Classement




Contenu populaire
Contenu avec la plus haute réputation dans 08/12/2025 Dans tous les contenus
-
Bonsoir, Petite séance d'impression en cours, tout se passait bien jusqu'à ce que mon regard passe tout à fait par hasard sur la bobine. Pendant que la machine est en train d'imprimer, je déroule quelques spires pour analyser la chose. Je passe un coup de scalpel et je vois bien que c'est dur et que je ne pourrai pas lisser la bosse. Je coupe donc le morceau de filament pour l'autopsie, et j'attendrais que la machine m'appelle pour le changement de bobine. Au début j'ai pensé à un copeau de métal qui aurait pu provenir de la machine d'extrusion, mais les coups de scalpel ne font ressortir aucune brillance. Il s'agit bien d'un gravillon. 0.96mm sur sa cote la plus petite et 1.25mm sur la plus grande. Aucune chance qu'il passe la buse de 0.4mm... Je veux bien qu'un atelier d'extrusion n'a pas besoin d'être en salle blanche, mais là c'est à se poser des questions sur le stockage / manutention des pellets. Heureusement que je l'ai vu avant que ça ne bouche la machine ! Filament PETG blanc d'une marque très connue, pas chère mais pas toujours de qualité non plus. Je n'avais pas pris l'option effet marbré pourtant. A+



 5 points
5 points -
Oui j'avais bien testé la gravure sur tranche de brioche (un test de puissance LightBurn ) Et aussi la gravure sur crêpes. mais le gout prononcé de cramé en plus de l'odeur les rendent non comestibles. ( J'ai vite été écœurés (même avec du sirop d'érable) et je n'ai pas continué les essais pour tenter de trouver un compromis gravure suffisamment marquée vs. odeur et gout acceptable. ) Je dirais d'éventuellement tenter le vinaigre blanc pour masquer les odeurs de fumées ... ( Je n'ai pas testé car je n'ai pas fait de découpe de bois avec mon laser, mais passer un Sopalin imbibé de vinaigre blanc sur les tranches de découpe ne devrait pas faire de mal... voir dilué en spray sur l'ensemble si le bois ne tache pas quand mis en contacte avec un liquide )4 points
-
Bonjour à tous. C'est bientôt Noël ! Au milieu des sapins givrés, un cadeau n'attend que votre buse d'impression pour révéler ses secrets.Quel est le fichier de l'année ? À vous de choisir... Comme les années précéente, je vous offre une de mes création. Cette année je vous laisse choisir parmi la liste suivante : Tirelire diabolique Néléfan Bébé requin Tiki à la pomme Marguerite (la vache) La mouette Coco, oiseau des îles Rendez-vous sur cults3D pour voir les modèles en cliquant sur les liens, choisissez en deux, envoyez moi en message privé (pour garder l'effet de surprise) ceux que vous avez retenus. Le modèle retenu sera disponible après le 20 décembre sur ma page Patreon, vous pouvez vous y inscrire dès maintenant si ce n'est pas déjà fait...
 4 points
4 points -
Belle méthode pour alourdir le poids des bobines et économiser du plastique !3 points
-
Je te comprends, mais je leur aurai quand même signalé : je suis sûr que cela aurait intéressé leur responsable qualité. Mais je suis d'accord que ça doit être un cas (très) isolé.3 points
-
Je pourrais transmettre les photos c'est vrai. En plus j'aurais probablement obtenu une bobine neuve en échange. J'essairai d'y penser la prochaine fois que je verrai Jean-Marc. Mais honnêtement je pense que c'est un cas très isolé. Ca ne m'est arrivé qu'une fois il y a très longtemps, durant les impression visières pendant le confinement, une miette de carton dans le filament. Je ne me formalise pas plus que ça, c'était juste une petite anecdote à raconter, d'où ce topic dans blabla, ce n'est pas un coup de gueule dans consommables.3 points
-
Hello, Je ne pense pas. Au pire ça serait passé à travers l'entrainement grace au ressort, mais ça aurait bloqué de suite à l'entrée du tube de la buse. Les buses de Nextruder sont longues et le diamètre interne est de 2mm. Donc le nextruder aurait rogné le filament plus haut, et il aurait suffit d'ouvrir la trappe et de tirer sur le fil pour le retirer. Pour ton MK2s+ c'est différent, le gravillon aurait atteint le heatbreak et il aurait fallu faire un cold pull. Je te rassure, sur les lignes il y a déjà un double laser pour mesurer l'ovalité du filament et sa tolérance. Ca n'empêche pas d'avoir des bobines hors tolérance. @pascal_lb @jcjames_13009 Oui j'insiste, c'était juste une anecdote. Comme généralement sur tous les forums on vient poster les problèmes et rarement quand tout va bien. J'utilise aussi massivement les filaments d'Arianeplast depuis mes débuts dans l'impression 3D et j'en suis globalement satisfait pour l'usage que j'en fais.2 points
-
C'est de .... l'humour
 2 points
2 points -
Peut-être faudrait-il le leur signaler pour qu'Arianeplast puisse prendre les mesures nécessaires afin que cela ne se reproduise pas. J'utilise aussi cette marque et j'en suis très satisfait, mais je n'aimerais pas que cela m'arrive…2 points
-
Merci à tous pour vos réponses. j’ai téléchargé la version Th3D de marlin, avec vos réglages de thermistance J’ai en plus changé ma sonde de chauffe pour une 40w et tout est nickel. merci encore à la communauté.2 points
-
Entre prothèses DIY imprimées en 3D, nouvelle Anycubic Photon P1 sur Kickstarter, figurines générées par IA, œuf au plat sur plateau chauffant et test de la Bambu Lab P2S... tu cliques ou tu imprimes d’abord ? https://www.lesimprimantes3d.fr/semaine-impression-3d-518-20251207/2 points
-
La bobine effet pierre, c'est parce qu'elle contient de la poudre de pierre ? Si c'est ça, ça use la buse standard en laiton ou en cuivre nickelé. Et en une bobine, on a largement le temps de d'avoir une buse de 0.8 au lieu d'une buse de 0.4 et tous les réglages sont incorrects.1 point
-
@doudinator normalement la fonction existe, elle s'appelle Snapswap.1 point
-
Pour le séchage, si tu n'as pas de sécheur, le four peut faire l'affaire. Tu règles le four à 50°C ou un peu moins si possible 45°C. Une fois le four chaud, tu mets ta bobine à l'intérieur pendant au moins 5h. Idéalement mesure la température de ton four avant. Il ne faut pas dé"passer 50°C pour du PLA. Pour le nettoyage du plateau, l'alcool (IPA) ne fera qu'étaler le gras. L'eau chaude avec du liquide vaisselle t'assurera une bonne propreté et une bonne adhésion de ta 1e couche. Fais une petite recherche sur le forum. Les 2 sujets y sont souvent traités A+ JC1 point
-
C'est subjectif ça... ... ça c'est objectif J'ai appris à ne pas faire confiance dans les emballages d'usine (et leurs dessicants) le jour ou ma buse s'est mise à pétiller avec une bobine toute neuve... Alors, j'ai acheté une boite sèche filament.1 point
-
Salut Si c'est le même filament et que tu n'as rien changé d'autre, je dirais : Nettoyage du plateau. Eau chaude et produit vaisselle. Puis séchage avec un essuie tout ou microfibre Séchage de ta bobine. 50°C max pendant 5h minimum pour du PLA A+ JC1 point
-
@Desp27 Merci pour les photos. Je comprends mieux la problématique du bas du corps. Beau travail à ce stade. Une résine comme la Siraya ßlu pour le buste ? C'est plutôt costaud, j'ai fait des pièces techniques avec, sans soucis.1 point
-
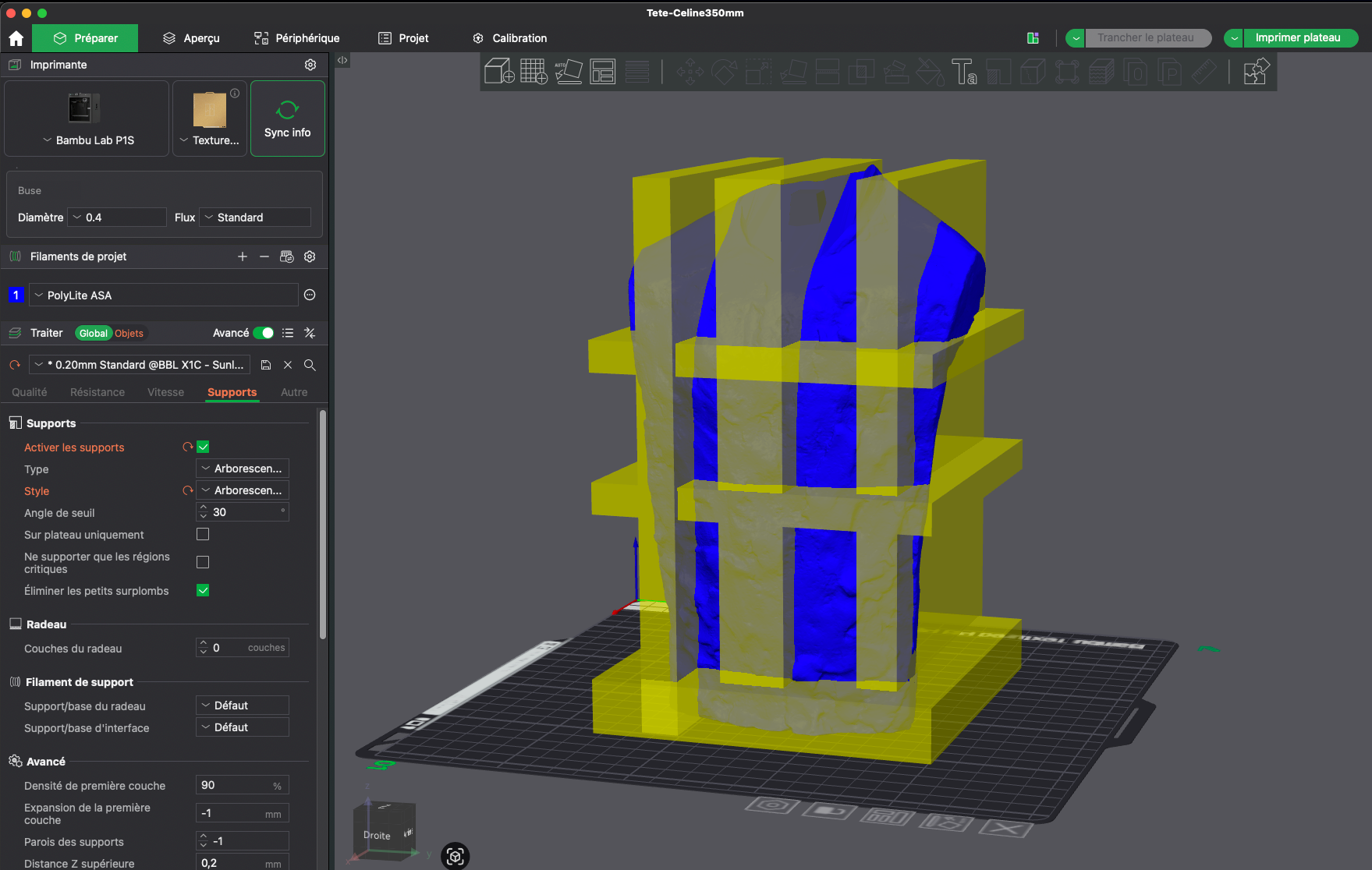
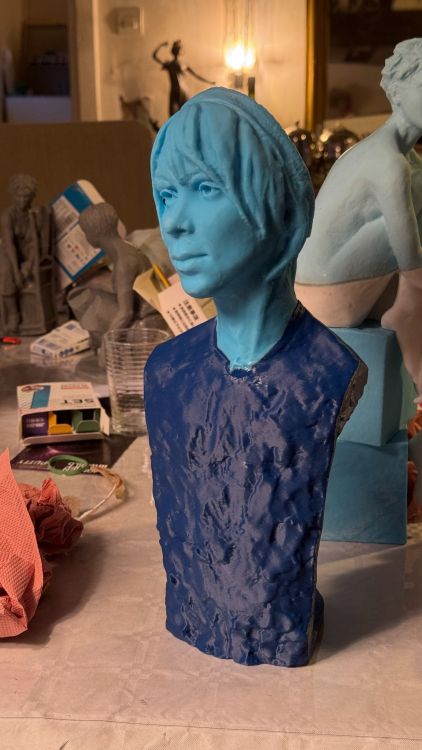
@V3DP Merci d’avoir pris le temps de me donner ton avis. En fait, réduite à 35cm de haut la partie poitrine qui supporte donc la tête devient assez fine, c’est ce qui me fait peur pour la faire totalement en résine. Car même si la tête est évidée cela reste tout de même un petit poids, surtout dans le temps. Ce qui me fait très peur.. Mais je n’ai pas l’expérience, surtout à long terme en plus. J’ai déjà fait une sortie pour voir avec le visage en résine pour la finesse d’impression. La partie basse faite en ASA de bonne marque. J’ai en plus fait, dans la partie basse, des modificateurs à 95% de remplissage pour que la pièce soit renforcée par endroit. Le résultat me semble pas mal, surtout avec une coupe faite sur Blender pour suivre le filet sur le cou de la sculpture originale. Mais peut-être que cela marcherait en toute la pièce en résine… En effet sur la partie sortie en ASA-, on voit clairement les couches, d’autant que j’ai fait du 0,20, mais comme ensuite la pièce est sous couché avant des patinées; la patine prend une épaisseur, donc on ne verra plus rien en fait. PS: la partie arrière de la tête n'était pas encore collée lorsque j'ai fait la photo.
 1 point
1 point -
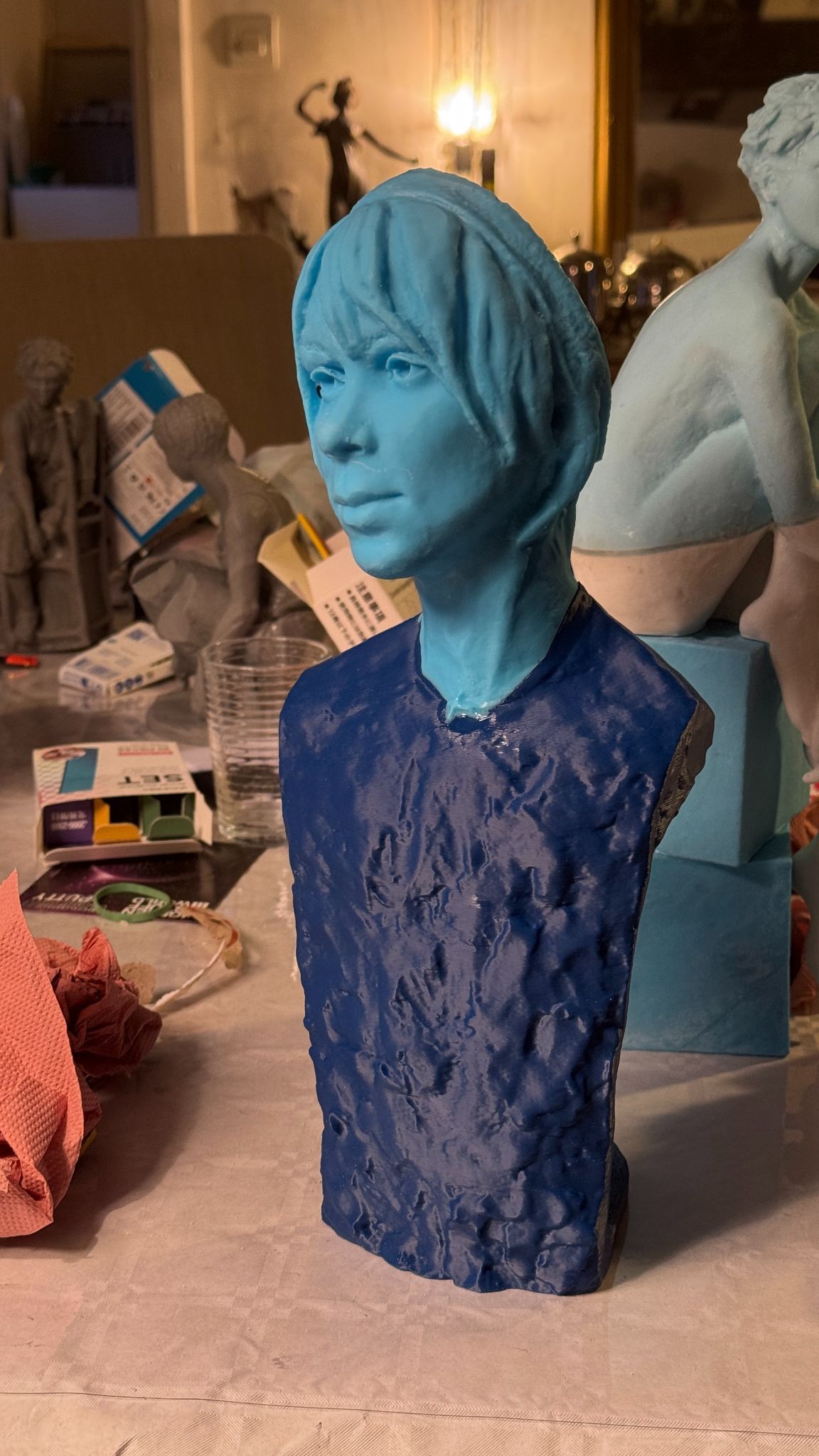
Bien, Apres quelques réglages , je serre les fesses !! LA premiere couche a l' air pas mal.....
 1 point
1 point -
Le fait de ranger / trier ou le courrier ? Plus qu'un « 1 10 », c'est juste une exclusion .1 point
-
Si c'est du bois de hêtre, tu peux peut-être leur faire concurrence : https://arnaudlarher.com/products/coffret-chocolat-fume1 point
-
Un dispositif temporaire pour ranger les crayons nucléaires d'une centrale atomique ?1 point
-
Jamais eu de pb non plus avec les filaments ArianePlast que je trouve assez qualitatifs. Après, je n'en ai pas encore passé 20kg A+ JC1 point
-
Pour ma part j'ai les trois quarts de mes filaments qui viennent de chez ArianePlast et je n'ai jamais eu de problème de ce genre ou alors je ne m'en suis pas aperçu1 point
-
En ce moment, avec ces sites là, qui ne sont plus trop en odeur de sainteté, il vaut mieux ne pas chercher à savoir.1 point
-
oui là on veut connaitre la marque sinon on modère ton sujet1 point
-
Ooohh ... zut.... c'est ballot…70% quand même (de quoi, je ne sais pas, mais 70% c'est chouette pourtant !!!)
 1 point
1 point -
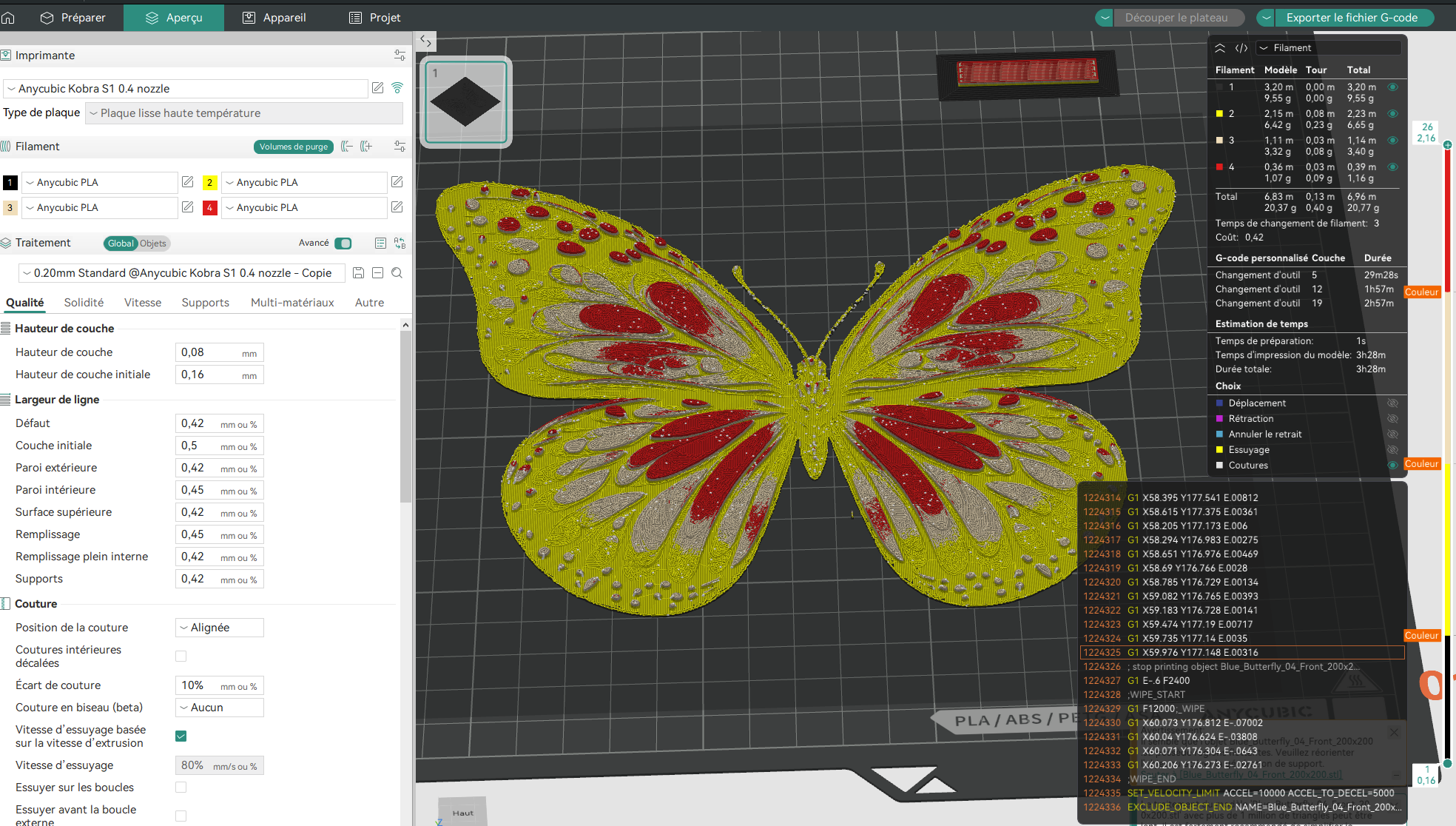
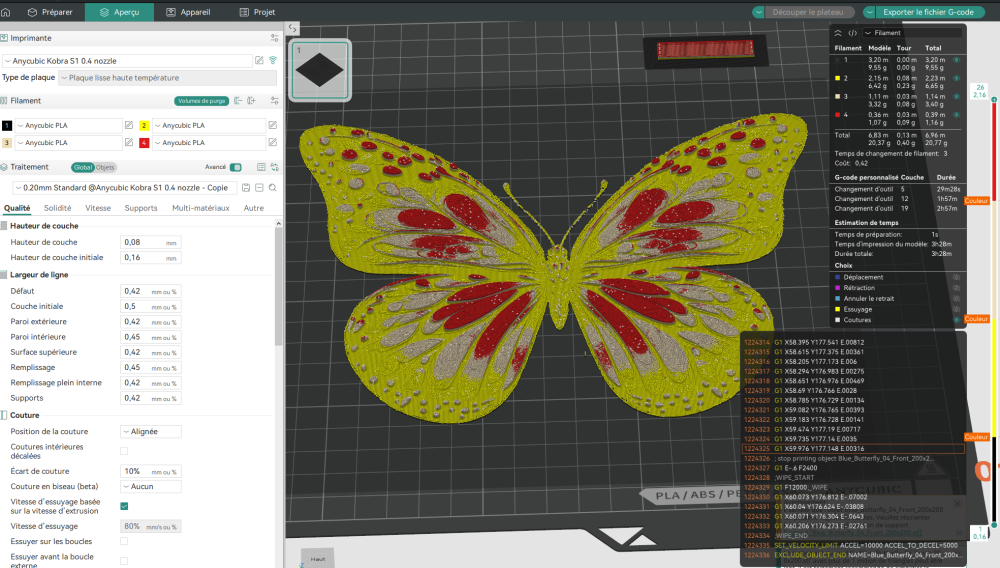
Après 2 ou 3 heures de déballage et de configuration j'ai enfin pu mettre mes bobines dans un de mes deux AMS j'ai pas eu le courage de configurer le deuxième donc j'ai mis une bobine sur le porte bobine extérieur et enfin pu lancer ma première impression. J'ai choisi le et le résultat est nikel avec très peu de déchets de purge mais une tour de purge assez importante (je sais qu'il y a un mode plus économique,il faut que je le trouve).Du coup j'ai relancé direct une paire de finger skis pour le fiston, qui est toujours en cours d'impression. En parlant d'impression je suis bluffé par la qualité du matériel bambulab (à voir dans le temps) ça me change de ma evo ngen et de ma fl sun v400(dont j'étais satisfait). Pour l'instant je me familiarise avec l'imprimante et son écosystème, mais ça me plaît bien.1 point
-
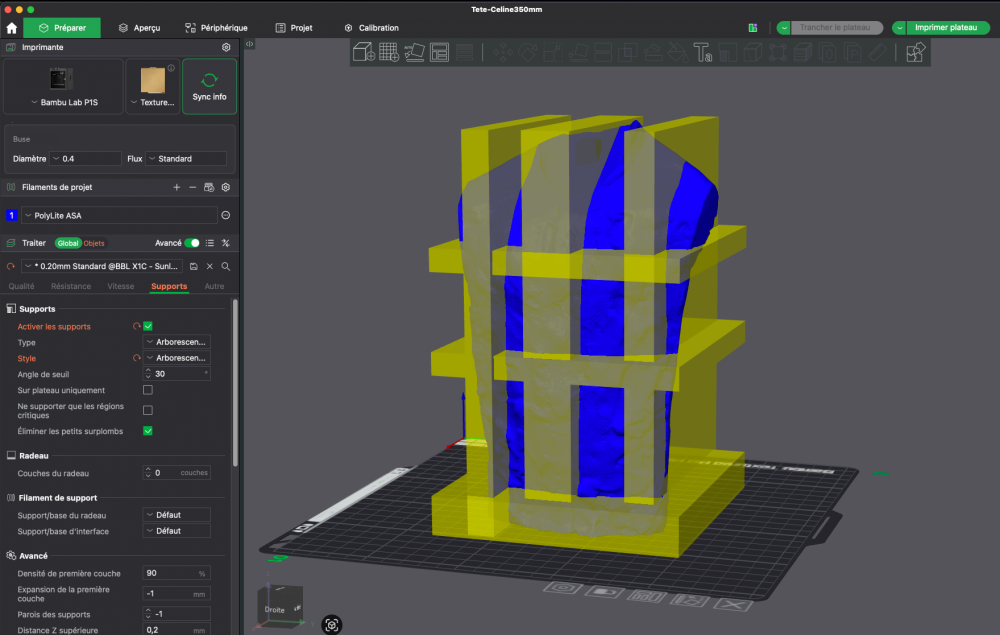
Bonsoir, je pense que ton fichier est composé d'un groupe de STL. il faut les dégrouper dans Bambu sur ce bouton. ensuite tu sélectionnes l'objet , et tu l'effaces
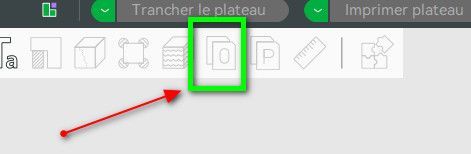 1 point
1 point -
La tête d'impression est guidée par 2 bagues frittées autolubrifiées avec des inserts graphite (il faut quand même lubrifier à l'huile fine ....) sur les 2 axes en X. Ces bagues sont serrées entre les deux plaques qui tiennent les courroies, le moteur de l'extrudeur, la carte MKS_THR, le capteur inductif. Problème, les deux bagues ne sont pas serrées parfaitement entre les plaques, même si celles ci sont bien serrées entre elles. Pb de conception ou de réalisation des plaques. Et le serrage des plaques entre elles est fait par des vis à plastique directement dans le plastique, pas d'insert fileté. ATTENTION c'est fragile à ce niveau là et on ne peut pas mettre de couple sur ces vis. Donc on a un jeu entre les guidages et la tête d'impression, ce qui peut amener des décalages de la tête d'impression et des vibrations. C'est documenté sur le groupe Facebook Qidi. J'ai donc démonté les deux plaques de la tête d'impression mais pas les courroies et j'ai mis un joint en mousse EPDM de 1 mm d'épais de chaque coté de la bague et ce sur chaque bague. Resserrage soigneux en reprenant bien les filets existants et sans mettre trop de couple. Je suis en train de redessiner les deux plaques pour y mettre des inserts filetés, quand j'ai un creux entre deux commandes et après avoir fini de mettre les Cartographer. Donc ça ne va pas trop vite, mais ça avance. En fait, une Bambulab H2C pourrait répondre à mon besoin (matériau de support principalement et un peu de multicouleurs), mais l'écosystème BambuLab pas trop pour moi, trop dépendant du constructeur. Tu as raison, sous un an on va avoir une transition des AMS / CFS vers du multi-têtes.1 point
-
Franchement, je ne comprend rien du tout...1 point
-
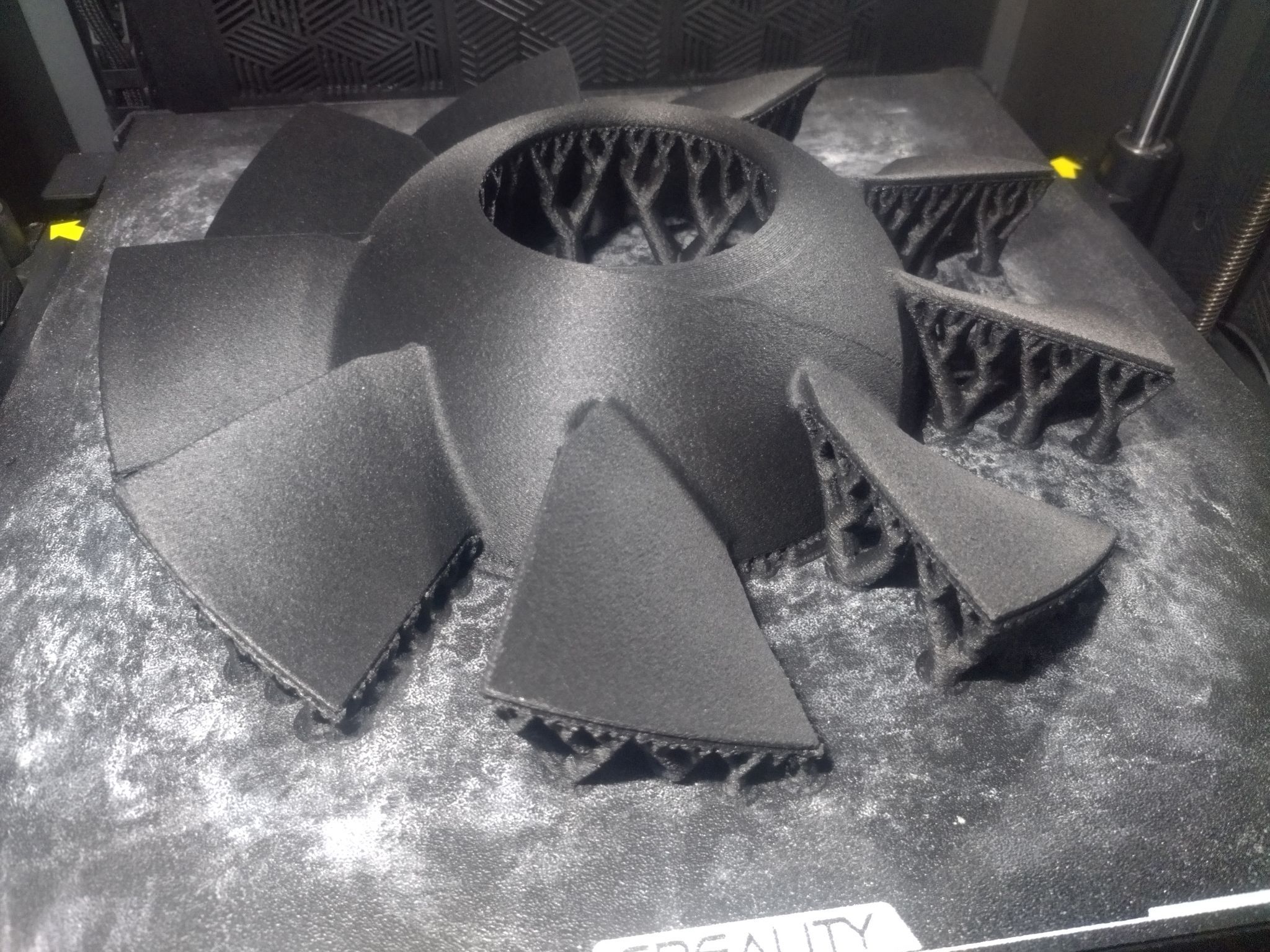
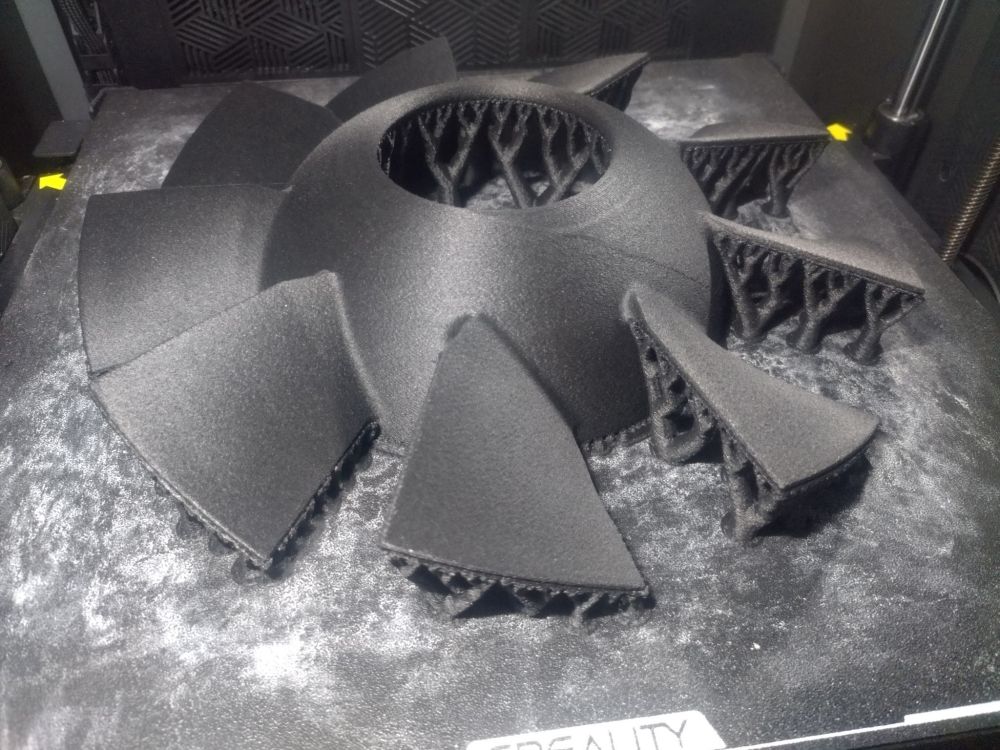
Je dois encore revoir les demi chassis du Mugen Mercury 4Xi... Mais en attendant, j'ai fait quelque chose aujourd'hui. Les points d'attache inférieurs des amortisseurs sont connus pour être un point faible de cette voiture. Idéalement, quand on parle d'impression 3D, ceux-ci devraient être imprimés en utilisant des procédés à poudre (MJF/SLS)... Et j'ai beau en rêver, c'est hors de portée pour moi... Je devais donc résoudre cela en FDM... L'orientation a été choisie de manière optimale en considérant les différents trous dans la structure, et j'ai ajouté une structure de support avec un minimum de point de contacts pour assurer la possibilité d'impression.. Et c'est un succès... J'ai commencé à reprendre le chassis. Le travail sur le demi-chassis gauche a commencé en me basant sur les mesures effectuées grâce à la probe 3 axes sur la CNC pour obtenir un positionnement plus précis des différents éléments... Et il y a du travail de correction...1 point
-
Bonjour, Merci, j'ai enfin compris le principe, Finalement, oui je pense que c'est le cutter, car il va bien a droite, mais la coupe doit etre trop dur et ne se fait pas , puis tente de faire sortir le filament mais sans succes ... J'attends les cutter et on verra ! Mina1 point
-
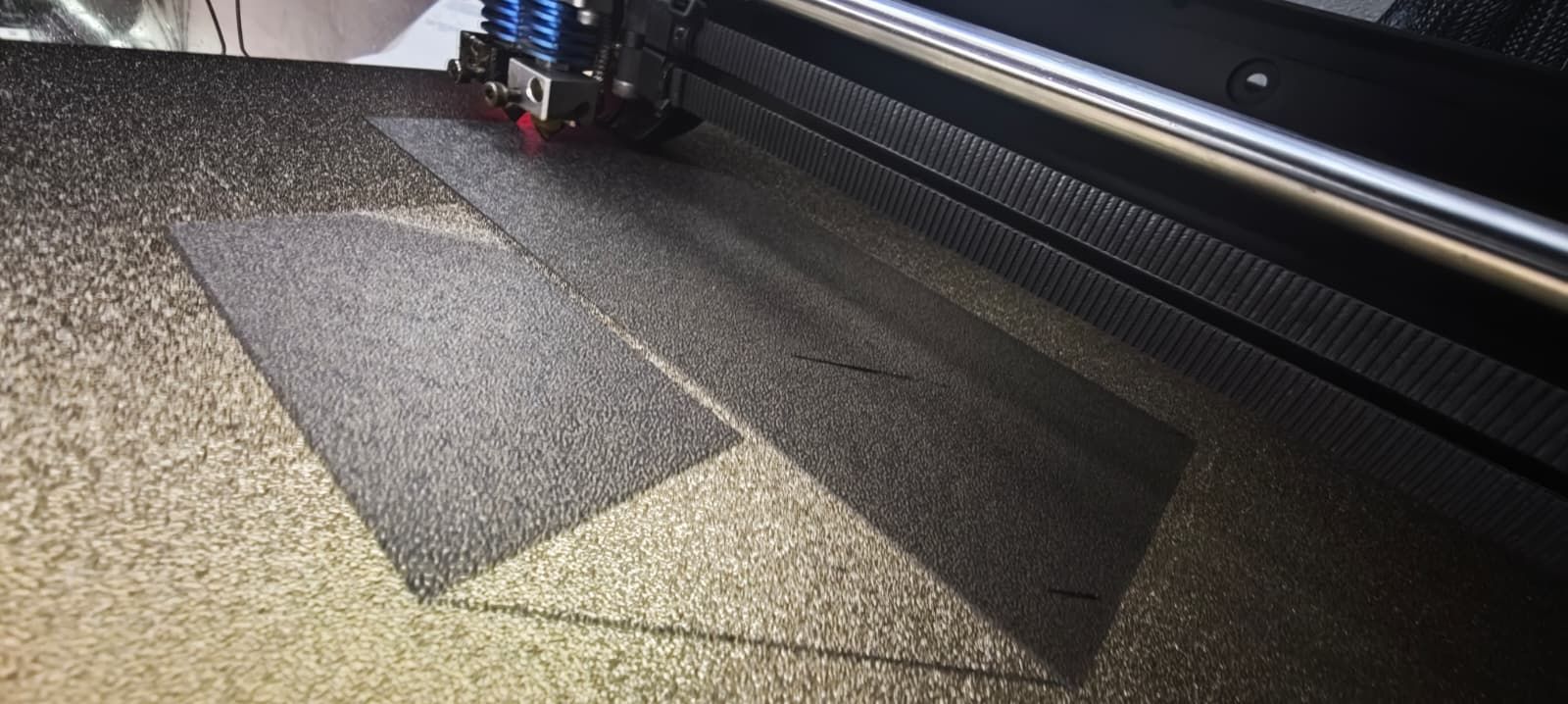
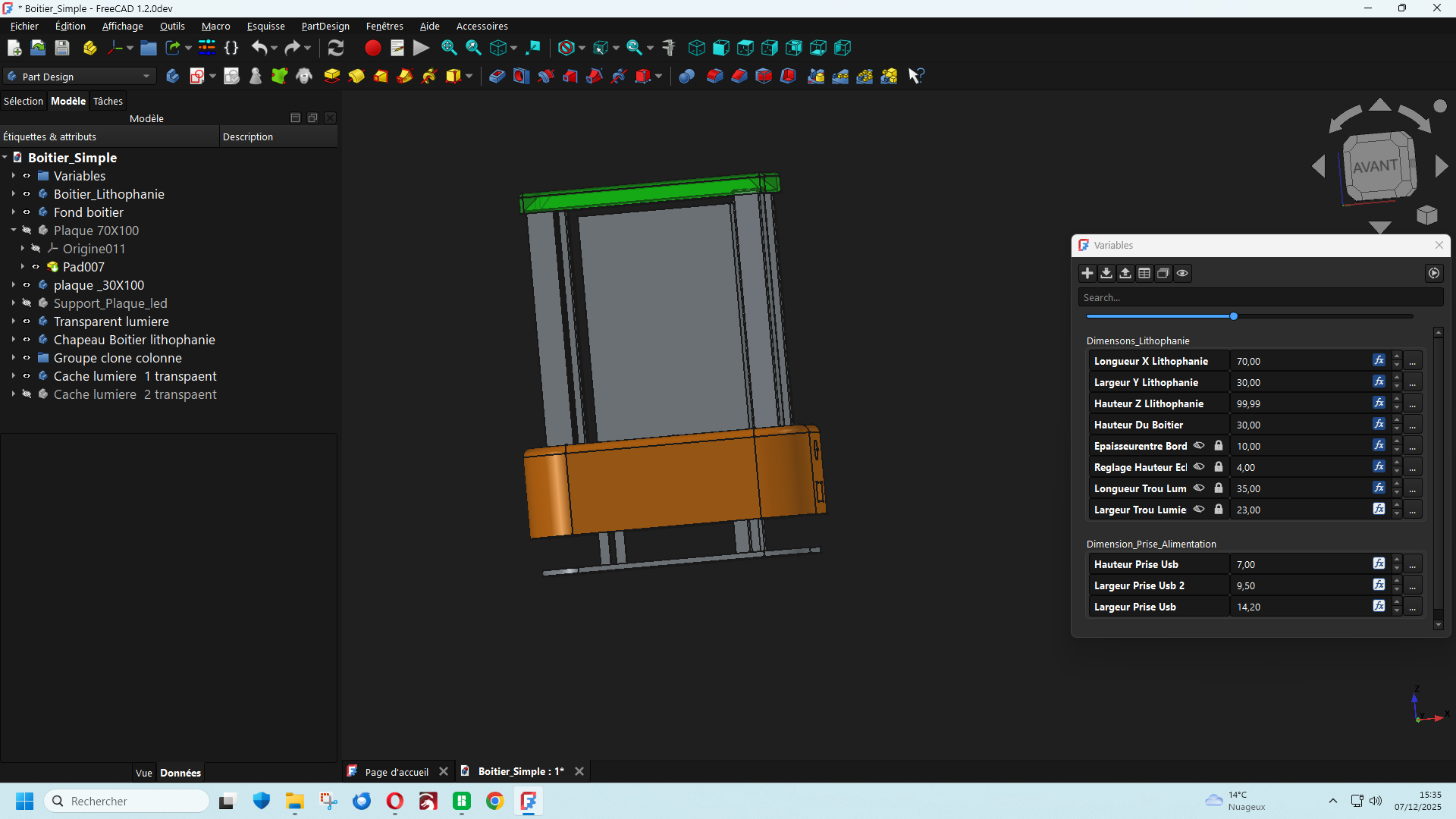
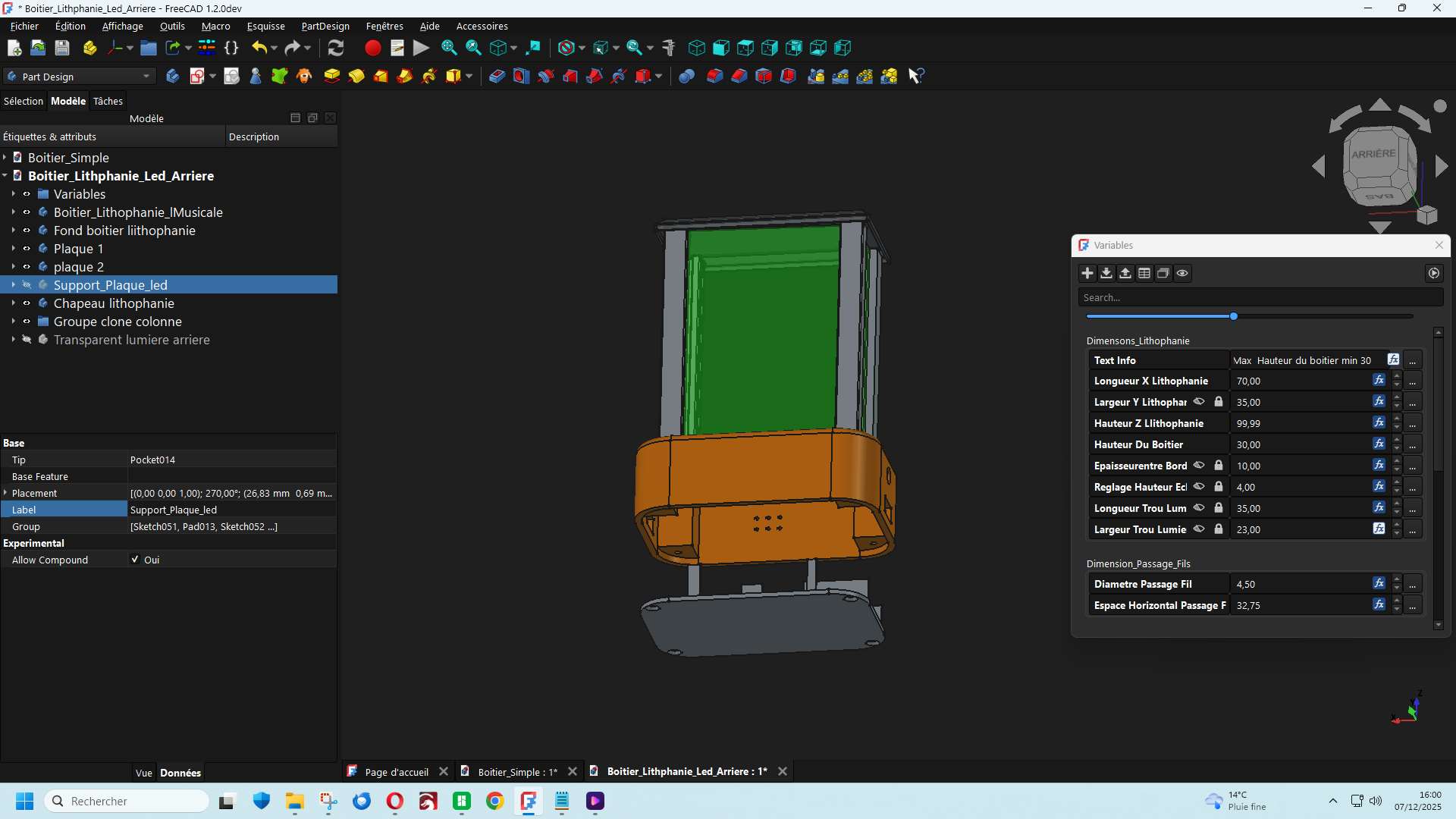
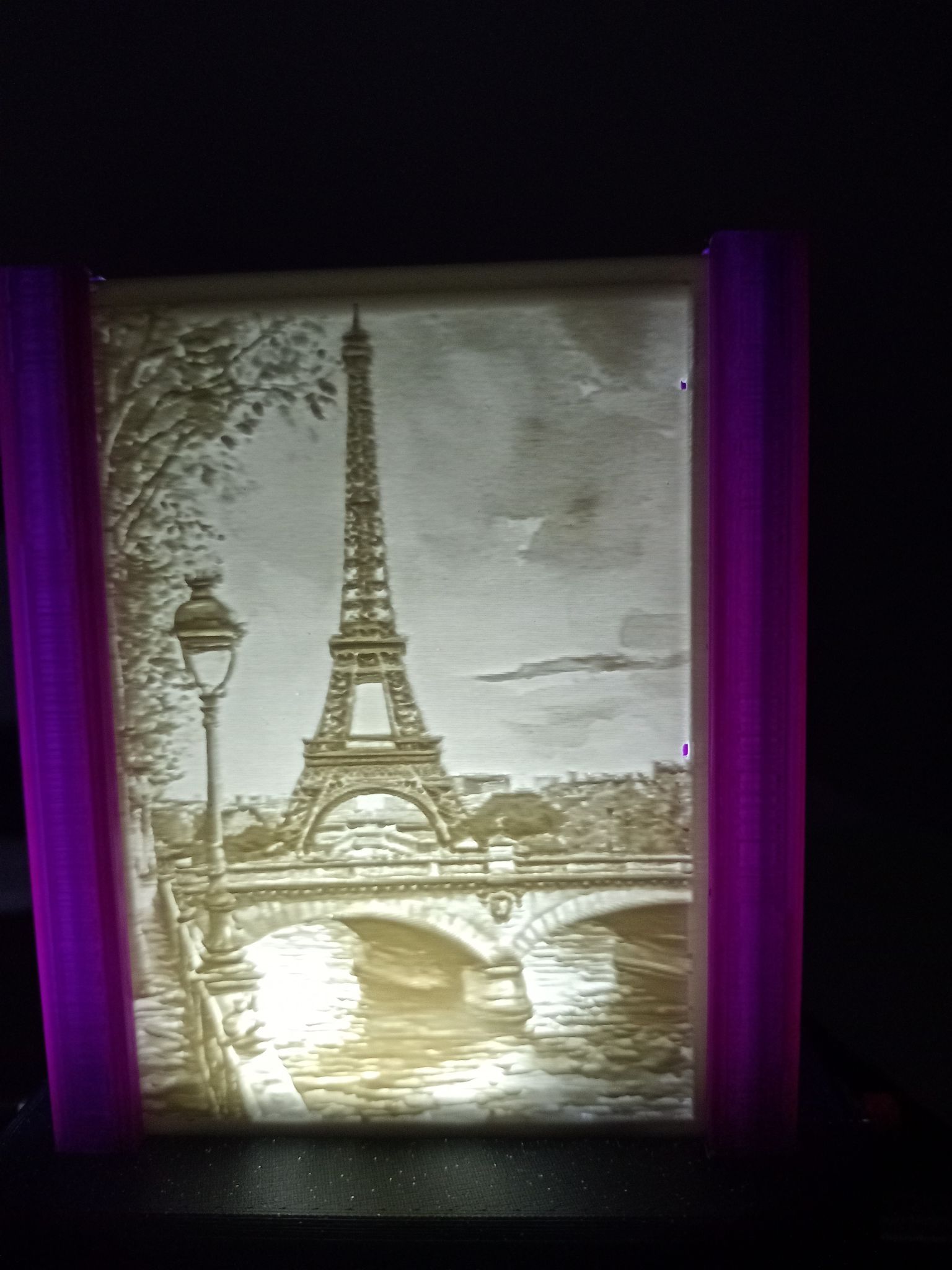
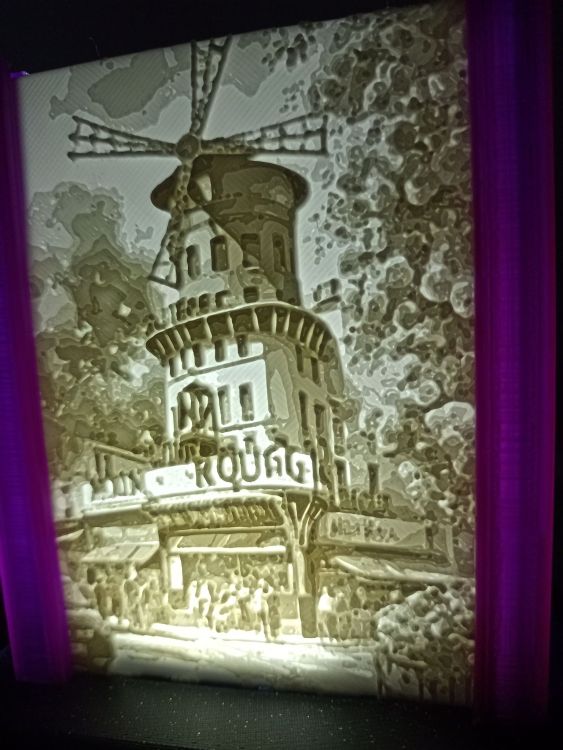
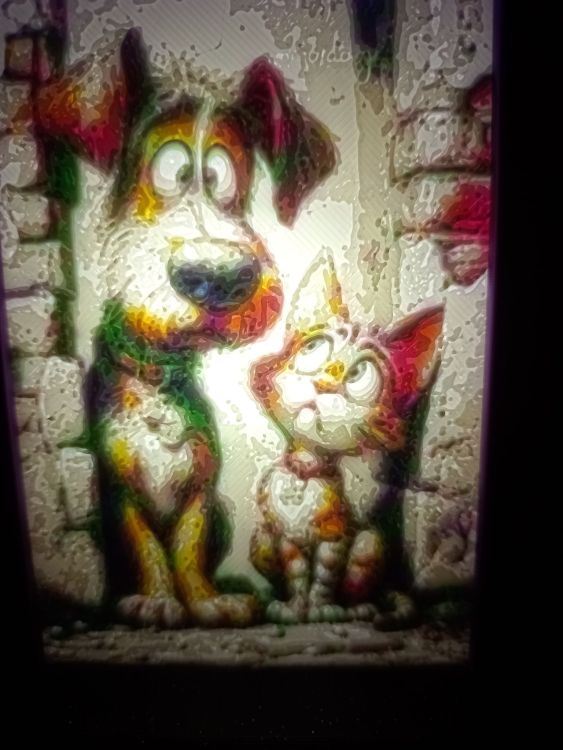
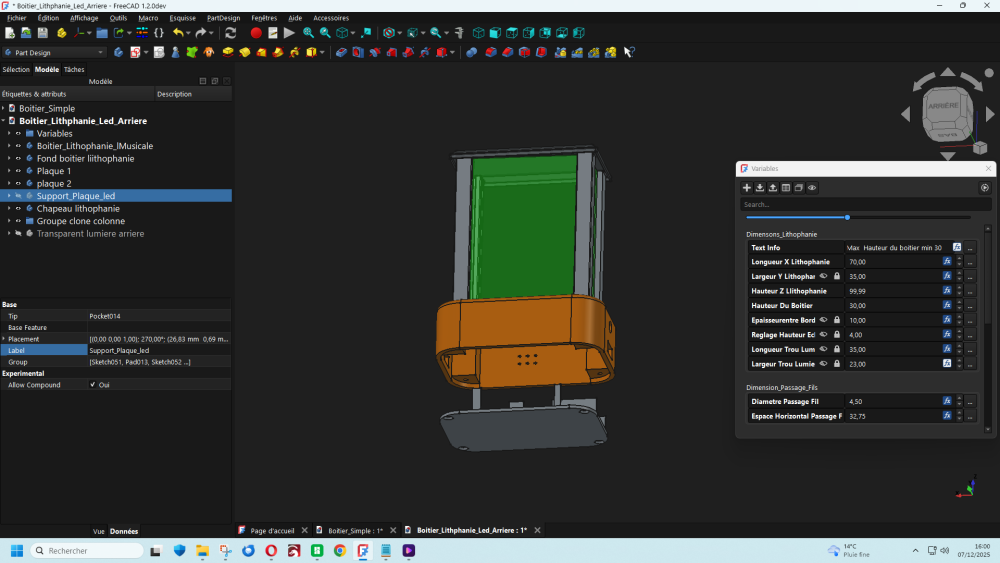
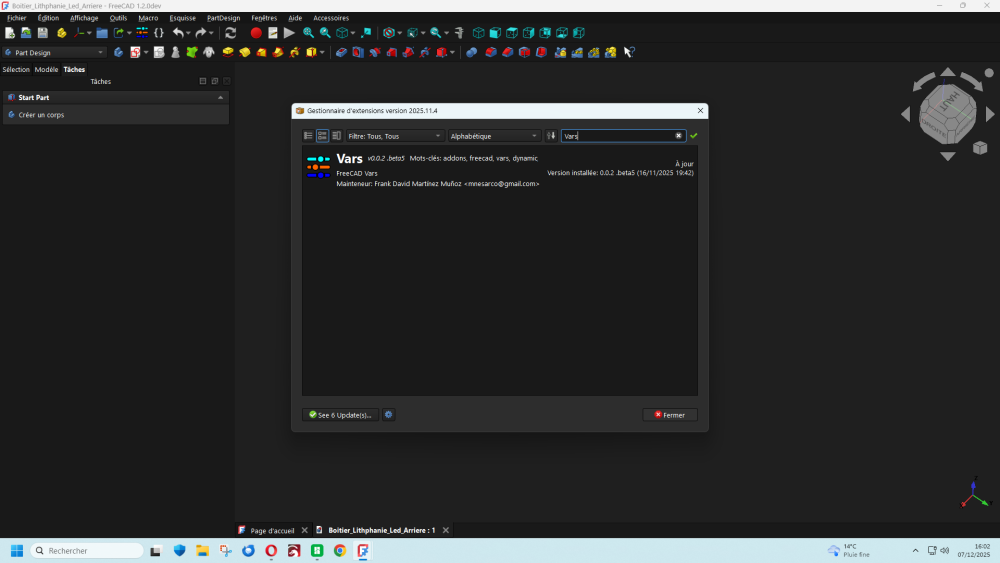
Bonjour les FeeCadiens Pour Noel j'ai confectionné un support pour lithopane musical pour mes arriéreS petits enfants je mets les fichiers a disposition si cela interresse quelqu'un je joins les fichiers FreeCad. Pour les dimensions j'ai installer l'atelier Vars qui permet d'adapter le boitier à la lithophanie.Les liens pour le matériel que j'ai utilisé pour la musique. La carte son a entre 4 Mo et 8 Mo selon les models et sont programmables. Ne pas formater la carte avec windows. il suffit d'effacer les fichiers Mp3 d'origine et les remplacer. Boitier_Lithphanie_Led_Arriere.zipBoitier_Simple.zip https://fr.aliexpress.com/item/32752801312.html?spm=a2g0o.order_list.order_list_main.425.4c755e5bN5r0iI&gatewayAdapt=glo2fra https://fr.aliexpress.com/item/1005004059394188.html?spm=a2g0o.order_list.order_list_main.346.4c755e5bN5r0iI&gatewayAdapt=glo2fra https://fr.aliexpress.com/item/1005009336317491.html?spm=a2g0o.order_list.order_list_main.5.60465e5bl2soWh&gatewayAdapt=glo2fra Le lien pour le logiciel gratuit de formatage de carte Sd ou de clé Usb https://www.sdcard.org/downloads/formatter/ Boitier_Musical.zip
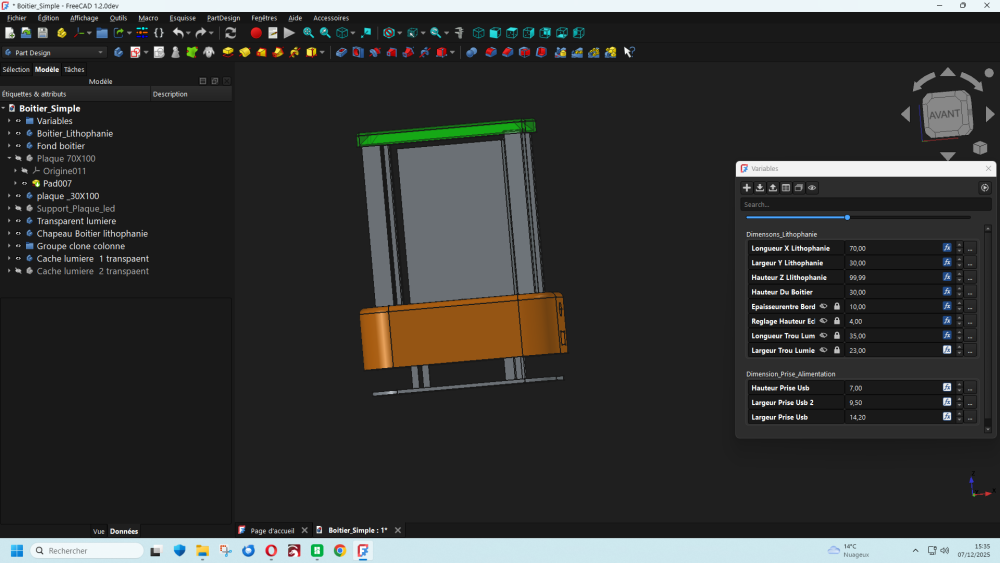


 1 point
1 point -
Au moins, avec ces couleurs, elle ne risque pas de l'égarer...1 point
-
Plus simple pas sûr, en français oui, tu peux essayer Orca slicer, il y a un profil S1 anycubic. un 3mf de makerworld te mettra une bambulab, tu changes pour la S1, tu rajoutes des bobines et voilà.
 1 point
1 point -
voici un pingouin imprimé avec la QIDI et la BOX pour notre ami @fran6p c'est bientôt Noël tout c'est bien passé facilité par le changement de bobines. Quand tout fonctionne c'est super (touche à rien pti con
 1 point
1 point -
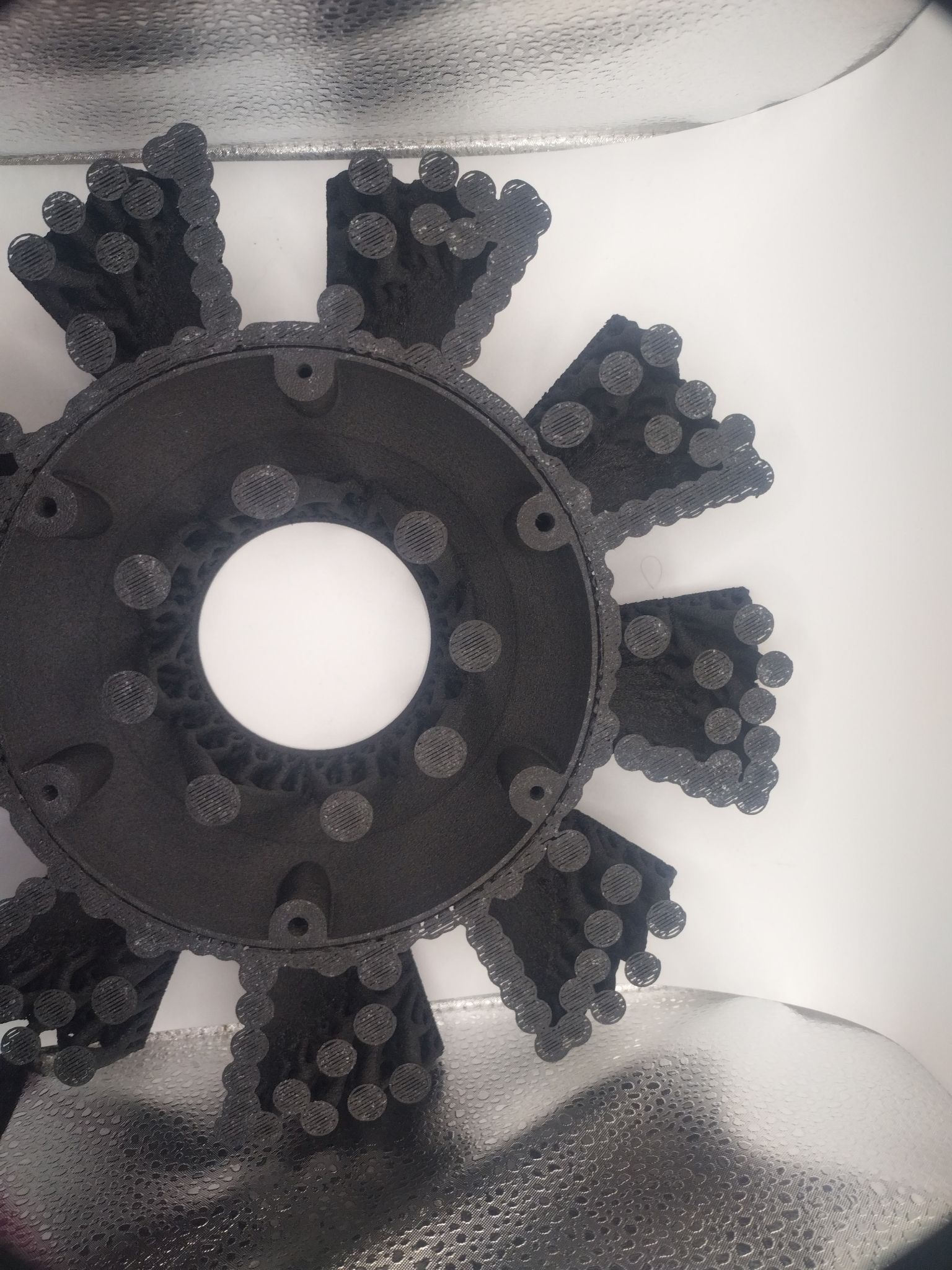
Bon 12 Kw plus tard le résultat Franchement je trouve le résultat plus que satisfaisant. encore quelque Kw pour avoir la résistance max il faut que j'améliore mes états de surface au dessus des supports et je trouverais cela "parfait" Bon Print Vincent

 1 point
1 point