Classement




Contenu populaire
Contenu avec la plus haute réputation dans 27/02/2025 Dans tous les contenus
-
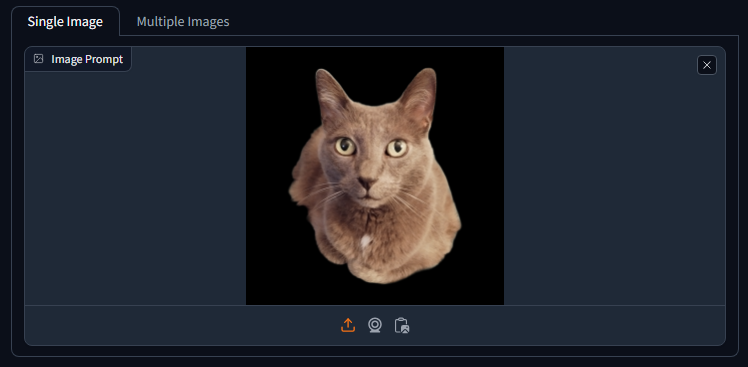
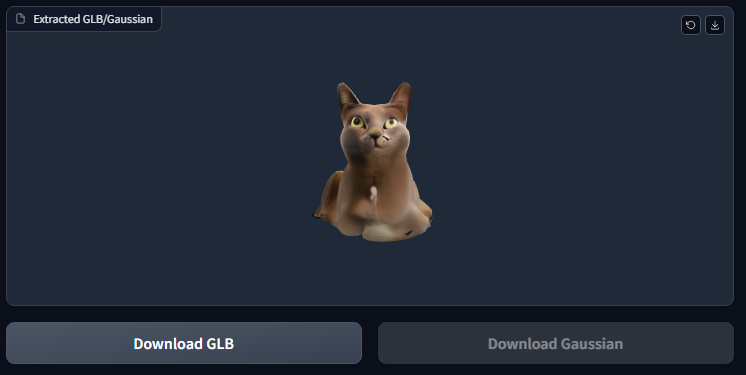
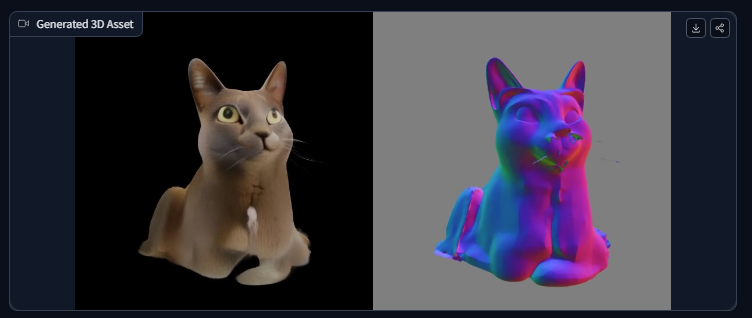
« A native 3D generative model built on a unified Structured Latent representation and Rectified Flow Transformers, enabling versatile and high-quality 3D asset creation » C'est un modèle d'intelligence artificielle qui permet de générer des objets 3D à partir de simples descriptions textuelles ou d’image. https://trellis3d.github.io/ Pour tester : https://huggingface.co/spaces/JeffreyXiang/TRELLIS4 points
-
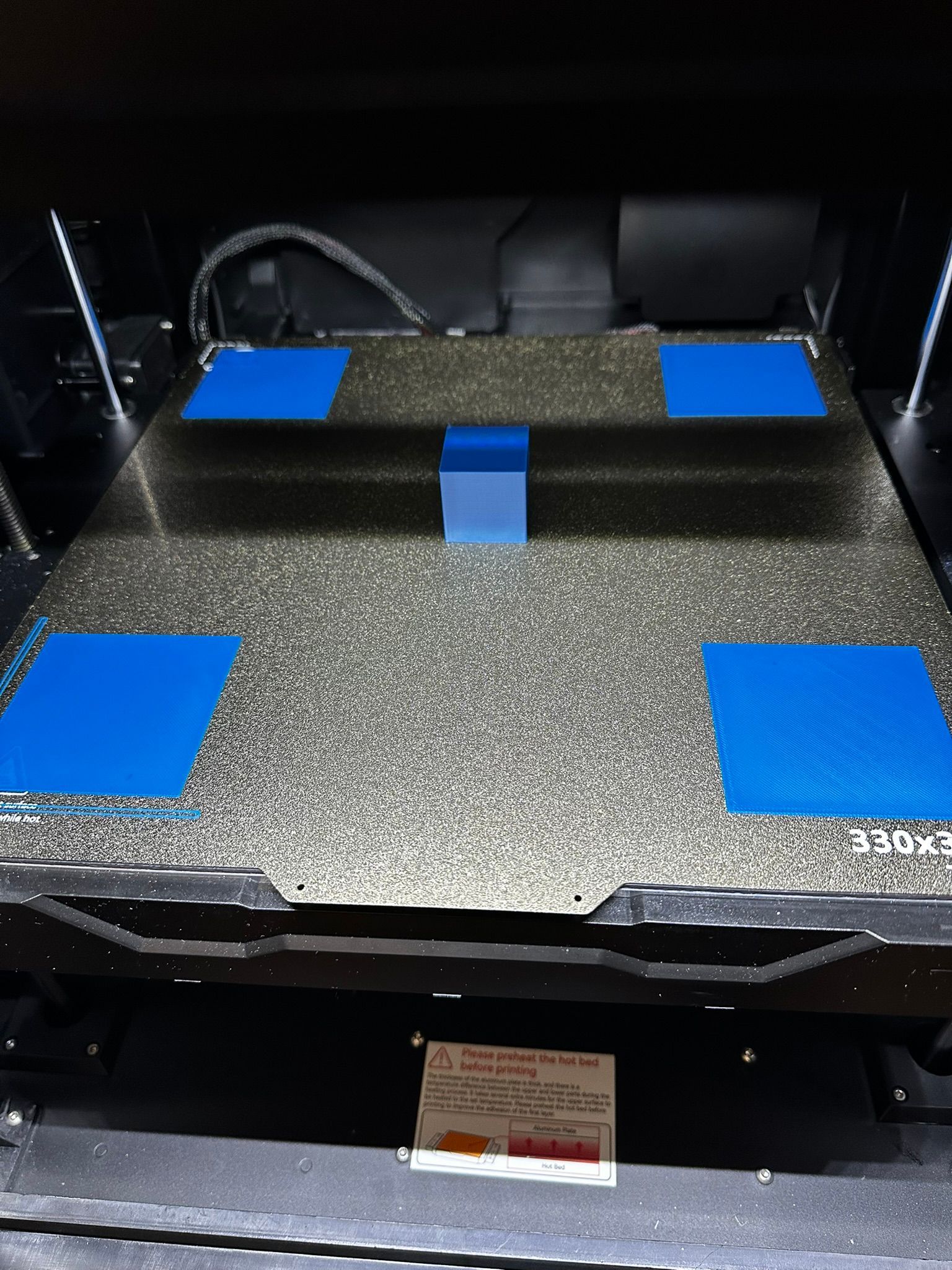
On est à deux doigts du rêve qui fera de l'impression 3D un outil utilisable par n'importe qui. Techniquement on y est déjà même, je m'explique. On sait écrire du texte en utilisant simplement notre parole On est capable de générer des images 2D par IA via un simple texte On est maintenant capable de générer des objets 3D par IA via des images 2D Si je résume, il est possible de : Générer des objets 3D à partir d'images 2D elles-mêmes générées à partir d'un texte que l'on a dicté, le tout grâce à l'IA. Reste un peu de travail de polishing pour arriver à : Alexa, imprime moi un mouton.4 points
-
ça c'est parce que tu as fait réchauffé la part de pizza dans la X-MAX33 points
-
J'ai vite fait un essai hier soir avec une photo de Grizzly (qui normalement est gris), mais comme tout est en anglais j'ai fait un peu au pif, avec le fichier GLB j'ai réussi à le convertir en STL mais le problème c'est que le pauvre Grizzly est creux Voilà le résultat, c'est pas mal mais au niveau du museau c'est plutôt en "négatif"

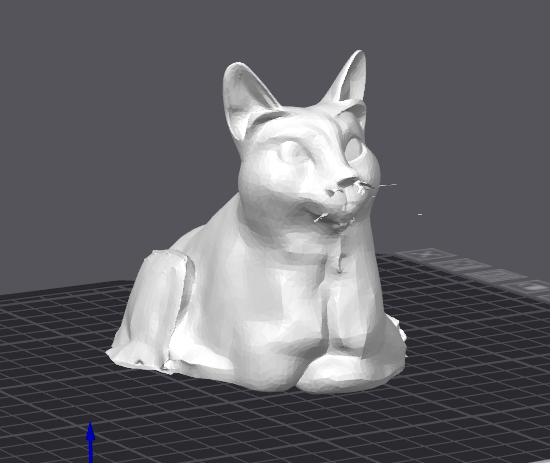
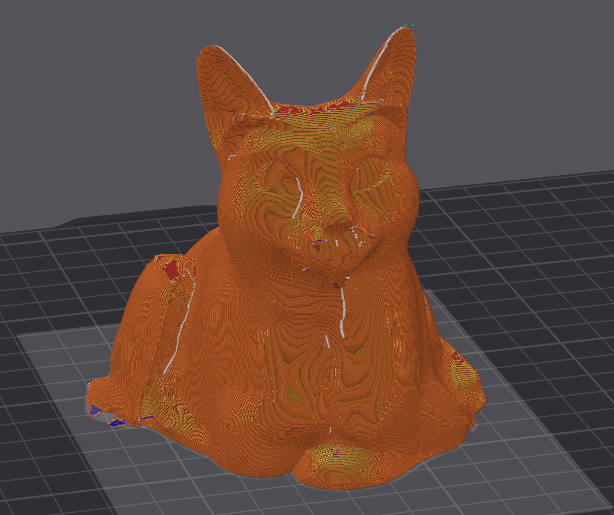
 3 points
3 points -
nous avons la chance d'avoir en Isère le plus gros transformateur européen de Graphène Graphene Production qui produit du filament j'ai pris contact avec eux pour voir si un petit reportage pour le forum est possible @Motard Geek3 points
-
Bonjour, Je fais à nouveau appel à vous au sujet du choix du Slicer pour l'imprimante que j'ai achetée il y a peu de temps. (Qidi Q1 Pro) Sur les 2 slicers proposés par Qidi (QidiStudio et Qidi Slicer), j'ai débuté avec Qidi Slicer. (qui est basé sur Prusa Slicer) Par la suite, pour me former, j'ai acheté un livre "L'impression 3D FDM " de Benoît JELLIMANN qui montre pas mal de choses avec Ultimaker Cura. Après avoir vu pas mal de vidéos, j'ai l'impression que ce Slicer offre plus de possibilités que Qidi Slicer. Seulement, aucun profil n'existe pour la Q1 Pro, et je ne sais pas paramétrer l'imprimante. (plateau avec zones d'exclusions + G-Code en Klipper n'est pas proposé). J'ai vu qu'il existait d'autres slicers tels Orca Slicers qui reconnaissaient ma Q1 Pro. Je souhaiterais par la suite paramétrer au mieux mes filaments (ASA notamment), sans forcément recourir aux presets proposés par défaut, ou bien essayer de les améliorer pour avoir la meilleure impression possible. Bref, je suis un peu perdu. Qu'utilisez-vous de votre côté comme Slicer, et que pouvez-vous me conseiller ? Je vous remercie par avance pour votre aide et vous souhaite une bonne soirée,2 points
-
Pour l'instant sous la barre des 500€ et la mieux optionné avec le meilleurs rapport Q/Prix et qui pourrait correspondre à tes attentes, est bel et bien la Qidi Q1 Pro comme la suggéré @pjtlivjy2 points
-
Idem, 2 boosts à l'instant... Bravo à tous...2 points
-
Juste pour info @Moucklee, lors de manipulation sur les lentilles de mes "laser", j'ai pris l'habitude d'utiliser des gants en coton afin d'éviter toute pollution avec mes doigts. J'ai continué à utiliser ce même principe lors de manipulation du 'Bed', une petite astuce éventuellement qui n'empêche comme l'a stipulé @fran6p un petit nettoyage de temps en temps2 points
-
Pour ma part j'ai le CA2716 depuis le début (une des premières mise a jour), ça imprime alors je ne me suis pas inquiété plus que ça, j'avoue c'est rageant mais je compte sur vous du coup....2 points
-
Plutôt du 2,5 mm, comme celui utilisé par l'imprimante dans la chaine de câble interne. Ce tube PTFE sert juste à guider le filament (mode reverse bowden). Moins il contraint l'écoulement, mieux c'est2 points
-
@pjtlivjyDe mon point de vue de débutant, j'ai commencé sur Qidi Slicer et je m'y suis bien habitué. Ce qui ne veut pas dire que je ne m'habituerai pas à Orca. On se fait à tout. D'ailleurs au taf, on ne nous demande pas notre avis et ça roule... Il suffit de s'y mettre ! Merci à tous....2 points
-
perso @Gnifrus je trouve l'interface de Studio et de Orca plus intuitive que Qidi slicer c'est dire les avis2 points
-
@PacMan les photos de @souriceaux montrent un jeu au niveau de l'engrenage secondaire, donc le filament n'est pas bien entrainé. C'est lié à une déformation d'une des coques de l'extrudeur. Le plus simple est d'imprimer si on peut une rondelle de nylon pour obtenir le résultat de la photo de droite. Avant ça, il faut s'assurer que le filament utilisé est bien séché. Le sécheur est une option, mais il faut le laisser plusieurs heures (6h mini) en service à 50°C avec le filament dedans avant d'imprimer. Le taux résiduel d'humidité lu est trompeur car il mesure l'air dans le sécheur, pas la matière. Autre option, c'est le four de cuisine en chaleur tournante. On vérifie la température réelle au thermomètre infrarouge pour avoir 50°C en réel. Et on met la bobine 6h à sécher. Ca peut arriver qu'il faille plus de temps de séchage, mais si tu n'as pas vu de bulles lors de la purge souvent c'est suffisant. Il faut vérifier que le ventilateur de la hotend fonctionne correctement et bien à fond. Sinon on a des soucis de remontée de température dans la zone froide et on finit par bloquer. Enfin il faut faire des cold pull et démonter la buse pour la vérifier et au besoin la changer. Perso je mets de la pate thermique entre la tige en cuivre (heat break) et le radiateur de la hotend pour assurer un bon refroidissement du heatbreak. Il faut en mettre peu et faire attention lors du démontage de la hotend, le heatbreak est très fragile. C'est pas une priorité, c'est de l'optimisation. Il faut vérifier tes valeurs de rétraction, si elles sont trop importantes, ca peut créer un blocage. Ce qui est trompeur c'est qu'un blocage de la buse déclenche un blocage de l'extrudeur, avec un cliquetis et une usure du filament au niveau des engrenages d'entrainement. Derrière il faut bien nettoyer l'extrudeur et particulièrement les dentures des engrenages. Sonde de dentiste + brosse à dent. Il ne doit plus rester de traces de plastique dans le fond des dents.2 points
-
Mon avis, si tu sais le faire et que ça ne te prend pas trop de temps, tente le coup ça ne coûte rien. Si ça ne fonctionne pas il sera toujours temps de chercher une pièce de remplacement. J'ai réparé une manivelle de parasol, prototype entièrement imprimée en PETG recyclé kaki. Ca fait 4 ans que c'est dehors et j'attend toujours pour pouvoir le ré-imprimer avec un filament digne de ce nom... Dans la même lignée j'ai réparé une manivelle d'un établi pliant à 10 balles, imprimé en PLA sur ma dagoma à l'époque, c'est dire... J'attends encore que ça pète pour remplacer l'établi, et pourtant je serre bien les planches avec.2 points
-
Re bonjour à tous, Le service client m'ayant répondu entre temps, j'ai donc ouvert la bécane, voir même désossée ^^ Et il s'avère que le problème vient du tableau de commande d'alimentation (le circuit imprimé où est relié le bouton power). En effet en "court circuitant" le bouton et en reliant l'arrivée de l'alimentation à la carte mère via des câbles standard, la machine s'allume. Cependant impossible de trouver ce composant... Qqun aurait il un lien où je pourrais trouver ça? Ou serait il possible de simplement faire ma solution avec les câble et allumer/éteindre l imprimante simplement par le biais de la prise secteur? Car il me semble que ce sont des condensateurs? qui sont soudés la bas dessus et je pense qu'il doive servir de protection en cas de surtension ou je sais pas. Donc si j'opte pour cette solution vous pensez que ce serait viable (en restant conscient que au moindre problème réseau électrique la carte mère sera directement flinguée), ou alors ce serait trop risqué (trop forte chance d incendie ou je ne sais pas quoi).2 points
-
Oui peut être, je crois qu'il y a aussi les moustaches qui l'ont un peu perturbé, il va falloir que je lui coupe les moustaches pour refaire un essai2 points
-
Bonjour, Le problème que je vois avec la Q1 Pro avec le filtre fixé à l’extérieur, c'est qu'il y a entre le ventilateur et la paroi arrière environ 5 à 6 cm. On a une contrainte supplémentaire à évacuer l'air et un partie s'échappe entre le ventilateur et le capot arrière où il y a la carte mère. Il faudrait fabriquer un conduit partant du ventilateur vers la grille extérieur. J'ai eu une Q1 Pro et en testant avec un filtre de chez Alveo3D, le ventilateur n'a pas beaucoup de pression.2 points
-
@Gnifrus Bon comme tu l'as compris Cura est excellent avec des machines qui ne sont pas sous Klipper, pas multifilaments et avec une logique de calibration moins poussée. Je l'utilise beaucoup pour mes BCN3D, Ultimaker et RepRap Firmware. J'utlise Prusa Slicer pour une Mosaic Palette 3 Pro avec un plugin car le multi couleurs est bien géré, mais les paramétrages des supports font pitié par rapport à Cura. Pour mes X Max 3 j'ai utilisé au début Qidi Slicer qui est un fork de Prusa Slicer, mais même souci de supports. J'ai fait des essais avec Qidi Studio, qui est un peu mieux au niveau des supports, notamment avec un paramètre pour faire un support plus large que la partie à supporter, ce qui permet d'améliorer le périmètre externe de la couche supportée. Mais c'est toujours pas le niveau de Cura. On ne peut faire des supports avec un air gap d'un multiple de couches, ce qui génère des problèmes d'adhésion ou de retrait des supports. Qidi Studio est un fork d'Orca Slicer, donc j'ai fouillé un peu les fonctionnalités d'Orca. Globalement Qidi a réduit des fonctionnalités par rapport à Orca pour simplifier. Surtout au niveau des paramétrages des supports. On peut régler, en plus de l'expansion des supports, l'air gap indépendamment des couches. En plus Orca a des tests de calibration plus nombreux, ce qui facilite la création de profils customs. Par contre l'interface n'est pas hyper intuitive, pareil que Qidi Studio, mais on s'y fait. Les gouts et les couleurs ....2 points
-
Bonjour, si le heatbreak n'a pas été correctement refroidi, il est possible que le tube PTFE qui relit l'extrudeur au heatbreak ait souffert. Un remplacement par un tube Capricorn est à mon sens à envisager.2 points
-
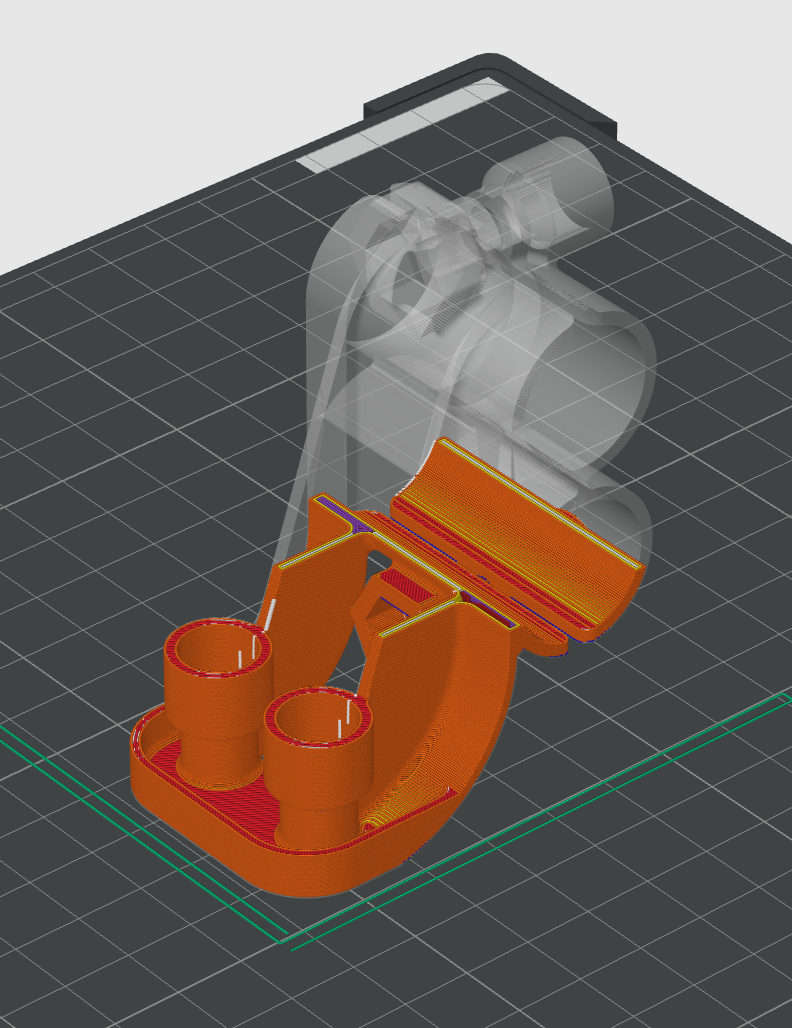
je t'en prie c'est avec plaisir @Gnifrus en fait c'est une question difficile car l'ergonomie et la logique de chaque slicer est spécifique et être à l'aise avec un slicer est très important (surtout que tu as le choix ) et pour cela il faut essayer dans les choses que je trouve intéressante sur Qidi Studio et Orca, c'est le mode de visualisation fantôme après tranchage cela permet un repérage plus facile et une meilleure compréhension du tranchage
 2 points
2 points -
allez une petite video qui montre la fabrication d'un PLA, ainsi tout le monde verra comment est refroidi le Pla par exemple (ce n'est pas le cas de tous les filaments) spécial tag @Moucklee2 points
-
bonjour @Gnifrus alors sincèrement Ultimaker a par exemple énormément de mal à gérer le Pressure Advance ou la Max Volumetric Speed qui sont 2 paramètres essentiels pour l'impression rapide et comme tu veux améliorer les profils Qidi Studio et Orca sont orientés multi filmants ce qui n'est pas essentiel pour ta Q1 Pro mais il y a 2 ou 3 choses qui sont plus intéressantes à mon sens (notamment pour les supports) par rapport à Qidi Slicer qui fonctionnera aussi très bien D'ailleurs Prusa Slicer est à l'origine un fork de slic3R qui était open-source ... au passage je t'encourage à mettre à jour ton profil pour y mettre ton imprimante2 points
-
heu, Je vais juste mètre mon gros grain de sel, et un pavé dans la mare... la ventilation sur ABS c’est parfois nessesaire. par exemple imprime un Marvin avec et sans tu comprendra tout de suite par contre la vitesse du ventilo c’est au alentour de 10 a 20% max, mais Ça aide vraiment pour les détails super fin. Ne jamais dire jamais... En règle général on dit pas de ventilation parce que l’ABS nececite une température ambiante de +/_ 40°c pour de pas ce rectracter. mais si tu lui balance de l’aire a 40°c ca peut aidé pour les petit détails et les mure super fin. ou les overhang. donc sa dépend vraiment du contexte.2 points
-
Salut Aujourd'hui petites impressions en PLA avec la nouvelle Cool Plate Supertack. 1ere impression sans pb. Au lancement de la 2e message d'erreur "Échec de l'impression : Mesh bed leveling fail" Après une tentative de relance infructueuse et la vérification de la bonne position de la plaque d'impression je me suis rendu compte que le ventilateur du système de filtration faisait vibrer la machine Pas de gosses vibrations juste à peine perceptibles en possant le doigt sur le côté du plateau. Je débranche le ventilo et relance l'impression le nivellement du plateau est ok C'est bien un pb de vibrations ce qui ne m'étonne guerre vu que l'imprimante fait des tests de vibrations pendant le nivellement du plateau. Mais je n'avais pas eu ce pb avant même en faisant tourner le ventilo. Mais avant de changer quoi ? Pas la plaque d'impression je ne vois pas le rapport. Je me suis souvenue que j'avais installer pour les tester les pieds anti-vibrations que j'avais eu avec l'imprimante et jamais montés. Je remets les pieds d'origine, rallume le ventilo et relance une impression. Plus de pb Donc les pieds anti-vibrations empêchent simplement de transmettre les vibrations au support sur lequel est posé la machine. Ils ne les éliminent pas où ne les atténuent pas. Je vais donc les garder dans un coin pour en faire autre chose L'imprimante bouge moins et ne fait pas plus de bruit comme ça A+ JC
 1 point
1 point -
Merci pour ces infos Alors sans le ventilo du système de filtration (qui est une pièce rajoutée) et avec les pied anti-vibrations aucun problème que ce soit avec la plaque texturée ou la supertack J'ai vérifié pas de jeu au niveau du ventilo. Je vais refaire quelques tests avec les pieds anti-vibrations, la plaque texturée et le ventilo pour voir si j'ai de nouveau des soucis. Ce qui éliminera ou pas un pb avec la supertack A+ JC1 point
-
Salut Attention la P1P est ouverte. Il te faudra au moins une imprimante fermée pour l'ABS comme la P1S. Idéalement un modèle chauffé et régulé en température comme suggéré par @pjtlivjy A+ JC1 point
-
Au tout début, j'ai utilisé cette marque. PETG uniquement avec le profil de QIDI et le rendu est bien resté. Pas de soucis pour moi. Une des premières impressions avec ma Xplu3- PETG Geetech et profil Qidi
 1 point
1 point -
@Kachidoki ça sent l'accident de poussette
 1 point
1 point -
Ok, merci pour les conseils. J'étais en train de vérifier s'il n'y avait pas de vis mal serrées au niveau des quidages, j'ai refait une calibration, le voile à changé. En fait c'est la tôle emboutie qui fait la liaison entre le guidage / entrainement et le lit chauffant, qui a tendance a se tordre de rire. Je vais sur tes conseils ne plus utiliser ce type de remplissage. Cordialement.1 point
-
alors dans ce volume, tu as une imprimante qui se distingue par sa chambre chauffée et régulée c'est la Q1 Pro Qidi ce qui facilite énormément l'impression de filament tel que l'ABS @Melvinhoo après tu as sélectionné des imprimantes ayant la possibilité du multifilament c'est un critère de choix ou un hasard1 point
-
@PacMan avec du PLa du stringing ça n'est pas normal mais démontre soit effectivement un problème d'humidité soit un problème de température d'extrusion trop élevée soit un problème de rétractation soit un problème de déplacement rapide trop lent tu utilises quel marque de filament et que profil ?1 point
-
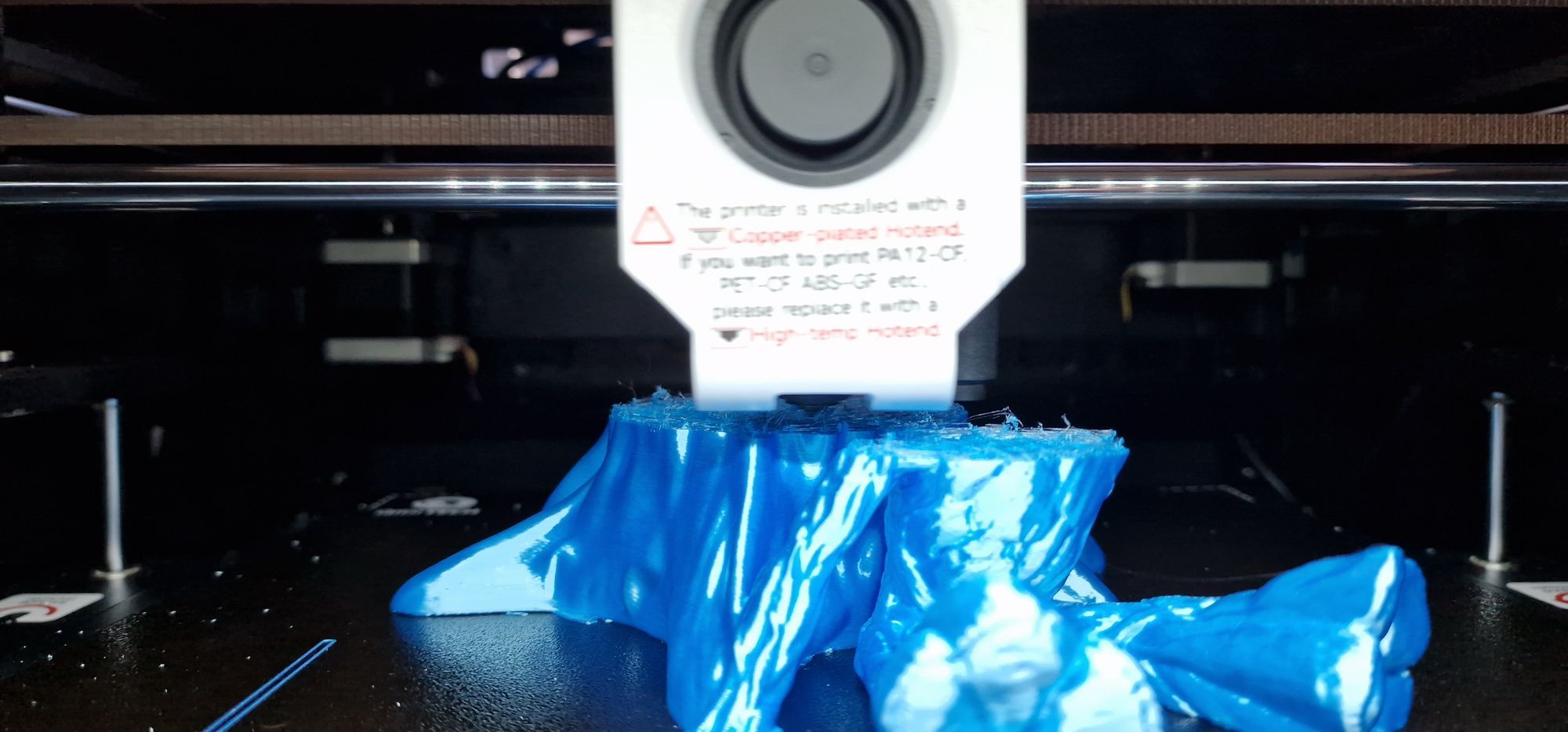
Comme l'a bien précisé @pjtlivjy une petite rondelle devrait solutionner le soucis. Pour info, mon problème arrivait aux alentours des 45% d'impression. Cliquetis dans l'extrudeur et petit bouchon au début de la chambre. @fran6p a aussi émis une bonne idée, diamètre interne du "PTFE" à vérifier. Pour info voilà mon soucis au tout début avec mon extrudeur défectueux
 1 point
1 point -
Petite distribution de boost1 point
-
Salutation Il te faut probablement augmenter le "flush volume" (caché en bas du menu de l'ACE sur l'écran de contrôle de l'imprimante. Ici j'avais mis 0.7 au lieu de 1.0 pour économiser en filament lors des purges, mais j'ai eu des contaminations. Donc si tu veux moins de contamination de couleur lors des changements de couleurs il faudrait l'augmenter à par exemple 1.2 voir plus. ) ou encore voir pour jouer sur certaines options du trancheur comme par exemple ceux pour faire une partie des purges dans le remplissage et/ou un modèle spécifique et/ou les supports ou mettre plusiers fois le même modèle pour espérer obtenir un modèle avec moins de couleurs contaminés ou augmenter la taille/surface de la "wipe tower" alias "tour de purge" alias "tour de remise en pression" ou utiliser des couleurs "plus proches" les une des autres ( comme un rouge pastel ou un rose et non un rouge vif et/ou un rose clair et non un blanc pour ton modèle) pour moins voir les contaminations
 1 point
1 point -
C'est noté ! Je referais juste des tests d'écoulement ce soir en retirant le tube allant du sécheur à l'imprimante (et en vérifiant son diamètre intérieur). Et en fonction je commanderais un tube de 2,5mm.1 point
-
yes, j'ai tout mis à jour lundi avec un firmware : 1.1.2.6 // cfs : 1.1.3 je crois les doigts pour que le sav me recontacte vite1 point
-
pas encore essayé @Agathepicture elles sont en train d'imprimer ... alors tant que ça marche pas un bruit pas un mot mais dès que on sort la caisse à outils1 point
-
tout à fait @Gnifrus on est tous pareil, le changement quand il est perçu comme une obligation c'est moins cool et puis on reste jeune comme ça et puis là c'est super car sur le forum il y a toujours quelqu'un qui a la réponse1 point
-
ça c'est une bonne nouvelle @Tinbawa peux tu faire un photo du composant concerné pour êtes sur que l'on est bon pour une recherche1 point
-
Ah oui je vois. Bon le problème c'est qu'en l'état je n'arrive plus à imprimer et qu'en plus je n'ai pas de nylon à disposition ... et surtout si problème de pièce sur une machine neuve, je verrais avec Qidi. Je préparerais une bobine neuve, séchée préalablement 6h à 50° et stockée dans une boite étanche. J'aimerais vraiment que ca ne soit qu'une histoire de filament humide. J'utiliserais le sécheur afin de ne pas déclencher un conflit avec madame à réquisitionner le four pendant 6h ... Je suis entrain de faire des boites étanches à base de boite alimentaire, donc à terme je ferais séchage adéquat en fonction du filament + stockage "étanche" avec silice et impression directement depuis la boite, histoire de ne pas avoir à re sécher le filament à chaque impression. Comment vérifier le bon fonctionnement du ventilateur notamment ? Hormis de façon visuelle ? L'idée d'une machine neuve fiable, et plug & print, c'était de rester dans de la petite réparation et du dépannage ponctuel. Je ne suis pas sur d'être suffisamment équipé. Le cold pull peut être réalisé avec autre chose que du nylon ? J'ai PLA/PETG/ABS et ASA en stock. En coloris clair, je vais avoir PLA blanc ou ABS vert clair. Si je peux éviter ce genre d'intervention pour le moment je m'en contenterais. Je ne suis même pas aller jusqu'au démontage de la buse n'ayant pas de clé dynamométrique pour le remontage pour le moment. Je suis resté sur nettoyage de la buse, du hotend et de l'extrudeur comme indiqué sur le wiki. Je screenerais ce soir mes réglages de rétraction. Mais je crois que j'ai laissé les valeurs par défaut du profil Qidi Generic PLA en rehaussant juste la vitesse de rétraction de 30 à 40mm/s car j'avais un peu de stringing sur mes premiers print. Et j'ai quelques heures d'impression depuis sans problème. Ce qui m'étonne, c'est qu'en "accompagnant" le filament tout à l'heure, il a coulé de manière assez fluide et plutôt "propre". Chose que je n'avais pas pu faire mardi quand c'était vraiment bloqué. Aujourd'hui j'ai pu stopper l'impression dès que j'ai vu qu'il y avait un soucis. La dernière fois ca a tourné à vide (et à chaud) avec le blocage pendant 2h. Je vais attendre ce WE d'avoir du temps pour tout redémonter au calme, et tester ça avec du temps devant moi. Merci pour les conseils. Bonne question, je n'ai pas vérifié. Il s'agit du tube qui était fourni avec le sécheur Créality et que je pensais adapté. Si jamais j'ai un autre tube PTFE de 2mm à la maison.1 point
-
ok je regarde ça dès que j'ai 2 minutes et je te dis1 point
-
Comment vont faire les bègues ?1 point
-
Salut @pjtlivjy, l'option de créer un script en python qui convertit le .gcode directement depuis le slicer ne serait pas plus simple à mettre en œuvre dans ce cas ?1 point
-
Test de filament ABS de chez Overture fraîchement reçu et asséché dans le S4 Sunlu. Phase de calibration, Leveling, débit, Factor K, Tour de Temp etc... Filament qui donne d'excellent résultat sortie de carton. En bas a droite à affiner le leveling. Je dirais même dégraissage du Bed a faire
 1 point
1 point -
Hello @pjtlivjyTu as tenté d'appliquer la méthode sur la video ? je suis en CA2715, donc ce n'est un "too tight", ni un "too loose" mais something else je vais voir si je peux toucher a la vis et avoir de meilleurs résultats sur klipper, je vais attendre avant de détacher la courroie ca me fait un peu plus peur , le premier qui a un sav a gagné...1 point
-
cool @o0Mitsuomi0o c'est moi qui te remercie de ta confiance car ce travail commun permettra de démontrer à beaucoup qu'aucune situation n'est désespéré en technologie à bientôt alors1 point
-
Salut Alors ce n'est pas le fichier tranché (gcode) qu'il faut poster. Mais le fichier .3mf enregistré une fois tous les paramètres sélectionnés Pour info avec Bambu Studio le fichier gcode à une extension du type --> non du fichier.gcode.3mf Le 3mf lui a bien l'extension normale --> nom du fichier.3mf A+ JC1 point
-
En fait, la puissance en Watt ce calcul avec la formule P = U * I ( P la puissance en Watt, U la tension en Volt, I l'Intensité en Ampère ) = 24 * 5 = 120 L'important, c'est le 24V courant continue, positif au centre et le "au minimum 5.0 A" Tu pourrais prendre une 24V 6A (24*6=144 Watt) ce serait utilisable ( mais pas une 24V 3.5A car, cette dernière ne fournirait pas suffisamment de puissance )1 point
-
bonsoir @dom59 je trouve les informations suivantes Environ 30 000 mm/min (500 mm/s) en déplacement sans gravure. La vitesse de gravure effective dépend du matériau et de la puissance utilisée, mais elle est généralement inférieure à 12 000 mm/min pour obtenir une bonne qualité.1 point



.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)








.thumb.jpg.bcdc612e85e38d1fe7a7d23f4b959955.jpg)










.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)