Classement




Contenu populaire
Contenu avec la plus haute réputation dans 13/06/2025 Dans tous les contenus
-
Problème de faux amis et traduction : Ah oui du PET, mais l'animal CF pas trouvé !!!
 3 points
3 points -
Bonjour, voici une méthode de lissage simple et efficace en reprenant des idées générales. J'ai imprimé un sujet en ABS jaune en 2 murs remplissage 5% sans aucune difficulté d'impression. les préparations pour les vapeurs d'acétone : Un bocal en verre un peu plus grand que le modèle une assiette plate un support en plastique Ø80 hauteur 15 mm environ 12 aimants plats Ø16 épaisseur 2mm du papier sopalin doublé plié en deux Méthode - Insérer le sopalin maintenu par des aimants en laissant une fenêtre pour visualiser l'évolution du lissage. (ensuite imbiber le sopalin avec de l'acétone ) - Placer la rondelle en plastique dans l'assiette ensuite le modèle sera recouvert du bocal - placer de l'eau dans l'assiette hauteur maxi 10mm. Le but de l'eau c'est de créer un joint étanche pour éviter l'évaporation à l'extérieur de l'acétone car il est plus lourd que l'air. Il se formera des bulles dans l'eau c'est normal c'est la compensation de la pression atmosphériques! Surveiller la progression du lissage au travers du bocal, la durée d'exposition est d'environ 2 h, renouveler l'imprégnation du sopalin si le sujet demande plus de lissage pendant cette durée. ci-joint quelques photos A+ Francis


 3 points
3 points -
Les recommandations sont pas mal aussi ^^
 2 points
2 points -
Oh que oui, quand je pense que j'ai bricolé un pare-soleil pour la lentille téléobj de mon FZ50 avec un... shaker à salade découpé et repeint à l'antigravillon pour bas de caisse ! N'empêche que ce bricolage avait un look pro et m'a fait de superbes photos sans flare pendant des années.2 points
-
Pour ma part j ai pas avancé sur le sujet... vus le bordel que c est pour faire la moindre commande hors fournisseurs habituels dans ma boîte j ai laisser tombé Je continue avec mes ventilos patatoides jusqu'à ce que l'imprimante soit définitivement " en panne" et que ca se réveille dans les bureaux2 points
-
Ben dans le doute tu prends les deux et tu nous fais un comparatif2 points
-
J'ai installé une vieille tablette pour éviter d'avoir à utiliser mon laptop de manière systématique... J'ai relancé le même projet que hier soir, juste en ayant modifié le point de prise du Z, le point original étant déjà évidé. Après la prise du Z, fait avec un palpeur filaire dans le cas de la Carvera Air, le travail est mis en pause et on doit changer l'outil pour passer l'outil numéro 1... Et une fois que l'on a confirmé le changement d'outil, le travail reprend... Voici le stock à la fin de l'opération de roughing... La led de statut est illuminée avec 2 bleu ce qui indique que l'on doit mettre l'outil numéro 2. Le levier est utilisé pour changer l'outil, et s'est très rapide (pas d'outil nécessaire). Une fois encore, les opérations reprennent, maintenant pour détailler le relief avec un outil adapté... Un peu plus tard (sans avoir regardé la montre, mais un peu plus d'une heure), l'operation de gravure détaillée est faite et on doit à nouveau changer l'outil... Voici le détail avant la découpe L'outil a été changé, et les moteurs se sont remis en route pour finir le projet. Pour finir, j'ai coupé les tabs avec la petite scie à main fournie... et voici le résultat final... Je peux maintenant penser à des choses plus compliquées. A ce stade le plus compliqué ne semble pas le logiciel de CAM, mais vraiment le choix des outils, vitesse et descente à utiliser, ainsi que la façon de fixer le stock au lit pour que cela ne bouge pas... Il y aura plus d'expérimentation, mais cette première prise en main avec ce projet prédéfini est une bonne façon de commencer et de voir la machine fonctionner, comment se passent les changement d'outils et le réglage initial du lancement d'un gcode : les instructions bien que succinctes sont suffisamment claires pour comprendre et permettre de débuter...2 points
-
tu peux me montrer? je viens d'imprimer ça: https://www.printables.com/model/1255998-creality-cfs-hub4-way-motor-release installé mais pas eu le temps d'essayer, si ca fonctionne c'est top car quand un fil est bloqué, déverrouiller le truc sous le cfs ainsi que celui de la bobine et tirer en même temps, c'est pas facile...2 points
-
Il est 6 hr 00, C’est fait, nous sommes demain.2 points
-
Bonjour, @pjtlivjy Je pense qu'il faut ventiler en permanence la carte mère de la QIDI plus4 pour éviter une panne thermique car le ventilo de 40mm est poussif ! (température actuelle dans mon séjour 28 °) ancien électronicien mon conseil les CPU n'aiment pas la montée en température pendant la canicule mieux vaut prévenir ! Le problème : Le ventilo de la carte mère fonctionne uniquement quand les driver X et Y sont en action. A mon avis ce n'est pas correct car un CPU sa température augmente pendant une période d'inactivité. Quand les drivers XY ne fonctionnent pas çà engendre une pénalité pour le CPU qui monte en température pour rien entre 65° et plus. Je propose de changer le FAN de 40mm par un Ø 80mm et d'utiliser la solution de la modification du carter support Fan ici fan carte mère avec un bac de crottes... Voici une solution pour modifier le fonctionnement du FAN afin qu'il tourne selon la température du processeur et reste en veille pour une rotation à 30% dans le cas d'un standby de la QIDI plus 4; dès que le processeur atteint la température de 50° le fan tourne à 100%. Cette fonction est plus intelligente et préserve la durée de vie des composants et périphériques de la carte mère. Voici le code à modifier dans printer.cfg le dossier du fan carte mère rechercher dans votre printer.CFG (controller fan board) et commenter les lignes suivantes avec #. #[controller_fan board_fan] #pin:U_1:PC4 #max_power:1.0 #shutdown_speed:1.0 #cycle_time:0.01 #fan_speed: 1.0 #heater:chamber #stepper:stepper_x,stepper_y Faire ensuite un copier collé des lignes suivantes et placer le texte juste en dessous de l'ancienne config. [temperature_fan board_fan] pin:U_1:PC4 max_power: 1.0 shutdown_speed: 1.0 cycle_time: 0.01 off_below: 0 sensor_type: temperature_host control: pid pid_deriv_time: 2.0 pid_Kp: 5 pid_Ki: 2 pid_Kd: 5 target_temp: 50 min_speed: 0.3 max_speed: 1.0 min_temp: 0 max_temp: 100 ensuite enregistrer printer.cfg et redémarrer Qidi plus 4 cette solution permet de préserver la carte mère d'une montée en température quand QIDI est en mode attente ou veille sans l'impression. J'ai réalisé cette modification qui fonctionne très bien avec un Fan très silencieux avec un fonctionnement à 30% pendant le mode veille de QIDI plus 4. Conclusion soyez vigilant et attentif pour modifier printer.cfg c'est facile à imprimer et intégrer le nouveau Fan de Ø80mm. çà va chauffer un max avec une météo caniculaire A+ Francis1 point
-
Non non rassure toi c'est juste pour faire un peu de géographie1 point
-
Oui c'est le même support si tu ne prends pas l'AMS1 point
-
Après le premier test, c'est au tour de ma première pièce perso... Mais avant, comme on a jusqu'à 6 numéros d'outils dans un job quand on prépare un travail, je suis allé sur Makerworld et j'ai trouvé le stockage parfait pour les outils à utiliser dans un projet... ( https://makerworld.com/en/models/1389826-carvera-air-cnc-6x-numbered-tool-bit-holder ) Ensuite, le casse tête : fixer une plaque de fibre de carbone de 300x200 sur le lit de la machine... C'est facile à positionner et cela ne pose aucun problème avec le palpeur pour le Z. Mais fixer la plaque nécessite soit de faire des fixation custom soit d'utiliser du double face fixation forte. C'est l'option que j'ai choisi (merci au fablab, qui m'a fourni une chute). Pour la petite histoire, j'ai envisager de découper la plaque et de faire des trous pour la fixer (la partie arrière de la machine peut être ouverte pour permettre la découpe d'objets longs). Au final le double face est pratique, facile et ça a fonctionné. Dans les fraises fournies, je n'ai pas trouvé de fraises pour percer en 3mm (je vais devoir m'en fournir). Pour contourner le problème, j'ai juste considéré que le trou est une poche et je l'ai fait avec une fraise de 2mm de diamètre (corn bit), et celle-ci est aussi utilisée pour les contours.... J'ai déjà coupé un chassis en fibre de verre au fablab, mais c'était sans la Carvera et avec un autre software... Mais au final ce n'est pas si différent. J'ai inclus des tabs de fixation, mais le double face les rendait inutiles (du coup j'ai ajouté deux contours après coup pour découper les tabs). Je peux dire que c'est un succès, et j'espère que d'autres suivront...1 point
-
Pour répondre à la question de savoir si le pla suffit Oui sauf si tu vas poser ta maquette sur un radiateur en hivers ou si tu place ta maquette devant une fenêtre au soleil en été lors d'une canicule. J'ai eu des outils qui ont fondu comme ça dans une voiture . Depuis j'imprime en petg et maintenant en ASA avec ma Q1 PRO Question humidité pour les objets imprimé jamais eu de problème . Je me suis amusé à faire tremper dans d'eau un objet dans de l'eau. RAS1 point
-
1 point
-
Oui effectivement... mais si tu vas dans l'observateur d'évènements, tu devrais trouver pourquoi ça plante... Ce n'est pas le tout d'avoir des ressources encore faut-il qu'elles soient correctement exploitées.1 point
-
c'est vrai que pour les loisir et autres hobby c'est bien pratique l'impression 3D1 point
-
Je vous proposerai un Schmilblick demain. Je suis sur mon tel et je ne l'ai pas sous la main Je comprends1 point
-
Très bonne idée ce support de gélatine Ah si j'avais eu une imprimante 3D quand je faisais de la photo au siècle dernier A+ JC1 point
-
Non. Stl, Obj, 3mf. Je viens d'essayer avec Prusa Slicer, l'intérieur est encore meilleur. Merci @jcjames_13009.1 point
-
oui bravo c'est bien sur support pour mon flash cobra pour les gélatines de couleurs
 1 point
1 point -
Bonjour - Accélération en X trop importante : Le moteur n'arrive pas à suivre et saute un/des pas, causant un décallage. Si tu n'as pas modifié les paramètres d'accélération, vois du côté de : - Point dur mécanique dans le déplacement en X - courroie très détendue. - poulie mal serrée sur l'arbre moteur. - Problème électrique : mauvais contact, surchauffe du driver (vérifie le ventilateur de la carte).1 point
-
Bonjour, Merci à l'auteur de ce topic, petit nouveau dans le cercle Bambu Lab, cela me servi bien pour ma P1S Bravo !1 point
-
ben on n'a pas un fil coincé dans le CFS tous les jours, mais quand ca arrive c'est un peu chiant je trouve, donc si ca fait bien le job... je vous dirai ca ce we Bon, les buses chinoises ne sont pas aussi solides que les buses chinoises creality
 1 point
1 point -
Bonjour, pour mon laser en caisson, j'ai installé ce filtre Atomstack D2 https://www.amazon.fr/Atomstack-D2-Purificateur-Filtration-Compatible/dp/B0CBV2S1F9/ref=sr_1_55?__mk_fr_FR=ÅMÅŽÕÑ&crid=2V0313B08GM14&dib=eyJ2IjoiMSJ9.2kdkj-PUWDSOpdMFaucmoY3Hi8bzGcncmYfUfg-eC7_SegtFcvd-cXK8jkKnzK0vacuc7MCIXsCcrvfmBttZAZYA69UWrBIMX9N9TEpESIk.Ba6UgyHH-z6_Xl7bwrOjcb2wox7GWDv2XkmJbSIeT6A&dib_tag=se&keywords=Atomstack&qid=1749811776&sprefix=atomstack%2Caps%2C276&sr=8-55&xpid=j1uBt1eCDf3RX J'en suis très satisfait, aucune fumée, n'en sort, pas d'odeur non plus. (je précise que je fais de la découpe de bois en 20 W qui dégage énormément de fumée, ca devient rapidement irrespirable sans caisson ni filtre) Par contre, est ce que ce filtre laisse quand même passer des particules nocives qui n'ont pas d'odeur, je n'en ai aucune idée.1 point
-
Les buses NitroMax sont en laiton plaqué nickel le comportement de chauffe reste donc identique au laiton y a rien a changer1 point
-
c'est pour debloquer le fil a la sortie du hub du cfs plus facilement, tu tires et le fil reste debloqué1 point
-
ce qui dans la pratique reviens à la même chose que de faire les 4 coins avec la buse ... Mais le Z offset est quand même un passage obligé, sinon tu vas avoir un plateau gravé1 point
-
Tu t'es quand même vachement bien embêté la vie pour positionner la sonde. Normalement c'est buse contre le plateau et l'épaisseur approximative d'un rislan, comme ça : Remarque que la procédure est la même sur la MK3S+. Ensuite pour le fine tuning, c'est via le live Z uniquement. Au comparateur c'est l'écart entre la buse et le plateau qu'il faut mesurer (pas entre la buse et la sonde) puis reporter ce delta sur le live Z. Je me demande même s'il n'est pas possible de le faire... "en live" sur le comparateur. Sinon good job. Tu as pratiquement tout ce qu'il faut pour transformer ton extruder en MK3S+. En gros t'es plus très loin de la MK2.5. Quitte à réimprimer toutes les pièces, tu devrais mettre une buse renforcée et les faire en PCCF. Une chaussette silicone serait pas mal non plus vu que tu travailles toujours à des températures élevées.1 point
-
Bonne journée à tous et spécialement à @silvertriple qui va s'amuser avec sa nouvelle machine A+ JC1 point
-
Même pas fait un quoi qu'est ce Apparemment ça envoi du lourd en mètre cube mais est ce que 600 € ce n'est pas un peu exagéré ?1 point
-
Une petite vidéo pour vous éviter de vous endormir devant votre machine Cette vidéo me fait halluciner quand je vois les hélicos passer au dessus des 1.6 millions personnes venus assister au concert1 point
-
Dernier test sur la Bambu Lab A1 avec un cylindre de 15x50 mm inclinée à 45° en TPU et la Cryogrip Pro Glacier à 30°, alors l'impression est comment dire... pitoyable... car je n'ai pas séché le TPU par contre la tenue sur le plateau est nickel et le décollement de la pièce facile Bientôt la suite avec des tests sur la Centauri Carbon
 1 point
1 point -
Bonsoir @V3DP, Comme j'essaye de comprendre (avec mes neurones ) , j'ai remarqué que le problème avait déjà été soumis ici: https://klipper.discourse.group/t/mcu-mcu-shutdown/20370/16 Peut être une réponse pour solutionner cette anomalie1 point
-
il est indiqué : composé d'une feuille épaisse en aluminium de 75 µm et d'un adhésif acrylique de 50 µm pour un total de 125 µm. donc dans le logiciel "tape_thicknesses = [0.125]" J'ai choisi ce modèle car c'est une marque connu avec tous les infos disponibles dont l'épaisseur ainsi que la température jusqu’à 160°. https://www.tesa.com/fr-fr/industrie/tesa-60672.html1 point
-
J'ai utilisé un logiciel en python qui t'indique ou coller l'alu https://github.com/jamincollins/k2-improvements/tree/main/bed_leveling1 point
-
Les AMS H.T. sont en cours de livraison pour les clients ordinaires (comme moi), donc normalement mise en place en début de semaine prochaine sur la H2D.1 point
-
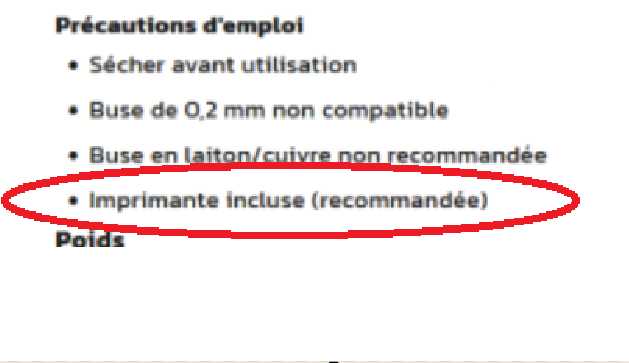
Les dimensions indiquées sont les côtes extérieures maximales de la pièce. Pas grave, une tournée générale suffira...1 point
-
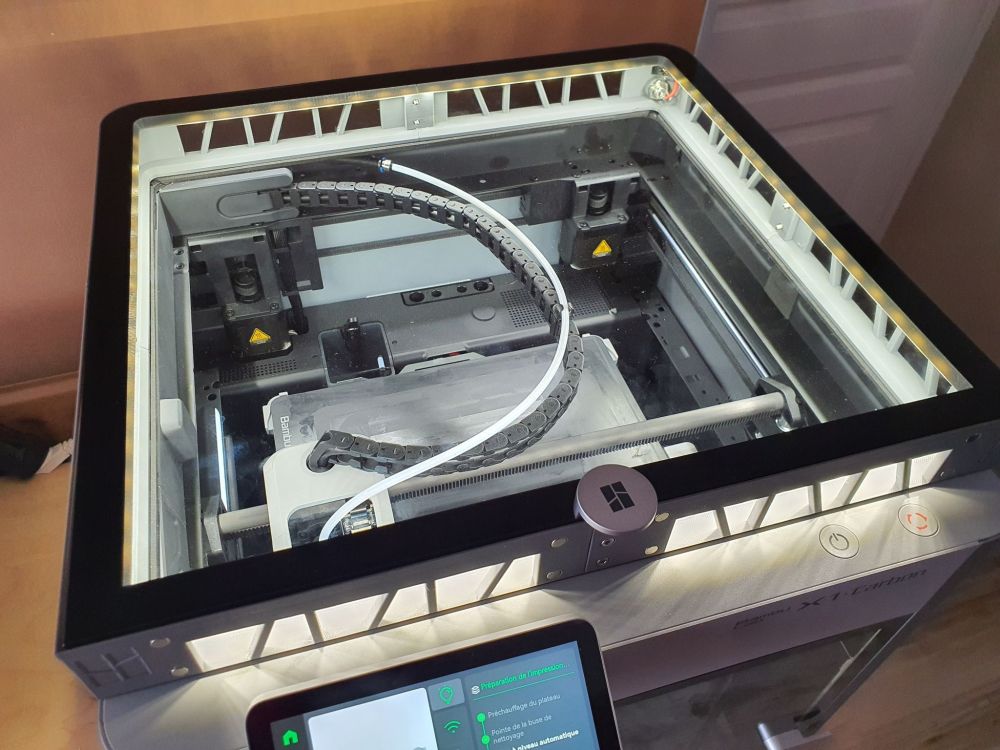
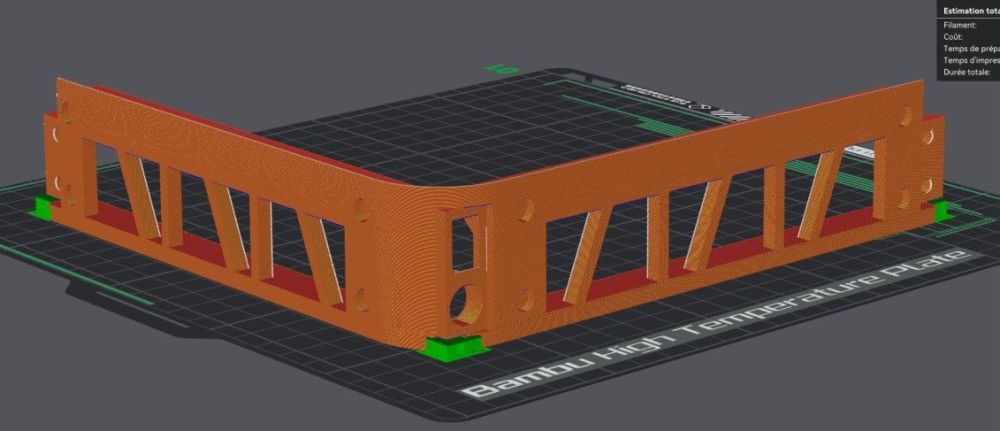
Hello, J'ai cherché sur le Net un aérateur avec LED, mais je n'ai rien trouvé qui me convenait. J'ai donc créé le mien en m'inspirant du logo Bambu Lab. Je vous le propose pour ceux qui seraient intéressés de garder la vitre fermée avec un AMS par exemple. Je n'en ai pas encore, mais c'est un achat que j'envisage prochainement. Je suis en train d'imprimer les couvercles aimantés. Je suis en panne de filament gris J'ai utilisé des inserts commandables ici : https://www.amazon.com/dp/B08T7M2H4S?psc=1&ref=ppx_yo2ov_dt_b_product_details Pour l'interrupteur c'est ici : https://fr.aliexpress.com/item/32987717201.html?spm=a2g0o.order_list.order_list_main.107.7ab75e5b1mpcCF&gatewayAdapt=glo2fra L'alimentation 12 V : https://www.amazon.fr/dp/B0B9BFTY3T?psc=1&ref=ppx_yo2ov_dt_b_product_details La prise femelle 12 V : https://www.amazon.fr/dp/B09QJ4P34J?psc=1&ref=ppx_yo2ov_dt_b_product_details Les aimants : https://www.amazon.fr/dp/B0B5RGXYQM?psc=1&ref=ppx_yo2ov_dt_b_product_details Les fichiers : Avant gauche.STLAvant droit.STLArrière gauche.STLArrière droit.STLTPU avant gauche.STLTPU avant droit.STLTPU arrère gauche.STLTPU arrère droit.STLCouvercle avant.STLCouvercle arrière.STLCouvercle gauche droite.STL EDIT : Les dernières photos avec les couvercles malheureusement dans un autre gris qui suit moins avec la machine. C'est dur de choisir une couleur à partir d'une photo



 1 point
1 point -
Un guide pour aider à faire des tests et à ajuster les paramètres afin de réduire les pertes dûes aux changements de bobine. https://www.printables.com/model/390414-reduce-purge-waste-with-bambu-lab-ams V2.1 (5.2.2023) V2.2 (6.2.2023) How to Tune Remember! Each material type or even the same material, the same color but from a different manufacturer can behave differently. It's a good idea to use this project if you use the same filaments all the time. If you like to experiment with different manufacturers, be on a safe side and don't ruin your large prints. Step 1 - Download and open Download the ams-purge-waste-calibration.up-to-8-colors.v2.2.3mf file and open it. Step 2 - Set a number of colors Currently this project supports only 8 colors. The 16 colors version will be added once I get through the beta testing with you guys. It depends on how many AMS units you have. If you have less than 8 colors, go to Process > Objects and delete all groups that have higher color number than you want. For example: You have 4 colors, delete groups 8th color, 7th color, 6th color & 5th color. Step 3 - Arrange all objects If you deleted any groups, rearrange objects. Step 4 - Update colors & filament presets Change the colors (or sync with AMS) and set correct filament presets! Step 5 - Set flushing volumes & flushing multiplier Now click on Filament > Flushing Volumes. Then click on Auto-Calc button and set the initial Flushing Multiplier. I started with 0.7. Don't forget to make a note of the value set. Step 6 - Update process preset & printer preset If you don't use the default presets (or you have X1 / X1 Carbon), set correct Printer Preset. If you don't use the default Process Preset, set all settings (or transfer the settings) as seen on the picture below. Otherwise the calibration won't work as intended with this project. Step 7 - Inspect and tune the multiplier Once the print is finished, inspect the models, especially color transitions and look for color bleed. If there is color bleed, you have to up the value. If color transitions are sharp. Move to Step 8. What is color bleed? Color bleed is a situation where the flushing volume was not enough to fully transition from old color to new color. A layer (or part of a layer) is printed with a mix of old color and new color. Step 8 - If everything is fine If everything is fine, you can lower the Flushing Multiplier and repeat the test. How much lower you can set it? It helps to inspect the poop and look how much filament there is between the transitions to get a better idea. If you have any suggestions, leave them in the comment section. Happy calibrating!! Appendix: Are there all color combinations? Here is a “Math Proof” for 4 colors. What we are looking for is variations (nowadays called k-permutations of n), where n = 4 and k = 2. The formula is n! / (n - k)!. If we plug those variables in, we get 4! / (4 - 2)! = 4! / 2! = 4 * 3 = 12. So there are 12 different color transitions. Group called 4th color has color transition sequence 4342414. From this sequence, we get these transitions {43, 34, 42, 24, 41, 14}. From group called 3rd color we get 32313 → {32, 23, 31, 13}. From group called 2nd color we get 212 → {21, 12}. If we sum them up, we get 12 transitions, each unique.1 point