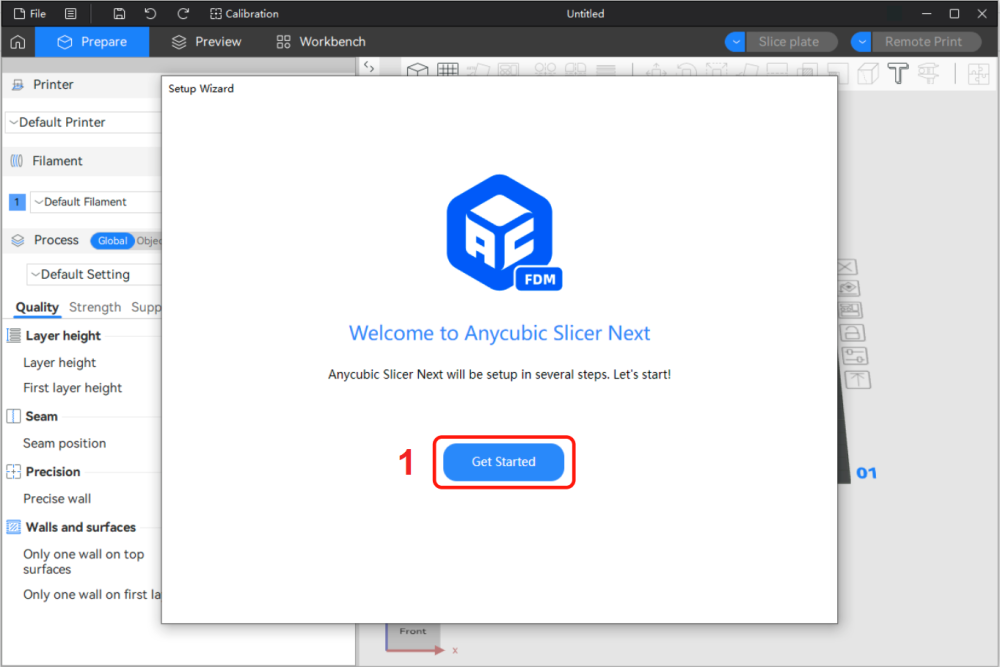
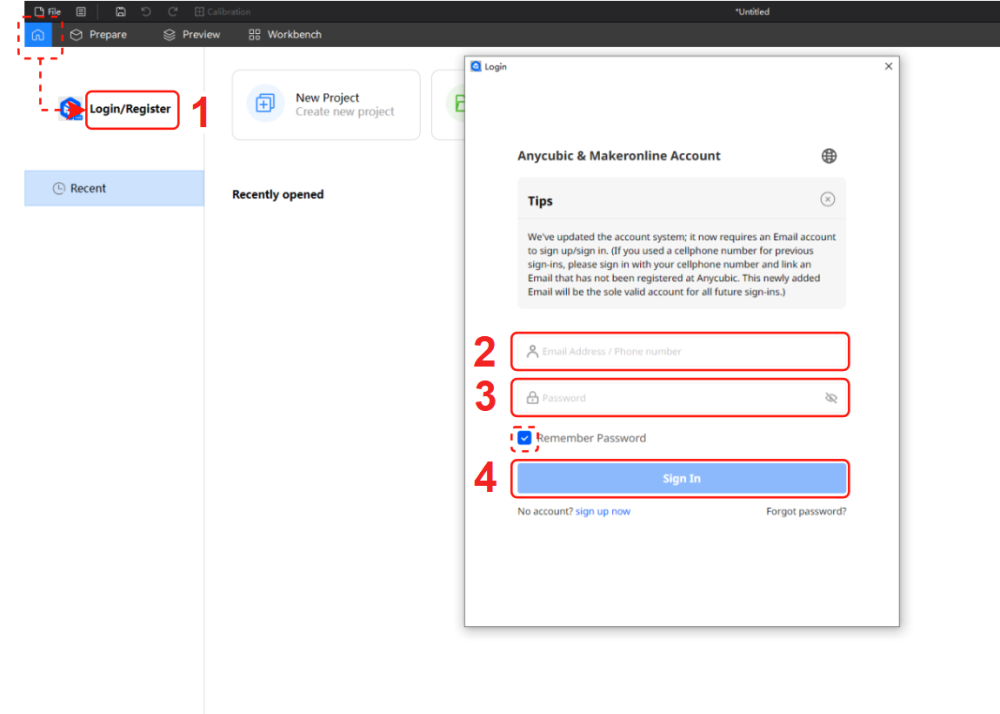
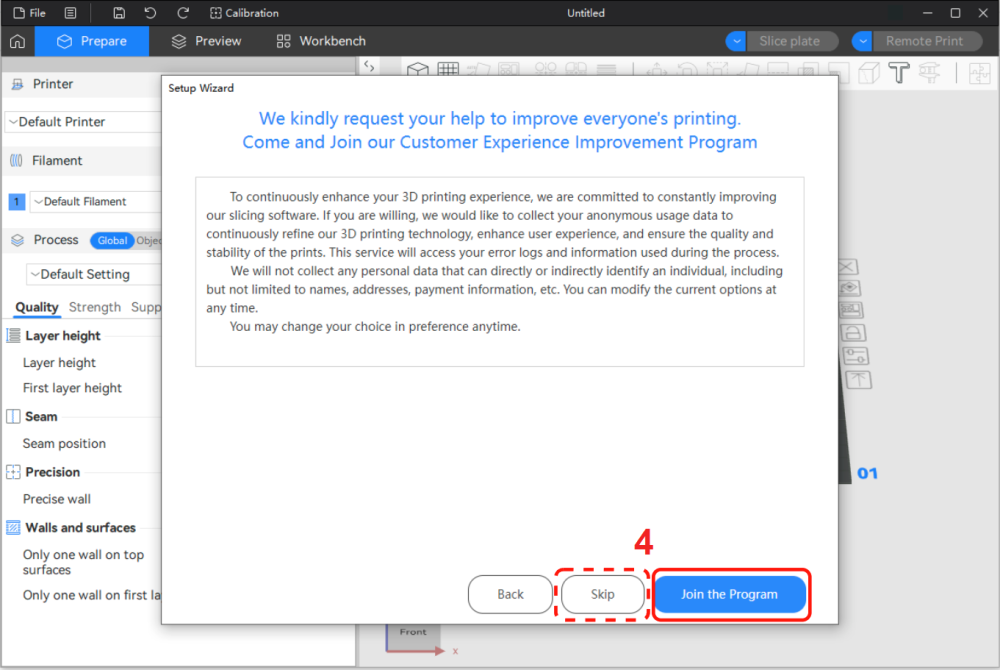
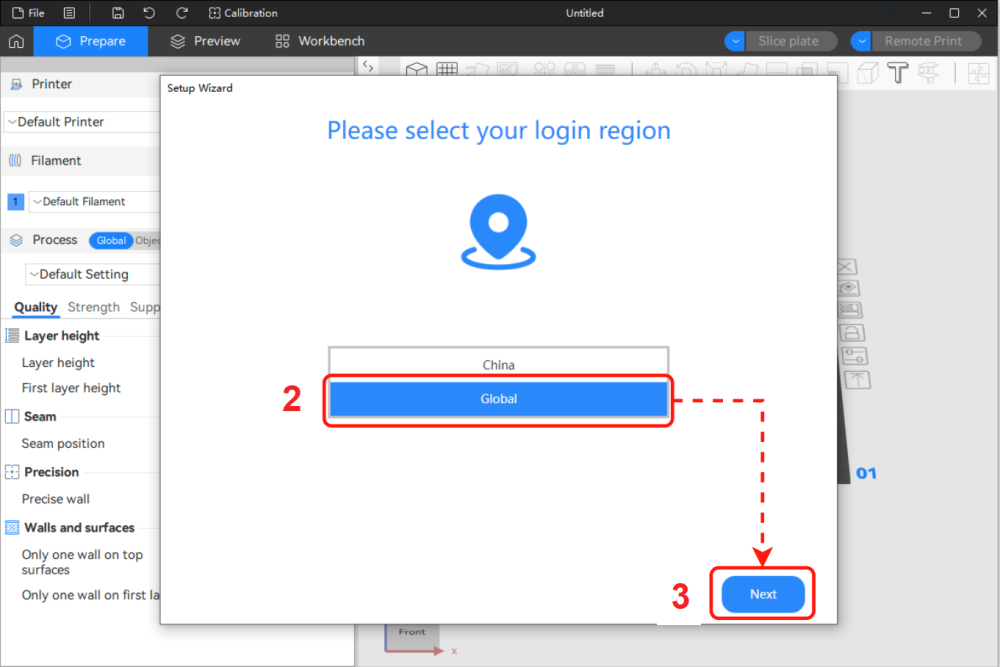
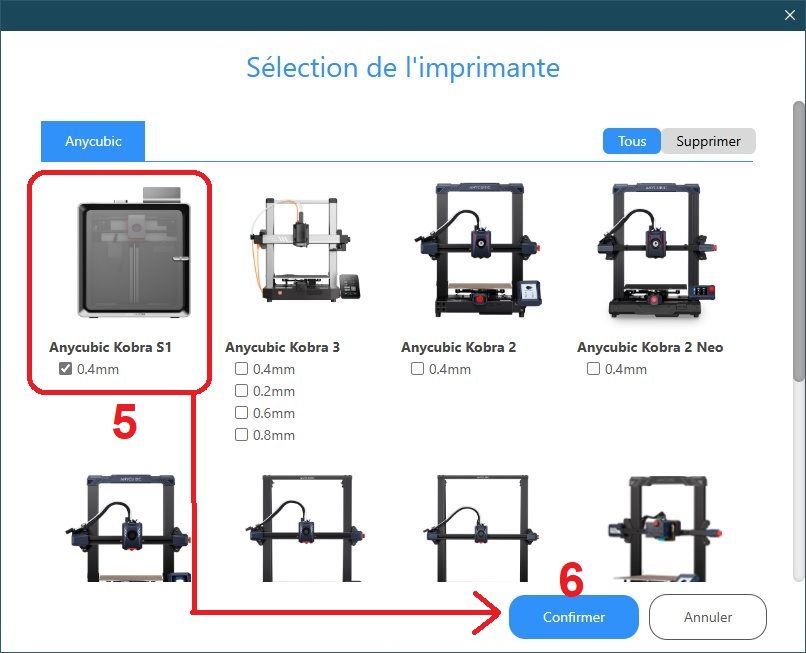
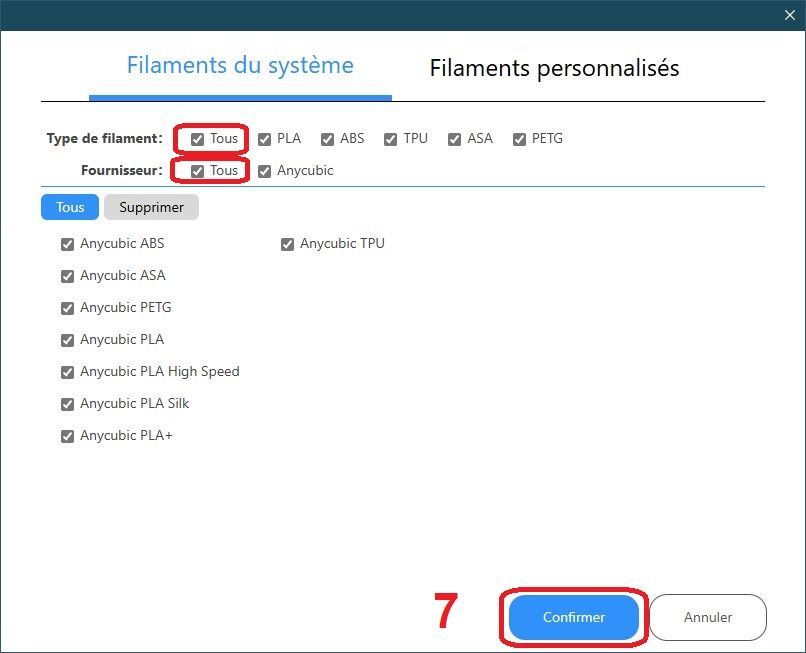
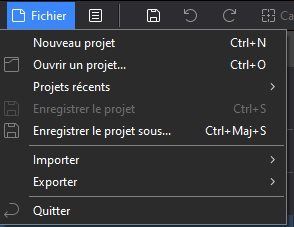
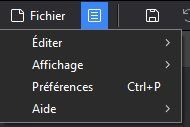
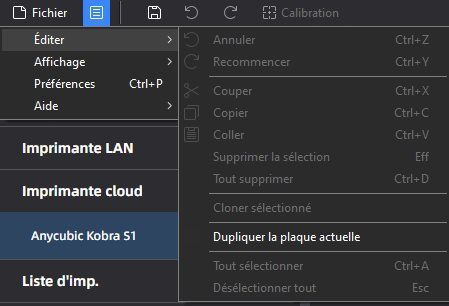
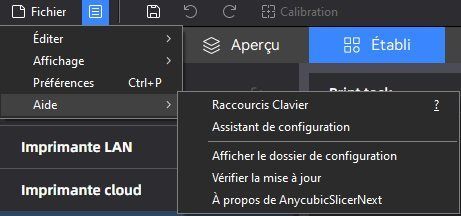
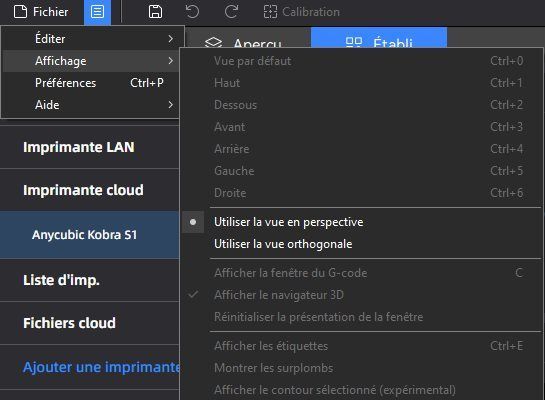
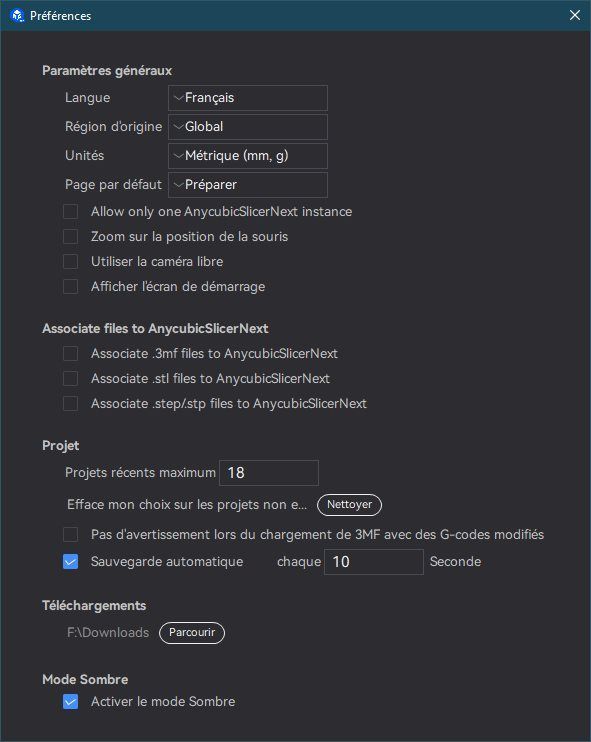
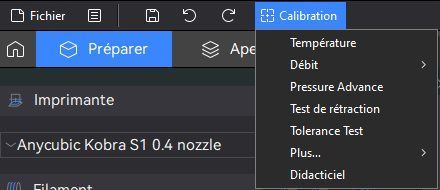
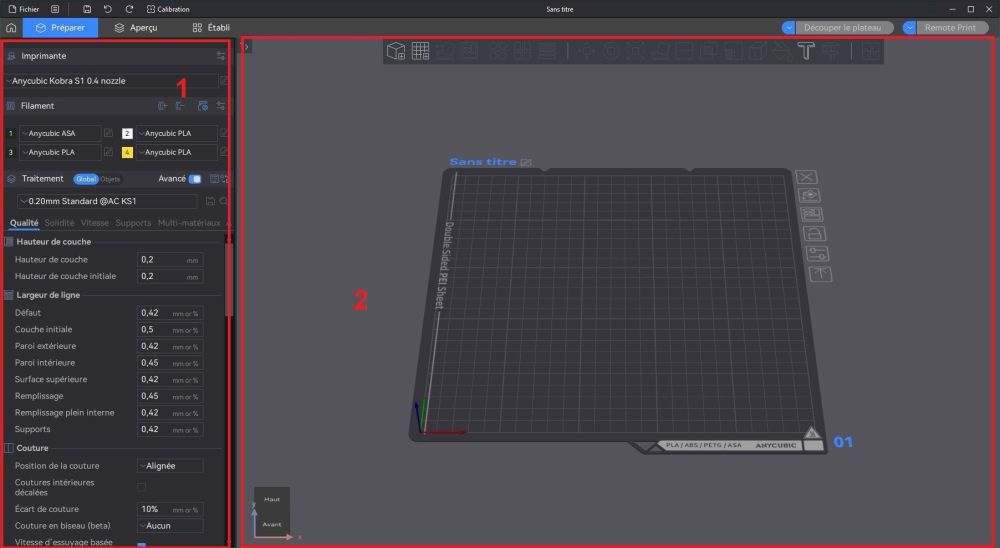
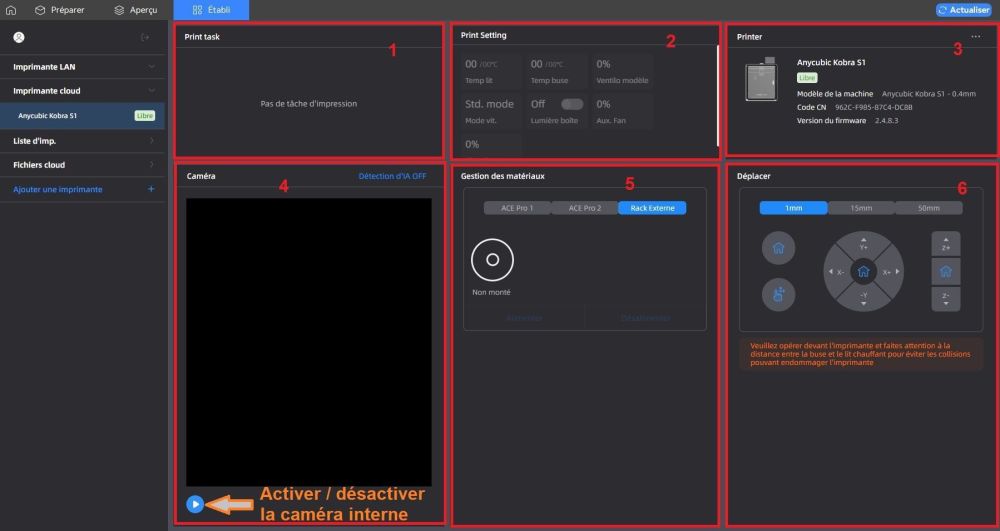
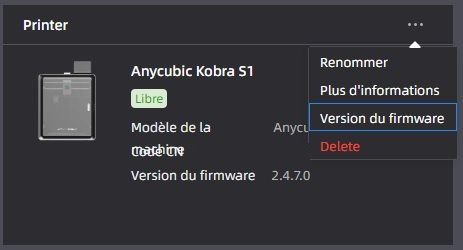
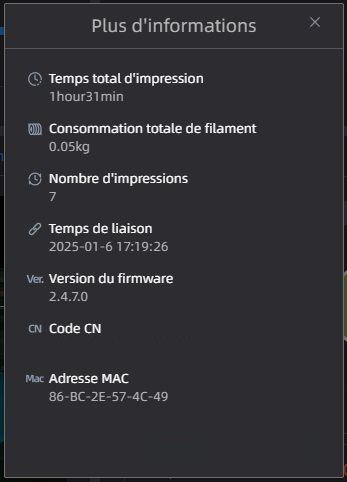
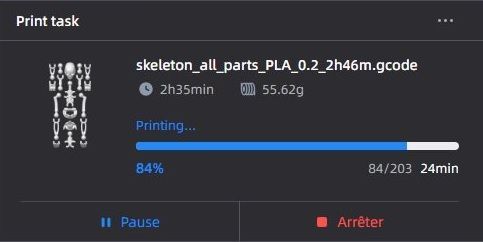
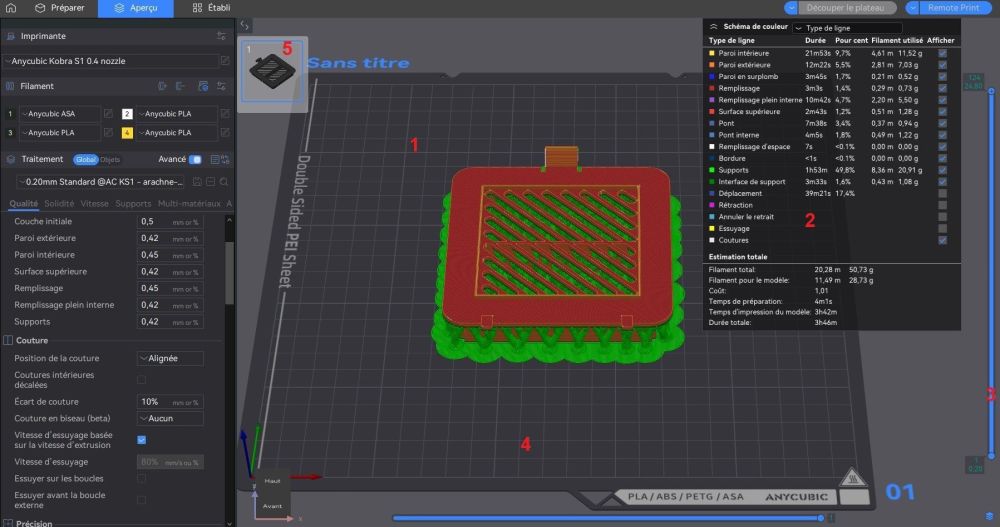
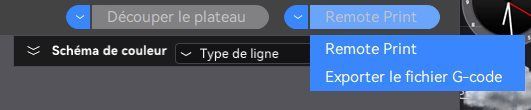
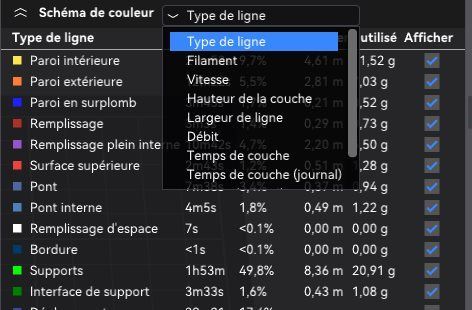
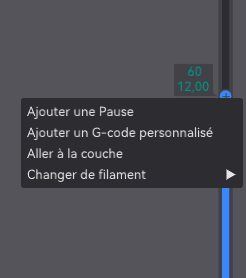
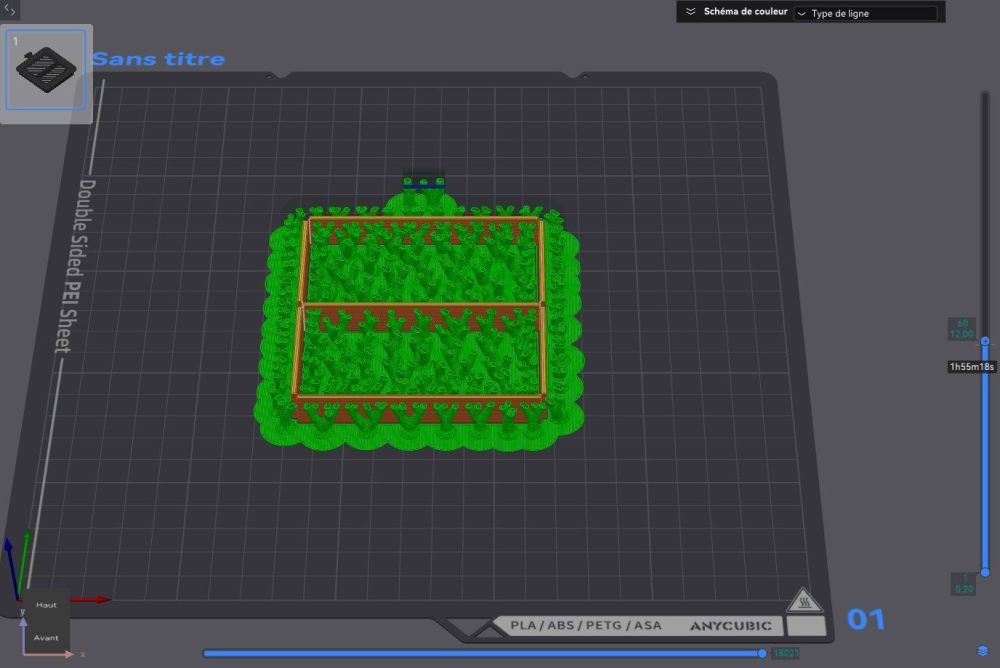
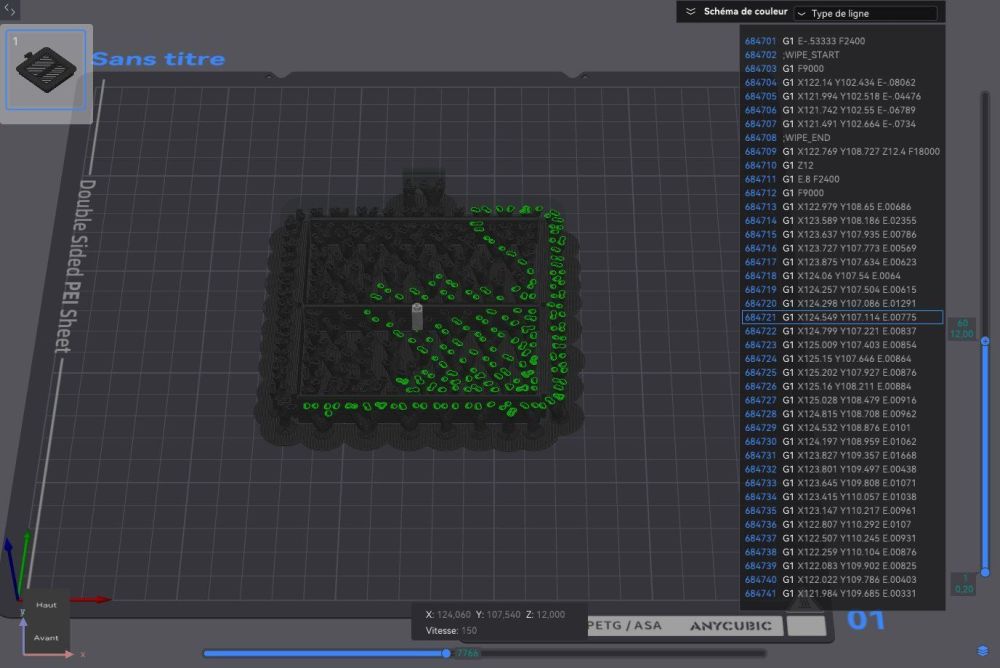
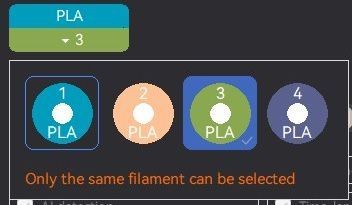
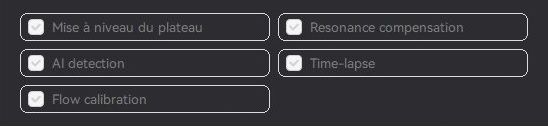
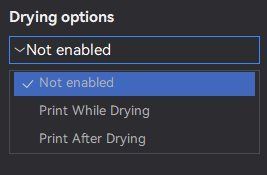
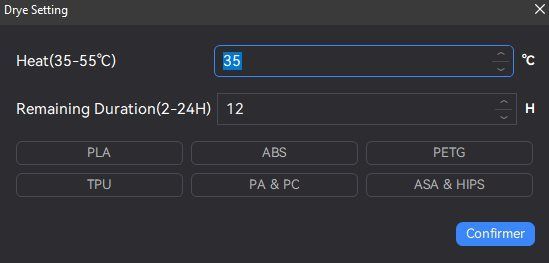
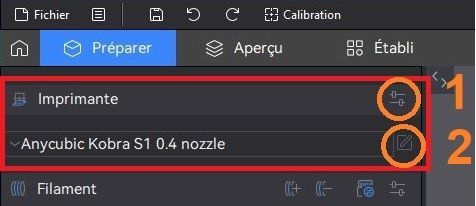
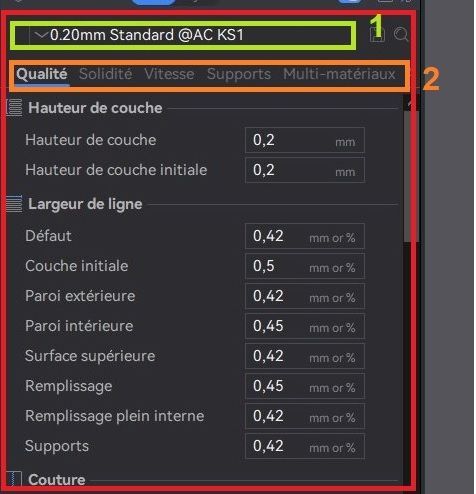
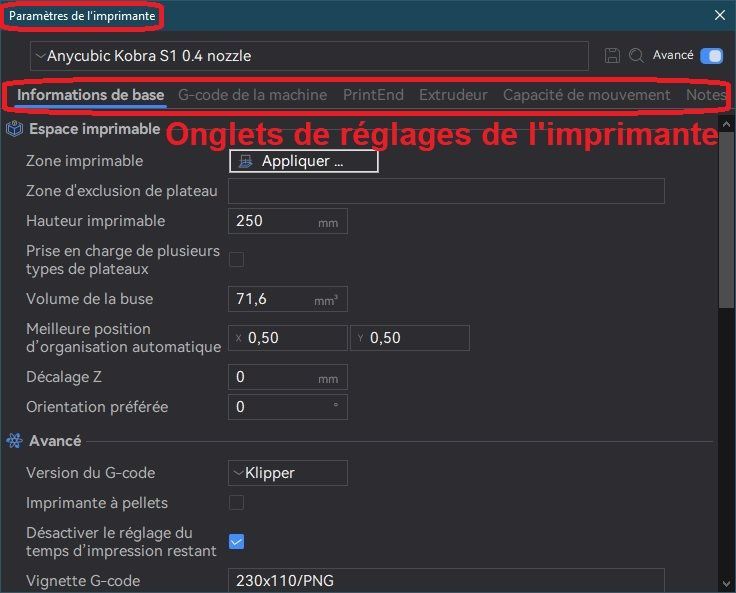
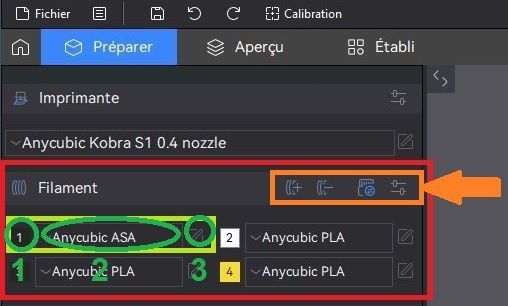
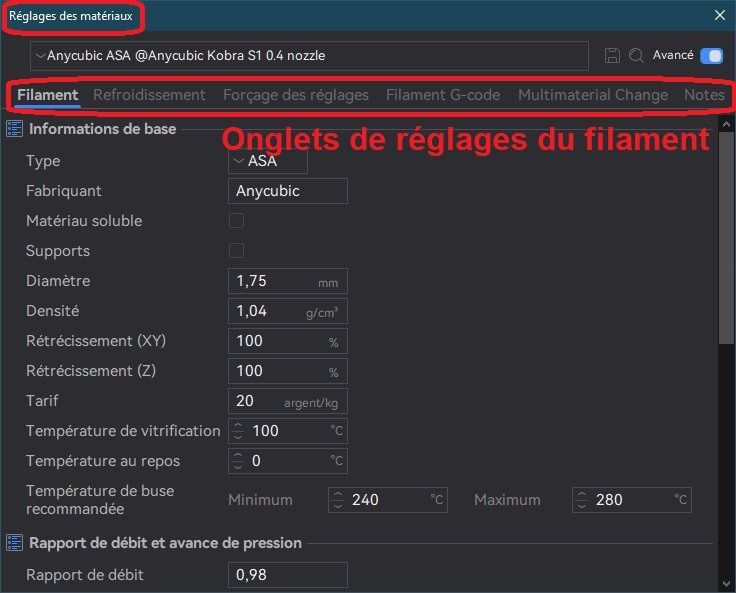
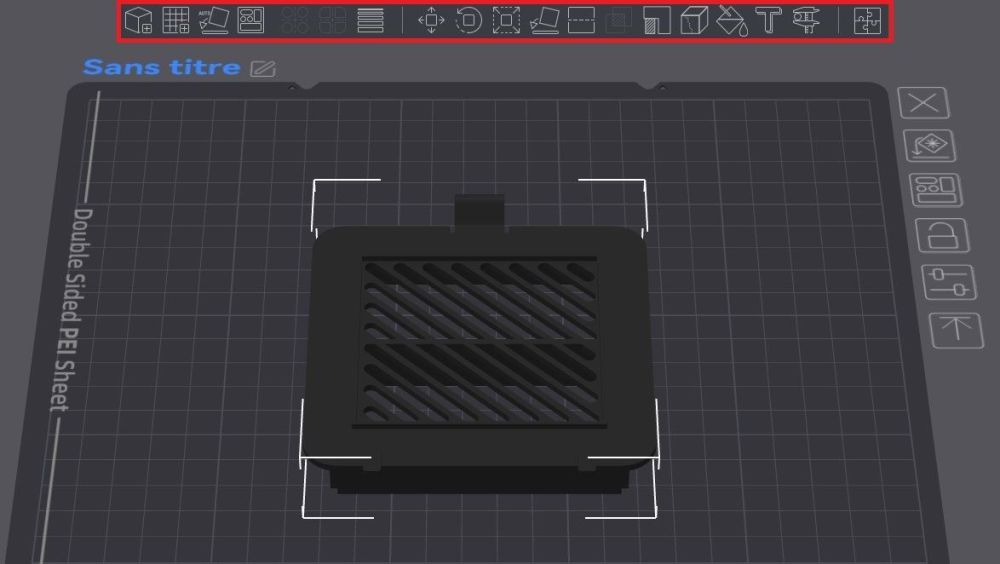
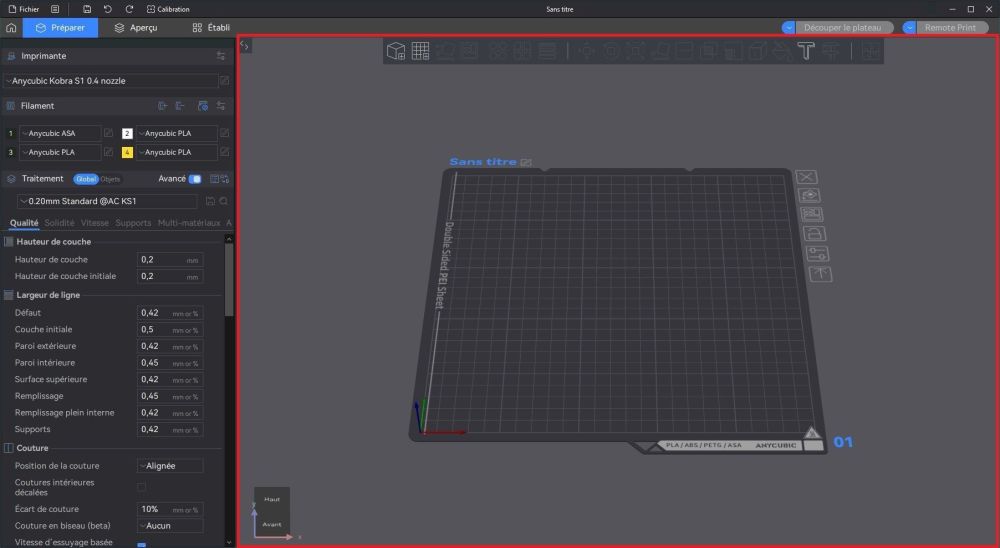
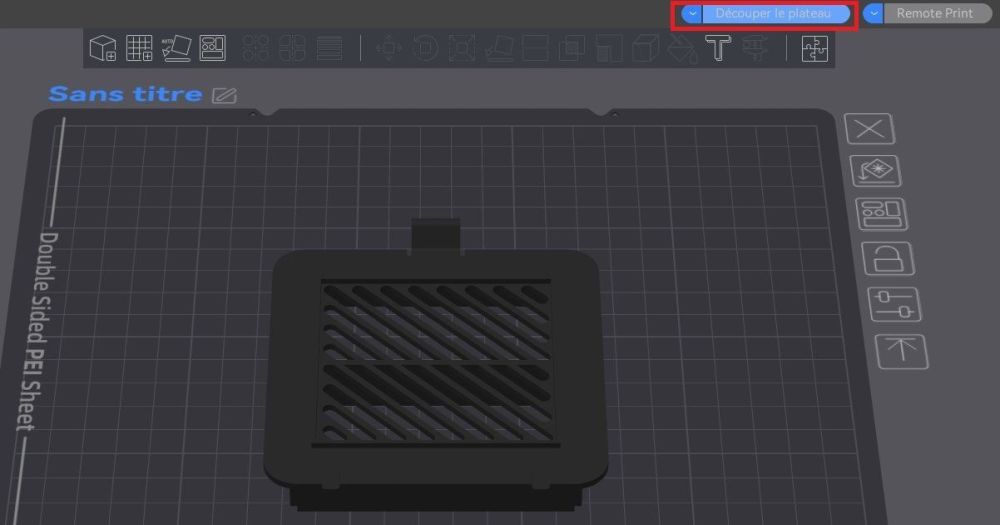
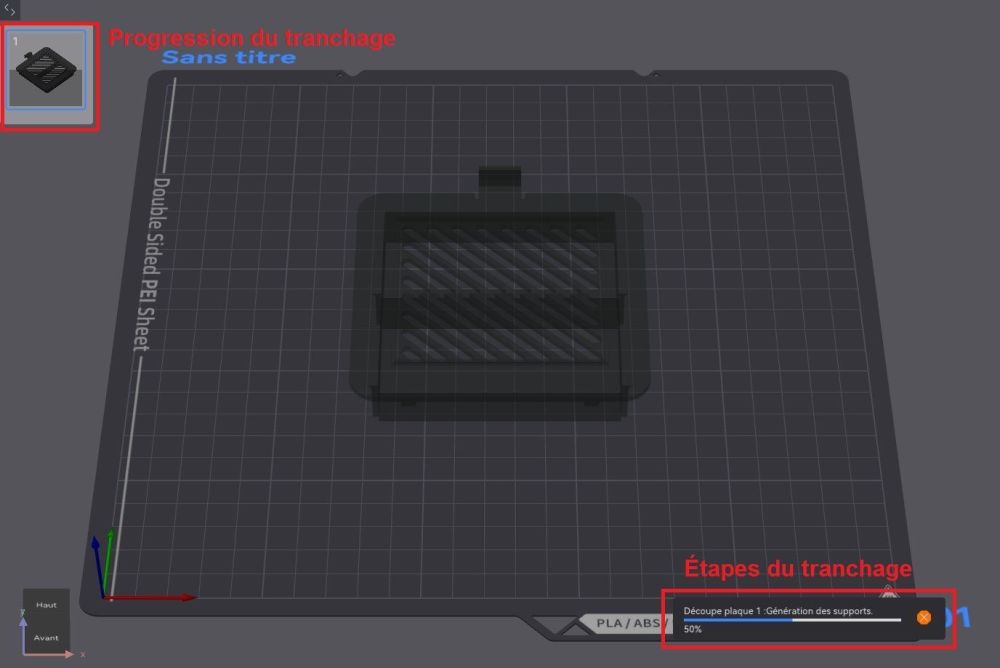
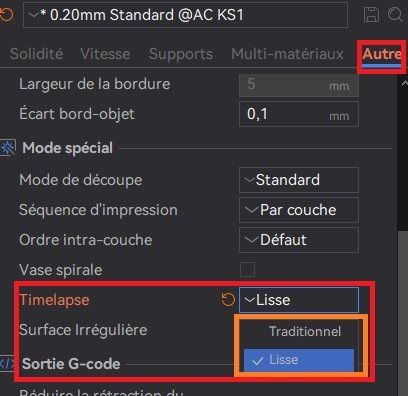
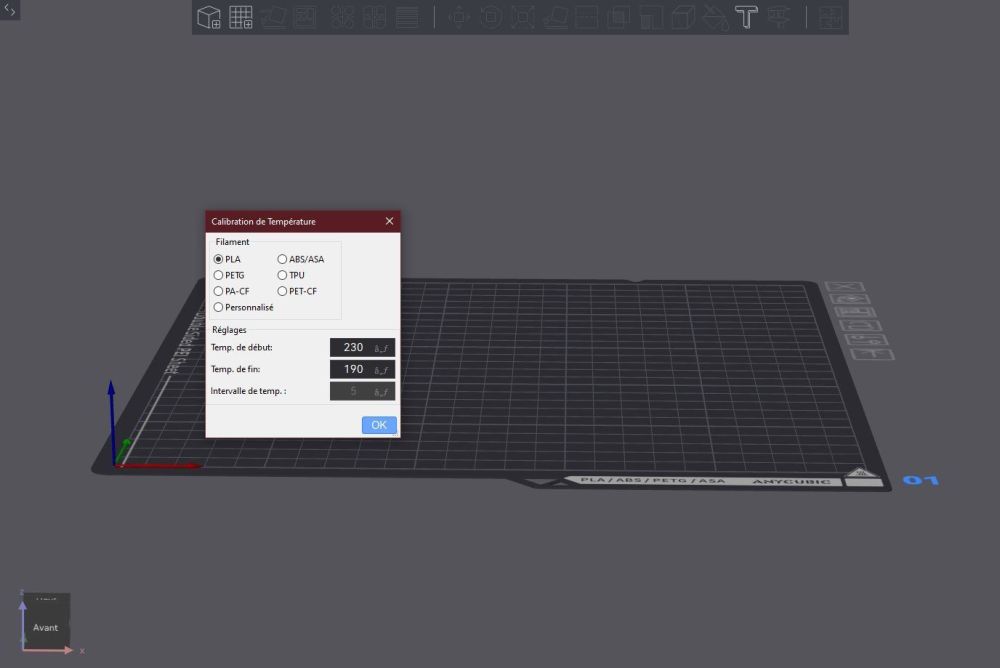
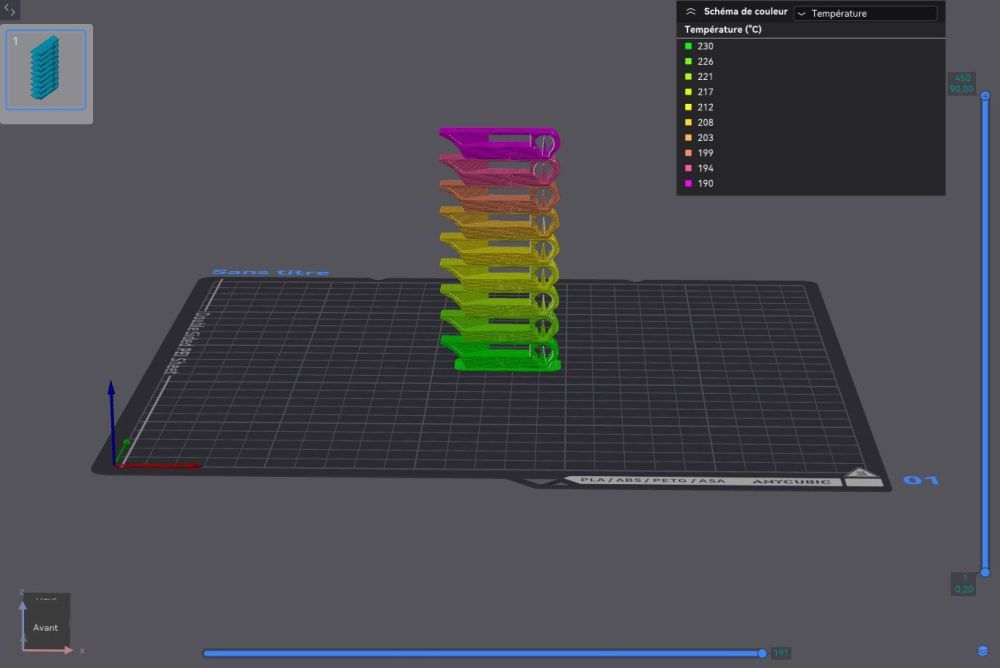
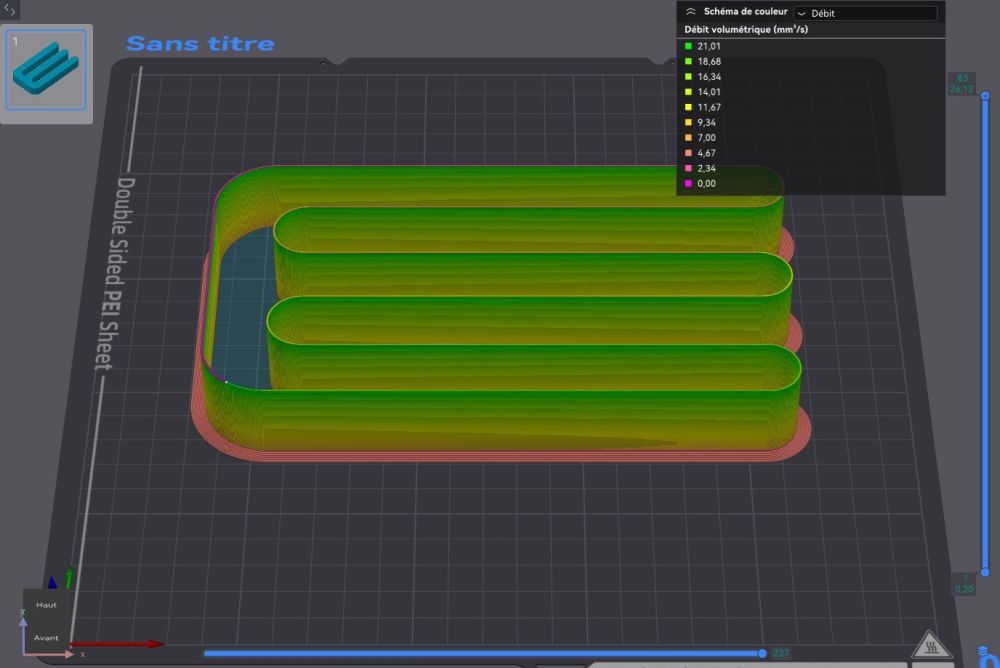
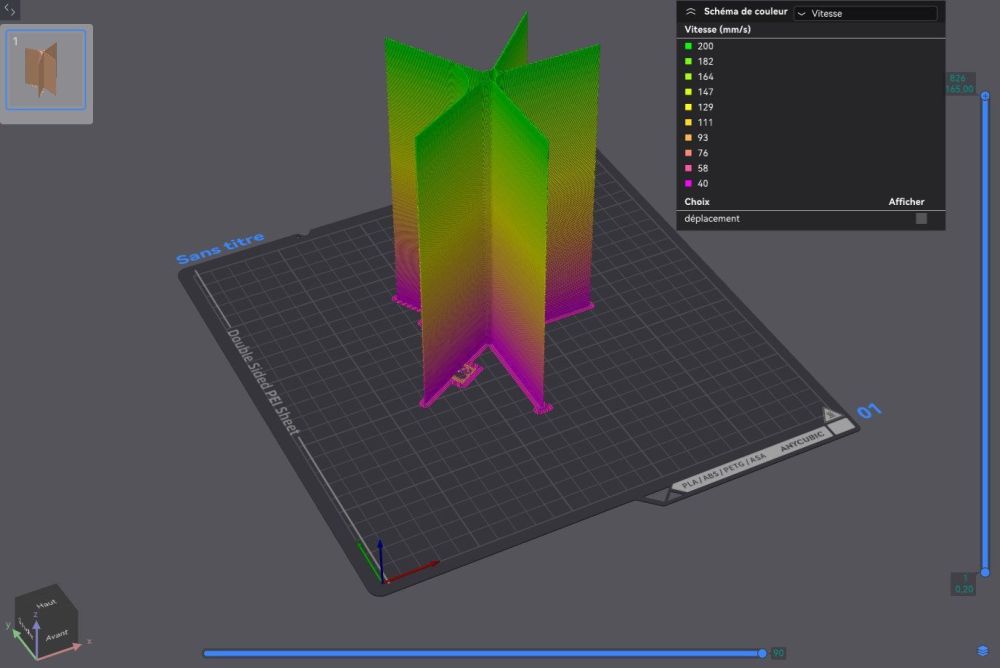
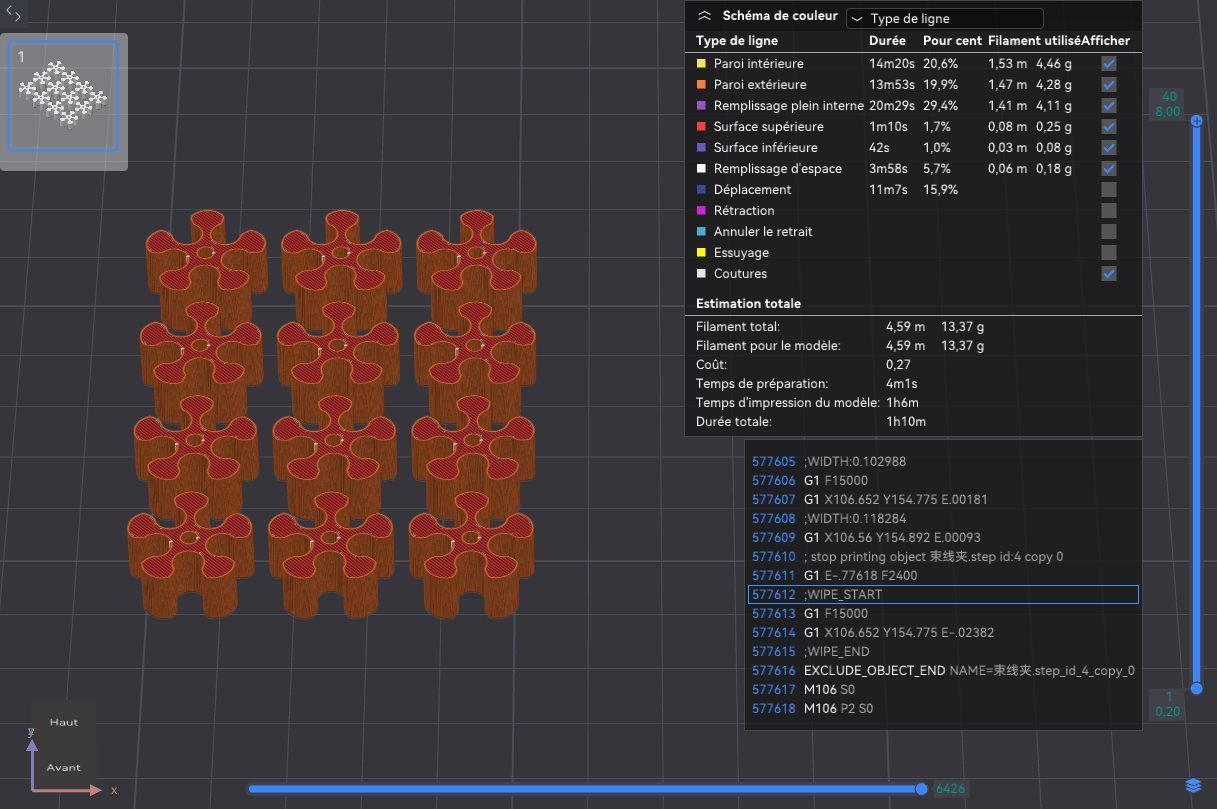
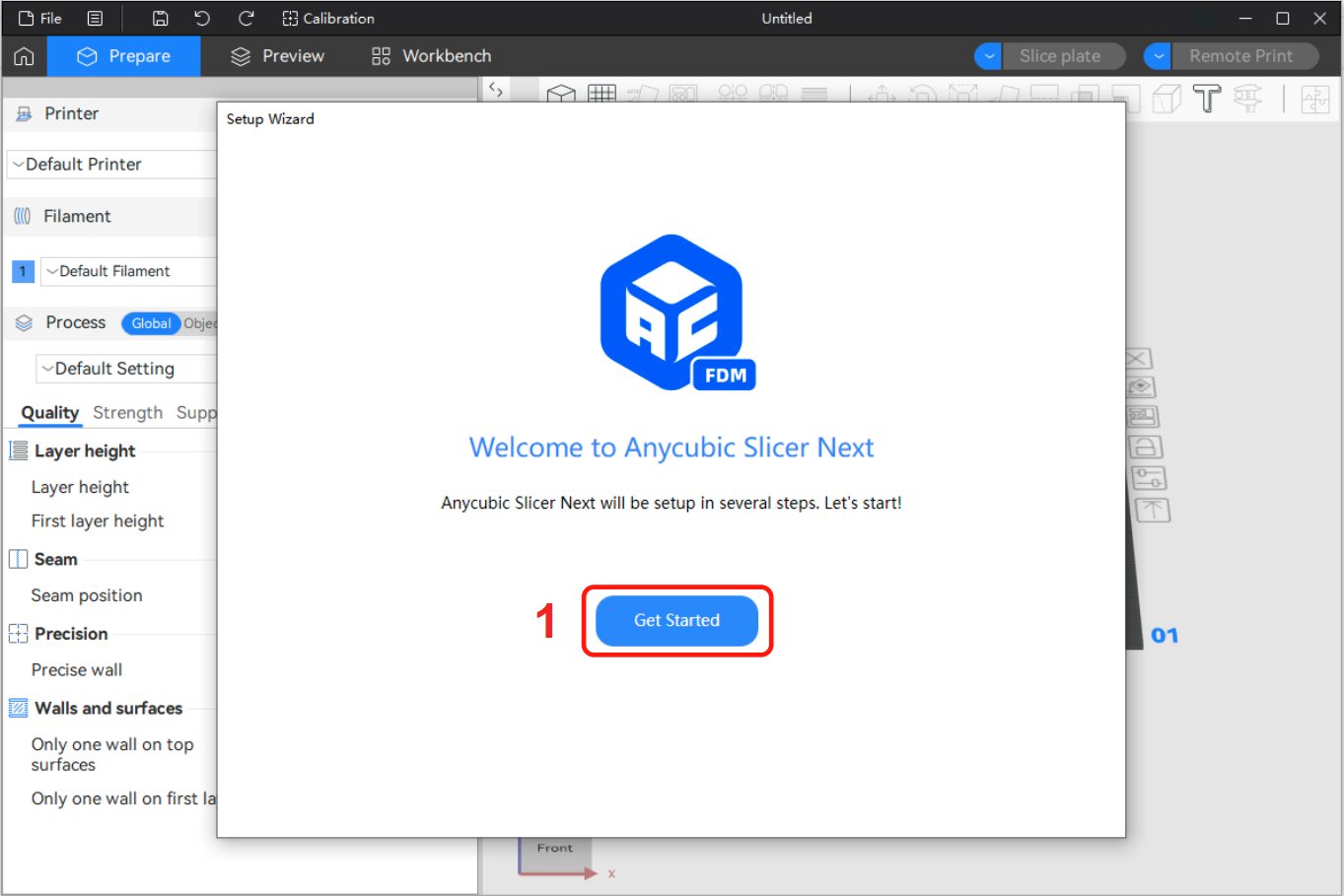
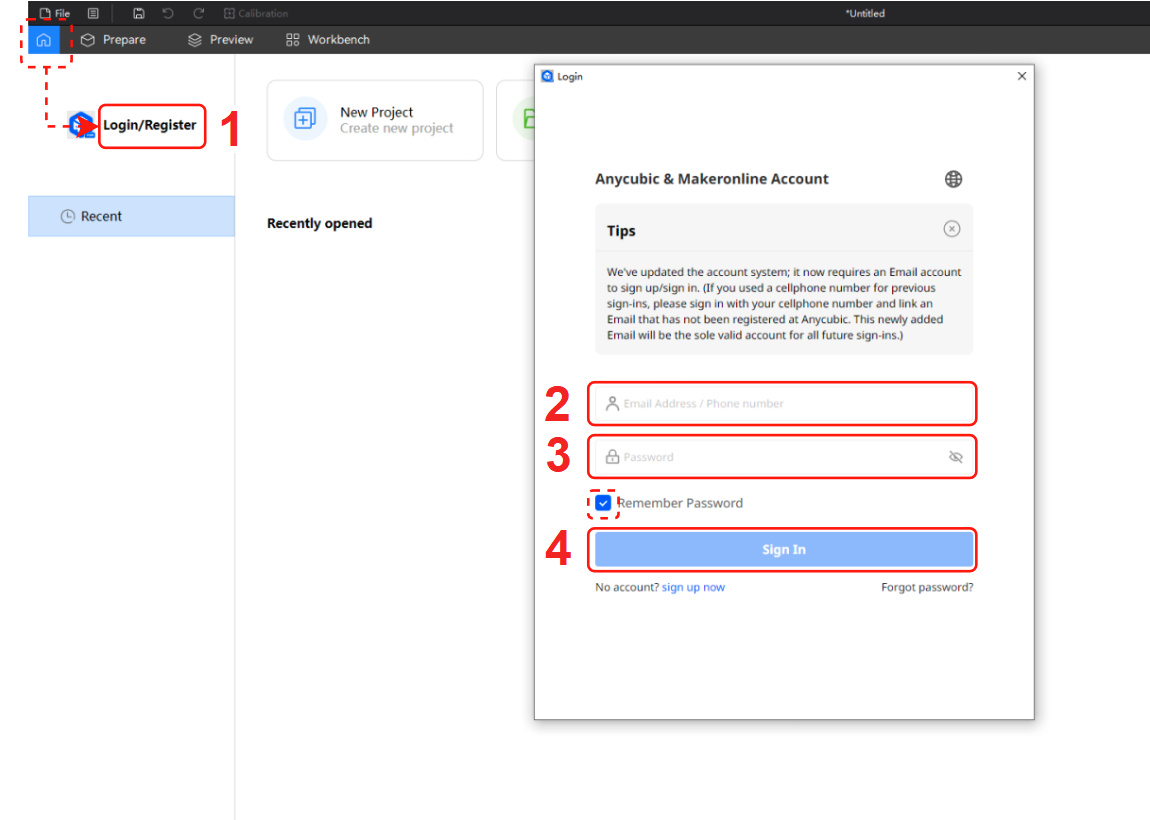
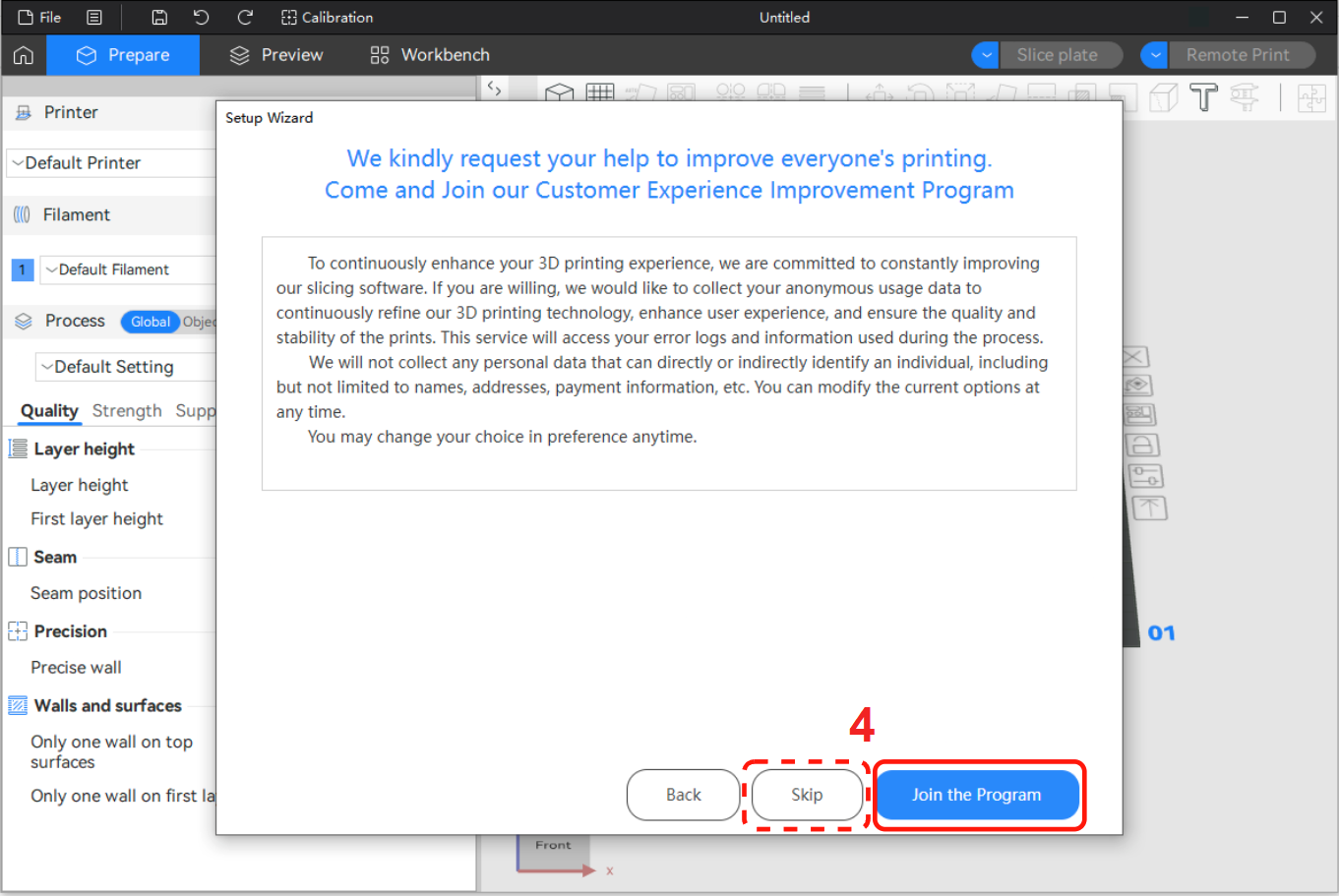
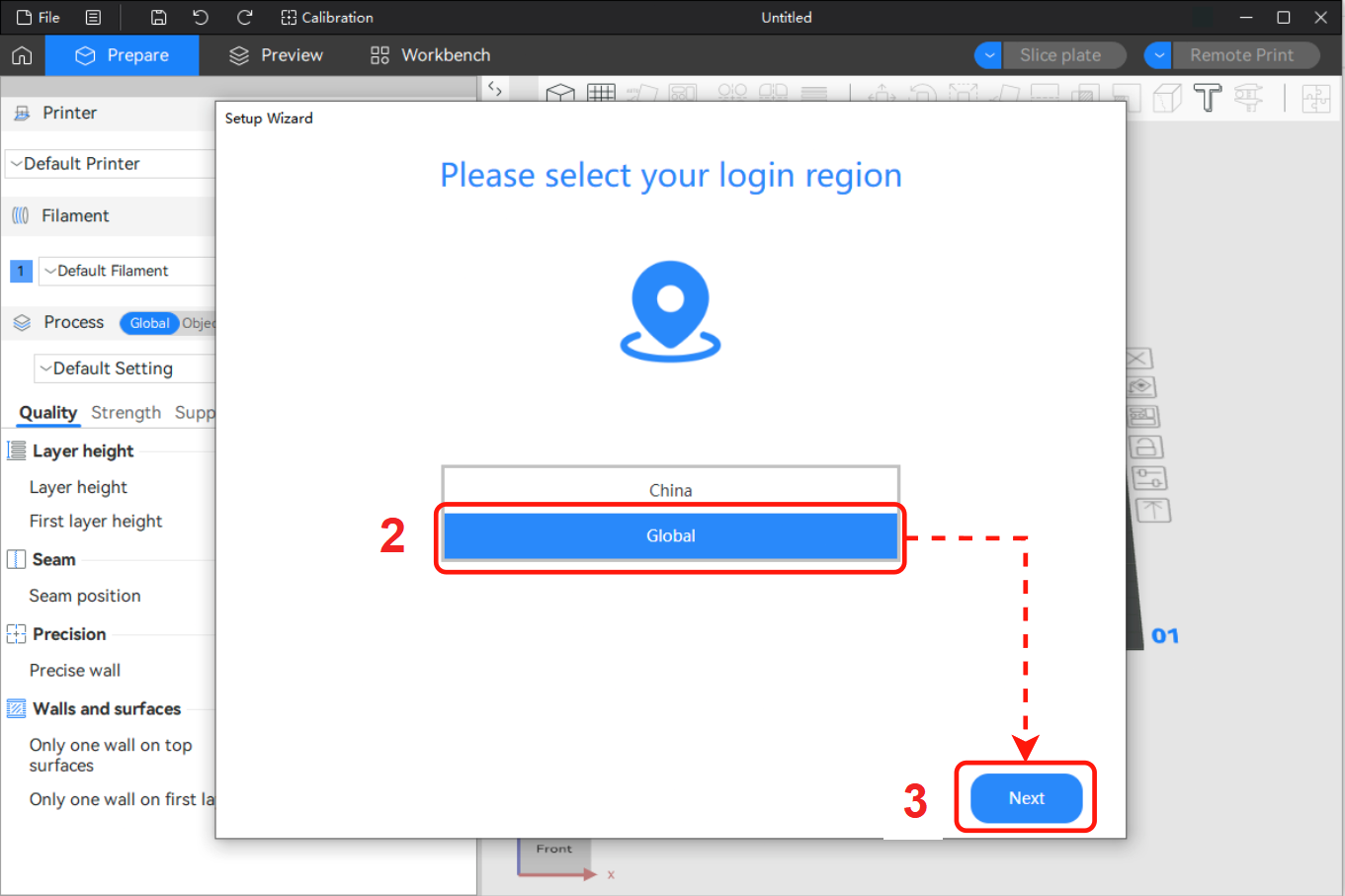
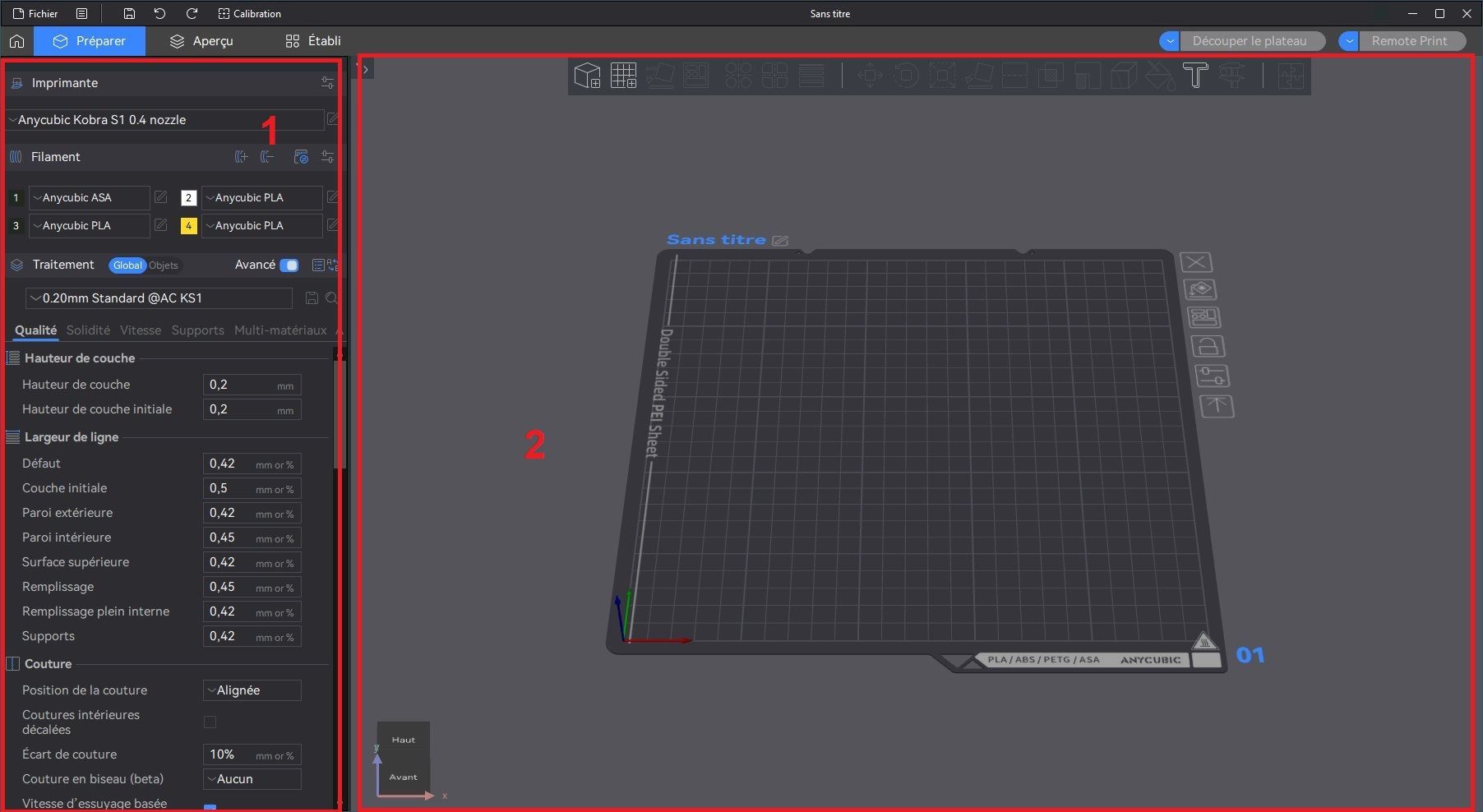
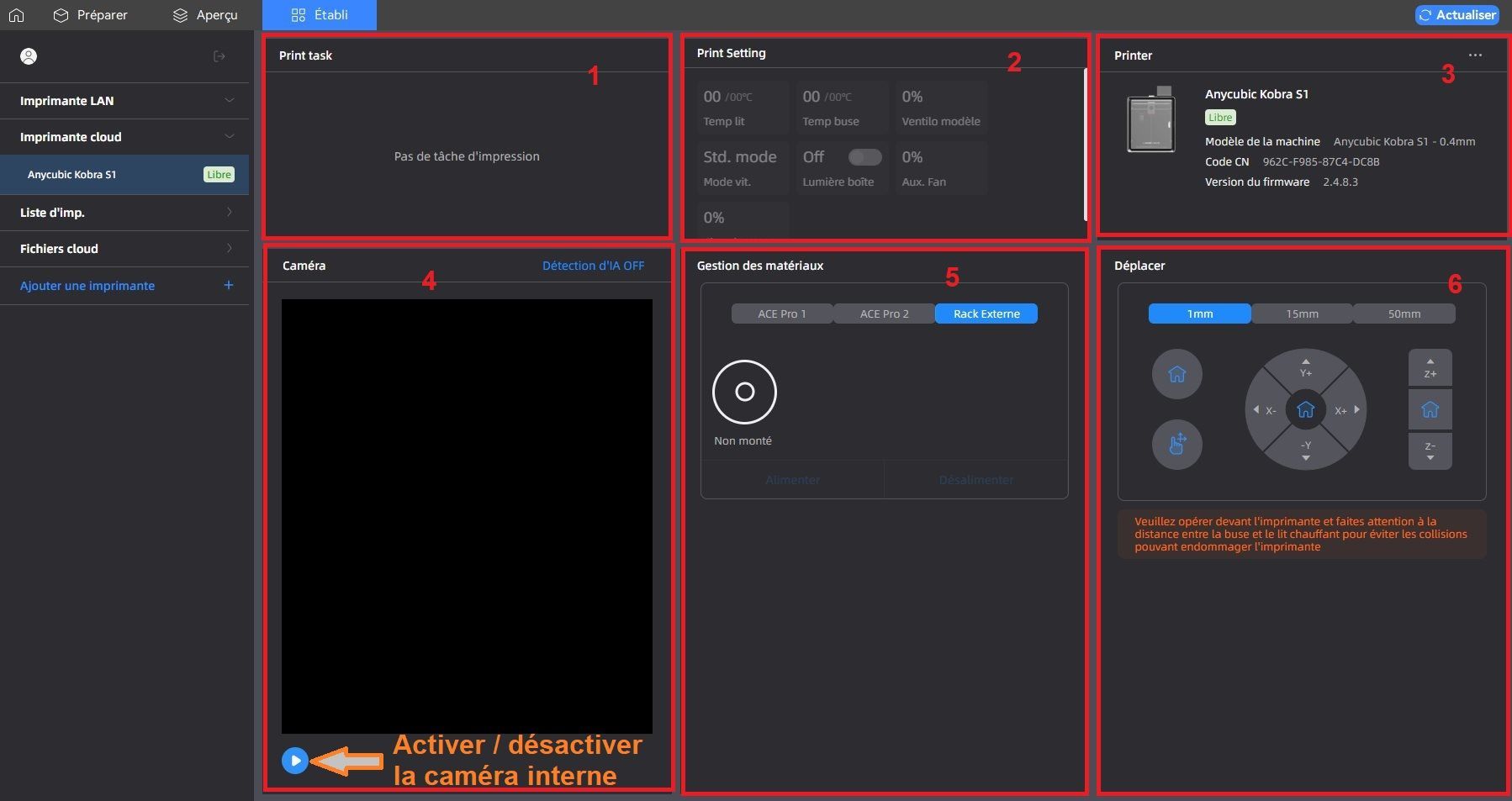
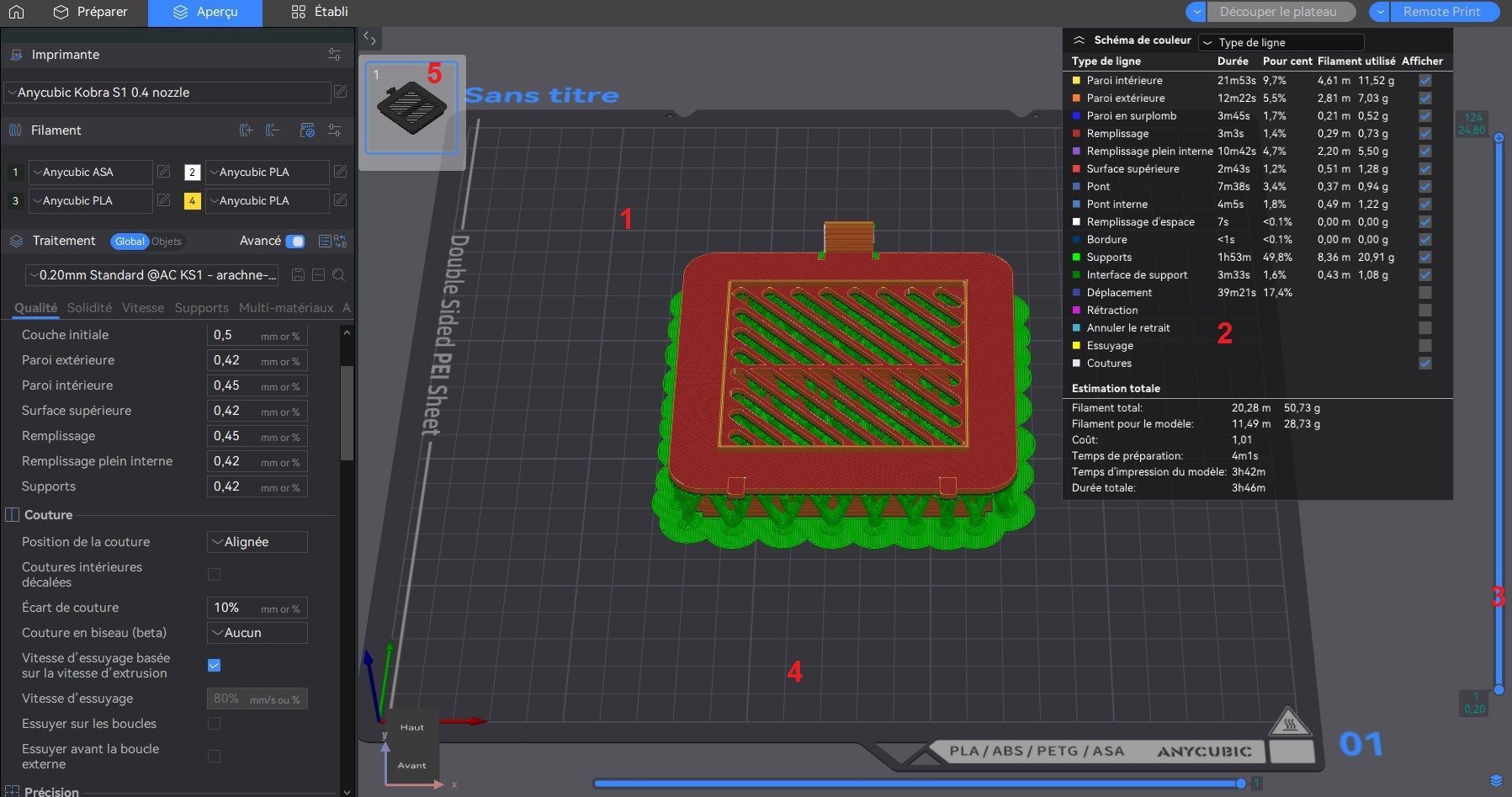
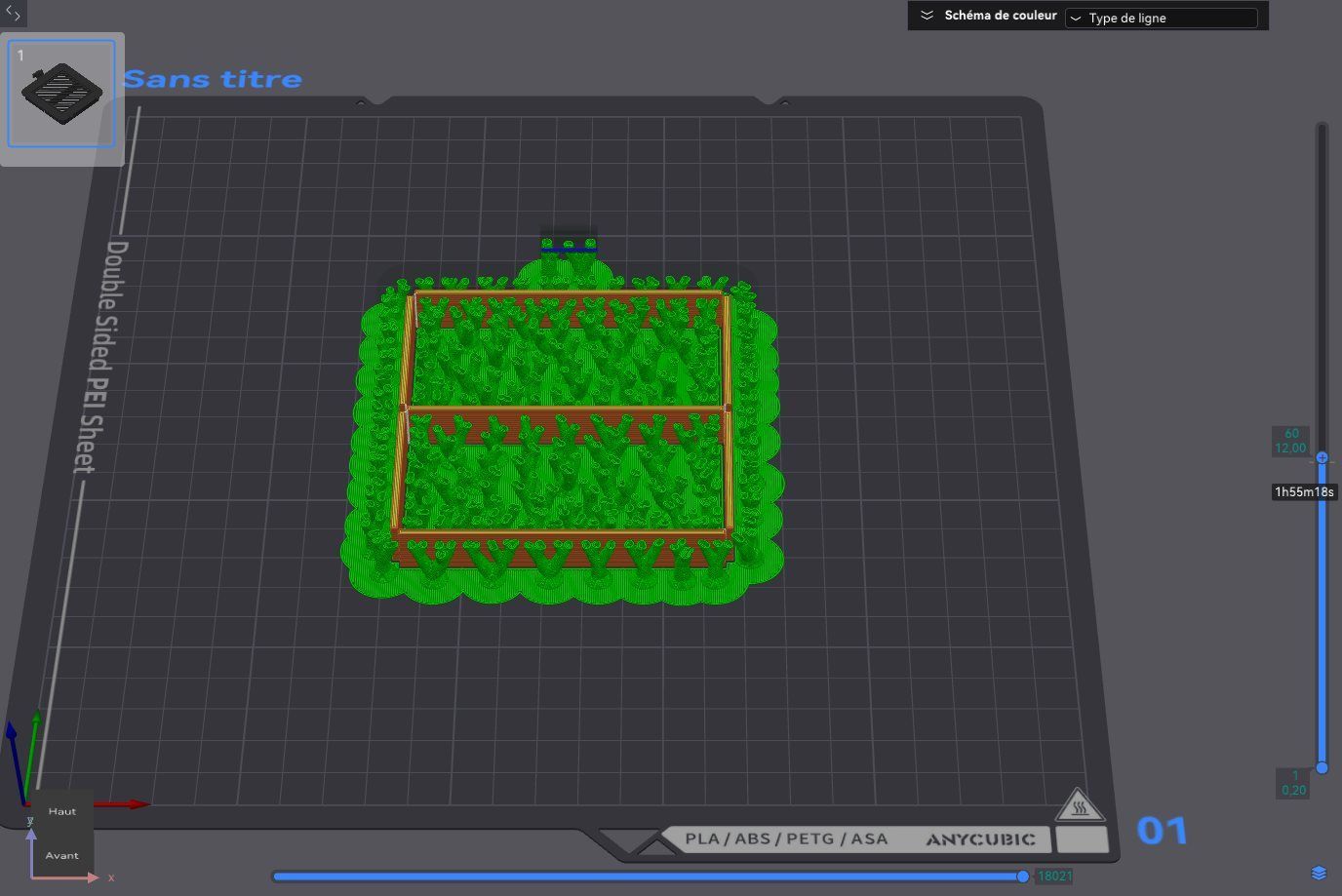
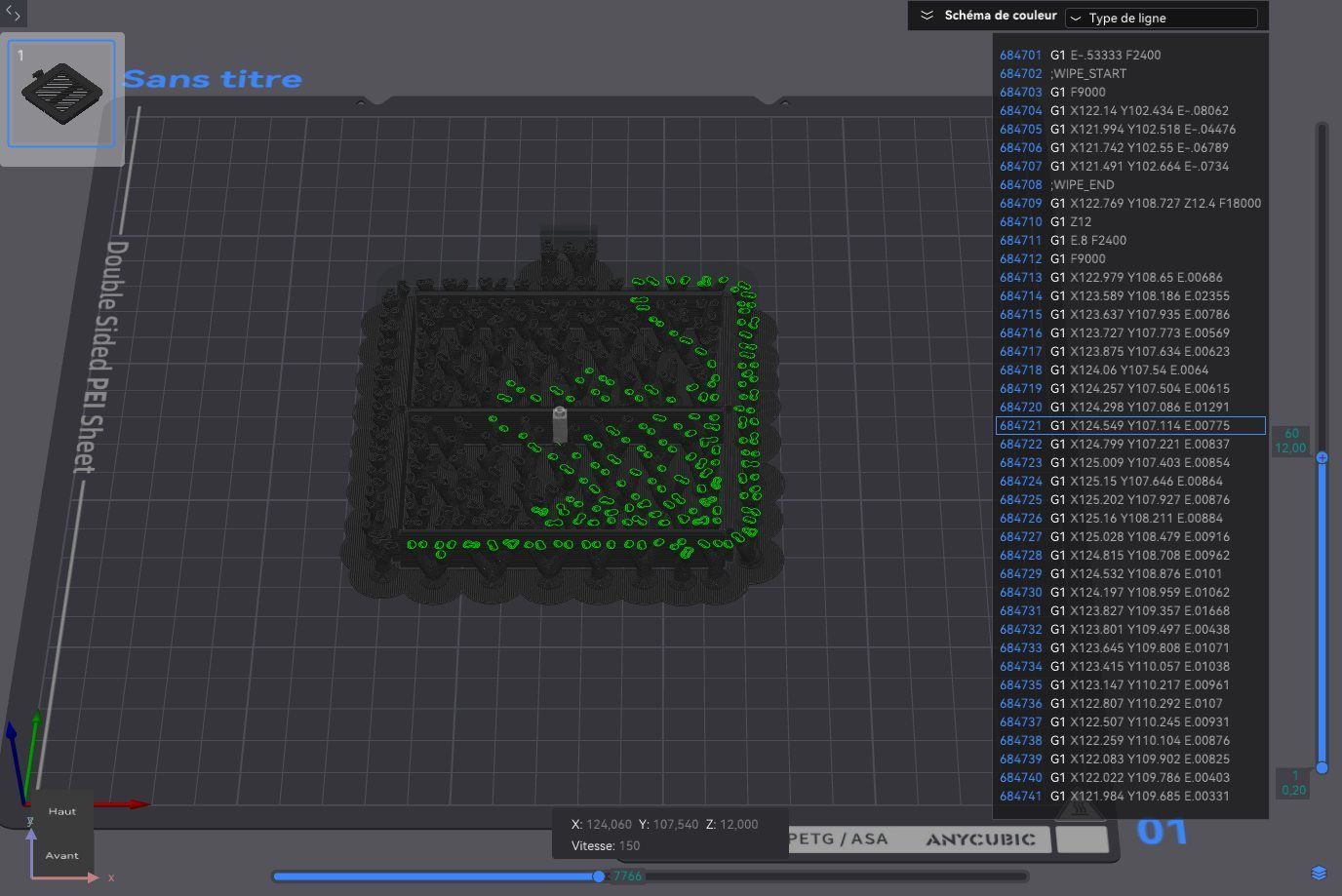
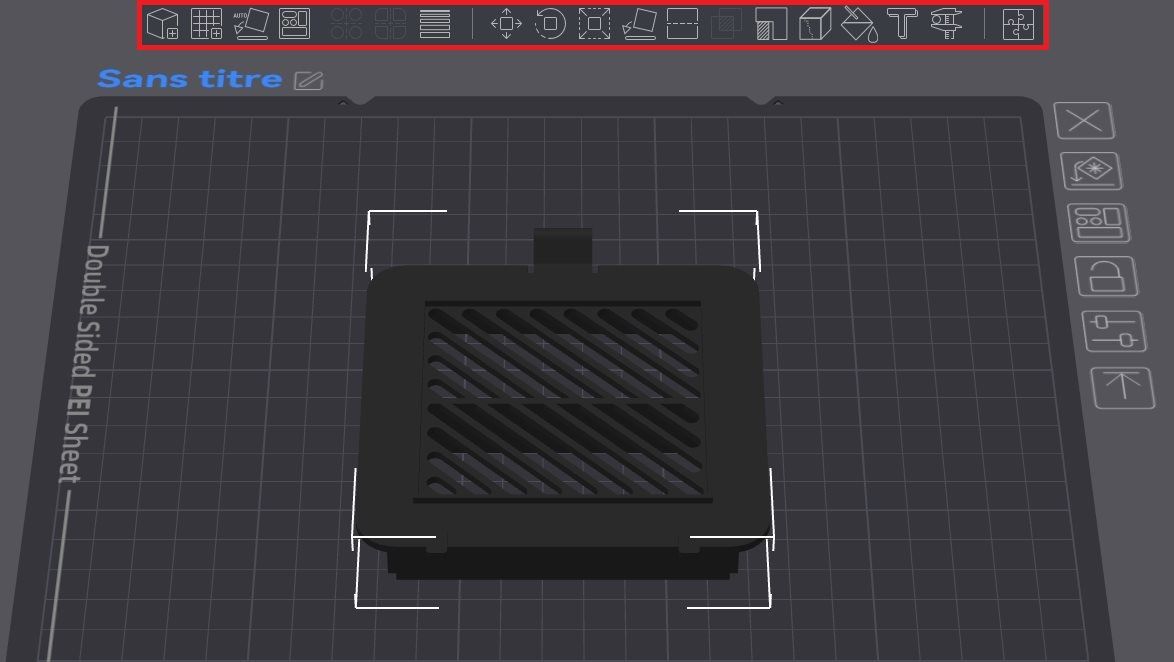
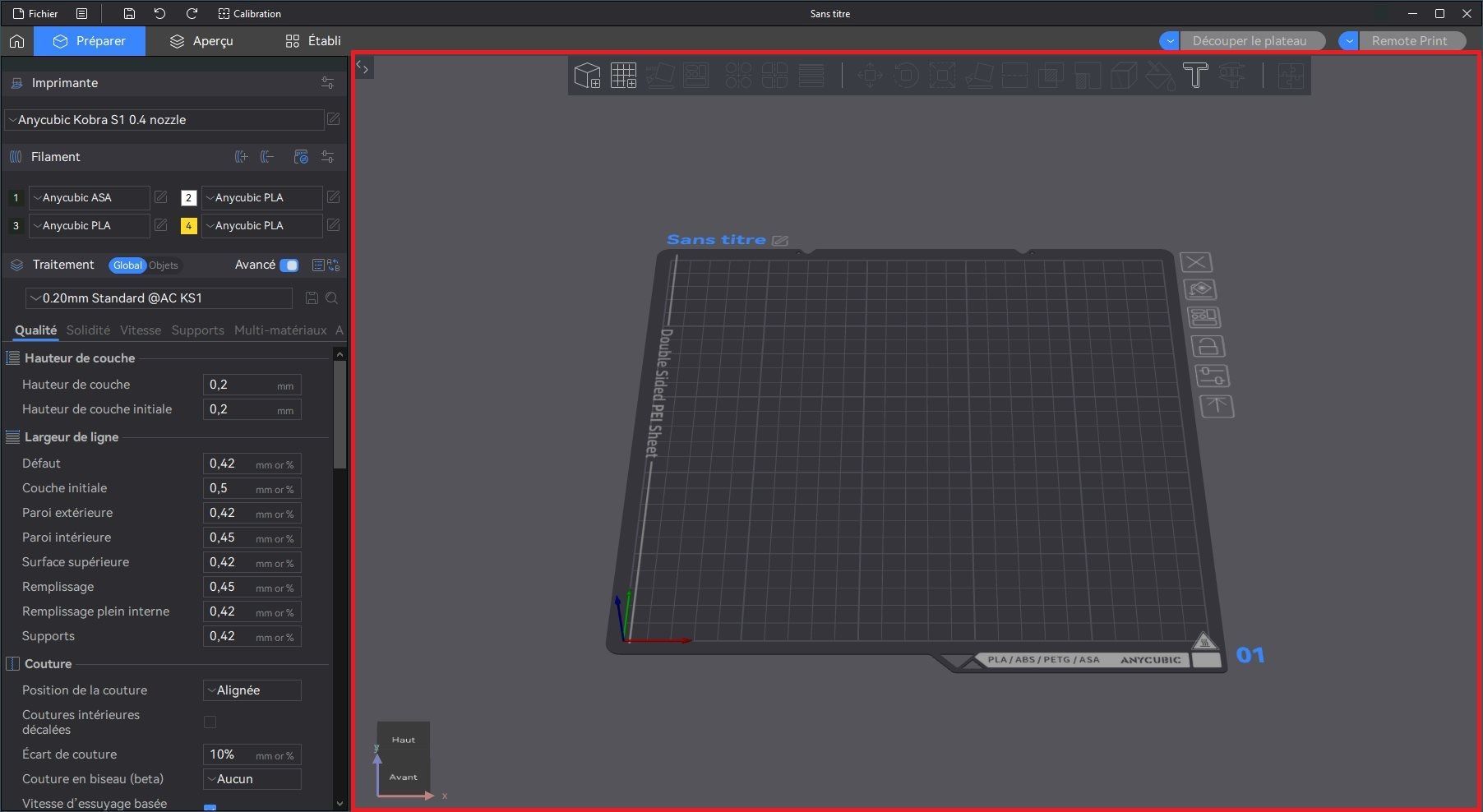
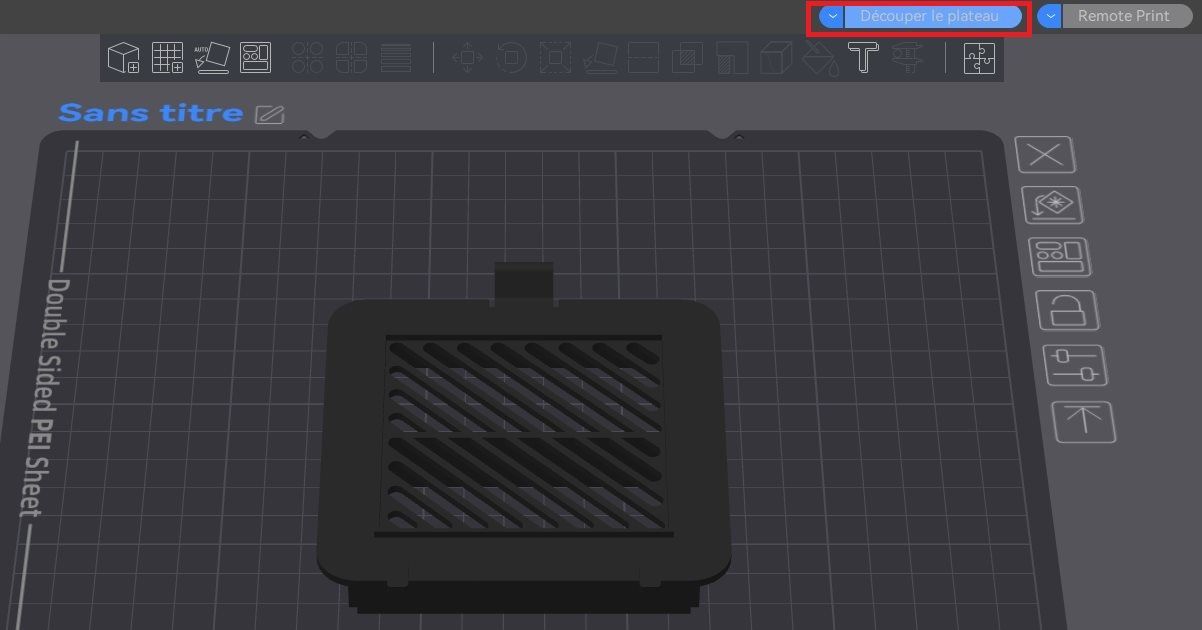
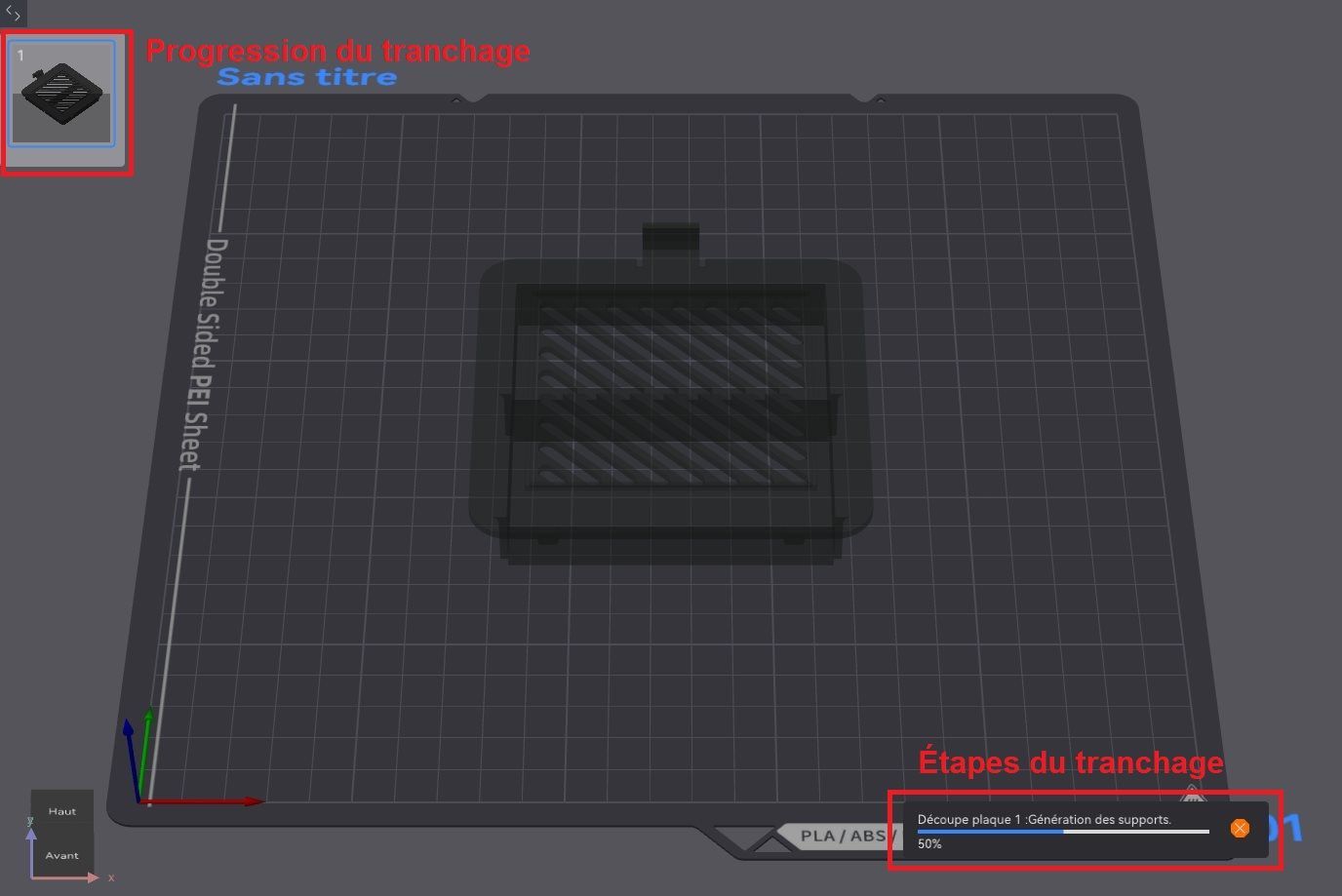
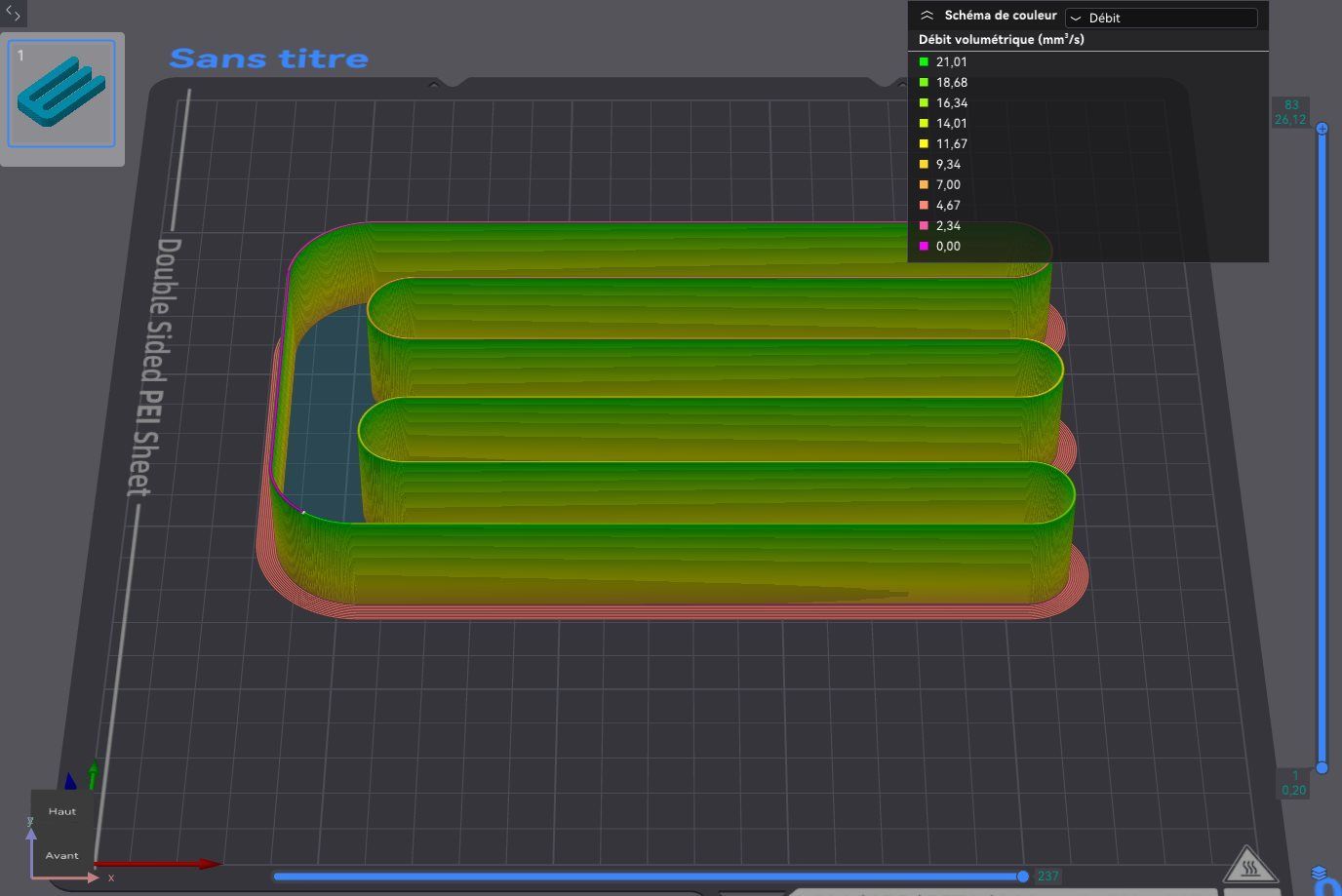
À quoi sert un trancheur (slicer) ? L'imprimante ne sait travailler qu'avec des instructions Gcode. Celles-ci pilotent le logiciel (firmware) : déplacements des axes, vitesse de déplacement, température de chauffe, etc. Le trancheur découpe un fichier modèle (.stl, .3mf, .step, .obj) en tranches. Chaque tranche donnant les instructions de fabrication (le «Gcode») pour chaque couche d'impression. Anycubic slicer next (trancheur) Avec la Kobra S1, Anycubic propose un trancheur nommé AnycubicSlicer Next (ASN). Au 24/01/2024, la version adaptée à ce modèle n'était disponible que sur la clé USB livrée avec l'imprimante (v1.3.1 «spéciale Kobra S1») et uniquement pour la version Windows. Depuis, cette version a été mise à jour (v1.3.2) et rendue disponible sous forme, toujours, d'exécutable via leur site officiel. Extrait des modifications de versions Windows : Bien qu'on y trouve une version MacOS, celle-ci n'inclue pas au 31/01/25 les fonctions de communication entre l'ordinateur et l'imprimante (ça viendra peut-être). Extrait du Wiki : Ce trancheur est une version basée sur Orcaslicer (licence GNU GPL v3.0). Le code source de la version d'Anycubic n'est pas disponible à l'heure actuelle . Il existe bien un dépôt Github pour Anycubicslicer, mais il ne contient rien d'autre que la licence GPL v3.0 à ma dernière visite le 31/01/2025. Installation N'ayant pas de matériel APPLE, je ne parlerai donc que de la version Windows. L'installation, comme tout exécutable (.exe) se fait en double-cliquant sur le fichier et en suivant les instructions d'installation. Une fois installé puis lancé, un assistant prend en charge l'utilisateur. Il suffit de suivre les étapes en mode «chicken install» : Sur l'écran de bienvenue, cliquer le bouton «Get started» Sélectionner la région (Chine / Reste du monde (Global)), Next Joindre (ou pas) le programme de collecte de données, Skip / Join the program Sélectionner le modèle d'imprimante dans la liste, Next Sélectionner les filaments utilisés (pas d'autres fournisseurs que Anycubic ), Next C'est fini Pour pouvoir lier l'imprimante au trancheur (communication), il faut compléter le processus de login. Accès à l'onglet d'accueil (Home) Clic sur Connexion/Inscription (Login/Register) Dans la fenêtre de connexion (login), deux cas : vous possédez déjà un compte Anycubic, saisir l'adresse mail de l'utilisateur (2), son mot de passe (3), puis clic sur Sign in (4). sinon, cliquer sur «No account? sign up now» pour en créer un. Utilisation Tout en haut de la fenêtre se trouve la barre de menus : Un menu Fichier (projets, profils) Un menu «Autres» Editer : Affichage : Préférences (accès au mode sombre de l'interface ) Aide : Un menu «Calibration» pour affiner les réglages (tour de températures, débit (flow), avance à la pression, rétraction, tolérance, débit maximal (débit volumétrique), VFA, guides d'accompagnement) : Exemples de tests de calibration possibles (tour de températures, vitesse volumétrique maximale, VFA) Plus des boutons pour enregistrer, annuler / reprendre la dernière manipulation Pour préparer une impression, cela se passe dans l'onglet «Préparer (Prepare)». Onglet «Préparer» Cette page est découpée en deux zones : (1) à droite pour le réglage des paramètres (imprimante, filament, impression) (2) une vue du plateau d'impression La partie droite permet de paramétrer : L'imprimante. On peut ajouter une imprimante en cliquant sur le bouton (1). Le bouton (2) ouvre une fenêtre donnant accès aux paramètres de l'imprimante (Anycubic Kobra S1 0,4 nozzle) Les filaments utilisés -les icones fléchés orange permettent d'ajouter / retirer un filament, synchroniser le trancheur avec l'ACE Pro, ajouter / retirer des profils de filaments (actuellement il n'y a que des filaments Anycubic) - pour chaque bobine, on peut modifier la couleur (1), le type de matériau (2) et les réglages d'impression du filament (3). En cliquant sur le bouton (3), une fenêtre permet de modifier ces réglages Les réglages d'impression à effectuer pour le profil sélectionné (1). Les paramètres sont groupés dans des onglets (2) [qualité, solidité, vitesse, supports, multi-matériaux, autre) La partie centrale représente le plateau d'impression. C'est ici qu'on dépose le fichier (stl / obj / 3mf / step). Une fois un fichier inséré et sélectionné, la barre en haut permet d'effectuer des manipulations sur celui-ci (tourner, agrandir, etc.) Une fois tous les choix liés à l'impression faits , un clic sur le bouton en haut à droite lance le processus de tranchage Durant le tranchage, deux indicateurs permettent de suivre le déroulement du processus A la fin du processus, on bascule sur la prévisualisation. Onglet «Preview» (Aperçu) À l'issue de la découpe de la pièce : le plateau affiche un aperçu du rendu (1). Comme pour le mode préparation, il est possible de zoomer, déplacer, tourner la pièce tranchée pour l'observer sous toutes ses coutures le panneau, schéma de couleur (2), récapitule les informations et permet de changer le type de lignes affichées dans l'aperçu un ascenseur à droite (3) permet d'aller observer les différentes couches d'impression et par un clic droit sur une couche de faire des modifications un tapis roulant en bas (4), permet de voir le parcours de la buse déposant le filament pour la couche sélectionnée ainsi que les commandes Gcode utilisées pour cette couche la vignette (5), au format d'image PNG de 230x110, est affichée en haut à gauche. Celle-ci apparaitra aussi bien sur l'écran tactile que dans l'établi lors d'une impression Pour imprimer cette pièce tranchée, le bouton en haut à droite permet de choisir le mode de transfert : Enregistrement du Gcode sur une clé USB ou impression distante (Cloud / LAN). On sélectionne d'abord le mode de transfert souhaité, puis un clic sur le bouton (Remote print / Exporter le fichier Gcode). Si l'impression distante est choisie, une fenêtre s'affiche pour sélectionner les paramètres d'impression complémentaires : renommer le fichier tranché (1) choix de la bobine à utiliser dans l'ACE Pro (2) choix de l'imprimante (en cas de possession de plusieurs Anycubic) (3) activation de paramètres divers (4) : auto-nivellement (mise à niveau du plateau). La totalité du plateau est palpée en une grille de 5x5. détection de problème d'impression (AI detection = spaghetti) NE FONCTIONNE QU'EN MODE CLOUD, PAS LAN compensation de résonance (input shaping) timelapse (deux modes de prises de vues existent, il faut sélectionner avant tranchage celui voulu (toutes les X secondes / au changement de couche) dans l'onglet «Autre» des paramètres d'impression (traditionnel / lisse) À noter: pour éviter des problèmes de suintements de la buse lors du second mode de prise de vue (lisse), à chaque changement de couche, la tête est parquée au fond à gauche. Une tour de purge est obligatoirement créée, après la prise de vue, un peu de filament est déposé sur la tour avant de reprendre l'impression. «flow calibration» (ajouté au firmware depuis la version XXXXX): une ligne de purge est déposée au fond plateau ACE Pro (drying options) : activation du séchage (durant l'impression / impression lancée une fois la température de consigne atteinte), choix de la température et de la durée (manuellement ou pré-réglages). Ne pas oublier de confirmer ces modifications. l'activation du mode «recharge automatique» (ne fonctionne qu'avec une bobine de filament identique (même matériau, même couleur)) peut être activée dans l'onglet établi Une fois ces derniers réglages faits, un clic sur le bouton «Start print» (6), transfère le fichier Gcode dans la mémoire de l'imprimante. L'onglet bascule alors automatiquement sur l'établi (workbench). Onglet «Workbench» (Établi) La fenêtre de cet onglet consiste en six zones : Tâche d'impression Vide quand l'imprimante est inactive Vignette, plus informations de progression, etc. en cours d'impression Réglages de l'impression en cours (boutons inactifs quand l'imprimante est inactive) Imprimante : un clic sur les points de suspension affiche un menu permettant : de renommer l'imprimante d'afficher un historique d'utilisation (temps total, quantité de filament, nombre d'impressions, etc.) d'afficher la version des firmwares (Kobra S1 / ACE Pro) et de mettre à jour quand une nouvelle version est mise à disposition par Anycubic (les versions affichées sont à jour au 5/02/25) de supprimer l'imprimante gérée dans AnycubicSlicer Next Caméra, si l'écran est vide / noir, cliquer sur le bouton «Lecture» (). Pour arrêter l'affichage, clic sur le bouton «Pause» (). Lors d'une impression, si l'option «IA detection» a été cochée, l'intitulé Détection d'AI passe de OFF à ON (c'est juste une information, on ne peut l'activer dans l'établi) Gestion des matériaux Déplacer (utilisable lorsque l'imprimante est inactive) Cet écran (Établi / workbench) est minimaliste. Bien qu'il apporte les informations essentielles, on est loin de ce que peut afficher une interface Web (Fluidd / Mainsail) avec un matériel utilisant un Klipper originel. Peu de manipulations sont possibles quand l'imprimante est inactive, il est nécessaire alors de les effectuer sur l'écran tactile . Ça se résume plus à un affichage d'informations qu'au pilotage de l'imprimante. Un exemple : le mode «exclusion d'objets», n'est utilisable que via l'écran (cette fonctionnalité a été ajoutée dans la dernière version du firmware de la Kobra S1 (2.4.8.3), mais de manière incomplète par Anycubic. Cette fonctionnalité permet avec Klipper «vanilla» de réaliser un maillage du plateau uniquement par rapport à la surface de la pièce imprimée. Le maillage du plateau actuellement continue de se faire sur la surface totale du plateau). En résumé Ce trancheur, issus de Orcaslicer, fait ce qu'on attend d'un trancheur, mais Anycubic doit encore faire des progrès, particulièrement : en proposant plus de profils de buses (seule la 0,4 mm en laiton est disponible), idem pour les profils de couches. Il n'y a qu'un tranchage en couche de 0,20 mm proposé alors qu'une buse de 0,4 mm permet d'utiliser des couches de 0,08 à 0,32 mm (20 à 80 % du diamètre de la buse), pour l'établi, en étoffant les fonctionnalités ou mieux, à l'instar d'Orcaslicer, en ouvrant leur protocole de communication, ce qui permettrait d'avoir un affichage proche de celui de Fluidd (la version beta actuelle de Orcaslicer incorpore la Kobra S1 avec l'ajout de plusieurs profils d'impression, mais ne peut communiquer avec l'imprimante : impossible d'ajouter une imprimante réseau à l'imprimante physique ). Remarques : C'est dans les paramètres de l'imprimante que l'on trouve les Gcodes de démarrage et fin : Le firmware n'étant pas ouvert, impossible de savoir précisément ce que fait le G9111 . Un Gcode tranché par Anycubicslicer Next se compose de plusieurs parties. - Au tout début un bloc d'entête : ; HEADER_BLOCK_START ; generated by AnycubicSlicerNext 1.3.2 on 2025-02-05 at 14:52:40 ; total layer number: 135 ; filament_density: 1.24,1.24,1.24,1.24 ; filament_diameter: 1.75,1.75,1.75,1.75 ; max_z_height: 27.00 ; exclude_object: 1 ; model_instances: 1 ; HEADER_BLOCK_END - Un bloc pour les deux vignettes (230x110 et 512x512) : ; THUMBNAIL_BLOCK_START ; ; thumbnail begin 230x110 11080 ; iVBORw0KGgoAAAANSUhEUgAAAOYAAABuCAYAAAAziW8OAAAgO0lEQVR4Ae2dd3RVZbqHz/+3z53qmu … ; thumbnail end ; THUMBNAIL_BLOCK_END ; THUMBNAIL_BLOCK_START ; ; thumbnail begin 512x512 55024 top ; iVBORw0KGgoAAAANSUhEUgAAAgAAAAIACAYAAAD0eNT6AACg+klEQVR4Ae29d7hc1Znme/6ce+fOdB … ; thumbnail end ; THUMBNAIL_BLOCK_END - Un bloc récapitulant pour chaque bobine les largeurs d'extrusion : ; external perimeters extrusion width = 0.42mm ; perimeters extrusion width = 0.45mm ; infill extrusion width = 0.45mm ; solid infill extrusion width = 0.42mm ; top infill extrusion width = 0.42mm ; first layer extrusion width = 0.50mm ; external perimeters extrusion width = 0.42mm ; perimeters extrusion width = 0.45mm ; infill extrusion width = 0.45mm ; solid infill extrusion width = 0.42mm ; top infill extrusion width = 0.42mm ; first layer extrusion width = 0.50mm ; external perimeters extrusion width = 0.42mm ; perimeters extrusion width = 0.45mm ; infill extrusion width = 0.45mm ; solid infill extrusion width = 0.42mm ; top infill extrusion width = 0.42mm ; first layer extrusion width = 0.50mm ; external perimeters extrusion width = 0.42mm ; perimeters extrusion width = 0.45mm ; infill extrusion width = 0.45mm ; solid infill extrusion width = 0.42mm ; top infill extrusion width = 0.42mm ; first layer extrusion width = 0.50mm - Un bloc énumérant les objets pour pouvoir les exclure si besoin, puis le Gcode de démarrage : ; EXECUTABLE_BLOCK_START EXCLUDE_OBJECT_DEFINE NAME=Flexi_Fokobot.STL_id_0_copy_0 CENTER=125,125 POLYGON=[[44.2863,106.238],[44.2963,105.101],[44.3264,104.115],[44.3866,103.357],[44.487,102.902],[44.7029,102.68],[46.4443,101.81],[100.583,88.0734],[126.905,89.3662],[127.4,89.4065],[132.66,90.1833],[158.958,96.4858],[159.617,96.6904],[200.673,112.534],[200.936,112.708],[201.141,112.917],[205.521,121.93],[205.625,122.233],[205.674,122.682],[205.704,123.297],[205.714,123.994],[205.704,124.692],[205.674,125.306],[205.625,125.756],[205.521,126.059],[199.144,138.155],[198.902,138.574],[198.66,138.783],[198.368,138.959],[159.617,153.31],[158.958,153.514],[132.66,159.817],[127.4,160.594],[126.905,160.634],[100.583,161.927],[46.4443,148.19],[44.7029,147.32],[44.487,147.098],[44.3866,146.643],[44.3264,145.885],[44.2963,144.899],[44.2863,143.762],[44.2863,106.238]] M106 S0 M106 P2 S0 ;TYPE:Custom G9111 bedTemp=55 extruderTemp=215 M117 M106 P3 S153 G90 G21 M83 ; use relative distances for extrusion T1 - Les instructions pour fabriquer couche après couche l'objet / les objets - A la fin du fichier, quelques informations concernant le matériau : - Un récapitulatif de tous les paramètres d'impression : - Puis ceux de l'ACE Pro : - Et pour terminer, quelques statistiques : À suivre dans un prochain épisode









 1 point
1 point -
Salut Alors personnellement j'utilise une SKR 1.4 Turbo depuis 2 ans et j'ai toujours pas eu de problèmes avec (elle est d'ailleurs moins chère que la MKS Robin E3D, et avec une communauté plus grande j'ai l'impression). J'avais une MKS Gen L avant, et le connecteur du bed avait crâmé... L'ajout d'un bl-touch ou d'un palpeur est assez simple, il y a beaucoup plus de tutos maintenant qu'il y a quelques années. MKS Gen L : carte 8 bits, Marlin 1.1.9 max (moins de fonctionnalitées) SKR Turbo / MKS E3D : cartes 32 bits, Marlin 2.x, drivers TMC avec communication UART (différents modes dispos, plus de fonctionnalitées) Pour les écrans, tant qu'ils ne sont pas tactiles (LCD2004, LCD12864...) ils sont compatibles avec les cartes 8 bits (de mémoire). Par contre je ne connais pas le "LCD12864B" uniquement pour cartes 32bits, t'aurais un lien direct ? Je crois que les smoothers ne sont utiles qu'avec les drivers A4988 ou les DRV8825, si tu as des TMC tu n'en as pas besoin (à vérifier) Des mosfets externes ? C'est sûr que c'est plus prudent et que ça diminue beaucoup le courant qui passe dans la carte mère, mais personnellement les mosfets de ma carte ne chauffent casiment pas donc je n'en utilise pas (elle est bien ventilée) (donc utile mais pas obligatoire) Une alim 30A chauffera moins qu'une alim 20A et aura moins de chances de griller, après je ne pense pas que le bed chauffera plus vite car la consommation reste la même. En 24v tu utilises moins de courant (pour 120W: 12v10A - 24v5A P=U*I), donc pour moi c'est plus safe (même si j'ai toujours été en 12v). Par contre, il faut que ta thermistance de buse, bed, et tes ventilos soient de la même tension que ton alimentation.1 point










.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)





.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)

























.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)