Classement



Contenu populaire
Contenu avec la plus haute réputation dans 14/04/2025 Dans tous les contenus
-
Notre résumé 3D de la semaine dernière est en ligne, un peu moins dense mais toujurs intéressant https://www.lesimprimantes3d.fr/semaine-impression-3d-484-20250414/4 points
-
il est fort en teasing ce magounet4 points
-
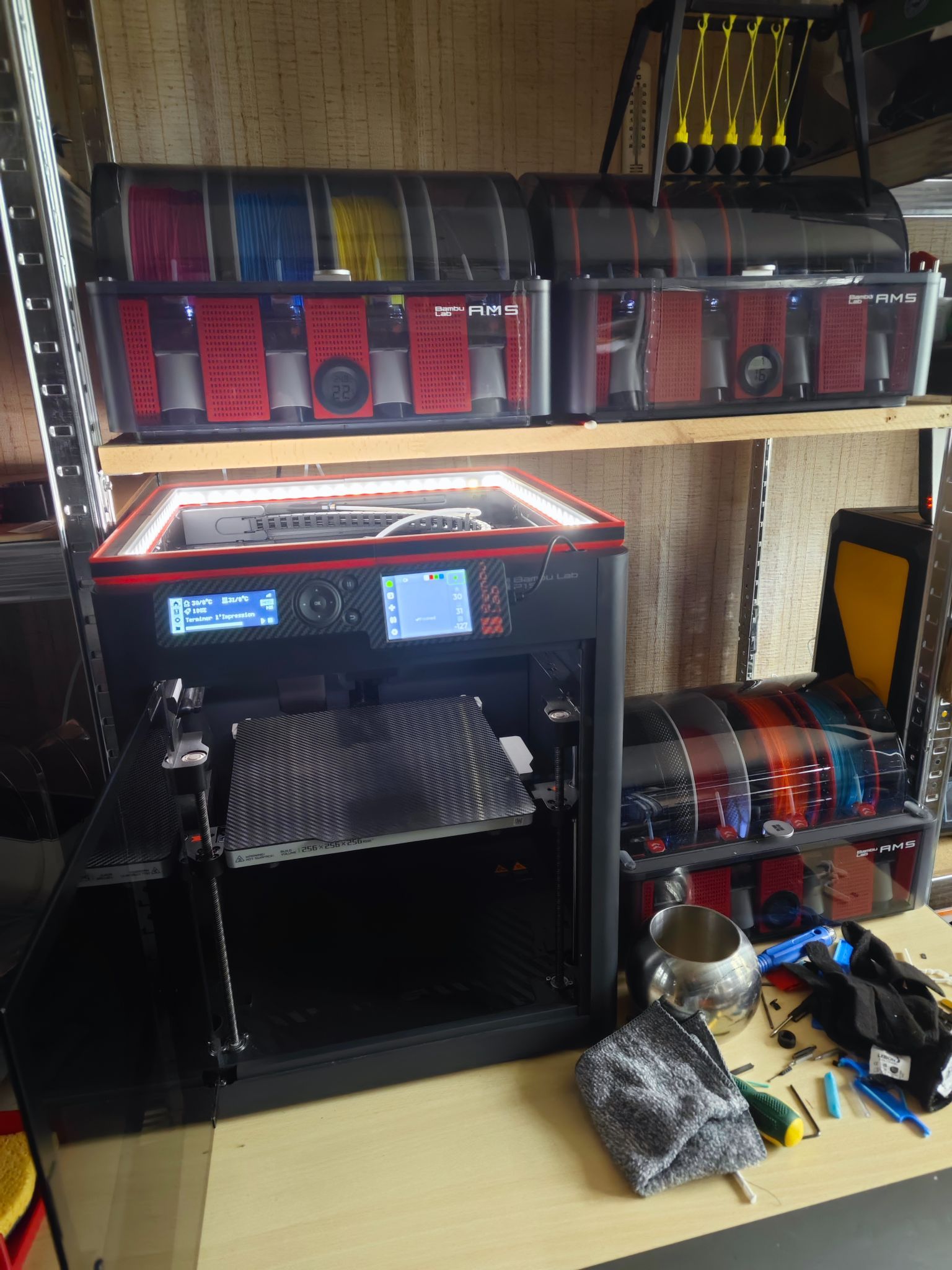
Bonjour à tous ! Ca faisait un petit moment que j'avais rien posté ici, alors voilà, je m'y colle ! Je trouvais l'écran de ma P1S indigne d'une machine à ce prix là, mais je voulais pas acheter un écran dédié PandaTouch, trop cher pour ce que c'est... Je me suis onc rabattu sur le Xtouch, acheté à moins de 10€ sur AliE, configuré en suivant ce tuto : https://github.com/xperiments-in/xtouch Un peu galère, mais bon, si même un poireau comme moi peut le faire c'est que c'est pas non plus insurmontable... Je lui ai imprimé ce petit boitier qui conserve et intègre l'écran d'origine. J'ai du faire quelques modifs car la carte n'était pas exactement la même, notamment au niveau du branchement de la prise d'alim USB et de la longueur de la carte... https://makerworld.com/fr/models/605236-xtouch-holder-p1s-p1p-screen-cover#profileId-531910 Bref, après impression, ça donne ça : Voilà, ça donne pas plus d'indications que l'écran de base, mais c'est beaucoup plus simple et intuitif à utiliser pour les manips standards (tous ce qui est config de réseau et autre ne sont pas dispo, en tout cas pas trouvé). Cerise sur le gâteau, on peut même y brancher une sonde de T° pour avoir la T° de l'enceinte. J'ai branché les fils en attendant de recevoir la sonde... A voir à l'usage, mais déjà je trouve ça vachement plus sympa que les manips sur l'écran d'origine.



 3 points
3 points -
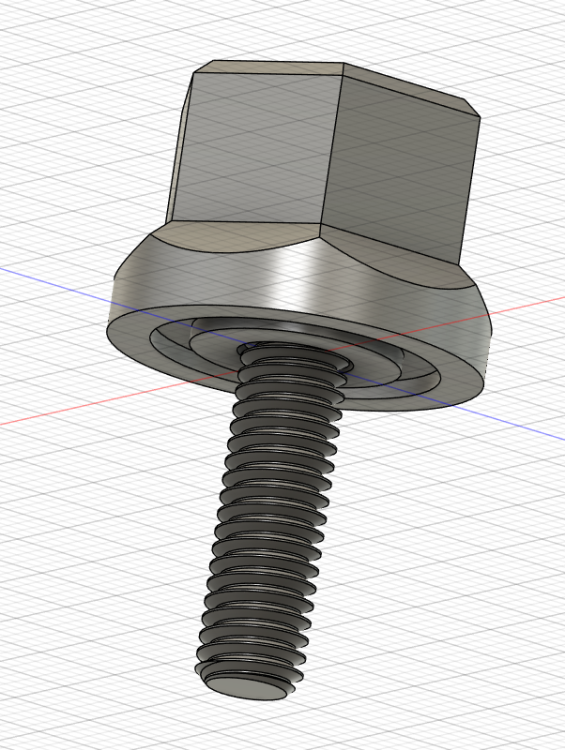
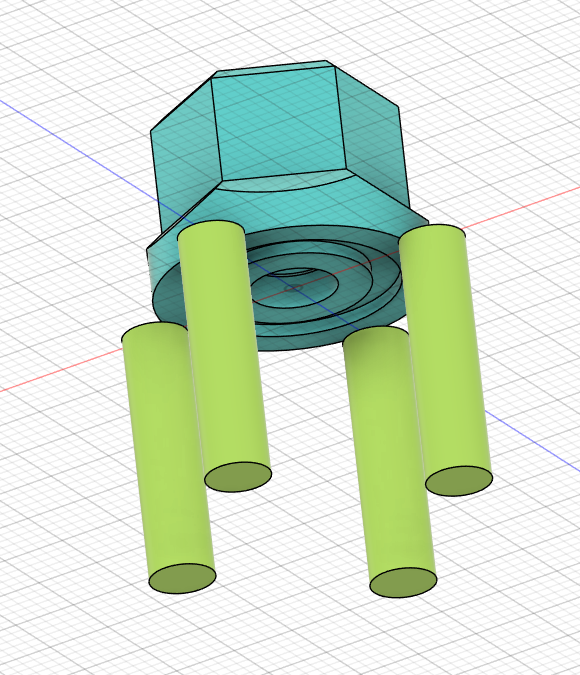
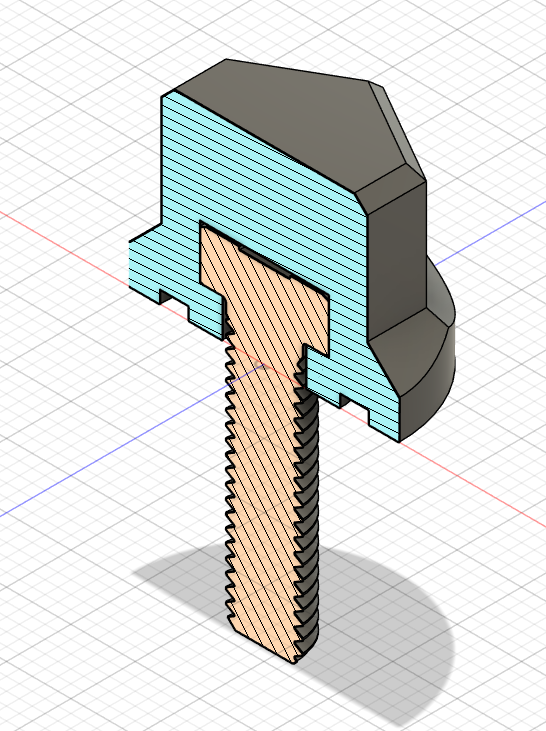
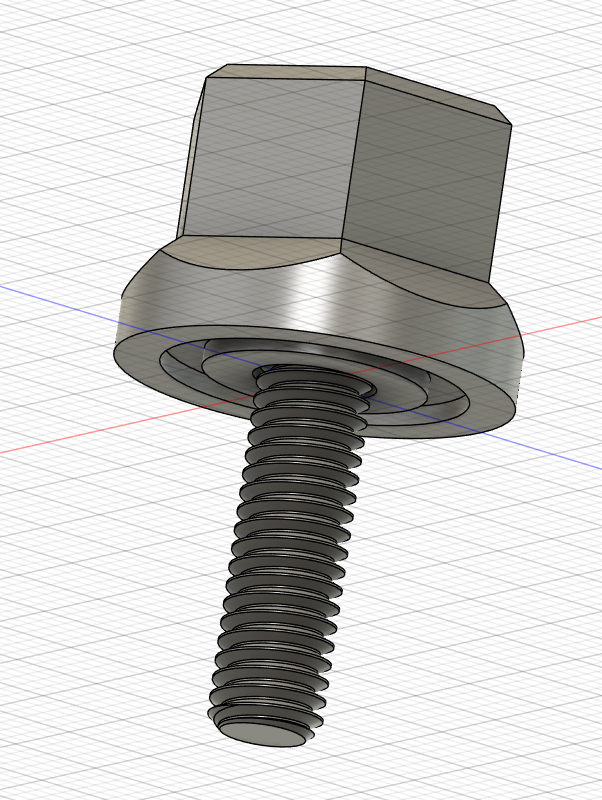
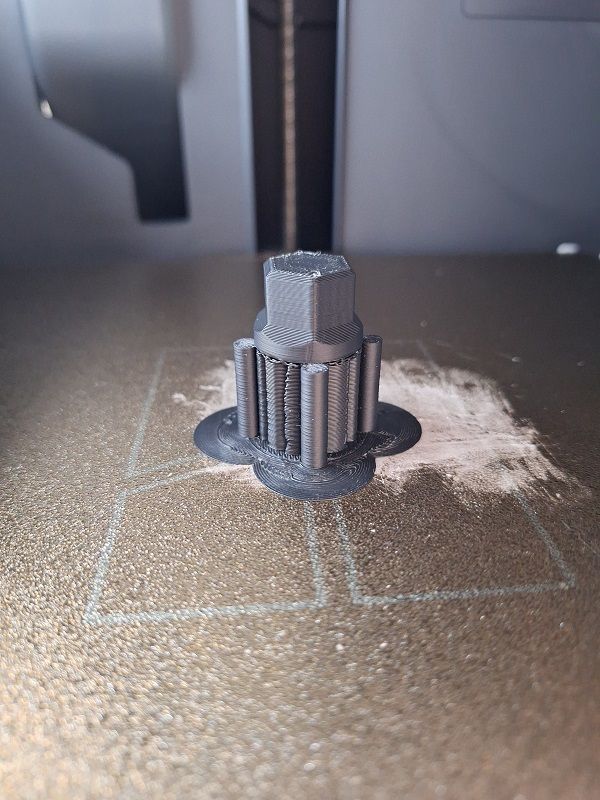
Salut Suite et fin de mes pérégrinations pour imprimer une pièce un peu particulière, avec une vis insérée en cour d'impression. Cette vis se monte dans une pompe de piscine, elle a un diamètre de 6 et elle a un pas inversé Pour imprimer cette pièce il faut pouvoir la placer au dessus du plateau, mettre donc des supports et faire une pause en cours d'impression pour y insérer la vis. J'ai un peu galéré avec Bambu Studio pour les 2 premiers points. Mais j'ai trouvé une solution. Voir mon post sur le sujet Ensuite le pb était que la pièce se décollait des supports. Logique J'ai donc fait chevaucher la partie qui servait à rehausser la pièce avec la pièce et j'en ai rajouté 3 autres pour faire des surfaces d’appui que je pouvait enlever ensuite. Comme des supports mais en plus costaud. Je ne sais pas si c'est la meilleure solution mais je n'en ai pas trouvé d'autre manière et ça à finalement très bien fonctionné Voilà le résultat. Imprimé en ABS noir en couches de 0.20mm. La pièce encore sur son plateau en fin d'impression, la pièce avec les supports et les renforts enlevé (On voit quelques traces mais ce n'est pas gênant pour le montage) et la pièce avec son joint d’étanchéité. Et ça c'était au démontage Première fois que j'imprime une truc comme ça et assez content de moi. La méthode pourra peut être servir à d'autres A+ JC





 3 points
3 points -
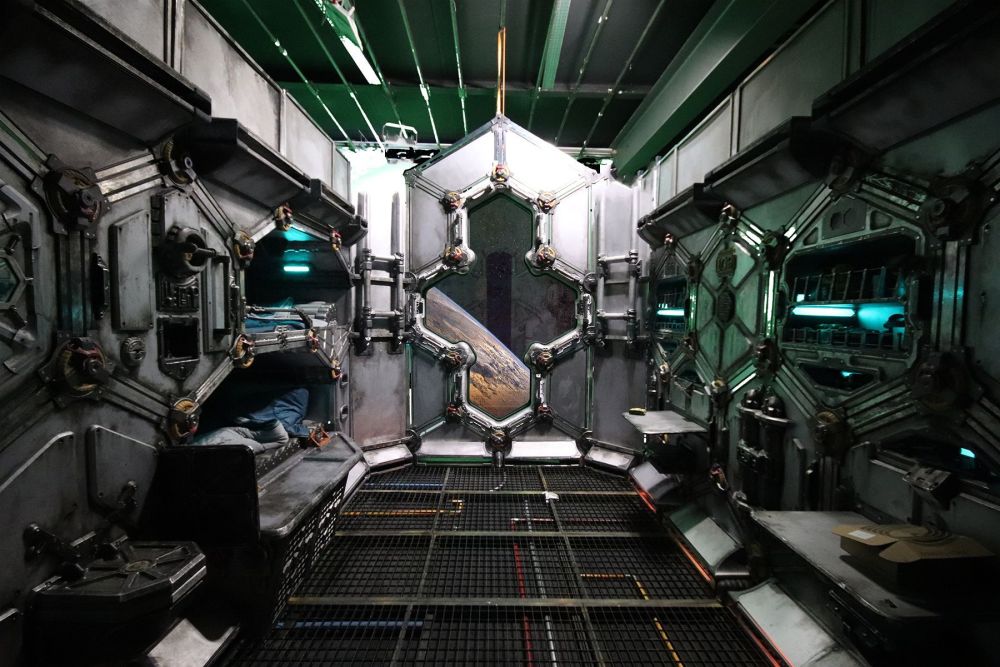
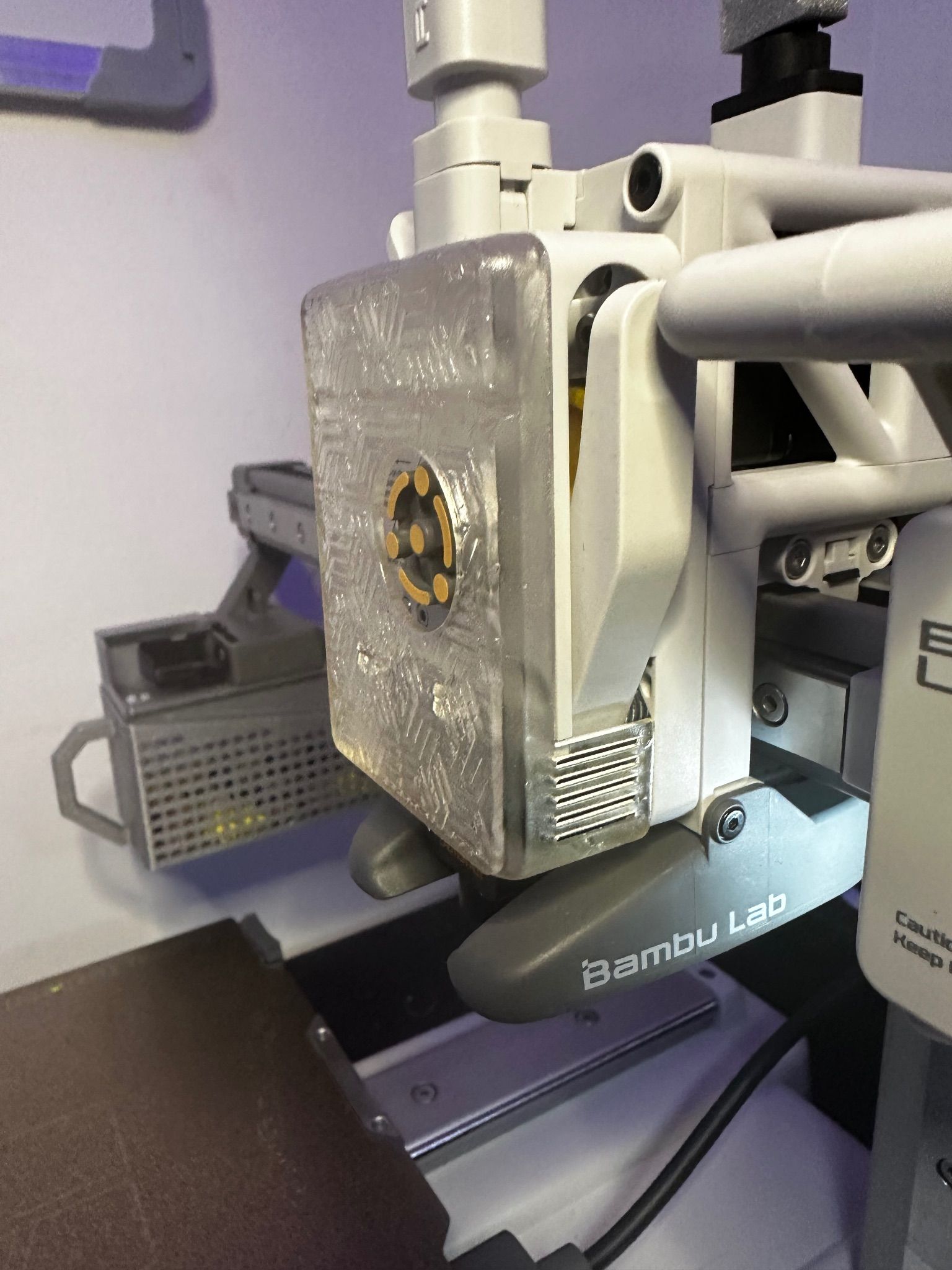
Bonjour, je me présente, Jean-Michel, Je me permet de partager avec vous ma dernière création. Un court métrage de science fiction dont tous les décors et accessoires ont été crée avec des imprimantes 3D. Veuillez trouver ci-dessous le lien du film, en espérant que celui-ci vous plaira. DARK CELL : Le film Si vous avez des questions concernant la genèse de ce projet, n'hésitez pas à me demander. Je me ferais un plaisir d'essayer d'y répondre le plus précisément possible. Bonne soirée à tous et toutes. Jean-Michel
 2 points
2 points -
Du coup tu n'as pas fait le chèque !! même barré.2 points
-
Moi qui pensais que le schmilblick était un repose dentier.2 points
-
Merci @jcjames_13009 @pascal_lb @banditos pour vos messages de bienvenue. On sent la communauté accueillante et bienveillante, ca fait plaisir !2 points
-
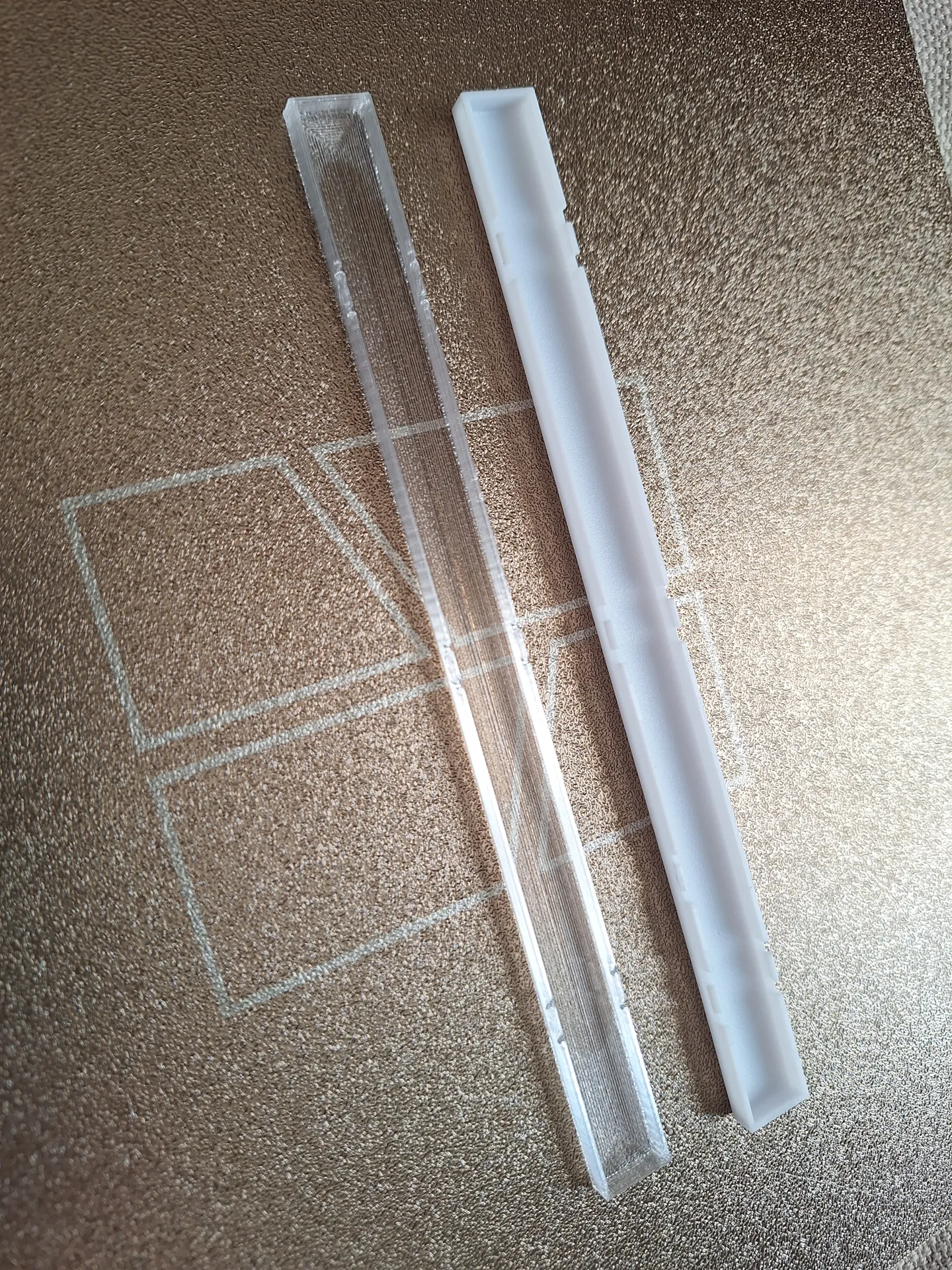
Hello les amis, Voila depuis quelques temps que je teste une résine qui vient de chez Conjure, il s'agit de la résine Rigide Clear, une résine qui est assez technique de part ses caractéristiques, mais également dans l'impression de celle-ci. Cette résine est fabriqué par la société Jamg He qui eux même vendent également de la résine, mais les commanditaires de cette résine Conjure étant ChituSystem, Chitu joue sur la transparence de ses infos, sans mauvais jeu de mots Conjure nous promet plusieurs chose: Ne jaunis pas après curing Haute résolution (8K) Très flexible Très résistante Pour ma part, j'ai également trouvé que cette résine est très peu odorante, mais la c'est subjectif, puisque nous n'avons pas tous la même tolérance olfactive, mais contrairement à une résine comme la Elegoo Standard 2.0 c'est le jour et la nuit en terme d'odeur, mais gardez à l'esprit que l'usage d'un masque est fortement recommander, car même si celle-ci ne sent pas très fort cela ne veut pas dire qu'elle n'est pas dangereuse pour autant. Le point négatif que je trouve sur cette résine, étant la Calibration de celle-ci qui est très compliqué de part le faite qu'elle soit transparente, évidemment les plaquettes XP Finder deviennent illisible pour régler les temps d'expo. Vous devriez donc aller sur une configuration de base et ajuster à mesure de vos résultats. Autre point important avec ce type de résine étant qu'il faut l'imprimer dans des conditions idéal, afin de tirer profit un maximum des caractéristiques techniques de cette résine, et le premier facteur qui me vient à l'esprit étant la température avant et pendant l'impression. En effet avant impression je vous recommande de stocker votre résine dans un endroit à température ambiant. Puis durant l'impression assurez vous d'avoir au moins 25° sous la cloche de votre imprimante, la température étant un facteur très important pour la viscosité mais également pour la dilatation de certains polymères. Une température trop froide lorsqu'elle va se solidifié via le processus de polymérisation va subir un choc thermique et ce dilaté beaucoup plus que si elle était à température recommander, ce qui suit naturellement étant des fissures qui apparaisse, de la délamination, et enfin des tolérances qui ne sont pas respecter. Pour ce test, j'ai modélisé des éprouvette pour des testes de force, ce sont des éprouvettes que nous avions au labo la ou je travaillé auparavant, celle-ci font 3mm d'épaisseur. Les résultats sont plus que correcte, j'ai été très agréablement surpris, ont obtient une moyenne de 8k500gr, ce qui est quasiment deux fois la valeur d'un ASA Naturel en FDM. Pour ce qui concerne l'abrasion, la pas de surprise, ça résiste pas terrible, ça ce ponce aussi bien qu'une résine standard toutes marques confondu. Donc ont peux oubliés sont usage pour des engrenages, pignon et autres éléments mécanique qui sont soumis à de l'abrasion. Pour ce qui est du post traitement en sortie d'impression, je vous déconseille l'usage d'un produit autre que de l'IPA, oubliés les Mr.Propre & Cie au risque de laisser une légère teinte sur la résine. Voici ici un cover pour Bambulab A1/A1 Mini réalisé avec cette résine et également des petits engrenage de feeder d'AMS toujours pour les Bambulab. L'engrenage le plus a droite à subit un bain de dégraissant Mr.Propre et les deux autres eux ont eu un bain d'IPA, et comme ont le voit il à légèrement jaunis à cause du Mr.Propre. En conclusion cette résine peut être idéal pour des application tels que: Elements mécanique soumis à des forces sans abrasion Objets de décoration, tel que des Cover des Coques qui ont un but uniquement esthétique, afin de profiter de sa haute transparence Des objets de figurine qui sont en temps normal très fragile sur des résines standard tels que des Sabres, des bâtons etc.. Pour de la joaillierie (Bijou, bague, pendentif etc..) Je vous joins également une vidéo que j'ai fais au sujet de cette résine, et hésitez pas a profiter de ce topic pour faire vos retour si vous êtes un consommateur de Conjure Rigide, il est toujours interessant d'avoir des retours different.




 2 points
2 points -
c'est corriger2 points
-
Pffffff ... tout ça parce que tu ne veux pas faire la vidéo du lavage de dents au blaireau !2 points
-
LOL ... j'avoue que je ne sais pas pourquoi, mais instinctivement je t'aurais plutôt accordé le point qu'à @RFN_31 Mais bon, il faut respecter les us et coutumes de chacun ... par contre @papagalak je veux bien une démo de ton brossage des quenottes avec cette magnifique brosse à dents !2 points
-
ya un soucis avec tes liens...2 points
-
Merci Pascal. Je crois effectivement en être un bien attaqué ;-)
 2 points
2 points -
A défaut d'avoir regardé toute la vidéo, je mets un résumé de ChatGPT :2 points
-
Moi aussi pendant longtemps je n'ai pas trop eu de pbs d'humidité, et puis j'ai dû finalement me mettre à traiter le sujet, en sur-équipant mes AMS (y compris avec des "axes" sur les bobines, eux aussi remplis de billes de silice) Soit : les supports à mettre à l'intérieur des spools : https://www.printables.com/model/402087-adjustable-spool-holder-for-silica-gel-spool-weigh le funnel (optionnel) pour aider à remplir sans en mettre à côté : https://www.printables.com/model/503881-funnel-for-adjustable-spool-holder-for-silica-gel- J'en ai au moins une 10aine En fait plusieurs marquent de PETG absorbent peu l'humidité, par contre c'est pas la même histoire pour l'ancien PETG Bambu Lab (le nouveau a l'air encore pire), ce pourquoi j'ai dû m'y mettre vu qu'à une époque je me suis mis à acheter pas mal de ces spools de PETG Bambu. Pour les billes de silice je les ais pris par 2kgs pour avoir un peu de marge (une 30aine d'euros le sac de 2kgs) : https://www.amazon.fr/dp/B08X25JFPS?ref_=ppx_hzsearch_conn_dt_b_fed_asin_title_12 points
-
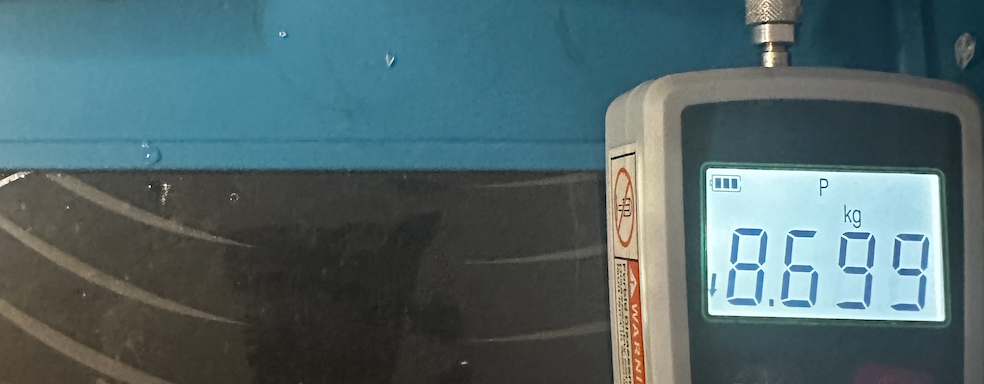
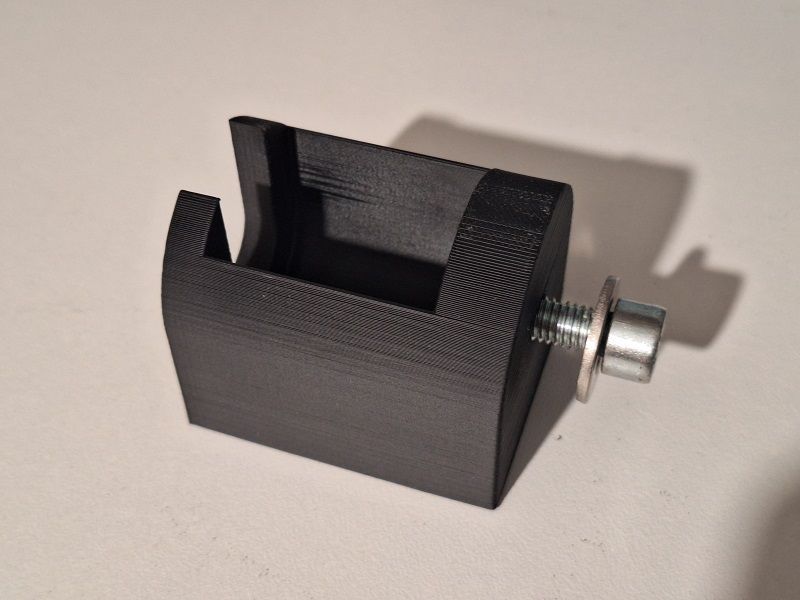
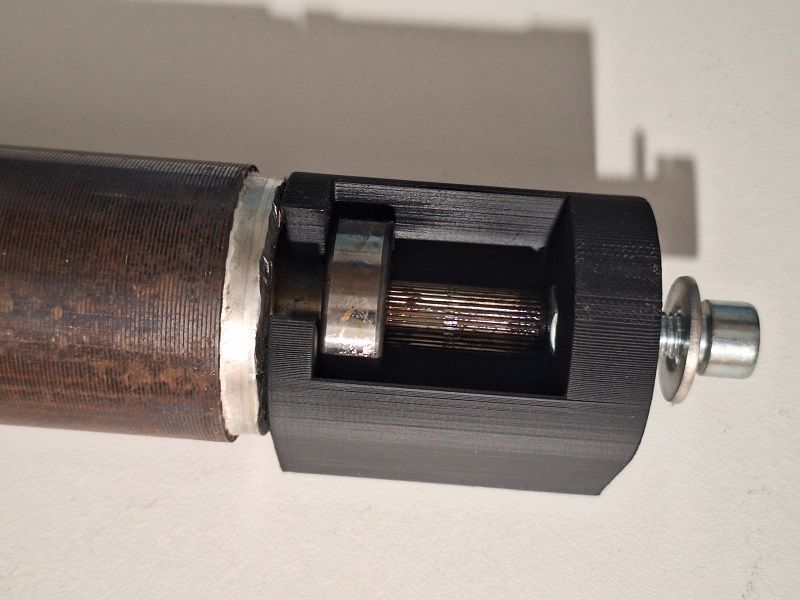
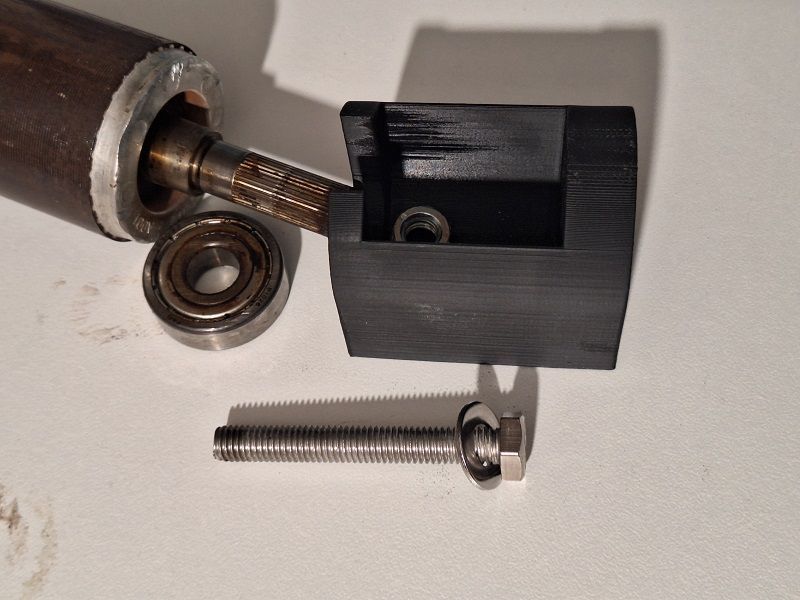
Salut Je poste ici une de mes dernières réalisation. Elle à fait la une du dernier Schmilblick Rien d’exceptionnel mais je pense que ça pourrait toujours dépanner quelqu'un même si au départ ce n'était pas gagné. J'ai démonté le surpresseur du robot de ma piscine car il faisait énormément de bruits. J'étais sur que le pb venait des roulements, confirmé au démontage. Ils étaient rouillés. Impossible d'utiliser mon extracteur. Pour le premier roulement l'axe était trop long. J'y suis allé à la cale bois et au maillet. Pour le 2e l'extracteur ne passait pas entre le rotor et le roulement. Il n'y avait que 7mm et impossible d'y aller au maillet J'avais vu ce modèle sur Printables https://www.printables.com/model/1244299-bearing-puller-kugellager-abzieher mais j'étais persuadé que ça ne pouvait pas tenir. Surtout imprimé en PETG. Mais comme je n'avais pas d'autre solution à part aller acheter un autre extracteur, je me suis dit tentons le coup en ABS. J'ai re modélisé la pièce aux dimensions dont j'avais besoin et j'ai réorienté l'écrou pour ne pas mettre de support Impression en ABS avec avec 6 périmètres et remplissage à 25% Rectiligne sur ma P1S avec la plaque PEI texturée. Cette fois je n'ai pas oublié de mettre de la colle Résultat au delà de toute espérance. J'ai pu extraire le roulement et la pièce n'a pas cassé Je rajoute le fichier .step. Si un jour vous en avez besoin, n'hésitez pas c'est plus rapide et moins cher que d'acheter une extracteur. Taille du roulement 32mm x 12mm haut 10mm. Axe 16mm. Il vous faudra un écrou M8 et une vis M8x50 Extracteur roulement surpresseur v1.step A+ JC

 1 point
1 point -
effectivement je m'en vais faire le cheque de suite @P_tite_tete j'ai barré l'erreur1 point
-
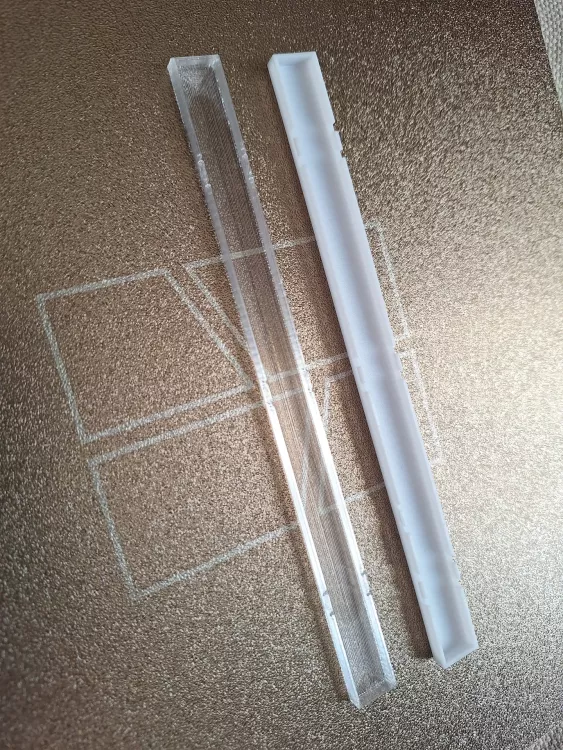
Oui cela y ressemble en effet mais c'est pas ce qu'il y a de plus fiable comme pneufit et cela ne sort pas facilement sans chauffe préalable à première vue. Oui en effet si tu n'a pas de filament en le faisant glisser sur le côté tu réussi bien plus facilement a le défaire mais avec un filament dedans cela ne bouge quasiment pas d'un poil sur le côté le PTFE étant maintenue par 2 passe câble (si je puis dire) sur le chemin de câble avant la tête le PTFE bouge pas même a forte vitesse. Sur la K2 Plus j'ai juste commencé les test, après sur la CR10s Pro j'en ai utiliser pendant 1 an sur la SR prêt de 8 mois j'ai jamais de soucis, bon la CR10S pro etait pas du genre ultra rapide, et sur la SR le PTFE est plongeant, mais de ce que j'ai vue hier sa semble pas bouger ni en impression ni après si le filament est pas rétracter, mais je referais des contrôles sur les prochains print.1 point
-
Ce lien me donne des manettes de ??? type console ou Switch !!1 point
-
C'est que tu connais pas encore !!! Trêve de plaisanterie, c'est en vrai poil de blaireau ou en synthétique. Il peut être ancien et en vrai poils de blaireau et avec du vrai savon à barbe (avec un coupe-chou normalement ou pas) J'en ai un de mon grand père donc plus d'un millénaire et pour les plus anciens 1 siècle et demi (mais c'est pareil) Mais un blaireau du millénaire précédent c'est plus cher que d'un siècle et des brouettes !!! Il est vrai que pour ceux qui ont essayé le savon à raser en bol, c'est mieux mieux que les bombes à mousse à raser. Pour les rasoirs électriques pas vraiment efficaces. Depuis je porte la barbe c'est plus simple !!!1 point
-
J'en ai aussi en stock du 4x2.5mm reçu de Amazon je le remplacerais probablement pour mieux laisser passer le filament entre l'arrière et le magnet, par contre dans la partie vissable et qui descend dans le pneufit d'origine il forçait trop pour rentré donc j'ai sur cette zone utilise une section du PTFE d'origine qui a été remplacé, le présume qu'il est un peu supérieur a 4mm externe Après j'ai du PTFE de Bambulab en stock au pire aussi , sur la partie magnet il peux être necessaire de passer un petit cout de fort pour ajuste le diametre interne a l'endroit qui magnet1 point
-
On va dire que tu connais beaucoup plus de machine que moi, quand je te lis j'ai l'impression de lire la Bible de l'impression 3D1 point
-
faut les mettre manuellement ou essais qu'en contact avec le plateau, la il y en à trop.1 point
-
Une chose que tu peux aussi voir c'est si ta buse et ton heatbreak ne sont pas obstrué, dans ce cas ce que tu peux faire c'est démonter le buse et demander a l'extrudeur d'extruder du filament pour voir si le filament passe librement ou pas, si c'est ok, faudra alors en effet démonter l'extrudeur voir si l'engrenage est propre et fait assez bien pression sur le filament, si rien de ce côté résoud le soucis alors vérifier le moteur puis pour finir le driver.1 point
-
spécialiste c'est peut être vite dit c'est mon opinion plutôt, et tu es pas un débutant non plus mon ami1 point
-
Non c'est pas aussi complet que BambuHandy. En fait tu as juste les fonctions de l'écran d'origine, mais tout est tactile, pas besoin de défiler dans les menus sans savoir ou tu es ou ce que tu fais. Par exemple si tu as 2 pièces en impression, tu peux pas arrêter l'impression d'une seule comme dans BH, tu peux pas non plus voir les bobines que tu as dans les AMS, le Xtouch ne connait même pas les AMS. Mais bon, pour 15 balles tout compris tu as le tactile, l'indication de la T° de l'enceinte et le tout intégré pas trop mal à l'imprimante. Moi c'est tout ce que je voulais, c'est parfait.1 point
-
Ca faisait peut être un moment mais là ça valait le coup de revenir J'ai pas encore tout lu la doc mais avec cet écran, tu arrives à afficher tout ce qu'il y a sur Bambu Handy ? Une modif à envisager peut être en remplacement du téléphone recyclé que j'ai fixé sur ma P1S pour justement afficher Bambu Handy A+ JC1 point
-
Hello @MrMagounet merci beaucoup d'avoir pris le temps de me conseiller ! Comme il faut bien se lancer à un moment donné, je suis parti sur la M7 pro avec le W&C3+, il y avait une promo intéressante sur l'ensemble.1 point
-
Alors oui d'un certain côté tu as pas tord mais en pratique cela passe, après il existe une façon qui permettrait de limité voir d'évité de réhaussé le PTFE mais cela necessiterait de de chauffé le capot de l'extrudeur sur le dessus pour pouvoir dessertir le pneufit en plastique serti et de tarraudé en filetage de BSP 1/8" mais perso j'ai pas voulu tester de 1 mon pneufit pas HS et de 2 y a un risque de cramer le capteur de fin de filament. Pour revenir a ta remarque la pièce précauniser par Creality est une pièce qui tiens plus droit le PTFE donc la solution de creality impose la même chose Le filament permet juste de bien le positionner sans prise de tête ici on a aimant néodyme très costaud donc le filament assure pas réellement l'alignement une fois en place J'ai déjà utilise le Magnet MK10 sur le passer avec une CR10s Pro V1 et une Flsun SRy a pas de soucis cela bouge pas1 point
-
Merci Dès que l'on remet l'imprimante SLA du FabLab en route, j'essaye de tester ça. Il va vraiment falloir que je m'y mettre au SLA A+ JC1 point
-
Salut! J'ai déjà posté le lien dans le topic de la H2D, mais quelque part, cette interview couvre d'autres aspects non relatifs à la H2D, et s'avère intéressante pour des tas de raisons. La vidéo inclus pas mal de chapitres permettant d'accéder au différentes questions de manière séparée. Entre autres, et bien qu'il ne parle pas de roadmap, il sous entend : - l'arrivée d'une gamme laser dédié - quelques détails sur le Vision Encoder et son utilité, ainsi l'arrivée prochaine d'un équivalent pour X1C - H2D pour Hybrid, 2nd Gen, Dual Extruder - un AMS avec deux sorties pour le filament pour l'instant ce n'est pas au point, mais peut être plus tard - réponse sur la taille, et les contraintes associées - des éléments sur la question firmware - ... La vidéo est longue : pas loin de deux heures , donc si vous avez un peu de temps...1 point
-
Cela peut être facile si je prends mon dentier(que je n’ai pas) et je le brosse au dessus du lavabo1 point
-
Hello @jcjames_13009 Oui, largement même, et je pense que tu peux avoir une meilleurs transparence, comme je l'expliqué dans la vidéo, à la fin de mes impressions, j'ai procédé à un "Clean Tank" nettoyage du bac de résine par polymérisation, et le résultat était bluffant, c'était littéralement de la vitre. Donc oui avec des application spécifique comme celle-ci ça passe impeccable.1 point
-
@YaP alors j'ai tester aucun des 2 machine mon ami Isidon a tester par contre la Kobra 2 Max lors de sa sortie et m'avait contacté pour l'aider a résoudre des soucis sur cette machine ce qui n' pas pu être fait vue que l'OS etait 100% clos et que l'on avait accès a rien, la Neptune 4 Max a de sont un Os dans lequel on a accès a la configuration et que l'on peu faire évolué si besoin, dans ce format et volume les autres machine seront pas sur le même segment donc en effet tu as pas beaucoup d'autre choix.1 point
-
Toute ces modifications rehausse d'une façon non-négligeable la hauteur du pneufit. Creality n'aurait t'il pas fait un pneufit très court pour éviter une courbure trop importante du PTFE ou qu'il frotte contre la vitre ?1 point
-
ERREUR DE COPIE c’est bien @jcjames_13009 qui a trouvé Mille pardon pour cette boulette1 point
-
C'est une bonne solution. J'ai imprimé 3 ou 4 pièces en ABS à cet endroit, et en nettoyant le plateau 2 ou 3 fois, ça a fini par partir. Il n'y a plus d'ABS incrusté dans le plateau. Juste une marque, comme une auréole, mais qui ne laisse pas de trace sur mes impressions. Merci JC1 point
-
ouep on ne voit pas tes photos1 point
-
Salut et merci pour cette présentation A ton avis, peut-on l'utiliser aussi pour faire des diffuseurs de lumière ou abat jour ? Exemple j'ai imprimé le diffuseur de l'éclairage led de ma P1S en PETG transparent pour avoir un peu plus de lumière. Si oui je serais curieux de voir la différence avec du PETG transparent A+ JC
 1 point
1 point -
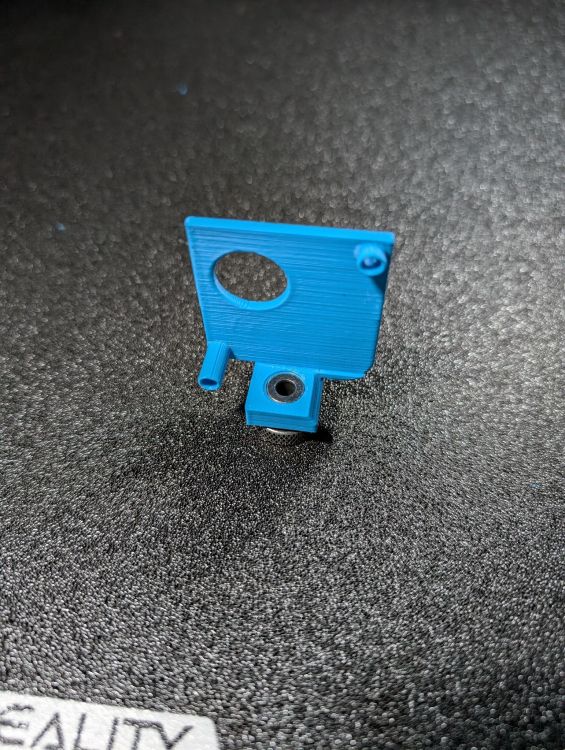
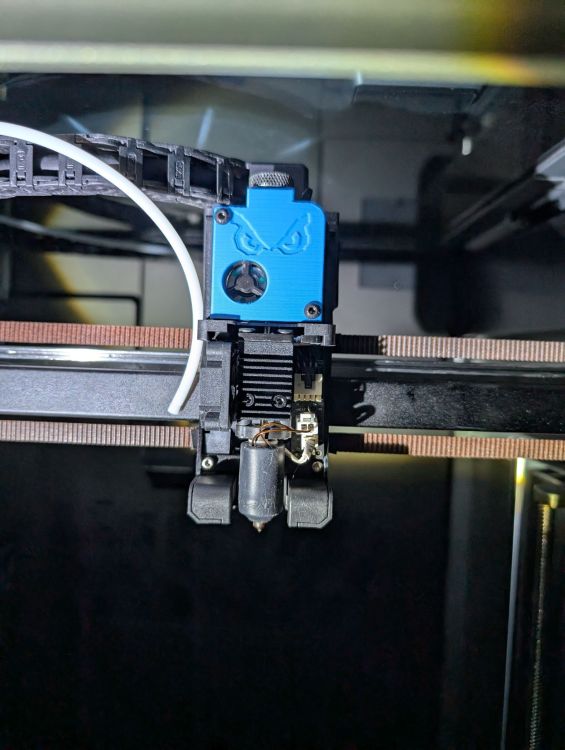
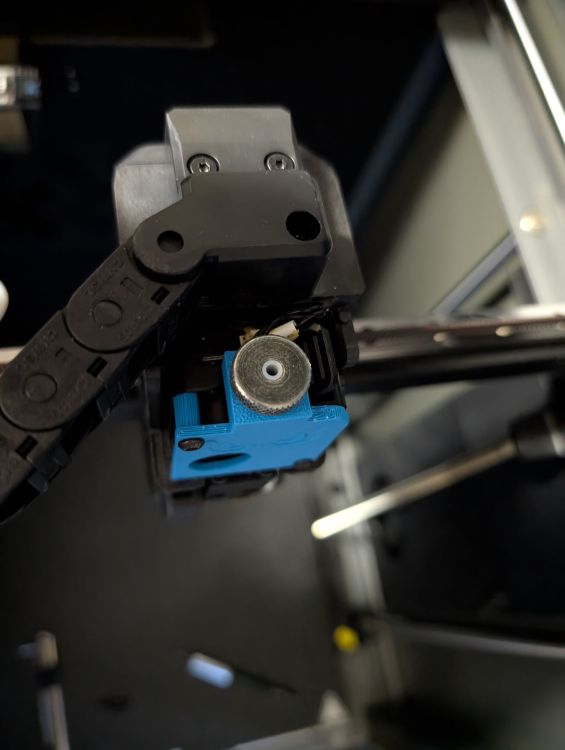
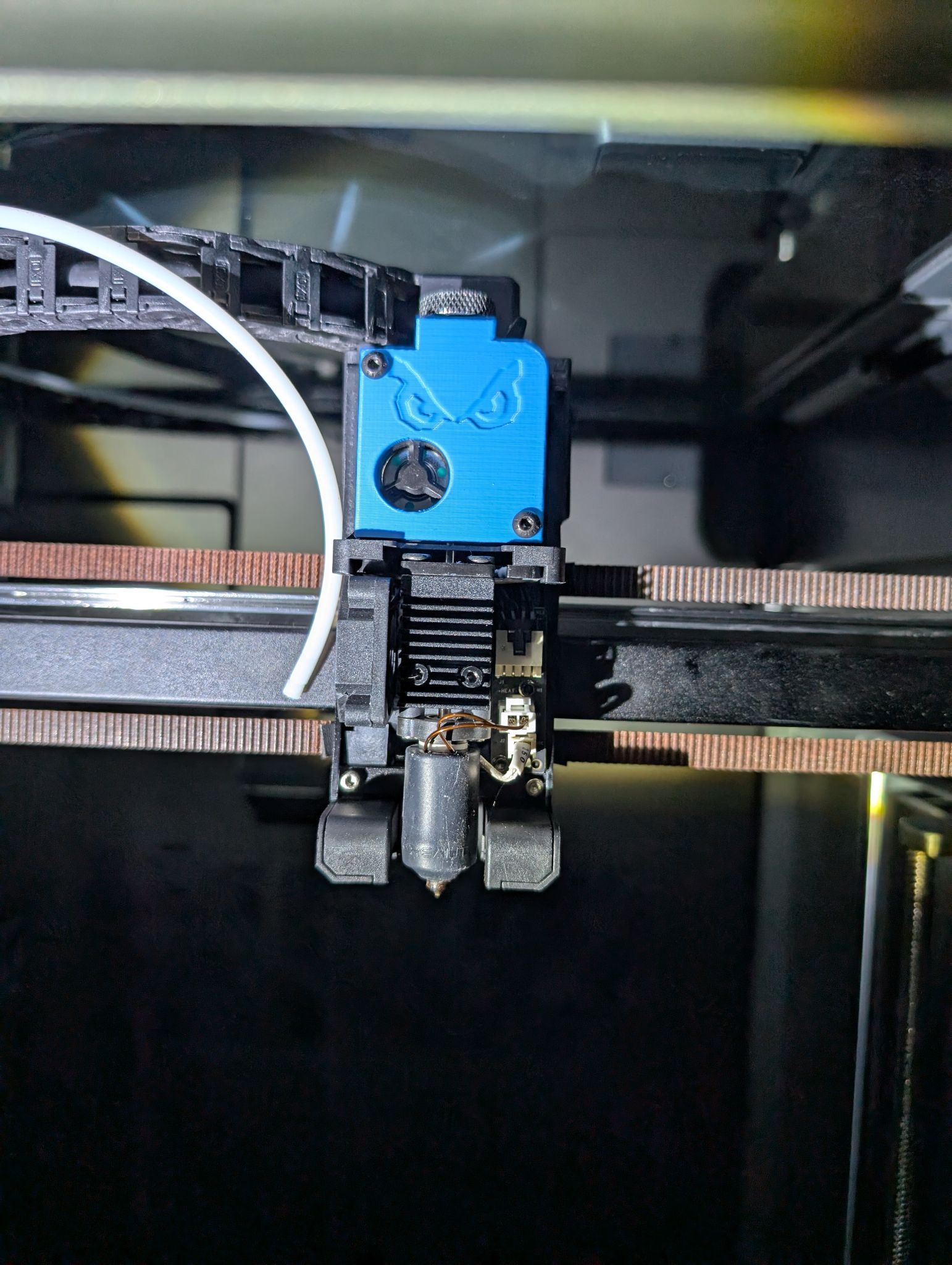
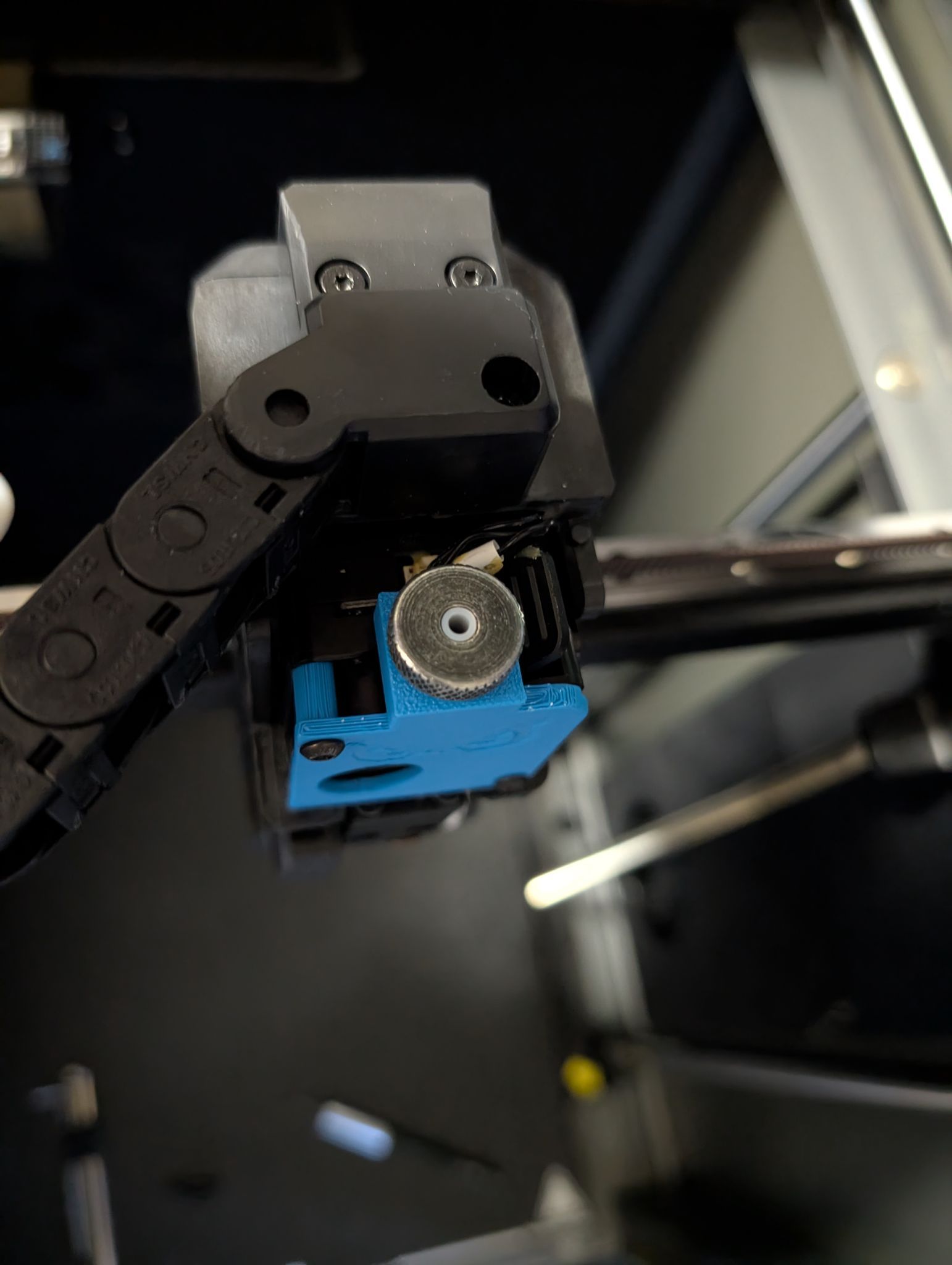
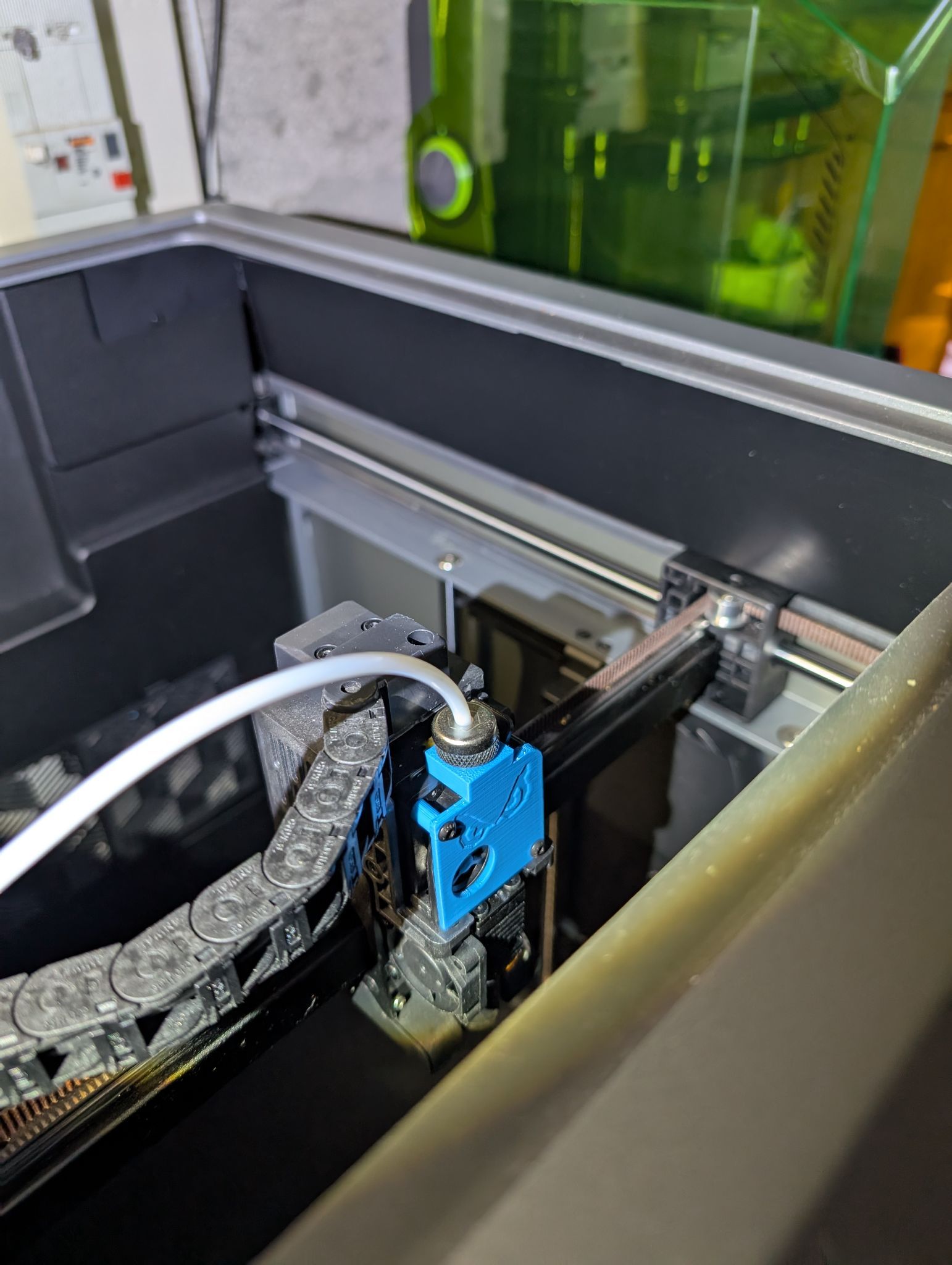
Bon alors comme promis Fred de Hotends.fr ma fait suivre un magnet MK10 pour effectué des test et un montage sur la K2 Plus. J'ai donc bosser sur la K2 Plus ce week-end, première chose modifier un cover de l'extrudeur de la K2 Plus pour le rendre compatible avec la Magnet MK10, je suis partie du même système que ce que @Jems a montré mais j'ai du modifié le système de pas de vis ici il nous faut un format BSP 1/8" mon modèle passe pas de soucis mais un poil trop serrer mais sur mes infos Fred va repartir sur la modification de cette pièce pour ajuster le filtage au petit oigons voici ce que cela donne chez moi : Impression avec un Filament Arianplast ABS basic un peu humide donc le rendu est pas 100% parfait mais bon c'etait pour validation surtout. Une fois mis en place cela donne ça: On vient passer un bout de PTFE dans le système et on le coupe a ras. Ensuite on remplace le PTFE qui va du pneufit a l'arrière de la K2 Plus jusque la tête et on passe du filament pour aider a la mise en place du magnet et voila le résultat. Bon le PTFE fournit en 4x2mm avec le Magnet est un poil trop etroit dedans donc suite a notre échange Fred le proposera pour la K2 Plus avec un PTFE en 4x2.5mm, j'arrive a imprimer pou le moment j'ai tester que en prise manuelle du filament j'ai retirer le CFS pour l'install du mod de NOX et cela fonctionne mais ont sens que le filament force un peu ce qui est pas le cas avec le PTFE d'origine, l'utilisation d'un PTFE de 4x2.5mm comme pour les AMS par exemple résoudra le soucis. Voici le test d'impression


 1 point
1 point -
C'est clair que cette photo n'arrange pas les choses1 point
-
Autant les supports doivent pouvoir accueillir des bobines jusqu'à 80mm je dirais mais le système de balayage risque à mon avis de ne pas aller jusqu'aux bords1 point
-
Au passage, l'estimation de la quantité restante du filament est basée sur l'odometer + vitesse de rotation de la bobine, et la mention "si vous voulez l'information, c'est possible, utilisez un RFID bambu lab d'une ancienne bobine, cela nous permet de voir la vitesse de rotation de la bobine" : il ne se permettrait pas ce genre d'indication si l'objectif était de nous enfermer dans du filament Bambu Lab...1 point
-
Bonjour à tous, Je m'aperçois que je n'avais pas fais de retour sur ce problème, c'est pas très correct ... Mieux vaut tard que jamais donc le voila. Alors en fait plus de problèmes avec la buse de 0,6. Comme la qualité reste plus qu'acceptable, ça me va, j'utilise cette buse pour ce filament. Depuis j'ai fais plein de pièces sans soucis. Aspet et solidité nickel et bien plus rapide qu'avec mes vieilles machines donc, je n'ai pas creusé plus que ça avec la buse de 0,4. En plus les buses se changent rapidement et facilement pour revenir à la 0,4 quand c'est nécessaire, donc tout est ok. Donc pour moi la Bambu X1C est très bien pour les 3 filaments que j'utilise principalement. PETG, PETG-CF et ASA Merci à tous ceux qui ont pris du temps pour m'aider.1 point
-
Une talonette pour tes chaussures car comme moi, tu es court sur patte ?1 point
-
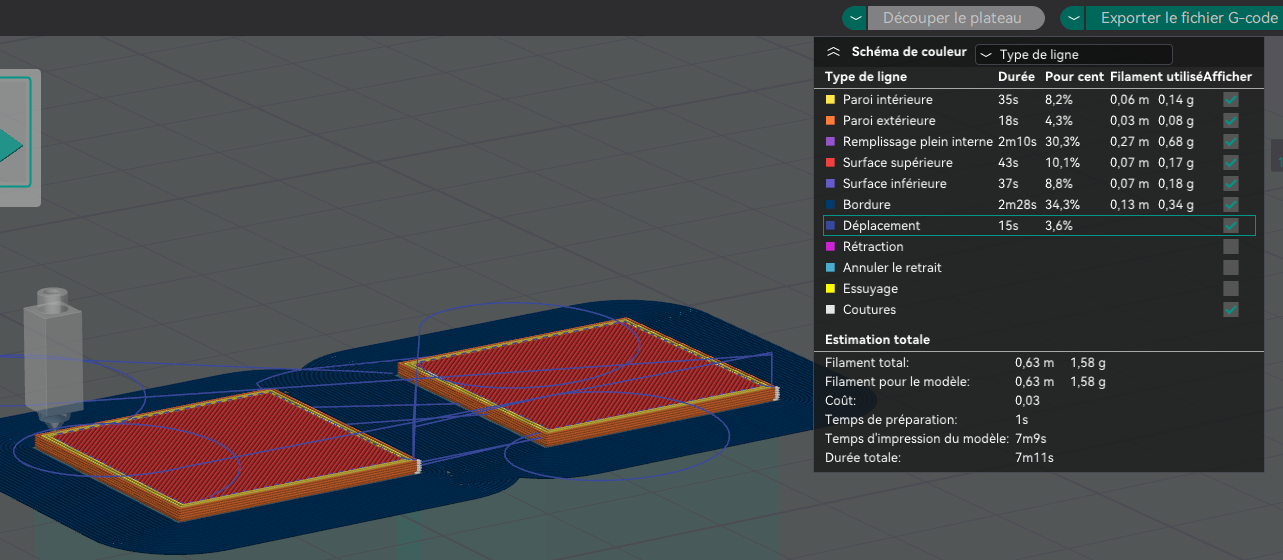
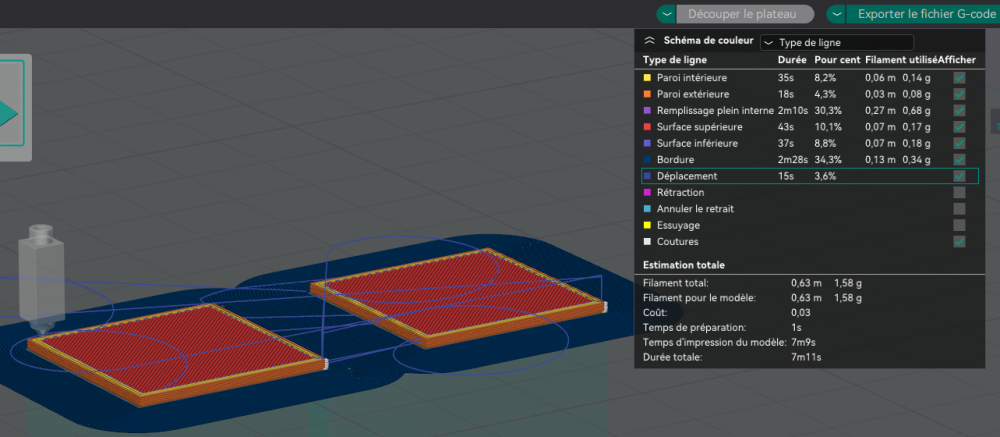
Je suis d'accord. Je pense que c'est un bug du logiciel qui est lié au fait que tu as des jupes individuelles. Si tu les supprimes (nombre de boucle à 0) ou que tu les combines (onglet autre -> type de jupe: combiné au lieu de par objet) la buse remontera avant de passer au carré suivant. Entre nous, ça tombe plutôt bien puisque la jupe n'est pas utile1 point
-
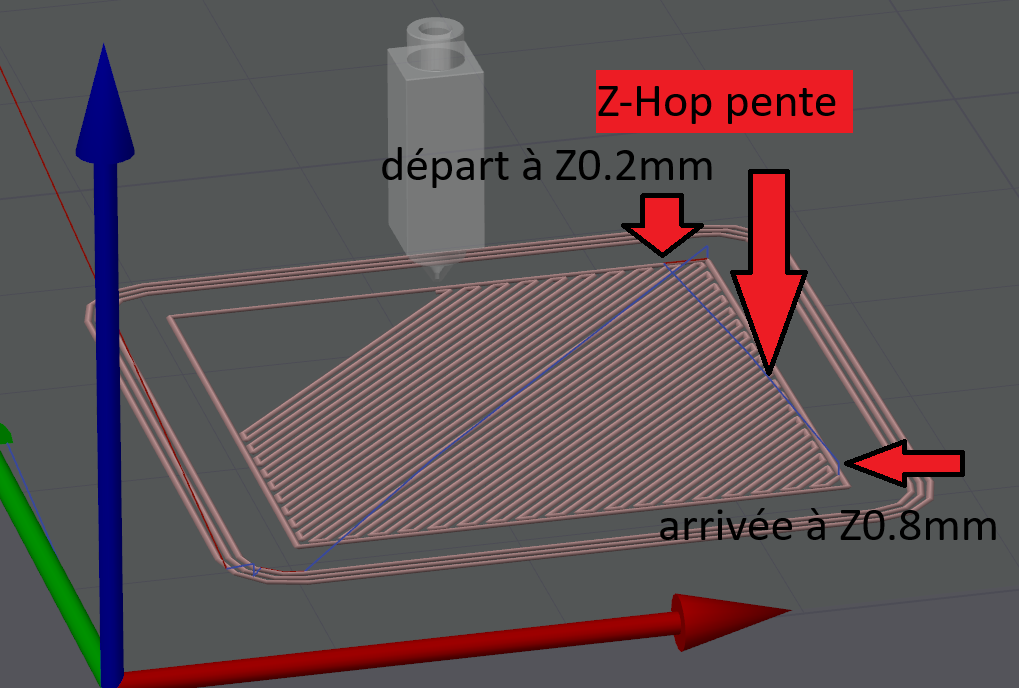
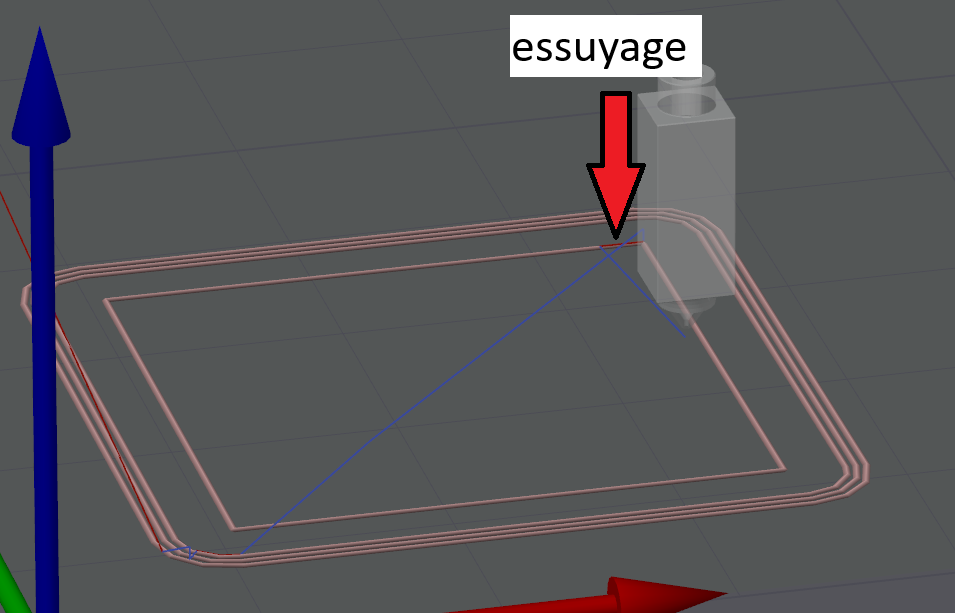
c'est ça: la buse repasse sur une portion de l'impression pour éviter que le suintement de la buse laisse un dépôt de filament lors du mouvement qui suit. ca fonctionne et c'est visible: version avec un Z Hop en pente: avec un Z hop normal (préférable si tu ne veux pas laisser de traces ) :
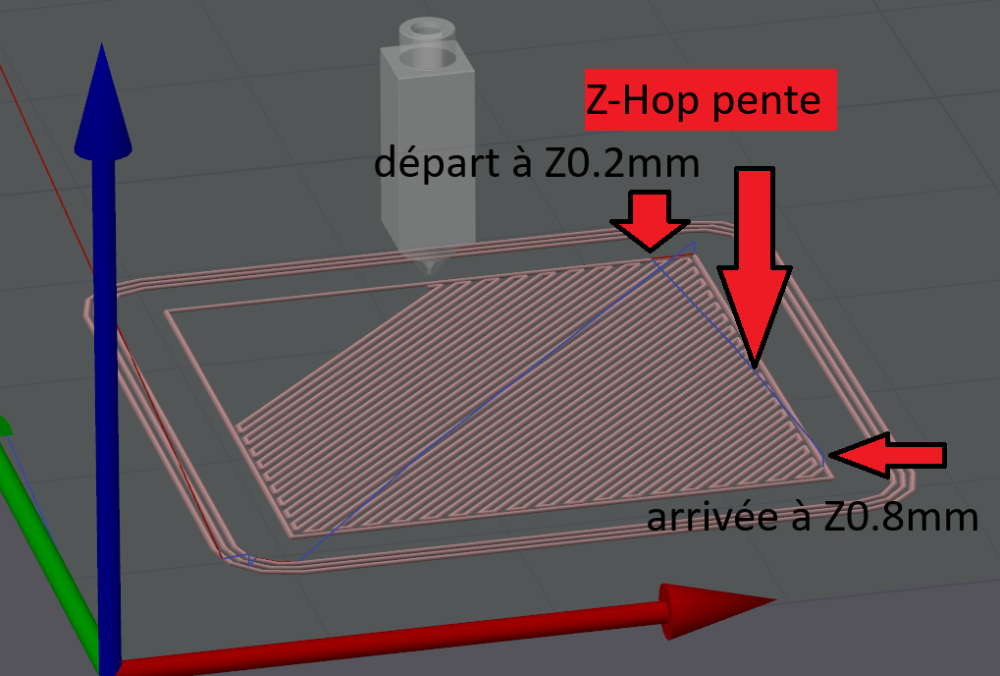
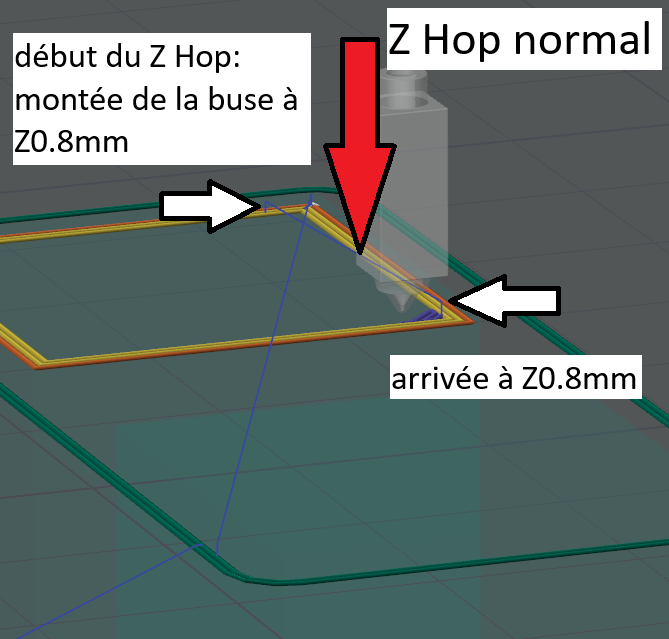 1 point
1 point -
oui J'aurai plutôt dit un G1 Z0.6 puisque tu dois être en mouvement absolu et non relatif (0.2 + 0.4) du coup G1 Z0.2 sinon, tu peux tout simplement cocher la case "déplacement" pour visualiser la trajectoire de la buse, c'est aussi mieux
 1 point
1 point -
Salut, Je ne suis pas sûr que ça corresponde à ton besoin, mais tu as cette technique pour imprimer des cheveux / crinière1 point













.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)















.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)