Classement



Contenu populaire
Contenu avec la plus haute réputation dans 24/08/2023 Dans tous les contenus
-
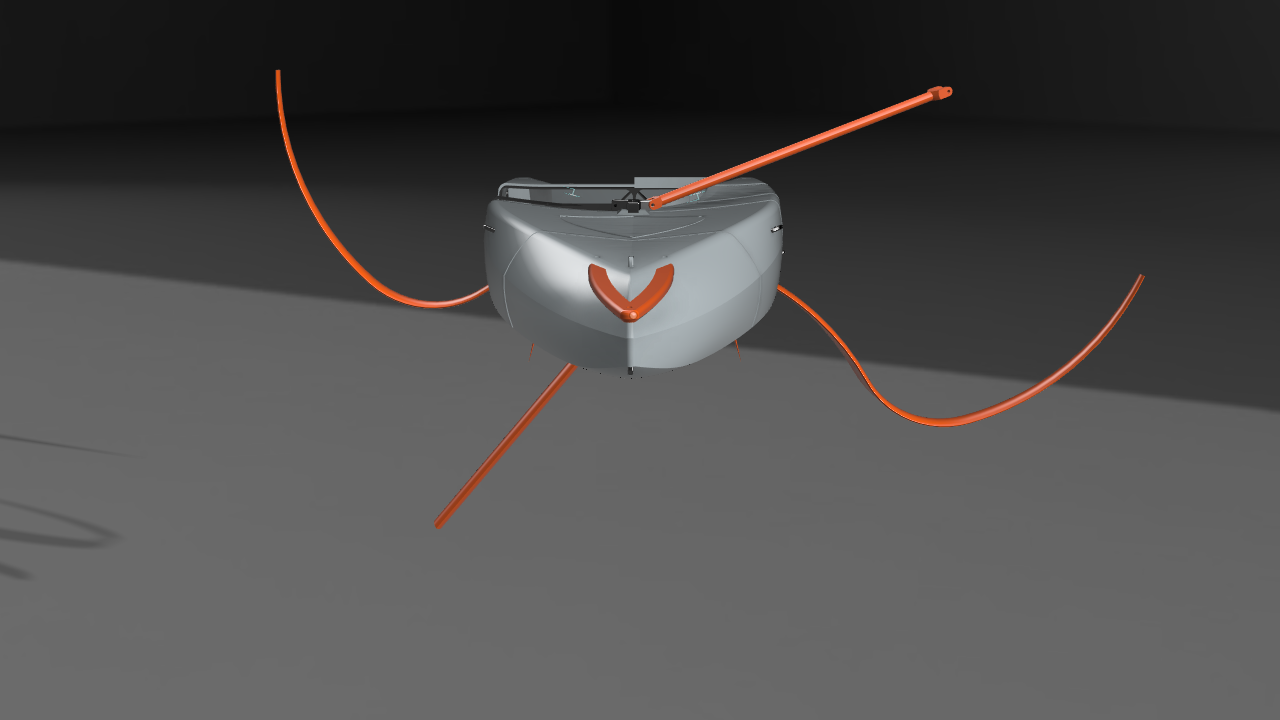
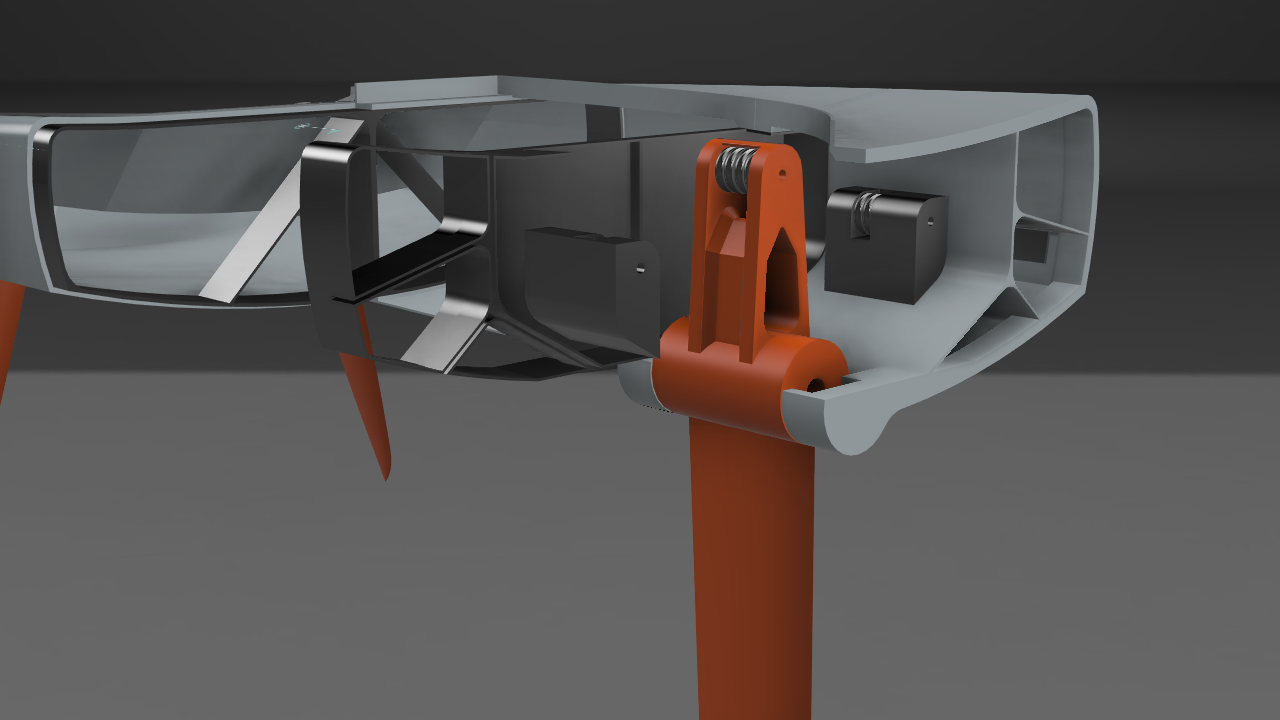
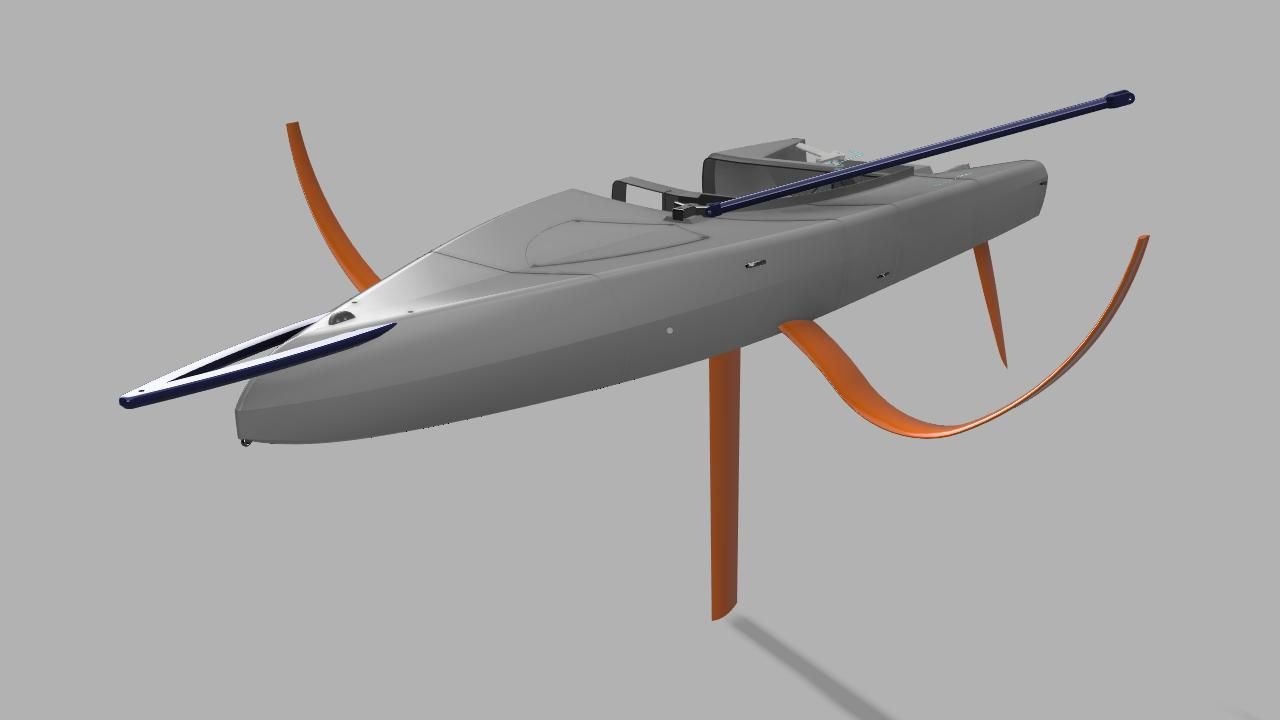
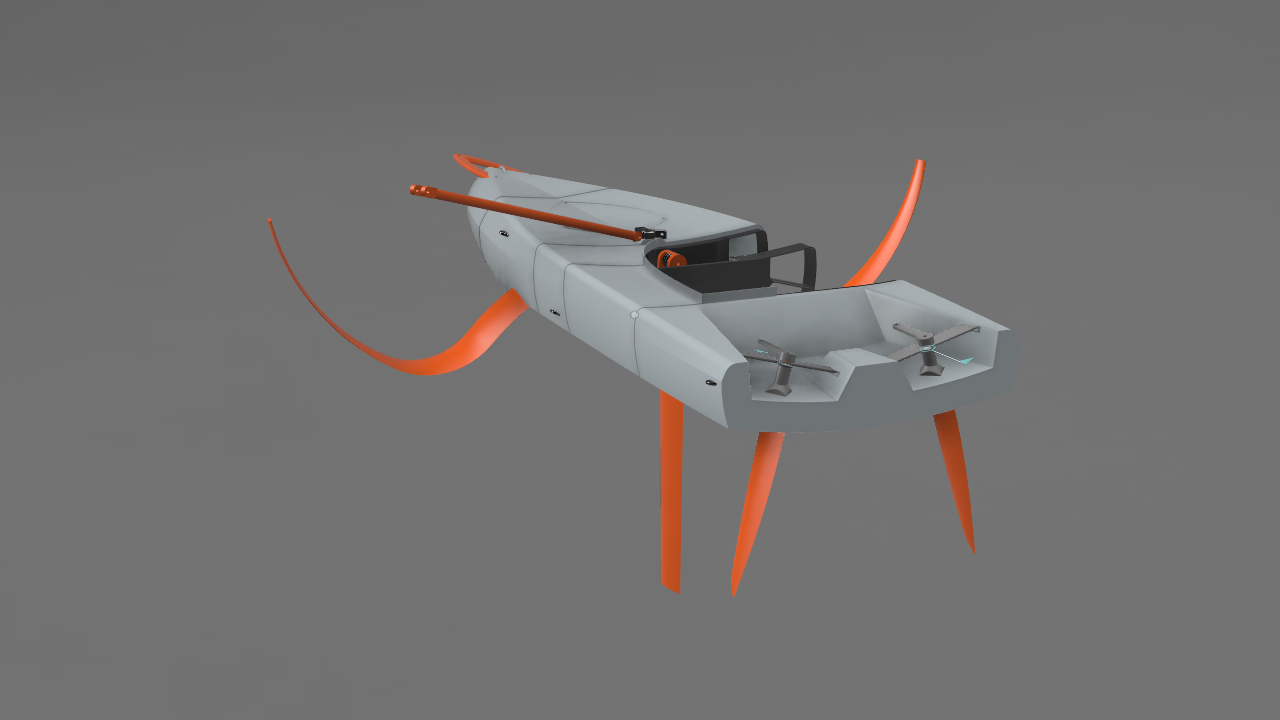
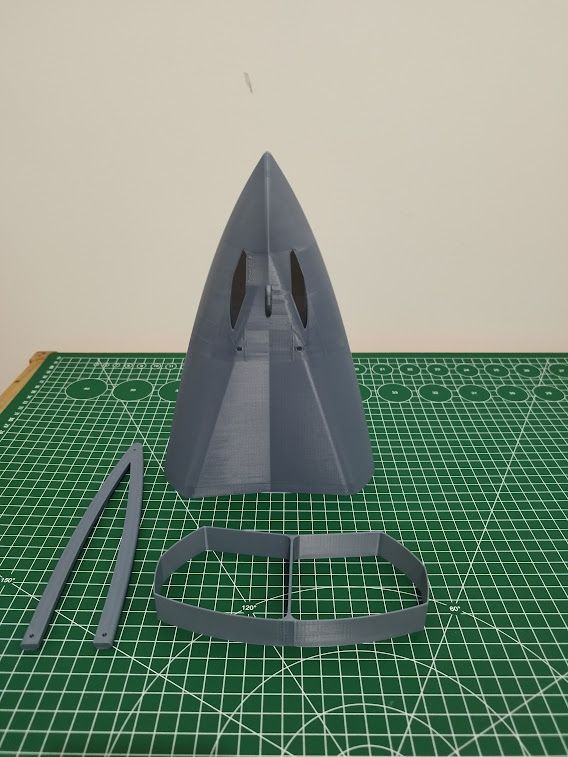
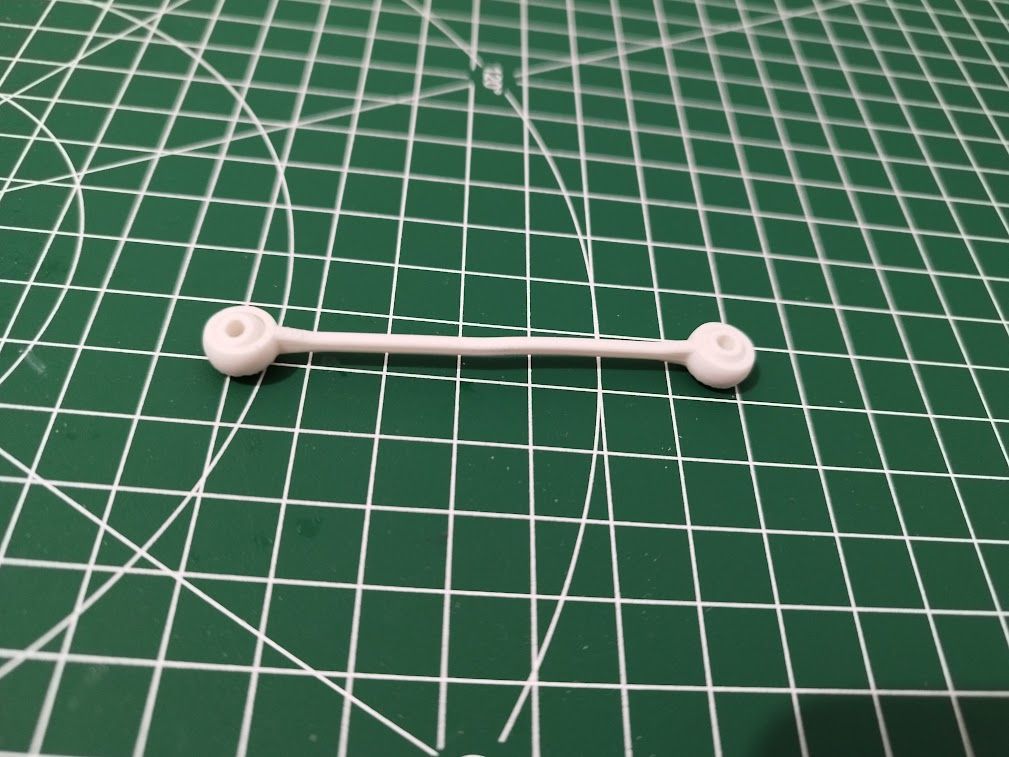
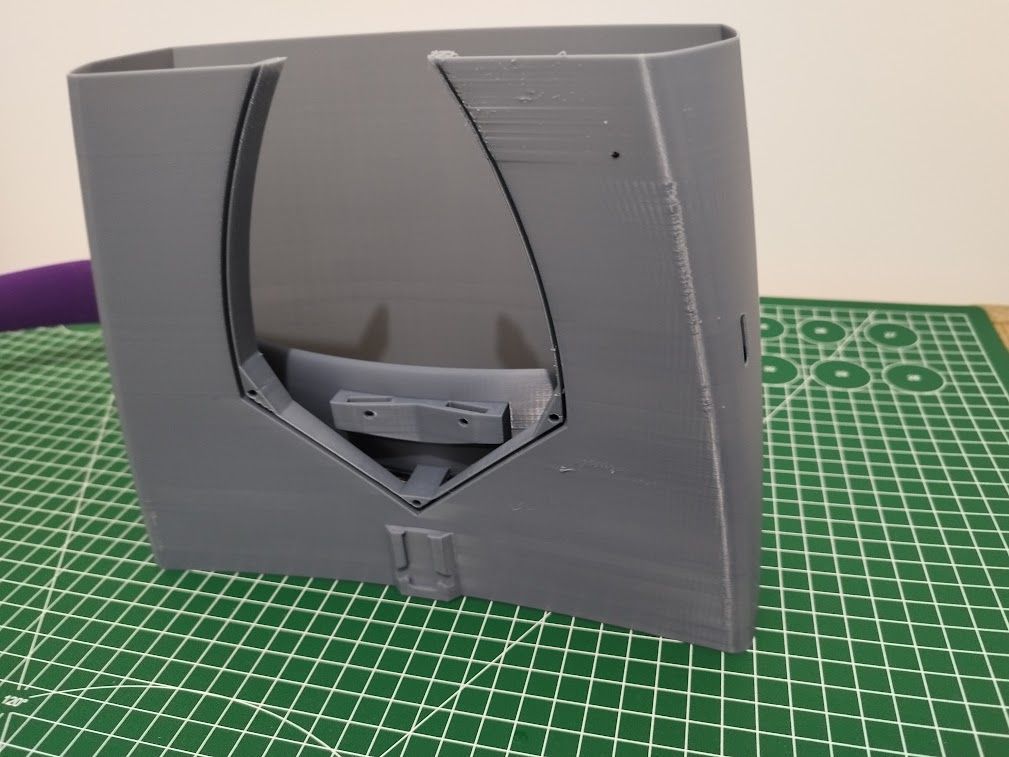
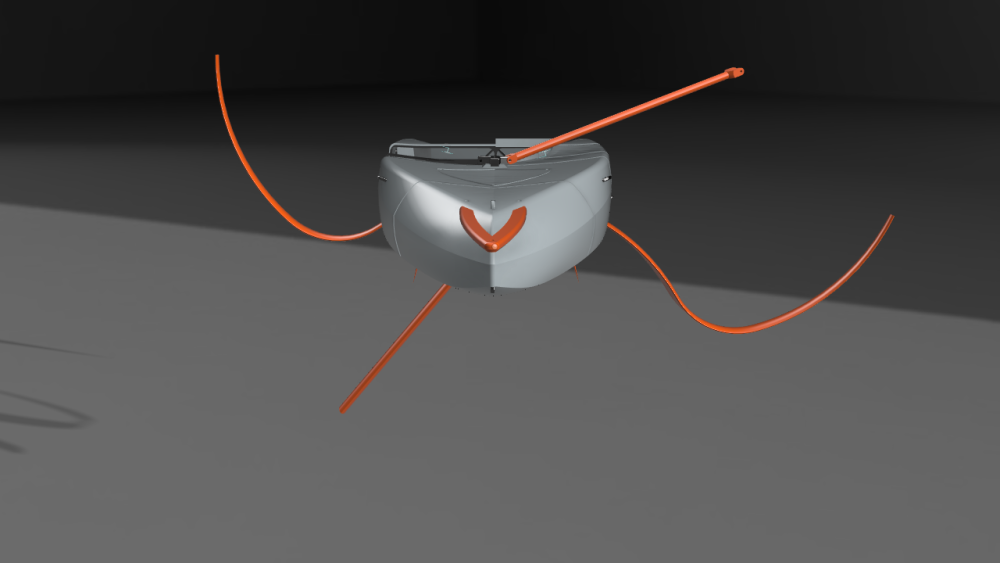
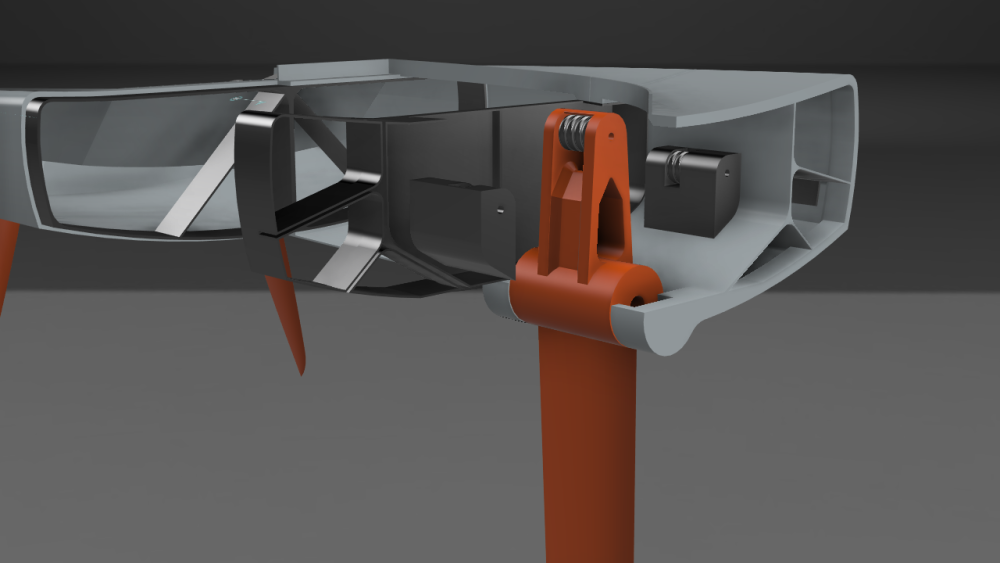
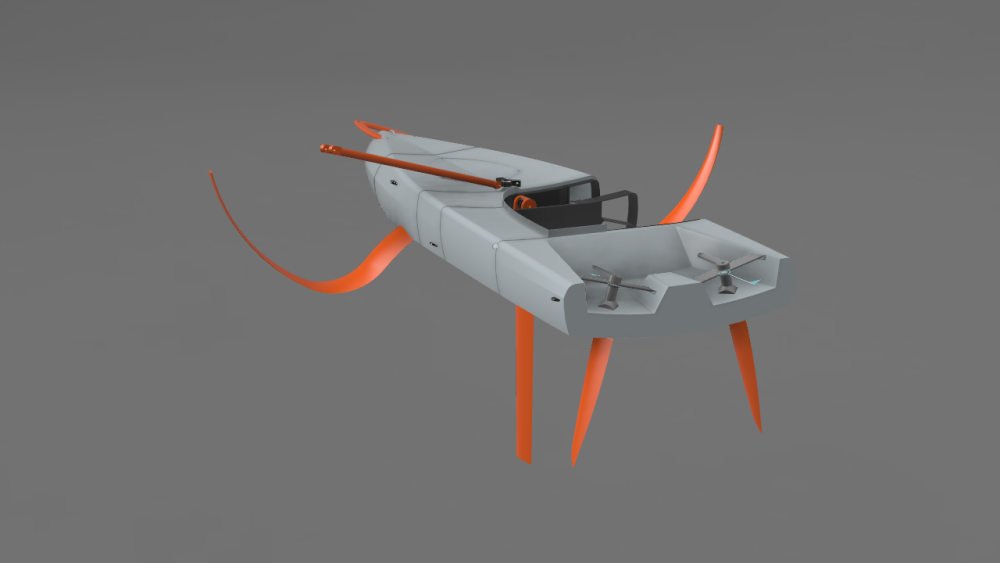
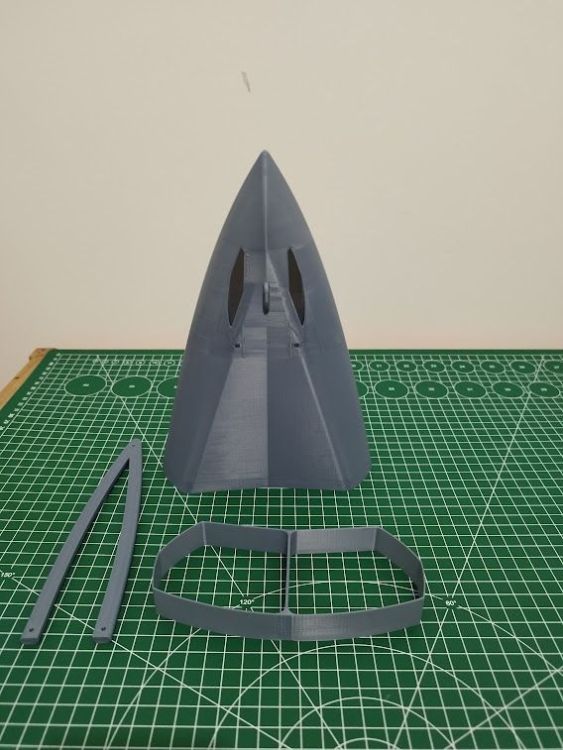
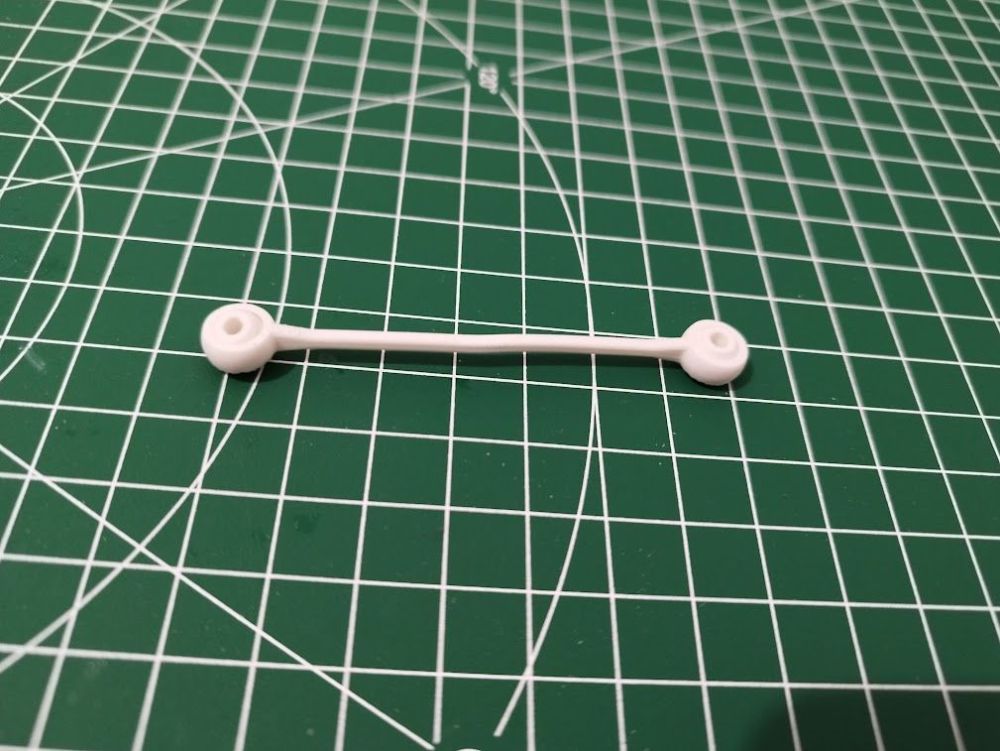
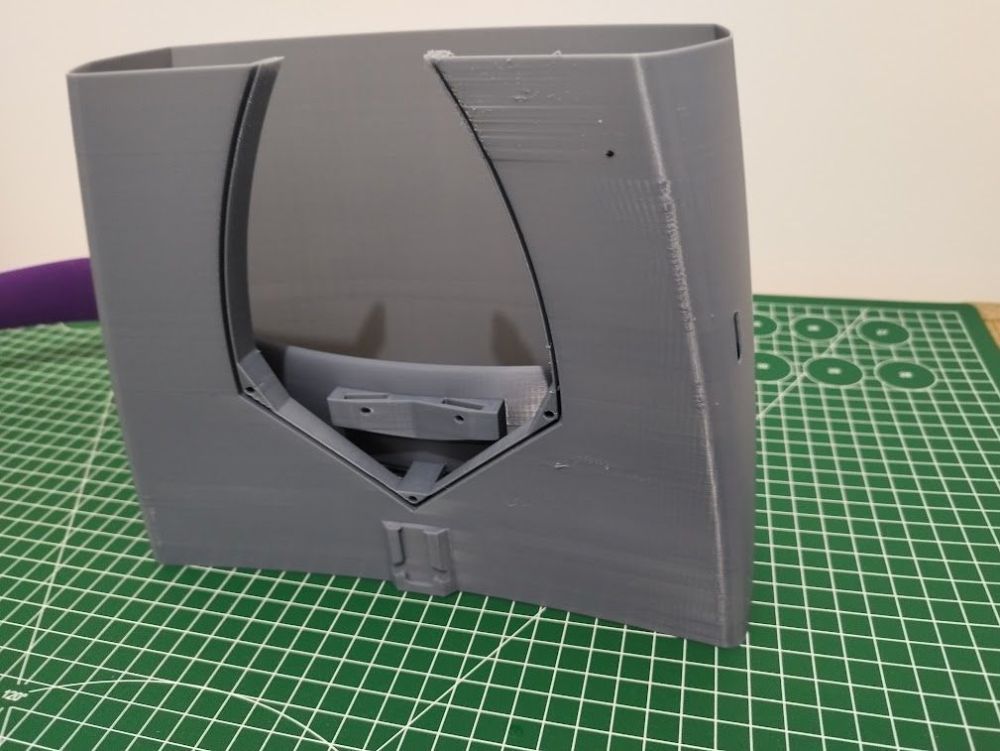
salut je lance ce sujet pour suivre l'avancé de mon IMOCA conçu pour être imprimé en 3D avec le moins de support et de poste traitement possible. pour l'inspiration de la forme et des dimentions, je me suis basé sur l'IMOCA BIOTHERM, les forme général et les proportions y sont a peu près. je le conçois aussi pour être quasi 100% imprimable, a part le plomb du bulbe, un peu de visserie M3, quelques roulements standards et l’électronique. mon but est de cherché les limites de cette technologie sur les voiliers RC. ce premier bateau m’amènera ensuite sur des voiliers plus grand et surement sur des multicoques a foils capable de volé au dessus de l'eau Il aura comme fonction RC, un servo pour la directions, un servo treuil pour le réglage des deux voiles en simultané, un autre servo treuil pour l'inclinaison de la quille pendulaire, un servo classique pour la sortie des foils pour les matériaux: la coque est imprimé en PETG car il offre une meilleur liason en Z et est donc plus étanche et plus solide en cas de déformation, le PLA avait tendance a avoir les couches qui se décolle si il y a un choque sur les sections que j'ai déjà imprimé les appendices (voile de quille/safran/foils) sont en PLA+ Esun, il offre une meilleur rigidité que le PETG. le mat de 1m15, pour le moment j'ai fait un essai avec le PLA Aero de bambulab, c'est un PLA LW, je veux essayé de le faire tenir sans tige en carbone a l’intérieur avec un plan de gréement autoporteur, comme sur les catamaran taille réel, mais j'y crois moyen le PLA Aero sera aussi utilisé pour les capots/roof pour gagner du poids pour le moment la conception sur ordinateur doit représenté environ 80h de dessin (principalement le soir après avoir couché le petit!), j'en suis a la V2, la V1 avait à peu près les mêmes lignes mais avait pas mal de défaut, il était donc plus simple de recommencer de la forme de base pour un V2 plus complet sans les erreurs de la première version voici ou j'en suis pour le moment, le dessin est fini a 90%, on ne le vois pas bien sur les images, mais il y a un très gros boulot a l’intérieur de la coque sur les assemblages des différents pièces, les cloisons et renforts interne qui sont déjà intégré etc... j'ai déjà imprimé: un foil et une première version de la quille pour faire des teste de rigidité et de portance depuis un hors bord (j'en ai profité pour sortir la famille ) résultat des testes, pousser non négligeable des 1.5 nœud de vitesse, et résistance sans faille, incassable, même a 15 nœuds avec le hors bord une étrave mais qui sera réimprimé pour amélioré le fixation du bout dehors (cette version aurait laissé passer de l'eau par la fixation) un barre de liaison avec les billes des rotules imprimé en même temps que les chapes, je n'y croyais pas quand je l'ai dessiné et lancé l'impression, mais c'est plus que concluant! j'ai a peine plus de jeu que sur des rotules de voiture rc et la résistance est largement suffisante pour le système de barre, on pourrai même aller a faire des barres de liaisons pour des bateaux bien plus gros en adaptant les dimensions, ou de la voiture RC. la section de la coque qui intègre l’épontille et le puits de foil, mais c'est un échec, je doit faire quelques ajustement pour que l'impression sorte bien, la coque est trop souple et la buse fait bouger les cloisons, ce qui entraine un début de spaghetti. j'utilise le PETG standard de chez Bambulab, avec les profils Bambulab, mais je pense que les vitesse d'impression sont trop élevé, si quelqu'un a l’habitude d'utilisé ce petg avec la X1c et a des conseils je suis preneur! il me reste a modélisé: -le bulbe, j’hésite entre imprimer un bulbe creux démontable que je remplirais de grenaille, ou un bulbe que j'utiliserais ensuit pour faire un moule en plâtre pour couler du plomb, la première solution serai plus simple à mettre en œuvre et sera surement plus judicieuse pour faire les essais de leste mais sera moins hydrodynamique car sera plus volumineux a poids égale qu'un bulbe en plomb coulé -le gréement, j'ai bien modélisé un mat que j'ai imprimé mais la je pense que je vais devoir intégré un tube en carbone dans les profiles, je vais quand meme finir de grée ce mat que -j'ai imprimé avec un système de barre de flèche qui pourrai peu être marché :roll: l’intégration de l’électronique, mais ça, ça attendra le dernier moment car un ami prof en électrotechnique veux que je lui passe le fichier 3D pour que ses élèves fasse l’intégration électro de leur coté -le Roof qui doit servir de capot, j'avais bien modélisé un roof sur ma v1, mais il n'irai pas sur la v2 qui a une ouverture modifié. - les voiles, une GV à corne et une voile d'avant bômée qui sera prise sur le bout dehors pour avancé le centre vélique au maximum. elles seront contrôlées par le même treuil, par contre a ce niveau la je ne sais pas encore comment les fabriquées, je n'ai jamais fait de voile de bateau RC. j'ai bien pensé a les imprimés mais je ne suis pas sur que ce soit viable :lol: (ceci dit j'ai déjà pensé a une aile rigide comme celle des AC72, mais ca sera pour un futur projet que j'ai deja en tête )


 7 points
7 points -
Pour compléter cette énumération, il faut ajouter: Les PA: il en existe de nombreuses sous-familles issues de matières premières totalement différentes (PA6 - PA6.6 - PA11 - PA12 pour les plus connues, puis après des compounds entre ces sous-familles. L’ensemble de ces différents types pouvant être chargées avec des billes de verre, des fibres de verre, des fibres de carbone. Pour toutes ces matières il faut prévoir une dessiccation entre huit et douze heures (voir la fiche du produit) sinon vous allez droit dans les difficultés. Il faut une imprimante fermée pour obtenir une température interne d’au moins 50°C. mes différentes expériences: PA6 et 6.6 non chargés sont pire que l’ABS pour leur tenue sur le support pour plusieurs raisons; le retrait est élevé et souvent ces matières sont utilisées pour remplacer des pièces de sécurité et non d’aspect, donc elles sont plus massives ce qui augmente les risques de déformation. il y a des pièces que même en prenant toutes les précautions possibles je n’ai pas réussi à en imprimer une seule correcte. les PA Chargés ont environ un retrait quatre fois moins important que la même matière non chargée, les risques de décollement et déformation sont donc plus faibles. Attention, il faut utiliser une buse de 0,6 mm en acier traitée sur un extrudeur supportant les 300°C et un plateau prévu pour supporter 110°. J’ai imprimé sans souci des séries de pièces massives utilisées pour des présérie industrielles. Au niveau du vieillissement: les PA tiennent aux chocs, à une grande partie des agents chimiques, aux UV en noir et moins bien dans les autres couleurs et aux intempéries extérieures en toutes saisons. A mon avis, si vous imprimez quelques pièces pour vos propres besoins, vous n’aurez pas de souci, mais en cas de sous traitance sur des séries assez importantes votre imprimante risque de ce dégrader prématurément. Si je dois refaire des séries de pièces pour des clients, j’augmenterais significativement le prix pour inclure l’usure de la machine.3 points
-
Excellente idée ! Je me souviens d'un temps où l'on dénigrait l'impression 3D pour sa fragilité mécanique. Mais a cette époque, les filaments n'étaient pas aussi technique, les imprimantes produisaient des pièces dignes de dessins d'enfants, et l'adhésion inter couche était assez mauvaise. Les slicers ont eu également une grande importance dans l'amélioration des qualités structurelles des pièces imprimées. De nos jours, on remplace facilement des pièces plastiques injectées par des pièces imprimées qui sont même parfois plus solides que l'originale. Si en plus on adapte le dessin à l'impression 3D plutôt qu'à l'injection et à l'économie de matière. Concernant mes retours d'expérience : Le PLA : sous contrainte permanente se déforme lentement, mais sans contrainte, je n'ai rien vu qui ait bougé. Cependant hormis quelques déco, embrasses à rideaux ou bout de tringles, je n'ai rien de très mécanique en PLA. Ah si, quelques buses d'aspiration et une poignée de porte extérieure, côté nord et abrité par le volet roulant. C'était un proto que je comptais remplacer par de l'ASA, mais il n'a jamais bougé, donc j'ai laissé. Ca fait 4 ans presque jour pour jour qu'il vit dehors. Par contre dès que c'est exposé au soleil, ça devient vite tout mou. Le PETG : tient très bien, j'en ai utilisé aussi bien pour réparer des serre-joints que pour le numéro de la maison en plein soleil façade sud. J'ai aussi les pieds de mon établi à roulettes qui sont en PETG (interface tube carré / filetage roulette). Ca ne bouge pas, ni la forme ni la couleur. C'est une matière "tout-venant", qui s'adapte un peu à toutes les situations, sans être spécialisée sur une caractéristique. L'ABS : excellente tenu mécanique, même sous contrainte pendant des mois, il conserve son élasticité et revient à sa position initial. Je m'en sers principalement pour tout ce qui est mécanique sous contrainte permanente, des clips ou des pinces. Par contre très sensible aux UVs, jaunit rapidement et devient cassant en extérieur. J'en ai utilisé des kilomètres pour clipser des plinthes. L'ASA : Idem que l'ABS, mais ne jaunit pas et ne devient pas cassant en extérieur. J'ai un crochet pour suspendre une lampe à ma tonnelle de jardin, en deux parties, ABS / ASA, blancs. Même en étant sous la toile, jamais exposé directement au soleil, l'ABS est devenu tout jaune, alors que l'ASA est resté impeccable. J'ai eu quelques cas de délaminage avec le temps, je ne sais pas si c'est la matière ou les paramètres d'impression (pas très regardant lorsque c'est pour l'extérieur). Le TPU : J'en ai un peu partout, tout ce qui est pieds d'échelles, escabeaux, machines diverses, butoirs de porte, mors d'étau etc... Ca ne bouge pas, mais ce n'est pas aussi incassable lorsque vous équipez des fauteuils roulants avec. Même un bête tampon pare-chocs avec 6 périmètres et 40% de remplissage peut se faire délaminer par un fauteuil. Mais c'est un extrême, car la plupart du temps c'est très robuste. Le PC : Matière technique, très rigide et avec une excellente tenue en température. Pas toujours évident à imprimer. Je l'ai utilisé pour un boitier électronique qui dissipe quelques watts et que j'ai placé dans le compartiment moteur de ma voiture. Ca fait deux ans, et a chaque inspection il est en parfait état.3 points
-
Il y a régulièrement des offres pour la M5S, parfois en promo, parfois avec deux litres de résines (à 30€ le litre) parfois avec un wash & cure, c'est assez récurrent. Pas de raison de se précipiter pour les imprimantes résines surtout avec le marché émergent et la concurrence de plus en plus féroce qui s'installe2 points
-
Actuellement sur amazon à 499€ avec un coupon de 100€(soit 399€ avec livraison ad vitam etarnam) : https://www.amazon.fr/ANYCUBIC-Wash-Cure-pour-imprimante/dp/B0CDH3JM96?th=1 (attention ce système présente quelques désavantages, voir le post sur le forum : Voilà les deux systèmes complémentaires prévus par Phrozen : https://fepshop.com/shop/postprocessing/phrozen-cure-mega-s/ https://fepshop.com/shop/postprocessing/phrozen-wash-mega-s/ Et je pense que les autres suivront, des propositions kickstarter émergent aussi. Elegoo & Anycubic vont surement arriver avec une autre imprimante grand modèle j'imagine, déjà pour utiliser le système ACF permettant de gagner du temps, de plus si anycubic sort un wash & cure max à cette période, ça sent la M5 max ou un M3max +, la sortie de ce produit sans proposer de système moderne utilisant ce concept serait une stratégie... bizarre mais en même temps on parle d'Anycubic2 points
-
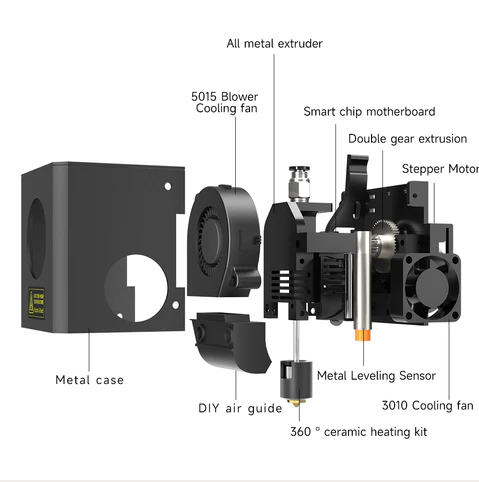
Bonjour à tous, J'ai reçu fin Juillet la 2eme version de la nouvelle imprimante Core XY de chez Kingroon a savoir la KLP1 touchscreen. Cette imprimante ma été envoyé gracieusement par Kingroon depuis leur entrepôt en Allemagne pour Test et Review sur le blog les imprimantes3D, je remercie @Motard Geek et @Julien de m'avoir permit de recevoir cette imprimante pour test. En attendant la fin de mes tests qui prennent plus de temps que prévue et donc la sortie de l'article sur le blog je vais vous partagez en primeur quelques informations. Déjà la livraison rien a y redire l'imprimante est arrivé rapidement et en bon état. Attention le dessin sur les carton correspond a la première version de l'imprimante mais l'on reçoit la nouvelle version qui compte pas mal de modifications. Que dire rapidement en guise de description de cette imprimante, il s'agit d'une imprimante de type Core XY avec surface d'impression de 210x210x210 soit une surface a peine inférieur à la Creality K1, sa structure est entièrement métallique et fermé par des panneaux acryliques, ainsi qu'une porte et une panneau supérieur sur charnière. Les différences entre la V1 et la V2 de la KLP1 : Ajout d'un écran résistif 3.5" MKS PI TS35 avec KlipperScreen, c'est la différence la plus visible. Support de bed revue qui apporte une plus grande rigidité et stabilité, sur la V1 ce point a cause pas mal de soucis pour certaine imprimante d'effet comparable a du Z wooble. Plus de roues de réglage du bed par la même occasion. Les tiges optiques Linéaire du Z sont plus espacésur la V2 pour ajouter plus de stabilité aussi. La tête d'impression a évolué le bloc de chauffe alu a été rempalcer par une système de chauffe en céramique et buse V6 CHT On est passer a une Kingroon Cheetah V2 pour la carte mère mais je ne saurais dire ce qui changer avec la première version de la Carte mère très honnêtement. A noter ici que la tête est équipé d'une carte THR qui intègre le driver 2209 de l'extrudeur et l'ADXL345 que ce soit sur la la V1 et la V2, la communication THR avec cette carte n'est pas de type canbus mais de protocole USB. Les premiers test sa donne quoi : Alors je vais pas trop spoiler l'article qui sortira quand j'aurais pu finir les test, l'imprimante imprime vite ? Oui elle imprime vite j'ai imprimer le benchy en 20min24s et le résultat est très correcte. Sinon j'ai pour le moment fait que quelques tests d'impressions car je rencontre un soucis sur un des 2 moteur du XY qui me pose soucis a plus de 266mm/s, je suis donc en cours d'étude sur ce soucis et j'échange avec le SAV Kingroon sur ce soucis ainsi que les quelques incohérence de la configuration Klipper de l'imprimante. Calibration input shaper & Impression d'un benchy en vitesse standard a 350mm/s et 20k d'accélération Je donnerais plus d'informations au fur et a mesure.


 1 point
1 point -
Hello les gens ! Je viens partager avec vous ma découverte du projet "Apex Maker", une imprimante résine GEANTE, encore plus grande que la mega 8K en kickstarter à un prix tout simplement anormal ! https://apex-maker.com/products/50-apex-maker-deposit-reservation?fbclid=IwAR2DlyyC2CL1cx0jIiTT9POSnYB7YsY776tNxGiq04shqSAXRlSiAahgeFg Pour résumer globalement, nous avons un volume d'impression de : 353x198x400 Soit plus grand que la Mega 8K de Phrozen 330x185x400 (et qui coute plus de 2300€ généralement). Un système d'auto-leveling, un détecteur de fin de résine, une caméra intégrée, un système de purification d'air, un bac de résine chauffante, une vitesse de plateau encore plus violente que la Halot-mage pro qui m'a provoqué un choc cardiaque, système de surveillance intelligent, pompe à résine, du wifi.... Et tout ça pour moins de 1000$ si on adhère au projet... OK ! Qui y crois ? La machine avec tout, la plus grosse et qui coute le prix d'une GK2 ? Si j'avais le moindre espoir que ce truc arrive j'aurai déjà fait un chèque.1 point
-
Un beau projet modélisme que je vais suivre, ça va print vite avec la Bambu1 point
-
Ce sont des winsinn. Ok je vais rechercher sur Amazon avec la référence1 point
-
Concernant les coques de rétroviseurs. Avant, elles étaient en ABS peintes. Problème économique le coût de la mise en peinture est environ le triple du coût de la pièce injectée. C’est pour cela que différentes solutions économiques ont été préférées : soit en ASA, mais de couleur unie noir ou autre, soit en ABS chromable et seulement pour les haut de gammes peint aux couleurs de la voiture. en injection, on peut ajouter des colorants métallisés, mais cela engendre des traces peu esthétiques créées par l’orientation des paillettes dans les lignes de flux matières et on voit nettement la différence entre la peinture de la caisse et l’injection des coques de retros1 point
-
C'est quoi ça, les vacances ? Peut-être que dans le Périgord, les gens préfèrent faire bonne chère plutôt que se lancer dans l'impression 3D qui ne produit que du plastique . Ou alors le prix des carburants a eu raison des quelques velléitaires prêts à se déplacer… Dommage.1 point
-
Tu as oublié de préciser qu'il faut taper un Aroba (@) avant les lettres du nom comme @pommeverte.1 point
-
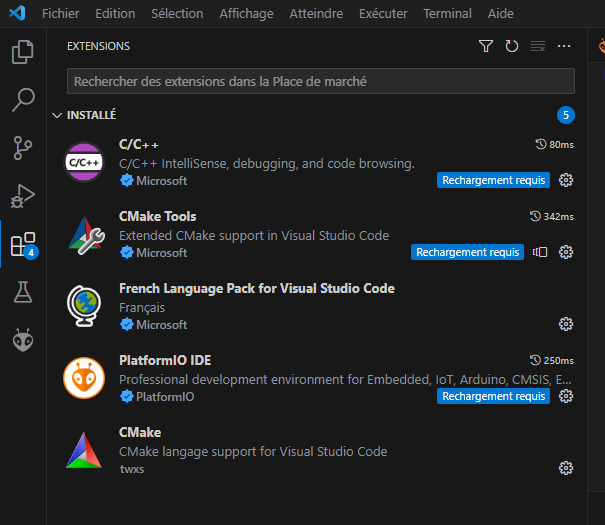
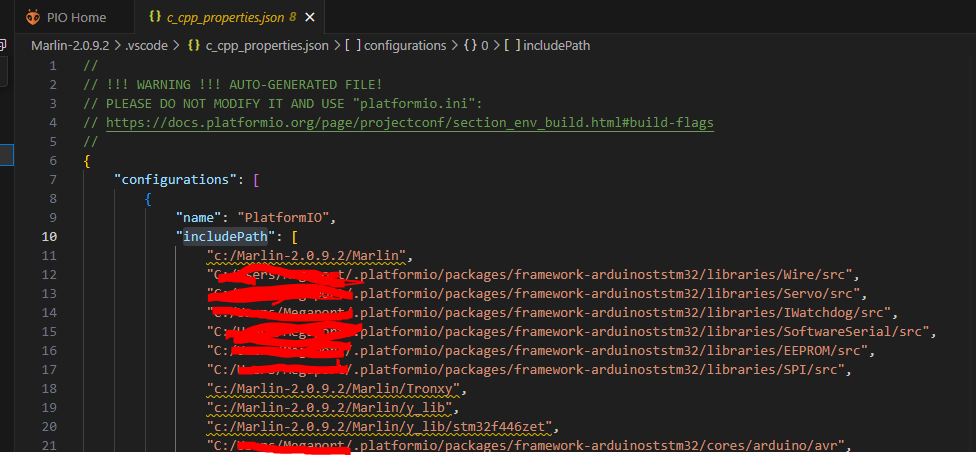
Bonjour @Rebus, Effectivement, bien que j'aimerai avoir ses connaissances, je ne suis pas @pommeverte. Et heureusement qu'il n'a pas les miennes, bref... J'ai un doute. Je crois que j'ai déjà eu ça. Alors les includepath, c'est les chemins ou se trouvent les bibliothèques pour compiler ton firmware. On trouve la liste dans le fichier c_cpp_properties.json. Ce fichier est généré automatiquement, il ne faut pas le modifier. Toutefois, il te permettra de voir si le problème ne vient pas de là. La plupart du temps, j'essaye de mettre sur C:\ le dossier du firmware. Il m'est arrivé aussi qu'il me manquait des bibliothèques, regardes dans tes extensions, ou bien, vécu aussi, le simple fait de fermer puis de rouvrir VisualStudio remettait tout dans le bon sens. N'hésites pas à suivre le "How to Compile" sur la page https://github.com/tronxy3d/F4xx-SIM480x320.
 1 point
1 point -
Salut, Je suis désolé, je ne suis pas @fred5976 , mais ce sujet parle de la compilation des sources que tu utilises. Le sujet ne traite pas l'erreur que tu reçois, mais peut-être qu'un nettoyage (Terminal -> run tasks -> platformio -> platformio:clean) avant la compilation pourra résoudre le problème PS: si tu veux interpeler quelqu'un pour qu'il reçoive une notification, tu commences à taper les 1ères lettres du nom, il te suffira de cliquer sur le bon nom de la liste PS2: lorsque tu cites le nom d'un membre du forum, n'hésite pas à débuter le nom par un @. Quand tu commences à taper les 1ères lettres du nom, il te suffira de cliquer sur le bon nom de la liste1 point
-
Il y a un tuto de MrMagounet très bien fait sur le sujet.1 point
-
Pour le TouchMi ne l'ayant pas cela est difficile pour moi de te dire si côté TF il y a une subtilité ou non; seul mon ami Fred alias @Fourmi pourrais te repondre avec certitude car c'est sont produit (c'est le pap du touchmi), en tout cas côté Marlin il te faut une version supportant le touchMi et non le BLtouch sa c'est sur. Normale par defaut il y a une sécurity de 15°c par rapport a la valeur maxi indiqué. J'ai réaliser une version permettant d'atteindre les 275°c, il y a quelques temps pour un membre install cette version de marlin1 point
-
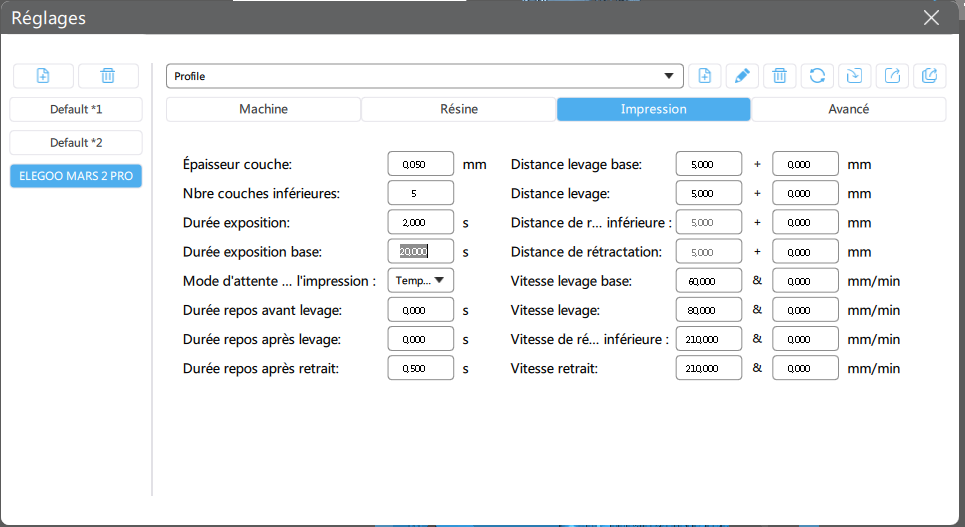
@PPAC Re je revient au news j'ai opter pour upgrade la mars pro vers la 2 pro avec le kit . j'ai tout installer sans probleme et tester deux modele que je joint en photos. je suis passe sur chitubox . avec des parametres de l'elegoo mars 2 pro juste modifier les dimensions . je voulai savoir si c'etait possible de passe sur lycheeslicer mais impossible de modifier les dimensions en version standard.



 1 point
1 point -
Effectivement, c'est pas du ligth1 point
-
Salutation Pour moi, cela serait vraiment étonnant que l’écran soit en cause ( sauf éventuellement si un capteur de fin de filament installé dessus ) Mais donc là, a l’allumage de la machine si tu fait un "pre heat" et une fois a température tu demande par exemple un changement de filament cela fait tourné l'extrudeur ? Ou c'est après plusieurs minute d’impression que cela n'extrude plus ? Température de la buse affiché ? ( une protection dans le firmware qui ignore les instructions d'extrusion si en dessous de 170°C (variable selon le firmware ) ) ? Éventuellement tenter de faire la chauffe et la demande d'extrusion via une connexion en USB avec par exemple Pronterface pour avoir les retour du firmware et éventuelle message d'erreurs1 point
-
Non, c'est juste le début de la fin, la suite c'est ça : Initial Startup | Voron Documentation (vorondesign.com) à suivre scrupuleusement et sans modération1 point
-
Pour l'arriver d'un wash & cure Grand format évoqué par @isidon il y a l'arrive actuelle d'un Wash & Cure Max prevue avec un cuve a 4 ou 5 litre d'alcool, après l'annonce de l'arrive est fait faut attendre d'en apprendre plus et de connaitre le prix qui je le pense sera très probablement supérieur ou égal a 500€1 point
-
Je rejoins @MrMagounet commencer avec une grosse machine est un risque important. Pour te citer mon expérience, les 15 premiers jours en résine pour moi (avec une petite) ont été une catastrophe, film ACF percé, utilisation de résine intensive pour tests et corrections, difficulté à trouver mes marques et à bien utiliser mes outils, après j'suis un bourrin et la patience n'est pas mon fort. De plus je voulais que ma machine tourne tout le temps, donc j'essayais de faire vite entre deux sessions de boulot/dodo ce qui peut expliquer mes premières difficultés. Un mois après je suis passé sur une seconde petite machine, et encore un mois après sur une moyenne. Je te recommande de commencer prudemment avec une petite, voir une moyenne et si tout se passe bien après un laps de temps envisager une grande, ça pourrait même permettre l'arrivée d'un wash & cure adapté pour les grandes entre temps. Voir de machines concurrentes intéressantes. Voici la vidéo de 3DK maker sur sa M3 MAX :1 point
-

From the album: Mes réalisations avec l'imprimante Lotmaxx Shark C10 v2
1 point -
C'est pas joli de se moquer des autres.1 point
-

From the album: Mes réalisations avec l'imprimante Lotmaxx Shark C10 v2
1 point -
Plus l'imprimante est grande est plus te faut un minimum de résine dans le bas et plus que as un volume résiduel minimum, plus ton plateau est grand et plus a de risque d'echecs partielle sur certaines pièces du a un un mauvais placement de support a un effet ventouse des pièce sur le FEP etc. J'ai mon ami 3DKmaker qui a la Photon M3 Max et oui c'est machine fonctionne bien et sont prix est devenue des plus raisonnable, après a toi de voir ton besoin. Ce qu'il faut prendre en compte c'est le w&c de taille suffisante si tu fait des impression full surface. Après pour le gain de temps pour le même qu'une M3 Max tu peux prendre 4 M3 comme la mienne et on final tu fera plus de print dans le même temps si l'on suis aussi ton raisonnement et si tu as une machine en panne tu en a 3 autre en stock. Perso j' préfère avoir plusieurs machine perf a prix correcte qu'une seule très grosse car en cas de panne tu as plus rien1 point
-
En relisant ce post, qui est un peu partit dans tous les sens , je me dis que l'âge des "habitués" du forum impression 3D est plutôt élevé... Alors qu'on aurait tendance à croire que l'impression 3D c'est "un truc de jeune" Bien sûr il y a des biais liés au cout (c'est un loisir qui n'est pas donné) et aux compétences requises (même s'il y a eu du progrès il faut des compétences en mécanique, et aussi des compétences en modélisation 3D pour dessiner ses propres pièces) Avons-nous des statistiques là dessus, histoire de rigoler un peu ?1 point
-
Je pense que j'ai trouvé le problème regarder l'état de la courroie.1 point
-
Je rajout a la liste des projets a faire avec mon laser Et sinon cela se précise, j'ai maintenant un numéro de suivi
 1 point
1 point -
Ha les jeunes s'il y a pas une connection Internet vous êtes perdu A mon époque tout était presque analogique et on n'avait pas l'internet. Quand on avait un Amiga 1200 avec 2 Mo de RAM et un CPU à 14 Mhz, et un magazine avec une disquette (basse densité en plus) on était heureux Je vais te faire faire un stage sur le chantier de Guedelon, ils construisent un VRAI château fort grandeur nature du XIIe sciècle (et pas une maquette imprimée en 3D) avec les moyens de l'époque : pas d'électricité, pas de plastique, pas de moteurs. Voilà ce que c'était à l'époque "un axe Z" : http://electroremy.free.fr/05082015Guedelon/
 1 point
1 point -
Un des meilleurs, si ce n'est le meilleur, est le câble d'alimentation d'un fer à repasser (préalable: demander à celui des deux dans le couple qui effectue cette tâche ménagère avant de vampiriser directement le fer ).1 point
-
Le fichier a été mis à jour (avec par ailleurs tous les acheteurs désormais, quelle que soit la vague). https://docs.google.com/spreadsheets/d/1FoNO14eH0MaOam8g_d5pHTnka3CpUq7i/edit#gid=1559339288 (j'y figure enfin, en "mi-octobre", ouf) (sinon rien à voir mais en cherchant PHECDA sur le forum, impossible de retomber sur ce topic !)1 point
-
Un légère modif. Je me sers du ventilateur P (tête chauffante) pour changer de tête. Je lui donne la vitesse et je n'ai même pas besoin de lui renvoyer un S255 puisque la carte 103 lui redonne dans la foulée. je n'ai que l'attente à la bonne température à résoudre, en dehors de la boucle d'attente1 point