
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 06/08/2025 Dans tous les contenus
-
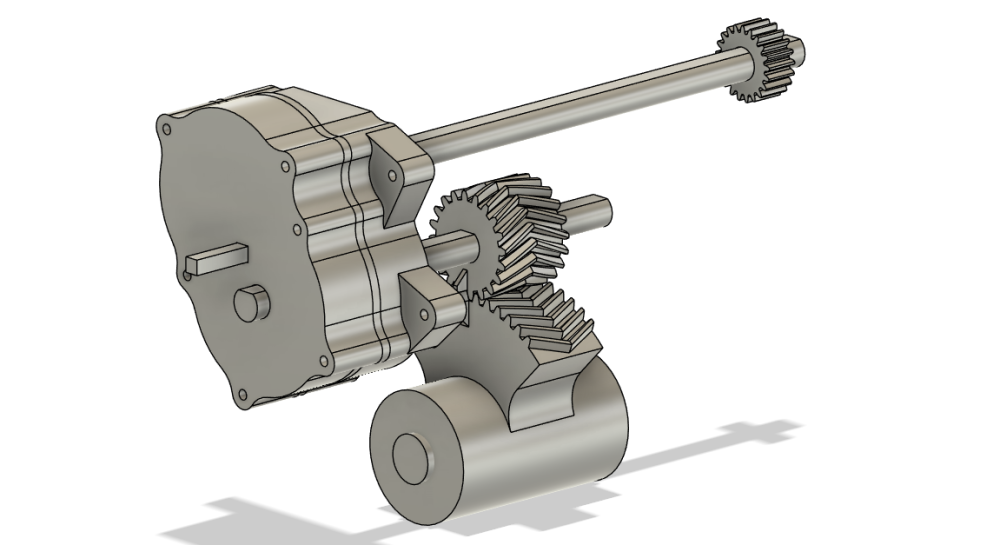
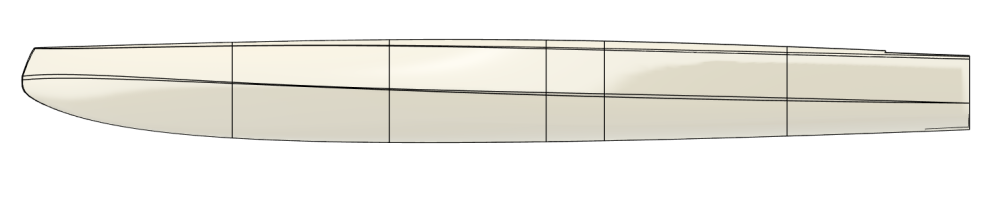
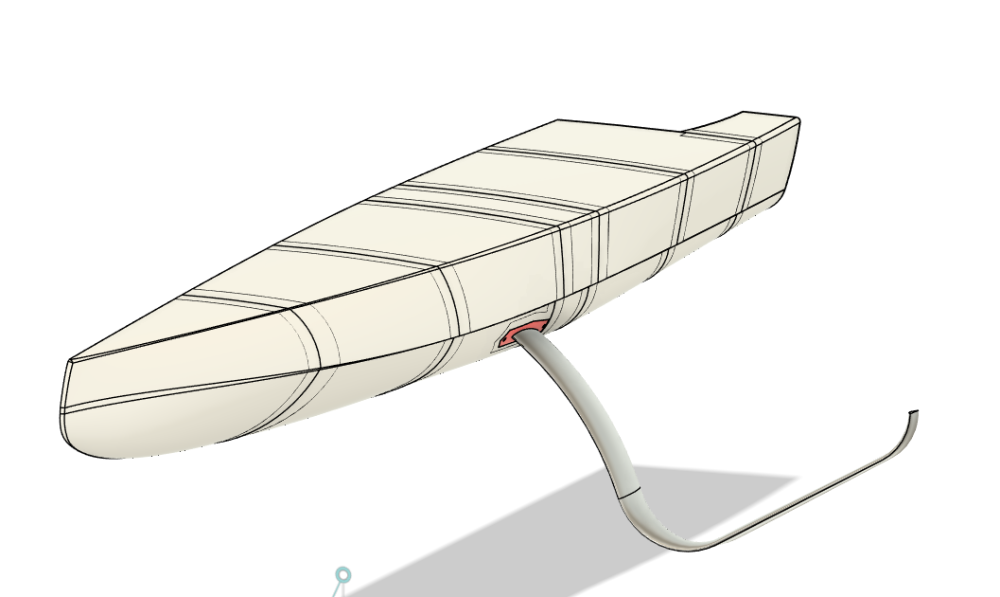
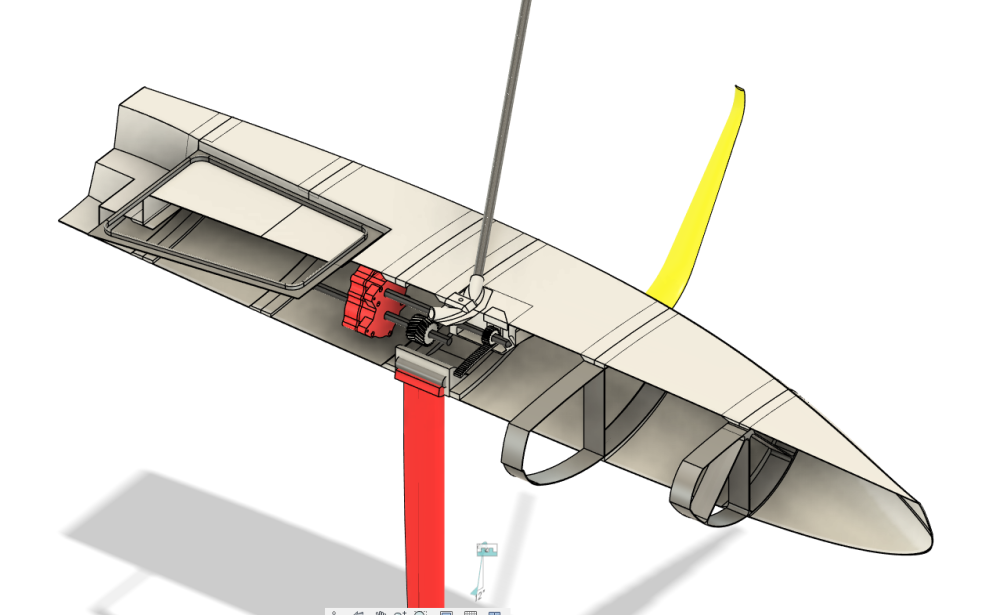
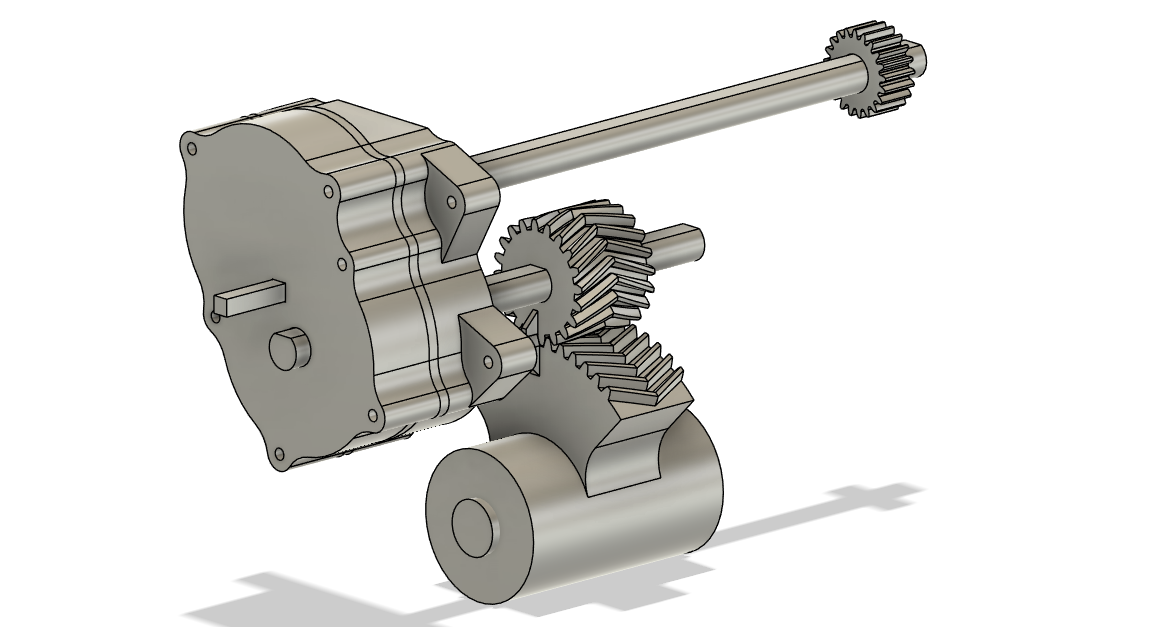
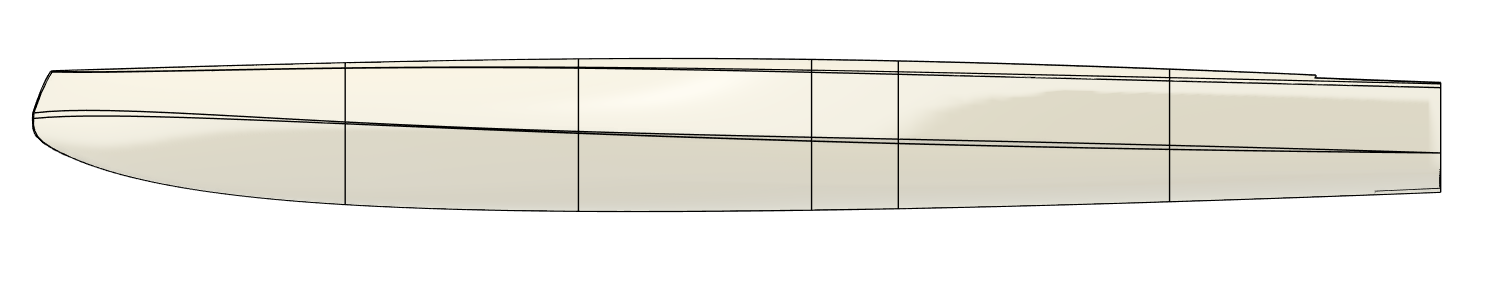
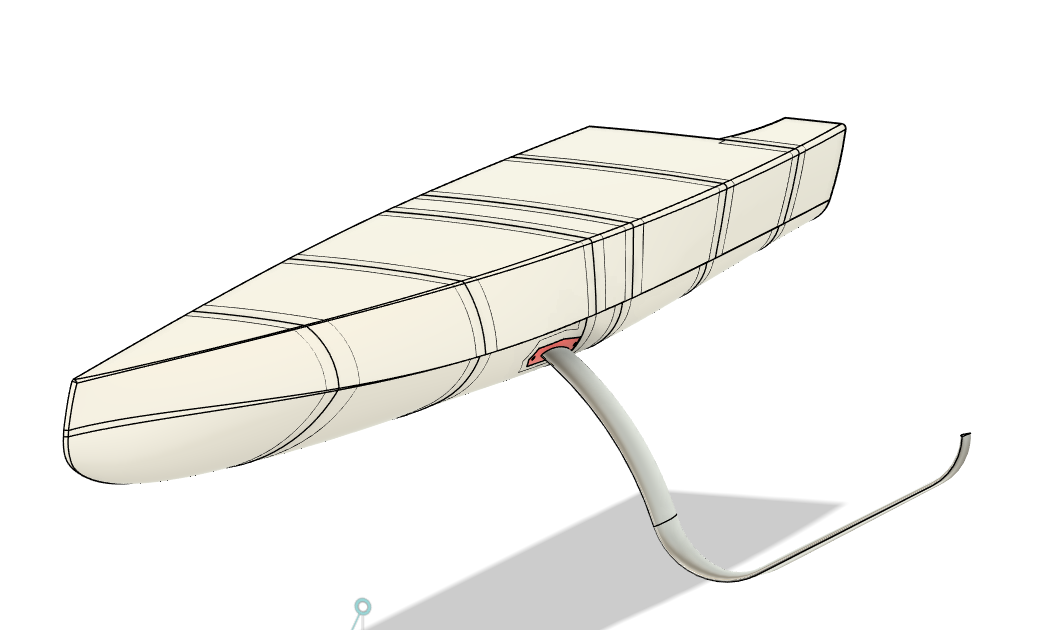
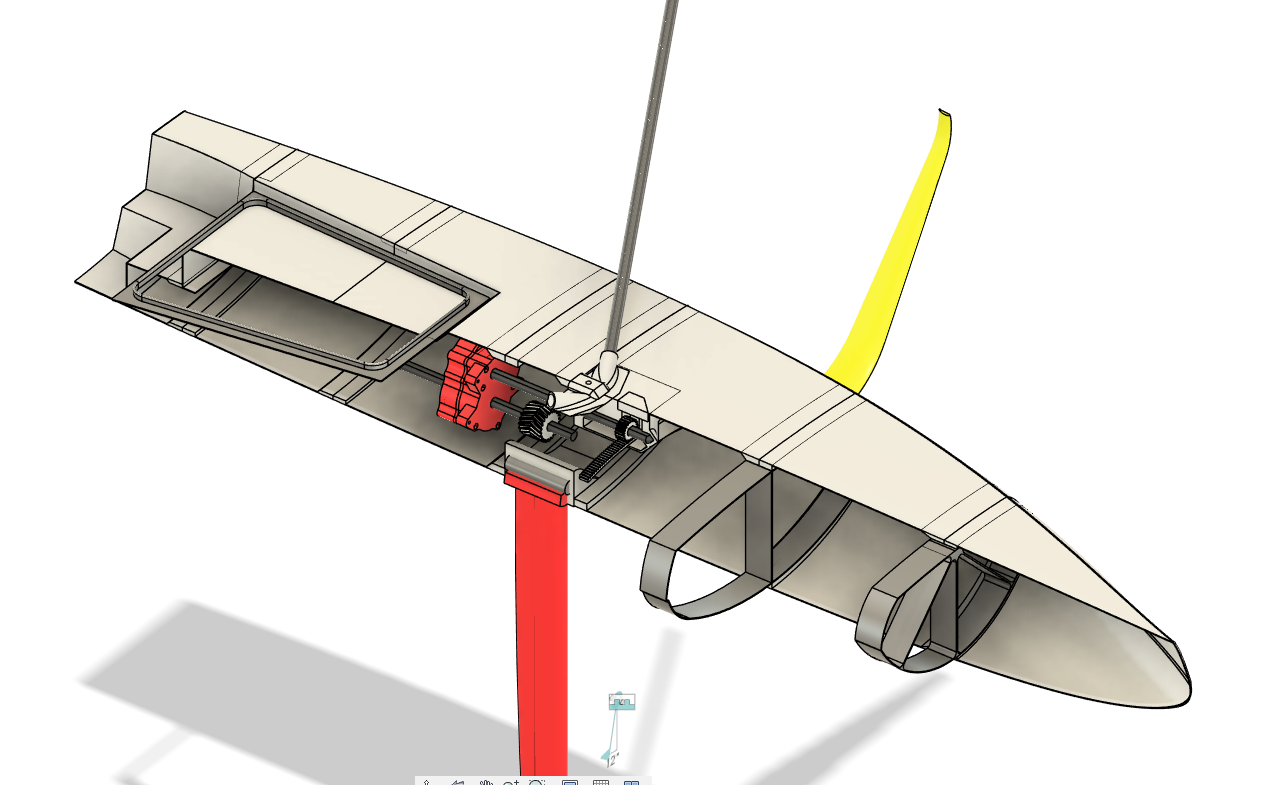
Ça y est, après le Pt'Imoca qui navigue maintenant plutôt bien, je me lance dans la taille au-dessus ! Ce n’est pas pour rien que j’ai pris une H2D : le nouveau projet sera, lui aussi, 100% imprimé en 3D, et entièrement adapté à cette imprimante (ou à plus grand, comme la K2 par exemple). Petit rappel : voici le Pt’Imoca, un IMOCA RC de 84 cm basé sur Biotherm de Paul Meilhat. Après plus de 1500 heures de développement, j’ai réussi à obtenir quelque chose de plutôt fiable, qui fonctionne très correctement. Pour ce nouveau projet, je me base cette fois sur Charal II de Jérémie Beyou ! Les nouveautés : Changement d’échelle : on passe à plus grand, 130cm, soit 1/14ᵉ. L’avantage principal, c’est la gestion du poids. Sur le Pt’Imoca, par rapport à l’échelle, je suis environ 2x plus lourd qu’un IMOCA taille réelle. Ici, je vise un écart de moins de 20 %, soit un poids total inférieur à 4,5 kg. Pour atteindre cet objectif, j’utilise les mêmes techniques que sur le Pt’Imoca, en gardant ce qui fonctionnait bien, mais en améliorant certaines parties que je ne pouvais pas corriger sur le prototype précédent. Première étape : la quille pendulaire Je commence par modéliser le système de quille pendulaire. (Sur les voiliers de course modernes, ce système permet d’incliner la quille au vent pour augmenter le couple de redressement, et donc la performance.) C’est beaucoup plus compliqué à ajouter après coup, donc je l’intègre dès le début. Sur le Pt’Imoca, j’avais utilisé un système de palan, comme sur certains vrais bateaux (par exemple les Mini 650), mais ici, je passe à un motoréducteur. Ce sera plus simple à monter et plus fiable — un mauvais nœud dans un palan, et tout peut se bloquer. Le reste du projet restera dans l’esprit du Pt’Imoca, avec une approche similaire. L’apprentissage tiré de ce premier modèle est extrêmement utile : je gagne un temps fou en conception sur Charal !




 3 points
3 points -
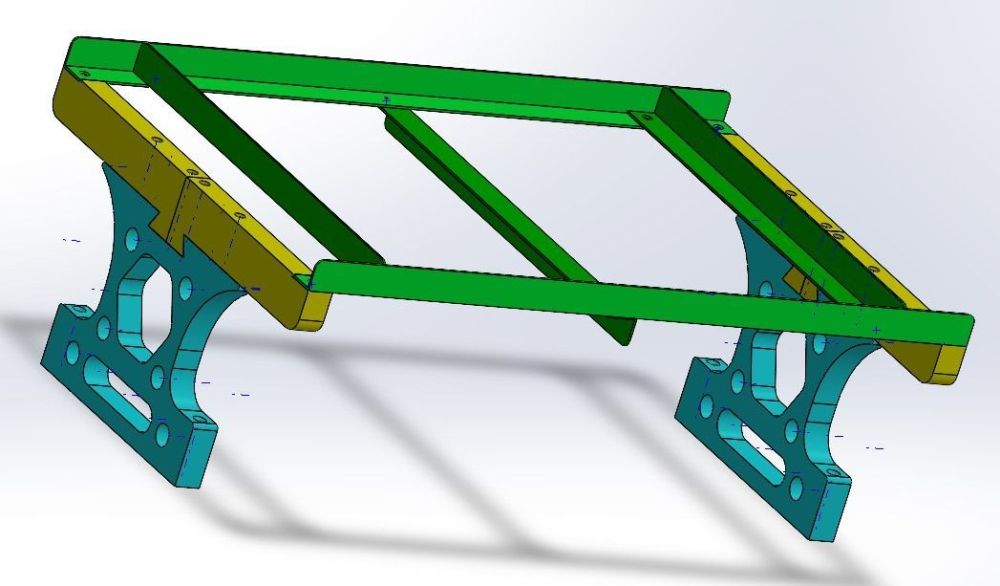
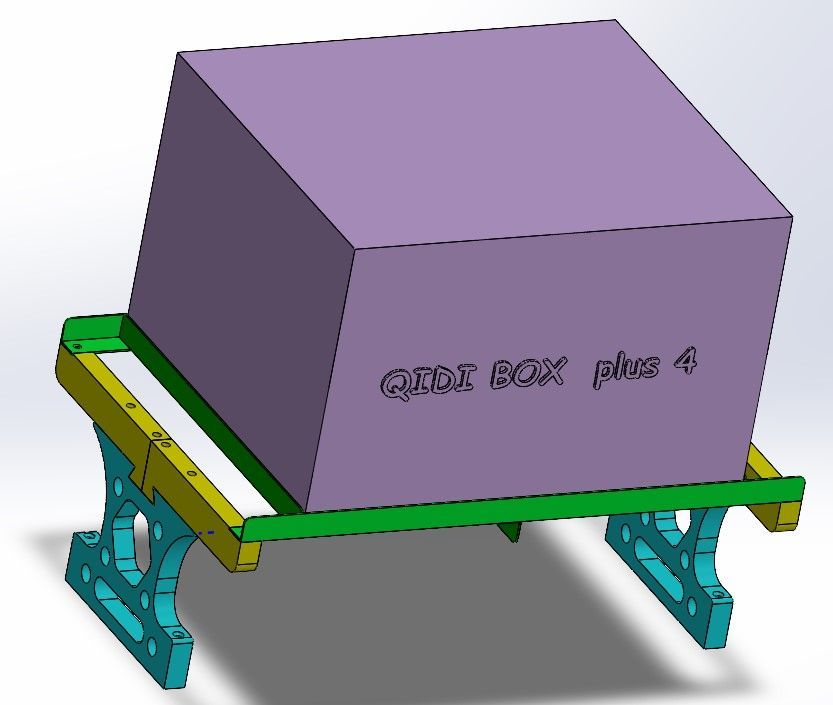
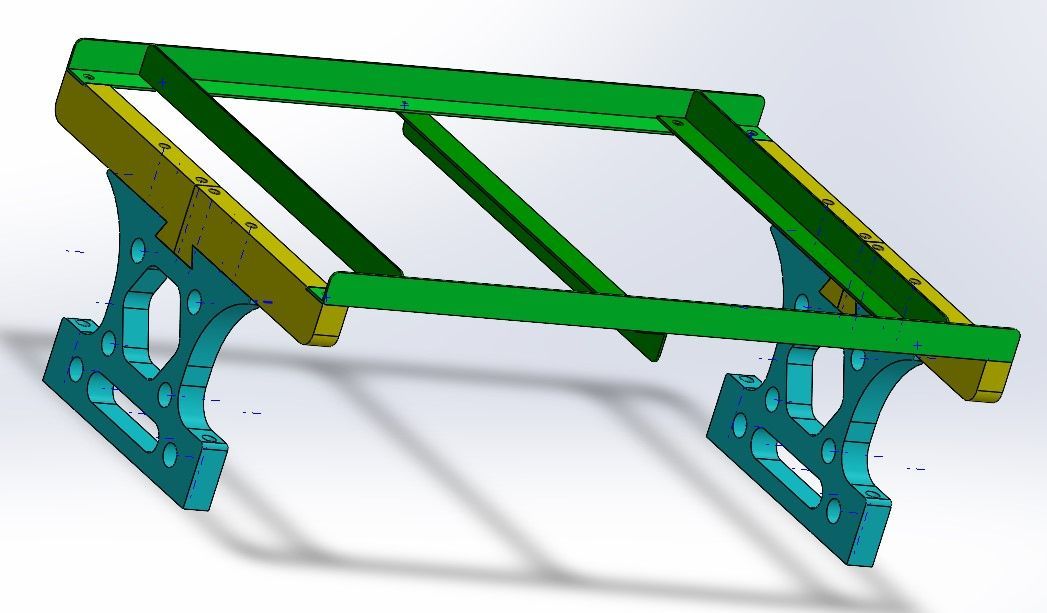
Bonjour, @pjtlivjy @Jean_Luc @JDL61 @Julien Voici une étude pour réaliser un support pour la BOX QIDI plus 4 les dimensions de la BOX 357 x 300 x 234 poids 4,4 Kg; la box reposera sur les équerres en alu avec des patins en caoutchouc pour limiter les ondes vibratoires (le bruit) Le description du montage : dimensions utiles du support pour accueillir la BOX 302 x 360 mm - Les deux pièces bleues( consoles ) seront fixées à la place des deux poignées avec 4 vis M4 Impression en PLA ou PETG selon les disponibles. - les 4 pièces jaunes (longerons) seront assemblées par des queues d'aronde dans le but d'imprimer les pièces sans contraintes ne dépassant pas la capacité du BED de la QIDI plus 4. Impressions en PLA ou PETG. L'ablocage des longerons sont assuré par des deux vis M4 par pièces avec des inserts en laiton comme vissage solide et démontable... - les équerres en Alu 20x20x1.5mm de couleur vertes fixées à chaque extrémisées par des vis M4 et inserts en laiton dans les longerons jaunes. - les deux équerres transversales et médiane assurent le positionnement latéral de la box fixation avec deux vis M4 par équerres. je vais commencer à effectuer des tests d'impressions pour l'assemblage des queues d'arondes. Pourquoi les queues d'arondes ? la solidité et la simplicité du montage. j'ai prévu 4 patins en TPU afin de guider la BOX pour la placer dans le cadre et aussi d'atténuer les résonnances merci de me faire un retour. A+ Francis
 3 points
3 points -
Merci pour vos réponses rapides. Du fait je n'ai plus le choix car ma fille m'a acheté la Bambu A1 avec AMS, donc c'est fait (je garde de ce fait mon budget pour plus tard). Elle a anticipé un peu mon anniversaire, donc je vais pas faire le difficile. Je la reçois demain et je teste ça et je vous tiens au courant. Mais je garde vos réponses utiles car il y a beaucoup de marques que vous mentionnez dont je ne soupçonne pas l'existence. Encore une fois un grand merci a vous pour votre réactivité. A bientôt.3 points
-
tout à fait c'est toute la beauté de l'ASA et du remplissage gyroïd Le remplissage gyroid agit comme une structure isotrope qui dissipe les contraintes mécaniques, mais ralentit aussi la conduction thermique vers le cœur de la pièce, évitant les points chauds locaux. Avec 15 mm d’épaisseur, la chaleur se propage lentement, d’autant plus que les zones creuses dans le gyroid créent des poches d’air qui agissent comme des isolants thermiques. Et puis il y a un contact imparfait (plat + pièce = peu de conduction directe)2 points
-
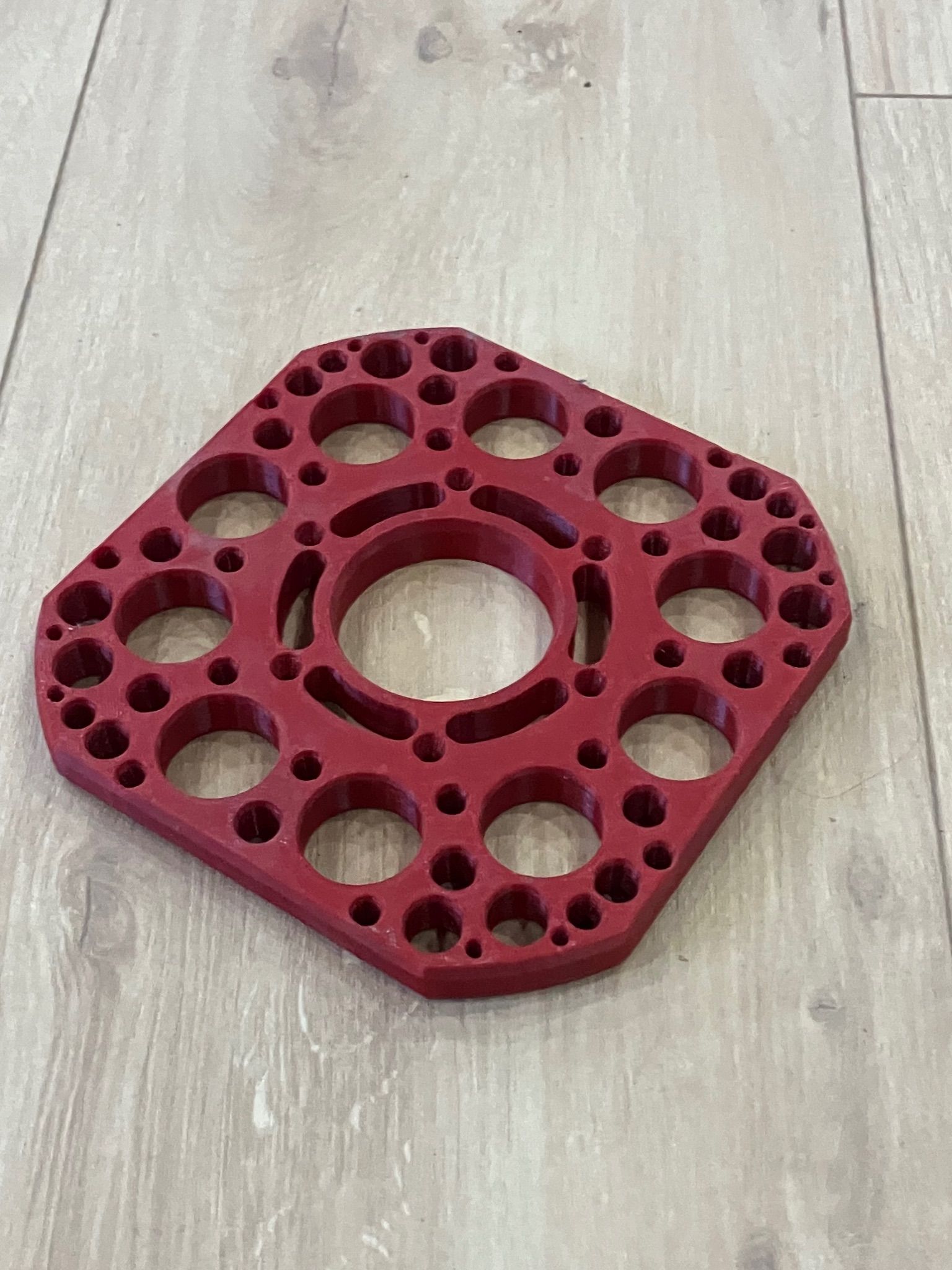
bonjour @gri3d j'en pense que la première question à se poser c'est le choix du filament car ils n'ont pas tous la même adhérence intercouches. La seconde c'est que pour augmenter la résistance d'une pièce, il faut augmenter le nombre de périmètres ainsi que le nombre de couches inférieures et supérieures de la pièce. La troisième question : c'est quel remplissage et quelle densité voilà le premier choix : c'est l'ASA ou un PETG fibré pour la position aucune des 2 envisagées mais plutôt la partie avec les 2 trous oblongs, en position verticale2 points
-
Bonjour tous le monde, Krykry, 31 ans, nouveau dans le domaine de l'impression 3D, domaine qui m'intéresse, j'ai sauté le pas il y a 3 semaines et j'ai acheté ma première imprimante 3D. Une jolie Bambu Lab A1 Combo, j'ai commencé des petites impressions, certaines ont échoués et j'essaye de comprendre mes erreurs. A très vite !2 points
-
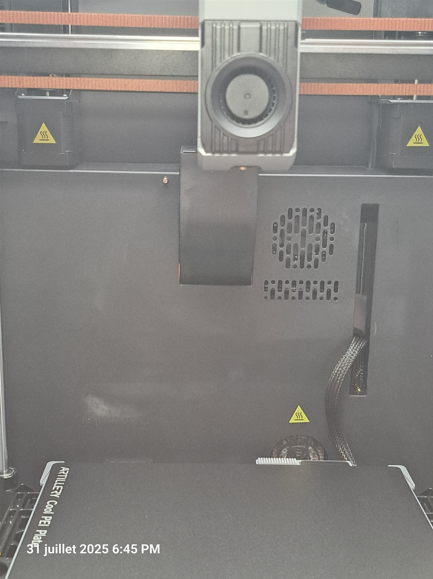
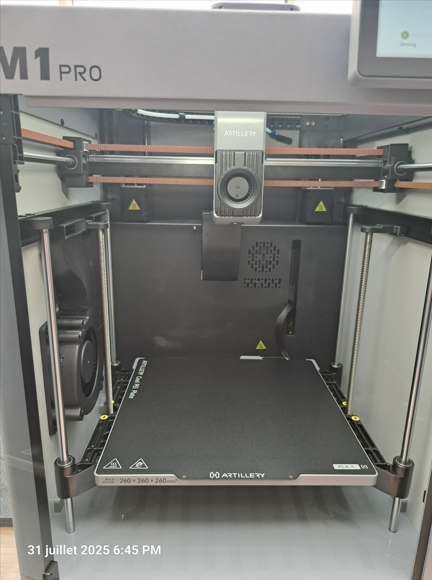
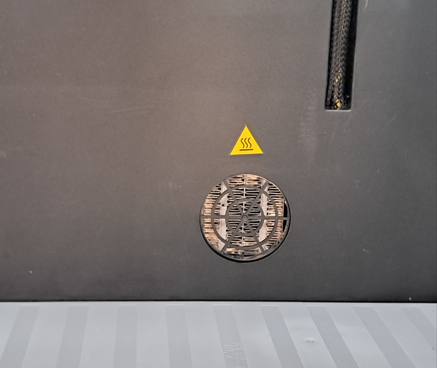
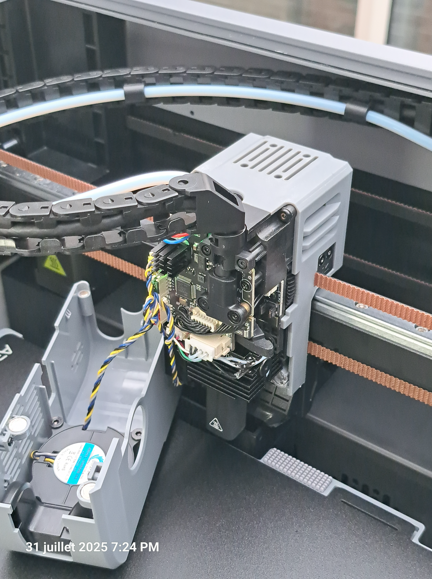
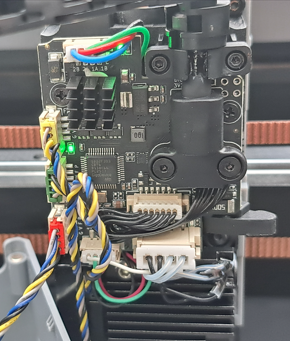
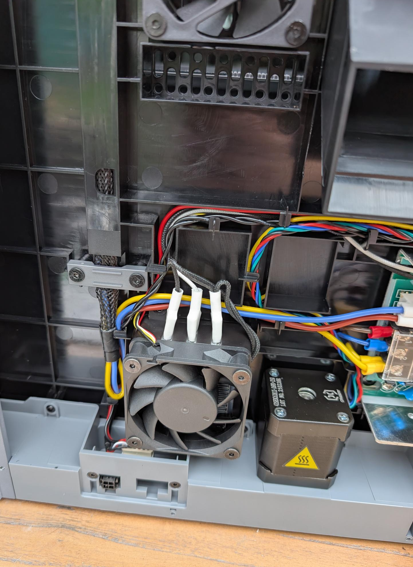
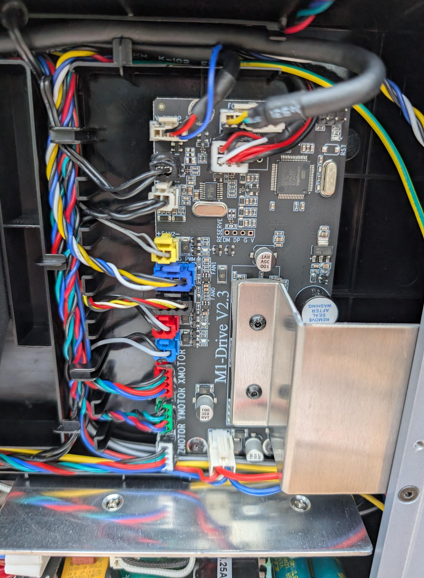
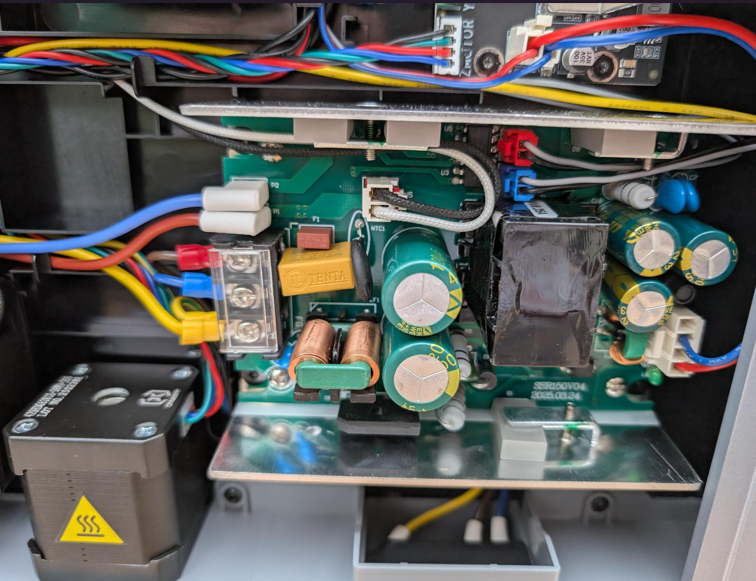
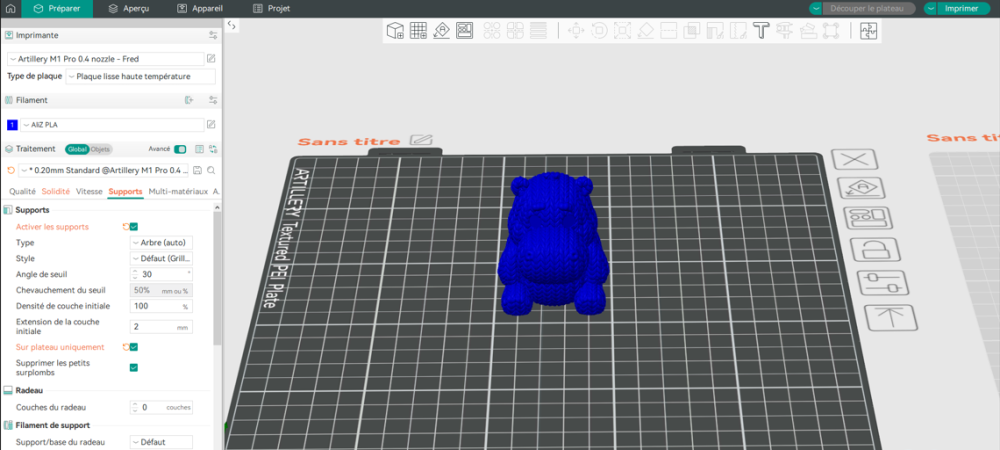
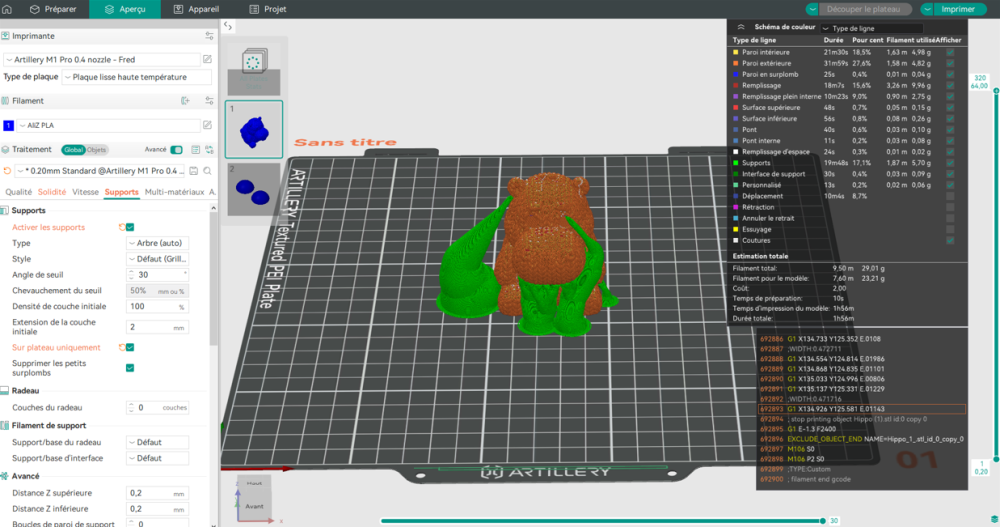
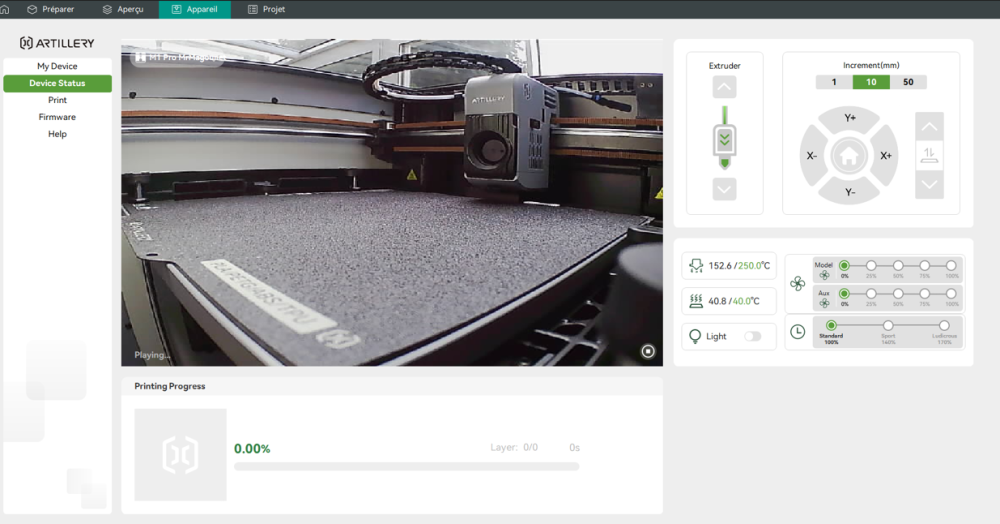
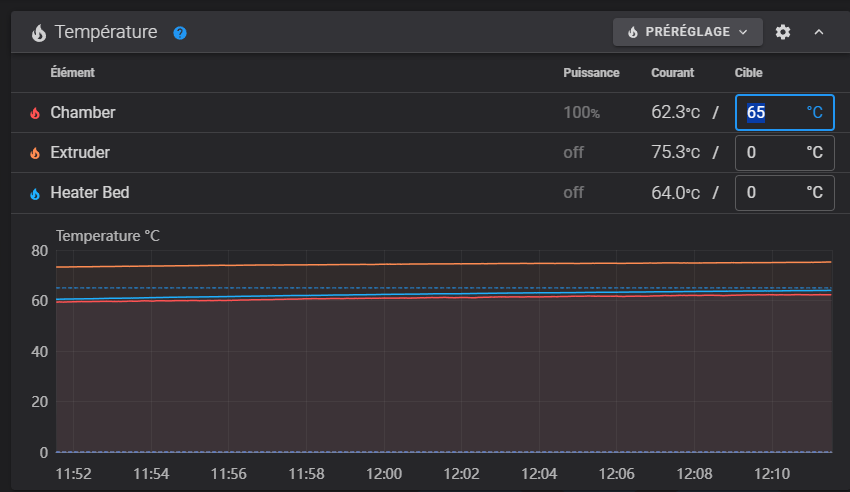
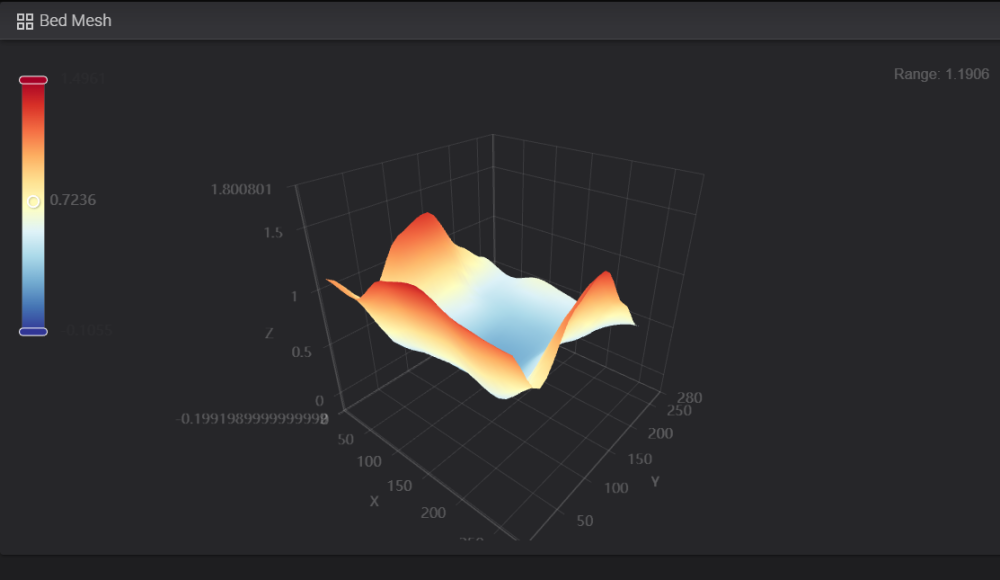
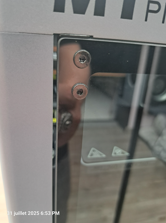
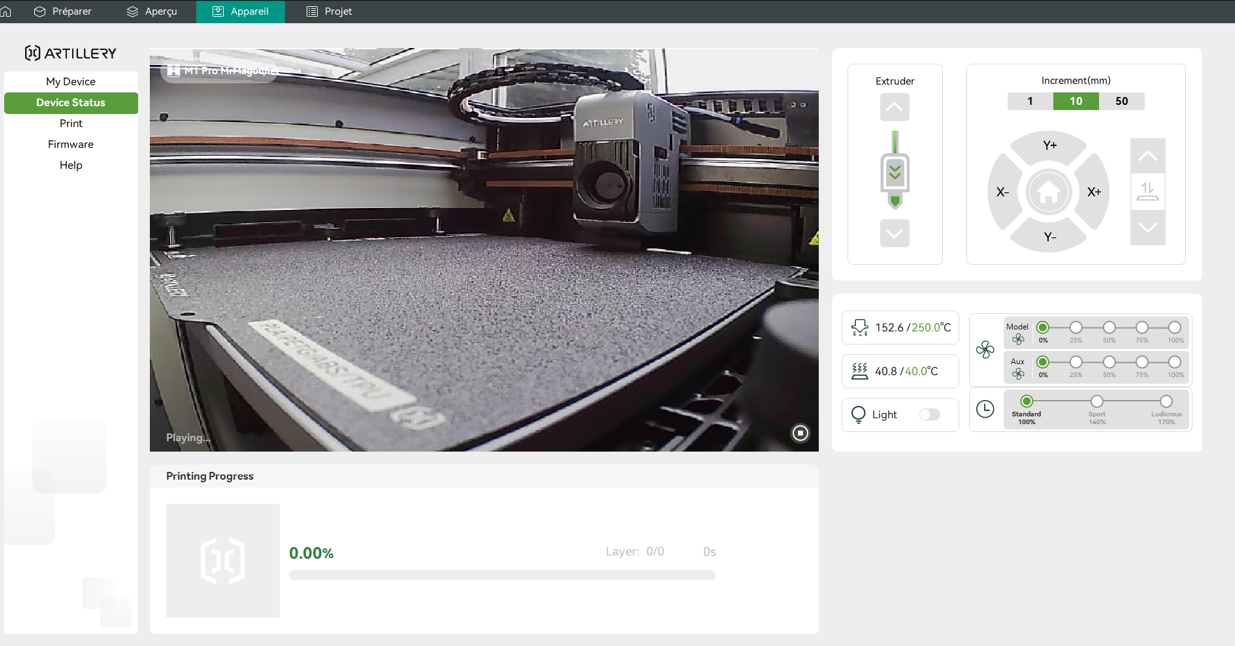
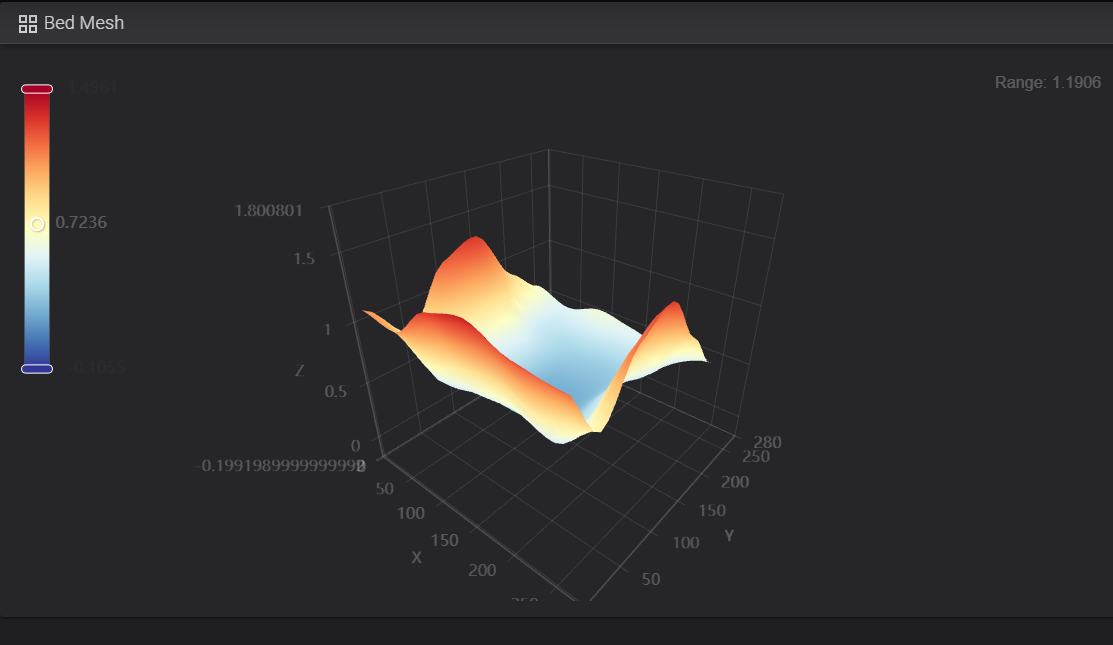
J'ai reçu en test la nouvelle Artillery M1 Pro, ce sujet va présenter la machine sous tous ces aspects au fur et à mesure des tests préparatoires nécessaires à la réalisation des vidéo et l'écrite de l'article. Comme à mon habitude je vais mettre en avant les point fort et les faiblesse que je constaterais progressivement. Cette première partie est dédié au tour d'horizon de la machine lors du déballage et de la mise en route initial, pas de présentation d'impression pour le moment et j'expliquerais pourquoi un peu plus tard. Le déballage est rapide et la machine plutôt bien protéger, l'aspect présent assez bien a première vue les porte et capot sont en verre, l'ecran est de qualité correct, mais la machine est avec un caisson full plastic et armature acier. L'emballage est signé mais assez classique, par contre a m'a très grande surprise Artillery a pas été pingre sur le filament en proposant une bobine de Filament Artillery Blanc de 1Kg, nous retrouvons dans les accessoires un kit pour la fabrication du scraper, un nuancier des couleur de filament, un aimant pour la poubelle a déchet dont pour une fois (alléluia mes frère ou nous propose 2 format de poubelle a dechet une petite et une grand format), un tube de graisse pour axe linéraire puis un aiguille pour déboucher la buse au besoin. Par contre point de buse de remplacement ou autre pièce de rechange dans les accéssoires. Vidéo unboxing Artillery M1 Pro La machine arrive assemblé ont juste l'écran a connecter et clipser et les 4 vis de maintient du bed à défaire, pour défaire la mousse sous le plateau incliné l'imprimante et monter un peu le plateau via les courroies . Petit tour du propriétaire sur la M1 Pro, avec en partie arrière la trape de ventilation fermable manuellement avec maintient par aimant, cette pièce est par ailleurs escamotable elle est maintenue par aimant dans la machine on peu donc remplace le filtre charbon voir ajouter un Hepa qui n'est pas présent ici. A L'intérieur on retrouve une tête direct drive avec 2 ventilateurs de matière un devant l'autre a l'arrière, un ventilo auxiliaire latérale a gauche, puis nous avons au fond le bac a purge a côté le système de ventilation avec filtre charbon et en bas on entre apperçoit le système de chauffe du caisson sur base de PTC. Voyons un peu les entrailles de la machine, d'abord la tête puis l'électronique. J'ai vue plus dégueulasse comme tête je m'intérroge un peu sur l'extrudeur pour l'avenir et je vous expliquerais cela plus en détail plus tard car oui en guise de baptême sur la machine j'ai du démonté totalement la tête et l'extrudeur avant de pouvoir imprimer, je vous expliquerais tout plus loin. A l'intérieur du panneau arrière on a le ventilation sur lequel le boitier du filtra a charbon s'aimante, la PTC du chauffage du caisson La carte de controle moteur (driver) et sonde et l'alimentation à découpage A ma grande surprise j'ai pas trouver la carte de type RPI qui pilote l'imprimante via Klipper je me demande si elle est pas dans le boitier de l'écran c'est la seule chose que j'ai pas démonté. La mise en route est guidé mais noté qu'au départ vous aurez que le choix entre Chinois et Anglais pour avoir les autres langues il faudra attendre de faire les mise a jour du firmware la version actuelle contient pas moins de 10 langues différentes dont le français. Le démarrage s'effectue en 4 étape assez classique, test de home (et donc des endstop), de la chauffe des composants buse et plateau, Auto-nivellement, compensation de la résonance. Compter bien 15 minutes minimum pour des test, qu'il faudra refaire en partie lors de la mise à jour du firmware. Alors, pour la partir soft, on est sur Artillery OS un firmware Klipper, avec un interface dédier. A côté de quoi nous avons Artillery Slicer 1.0.6 qui est arrivé, cette version du slicer Artillery n'est plus sur base prusa slicer comme lors de la sortie de la Série SW X4, nous avons a présent un slicer sur base de Orca Slicer V2.3, personnellement cela convient parfaitement Orca étant mon slicer de prédilection, je testerais plus tard de voir la compatibilité avec Orca slicer officiel. Voici donc le nouvelle Artillery Slicer. L'interface device dans le slicer est assez limité en fonctionnalité, mais il est possible d'accéder a une interface Fluidd en utilisant votre navigateur (adresse ip de la M1 Pro):8078/#/ J'ai faillis faire un arrêt cardiaque quand j'ai vue le résultat du Bed Mesh sous Fluidd, je regarderais à améliorer cela par la suite il n'y pas de réglage mais je trouverais de quoi apporter une amélioration. Mais au moins cel a me permet de voir que l'auto nivellement compense sans réel souci. J'ai effectué un test de la chauffe du caisson, Artillery indique 60°c pour le caisson mais suite mes discutions avec @pjtlivjy sur la K2 Plus qui n'arrive pas a dépasser les 57°c pour 60°c annoncé par Creality, ici Atillery fait mieux que annoncé après 1h10 j'étais arrivé a 63°c pour 65°c d'instruction (cela continuait a monté mais le bute était de voir si les 60°c était atteignable), et bien oui a 100%, en plus de la PTC, la buse et le bed chauffe eux aussi un peu pour assister la chauffe du caisson (on le vois sur l'image au dessus). Par contre attention les vitres et parois plastic sont vraiment chaudes on y laisse pas les mains, dommage aussi que la porte ai un jour de 2mm au niveau de la charnière je pense qu'une déperdition a lieu, mais la trappe arrière semble aider. Voici d'ailleurs une photo qui illustre le jeux entre la porte vitré et le boitier. Je n'ai pas pu commencer les test d'impressions car pas de chance pour moi j'ai l'extrudeur qui ne veux pas entrainer le filament j'ai un blocage, il me faut donc démonter complètement la tête pour effectuer une maintenance et contrôle, j'en ai profité donc pour contacter le SAV et savoir si un wiki ou un tuto avait été créer pour l'entretiens démontage de l'extrudeur, et ce matin réponse de leur par avec un petit PDF de 13 pages en anglais, j'en ai donc profité pour vous en faire un version française certain seront probablement moins allaise avec l'anglais. Extrudeuse_Guide_texte-Francais_compressed.pdf Tuto pour restaurer le service Fluidd et.ou install Mainsail depuis le firmware 1.0.11. Dispo ici. Tuto Fluidd et Mainsail sur M1 Pro.pdf Tuto Printer Patcher qui vous comment mettre a jour votre M1 Pro (accès fluidd restaurer et Orca Slicer Complet) sans pour autant avoir de connaissance SSH.










 1 point
1 point -
Bonjour a tous, je ne l'avais pas fait depuis plusieurs mois, et je n'arrive plus a modifier un stl pris sur Thingivers. Oublis ou erreurs de ma part? Mise a jour Fusion et nouvelles fonctions? après ouverture Fusion, nouvelle conception, insérer, insérer le maillage, ... je bloque, je ne trouve pas comment convertir le maillage Merci pour vos avis et conseils1 point
-
Bonsoir, Imprimante commandée. Je pars sur la Bambulab A1 combo. Je vous informe lorsqu'elle est reçu1 point
-
pourtant à la base @pascal42 c'est plutôt simplet et rigide une A1, quand tu l'as reçu elle était dans son emballage d'origine ?1 point
-
Super, il n'y a plus qu'à recevoir le matériel !1 point
-
là je crois que tu as mis le doigt sur le problème d'ailleurs avec une structure mécanique de guingois, peut il en être autrement, l'IA a ses limites1 point
-
C'est ce qui me faisait dire que x était peut être cintré en plus d'être de travers. Mais ce qui est vraiment surprenant, c'est que t'es à la fois "trop haut" sur les plaques carrées au milieu, et "trop bas" sur les plaques rondes (on dirait vraiment de la sur extrusion de buse trop proche de la couche). Mais au final, est ce que c'est pas surtout la calibration auto qui se comporte de maniere totalement incohérente du fait du défaut d'equerrage ?1 point
-
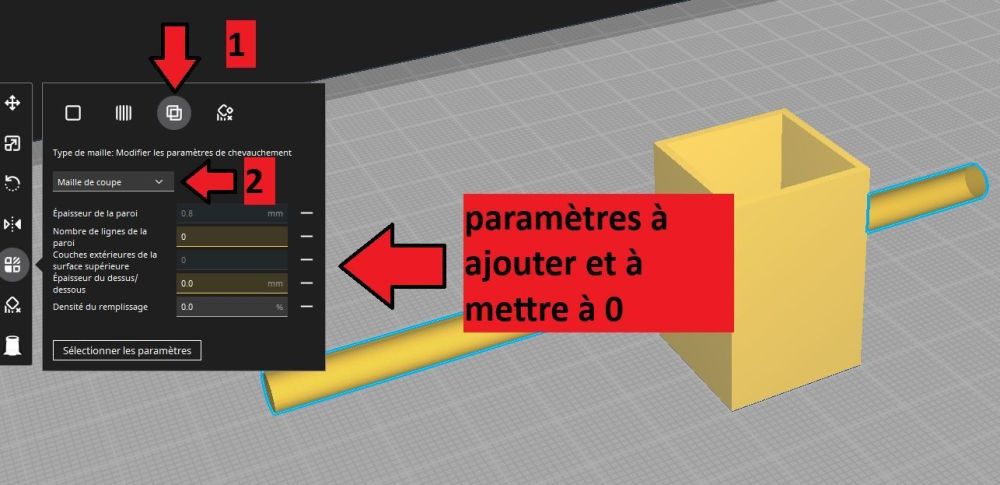
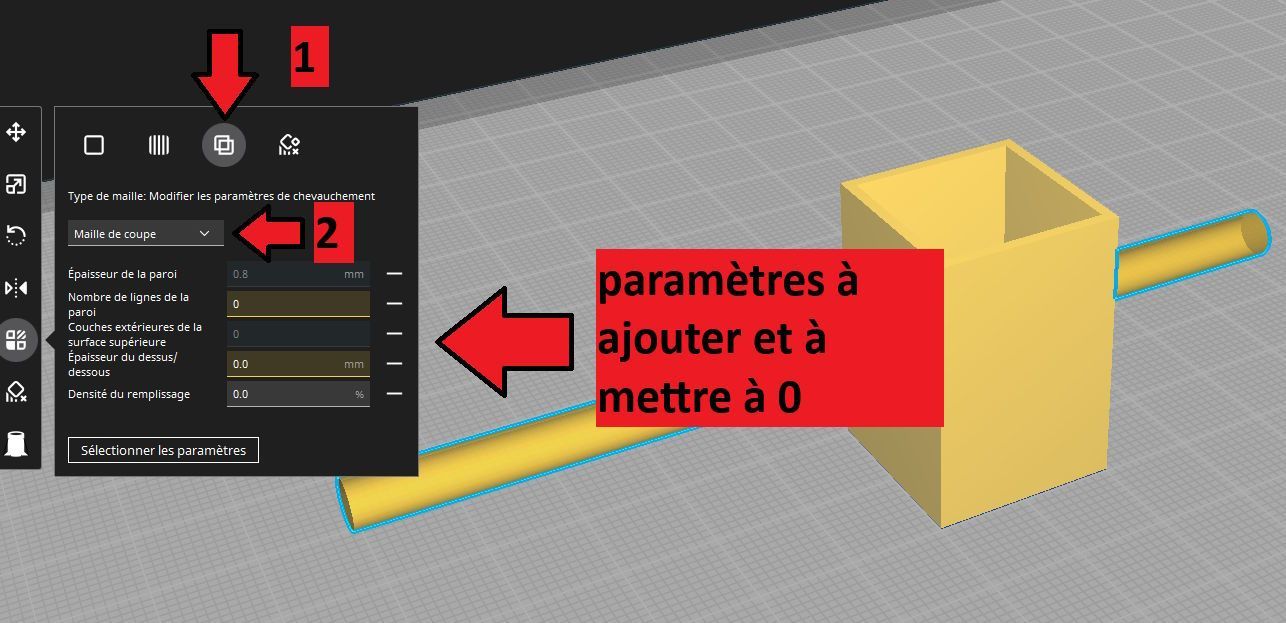
tu modélises une forme (un cylindre par exemple) que tu importes dans ton projet. Ensuite tu sélectionnes la forme pour appliquer des paramètres spéciaux à l'intersection (repère 1) des 2 volumes. Sauf que cette fois, tu sélectionnes "maille de coupe" (repère 2): Au cas où, voici le STL d'un cylindre Ø5 Lg100 que tu peux modifier en jouant avec les facteurs d'échelle dans les 3 axes. Cylindre.zip quand la pièce travaille en compression, perso, je mets du 100% localement (avec le nombre de paroi ou le remplissage). D'après moi, ta remarque est plutôt valable pour de la flexion. Cela dit, je n'ai pas tout à fait compris comment était maintenue la pièce. @gri3d a l'air de parler de vis de pression , ce qui est différent.
 1 point
1 point -
Ça résiste a un plat qui sort du four ?1 point
-
Ok donc si j'ai bien tout compris : Je tente avec mon PLA, objet avec la bague contre le plateau, je change ma densité aux endroits critiques dans les 80 90 % et le reste à 30 comme par défaut, et le densifie mes épaisseur haut et bas... j'en oublie ? Et à priori je tente Pla fibré C. Merci à tous. Ah oui, mais je n'ai tjs pas compris comment insérer des choses dans mon impression...1 point
-
une impression en ASA pour un collègue, un dessous de plat en faîtes 195 x 195 x 15 mm, remplissage 15 % gyroïd (pour un meilleur refroidissement)
 1 point
1 point -
Atteindre cette 500e hebdo, c’est un vrai plaisir pour toute l’équipe ! Cela fait presque dix ans que l’on scrute l’actualité de la fabrication additive pour en extraire le meilleur chaque semaine et vous le partager. On espère que vous prenez autant de plaisir à lire ces résumés que nous à les préparer. Et vu l’évolution du nombre de lecteurs, on dirait bien que la rubrique vous plaît toujours autant. Merci pour votre fidélité ! https://www.lesimprimantes3d.fr/semaine-impression-3d-500-20250803/1 point
-
Cela fait déjà 587 semaines que je suis inscrit sur le site, à l'époque où l'idée du site germait dans les yeux étincelants de deux jeunes gars.1 point
-
Merci je vais voir ça1 point
-
désolé je n'avais pas été alerté pour tes messages @Jean_Luc C'est gentil super, j'ai fait pareil que toi pour voir si ça nécessitait un Bed mesh, un PID etc etc et en fait non un exemple en ASA de 20 x 20 à peu prêt
 1 point
1 point -
tu vas te régaler avec la A1 et l'AMS @Dorma et ça va te faire un grand changement par rapport à la Ender 3, un saut dans le temps1 point
-
L'équerrage défectueux est effectivement bien réel. C'est comme si le poteau de gauche était mal enfoncé dès le début. Je regarde mon A1 et tout est parfaitement à 90°, de même le plateau est à la même hauteur sur l'axe X à gauche et à droite. Tu peux repasser par le guide de re-packaging pour voir comment tout démonter: il y a peut-être quelque-chose de coincé depuis le début. https://wiki.bambulab.com/en/a1/manual/pack-a1 PS. Côté nettoyage de la plaque: ne pas oublier de faire mousser le liquide vaisselle et laisser agir environ 30 secondes avant de nettoyer puis rincer. On oublie souvent que les produits chimiques on besoin d'un certain temps (même court) pour travailler. PS/2 Sur mon ancienne imprimantes, j'utilisais l'essence F pour enlever le "blob" résultant de la colle en bâton, scotch etc utilisée parfois. Puis dégraissage. (L'essence F dissout la colle (comme le WD-40), et se dégraisse facilement)1 point
-
sur le côté ça ne passe pas ? tu n'a pas dit à quelle température était la chambre au début de l'impression : moins de 45° tu as toutes les chance que ça warpe.1 point
-
une "commande" que j'ai transformé en test partie basse, filament Pla silk, partie haute Petg fibre de carbone(choix juste dicté par la couleur), imprimé en une fois
 1 point
1 point -
Serait-il possible de mettre un (des) insert(s) pour renforcer la pièce ?1 point
-
On dirait même que l'axe x est cintré ? Ou alors le plateau salement bombé ? On voit une espèce de ligne de démarcation sur presque toutes tes impressions : est ce que c'est toi qui a tenté de faire des babystep en cours d'impression ou bien est ce que c'est un autre symptôme ?1 point
-
Une faute de frappe ? Un mini AVC ? Une prise de substances illicites ? On ne le saura sans doute jamais1 point
-
bonjour @pascal42 l'alcool iso est un solvant pas un nettoyant, eau chaude et liquide vaisselle. Un solvant dilue les résidus et les étales encrassant le relief du plateau après si en plus ça se cumule avec des problèmes mécaniques ... mais chaque détail est important1 point
-
Bonjour, le plateau a été nettoyé a l' alcool iso. En attendent des réponses j'ai continué à chercher pour voir si je pouvais avancer un peu plus. Mais malheureusement ça ne viens pas du nettoyage ni du filament ( ou très en tout cas) c'est surtout plusieurs soucis mécanique : vis desserrées, cadre (montant pour le Z) pas d'équerre et axe X pas de nivaux par rapport au plateau +/- 4mm entre le coté gauche et le coté droit et peut être d'autres choses en plus si je n'ai pas tout vu.1 point
-
ou pas ... ça permet de changer de plateau sans se poser de questions. et l'option adaptive permet de ne faire le mesh que sur la partie imprimée : plus rapide et dans tous les cas 6 minutes sur une impression de 5h ...1 point
-
bonjour @bp006 Pour faire des modifs poussées (trous, extrusions, coupes précises), il faut convertir le maillage en BRep (Body Representation)1 point
-
c'est vrai qu'il n'était pas à l'échelle 1 on va suivre ta nouvelle aventure, merci pour le partage1 point
-
la critique est facile, l'art est difficile dit le proverbe ... aujourd'hui il semble que plus personne n'est satisfait de rien et jusqu'à preuve du contraire, il n'y a personne ici qui en a eu une entre les mains avant de chercher à modifier quoique ce soit sur un outil, je préfère commencer par comprendre son fonctionnement et je l'utilise au quotidien pendant plusieurs mois allez défi du jour : et si on essayait d'être positif et heureux des possibilités que nous offrent la technologie fabriquée par les petites mains asiatiques à vil prix cessons d'être morose, la vie est courte voilà comment je vais installé la mienne d'ici la fin de l'année @vap38 l'AD5X est la seule multicouleur qui imprimer en natif du TPU standard 95A et même du 85A1 point
-
bonjour @pascal42 comment a été nettoyé le plateau ?1 point
-
Le courant pourrait être augmenté puisque normalement les moteurs sont branchés en parallèle. Cela dit, si les vis des poulies de synchronisation sont bien serrées, il n'y a pas de lien entre le courant moteur et ton problème. Avant de modifier ce réglage, comment sont comprimés les ressorts du plateau? Est-ce que tu as des ressorts jaunes? des colonnes en silicone? Si tu as des ressorts, pour éviter que ça ne se dérègle trop vite, il ne faut pas hésiter à les compresser à fond puis à desserrer de 3 ou 4 tours. Tu devrais avoir assez de latitude pour le réglage mécanique du plateau avec le CRTouch. PS: tu as jusqu'à demain 9h pour modifier la mise en forme de ton précédent message extrêmement envahissant . L'extrait de ton fichier printer.cfg pourrait être copié dans une citation (bouton ") et les interlignes réduits1 point
-
Un soutien-gorge ? un slip ? Un caleçon ?1 point
-
Pfou… Je suis battu, ça ne fait que 452 semaines que je suis inscrit, alors bravo à toute l'équipe.
 1 point
1 point -
oui ... à l'encre noire !1 point
-
Hello, perso pour moi et sur beaucoup de salon discord que je suis, une des résines les plus utilisée est la Sunlu/Jayo ABS-like. Elle, n'est certes pas haut de gamme, mais pour du wargame elle est parfaite, elle est pas chère (tu peux la trouver en dessous de 18€/bouteille), elle est facile à imprimer, légèrement souple et relativement précise. (et si tu peint , les micro détail d'impression seront invisibles de toute façon, donc les résines 12k et 16k sont inutiles) Les seuls problèmes que j'ai eu avec était avec des gros modèles pré-supporter mais mal ancré, avec des supports trop fin, avec les mouvements de résine dans le bac, le modèle a bouger et c'était la cata. Autrement j'ai aussi utilisé de la Conjure 8K, un peu plus chère (dans les 30€), aussi facile à imprimer, comme il n'y avait pas de différence notable avec la Sunlu, je suis resté sur celle la. Pour tester, j'ai aussi pris une bouteille de Conjure Tough et je ne finirai surement pas la bouteille, ça s'imprime bien, mais elle pu comme c'est pas permis, impossible de resté dans la même pièce quand ça imprime alors que la 8K et la Sunlu ne sente absolument rien. (et pourtant mes imprimantes sont dans des placard avec des purificateurs d'air fonctionnant en continue durant l'impression).1 point
-
En ce qui me concerne, ce n'est pas un soucis : c'est du hobby, et en modélisme, à plus forte raison sur du RC 1/10 ou 1/12 (voire plus petit) mes pièces ne sont jamais énormes...1 point
-
c'est moins flexible, la RPG au niveau flexibilité est plus proche de TGM-7. Pour augmenter le niveau de détail, il faut une résine qui se tienne mieux et donc la contrepartie c'est que c'est moins souple. Après ça n'est pas cassant non plus comme un ABS-like premier prix @slipaclou1 point
-
Ça y est la plateforme de modèles d'Elegoo est officiellement ouverte à cette adresse https://www.nexprint.com/1 point
-
Bonjour, nouveau dans la 3D après 40 ans dans la détection, pleins de projets créatifs et pleins de questions à poser aussi. A bientot sur le forum. Aélius.1 point
-
Le plus gros grief actuellement concerne le software (Klipper). Les développeurs Qidi ont profondément modifié le dépôt Github Klipper (branche Plus4) en supprimant l'historique du dépôt et également en supprimant certains fichiers Python du dossier extras et en les remplaçant par des versions compilées (en .so). Il est donc difficile de modifier, régler des bogues dans le fonctionnement logiciel de la Box. Seuls les développeurs «officiels» de Qidi peuvent désormais faire des modifications pour améliorer le fonctionnement de la Box. Le dépôt «non officiel» Qidi-community garde heureusement une trace des anciens fichiers Python => https://github.com/qidi-community/Plus4-Wiki/tree/main/content/qidibox-on-orcaslicer/original_source Au moins un Youtubeur se plaint de cette «étrange» décision : Je pense surtout que Qidi s'est précipité en sortant leur Box trop tôt devant l'impatience de nombreux utilisateurs (produit au départ prévu pour le premier trimestre 2025). Comme bon nombre de fabricants, en pensant garder des parts de marché, le produit sort non finalisé et ce sont les premiers acheteurs qui vont faire état de béta-testeurs… Comme disait Coluche : «Quand on pense… qu'il suffirait que les gens ne les achètent plus pour que ça se vende pas !»1 point
-
Belle mentalité. Ne s'inscrire que pour venir vendre et oser trouver que l'accueil n'est pas celui souhaité . Bon vent, en espérant que tu n'aies pas besoin d'aide un jour, car c'est le but primordial de ce forum : apporter de l'aide à qui souhaite se faire aider et éventuellement ensuite soi-même aider les autres.1 point
-
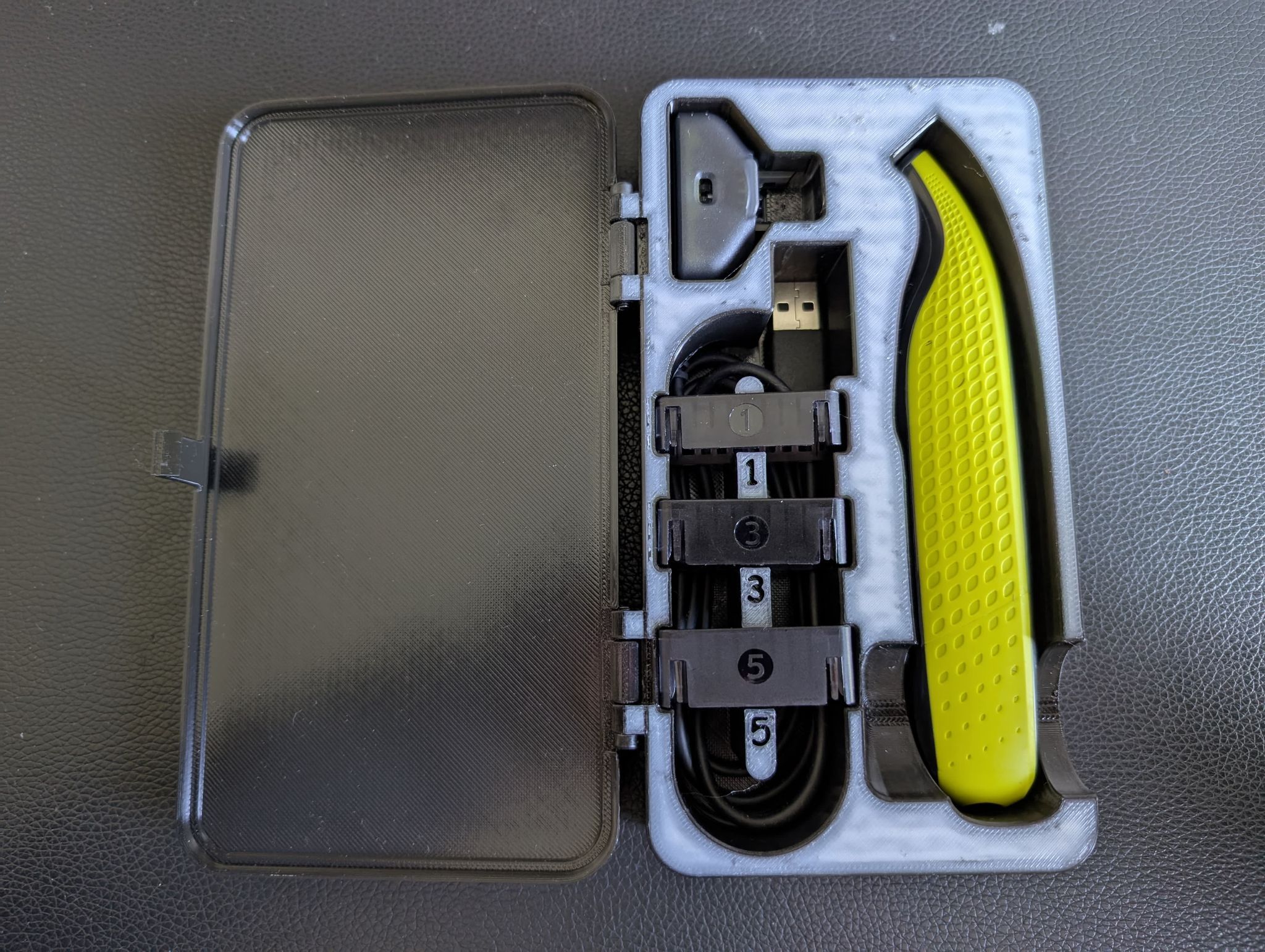
Dernière modélisation et impression du jour, une boîte de transport pour mon rasoir OneBlade : Bon, j'avoue la tentative de faire les dernières couches blanches avec 0,6mm d'épaisseur c'est pas le plus beau. Si certains sont intéressés, j'ai publié le modèle sur Makerworld : https://makerworld.com/fr/models/1367129-compact-transport-box-for-philips-oneblade-razor#profileId-1412985


.thumb.jpeg.3c9ecd0313f1ba502cafc8e774fd62c6.jpeg) 1 point
1 point -
Bonjourca tous j'ai fais plusieurs petites pièces en ASA et tout allais bien, pièces jolies bien fusionné rien à dire, mais voici que maintenant j'essaie d'imprimer une piece environ 200x200. Fait plusieurs changements, réduis la vitesse, augmenter à retirer la ventilation, ajouter de radeau, jouer avec la température du plateau et de la buse rien à faire, quand se n'est pas la pièce qui fait du warping c'est la première couche sur le radeau de la piece qui n'est pas belle?? Voici les paramètres de ma dernière tentative. Anycubic 3 ace pro avec cabine Sur Cura H. De couche 2mm H de couche initiale 3mm Remplissage 25% T.impression 265 T. Plateau 110 V.impression 35 V impression c. Initiale 17.5 Décalage en z de 0.5mm Retraction 1mm V retraction 50mm Ventilation 5% seulement à partir de la première couche Sur Radeau avec un z de 0.1 entre les supports et la pièce . Merci à l'avance pour le suivi.0 points
-
J ai oublié de le mentionner mais j'ai un sechoir a pour 4 filaments que je tiens 50 degré0 points
-
Essai numéro 2 suivant vos conseils et résultat bien plus probant ! Bon je n'ai suivi que partiellement vos conseils car j'ai laissé sécher uniquement 5h... Je n'ai pas la patience Mais le résultat est là. L'état de surface est nickel. Reste juste un défaut : un décollement sur la couche à environ 1mm du plateau. Plateau PEI smooth avec colle. J'ai mis plateau chauffé à 105 degrés. La partie inférieure à 1mm est foncée/bleu alors que la partie supérieure de la pièce est couleur nylon. Comme si ce n'était pas la même matière ou si ça avait trop chauffé ? Ou alors la colle qui a réagit avec les premières couches de nylon ? Voir photo. A gauche premier essai, à droite second essai
 0 points
0 points

























.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)

.jpeg.c9300dbc754c90fd0bad911b83c4f141.jpeg)


