Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/02/2020 Dans tous les contenus
-
Salut @The guitar hero, Je penses que ton problème est lié à la trop faible température d'extrusion. En augmentant la hauteur de couche, tu augmentes le débit. Le fait est que le filament n'a pas le temps de se ramollir suffisamment. Fait des essais en augmentant la température de 10 voir 20°C. ::)2 points
-
Dans l’annonce il est précisé que l’imprimante est presque complète donc tu pourras presque l’utiliser, c’est presque une bonne affaire.2 points
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Merci , j'avoue qu'après avoir gouté à une ender super silencieuse , là avec la a20 stock j'ai du mal1 point
-
Super ! Te voilà maintenant au top du montage demontagne de la tête. Pour info tu nest pas obligé de citer le message précédent pour répondre. Tu peux juste taper le message. Si tu souhaitesappeler quelqu'un il suffit de metre le @ puis dde taper sont pseudo collé à @ . UneUne liste des pseudo apparaît et il suffit de cliquer dessus @ptitemini72 Pour dire merci il ya l'icône n coeur en bas à gauche du message de la personne à remercier. En passant la souris dessus il y a plein d'autres icône suivant la réaction que tu souhaites donner. Ravi d'avoir aidé et de savoir que tout est OK1 point
-
Bonjour, comme je l'ai dis je reviens vers vous a tous, ceux qui m'ont aidés pour vous dire que tout est ok et c'est bien ce petit trou qui foiré toutes mes impression preuve en images avec ce petit Benchy qui est correct un grand merci a tous .....

 1 point
1 point -
Salut @LOLO710, Pour les cavaliers, de mémoire, je n'ai rien touché. J'étais en 16 micro-pas sur les A4988 et je suis resté en 16 micro-pas avec les TMC2208. Si tu regardes l'image qui est dans le lien de ton précédent message, tu peux voir que la configuration pour 16 micro-pas est la même pour les 2 pilotes.1 point
-
Caisse t'attends, c'est pourtant pas compliqué !1 point
-
Salut ! Essayes d'éditer tes posts quand tu peux, plutôt que d'en créer deux à la suite. Les drivers a installé, bah ça s'installe comme n'importe quel driver ou application. https://www.dropbox.com/sh/sm4b4vdxock6tof/AADqxgiaYF_P-MtoG4b66vnAa/Software/CH340G Drive?dl=0&subfolder_nav_tracking=11 point
-
Merci pour cette remarque constructive. Il serait judicieux de rectifier la procédure en y intégrant cette constatation1 point
-
Entièrement d'accord La méthode du «cold pull» est efficace uniquement avec des têtes «full metal» (jacket (revu dernièrement, toujours aussi excellent film, surtout la première moitié du film pendant la période des classes (seuls les plus anciens ou les militaires peuvent comprendre)). Avec les têtes PTFE de bout en bout, si le filament a gonflé entre la fin d'icelui et le haut de la buse, c'est quasiment impossible à réaliser.1 point
-
Fais attention à ce que tu écris par ces temps de #balancetonporc (ceci dit on peut aussi le faire a posteriori)1 point
-
Imprimante qui a été bricolée et qui fonctionne "bien" sans être complète ??? (il a virer quoi comme pièces qui sert à rien sur une imprimante ?).....c'est un coût à mettre 100€ voir plus pour la remettre en état, le prix d'une neuve au final..... C'est une donneuse d'organes mais pas à 140€1 point
-
tout a fait d'accord je n'ai pas precisé que le montage etait fait en test afin de poursuivre ensuite en reel avec des nema 23. voila le pourquoi! merci1 point
-
Et prenez le temps de suivre les instructions du document « Calibrage de l extrudeur.docx» !1 point
-
a plat, les trous dans le support sont pour les fixation qui sont souder dedans tu ne sait pas te tromper. il n'y a rien a découper au niveaux du boitier, juste peux être élargir pour le plug USB.1 point
-
A mon avis il vaut mieux acheter un tube ptfe neuf, couper l'ancien et prendre une perceuse avec un foret de 3.5 pour enlever le tub qui est HS. Tu as réussis a démonter la buse ?1 point
-
Dévisse le pneufit et TIRE FORT (attention aux câbles de thermistance et de cartouche chauffante) OU POUSSE FORT1 point
-
cela peut venir aussi d'un problème de glisse dans le tube ptfe (tube pincé ou écrasé), des reste de filament dans le tube qui bloque son défilement, d'un début de bouchage de la tête qui se constate par de la sous extrusion (voir Titi's procédure), d'un dévideur (support bobine) qui freine le filament1 point
-
Ce problème est évoqué a l’étape 5 : il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur.1 point
-
1 point
-
1 point
-
@fran6p Merci pour ce test assez complet et sympa le print torture de la fusion d’un octopode, d’un Benchy, d’un cube test, d’un baby Groot avec la tête de Yoda, du chien et d’un Marvin à l’intérieur du kiosque1 point
-
La Titi's procédure est épinglée dans la rubrique creality1 point
-
Salut ! Comme dit plus haut sous-extrusion Step moteur à ajuster buse presque bouchée (quelque chose qui obstrue) Perso je mesure 150mm à l'entrée de l'extrudeur et fais une marque au feutre à 150mm sur le filament. Je fais une demande de 100mm et je meusre ce qu'il reste, normalement 50 mm. Donc s'il te reste 55 mm c'est que tu as passé 95 mm au lieu de 100 donc ici ce serait : new step = old step * 100 / 95 Si ce n'est pas le step ça peut être la buse partiellement bouchée. Essaye de chauffer à 240 ° et pousse le filament à la main, des fois ça suffit à faire sortir ce qui coince, ou une tige en fer pour déboucher les buses est pas mal aussi. Si ça va toujours pas essaye de changer de buse.1 point
-
autant le régler directement sur l'imprimante. un premier réglage rapide en enlevant le tube PTFE de la sortie de l'extrudeur ( je parle de la partie mécanique qui pousse le filament dans la partie chaude grâce à un moteur pas à pas ), et en demandant manuellement à l'imprimante de sortir 10cm de filament ( préalablement marqué/réglé pour sortir juste de l'extrudeur ) tu mesures ce qui sort en vrai, et tu fais une règle de trois avec la valeur step/mm de E sur l'imprimante : (step/mm à mettre ) = (step/mm actuel) * ( 10cm ) / ( mesure réelle en cm) tu peux faire la même avec l'ensemble PTFE / partie chaude connectée et en température afin de régler finement ( pour CE filament et à CETTE température ), mais ça coûte un peu de matière1 point
-
Bonjour, A voir l'allure de la couche pleine sous le remplissage, ça ressemble à de la sous extrusion massive. As tu réglé les step/mm sur l'extrudeur ? Sinon : Quelle matière ? Quelles températures ? Le refroidissement de l'impression est il actif ( après les premières couches ) ?1 point
-
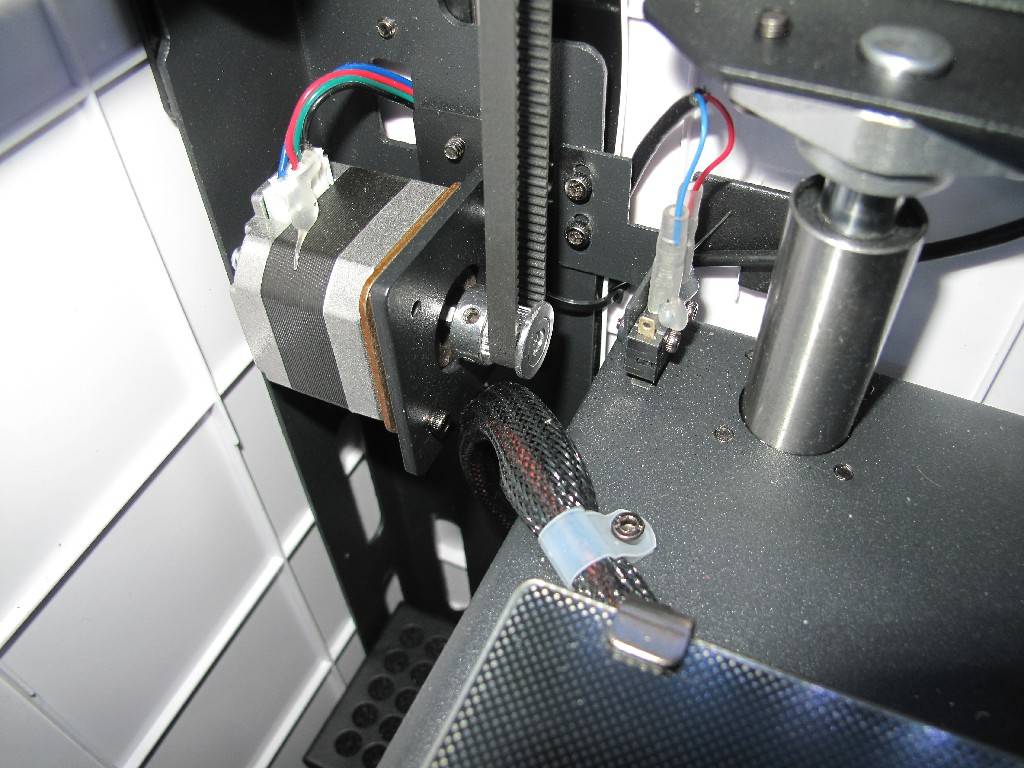
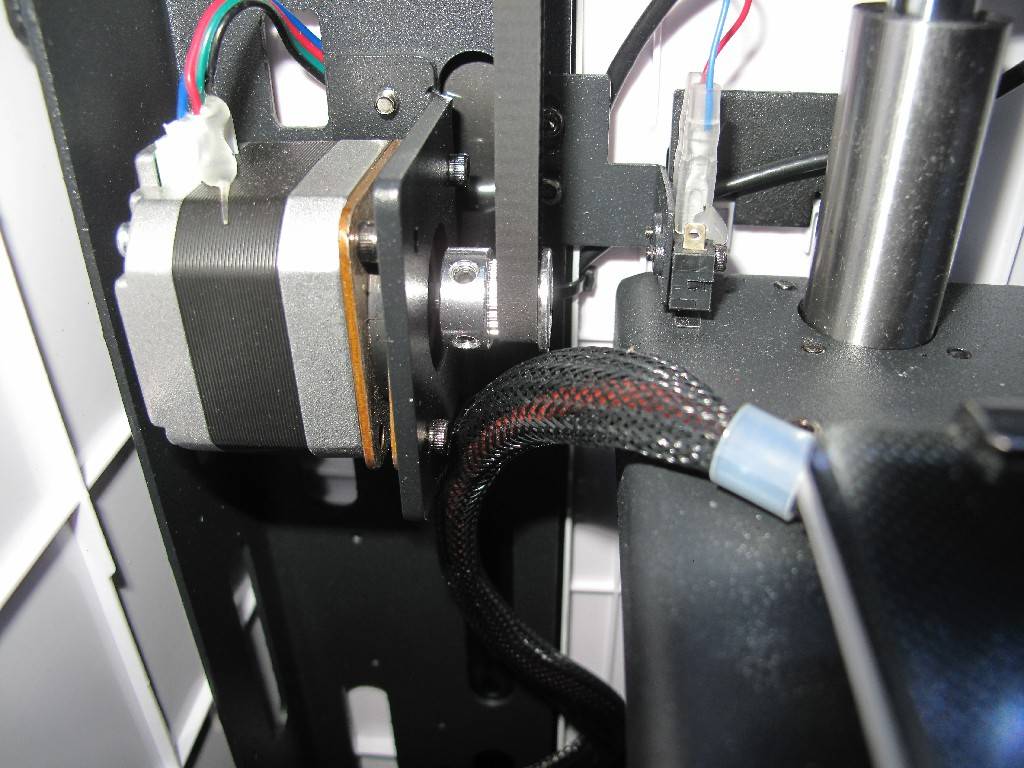
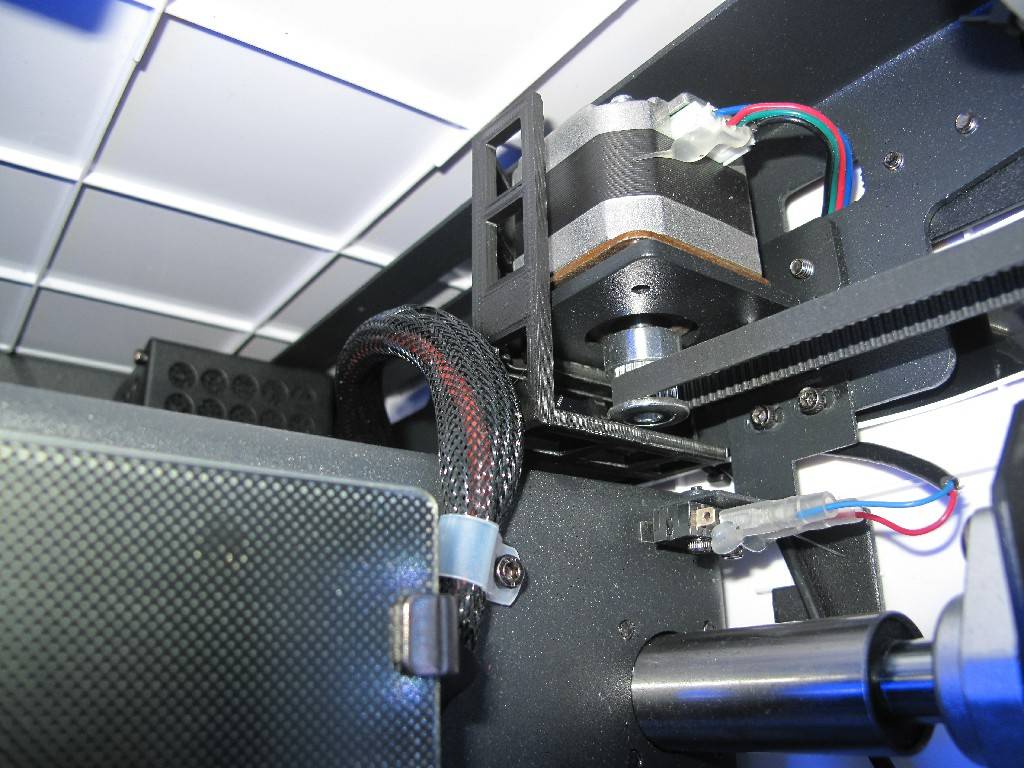
Je n'aimais pas avoir les câbles d'alim du bed toucher le moteur de l'axe Y donc j'ai fais une petite protection (en pla pour l'instant, j'avais pas envie de changer de bobine) avant Après J'ai redessinée une nouvelle version en enlevant une pente (j'ai peur que le câble passe entre la protection et le bed justement à cause de cette pente) reste plus qu'a le réimprimer pour voir si les côtes sont bonne (pas top tinkercad pour avoir des côtes précises...)
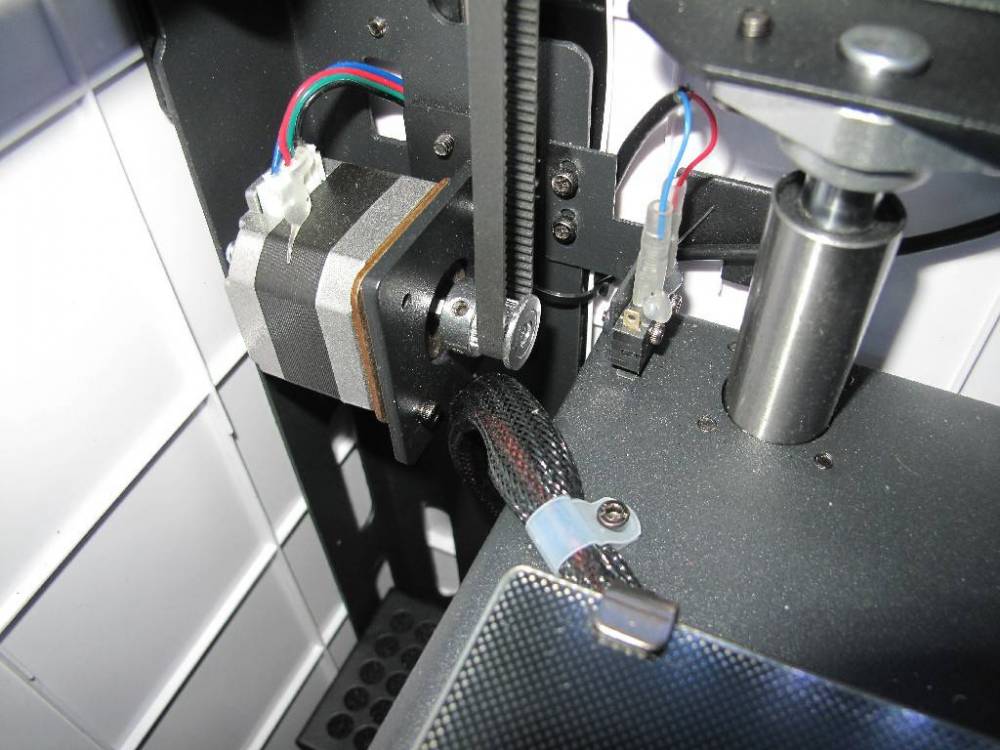
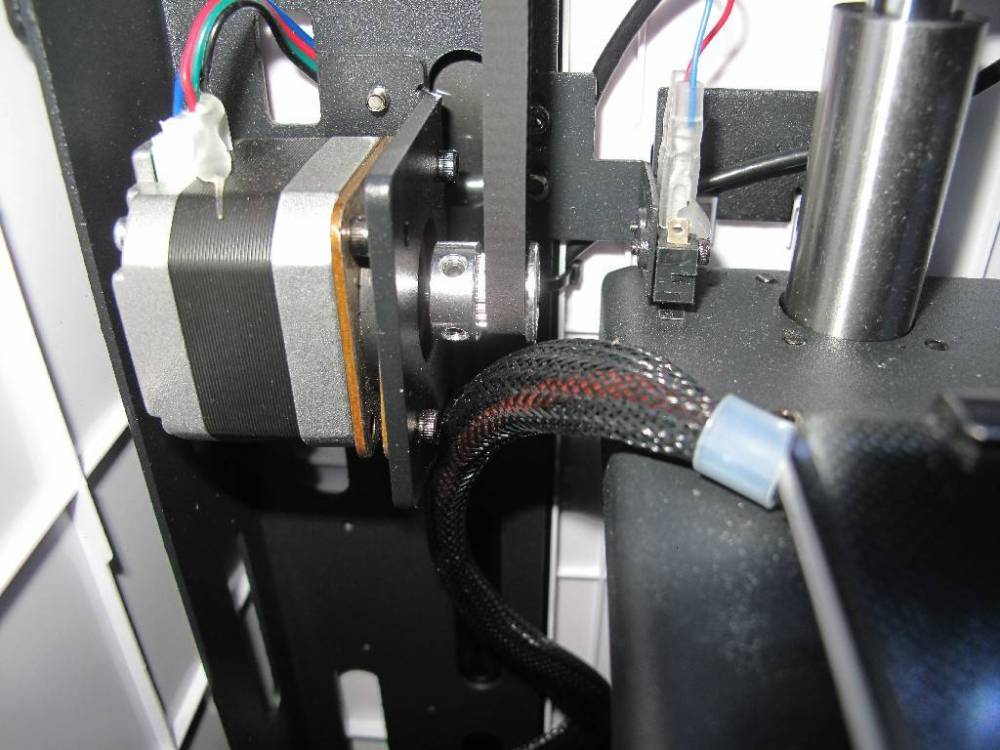
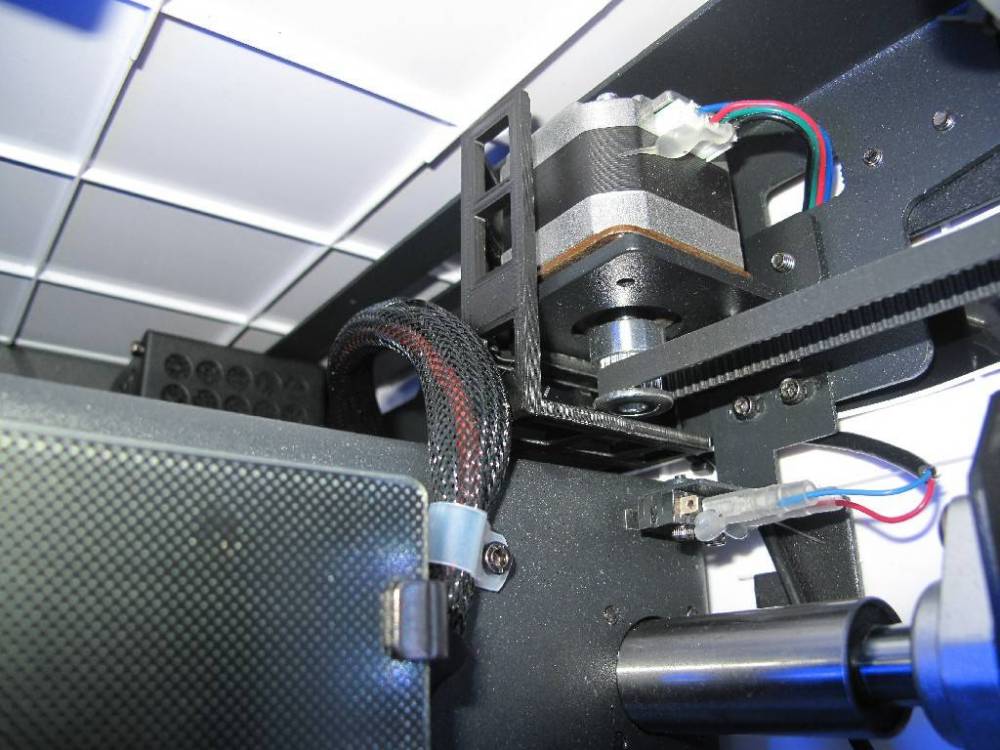


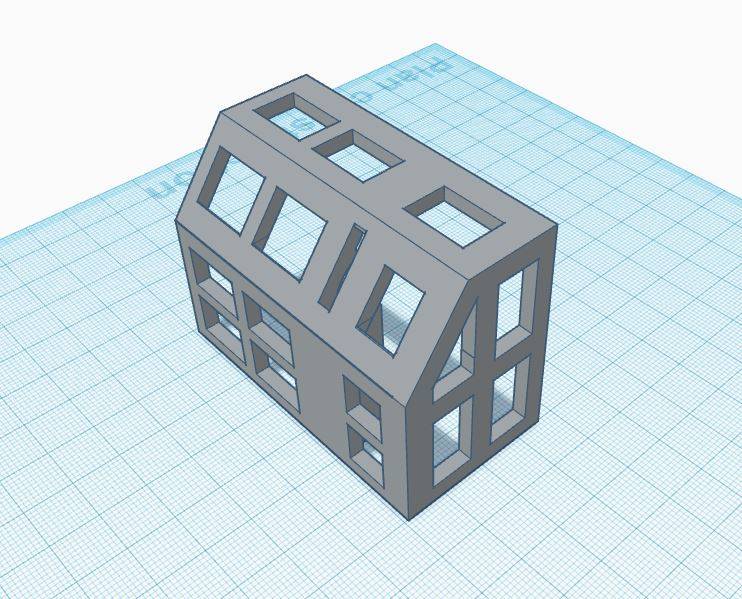 1 point
1 point -
pour un quart du prix tu auras aussi le mien, mais tu n'auras pas plus1 point
-
Faut avouer que le contenu de sa chaîne est intéressant mais bon... payer pour mettre un preums c'est pas mon truc.1 point
-
pour te repondre précisement, on va définir ce qu'est du PLA : Que veut dire PLA: Poly Lactic Acid. ce qui veut dire que le PLA est en réalité une chaine dont les maillons sont de l'acide lactique (obtenu à partir de sucre) Voila l'acide lactique Voila le PLA Chaque molécule entre parenthèse est un acide lactique et la chaine (qui est bien plus longue) est le fameux PLA. Les petites particules que tu pourrais donc respirer seront donc de l'acide lactique. Mais ou trouve t'on l'acide lactique? - Dans le lait, le beurre, le yaourt,..... le yaourt n'est pas concideré comme produit toxique par excellence. Donc on peut dire que NON le pla n'est pas toxique. Comme le dit @bernard3D il faut tout de même se méfier des PLA contenant des additifs, comme le polysmooth, les pla avec fibres de carbone,.... Car ces additifs peuvent être toxique. En résumé, si tu imprime en PLA standard, pas de risques.1 point
-
voici : CR-10_Y_Tensioneur2-corps.stl CR-10_Y_Tensioneur2-Vis.stl CR-10_Y_Tensioneur2-molette.stl
 1 point
1 point -
ça peut aider a comprendre1 point












.thumb.jpg.1702124fe97d80846c058cc4baead788.jpg)