

Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/06/2023 Dans tous les contenus
-
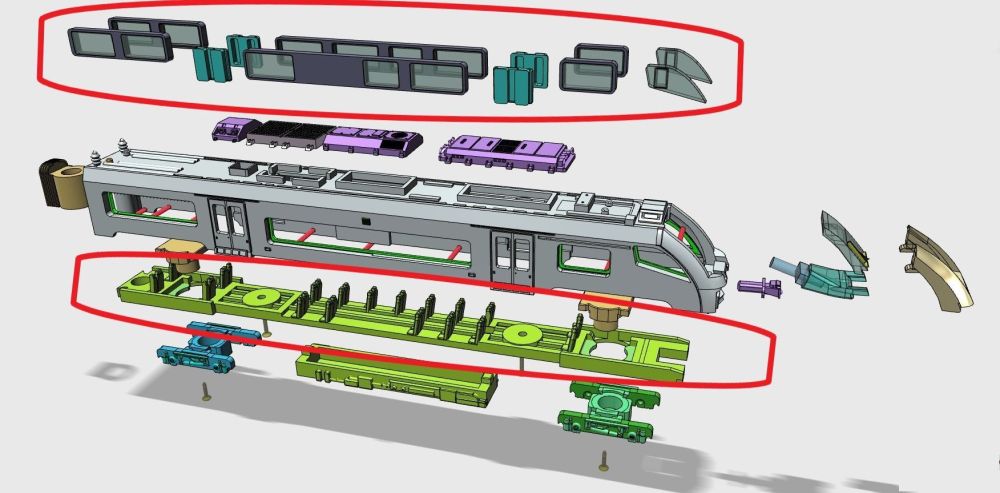
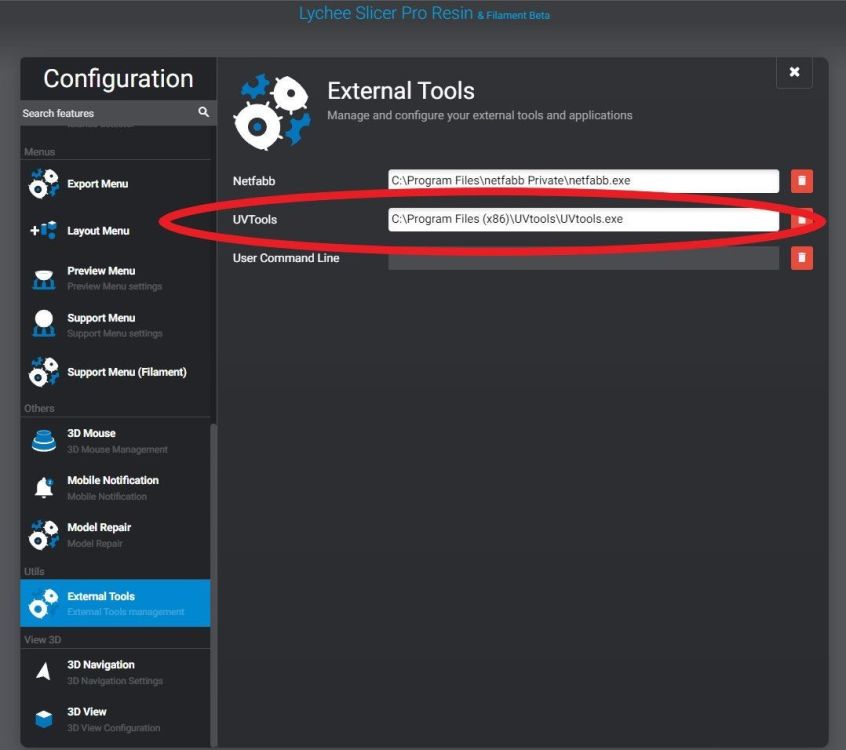
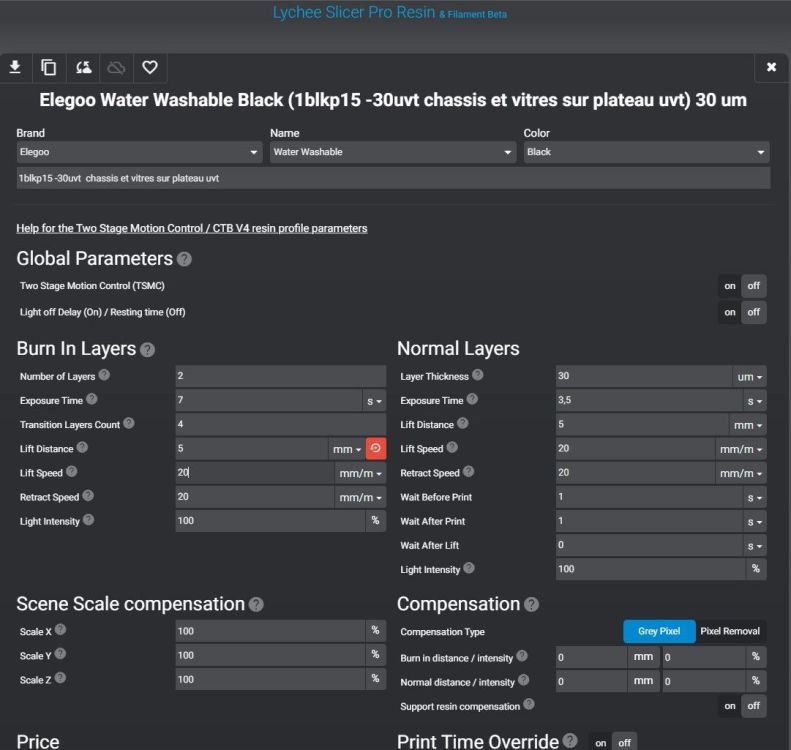
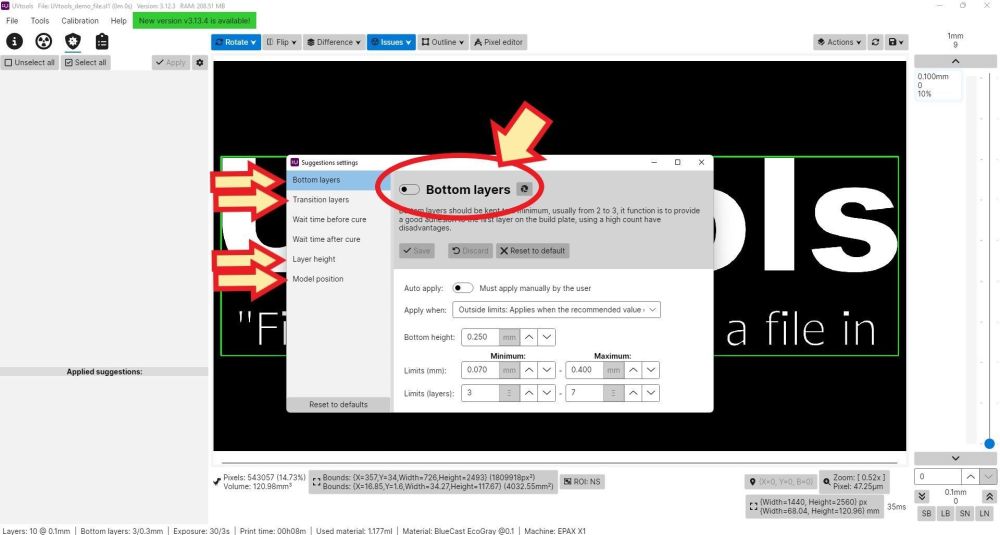
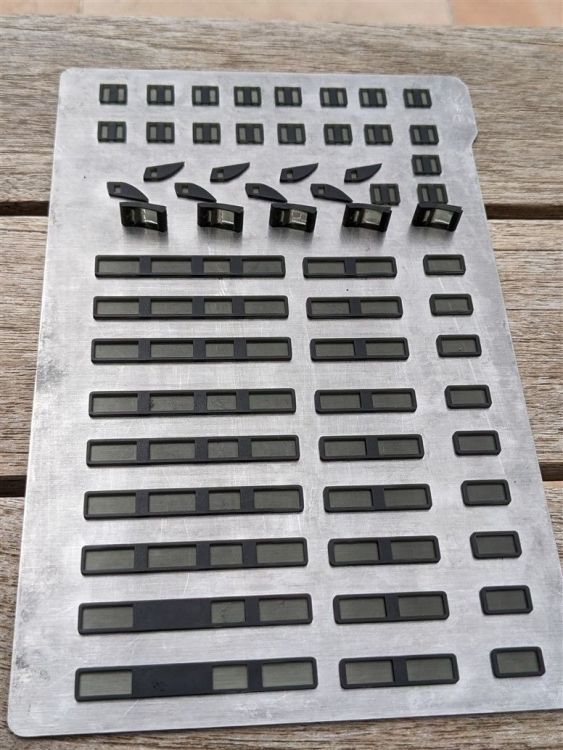
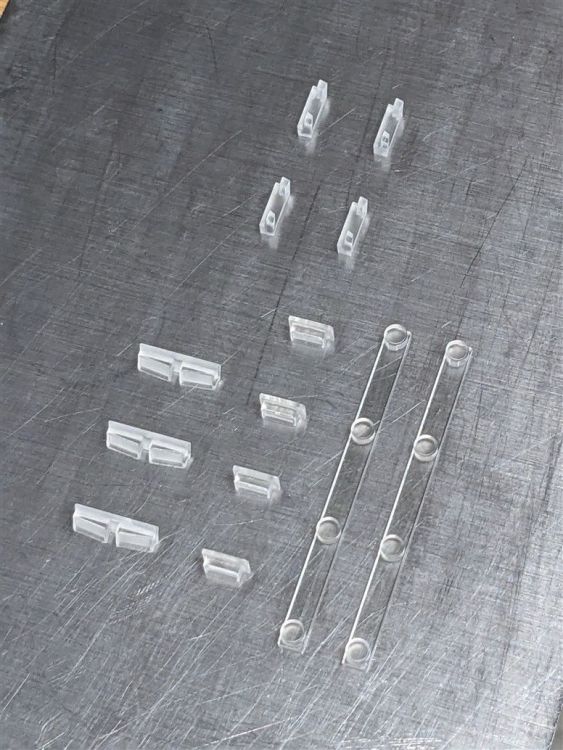
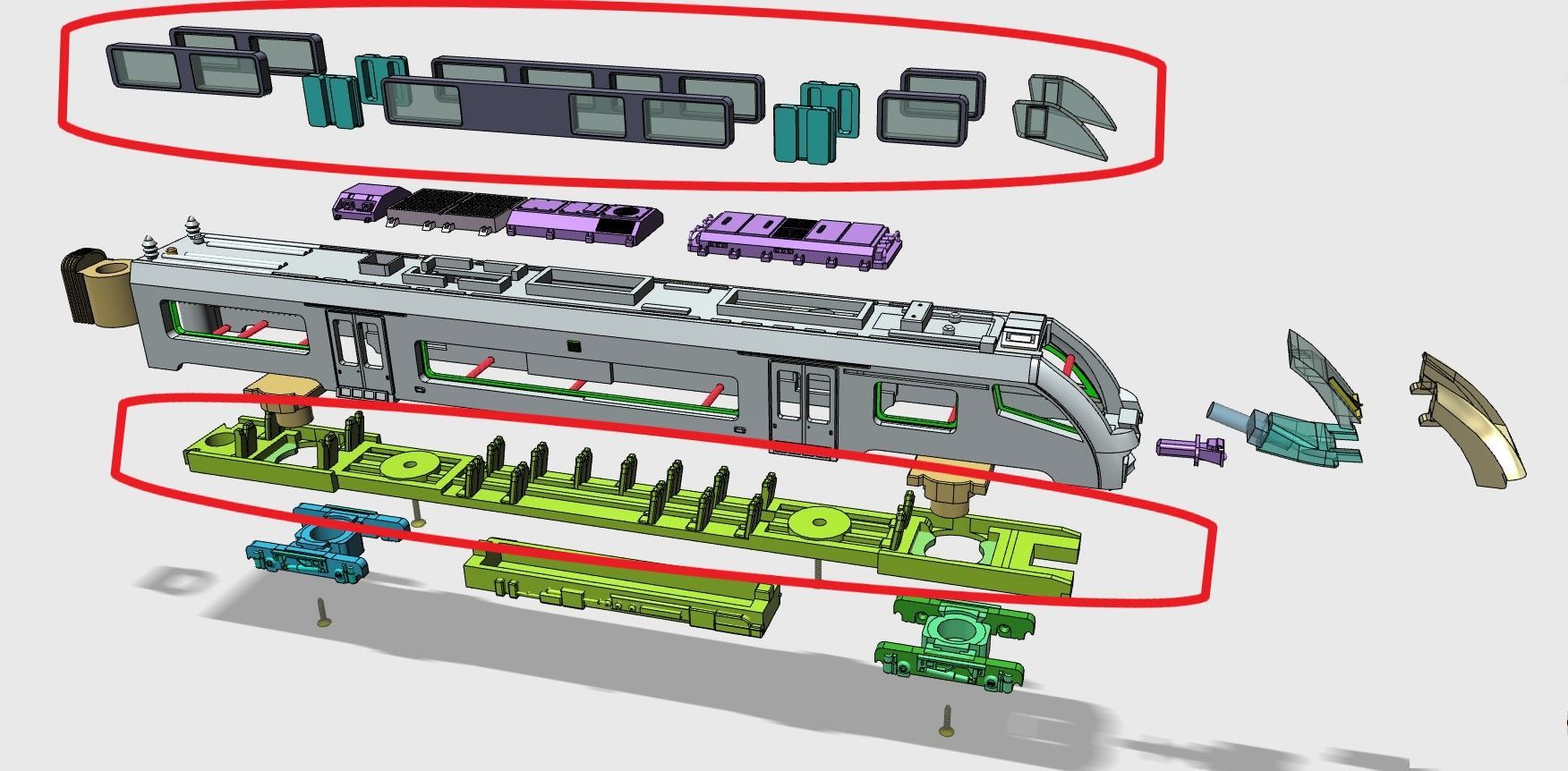
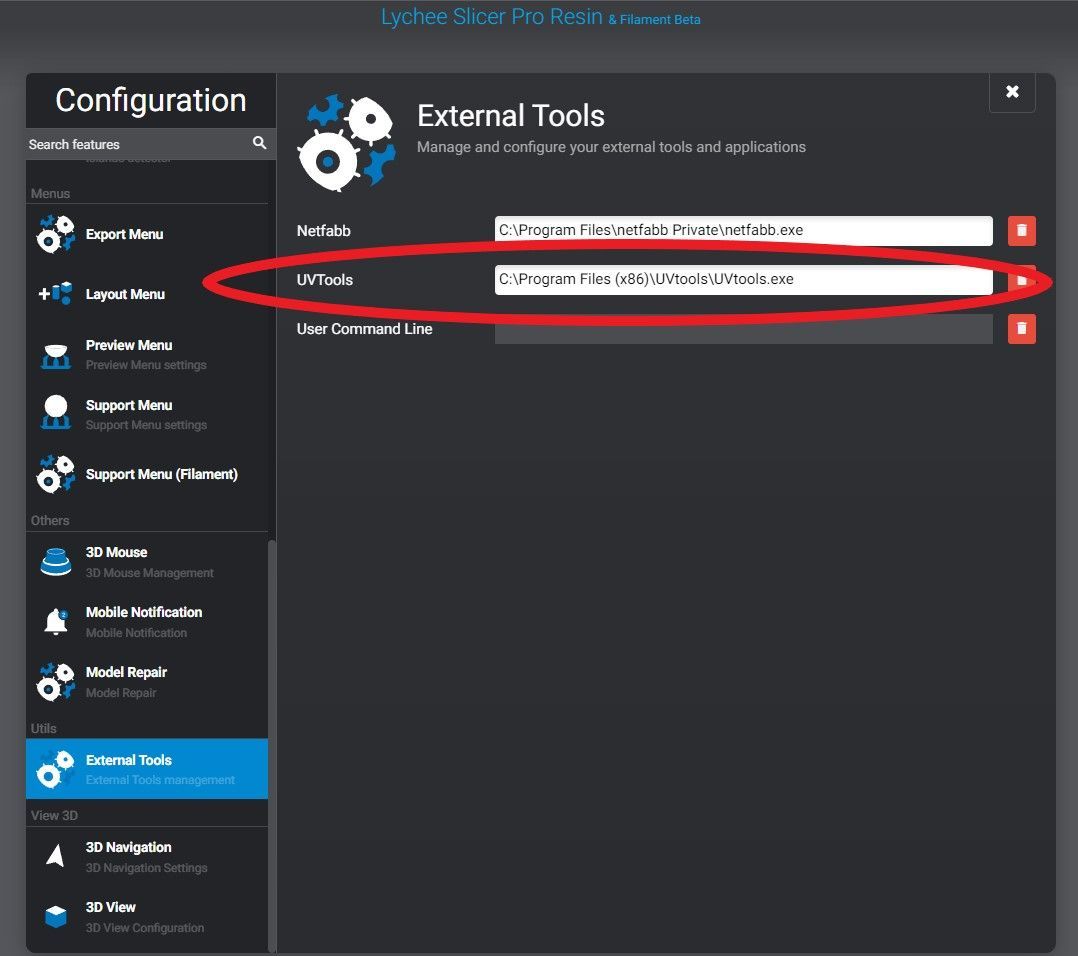
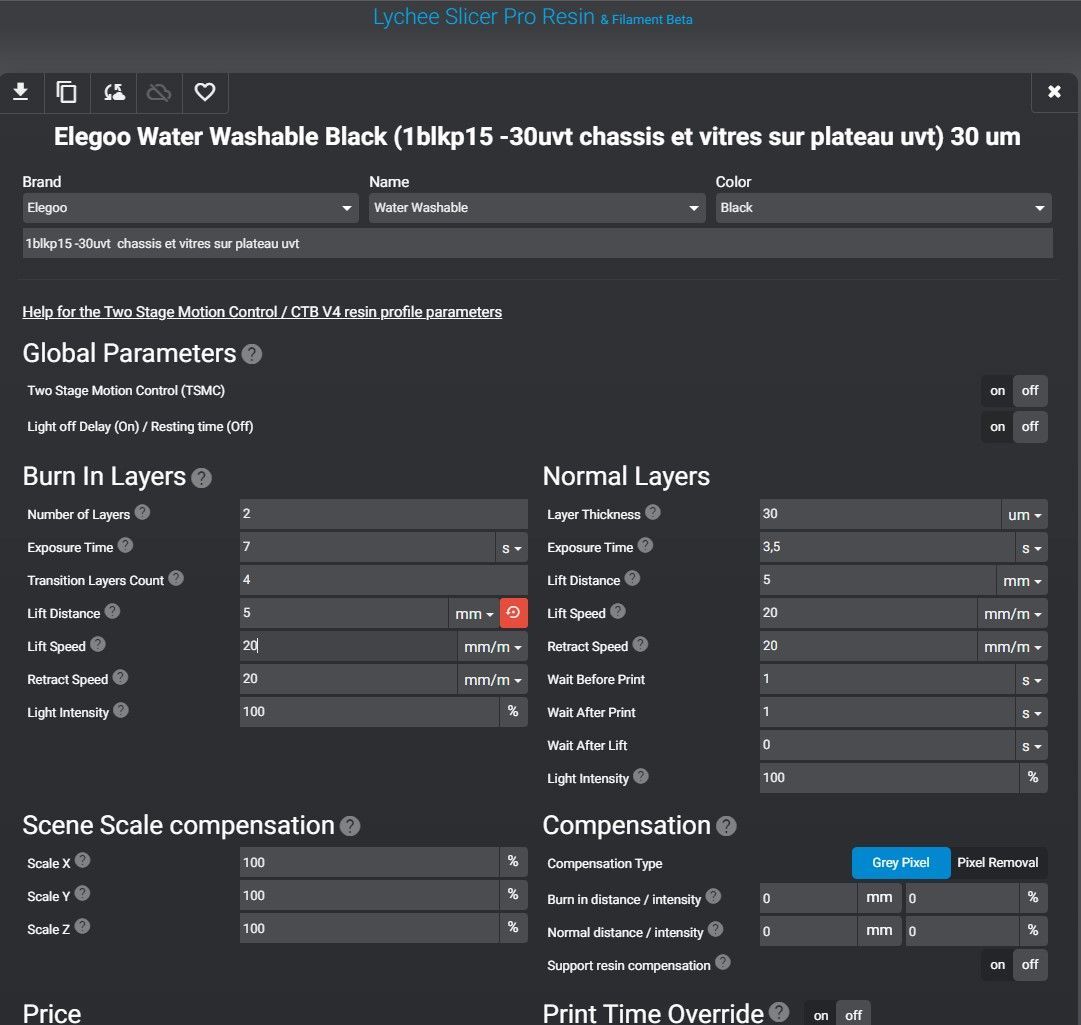
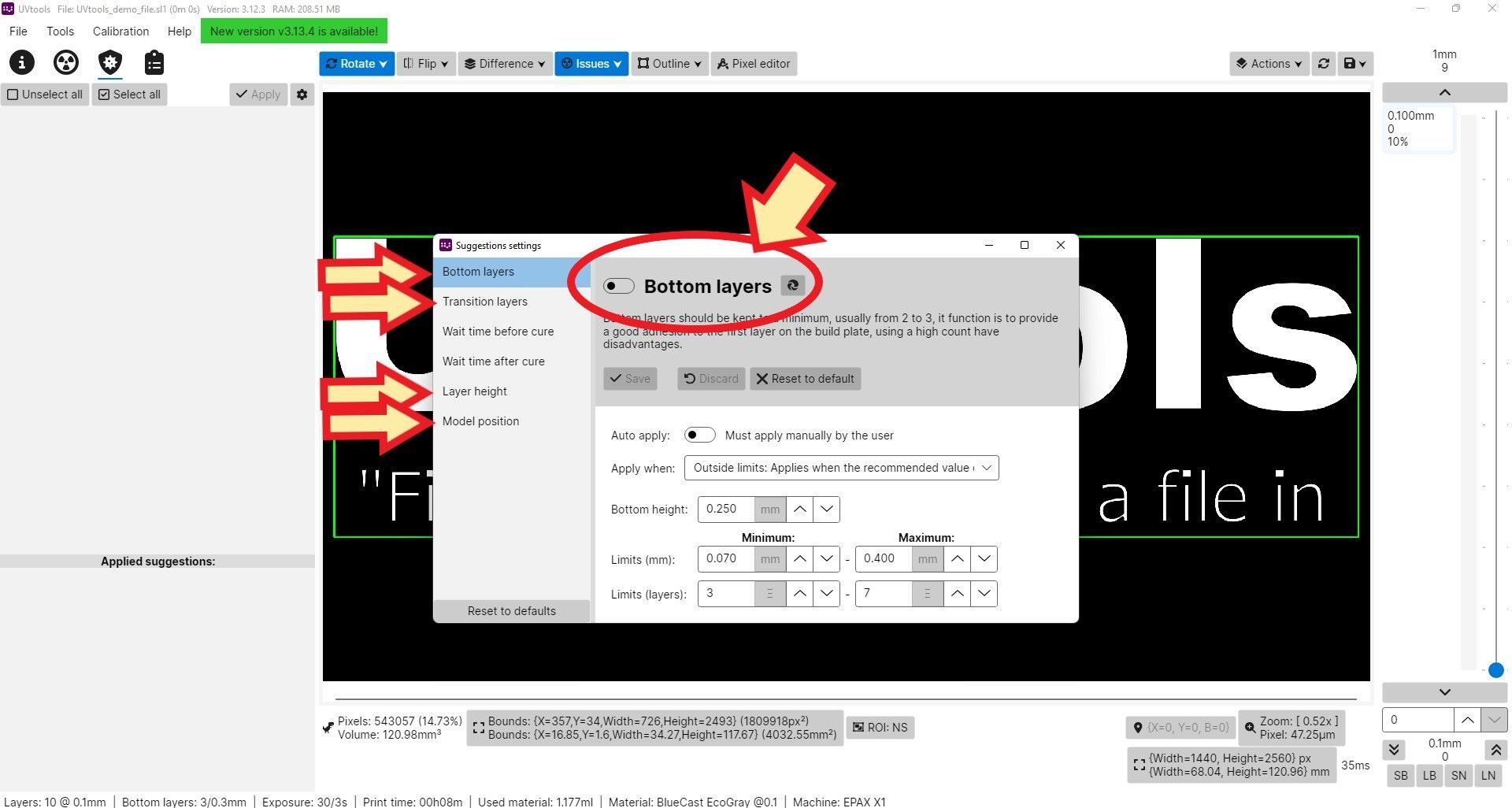
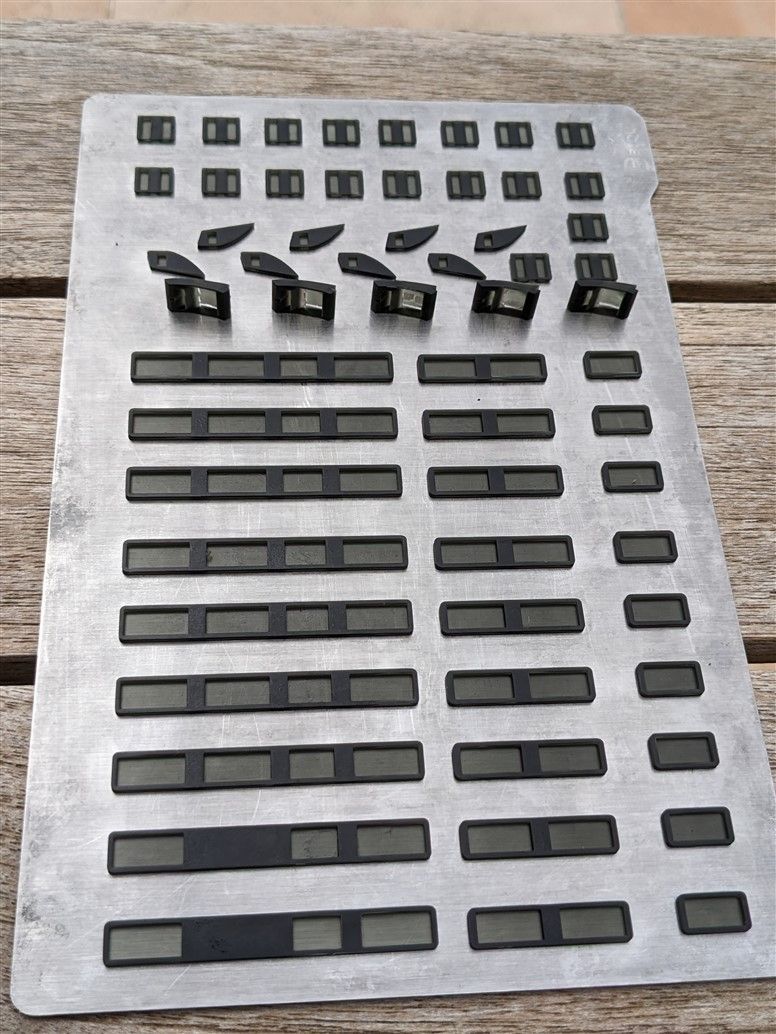
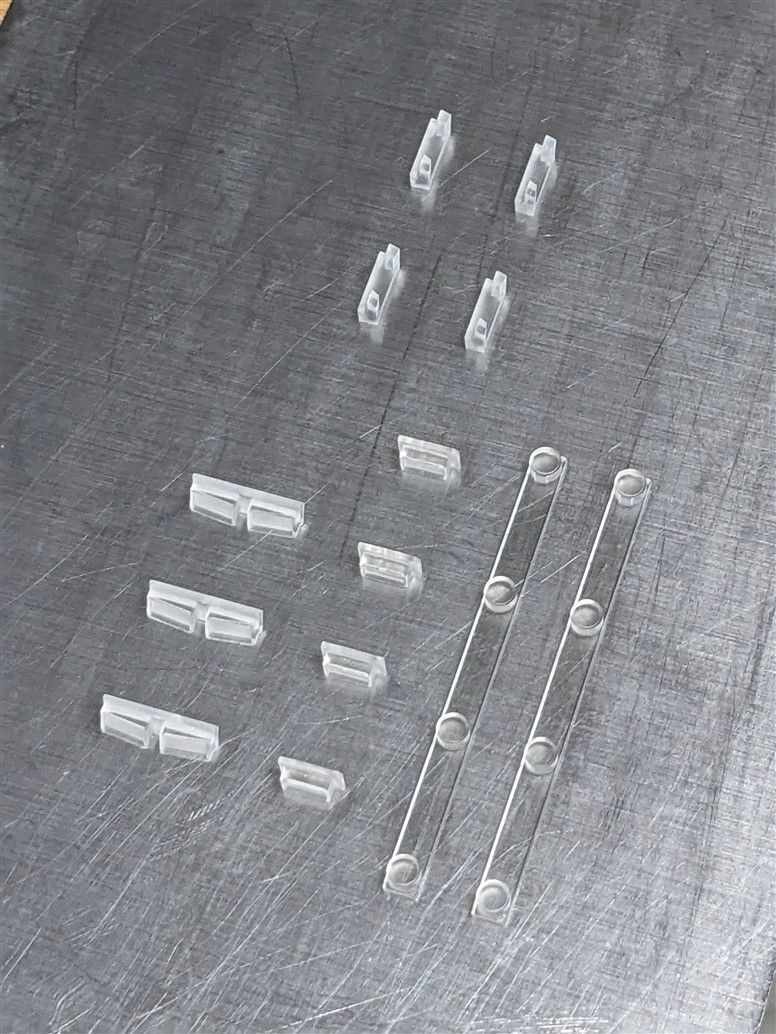
Pied d’éléphant et adhérence sur le plateau Limite des impressions concernées par mes essais : l’épaisseur des pièces ( fenêtres-3mm-, parebrise-9mm-, châssis-15mm-, …) est faible. Par contre, la précision dimensionnelle est un élément important car ces pièces se logent dans d’autres pièces avec une tolérance de 0,25mm. Transparentes, translucides ou de faibles épaisseurs, des supports d’impression sont non envisageables. Elles doivent être imprimées directement sur le plateau Or l’impression sur plateau demande de résoudre la quadrature du cercle : une insolation suffisante pour éviter le décrochage du plateau ET une insolation faible pour éviter le pied d’éléphant en permettant aussi un décrochage du plateau sans casse après impression. Jan Mrázek a étudié l’impact du refoulement de la résine excédentaire hors du faible espace entre le FEP et le plateau lorsque celui-ci se rapproche du FEP. Il a mesuré que la pression nécessaire à cette évacuation est importante et provoque un léger retard du plateau par rapport à la position prévue par le moteur. Le plateau continue à descendre un peu – moteur arrêté - alors que l’insolation a déjà débuté. Et c’est là le stuut. Cette pression sur le plateau est la plus importante pour la première couche car la surface de compression est celle de l’entièreté du plateau . Plus celui-ci est grand, plus le problème augmente. Pour cette première couche, il propose d’introduire un délai d'extinction spécifique afin que le plateau ait le temps de refouler complètement la résine excédentaire et de se mettre correctement en place. Ni lychee, ni Chitubox ne le permettent. Son étude complète (click droit pour traduction en français pour ceux qui utilisent Chrome) est à lire : https://blog.honzamrazek.cz/2022/01/prints-not-sticking-to-the-build-plate-layer-separation-rough-surface-on-a-resin-printer-resin-viscosity-the-common-denominator/ En liaison avec le concepteur de UVTOOLS, il a conçu une manière simple d’appliquer sa solution. Cerise sur le gâteau, UVtools est accessible dans LYCHEE slicer via les préférences du trancheur. Téléchargez le https://github.com/sn4k3/UVtools/releases et installez le dans le répertoire (à créer) c : / Program Files (x86) / UVTools Comment faire en pratique ? Prérequis : utiliser UVTOOLS minimum en V3 et un micrologiciel d’imprimante CTB en V4 ( cnf params de l’imprimante). 1/ Dans les paramètres résine de lychee : On coupe la compensation en mettant tout à zéro. On ajuste les paramètres des couches Burn In : régler l’insolation selon la plage suggérée de 1 à 3 fois la durée normale. J’utilise 2 fois la durée normale. J’ai fixé le lift à 5mm. J’ai aussi diminué fortement les vitesses in/out. Bref, j’ai misé sur un maximum de paramètres permettant de laisser le temps au plateau de se placer correctement. N’oublions pas que ces paramètres ne jouent que sur un nombre très réduit de couches que j’ai réduites à 2 / 4 en burn-in. L’impact temps est dès lors négligeable. Voici mes paramètres pour ma Saturn mise en CTB v4 2/ On tranche normalement. 3/ On traite le fichier .CTB dans UVtools en suivant la procédure bien expliquée dans le tuto en image https://blog.honzamrazek.cz/2022/07/step-by-step-guide-on-perfect-bed-adhesion-and-elephant-foot-removal-in-uvtools-3/ Deux précisions sur ce tuto : a/ j’ai désactivé le traitement de 4 des 6 proposés par UVTools pour ne conserver que les deux concernés par ce problème. b/ enregistrer (bouton save) les modifs des paramètres encodés selon tuto pour ne plus avoir à les réencoder par la suite. 4/ C’est ce fichier .CTB ainsi traité que vous enregistrez et imprimerez. Le résultat est impressionnant : plus de décollement du plateau et plus de pied d’éléphant. Ex : résine water washable Elegoo noire De plus, la faible durée d’impression en burn-in permet d’obtenir des impressions sur plateau vraiment transparente. Ex : avec la résine water washable Anycubic clear et les mêmes paramètres que ci-dessus : Voili, voilou, j’espère avoir pu aider .Et surtout, grand merci à Jan Mrázek


 4 points
4 points -
Salut, J'ai fait un test avec Marlin V2.1.2.1 en modifiant ces fichiers: fichiers modifiés.zip Marlin\src\lcd\marlinui.cpp Marlin\src\lcd\dogm\status_screen_DOGM.cpp Les parties changées sont précédées du commentaire // modif PV Concernant les options dans le fichier configuration_adv.h, seule la constante SHOW_PROGRESS_PERCENT est à déclarer puisque je force l'affichage dans ce "mode". Est-ce que le résultat correspond à ce que tu attendais?2 points
-
Accroche masque COVID en 4 couleurs (Filament Ice)
 2 points
2 points -

From the album: Impressions de vap38
1 point -
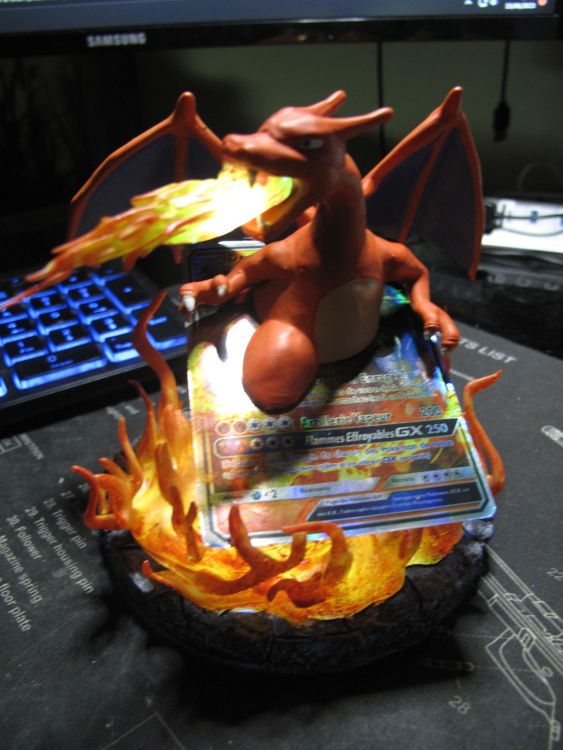
Pokemon fini





 1 point
1 point -
Je partage le lien vers les free scan des sculptures des oeuvres historiques. Ici le lien direct vers Apollon & Daphne de Gian Lorenzo Bernini Ainsi que le fichier .LYS (lychee) avec mes supports Ainsi que le fichier .CTB avec suppression des iles via UVtools pour Saturn8K (mais reparamétrable dans UVTools, temps, vitesses...)1 point
-
Salut, @vap38 Super pour le lien, je vais essayer, la carte fonctionne aussi via un câble RJ45 ? . a+ charles1 point
-
Salut, Il est d'usage de passer par les présentations avant de poster pour la première fois . Par ailleurs indique dans ton profil les marques et types de tes imprimantes ça simplifiera les choses pour ceux qui t'aideront. Ton problème est lié à ton trancheur et les paramètres que tu utilises. J'imagine quand même que tu n'utilises pas les gcodes que tu utilises sur la sidewinder ? Vérifie que ton imprimante est correctement déclarée dans Prusa Slicer et ensuite fais des tests. Sur les photos jointes le lapin et le bateau ont l'air corrects (fournis avec la machine ?)1 point
-
Salut @tevenac et bienvenue sur le forum, Je te propose d'appliquer la technique de la terre brûlée . Elle consiste à charger un firmware dont on aura les sources afin de faciliter le diagnostic. J'ai donc préparé un firmware à partir des dernières sources stables de Marlin où la fonction détection de filament est inactive : firmwareV1.hex Pour le charger à partir d'un ordinateur relié à l'imprimante via un câble USB, il faudra: installer le driver USB CH341G utiliser un logiciel pour le transfert: Cura (menu préférences->Configurer Cura->Imprimantes bouton Mise à jour du firmware) Xloader XLoader.zip(pour le paramétrage, tu choisis le port trouvé dans le gestionnaire de périphériques, l'appareil: Mega(ATMEGA2560)) le logiciel avrdudess (lien de téléchargement ) ATTENTION: j'ai activé l'initialisation automatique de l'eeprom. Cela signifie qu'il faut noter les valeurs des paramètres spécifiques à ton imprimante (pas/mm des moteurs, PIDs, ...) pour les mettre à jour après le flashage. Remarque: j'ai activé le babystep: en double-cliquant sur le bouton rotatif de l'écran lors de l'impression de la couche initiale, tu pourras régler la hauteur de la buse pour écraser plus ou moins la couche (voir cette vidéo pour mieux comprendre le principe)1 point
-
Venu à pieds par la Chine (Aliexpress)1 point
-
Bien joué ! Alors bonnes impressions et bonne continuation.1 point
-
Non Le détecteur de fin / d'absence de filament est connecté sur la carte contrôleur. Je ne l'utilise pas / plus car : - étant passé en mode direct-drive, la procédure donnée par Creality est d'y mettre un morceau de filament qui y reste ad vitam æternam, - ma CR10 V2 fonctionne avec Klipper Sinon au vu de la description de @tevenac, je soupçonne comme toi un mauvais fonctionnement de ce capteur (câble, prise, interrupteur à l'intérieur, …).1 point
-
Ah d'accord je savais pas pour ça ! Je fais le test et je te tiens au courant. Merci ! @PPAC Bon eh bien j'ai le plaisir de t'annoncer que c'est un franc succès ! J'ai suivi un tuto pour faire l'autotune du bed et ça y est, il monte à 60! Et du coup t'avais bien raison pour l'histoire du chauffage pleine puissance puis du passage en chauffage pid pour les 10 degrés restants, c'était certainement ça le problème. Merci pour ton aide en tout cas ça a refait ma journée !1 point
-
ils sont enterrés vivants? Ou alors tu as été élevé dans les Carpates1 point
-
Cool, en tuant mon alim est délivre encore plus que quand elle est en vie! Euh! comment dire . . . je pense que mes anciens profs encore en vie viennent de se retourner dans leur tombe. A te lire j'imagine que j'ai fait la journée de pas mal de lecteurs, moi le premier . . . Ah cool celle-la, elle semble plus grosse, mais bon rien d'ingérable. merci beaucoup.1 point
-
Bonsoir, j'ai posté un petit tuto pour expliquer comment utiliser l'astuce de Jan Mrázek il se trouve dan la section "tutoriels", même titre que ci-dessus.1 point
-
Merci, je mets ici le lien vers le tuto en question.1 point
-

From the album: Print-In-Place
Imprimante 3D I3RS32 MakerFr - Filament SOVB3D PLA Jaune - Print-In-Place - Helicopter : https://www.printables.com/fr/model/260029-print-in-place-helicopter1 point -
Salut @Aki Ton plateau est mal réglé: il est plus haut sur la gauche de la photo. Il faut que tu reprennes le réglage dans les 4 coins en agissant sur les molettes et une feuille de papier. Par ailleurs il semble que ta première couche soit trop écrasée, il faudrait légèrement remonter ta buse. Avec la feuille de papier, il faut qu'elle accroche un peu mais pas trop. Le nettoyage du plateau comme le suggère @Nobody, même s'il n'est pas de nature à régler ton problème reste important pour une bonne adhérence. Pour contrôler le bon réglage de ton plateau tu peux imprimer un test de ce genre que tu trouveras sur Thingiverse: https://www.thingiverse.com/thing:5437379 Edit: pense à mettre la marque et le type de ton imprimante dans ton profil1 point
-
Salut Alors ce matin en fait j'ai trouvé trop content, suite au message Gerardm j'ai un peu flipper car je n'ai jamais fait de update et je suis novice dans l'imprimante 3d. Du coup j'ai fouillé , retourné recalibré, extrudeur et xyz, bref hier soir toujours pareil, et !!!!!!!!!!! j'ai réalisé que j'utilisé toujours la même pièce pour tester et avec Cura toujours réglé de la même façon. Première étape j'ai changé de pièce et rebelote des le début aucun accrochage sur le bed et puis ensuite je suis allé chercher un de mes profil Cura de base que j'avais fait au début de l'utilisation de Cura et la..... ben ma pièce est sortie nickel comme avant , OUF. En fait j'avais du toucher un réglage dans Cura qui faisait que rien n'adhérer sur mon plateau , alors lequel j'ai touché pour faire ca ?? En tous cas ca réimprime super bien. Du coup entre temps j'ai racheté deux miroir de 4mm , ca me servira toujours. Des buses de 0.4 car oui j'ai pensé au buses, de même ! Merci à vous pour votre aide et à plus tard Rv1 point
-
La question que je me pose, c'est comment le particulier peut vouloir la même machine plus chère que sur le site officiel ? Outre le curieux qui rentre lui même dans le magasin et part en laissant un chèque de 2000€. Cela dit l'intérieur de l'endroit est vraiment sympa1 point
-
Tu peux voir pour y coller une antenne externe ça aide grandement généralement1 point
-
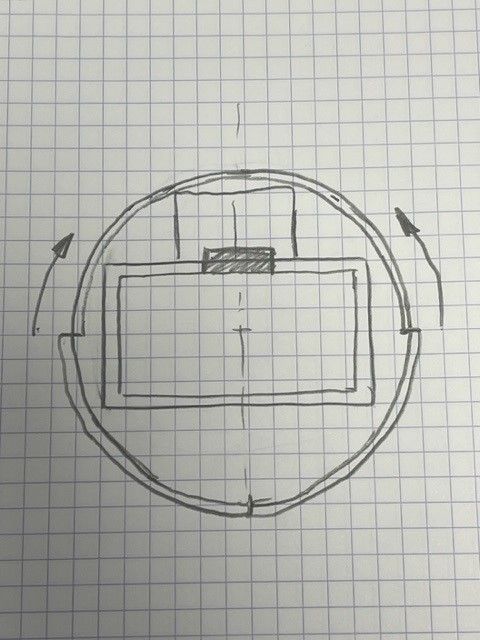
C'est sympa de m'avoir répondu @isidon et cela est plus clair pour les personnes intéressées par cette machine (me semble-t-il). Concernant le poids, 15 kg cela n'a rien d’exceptionnel et comme peu de personnes vont l'emmener en vacances ou en week-end, on devrait l'oublier facilement. Concernant le capot, il n'y a pas vraiment de bonne solution: soit il est basculant vers le haut et il faut une hauteur importante dans un meuble, soit les portes sont sur charnières latérales et on double la largeur de la bécane (sur ma Phrozen Méga j'avais 1 mètre de large avant de faire un capot basculant vers le haut avec 1100 mm) Concernant l'aspect, j'ai depuis plusieurs années la Prusa SL1 à laquelle cette nouvelle bécane ressemble fortement, donc c'est peut-être pour cela que je suis blasé de cette façade (malgré ses bons états de service). Si je devait faire un capot, je le ferais avec deux portes sur un chemin de rail circulaire. C'est la solution la moins encombrante.
 1 point
1 point -

From the album: Print-In-Place
Imprimante 3D Voron V01 - Filament 3DFIL PLA GriS Clair - Filament 3DFIL PLA Rouge - Print-In-Place - Tank : https://www.printables.com/fr/model/401897-tank-toy-print-in-place1 point -
salut @Vizion3D, j'ai un un Pop2 (j'en parle là, pour le prix ca fait le job mais une configuration un peu musclée améliore bien la fluidité, la quantité de mémoire aide beaucoup aussi 32 Go aide beaucoup. Une limitation quand même le scan en lumière extérieure mais c'est le cas de tout les modèles à lumières structurée.1 point
-
Un nouveau scanner que je trouve très intéressant car il a une approche différente, une sorte de bras de mesure tri dimensionnelle ! pas besoin d'informatique puissante car il ne scanne que les points qui vous sont nécessaires donc il ne travaille sur un nuage de points. Le créateur bien de lancer une campagne Kickstarter https://www.kickstarter.com/projects/ceconstructor/ceconstructor?ref=discovery&term=cepha Les fabricants minimisent très souvent la puissance informatique nécessaire pour exploiter pleinement leur scanner et contrairement à ce que l'on pourrait penser naturellement, ça n'impacte pas uniquement la vitesse des calculs de rendu où la fluidité du scan, l'impact est beaucoup plus important. En fait le logiciel faute de puissance n'arrivera pas à traiter l'ensemble des points scanné et cela est aléatoire sauf que certains points sont essentiels pour reconstruire l'architecture de l'objet. Pour avoir récemment connecter un bête Revo Pop 2 sur une grosse configuration (I9 13 eme génération, 128 Go Ram DDR5, carte graphique Nvidia 4090 avec 24 Go Ram DDR6, SSD Pcie 5.0), j'ai pu encore le constater et obtenir des scans bien plus précis et complets. une petite vidéo qui permet mieux de comprendre l'approche qu'en pensez-vous ? Pour ma part je soutient le projet.1 point
-

From the album: Print-In-Place
Imprimante 3D I3RS32 MakerFr - Filament SOVB3D PLA Jaune - Print-In-Place - Dump Truck : https://www.printables.com/fr/model/336502-print-in-place-dump-truck1 point -

From the album: Print-In-Place
Imprimante 3D I3RS32 MakerFr - Filament SOVB3D PLA Jaune - Print-In-Place - Excavator : https://www.printables.com/fr/model/253208-print-in-place-excavator1 point -

From the album: Print-In-Place
Imprimante 3D I3RS32 MakerFr - Filament SOVB3D PLA Violet - Print-In-Place - Garbage Truck : https://www.printables.com/fr/model/384417-functional-print-in-place-garbage-truck1 point -
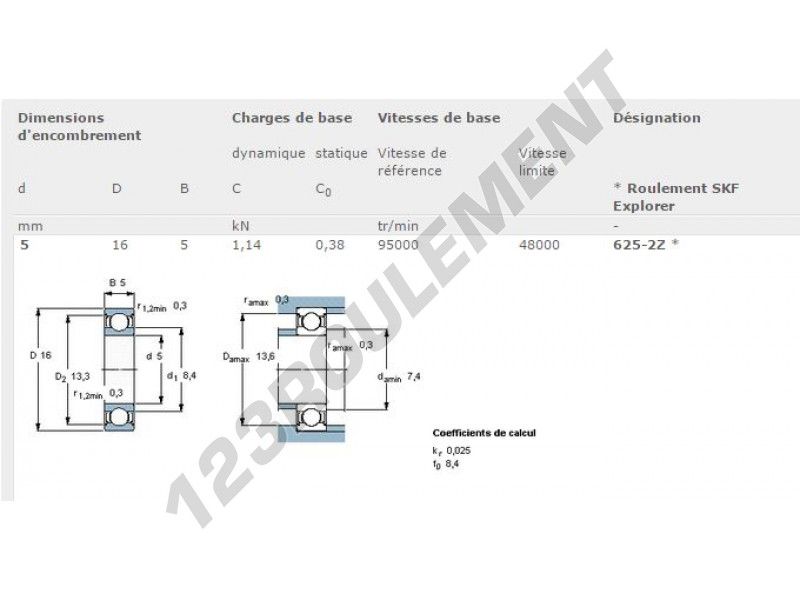
Merci, j'ai retrouvé sur Aliexpress. ils ne sont pas très nombreux à en vendre. Ici ou là Quel c.n, j'enrage, je viens de faire une commande chez BigTree, ils en vendent ! Sinon pour ceux qui ne veulent pas bricoler et s'offrir du haut de gamme il y a Ces galets. C'est de marque BROZZL, les roulements sont des NZSB. Je suis client chez eux, ce sont des gens très sérieux. Mais il vous faudra un traducteur, c'est en Allemagne. Juste pour info, un document sur le roulement SKF chez 123roulement. Attention Attention, ne jamais acheter des roulements référencés C3, explications 123roulement. "C3, C4 Signifie "jeu interne augmenté". Souvent appelé haute vitesse, cela signifie que le roulement est prévu pour des vitesses de rotations élevées, et températures modérément élevées. ATTENTION, un roulement à jeu interne augmenté n’aura pas un fonctionnement optimal à vitesse faible."
 1 point
1 point -
1 point
-
Dernière Production en Date MaKeT.fr1 point
-
-

From the album: Impressions par trotro
CNC OMM_Plus Europe Fraise : Droite 2mm Bois : Contreplaqué 5mm Unimog 406 simplified : https://www.thingiverse.com/thing:23897741 point -

From the album: Impressions par trotro
Imprimante MakerFr - I3RS32 PiggyBank - https://www.thingiverse.com/thing:34903241 point

























.jpg.c3636b43228e56783d39c7d2f04383a9.jpg)
.jpg.5da9f3bed8890aae339dfb661662a81a.jpg)
.jpg.2596db3ea4fd7684156699bd882ecc63.jpg)
.jpg.7f22de7c2284abf021d24801da2a0c17.jpg)
.jpg.63fe0e2fab93837b5aa40d8b3361cd8e.jpg)








