Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/07/2025 Dans tous les contenus
-
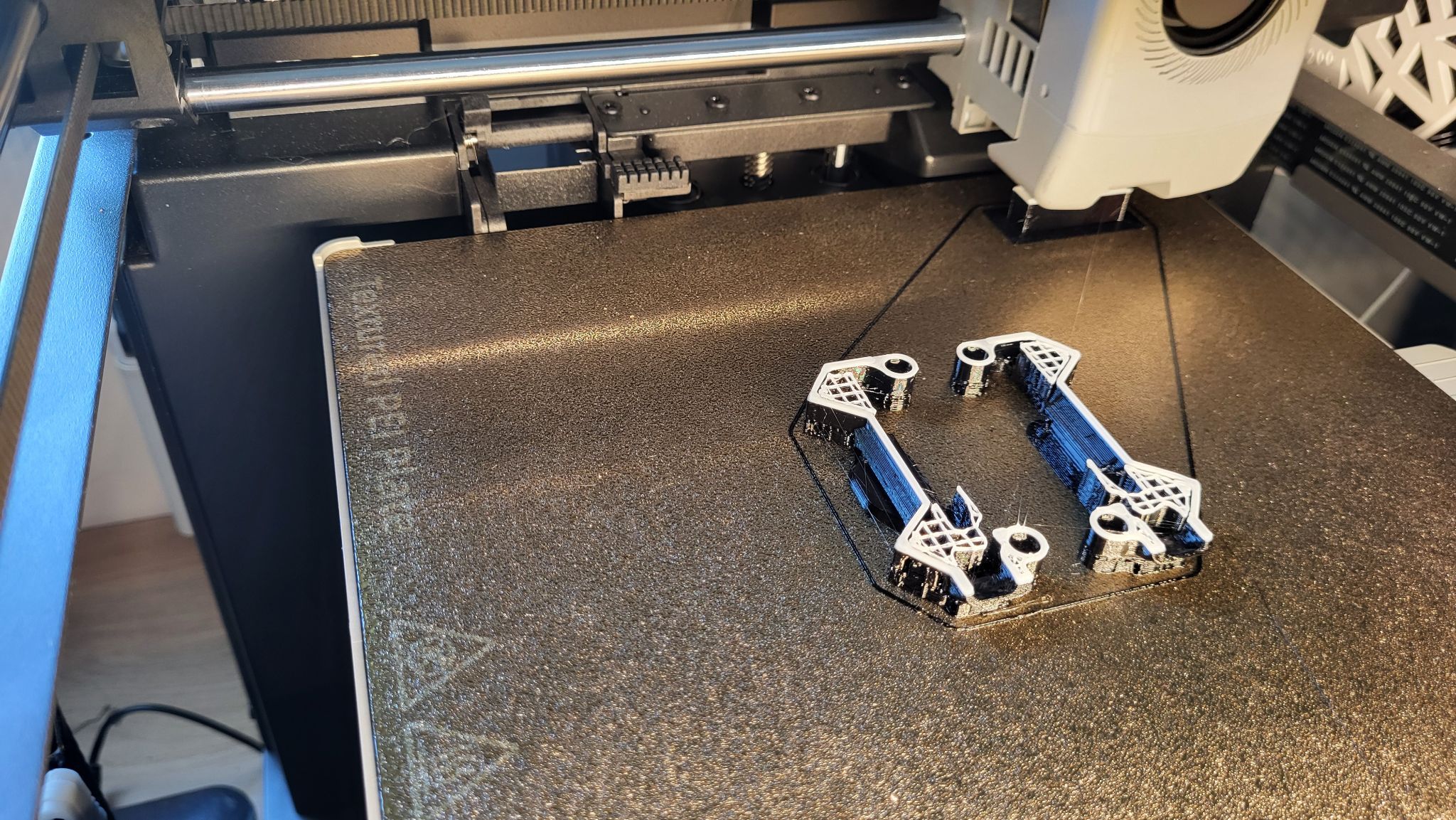
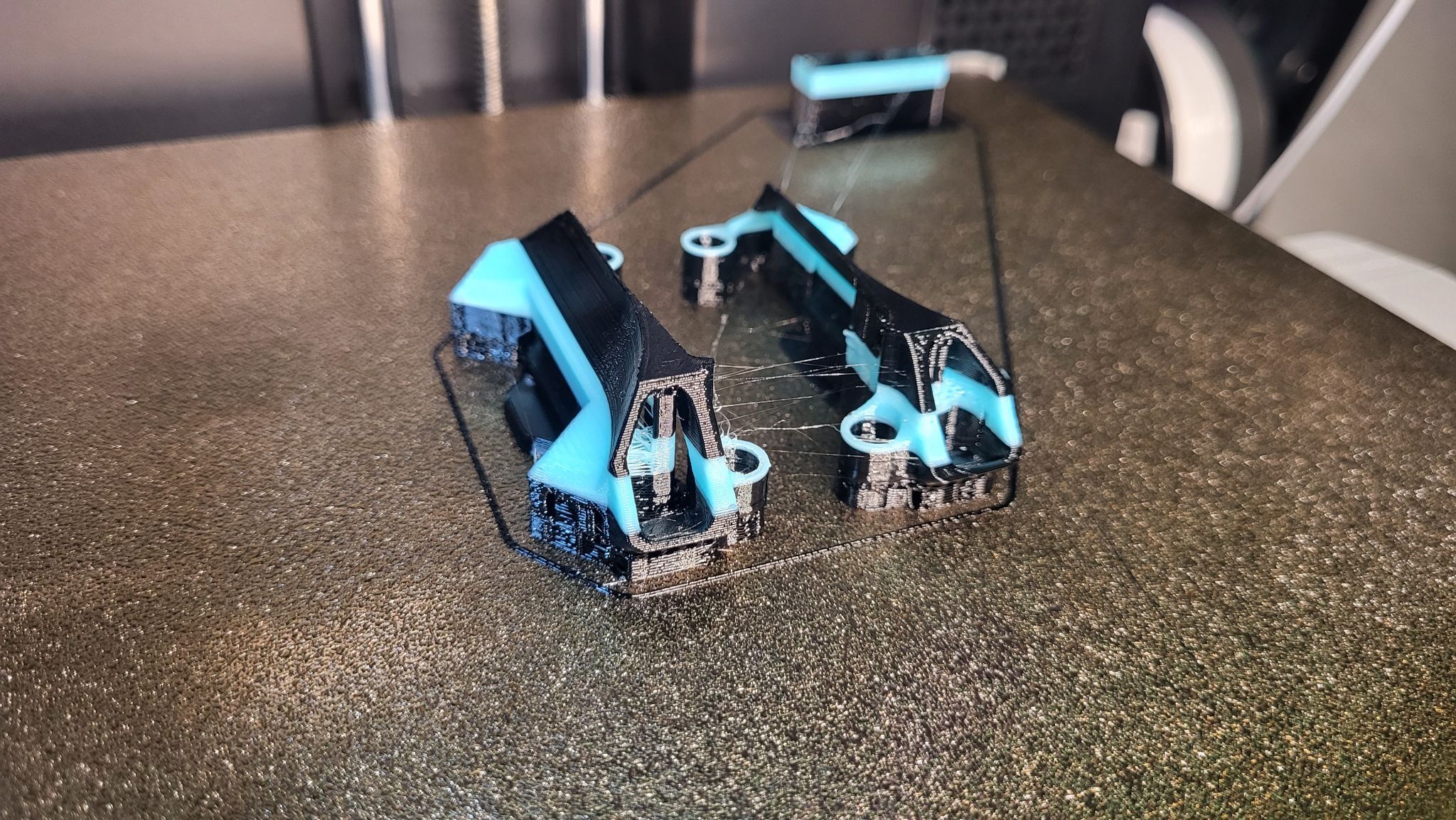
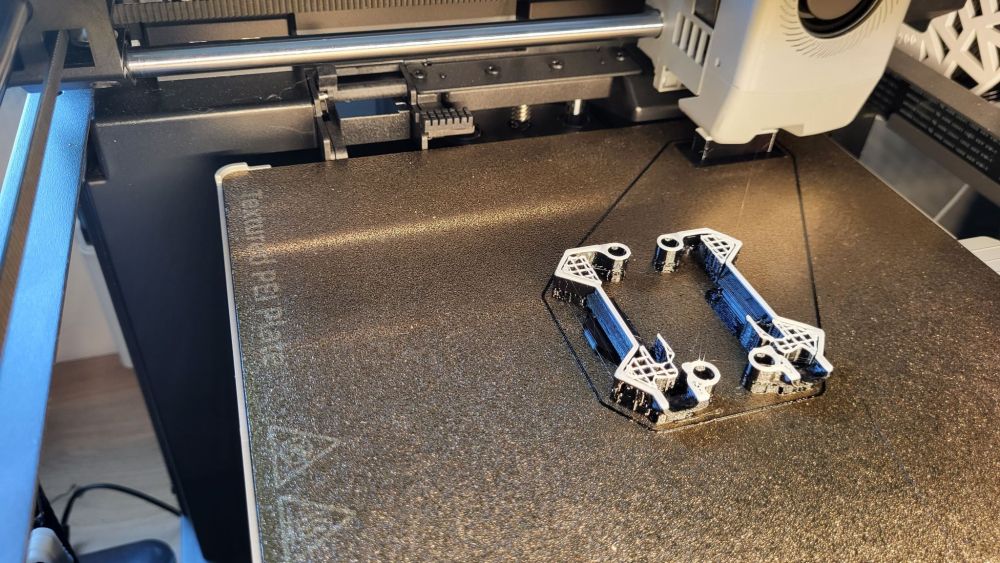
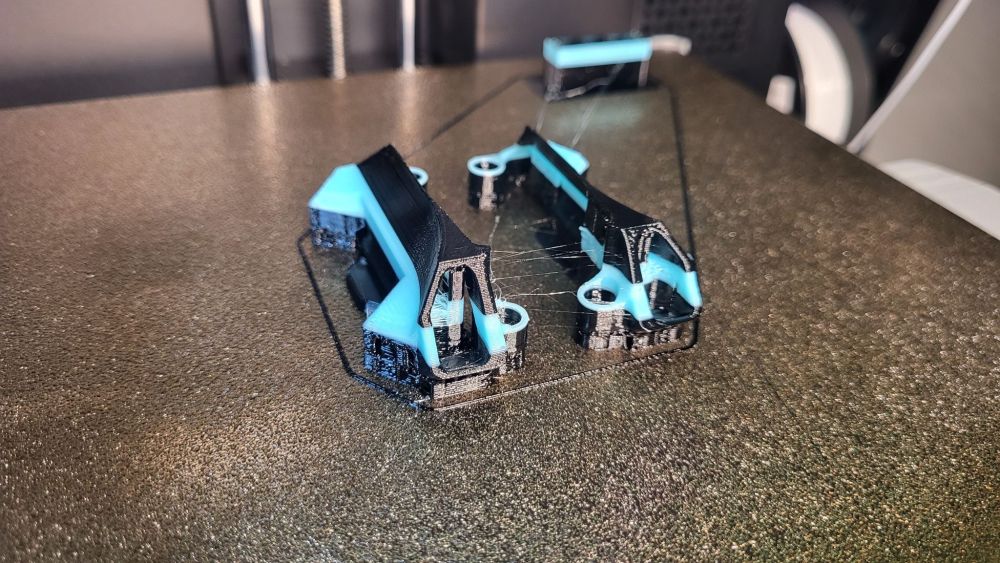
J'avais besoin d'imprimer une couronne de diff pour un test en PETG... Sur la X1C, le résultat aurait été correct sans plus à cause des supports, et un print avec PLA en interface de support aurait pris bien longtemps... Sur ma H2D cela n'a pas pris beaucoup plus longtemps que le print en pur PETG (une trentaine de secondes de plus que le print en pur PETG), et ça se détache tout seul... Je l'ai déjà dit, mais la H2D correspond vraiment à ce que j'attendais de la part de Bambu Lab. Et chaque fois que je combine différents matériels, elle est beaucoup plus fiable et rapide que la X1C (pour laquelle certaines combinaisons étaient impossibles)...4 points
-
Le hasard fait bien les choses, bien joué @pascal_lb3 points
-
@psyvess malheureusement @RT36 a raison. tu as une clim dans la pièce ou tu imprimes ? 35% d'humidité l'été dans une habitation ça n'est pas courant, c'est sec au regard des normes. même si avant tu as pu imprimer correctement, il y a quelque chose qui a changé pour que tu es de telles impressions. j'imprime parfois du Pla + Sunlu pas eu ce genre de souci mais 35 mm3 c'est trop pour du Pla2 points
-
Merci ça semble correspondre en partie à mon problème je vais sécher une bobine et voir ce que ça dis.1 point
-
on a trouvé ... faut que ça soit en dessous de 20% https://wiki.bambulab.com/en/filament-acc/filament/dry-filament1 point
-
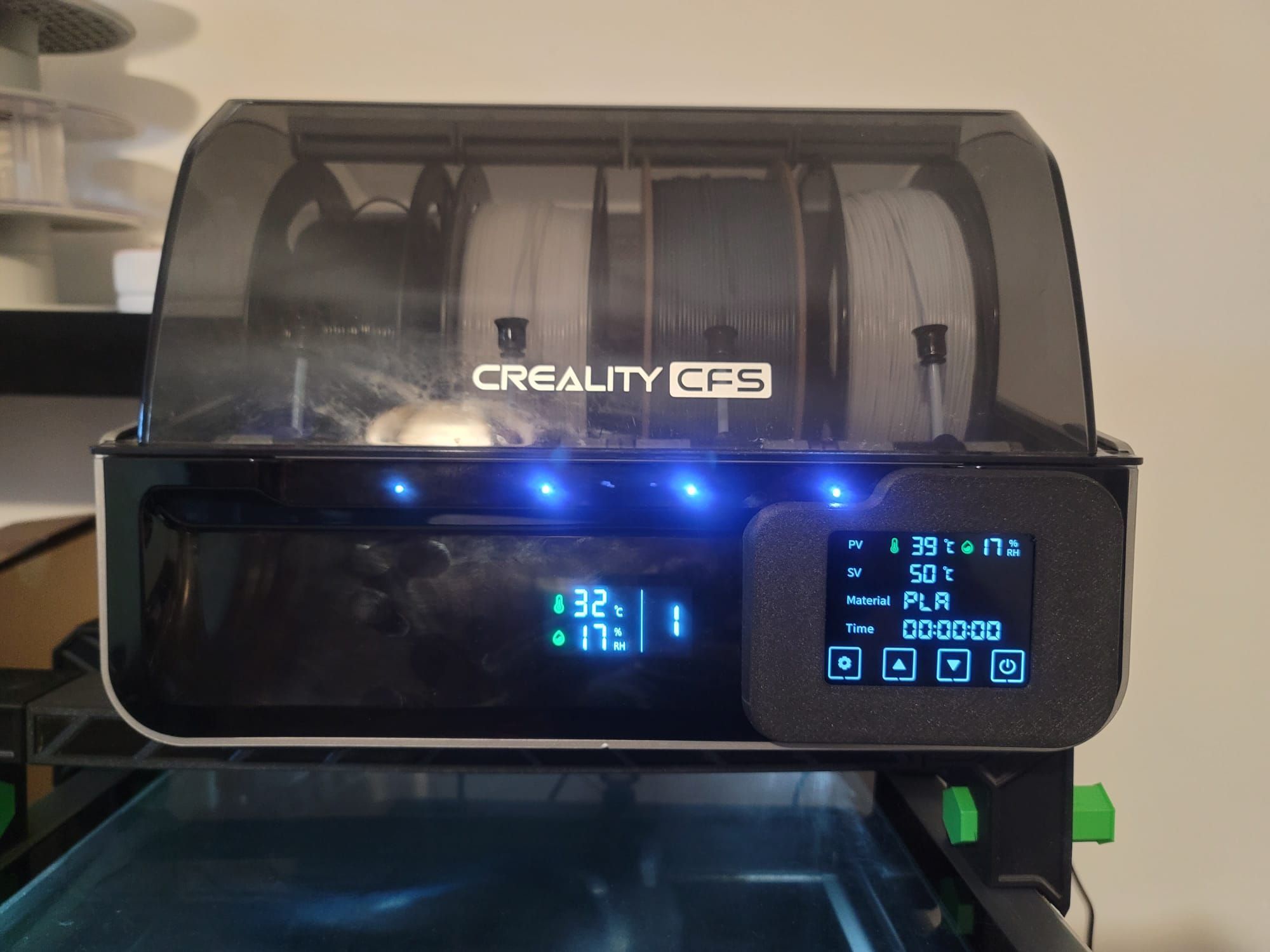
Normalement les 35 mm3 correspondent à ce qui est demandé pour l'extrusion de ce matériaux avec la hotend correspondante qui est la revo de chez biqu avec buse en 0.4. Et je pense effectivement que le changement est dû a un souci matériel mais je n'arrive pas a trouver quoi malheureusement. Le pla est fermé dans l'ams avec hygromètre c'est la que j'ai les 35% d'humidité. Je suis de Lyon, les températures actuelle sont assez elevé par chez moi. L'humidité me semble être lié au bobines dans l'ams.1 point
-
@pjtlivjy si j'ai bien compris, il est canadien ... et peut-être que c'est différent là bas1 point
-
@psyvess malheureusement (parce qu'on est obligé de le sécher) c'est pas parce que ça sort de son sachet hermétique que le filament est sec Conseils d'impression 1. Faites sécher avant utilisation pour garantir la meilleure qualité d'impression et une finition uniforme. Conditions de séchage : dans un four de séchage par soufflage : 50 °C pendant 8 heures ; dans un AMS 2 Pro et un AMS HT : 55 °C, 8 heures ; sur le lit chauffant d'une imprimante X1 : 60 °C à 70 °C pendant 12 heures. Conserver dans un endroit sec après utilisation. Pour plus de détails, veuillez vous référer à : Instructions de séchage des filaments sur le WIKI. source : https://eu.store.bambulab.com/fr/products/pla-basic-filament1 point
-
Je suis a un taux d'humidité de 35%. J'ai déjà imprimé dans ces niveaux d'humidité la sans souci auparavant. La bobine est neuve et sort tout juste de son sachet hermetique donc pour moi c'est sec oui.1 point
-
bonsoir @psyvess ton Pla est séché ?1 point
-
Tout fonctionne convenablement côté ventilation. Je vais au cas ou refaire quelque test.1 point
-
avec la cool plate, le lit est à 35°C donc pas besoin d'ouvrir la porte... Vérifie le fonctionnement des ventilateurs...1 point
-
Tu as essayé avec un autre type de filaments? PETG ? cela peut distinguer le problème, filament ou imprimante !1 point
-
officiellement non, officieusement, beaucoup n'ont aucun problème1 point
-
Hum le CRtouch est-il compatible avec une carte 8 Bits !! Pas sûr du tout si une carte 32 Bits est impérative ?1 point
-
https://www.crealitycloud.com/model-detail/67c4e0807f0b8c17942546d0?source=26 Voila pour le lien, attention printable ecran à gauche, creality cloud ecran à droite difference dans les grilles de finition également comme j'expliquais ici @Carlito06 @NOUNOURS13 j'ai voulu lancé en cloud du boulot ça a bugué sur le choix du filament cfs. j'ai relancé depuis l'écran, ça fonctionne.1 point
-
Ce que dit le wiki Bambu lab : When printing filament with a softening temperature below 60 ℃ (such as PLA, PVA, or TPU) and the heatbed temperature is set above 45 ℃, it is recommended to open the front door and remove the upper glass cover plate to avoid the filaments get soft and deform under the squeeze of the extruder, which may result in abnormal extrusion or clogging. https://wiki.bambulab.com/en/general/filament-guide-material-table1 point
-
Pas bête, petit conseil, regardes bien toutes les photos que tu peux trouver sur printable et sur creality cloud ça aide beaucoup.1 point
-
Bonjour, Bête réceptionnée, déballée avec mon assistante et installée à coté de la grosse Bertha: je vais lancer je vous tiens au jus.


 1 point
1 point -
Salut, Je partage un article (en anglais) très intéressant par le grand manitou des imprimantes Open Hardware, j'ai nommé Josef Prusa : https://www.josefprusa.com/articles/open-hardware-in-3d-printing-is-dead/ Il devrait en parler lors de l'évènement OpenSauce qui se déroule ce week-end, dont Prusa Research est l'un des sponsors aux côtés d'autres noms connus dans l'impression 3D.1 point
-
Peut etre créer une ouverture amovible pour évacuer l'humidité avec un genre de clapet refermable. A voir. Merci en tout cas . Je vais me lancer1 point
-
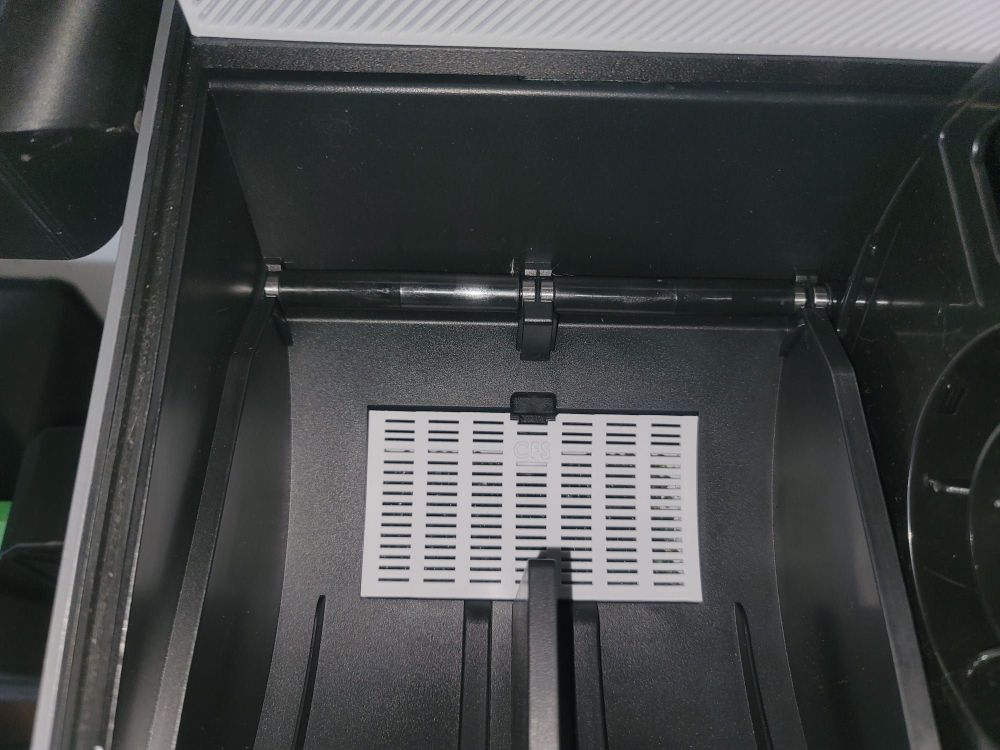
Salut, très positif, j'ai juste re démonter car j'avais oublié de rebrancher les led de chargement filament et j'en ai profité pour ajouter des serres cables. J'ai toujours un petit delta entre le CFS et le space pi niveau température mais ça doit être une question d'emplacement mais pour l'humidité ça s’équilibre. J'ai rajouter le grand réservoir aimanté derrière de Silicate ainsi que ma version des réservoirs bas de silicat pour ce mod et hop je fais sécher (en heure creuse)^^ et surtout j'ouvre un petit peu de temps en temps pour évacuer l'humidité car il n'y a pas d'aération sur le cfs. Tu peux y aller, et si tu as un soucis n'hésites pas a demander.


 1 point
1 point -
Cool plate ou PEI texturé? Si PEI texturé, particulièrement avec les températures actuelles, il est fortement conseillé d'imprimer le PLA avec porte ouvert et capot supérieur entrouvert... Sinon, vérifier le branchement/fonctionnement du ventilateur de la tool head et du ventilateur auxiliaire...1 point
-
Bonjour, Et s'il s'agit de PLA, la porte est-elle ouverte ou fermée pendant l'impression ?1 point
-
bonjour @psyvess quel filament est ce et quels paramètres d'impression ?1 point
-
Avec plaisir1 point
-
Alors, petit retours additionnels que je n'ai pas mentionné dans le thread adhoc, et que j'irai rajouter à l'occasion : le Discord de Makera est très actif, on y trouve du support assez facilement, avec à la fois des gens de Makera et des utilisateurs il existe une version communeautaire du firmware avec quelques améliorations notables, mais je n'ai pas encore franchi le pas pour les diamètres des fraises, des versions alternative du collet en 1/4 pouces, 4 et 6 mm, ainsi que des adaptateurs disponibles en accessoires. Pour l'instant je fais tout en 1/8 pouces... Il existe plusieurs mods (dont les informations sont disponibles avec des instructables) avec un spindle plus puissant. Sur la Carvera Air (ce n'est pas forcément le cas sur la Carvera plus ancienne) tout les moteurs sont en boucle fermée et les 200W permettent de travailler facilement... J'ai utilisé le step down par défaut dans l'aluminium (0.2mm) mais apparemment, on peut y aller beaucoup plus fort sans trop de problèmes...1 point
-
c'est un chat ! oui je sors ->1 point
-
@desperados j'ai fusionné tes 2 posts qui étaient identiques mais dans des rubriques différentes1 point
-
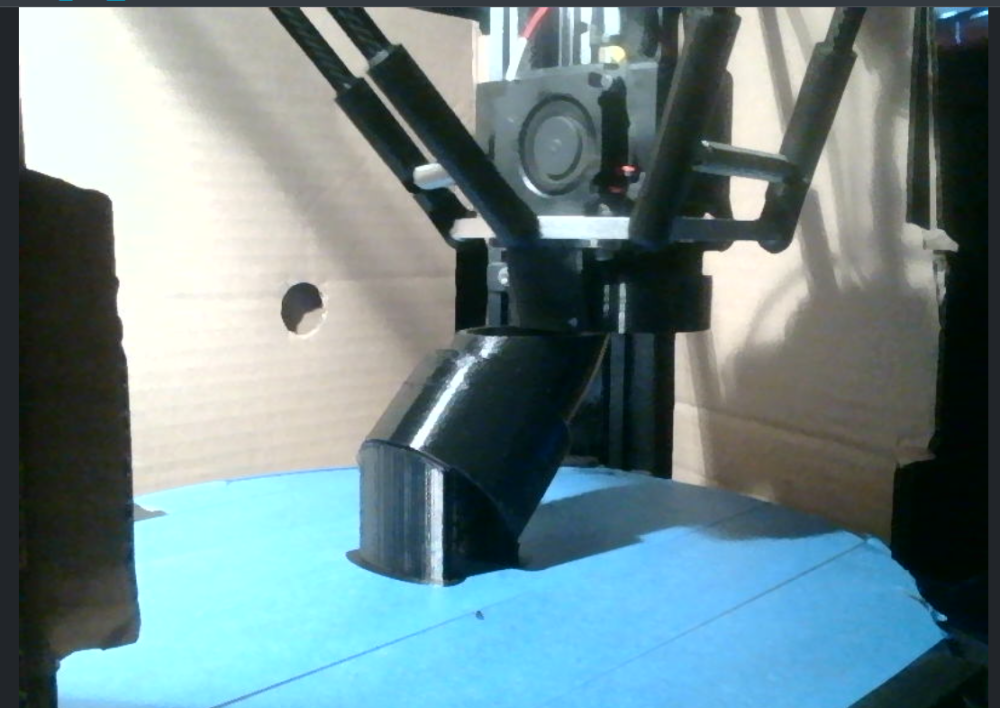
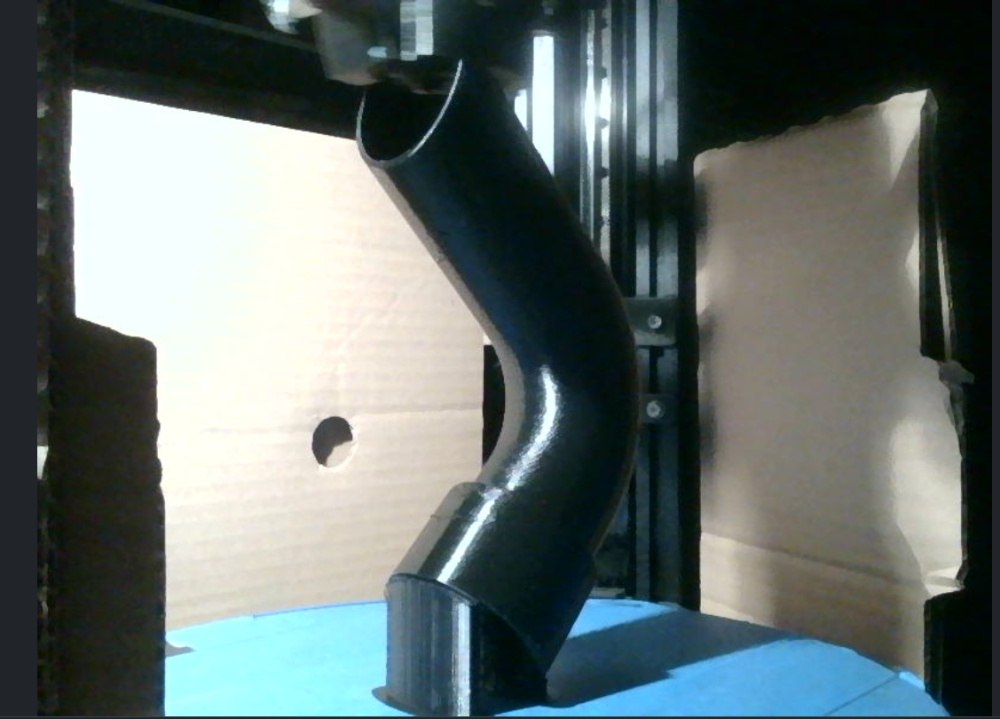
Salut, ça, normalement, c'est la couture / jointure. Généralement, on la place dans un angle de la pièce. Pour ce qui est de la ventilation, tu as un conduit spécial (fang / fan duct) en sortie de ventilateur? peut-être qu'il ne souffle que d'un coté . Sinon, le reste de la pièce est propre, même la cheminée...
 1 point
1 point -
a part les buses bouchées parfois, je n'ai que rarement des codes d'erreur en effet... apres le changelog n'est pas des masses explicite: "optimization", "enhancement" cad??? ca serait bien d'expliquer un minimum ce que ca change reellement...1 point
-
Sans modification de la tête des Serie3 (coupe filament, détecteur de présence / absence de filament qu'il faudrait intégrer), l'utilisation de la Qidibox sera compliquée, mais pas impossible à quelqu'un de très motivé (là, je passe mon tour ayant déjà une imprimante capable de faire du multi(filaments / couleurs)). Il me semble avoir entendu parler d'une Q2 (rumeur complotiste (pléonasme ?) ).1 point
-
Klipper n'utilise pas l'intégralité des Gcodes de Marlin, mais il connait et peut utiliser le M220. Ce qui permet de régler le pourcentage du «feed rate» (M220 S50 réduit toutes les vitesses à 50 % ).1 point
-
ok je regarde ce soir quand je rentre si je peux te compiler cela.1 point
-
Bonjour @pascal_lb, c'est très simple, mais aussi pas très glorifiant pour moi. Après avoir trouvé la raison du non démarrage de la Tenlog, j'ai voulu très très bêtement, utilisais un fichier se trouvant sur la carte SD. C'est la que la machine à fait des bruits de partout. @vap38, que j'ai eu au téléphone (encore un grand merci à lui) , m'a fait faire certaines manipulation et en a conclu que m'a machine était en état de marche. J'ai voulu le savoir, suite à notre conversation, j'ai téléchargé Prusaslicer puis un petit fichier (6mm), la machine n'a demandé qu'un débouchage de la buse est a imprimé sans aucuns soucis. Maintenant elle va pouvoir épaulé ma Qidi (bien sur à son rythme). Autre chantier, ça va être de remettre en état d'origine ma Sidewider X1, pour la donné à un ami, afin qu'il découvre l'impression 3D et ce fasse la main. PS : concernant les fichiers, j'ai eu le même soucis avec la Qidi, si un fichier n'est pas adapté à votre système machine, cela ne fonctionne pas. Si c'est possible de marqué " Résolu " sur le titre que j'ai crée, merci.1 point
-
Sur la 2.3, sauf à ce que j'ai raté quelque chose, il n'est absolument pas possible de préparer le CFS dans Orca. On peut préparer x couleurs, envoyer le fichier à l'imprimante (comme si on imprimait). L'imprimante reçoit le fichier mais ne peut pas l'imprimer (la Hi, par exemple, bippe). A ce moment là, tu peux retrouver ton fichier directement à l'écran, ou dans Creality Print / onglet appareil. Et quand tu lances l'impression, tu as alors la fenêtre de sélection qui te permet d'associer tes bobines aux couleurs choisies. Perso, j'ai mes petites habitudes dans Orca, du coup j'ai les deux slicer ouvert et Creality Print ne me sert qu'à lancer les impressions (cela dit, la MàJ sur mac est arrivée, plus tard, et en 6.2 Creality print commence à être sacrément complet, va falloir que je reteste) Un autre point : je ne crois pas qu'il soit possible d'imprimer sur le CFS et à la fois depuis le porte bobine ? Pour imprimer depuis le porte bobine, tu dois engager manuellement le filament alors que le CFS motorise le chargement / déchargement. Si y a une feinte, je prend ^^1 point
-
Finalement tu as fait comment car le modeste lecteur que je suis reste un peu sur sa faim... un peu comme quand tu regardes une bonne série et que tu ne vois pas le dernier épisode1 point
-
Le suivi chez flashforge est top , visiblement certains utilisateurs on reçu le système de buse v2 , sans rien demander ! la mienne a été livrer avec les supports de bobines v2 , avec le système de buse v1 . perso étant impatient j'ai commander la buse v2 sur ali ! entre temps, j'ai contacté le support , pour demander si je pouvais avoir la buse v2 , visiblement oui .... le temps qu'il refasse le stock . a suivre .... sinon j'ai refait des impression en tpu bicolore ( sur des lignes horizontale) ! rien a dire ça fonctionne bien ! je n'ai pas encore fais de pièce avec des couleurs panaché sur l'ensemble d'une pièce ( ça consomme de trop je trouve ) . mais au vu de ce que j'ai pu tester ! ç'est très positif ! a suivre ....

 1 point
1 point -
M25 arrête seulement l'impression. Si la position parking est activée dans le firmware, la buse va automatiquement à cette position M125 envoie la buse en position parking. Tu as donc 2 solutions pour mettre en pause l'impression et aller en position parking: M25 avec le déplacement en position parking géré par le firmware M25 + M125 si le déplacement en position parking n'est pas géré par le firmware Par contre, c'est bizarre, d'habitude, c'est le Gcode M600 qui est automatiquement inséré pour faire une pause et non M25 ... tu fais comment pour ajouter le M25?1 point
-
Quelques nouvelles avant la déferlante de testeurs enyoutubeurs. Deux vidéos du SAV, pour ceux qui l'utiliseront, il y a un peu de modifications à faire avant de pouvoir l'utiliser (nouvel extrudeur, nouveau PTFE interne, hub USB à ajouter sur la prise USB externe) : Pour le moment, le Wiki de la Qidi box renvoie un code «non autorisé»1 point
-
Oh sh**, je n'ai même pas été jusque là dans l'article (j'ai vu la référence mais pas cliqué) ayant déjà eu ma dose avec le reste. Ce qui m'em***** le plus en fin de compte c'est que souvent des technos qui sont vraiment excitantes, disruptives et prometteuses pour l'avenir sont gâchées par la politique (du patron, de l'entreprise, de l'état ou des militaires). Mais certains produits sont assez bons pour survivre à ces polémiques. Exemples bien connus dans l'automobile : VW en 1937 et 2015 notamment, Tesla ça se passe de commentaire tellement c'est récent... J'ai aussi l'impression que ce "problème" d'Open Hardware est plus visible que l'Open Source. Pour ce dernier comme on dit : "c'est que du soft", ça se copie gratuitement depuis l'autre bout de la planète d'un clic et il n'y a que le développeur, dont c'est souvent un passe-temps et qui n'en retire rien de plus que de la satisfaction altruiste, qui puisse être lésé par un vol. Pour l'Open Hardware généralement cela suppose qu'il y ait une activité derrière, un business. Car les "consommateurs" bien qu'ils puissent fabriquer eux-mêmes sur plan, n'en ont pas toujours les compétences, les moyens, le temps ou tout simplement ils souhaitent "récompenser" le travail du concepteur. En somme fournir un kit en plus des plans c'est comme fournir un .exe en plus du code source, en revanche ça coûte de l'argent à son concepteur et pas uniquement du temps. Comme il est toujours plus facile et rapide d'utiliser un kit/exe que des plans/sources, l'utilisateur se dirige toujours vers cette solution en premier. Pour un industriel il est plus rentable de produire à grande échelle un design déjà populaire que d'en inventer un nouveau. Il suffit de faire en sorte que les plans vous appartiennent que vous les ayez créés ou non, et le tour est joué. S'approprier la paternité de ces plans par un brevet malhonnête c'est léser le concepteur, mais aussi tromper le consommateur. Et hop, Godwin au 5ème post.1 point
-
C'est sûr que la durée de validité des brevets n'a jamais évolué alors que le monde technologique n'a cessé de s'accélérer, pas uniquement le domaine de la 3D. Le principal "problème" que j'ai compris est surtout que les chinois peuvent déposer des brevets à pas cher, facilement validés par la Chine (on s'en serait douté), et surtout qui ont une priorité reconnue à l'internationale. Si j'avais pu déposer des brevets pour $125, j'en aurais déjà déposé tout un paquet étant ado... Mais déjà à l'époque un brevet juste pour la France était inaccessible sans hypothéquer sa maison et de toute façon juridiquement impossible à écrire soi-même, alors un jeune même pas sortit de l'école avec plein d'idées... Un comble lorsqu'on sait que pendant des années les chinois n'ont eu cure des brevets, copiant grassement les designs populaires. Et même sans brevet les tout petits comme MakerFr avec la R-CNC ont été copiés, on trouvait des kits sur AE sans aucun lien avec le concepteur de la machine... Mais maintenant la Chine passe à l'étape supérieure en déposant des brevets sur ces technos/designs publics. Dans un post Jo a mentionné que Anycubic a obtenu le brevet pour le MMU1 en Chine, puis ont utilisé la priorité pour ce brevet en Allemagne qui a déjà été validé, et ils sont en train de le faire valider pour les US. Dans un autre post il précise qu'il ne parlait même pas de Bambu dans son article, mais que cependant ils tentent tout de même de breveter le tranchage d'un objet en couches horizontales. C'est dingue lorsqu'on sait qu'ils ont forké PrusaSlicer pour développer leur business... Ce qui pose problème c'est que normalement ce type brevet (MMU1) ne peut pas être accordé car équivalent à l'état de l'art antérieur, qui plus est déjà rendu public depuis 2016. Mais étant accordé cela permet aux détenteurs de ces brevets d'intenter légitimement des actions en justice que seules des grosses boites pourront gagner à coup de dollars en cabinets d'avocats pour prouver que le brevet est caduque. Dans l'intervalle, tous les petits acteurs auront coulé et leurs technos seront entre les mains des détenteurs du brevet, inventeurs légitime ou non. Rendez-vous en 2045, après l'expiration des brevets pour la prochaine ère post-Stratasys-post-{put-your-favorite-chinese-brand-here}...1 point
-
De ce que j'ai surtout compris, la source principale du « problème » vient du dépôt de brevets trop facilement acceptés sans vérification d'antériorité… Pour ma part, je trouve la durée bien trop longue pour ce type de brevets (20 ans ) dans un domaine technologique dont l'évolution est très rapide.1 point
-
pas que @Den76 il a bien d'autres atouts que sa résistance aux hautes températures Excellente résistance chimique : Résiste à presque tous les solvants, acides, bases, et huiles. Utilisé dans les industries chimiques, pétrolières, et médicales. Résistance mécanique exceptionnelle : Très haute rigidité et résistance à l'usure même à chaud. Remplace parfois le métal dans les environnements exigeants. Biocompatibilité : Peut être utilisé dans le secteur médical, y compris pour les implants. Faible inflammabilité et faible dégagement de fumée : Conforme aux normes d’aéronautique (comme FAR 25.853). Faible conductivité thermique et électrique : Isolant électrique naturel, stable même à haute température. Stabilité dimensionnelle : Très faible taux de fluage, y compris sous charge prolongée. par contre comme tu le soulignes couteux et qui plus est très difficile à imprimer et à usiner1 point
-
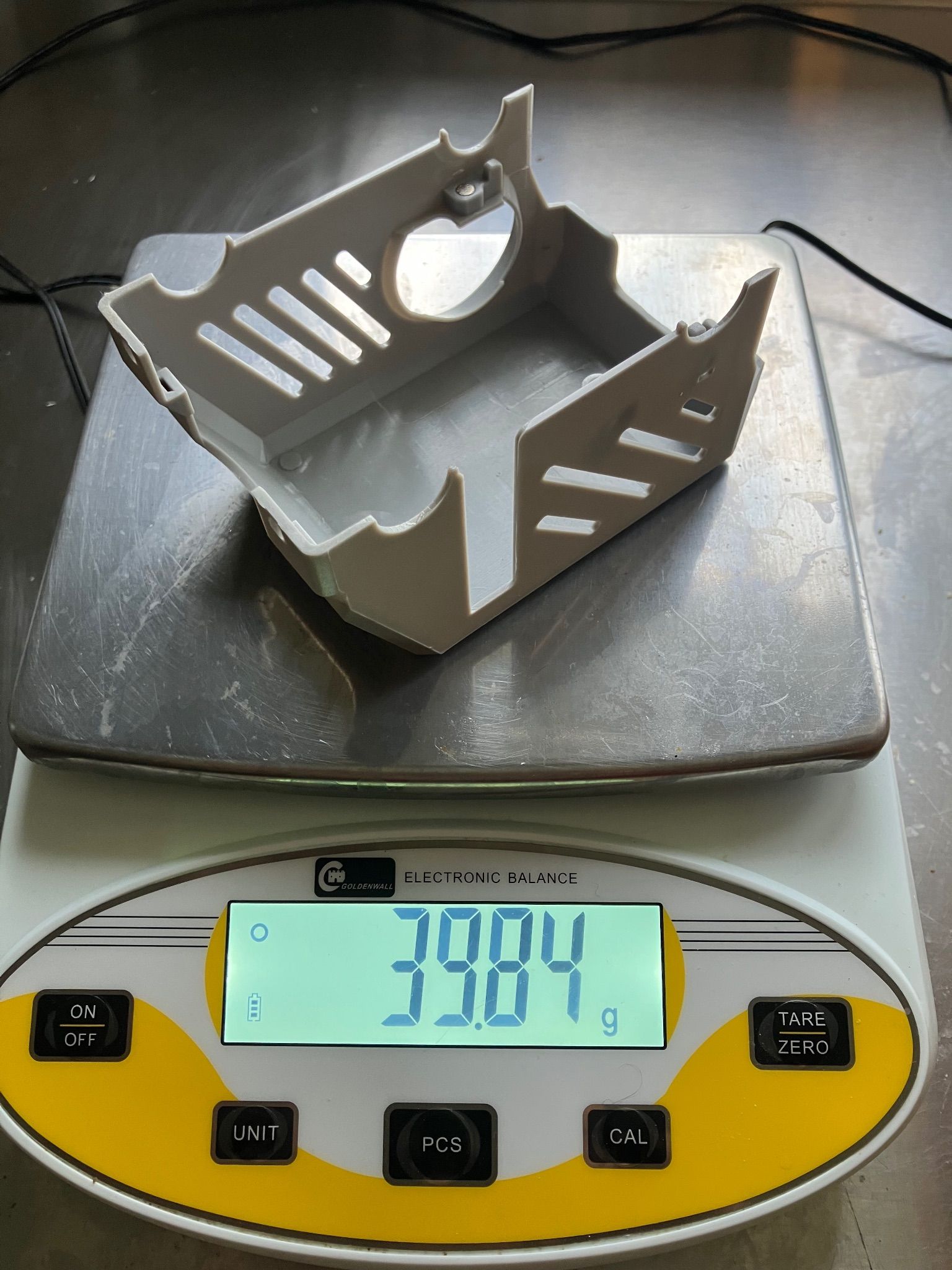
quelques éléments de comparaison soit quasi 22 g de moins comme j'imprime sans le capot avant on en arrive à 62 de moins sur la masse la plus en mouvements Je vais refaire un Input Shaper j


 1 point
1 point -
Il restait quand même un doute sur le modèle Tu peux aller voir là https://www.lesimprimantes3d.fr/forum/162-bambu-lab/ et là https://www.lesimprimantes3d.fr/forum/164-tutoriels-et-améliorations-pour-bambu-lab/ A+ JC1 point
-
J'ai pourtant essayé de flouter un max oui bravo pack combo AMS commandé hier matin chez atome3D arrivée ce matin c'est du rapide chez eux1 point
-
Bon bah j'ai reçu hier ma bobine d'ASA de la marque Polymaker. L'avantage (que je n'avais pas vu), c'est que ce filament est déjà configuré dans Orca Slicer. Du coup j'ai juste sélectionné le filament, lancé l'impression (sur ma QIDI Plus 4), et hop niquel du premier coup. Aucune difficulté pour moi, je ne vois pas de différence entre ça et du PLA par exemple (en terme de difficulté). Le seul point "négatif" c'est qu'il n'est effectivement pas totalement noir, on est plus sur un gris anthracite foncé (pour mon usage ça ne pose pas de problème, mais ça pourrait l'être pour certain. Voici des photos du rendu :



 1 point
1 point -
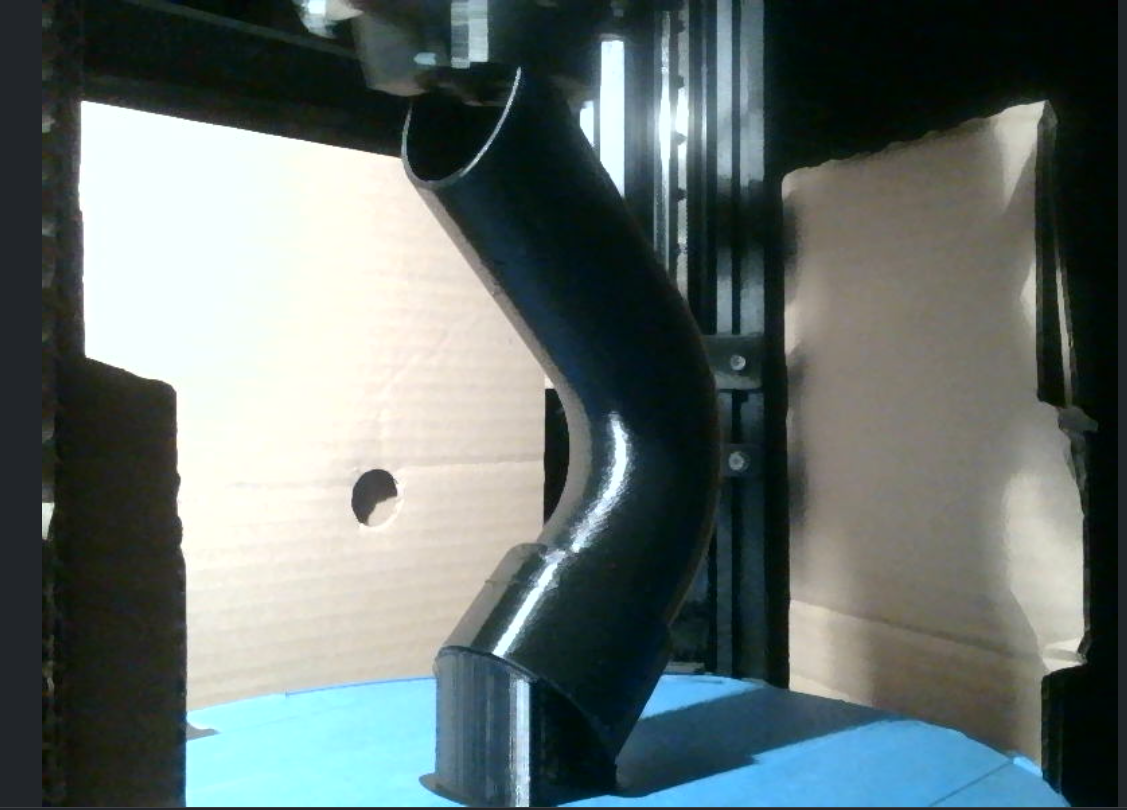
J'aime voir de belles pièces comme ça sortir d'une imprimante 3D. Personnellement j'aurais mis un peu de support aussi à droite (vue de la photo) histoire d'assurer vraiment la stabilité car la tendance naturelle de la pièce serait de basculer sur la droite. Mais ça l'a fait comme ça et c'est parfait.1 point
-
j'ai vu passer cette option sur Prusa , Orca ou Cura j'ai pas encore cherché . merci à tous pour votre aide @Kachidoki @pjtlivjy @Skizhoo @pommeverte le plus lent est fait, maintenant faut juste pas qu'elle arrache la pièce
 1 point
1 point