Classement
.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)



Contenu populaire
Contenu avec la plus haute réputation dans 07/03/2025 Dans tous les contenus
-
@PacMan ça dépend des matériaux et des marques mais en général on entre +5 et + 10 c'est vraiment n'importe quoi ces influenceurs, aucune compétence que du blabla, il est bien compréhensible que pour imprimer plus vite il faut extruder plus donc fondre plus de filament3 points
-
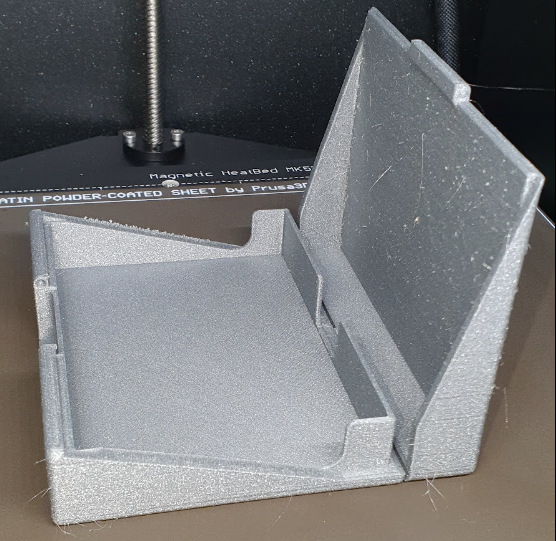
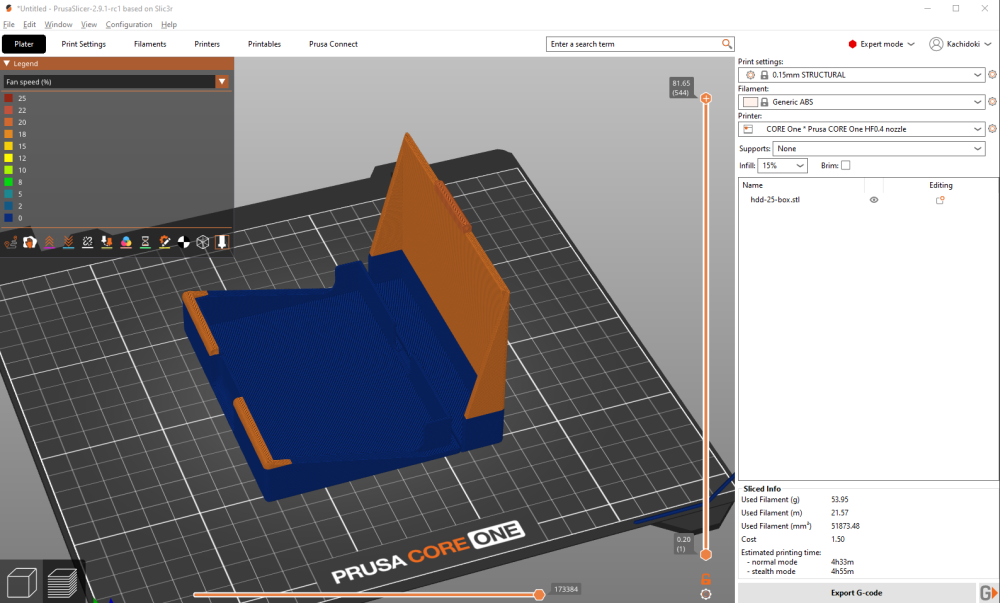
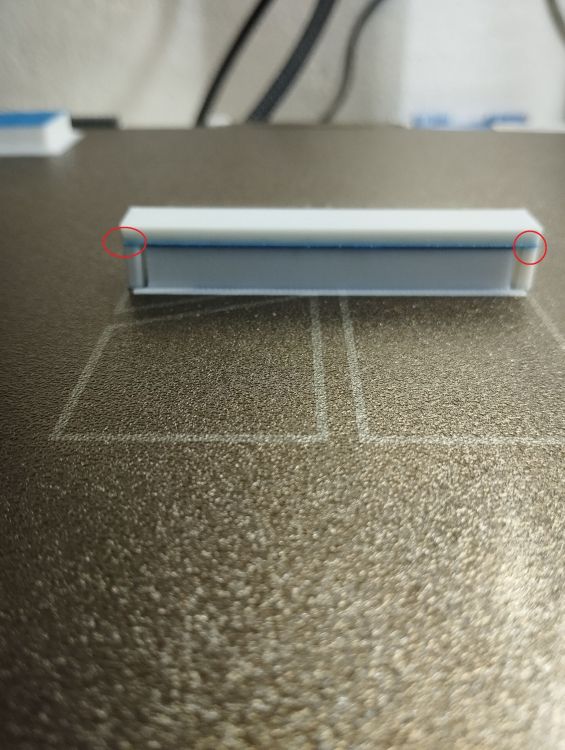
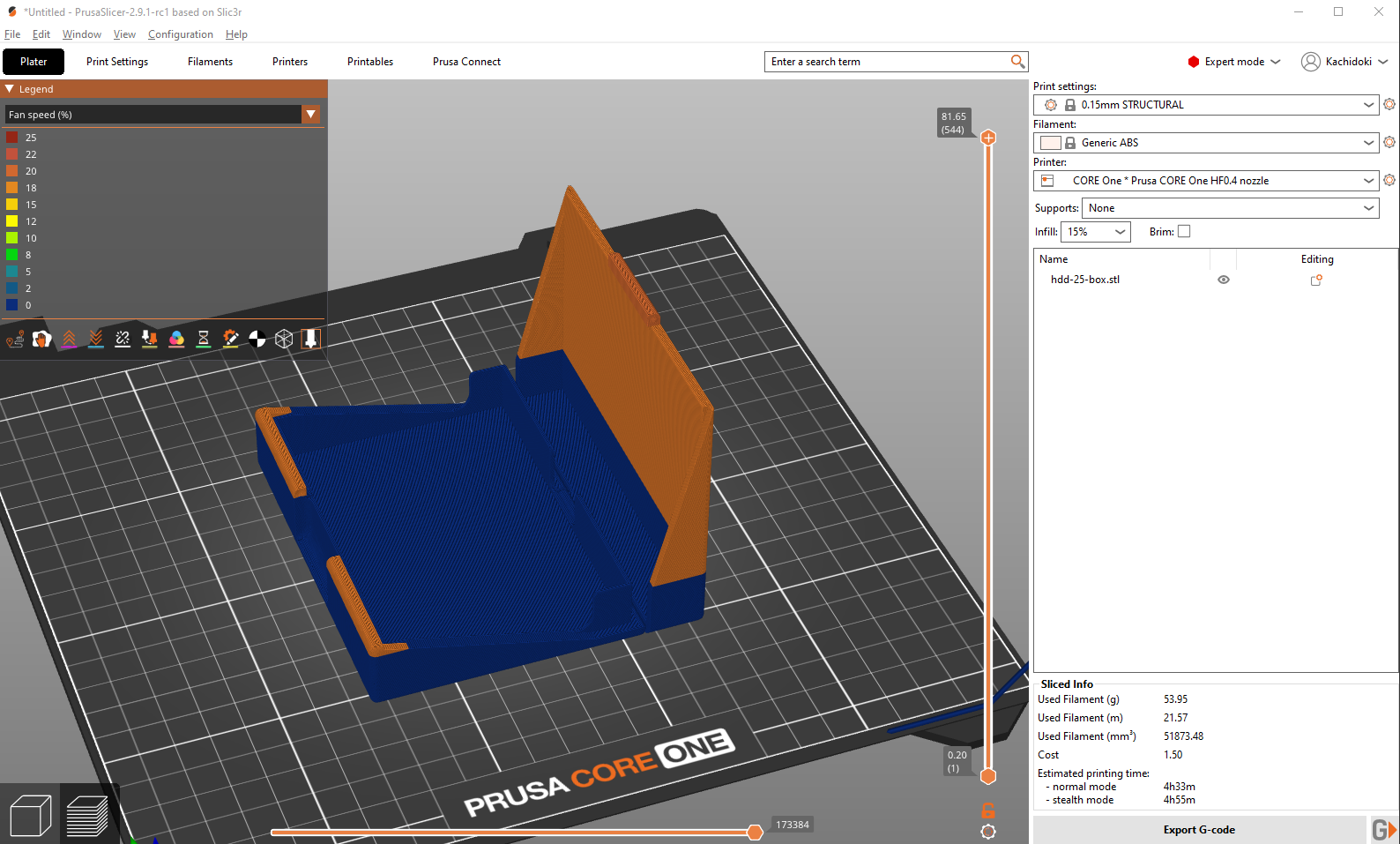
Bon allez je vous dévoile la boiboite à disque dur. Impression magnifique compte tenu que c'est un ABS ouvert et à l'air libre depuis... 2018 ! Ce qui explique le stringing. Honnêtement je m'attendais à beaucoup plus de problèmes avec ce filament et avec cette pièce, du type warping et même délamination étant donné la ventilation forcée. J'avoue essayer de mettre en défaut cette machine et être agréablement surpris. ( @electroremy est-ce que tu aurais un modèle chiant à imprimer en ABS ?) Mon bureau termine à 21°C, j'ai gagné 1°C avec le soleil couché depuis longtemps. Comme je l'ai dit plus haut, la consommation moyenne sur cette impression ABS est autour des 140W. Vu comme ça, non. Mais tu anticipes un point que je compte aborder un peu plus tard. On en rediscute dans le weekend.
 2 points
2 points -
Bambu, purge entre 250-255° de mémoire ce qui est cohérent avec leurs matériels, ce qui donne une bonne moyenne dans l'ensemble pour des filaments classique (PLA/PETG/TPU/ASA/ABS) Toute fois pour des filaments technique et voir même chargé en composite ça peut être plus sensible, puisqu'il faut expulsé non seulement le filament mais également les particules ou matière de composite (Bois,Carbone,Verre, Métal etc..) et dans ces cas la il est normalement recommandé d'utiliser un filament de nettoyage Filament qui gonfle dans l'extrudeur et qui à une haute viscosité, ce qui permet d’agrippé les particules et autres déchets qui pourrait polluer l'extrudeur, et idem dans la buse.2 points
-
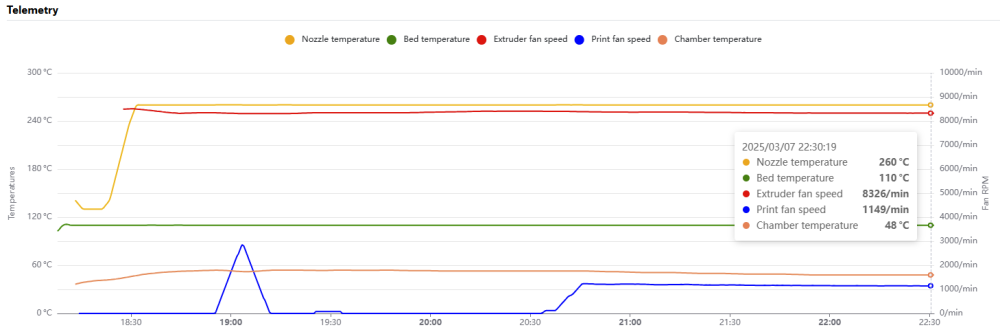
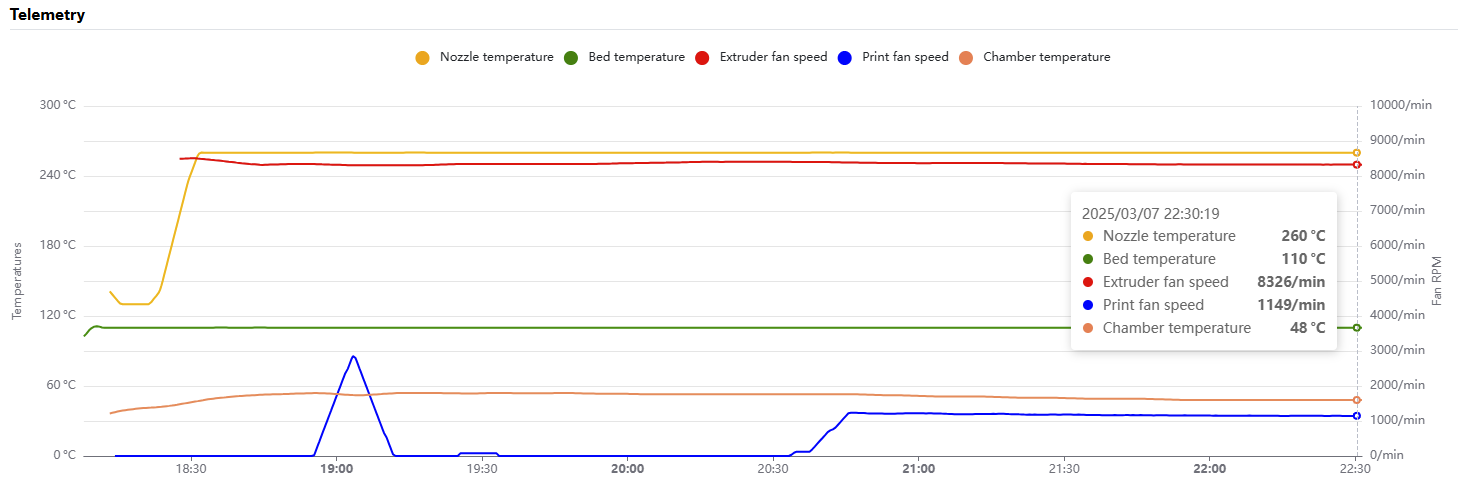
Mon bureau est à 20.9°C, la chambre de la CORE One reste à 48°C stable avec Z=70mm. On dirait que la baisse de température est surtout due à l'activation du ventilateur pièce à cause du temps couche qui devient trop court sur toute cette partie de l'impression.
 2 points
2 points -
Changement de HUB de l'AMS, par quelque chose de bien plus pratique que celui d'origine. Permet de libéré les PTFE sans outils avec les boutons poussoir en vert. Prévoir 2x M3X8, les mêmes vis que celles utilisés pour le Porte-Bobine https://makerworld.com/en/models/1108777-ams-hub-guide-quick-release#profileId-1105008

.thumb.JPEG.8f4173b2f52b4e38ae37a2cba947bf43.JPEG) 2 points
2 points -
Qidi a toujours préféré attendre que faire le buzz, ce retard même si il est agaçant augure du meilleur et du fait qu'ils veulent sortir un truc qui tient la route peut être justement pour faire la différence et resté dans une philosophie pro et qualitative2 points
-
À ma connaissance, ça n'existe pas pour Klipper. L'équivalent se trouve en fin de fichier printer.cfg, la section à ne pas toucher manuellement , section générée automatiquement après un SAVE_CONFIG (qui crée également une sauvegarde du printer.cfg (printer_AAAAMMJJ.cfg).
 2 points
2 points -
Jean Carmet, excellent comédien et grand ami de Depardieu avec qui il prenait des musettes d'enfer. Pour la petite histoire. A la mort de Jean Carmet, Depardieu a demandé à la mairie de rebaptiser la rue devant son château en Anjou rue Jean Carmet, ce qui a été fait dans les meilleurs délais.2 points
-
Bambu Lab nous prépare encore quelque chose : https://makerworld.com/en/cyberbrick/pre-launch Un ecosysteme pour les amateurs de jouets ou modèles radio commandés : Curieux JC Edit : Curieux de voir la suite
 1 point
1 point -
Ou à la sortie de l'école ... c'est pas mal aussi pour les ragots et complots en tous genres !1 point
-
c'est bien ce que j'ai écris1 point
-
@PacMan Pas de soucis avec ces rétractions là. Je suis d'accord avec @pjtlivjy il faut chauffer plus pour les couches autres que la première couche. Avec du PLA de chez FormFutura (rPLA), je suis à 220°C pour la première couche et à 235°C pour les suivantes avec une buse de 0,6 et une MVS de 301 point
-
Salut Peut être que l'épaisseur des caractères est trop petite. Fait un essai, si possible, avec des caractères plus épais ou une autre police de caractères Autre solution peut être activer la détection des parois fines dans Cura. Mais ne connaissant pas Cura je ne sais pas où l'activer A+ JC1 point
-
oui mais quand il est chauffé à basse température, une tôle d'acier noir mat ça fait des watts en rayonnements infrarouge1 point
-
C'est vrai que c'est une donnée que j'ai pas pris en considération, j'ai pour habitude d'imprimé caisson fermé, mais avec une P1S de chez BambuLab sans avoir aucun problème depuis sa sortie, peut-être que la Q1 Pro est mieux isolé et garde mieux la chaleur que la P1S ? En tous cas jusqu’à que cela soit résolu je t'invite a faire tout tes tests capot du dessus ouvert, afin d'écarté ça, et relevé la température du caisson.1 point
-
Normalement non, c'est l'inverse, une purge doit "théoriquement" ce faire à température maximal du précédent filament utilisé, puisqu'ici ont cherche à viré le filament précédent et évité toute surprise et comportement du filament précédent. Toute fois BBL ont mis des consignes disons universel pour que cela puisse devenir générique. Et ne pas s’embêté avec divers valeurs et rendre ça plus "User Friendly" En soit ça fonctionne assez bien, mais il peut encore arriver comme dans le cas de @pascal_lb de devoir corriger certaine valeur de "Flush" pour avoir un filament propre et épurer.1 point
-
Merci à tous de vos explications Oui @Moucklee je connaissais le principe et ses implications mais @pjtlivjy y arrive -dans le Nôôôrd de la Drôme en plus- y'a pas de raison que j'y arrive pas dans le Nôôôrd du Vaucluse @vap38 le coupe filament dans la buse (ou le hotend) c'est pas de la connectique ?1 point
-
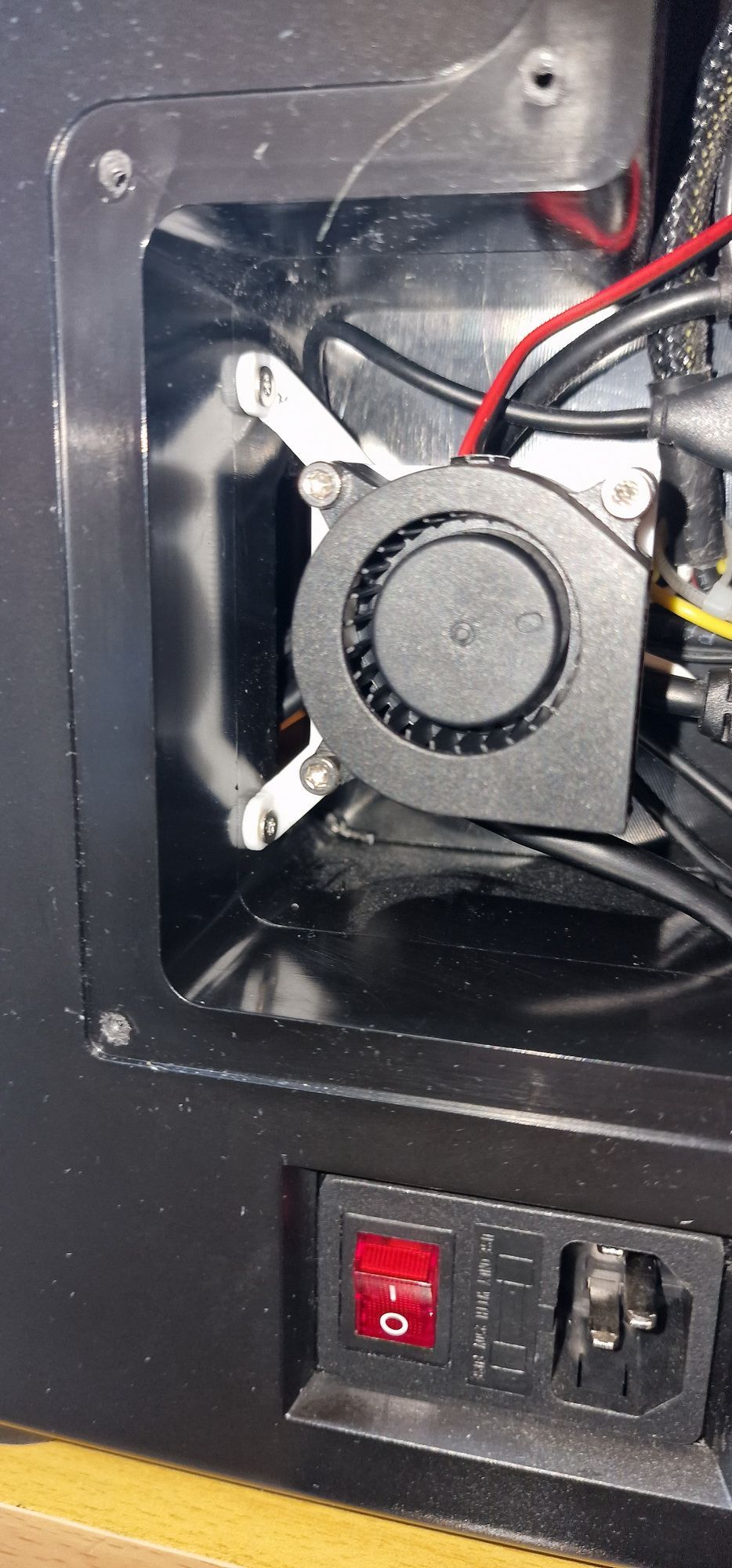
Voili, voilà le montage et le fichier. QiDi Fan Board.stl Pas de soucis pour l'aspiration car le petit ventilateur se trouve juste en face des ouvertures que j'ai effectué sur ma plaque. Ref du ventilateur en 24V: Ventilateur D'imprimante 3D 4020 DC, Ventilateur Turbo ABS de Refroidissement D'impression 40x40x20mm

 1 point
1 point -
Sur du PLA ca peut être ça le problème. Sur du PETG, c'est moins sur. ou alors tu as un problème de heatbreak. Tout dépend de la température dans ta pièce. Question : Quelle est la valeur de rétraction (distance) par défaut (dans la section imprimante d'Orca si tu n'as pas précisé pour le filament en question) ?1 point
-
Ah … j’avais pourtant suivi un tutoriel pour la calibration (YouTube, Technappa de mémoire, merci les internets ) qui expliquait que ça permettait d’avoir une 1ere couche mieux écrasée ! Je change ça ! Du coup, si la température des autres couches correspond à la température de mon test de calibration, je pars sur combien en dessous pour la 1ere couche ? 10°C ? Tu penses que ça pourrais expliquer mes problèmes ? J’avais l’impression que ça arrivait plus tard dans les impressions1 point
-
bonsoir @PacMan tu as un problème récurrent ta température de première sur tous tes matériaux est supérieures aux autres couches, ça ne fonctionne pas c'est le contraire pourquoi : parce qu'à partir de la seconde couche ta vitesse augmente il faut donc chauffer un plus pour gagner en plasticité1 point
-
Peut-être. Avec ma XMax3, la porte et le capot sont en place, quel que soit le filament imprimé, sans que j'aie rencontré de problème depuis mon test (octobre 2023) de cette imprimante. Ça vaut quand même le coup de retenter une impression avec le capot supérieur retiré ou entrouvert. Tu pourrais aussi essayer Qidislicer (base Prusaslicer) en plus de Qidistudio (base Orcaslicer).1 point
-
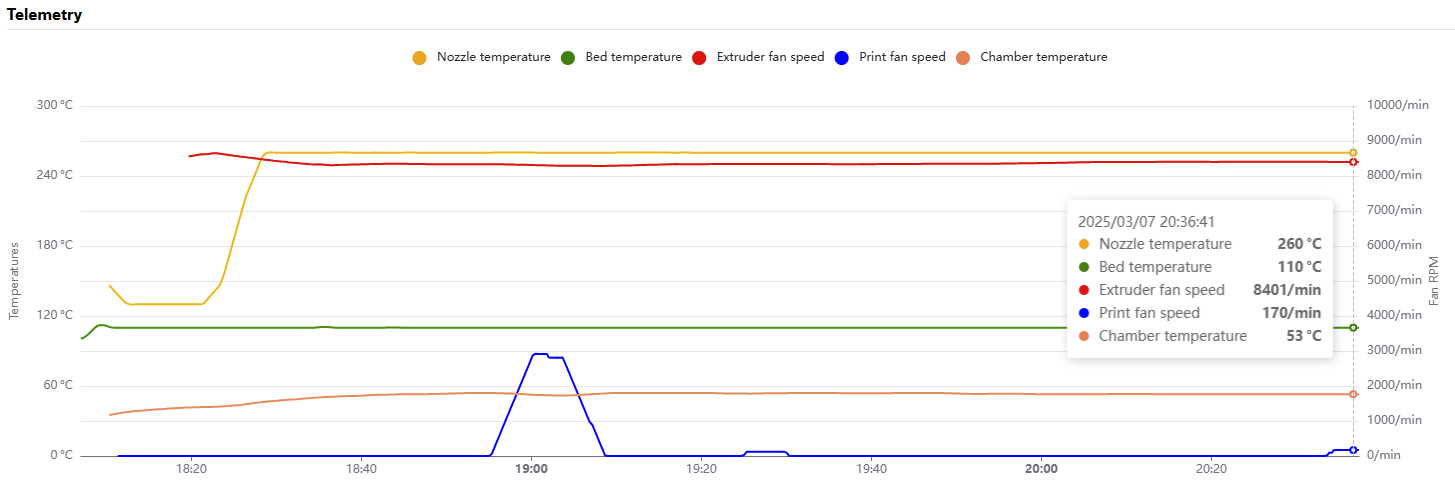
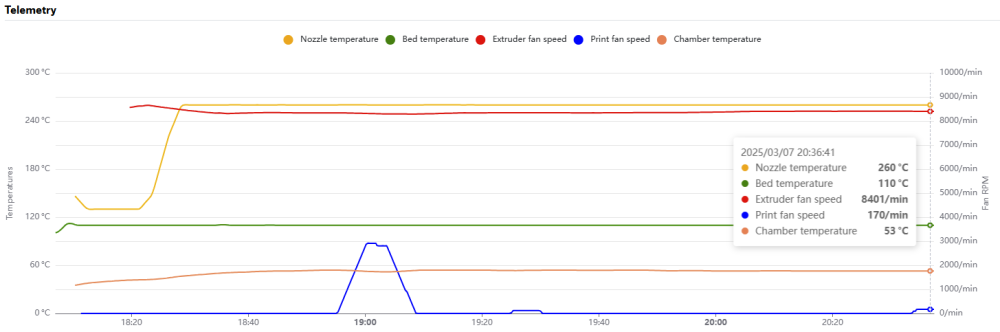
Salut @LOLO710, en direct live, je suis en train d'imprimer une pièce en ABS. Bureau à 20.0°C tout rond, buse à 260°C, Bed à 110°C, ça fait 45min que l'impression a démarré et la chambre affiche 54°C. Relevés au thermomètre IR sur les parois en acier (mat contrairement au plexi) : Sur la cornière au sommet de la machine j'ai 39.8°C Dans les renfoncements gauche et droit, tout en haut au plus proche du plateau puisque l'impression n'est qu'à quelques millimètres en Z pour le moment j'ai 33.6°C Je vais faire quelques relevés encore au cours de la soirée (encore 3h d'impression) et je remonterai les infos. 2h25 après le début de l'impression, la chambre oscille entre 54°C et 53°C, bureau à 20.5°C maintenant. 39.2°C sur le profilé au sommet et 35.2°C sur les parois au plus proche du plateau (encore qu'à Z=18mm)
 1 point
1 point -
Bonjour @PacMan, Utilise le slicer de chez Qidi pour commencer. Etant néophyte dans le domaine 3D, j'ai gardé les bons commentaires de @fran6p, ce qui m'a bien aidé dans le domaine. Relativement simple à utiliser pour un débutant. Autre chose, d'après la photo, il semble y avoir une bordure autour de ton impression ! Au vu de la taille, il n'est pas nécessaire d'en mettre une. D'après ce que j'ai pu lire depuis le début, je pense plus à un soucis de paramètres qu'un problème provenant de l'imprimante. Qu'en pensent les 'pro' ...1 point
-
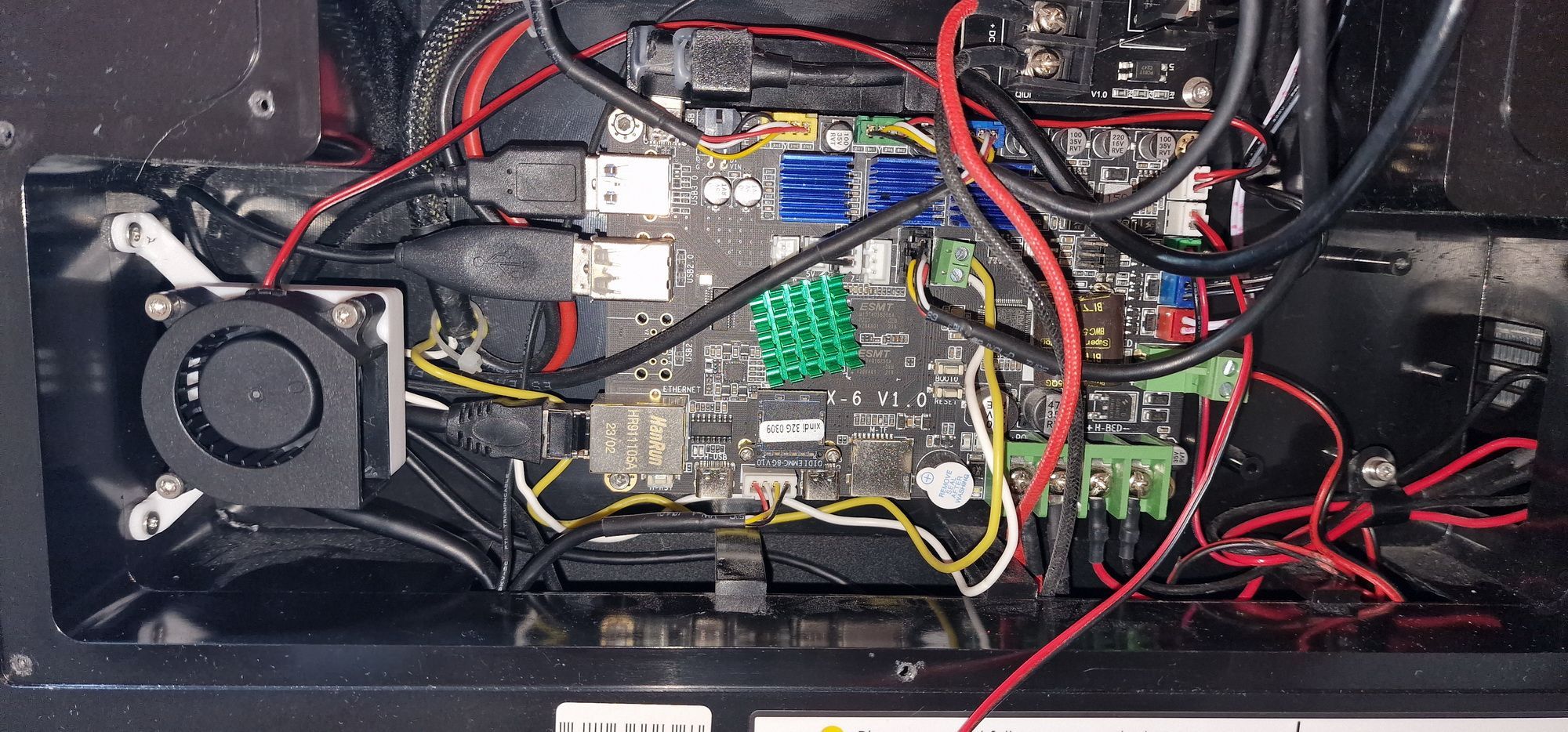
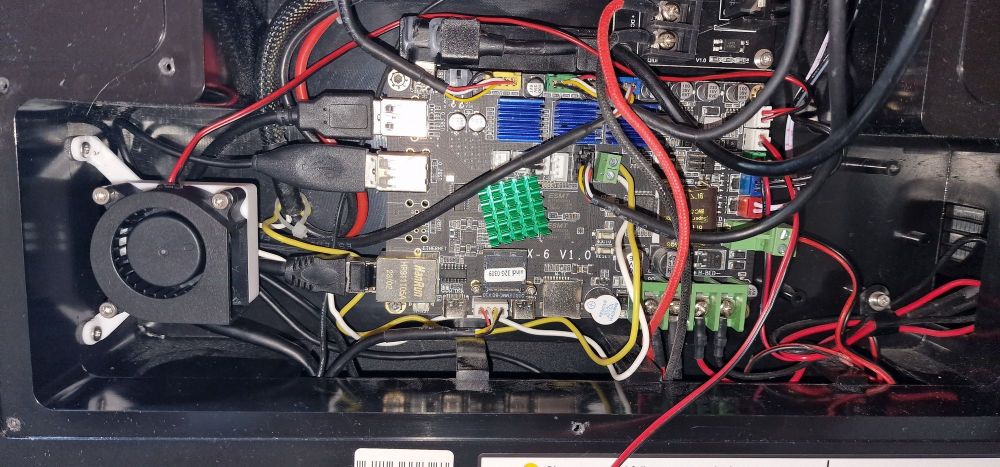
Retour sur la perte de mon Z Offset. Le "Reset" a fonctionné @pjtlivjy. Recalibrage de tout le système et relance pour un test d'impression. Résultat positif, mais par prudence j'ai commandé une EMMC 32Go sur AMAZON et réception ce week-end. Je ferai une copie avec le lien de @fran6p pour être plus tranquille. J'ai rajouté un tout petit ventilateur interne dirigé vers la carte mémoire pour éviter un surplus de chaleur lors d'utilisation intensive. Je ferai quelques photos du montage1 point
-
C'est pas mal du tout. En plus en lumière rasante les défauts sont accentués.1 point
-
Avec mes PC Windows, j'utilise un outil très pratique pour réaliser des images de périphériques USB (cartes SD, clés USB, disques durs, eMMC avec l'adaptateur indiqué par @V3DP) : imageUSB (pas besoin d'installation en plus) . Sous Linux, l'utilitaire dd permet de faire des images (il faut juste ne pas se tromper avec if et of ).1 point
-
Oui et en plus elle est cassante à cette endroit là étant donné que le PLA ne colle pas vraiment avec le PETG Pas de d'élimination mais c'est un peu rugueux, il faut dire que j'ai fait ça en mode bourrin avec les paramètres de températures d'origines sans rien optimiser mais le résultat est déjà top par rapport à ce que j'avais avant Je suppose que l'on peut faire la même chose avec les supports organiques D'où les problèmes de solidité entre le PLAEt le PETG Je vais aussi prendre ça en compte pour mes prochains essais1 point
-
@PacMan Ca commence à faire beaucoup de problèmes de bouchage de buse. Pas très normal tout ça. A noter que ta première couche est un peu trop serrée (0,05 mm environ) car ton brim "frise". Mais bon ça n'est pas la cause des problèmes. Tu n'aurais pas un souci de ventilation de ta hotend ? Un défaut dans le heatbreak ou la buse ? As tu essayé avec la hotend de rechange ?1 point
-
Il parait utile d'après mon experience d'augmenter la purge dans le sens retour vers le filament primaire pour l'impression, et l'aspect coloration n'est pas le seul aspect à prendre en compte : il faut vraiment ôter toute polution du matériel imprimé avec le matériel d'interface de support. Dans certains cas, j'ai du pousser à 2 fois la quantité calculée par défaut au retour dans le filament impression cible...1 point
-
oui, il faut un lecteur d'eMMC comme celui là https://www.amazon.fr/gp/product/B0D836RGBH/ref=ppx_yo_dt_b_asin_title_o09_s00?ie=UTF8&psc=1 et un utilitaire pour lire / écrire dessus. Comme je suis sous Mac, faire une image de la carte est natif avec l'utilitaire de disque et flasher une image se fait avec Balena Etcher. Sous PC, pour flasher il y a Rufus. Si tu sauvegardes avant de retirer ton eMMC, tous tes fichiers de configuration (SSH ....) qui sont dans le répertoire /home/mks/klipper_config tu pourras les remettre ensuite sans rien perdre. A condition que tu aies remis le FW Qidi avant sur l'eMMC.1 point
-
Bien sur, toute fois pour le TPU tu as plusieurs classe de dureté qu'ont appel "Shore" suivi d'un chiffre derrière, plus ont monte dans ces chiffres et plus le TPU devient moins souple et flexible. Et c'est sur cette dureté que Bambulab à joué pour avoir un TPU compatible avec AMS, il est légèrement plus raide qu'un TPU standard. Ou du moins il est assez raide pour parcourir le chemin entre un AMS et la machine sans trop de soucis. Il me rappel énormément un PLA Flexible soit-dit en passant. Cependant l'AMS de BBL est très sensible, même avec des filaments standard, il arrive parfois qu'un filament trouve un obstacle sur son chemin (PTFE trop courbé, copeau de filament qui s'est détaché lors du précédent retrait etc..) et qu'il fasse demi tour. Il effectuera plusieurs aller-retour jusqu’à ce que le filament s’insère, si c'est pas le cas au bout de "X" tentative, un message d'erreur apparaît pour nous prévenir qu'il à rencontré un soucis lors du chargement du filament et qu'il faut vérifier tout ça. Le soucis avec le TPU c'est comme si tu essayais de pousser un spaghettis cuit, le tout dans un tube PTFE avec des angles évidement sinon c'est pas drôle, tu vas inévitablement te prendre des bourrages dans le tube, et encore je suis gentil, je suis même pas sur que le TPU arrive à sortir de l'AMS sans s'agglomérer sous l'AMS1 point
-
Bonjour, super tuto, merci. Il faut que j'essaie.1 point
-
Dans ce cas, les purges se font à la température du PETG ou PLA ? Le plus chaud serait le mieux je suppose, enfin sauf si trop d'écart !!1 point
-
Le deuxième ventilateur est sur l'extrudeur, donc il devrait servir à le refroidir. Comme tu as l'air sur la tête d'avoir un ventilateur 2 en 1, à la fois refroidissement du radiateur de la tête (celui qui doit fonctionner tout le temps même à la première couche et aussi en mode préchauffage de la tête) soit il fonctionne tout le temps ou sur certaines machines plus récentes ? il peut se couper quand la buse descend à 50 ou 60°C. Pour la partie soufflage sur le filament déposé normalement c'est réglable dans le slicer et souvent on ne souffle pas sur la première couche. Mais comme tu as un seul ventilo, fais-le souffler tout le temps. Après tu peux tester par exemple sur une des photos tu avais des pastilles, tu en fais qu'une et tu vois si les couches suivantes passent. Tu peux aussi essayer de prendre un filament de nettoyage par exemple : https://www.amazon.fr/eSUN-Nettoyage-Filament-Imprimante-Cleaning/dp/B07FQ46L1L?dib=eyJ2IjoiMSJ9.sUItC_ZaxrzDRnUV2zPyBievEWqHtIh7SPT6aSytGSAugI3Fy0b14Qh1916o6Q6u7XVoiEwoZkElSwkAjKiEzm2Go2snrLRiPHHafP1NGVmIy6dBAm3BdaqhMNb7q_OkL-i1tlcdZSCuivLbEcci2iqkPrZ6R0JyFDW3Ji67zyr0eNlUDmzaVHHX5N99Aq_7FAK7c4TEta0AeU2lXGzX084wk-UhbnQLpgqHgMi6pNPjIBA54KQ3HPoalmOuVQOUXReTJOyODSumxoHXEkcObRxYVqFx5EAtYt2N33TRT9W9W4ETWv-CEbKbKOcb11IlYEfrKT5uhXg3lqGuF3NNhxG9qaXhw6zWiy_bjp11YOGrWTHlZYwhFjTK6yu5NkcjGWKySb3gR1D1-8BD_kxXf7zhNcS4z-9cX0d5m5F4EhQKR2j91lDi9_6xF-GabHDn.cglQvgXdCTT4LKKSlvAjvCrpRxvYJV7jknAKNDSLuR0&dib_tag=se&keywords=filament+nettoyage&qid=1741340481&sr=8-5 Et tester une autre marque de PLA.
 1 point
1 point -
Sur l'ams Lite tu as une led qui t'indique qu'elle bobine est en cours d'utilisation alors que sur la AD5X faut aller sur le menu de l'écran de gestion de L'IFS ou regarder via Orca-Flashforge quelle bobine est en cours d'utilisation c'est pas un gros soucis mais moins confortable quand tu suis ton print sur l'imprimante. Donc de ce côté l'AMS Lite est mieux mais j'avoue que pouvoir utiliser le TPU sans avoir a passer en bobine manuel est assez pratique pour moi même si j'en utilise pas énormément de TPU.1 point
-
Si stock Européen les délais sont d'environs 5 a 6 jours en générale.1 point
-
J'ai pas mal d'imprimante avec système multi filament, la A1 avec AMS Lite, la K2 Plus et son CFS et récemment la AD5X et l'IFS a côté j'ai tester et utiliser une P1S avec AMS dans les solution de marque d'imprimante y a que les MMU et ACE Pro que j'ai pas vraiment tester (après y a des système ouvert, ou propriétaire haut de gamme assez chers). l'AMS Lite est un système qui fonctionne très bien la A1/A1 mini est une super machine en soit, mais c'est pas parfait comme aucun système, si l'AMS Lite support plus facilement les différents type de bobine et évite les soucis de rembobinage, elle expose au l'humidité les bobines, prend pas mal de place et support pas le TPU, lFS de FlashForge que je test actuellement lui est plus compact support le TPU (j'ai pas encore fait de TPU multi couleur mais mais j'ai imprimer quelques pièces en TPU sans soucis) par contre aucune indication de la bobine en cour d'utilisation sur l'IFS bobine exposer a l'humidité aussi. Le CFS de Creality protège plus de l'humidité car clos il indique les bobines utiliser l'humidité et la temp°, il est être couplé a 4 CFS en même temps pour 16bobines donc la Creality HI a un avantage a ce niveau, après le CFS demande quelques mode d'amélioration pour mieux gérer les bobines. La A1, la Creality HI et la Flash Forge AD5X imprime bien et leur système multi filament fonctionne y a rien a dire, après faut faire un choix et comme la très bien dit @Julien si tu es convaincue par les Bambulab alors fonce, attention même les bambulab demande de l'entretient et l'on peu parfois avoir des soucis1 point
-
c'est fait, commande passée.....1 point
-
Voici la nouvelle version: profilé-cap_v6.stlprofilé.zip Cela convient-il ?1 point
-
Quand on fait du multi-materiel pour du support, il est impératif que la purge soit adaptée pour éviter toute pollution, en particulier si la superficie de la pièce au niveau de l'interface de support est limitée...1 point
-
bon j'ai fait un petit test et effectivement ça fonctionne très bien par contre lorsque l'on revient au PLA la machine prend bien le filament mais ne fait pas de purge d'où le mélange de couleur sur les cotés... une idée ?
 1 point
1 point -
Pour le coup, c'est un problème physique propre au matériau, Bambulab pour ne cité qu'eux à du adapter leur formule de TPU pour le rendre compatible avec l'AMS, et pourtant ce n'est pas l'AMS qu'ils ont adapté. Aussi loin que je puisse me souvenir, ça à toujours été les fabricants de filaments qui ce sont adapté aux machines. Dèjà que à là main c'est pénible a chargé du TPU si il doit passer par un PTFE alors j'imagine même pas avec un AMS.1 point
-
Si tu es convaincu par les Bambu Lab, alors achète une A1 Combo les yeux fermés car tu ne seras que satisfait ! Si tu veux des avis sur la concurrence, la section du forum dans laquelle tu as posté regorge de nos avis, expériences, recommandations. Et tu as aussi nos tests. Bref, de quoi lire pendant des heures pour confirmer ou infirmer ton choix initial.1 point
-
c'est surtout que c'est la première qui a démocratisé le multifilament la meilleure ça n'a pas vraiment de sens dans un environnement aussi concurentiel Elegoo, Creality, Qidi, Anycubic plus les systèmes multifilaments non propriétaires1 point
-
allons allons c'est une éprouvette @V3DP non j'utilise une colle pas cher qui s'appelle 3DMilk qui vient d'Allemagne sur laquelle je n'ai aucun renseignement concernant la composition mais qui n'est pas chère au regard de Magigoo et qui fonctionne avec le Pa, le PC et maintenant le PP 15,95 € le demi litre en spray qui dit mieux je l'achète là1 point
-
@Kachidoki, Serait-il possible lors d'une prochaine impression test de prendre la température de la paroie extèrieure du caisson de l'imprimante.1 point
-
merci @djalejandro341 point
-
Je trouve que 400mm de hauteur d'impression ça fait léger par rapport aux 1100x700mm pour le reste faudrait connaitre la qualité d'impression, la vitesse, les filaments qu'elle peut imprimer, quel plateau (chauffer ou pas, pei, vitre, planéité), quel slicer bref il n'y a pas que la surface d'impression qui compte mais à mon avis pour moins de 1000€ ça va pas être que des matériaux de qualité comme un plateau taillé dans la masse, ni des rails linéaires et roulements top qualité etc...1 point
-
Je trouve que les tests de Kachidoki sont très bien faits et honnêtes, mais il est comme tout le monde, quand on aime on accepte quelques petits défauts que l'on ne laisserais pas passer ailleurs (on est tous pareil avec les choses et les personnes que l'on aime et quelque part heureusement). Ce n'est nullement un reproche c'est humain, quand les tests seront fait par l'I.A. ce sera peut-être différent.1 point

.JPEG.24ceaec3587ebed2c2e941e4a17dfae1.JPEG)