Classement




Contenu populaire
Contenu avec la plus haute réputation dans 25/01/2026 Dans tous les contenus
-
Creality Filament Maker M1, sortie de Meshy AI 6, Commencal optimise ses VTT en 3D, Sparkx i7, Longer ePrint et Snapmaker U1. https://www.lesimprimantes3d.fr/semaine-impression-3d-525-20260125/4 points
-
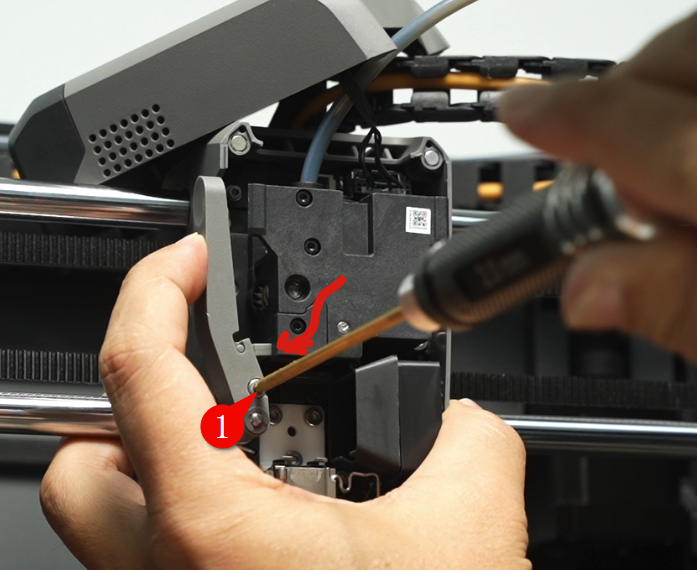
Eh bien si vous rencontrer des soucis de sous extrusion (même avec le meilleur système low friction au dessus de l'imprimante...) voir de filament TPU qui sort plus de la buse il est probable que votre soucis soit le même que le mien : La roue de l'extrudeuse se remplie de résidu de TPU et à force ca glisse et ca accroche plus du tout. Solution : démontage et nettoyage de la roue crantée à la brosse à dents imbibée d'alcool à 90° Voila le tout en images, ca récolte pas mal de merdouilles


 4 points
4 points -
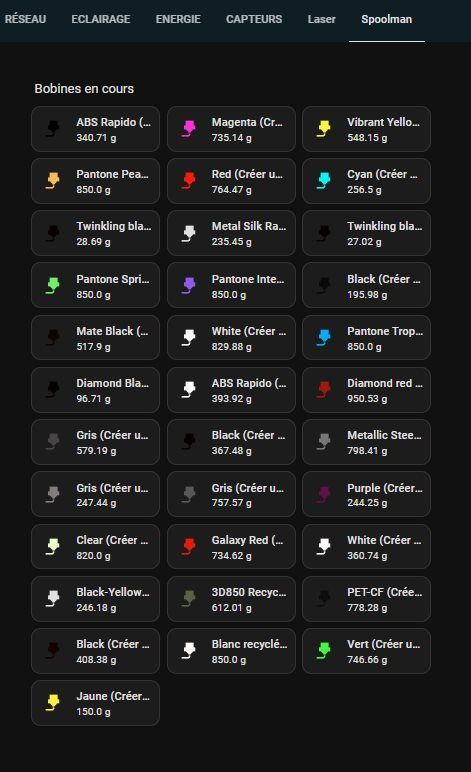
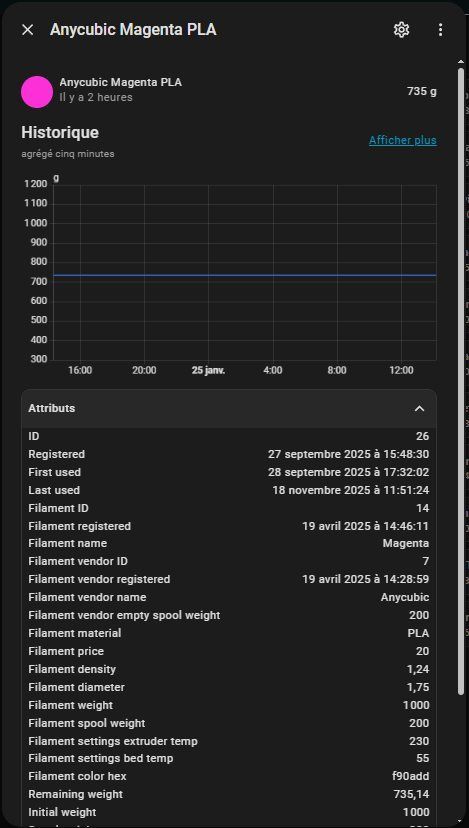
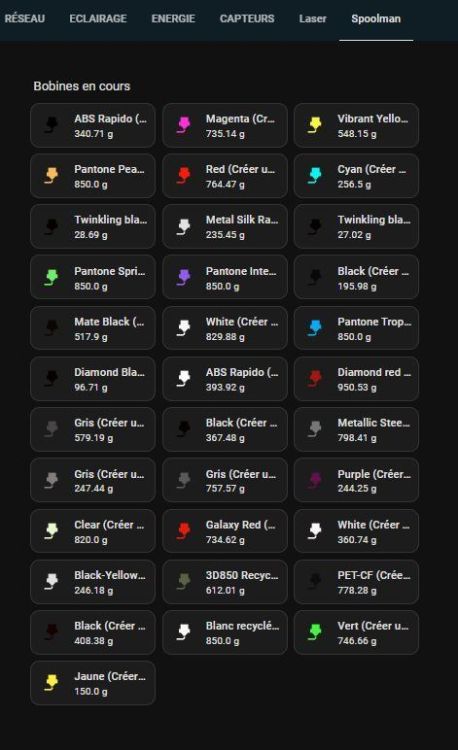
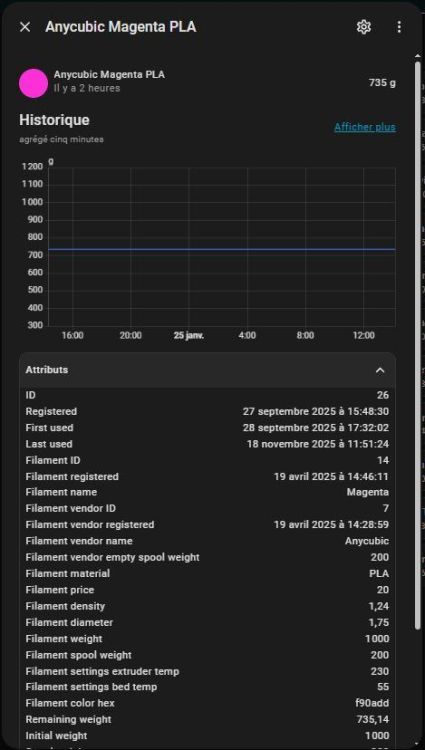
Franchement, Spoolman est simple à intégrer à l'écosystème Klipper. J'ai un RPi0V2 avec DietPi comme OS (installation). Le «paquet DietPi» Portainer est installé. Dans Portainer, une pile (stack) Docker Spoolman + PostgreSQL à créer pour gérer les imprimantes klipperisées. Pour chaque imprimante utilisant Spoolman, une section à ajouter dans Moonraker, deux macros pour Klipper… et le tour est joué. Le plus long dans l'affaire est la saisie des fabricants, des filaments puis la création des bobines dans Spoolman (qui gère des QRcodes pour chaque bobine, mais uniquement en https (pas fait pour ma part, ne voyant pas l'utilité des QRCodes)). Stack Portainer : version: "3.8" services: db: image: postgres:16 container_name: Spoolman-DB hostname: spoolman-db mem_limit: 1g cpu_shares: 1024 security_opt: - no-new-privileges:true healthcheck: test: ["CMD", "pg_isready", "-q", "-d", "spoolman", "-U", "spoolman"] timeout: 45s interval: 10s retries: 10 volumes: - type: bind source: /home/dietpi/spoolman/db target: /var/lib/postgresql/data environment: POSTGRES_DB: spoolman POSTGRES_USER: spoolman POSTGRES_PASSWORD: lemotdepassepourlabdd! restart: on-failure:5 spoolman: image: ghcr.io/donkie/spoolman:latest container_name: Spoolman hostname: spoolman security_opt: - no-new-privileges:true healthcheck: test: wget --no-verbose --tries=1 --spider http://localhost:8000/ ports: # Map the host machine's port 7912 to the container's port 8000 - "7912:8000" environment: SPOOLMAN_DB_TYPE: postgres SPOOLMAN_DB_HOST: spoolman-db SPOOLMAN_DB_PORT: 5432 SPOOLMAN_DB_NAME: spoolman SPOOLMAN_DB_USERNAME: spoolman SPOOLMAN_DB_PASSWORD: lemotdepassepourspoolman! TZ: Europe/Paris FORWARDED_ALLOW_IPS: "*" SPOOLMAN_DEBUG_MODE: TRUE volumes: # Mount the host machine's ./data directory into the container's /home/app/.local/share/spoolman directory - type: bind source: /home/dietpi/spoolman//data # This is where the data will be stored locally. target: /home/app/.local/share/spoolman # Do NOT change this line restart: unless-stopped depends_on: db: condition: service_healthy Moonraker (pour chaque imprimante Klipper) : [spoolman] # Dietpi PostgreSQL DB (docker) => adresse IP Portainer / Spoolman sur DietPi, port => celui de Spoolman = 7912 server: http://192.168.1.242:7912 # Installed on localhost (system service) #server: http://127.0.0.1:7912 # URL to the Spoolman instance. This parameter must be provided. sync_rate: 5 # The interval, in seconds, between sync requests with the # Spoolman server. The default is 5. Macros minimales Spoolman pour Klipper : #Spoolman [gcode_macro SET_ACTIVE_SPOOL] gcode: {% if params.ID %} {% set id = params.ID|int %} {action_call_remote_method( "spoolman_set_active_spool", spool_id=id )} {% else %} {action_respond_info("Parameter 'ID' is required")} {% endif %} [gcode_macro CLEAR_ACTIVE_SPOOL] gcode: {action_call_remote_method( "spoolman_set_active_spool", spool_id=None )} Ensuite dans Fluidd (ou Mainsail), il faut juste indiquer quelle bobine de filament est utilisée. Lors de l'impression, Spoolman met à jour au fur et à mesure la quantité de filament utilisée. Pour m'éviter la saisie dans Fluidd, j'« automatise » (procrastinateur un jour, procrastinateur toujours) un peu plus en ajoutant des profils pour chacun des filaments dans le trancheur (gcode de démarrage / fin, section Avancée / Filament), ce qui me permet de juste indiquer les bobines placées dans les boitiers changeurs de filament : ; Filament start gcode SET_ACTIVE_SPOOL ID=numero_de_la_bobine_a_recuperer_dans_Spoolman … ; Filament-specific end gcode CLEAR_ACTIVE_SPOOL ;END gcode for filament J'ai même une remontée de l'état du stock de bobines dans HomeAssistant :
 3 points
3 points -
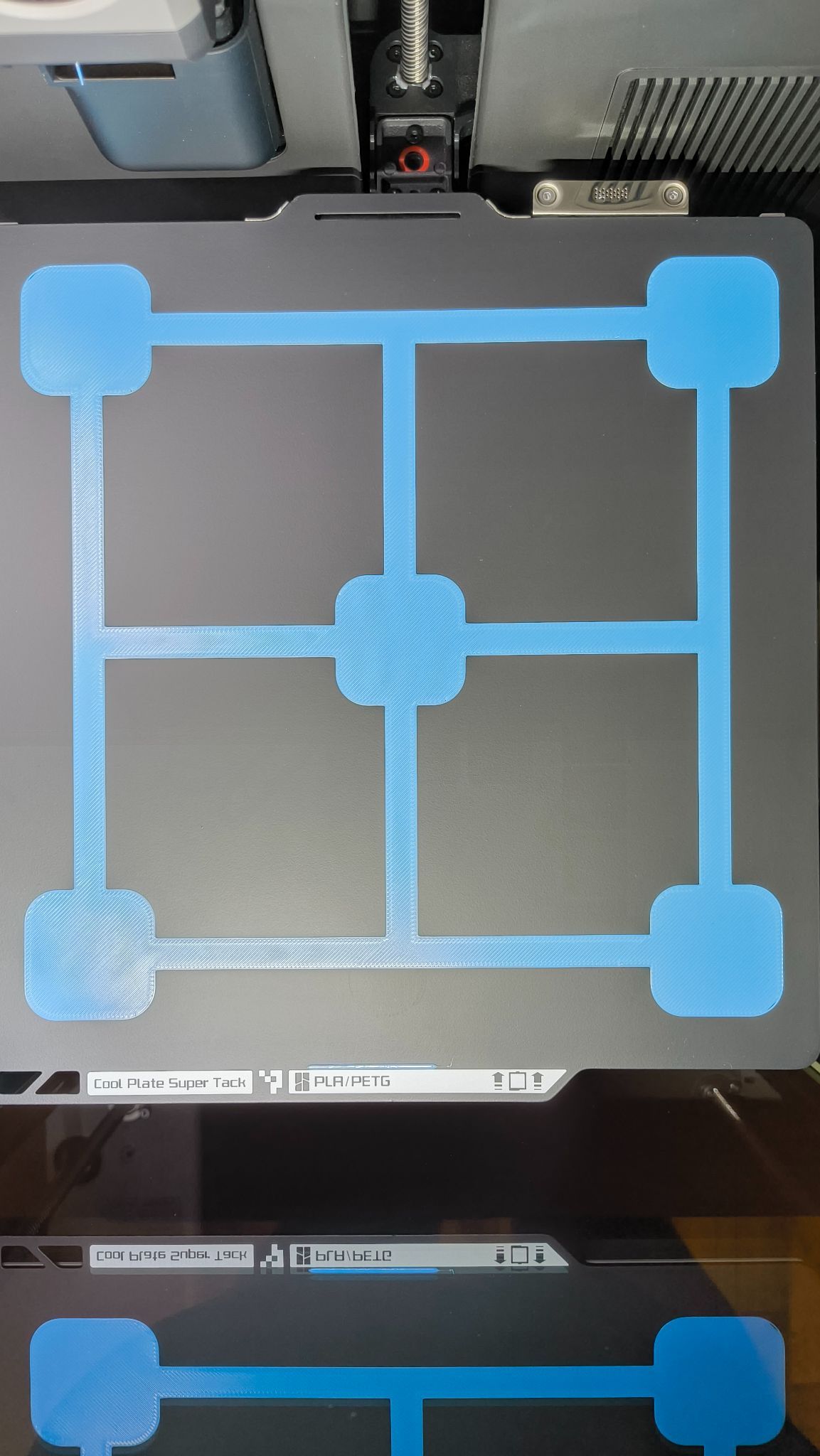
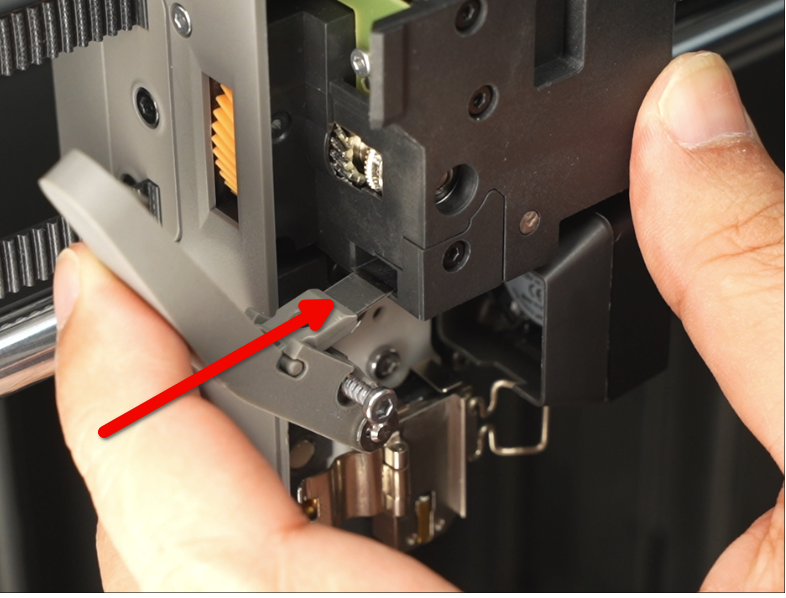
Le filament est coupé à ce niveau :
 3 points
3 points -
C'est ce que je viens de faire pour le receptable a déchet. Verdict: 7h40 à 3h30!!!2 points
-
oui ca c'est certain je l'ai constaté. En générique tout est plus lent... Essayes de mettre en profil Bambu même si s'en est pas2 points
-
https://www.reddit.com/r/3Dprinting/comments/1h46boo/i_made_an_open_source_4axis_printer_and_a/?tl=fr2 points
-
Si ton film se décolle de la plaque, ce n'est même pas la peine de poursuivre tes essais... Si tu colles ta pièce sur un film qui ne tient plus à la plaque, ça ne peut pas fonctionner. Soit tu décolles le film et tu le recolles (jamais tenter), soit tu achètes un nouveau film que tu colles à la place, soit tu changes la plaque par une nouvelle plaque et son film collé.2 points
-
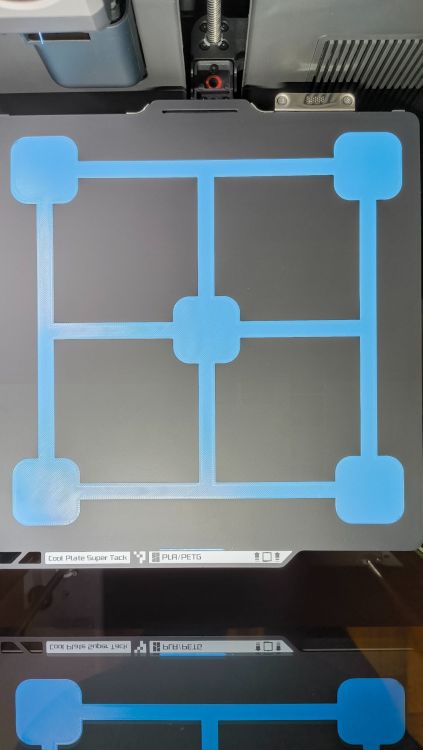
Retour sur mes réglages, lors de ma dernière impressions de boîte j'avais remarqué que le côté gauche du plateau était plus écrasé que le droit, qui avait même une tendance au décollement. J'ai donc fait un 'bed tramming' à plusieurs reprises, une calibration complète de la machine et ce matin un test de première couche. Résultat a confirmer avec une nouvelle boîte, mais je vois moins le Z danser en parcourant le plateau, et le test semble uniforme sur l'ensemble du plateau, avant la différence d'écrasement se voyait à l'oeil nu.
 2 points
2 points -
Le retour d'expérience de @MrMagounet avec son U1 https://www.lesimprimantes3d.fr/test-snapmaker-u1-multicouleurs-sans-dechet-20260122/2 points
-
"Fumer de l'ASA nuit à votre santé et à celle de votre entourage." "Maker prévention info service", numéro vert 39 8x, faites-vous accompagner pour arrêter de fumer l'ASA, l'ABS ou le dichlorométhane.1 point
-
Bonsoir, Petites impressions du week-end avec les stars du moment. Un grand merci à mika de MakerWorld pour ces magnifiques figurines.
 1 point
1 point -
Excellent !1 point
-
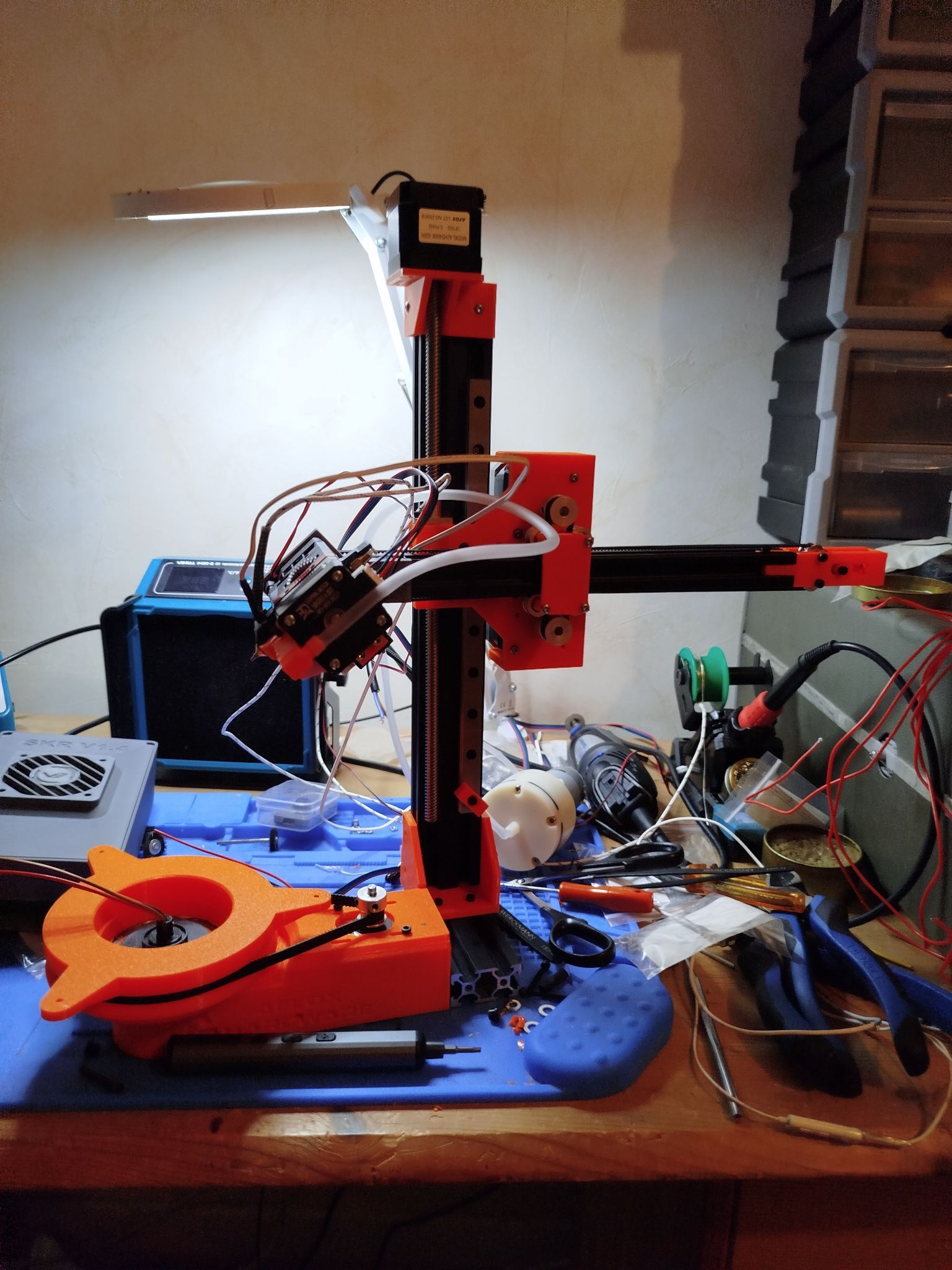
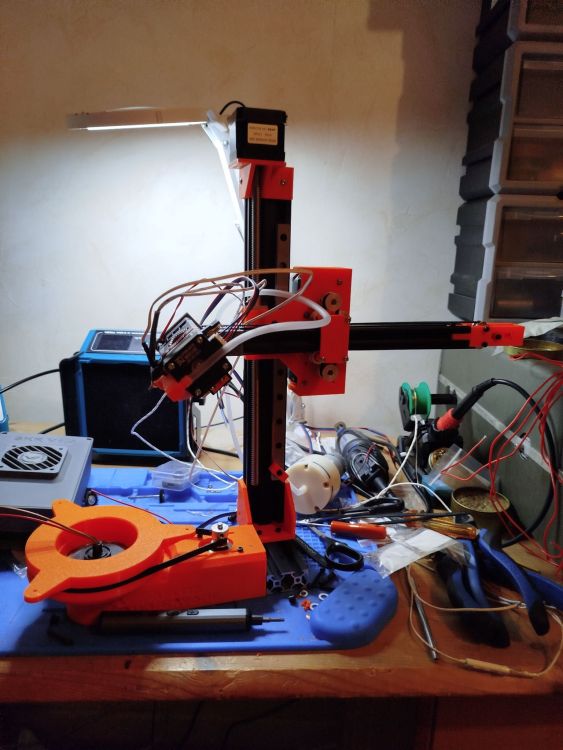
Bonjour à tous ! Après avoir vu la vidéo de Joshua Bird, j'ai décidé de me mettre sur la réalisation de mon nouveau projet "Aetheris-4", qui est une imprimante Core R-θ 4 axes. Je partage donc ici l'avancement de mon projet. Après avoir assemblé l'H2 V2S aux différents comportement de la tête, j'ai monté la base de moteur avec le plateau tournant, avant de fixer les rails MGN aux profilés 2020 en alu. J'ai réalisé que ma SKR E3 V3 Mini n'était pas du tout compatible avec le RRF, et n'ayant pas envie de me faire suer avec le micrologiciel, j'ai échangé ma carte contre une SKR v1.4 qui est en attente. Je vous joins une photo de l'avancement du projet. Bien à vous
 1 point
1 point -
Salut @prazlook et bienvenue sur le forum Super projet et défit que tu t'es lancé . Il me tarde de voir la suite A+ JC1 point
-
En même temps on empêche personne de fumer pourtant c'est mortel donc si j'ai envie de m'intoxiquer à l'ABS ou à l'ASA (mais j'ai une préférence pour le Dichlorométhane pour le lissage du PLA) dans mon salon, foutez moi la paix....1 point
-
Modification faite ce dimanche, j'ai gardé le ventilateur d'origine, d'autant qu'il est en 24v, je n'avais que du 12v en stock. CZL-350D-24 stock fan : J'ai mis un inter thermique 50° que j'ai calé dans le radiateur où l'on trouve l'autre inter thermique d'origine, qui lui protège de l'emballement. C'est la joie, avec le Noctua 24v pour la carte mère, voilà enfin une imprimante totalement silencieuse en mode attente. Et en fait cette alim ne chauffe vraiment pas beaucoup en veille. Et pas trop en fonctionnement en fait.
 1 point
1 point -
Bonjour, tu fais un règle de 3 tu prends n’importe quel fichier imprimé avec sa vidéo, tu divises par le nombre de minutes de l'impression , et tu re multiplie par 60 , tu auras la taille pour une heure.1 point
-
Bonjour, Faut quand même avoir beaucoup de bobines pour mettre en place tout ça. l'idée de @vap38 m'a donné envie de me programmer un petit outil pour gérer ma petite armoire de bobines (une cinquantaine) . perso , l'important pour mon usage , ce sera le matériau (PLA,ABS,....), le fournisseur, la couleur, le stock, la date d'achat et l'age de la bobine, évaluer ce qui reste (en pesant avant et après, ou avec une sonde graduée) , l'emplacement (quelle étagère, en cas de même couleur pour plusieurs matériaux) .....etc... je verrais à l'usage ... ce qu'il y a de sure , c'est que si on veut gérer ça , va falloir avoir de l'ordre dans les bobines...ça aura au moins ce mérite là Bonne soirée1 point
-
C'est juste embêtant (cosmétique). De mémoire, j'avais également dans Fluidd une mise à jour annoncée même pour les paquets gelés. Pour les mises à jour du système, je préfère toujours passer en ssh, je vois exactement ce que le système voudrait faire. Mon exMax3, partie se dorer la pilule au soleil, utilisait une version plus ancienne d'Armbian qui n'avait pas ces dépôts. Ton erreur lors d'un update d'un dépôt provenait sans doute que celui-ci était hors-ligne (inatteignable) au moment de la MAJ. Ça n'est pas grave car dans ce cas, le système utilise le cache local des dépôts.1 point
-
Petit retour sur mon problème. Il est réglé même si je ne sais pas quelle est la solution qui a réussi. J'ai percé le Cpfa et en le changeant j'ai remarqué que je l'avais tendu plus qu'en usine. Dans le même temps j'avais joint uniformation qui m'a donné ces settings là à essayer . Depuis plus aucun soucis d'impression. Si ça peut aider quelqu'un d'autre qui serait dans la même galère que moi
 1 point
1 point -
Énorme . PostgreSQL (la BDD) sait gérer de grosses quantités de données… ça dépendra principalement de la quantité de RAM de la machine où il est installé. Probablement plusieurs milliers de bobines . Exact. Spoolman fait pas mal de choses, mais pas le café. Une extension intéressante serait qu'il sache créer des tags NFC/RFID pour les différentes marques de filaments ou a minima les tags à standard ouvert comme OpenPrintTag. Cependant, il existe actuellement plusieurs solutions pour les tags NFC : - filaman (non testé, utilise déjà une partie de ce que Spoolman fait très bien) - nfc2klipper + spoolman2slicer + spool2klipper (non testées, mais dans ma longue TODO liste ) Pour les afficionados de BB, il y aurait OpenSpoolman1 point
-
J'utilisais orca slicer avant avec ma sidewinder x2 et j'avoue que ca fonctionnait mieux que Cura. Mais la sidewinder m’a fait totalement vrillé pour être honnête Je cherchais juste quelque chose qui soit "plug n play" car l'imprimante est dans une dépendance et c'est assez pénible a chaque fois de sortir/rentrer etc... pour faire les manipulations. D'où le fait que j'utilise pas mal Klipper pour check l'impression via la webcam et autre directement de mon ordinateur de mon bureau. Bon, je vais je pense reprendre Orca pour faire toutes calibration. Merci1 point
-
Recu aussi en cours de montage, apres un premier check le nouveau bed est plat en tout cas sa semble correct apres un test avec une regle la ou sur l 'ancien j'avais 1,5 mm d'ecart. Le passage de la sonde de T° je vous conseille de le collsonner (?) avec le cable de la hotend car sinon il va se prendre dans les courroies. Je suis a la recherche du firmware pour la mise a niveau pas de trace sur le guide d'install et rien dans la boite1 point
-
Je n'avez pas mis les diamètre donc makerworlds m'accepter pas mon fichier1 point
-
Cool, tu peux partager ta solution, si tu veux...1 point
-
C'est une commande à passer dans la console pour calibrer, indépendamment du filament, la régulation de ta hotend. On fait ça machine au repos. Si tu imprimes du PLA principalement, mets une température de 240°C, car avec la vitesse de la X Max 3, on monte les températures souvent au dessus de ce qui est indiqué pour avoir les bons débits. Le fabricant donne 210°C pour son filament, il y a des chances que tu sois plutot entre 220 et 230 °C pour imprimer correctement avec un bon débit. Donc calibrer ta hotend à 240°C est tout à fait correct. En te lisant, je me dis que tu n'as pas calibré ton filament en faisant des tests de température / débit / pressure advance / .... Si tu ne l'as pas fait, commence par calibrer ta hotend et ensuite tu mesures le diamètre exact de ton filament, tu mets à jour ton slicer avec ce diamètre et tu fais les tests de température / débit / pressure advance et éventuellement débit maximum.1 point
-
Pour savoir ça je te propose d'imprimer une pièce d'une heure, de regarder la taille du fichier et de nous le dire ensuite car à mon avis ce n'est documenté nul part et je pense qu'il n'y a pas grand monde qui a fait ce genre de test1 point
-
Pas très claire ton explication mais je devine que tu veux nettoyer ton fichier source pour supprimer les profils personnalisés (le message d'erreur) Ouvre ton projet dans Bambu Studio. Vérifie l'imprimante : dans l'onglet "Préparer", regarde la liste des imprimantes. Si tu vois une icône d'utilisateur (un petit bonhomme) à côté du nom, c'est un profil personnalisé. Sélectionne à la place un profil système standard (ex: "Bambu Lab P1S 0.4 nozzle"). Vérifie les filaments : fais la même chose pour chaque filament. Si tu as créé un profil "Mon PLA perso", remplace-le par un profil générique comme "Generic PLA" ou un profil de marque officielle exemple "Bambu PLA Basic". Va dans l'onglet Utilitaire ou clique sur l'icône de gestion des filaments. Vérifie qu'aucun filament "personnalisé" n'est resté dans la liste de ton projet. Clique sur "Trancher le plateau" pour valider les profils standards. Enregistre ton fichier sous un nouveau nom et tente de le renvoyer sur MakerWorld.1 point
-
Sur le store creality tu la trouves toute seule : https://store.creality.com/fr/products/creality-k2-combo-imprimante-3d et aussi sur 3djake.fr
 1 point
1 point -
Dans mon travail, pour une activité particulière on devait gérer des échantillons, qu'on prélevait sur des chantiers puis qu'on envoyait à un laboratoire d'analyse. On avait des rouleaux d'étiquettes codes barres uniques qu'on collait sur les échantillons, puis on les scannait à la douchette. Cela évitait de devoir les étiquetter à la main et surtout cela garantissait que tous les échantillons avaient un numéro unique. L'autre avantage des codes barres est leur résistance à la dégradation, meilleure que celle d'un texte imprimé. On évite aussi... les problèmes de lecture des étiquettes de ceux qui écrivent mal La douchette est en effet gérée comme un clavier USB. Un code barre peut représenter des chiffres mais aussi du texte. Une police de caractère spéciale permet de créer facilement soit-même ses codes barres. On peut le faire avec Excel ou Word. Pour faciliter la saisie sur le terrain, je m'étais fait un petit panneau avec des codes barres correspondants aux textes que je devais taper régulièrement (mon nom, l'adresse de mon agence, le modèle et le numéro de série de mes appareils de mesures, ...) Si le logiciel de la douchette et le logiciel de saisie gèrent la tabulation pour aller à la zone de saisie suivante, on gagne beaucoup de temps. La lecture des codes barres marche aussi quand ceux-ci sont affichés sur un écran, c'est utile pour faire des "copier coller" entre ordinateurs, par exemple, quand l'ordinateur d'un collègue affiche un code barre que je dois saisir sur mon ordinateur. Un autre usage possible est de rendre plus rapide et plus fiable la saisie de la valeur affichée par un appareil quelquonque. Il suffit que celui-ci possède un écran graphique avec une bonne résolution et de lui faire afficher un code barre correspondant aux valeurs qu'il affiche. Un clic sur la douchette et tout est saisi instantanément et sans erreur. Cette façon de faire peut sembler "archaïque" mais c'est efficace et rapide, pas de galère avec des connexions informatiques avec ou sans fil. On y pense pas mais les livres ont un code barre correspondant à leur ISBN ; avoir une douchette permettrait de gérer facilement sa bibliothèque sans devoir faire une saisie fastidieuse.1 point
-
Comme tu es sur la bobine extérieure il faut en effet demander le déchargement et ca va couper tout seul1 point
-
Normalement c'est sous l'extrudeur, Mais si tu es sur la bobine externe le filament n'est pas coupé sauf déchargement demandé. Du moins c'est comme cela sur la K2 plus.1 point
-
Et oui aujourd'hui c'est l'anniversaire de @fran6p qui a quelques mois de plus que moi Très bon anniversaire !!!1 point
-
Définitivement pas un temps pour aller se faire bronzer sur le bord de la piscine, mais oui, je vais enlever mon bonnet de Noël (en plus il commence à gratter ).1 point
-
Ca ressemble à un problème de "banding", variations de température de la hotend / température un peu trop faible. Quelques pistes Tu as essayé en augmentant la température de la hotend de 5°C ? Tu as calibré ta hotend ? (PID_CALIBRATE HEATER=extruder TARGET= (une température proche de celle que tu utilises, mais légèrement supérieure) Essaye de refaire un Benchy après avoir calibré ta hotend.1 point
-
Le test de la Snapmaker U1 par @MrMagounet confirme ce que la campagne Kickstarter annonçait : durée d'impression en baisse et grosse réduction des déchets ! https://www.lesimprimantes3d.fr/test-snapmaker-u1-multicouleurs-sans-dechet-20260122/1 point
-
Vous n'auriez pas vu mon chat ? Je ne le trouve plus... toute une époque...1 point
-
Une impression de 14 h avec 86 changements de filaments en 0.16, PLA noir Isanmate et PLA mate caramel Bambu Lab https://makerworld.com/fr/models/2233103-baby-alf-gordon-shumway-the-lucky-cat-sandwich

 1 point
1 point -
Bonjour @cosmic38 Regarde page 25 le numéro 10, les pièces bleues permettent de bloquer les tubes plastiques (de mémoire, je n’ai pas la machine devant moi). Cela se monte comme un circlips. Bon montage à toi1 point