Classement



Contenu populaire
Contenu avec la plus haute réputation dans 05/02/2024 Dans tous les contenus
-
Mon pote Johann (localisé la tête en bas) m'a envoyé quelques images aujoud'hui de ce qu'il essaye de faire... Et il précise qu'il reste encore du travail sur les graphiques, que c'est juste une V1 et qu'il reste un peu de pixellisation ici et là... Sa cible est de reproduire la boite ainsi que tout les éléments internes, en incluant ce qui nécessite du thermoformage pour faire son propre NIB Je suis admiratif et j'adore déjà son travail4 points
-
C'est trop haut, fait un test entre 0.75 et 0.50 As tu modifier la taille de ta buse dans ton trancheur ?3 points
-
bon j'ai apporté un ajout lié au impression du week end sur cette machine, hésité pas a dire ce que vous en pensé3 points
-
Faut avoir un peu d'autodérision (je n'ai pas vu le sujet masqué donc je ne sais pas ce qui à pu être dit donc désolée si cela était vraiment méchant). La c'est pas méchant, tu ne maitrise pas les outils informatiques certains se moque d'autres t'aide, c'est en posant des questions (même bête pour certains) que tu va progresser et pour avoir fréquenter pas mal de forum ici ils sont gentils, je ne te conseille pas d'aller demander de l'aide sur des groupes facebook car la tu aura de quoi pleurer.3 points
-
Latine, chinoise, grecque, … j'en perds mon latin3 points
-
Salutation. @jasmine , je comprends ta réaction, le "PS: ..." a dû être la goutte d'eau qui a fait déborder le vase après des remarques que tu as eus dans un autre sujet (qui a été masqué) en lien avec celui-ci. Personnellement, je ne pense pas que @pommeverte voulait se moquer (ou alors très gentiment sans avoir l'objectif de te froisser). J’espère que tu arriveras à passer outre ces remarques, et que tu n'hésiteras pas à continuer ce sujet. Bonne continuation.3 points
-
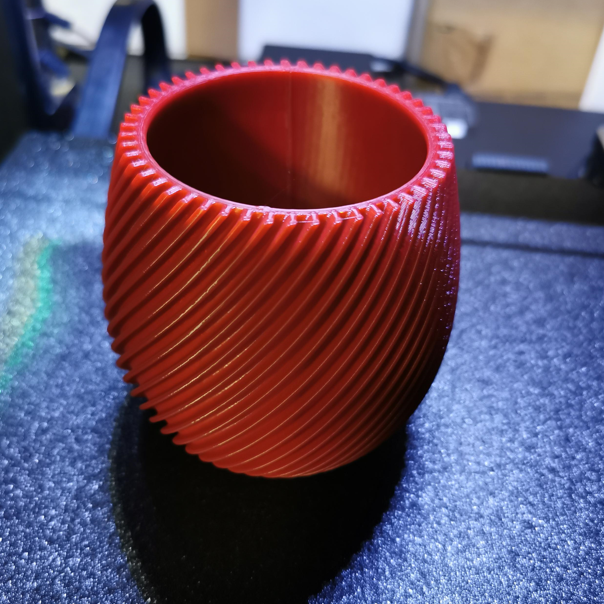
Il arrive que j'imprime pour d'autres besoins que le modélisme... Hier, un kit Starlink est arrivé pour gagner en bande passante (en partant de quasi rien). J'ai dessiné un support pour fixer l'antenne sur le bord du toit... Je l'ai ensuite imprimé en PETG/CF car c'était ce que j'avais de dispo. J'ai installé la buse de 0.6 pour cela, et l'impression passe juste sur le plateau. A l'exception de l'infill qui est passé en gyroid au lieu de grid, tout est par défaut en mode strength 0.3mm d'épaisseur... C'était un print long (12 heures. La texture est vraiment belle, et il faut regarder en détail pour voir les couches... L'un de mes plus beau prints à ce jour... Je suis vraiment impressionné par l'aspect... Je suppose que je vais imprimer d'autre pièces avec ce matériel3 points
-
Semaine en demi teinte pour Creality et Bambu Lab ! Heureusement, BCN3D et BTT ont des news plus heureuses. On vous propose aussi une selle de vélo imprimée en 3D pas chère, un projet DIY et on vous tease l'un de nos prochains tests. https://www.lesimprimantes3d.fr/semaine-impression-3d-422-20240204/2 points
-
Apparemment c'est le heatbed complet effectivement. Non, ça semble réservé à la A1 mini. C'est ce qui s'appelle ouvrir le parapluie en grand. Après, à chacun de voir s'il prend un risque en continuant à imprimer. La constatation de l'état du câble par les utilisateurs est forcément subjective. Plutôt que risquer des procédures avec des utilisateurs qui auraient jugé à tort que leur câble était safe, Bambulab a préféré demander à tout le monde de ne plus utiliser la A1, avant tout pour protéger l'entreprise.2 points
-
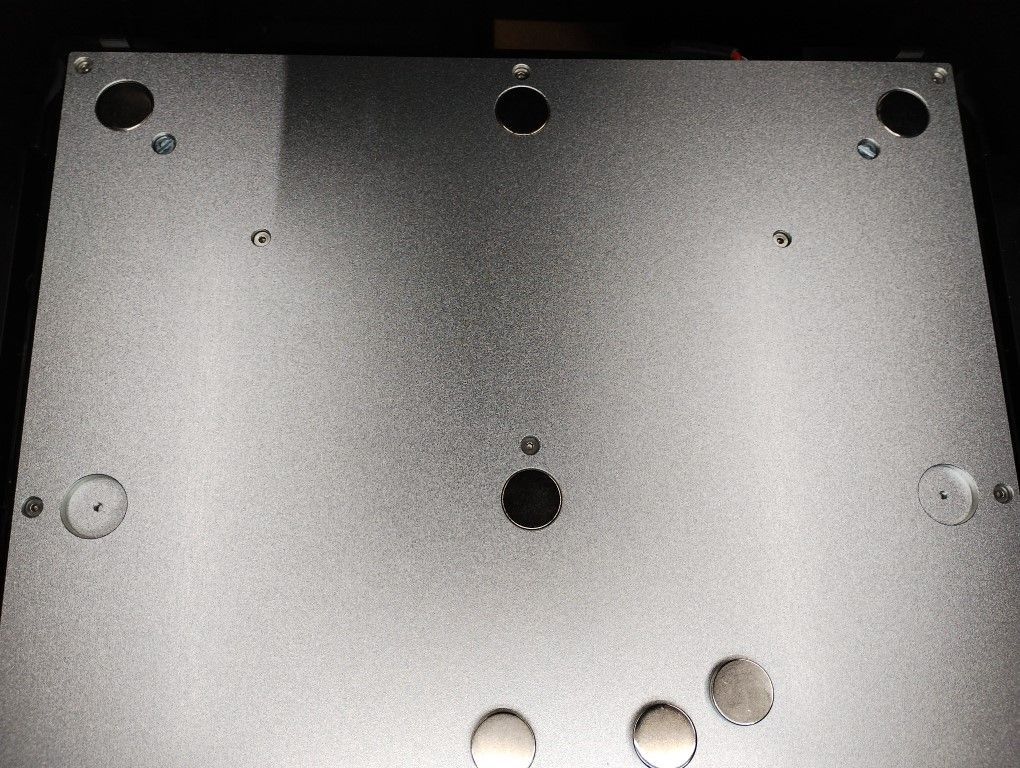
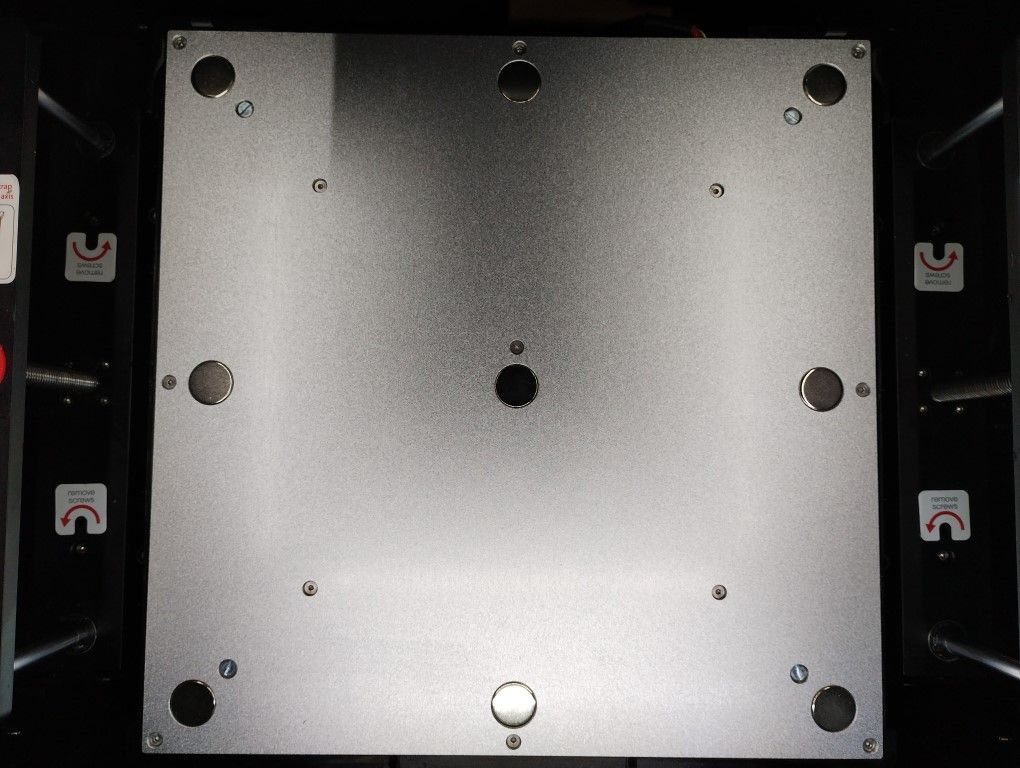
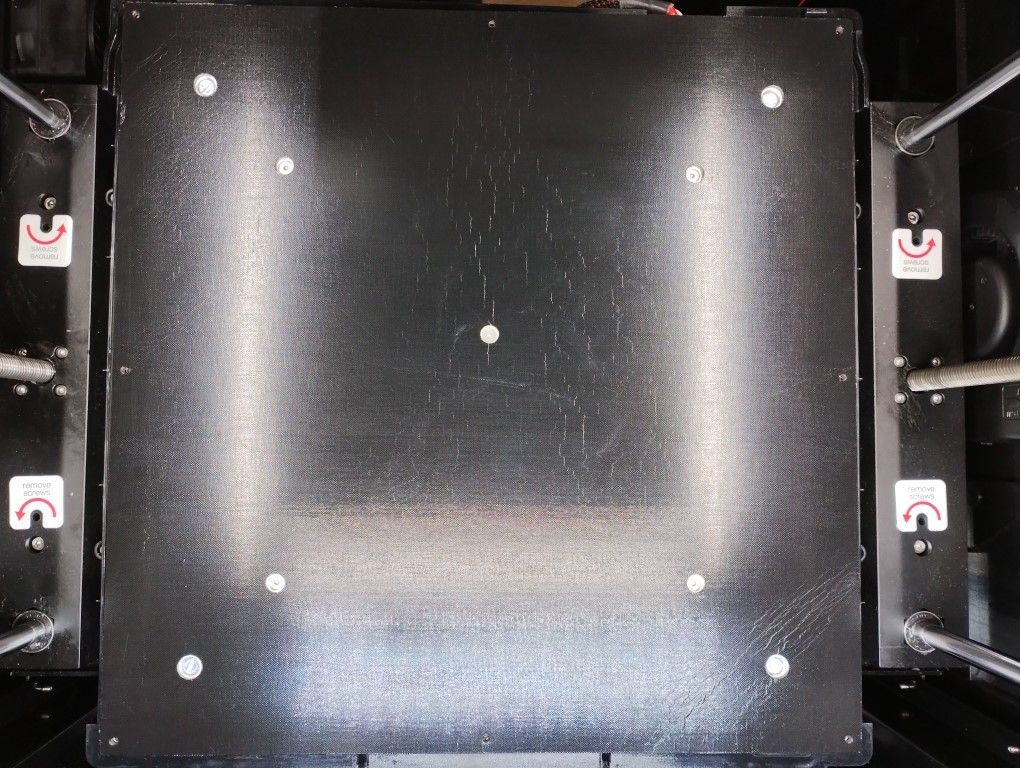
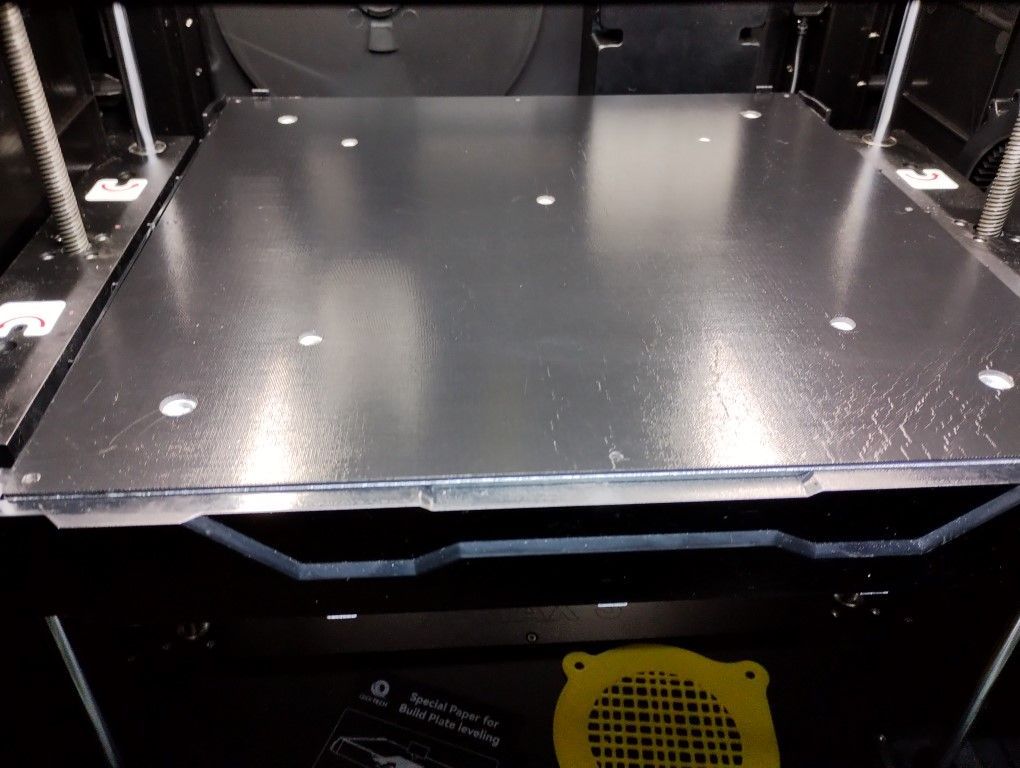
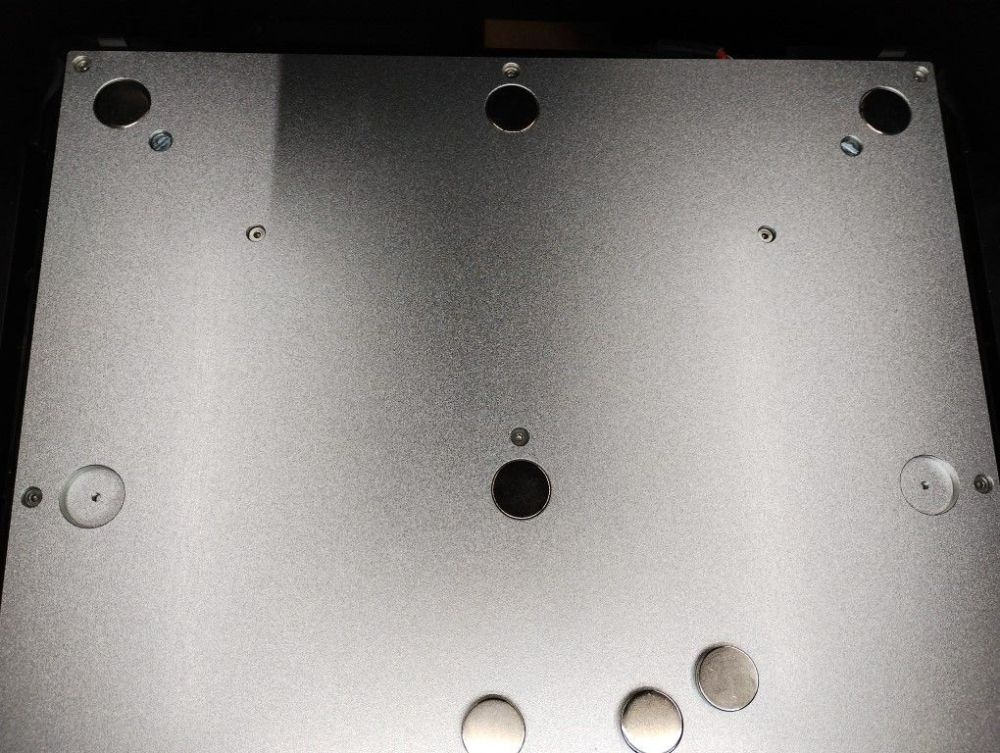
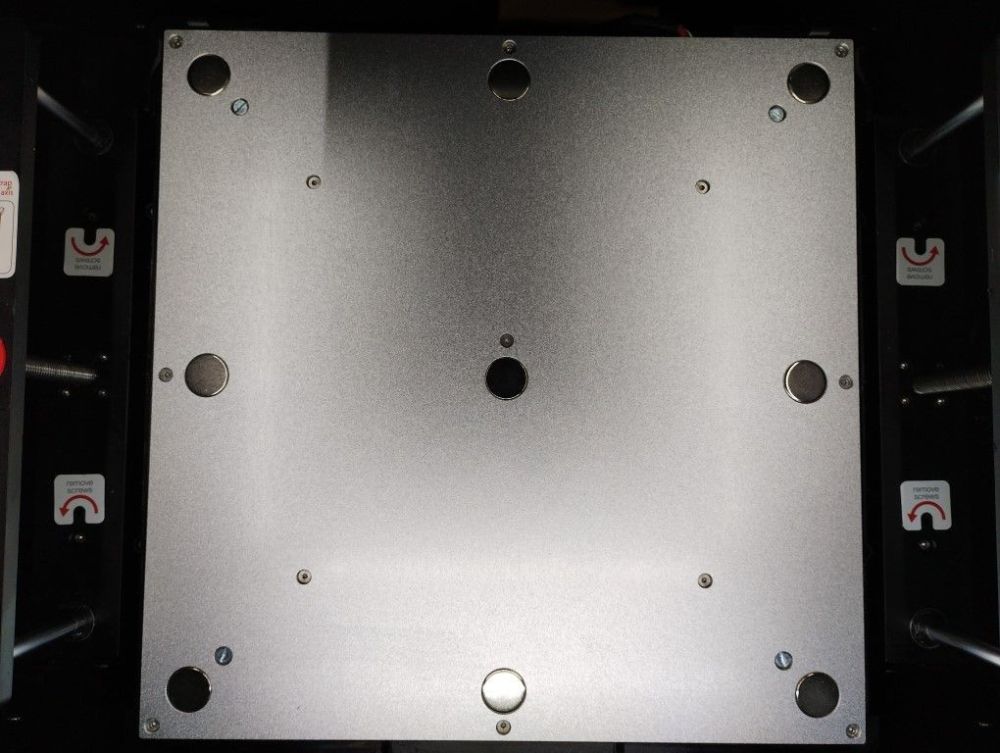
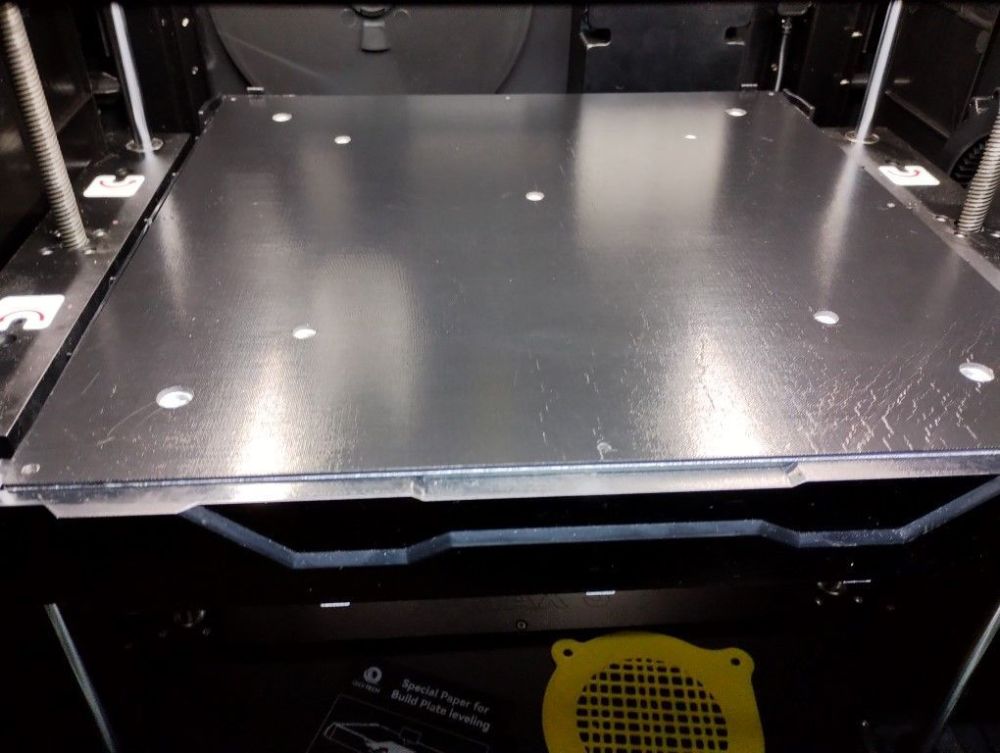
Ayant reçu, il y a déjà quelques semaines la base magnétique, cette fois-ci, je vais procéder à son installation. Enlever la tôle flexible pour avoir accès au plateau Enlever les neuf (9) magnets (dévisser chaque vis). ATTENTION: ces magnets ont un fort pouvoir d'attraction Le retrait des magnets laisse un vide (chaque magnets mesure 20mm de diamètre pour une épaisseur de 2mm, la cavité réceptrice mesure un petit peu plus que 20mm de diamètre pour une profondeur de 3,15mm). La nature ayant horreur du vide, moi également, après recherche sur les «autoroutes de l'information», je trouve ceci qui permettra de combler en partie le trou béant laissé par le retrait du magnet. Associé à une rondelle de 20mm, épaisse de 1,1mm c'est le top Un bon dégraissage du plateau (alcool isopropylique) avant d'appliquer la feuille magnétique (épaisse et lourde) Retirer au fur et à mesure le film de protection de l'adhésif, pour bien appliquer la feuille je me suis aidé d'un rouleau pour éviter que des bulles d'air soient emprisonnées. La base magnétique appliqué sur le plateau : La tôle flexible une fois replacée est aussi fermement maintenue qu'avec les magnets. Me reste à tester la montée en température du lit chauffant avec l'ajout de cette base magnétique épaisse (>3mm). La suite au prochain épisode.

 2 points
2 points -
Ben oui, en platine c'était trop cher.2 points
-
Bah, en impression 3D je dirais une buse ? Ok, je sors ............2 points
-
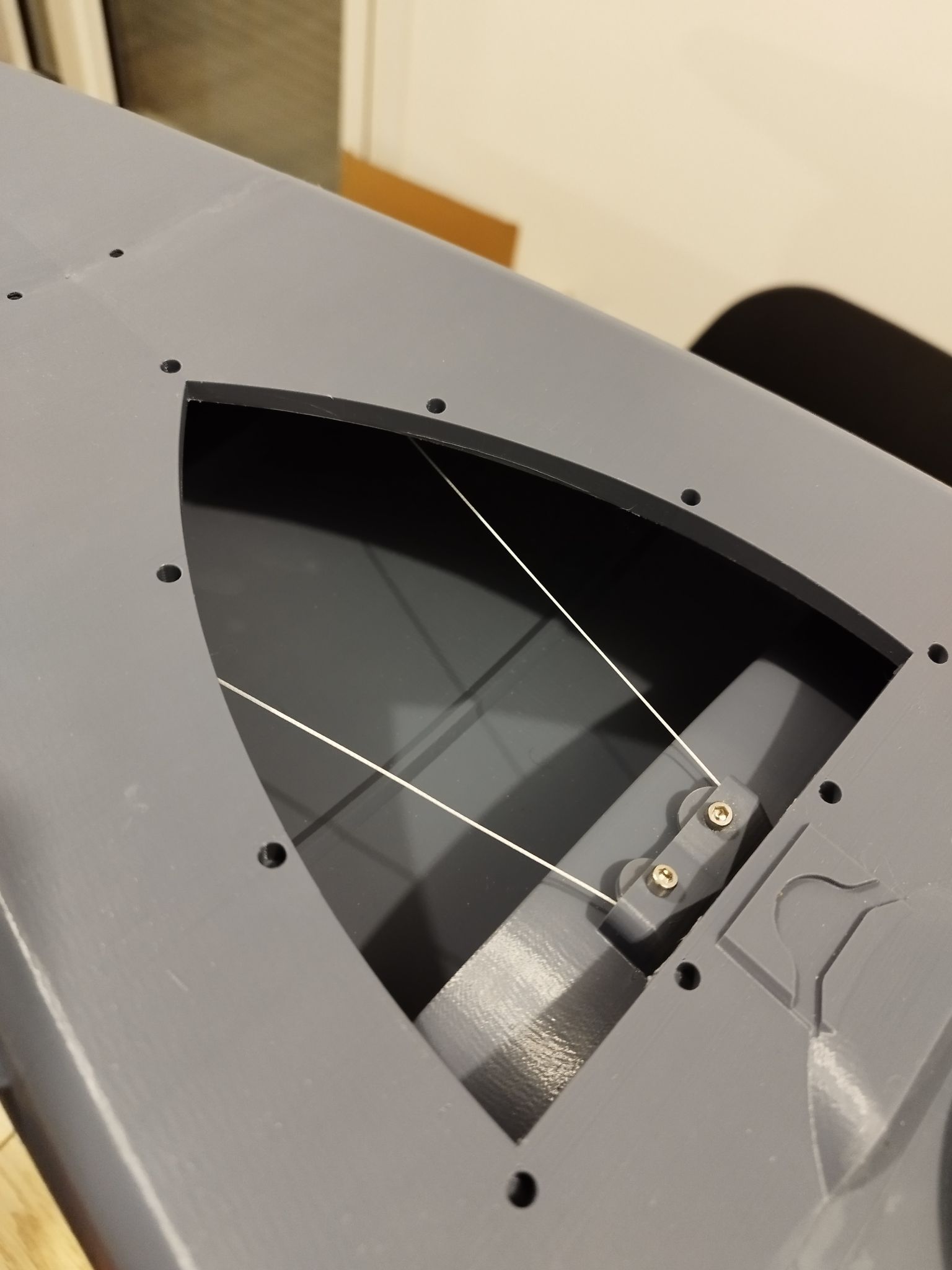
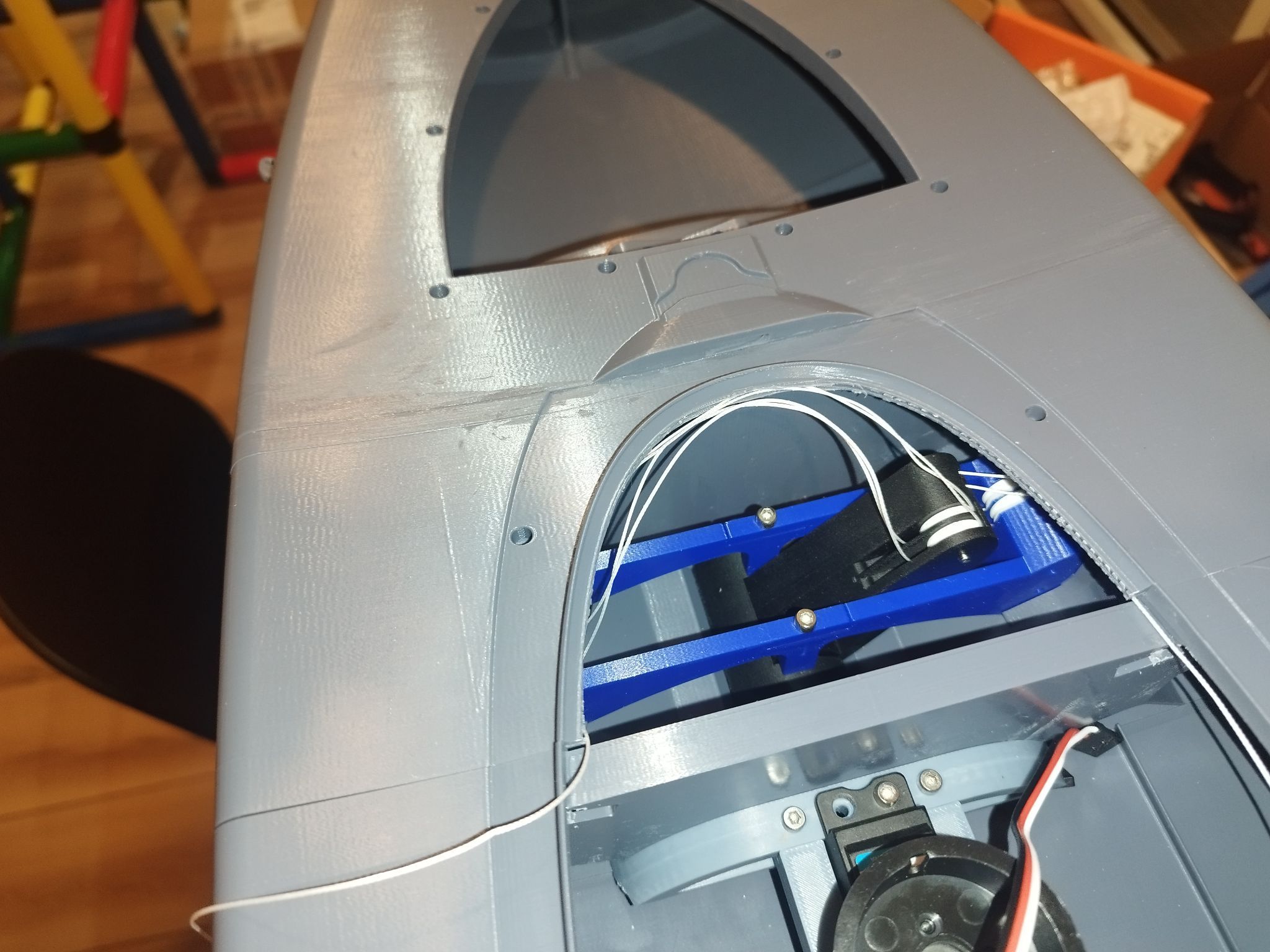
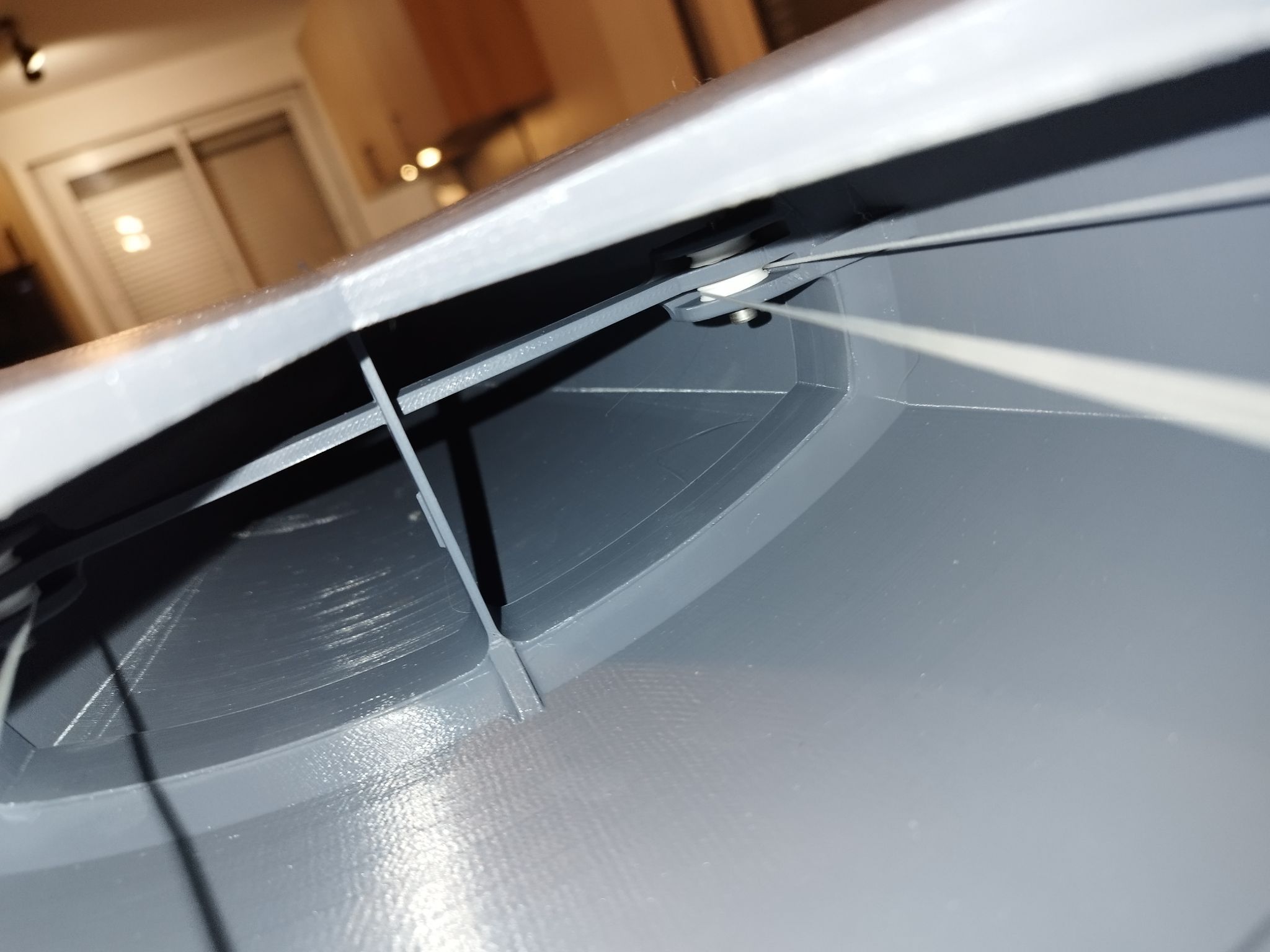
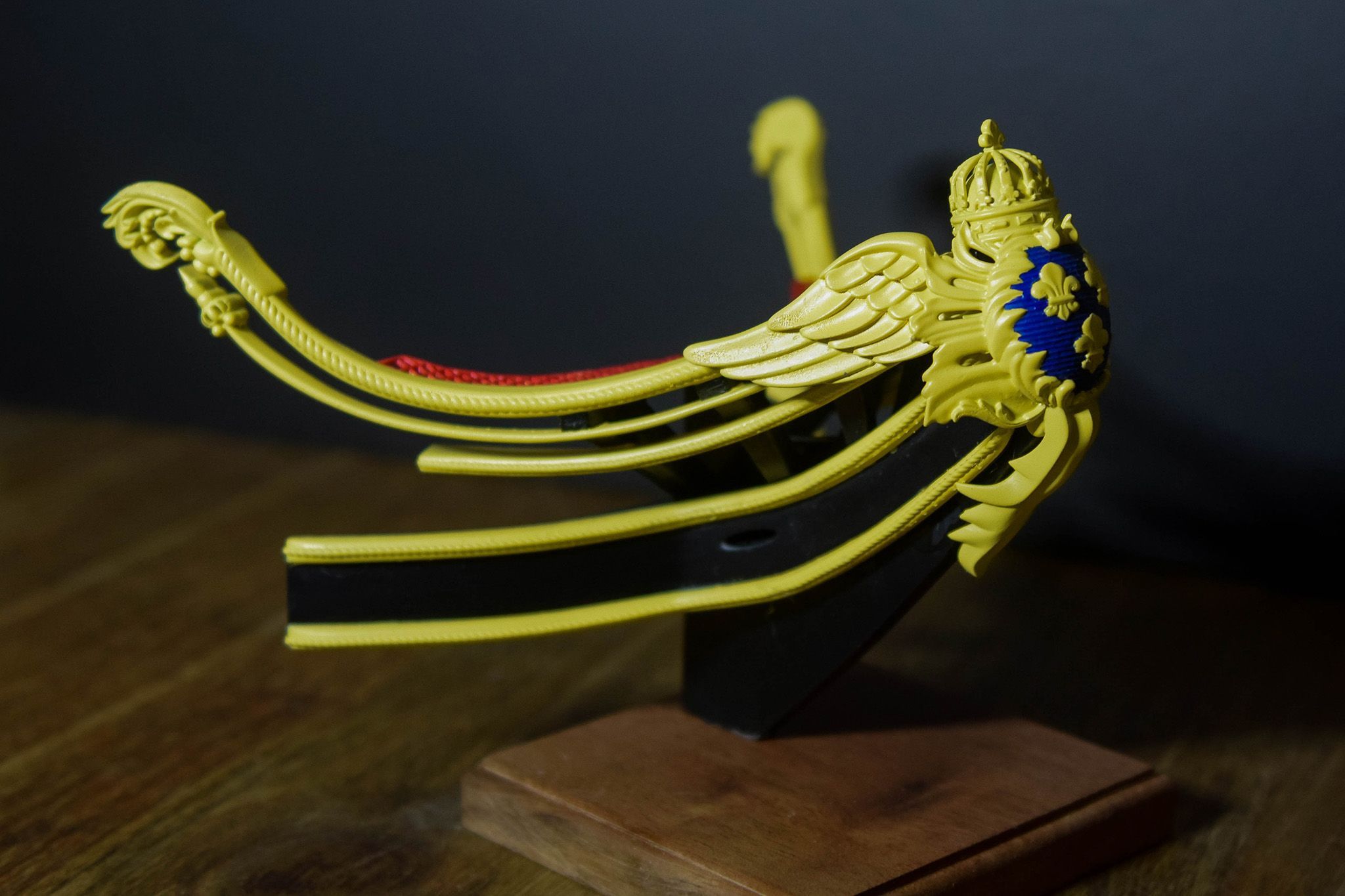
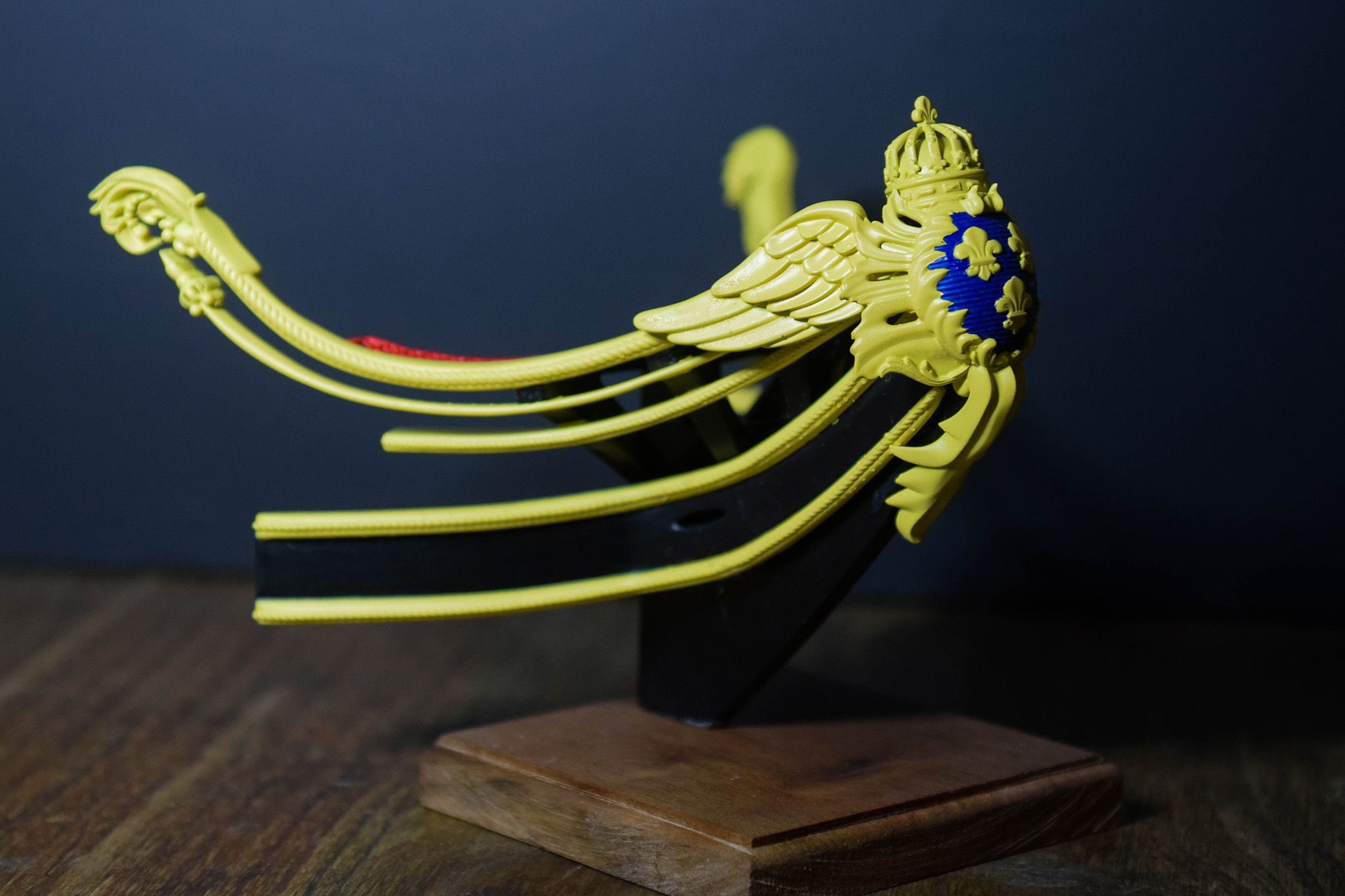
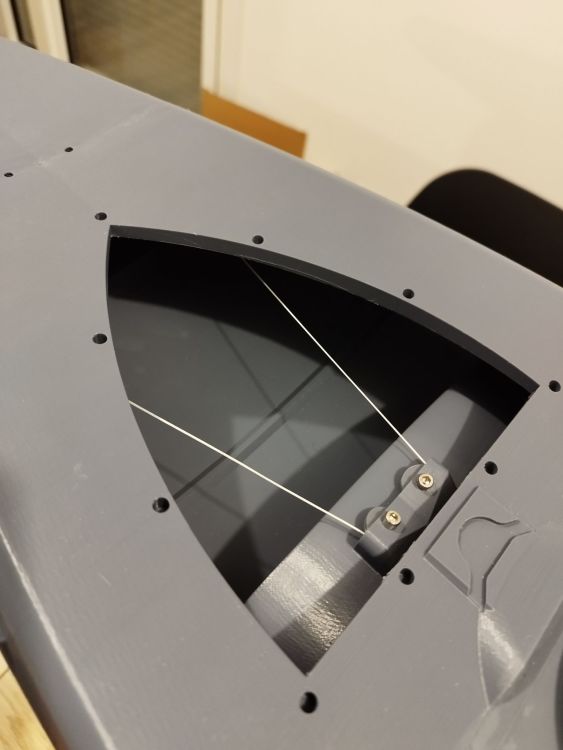
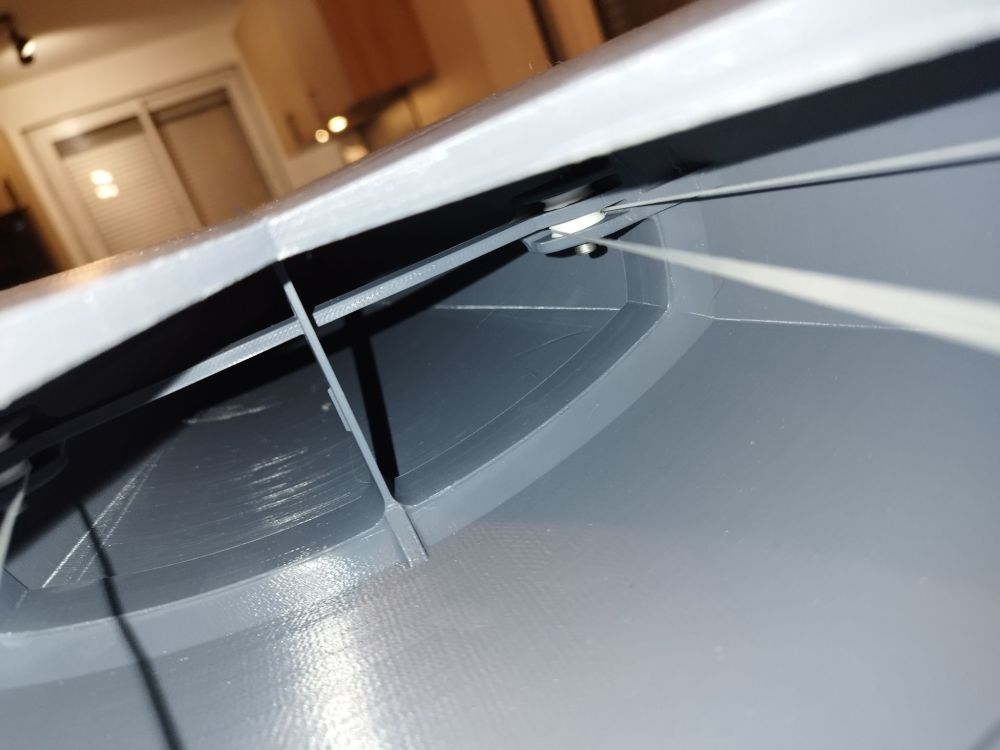
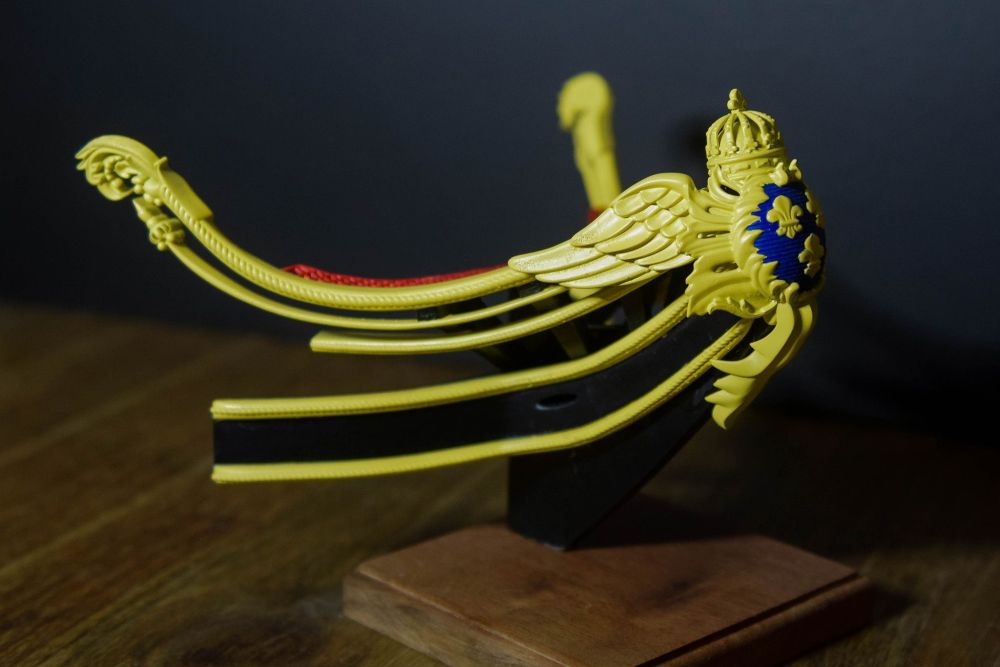
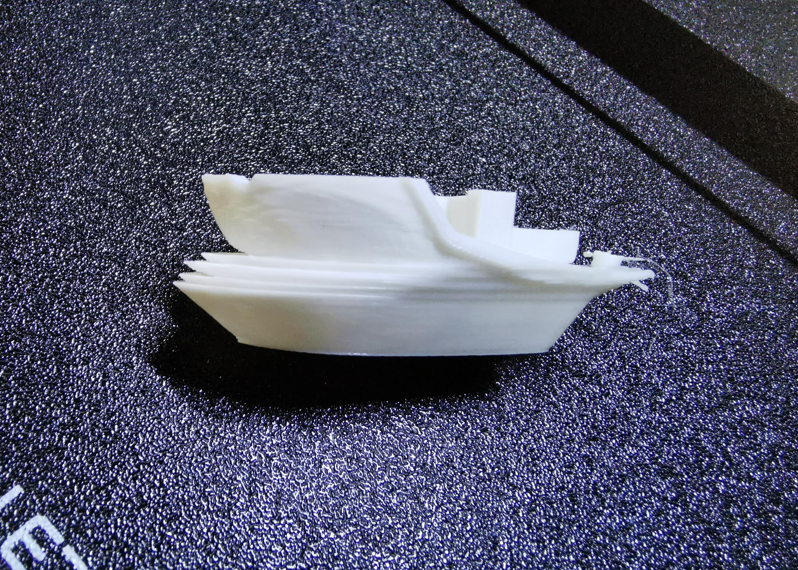
aller petit up du sujet. j'ai assembler ce que je pensais etre la coque final, qui sera finalement le prototype n°2, une autre coque sera bientôt imprimer avec quelques petite modification! une fois la coque coller, j'assemble les différentes pièce du système de quille et je passe les drosses a l'extérieur, car une fois en place ca serai un enfer! le système de quille a eu le droit a 3 modif pour supprimer certain jeu de fonctionnement, j'ai aussi un nouveau voile de quille qui intègre 2 tube en carbone de 5mm a l'intérieur, il est beaucoup plus rigide, je n'ai quasi plus de flèche! une fois assembler et connecter au servo, j'ai du passer la drosse pour les foils, et la je me suis fait ******!!!!!! pour le montage des futures coques il faudra prévoir de ne pas coller l'étrave et le cockpit avant d'avoir passer les différente manœuvre, il est possible de les passer le jour ou une drosse casse, mais autant se facilité la vie la première fois!! le système de quille/foils en action ce soir je suis sur la modélisation du système de barre, j'ai changer de servo et je doit donc effectuer quelque modifications (le nouveau servo est a peine plus lourd et encombrant qu'un SG90s mais deux fois plus puissant) PS: je suis fière de moi, j'utilise des servo 4T non programmable et j'ai donc du calculé la course des différents palan pour que tout soit bien synchro sur 4 tours de servo, et ca marche nickel du premier coup



 2 points
2 points -
Salutation ! Je voulais répondre comme notre ami @pommeverte. c-a-d "Manque d'infos. Pas simple d'aider avec juste cela." Mais je me suis dis, allez faisons une recherche google, au pif de ! ( cf https://www.google.com/search?q=main.cpp%3A46%3A+undefined+reference+to+`loop' ) et je trouve https://forum.arduino.cc/t/troubleshooting-undefined-reference-to-setup-loop-error/480678 /* Liquid flow rate sensor -DIYhacking.com Arvind Sanjeev Measure the liquid/water flow rate using this code. Connect Vcc and Gnd of sensor to arduino, and the signal line to arduino digital pin 2. */ byte statusLed = 13; byte sensorInterrupt = 0; // 0 = digital pin 2 byte sensorPin = 2; // The hall-effect flow sensor outputs approximately 4.5 pulses per second per // litre/minute of flow. float calibrationFactor = 4.5; volatile byte pulseCount; float flowRate; unsigned int flowMilliLitres; unsigned long totalMilliLitres; unsigned long oldTime; void setup() { // Initialize a serial connection for reporting values to the host Serial.begin(38400); // Set up the status LED line as an output pinMode(statusLed, OUTPUT); digitalWrite(statusLed, HIGH); // We have an active-low LED attached pinMode(sensorPin, INPUT); digitalWrite(sensorPin, HIGH); pulseCount = 0; flowRate = 0.0; flowMilliLitres = 0; totalMilliLitres = 0; oldTime = 0; // The Hall-effect sensor is connected to pin 2 which uses interrupt 0. // Configured to trigger on a FALLING state change (transition from HIGH // state to LOW state) attachInterrupt(sensorInterrupt, pulseCounter, FALLING); } /** * Main program loop */ void loop() { if((millis() - oldTime) > 1000) // Only process counters once per second { // Disable the interrupt while calculating flow rate and sending the value to // the host detachInterrupt(sensorInterrupt); // Because this loop may not complete in exactly 1 second intervals we calculate // the number of milliseconds that have passed since the last execution and use // that to scale the output. We also apply the calibrationFactor to scale the output // based on the number of pulses per second per units of measure (litres/minute in // this case) coming from the sensor. flowRate = ((1000.0 / (millis() - oldTime)) * pulseCount) / calibrationFactor; // Note the time this processing pass was executed. Note that because we've // disabled interrupts the millis() function won't actually be incrementing right // at this point, but it will still return the value it was set to just before // interrupts went away. oldTime = millis(); // Divide the flow rate in litres/minute by 60 to determine how many litres have // passed through the sensor in this 1 second interval, then multiply by 1000 to // convert to millilitres. flowMilliLitres = (flowRate / 60) * 1000; // Add the millilitres passed in this second to the cumulative total totalMilliLitres += flowMilliLitres; unsigned int frac; // Print the flow rate for this second in litres / minute Serial.print("Flow rate: "); Serial.print(int(flowRate)); // Print the integer part of the variable Serial.print("."); // Print the decimal point // Determine the fractional part. The 10 multiplier gives us 1 decimal place. frac = (flowRate - int(flowRate)) * 10; Serial.print(frac, DEC) ; // Print the fractional part of the variable Serial.print("L/min"); // Print the number of litres flowed in this second Serial.print(" Current Liquid Flowing: "); // Output separator Serial.print(flowMilliLitres); Serial.print("mL/Sec"); // Print the cumulative total of litres flowed since starting Serial.print(" Output Liquid Quantity: "); // Output separator Serial.print(totalMilliLitres); Serial.println("mL"); // Reset the pulse counter so we can start incrementing again pulseCount = 0; // Enable the interrupt again now that we've finished sending output attachInterrupt(sensorInterrupt, pulseCounter, FALLING); } } /* Insterrupt Service Routine */ void pulseCounter() { // Increment the pulse counter pulseCount++; } où semble t'il, il suffit d'ajouter des retours a la lignes car sinon le compilateur va prendre tout ce qu'il y a dernier "//" pour des commentaire et échouer. En gros il faut que cela soit transformé en un truc comme ce qui suit (avec des retour a la ligne là où il faut ! mais j'ai pas testé une compilation ) /** * Liquid flow rate sensor -DIYhacking.com Arvind Sanjeev Measure the * liquid/water flow rate using this code. Connect Vcc and Gnd of sensor to * arduino, and the signal line to arduino digital pin 2. */ byte statusLed = 13; byte sensorInterrupt = 0; // 0 = digital pin 2 byte sensorPin = 2; // The hall-effect flow sensor outputs approximately 4.5 pulses per second per // litre/minute of flow. float calibrationFactor = 4.5; volatile byte pulseCount; float flowRate; unsigned int flowMilliLitres; unsigned long totalMilliLitres; unsigned long oldTime; void setup() { // Initialize a serial connection for reporting values to the host Serial.begin(38400); // Set up the status LED line as an output pinMode(statusLed, OUTPUT); digitalWrite(statusLed, HIGH); // We have an active-low LED attached pinMode(sensorPin, INPUT); digitalWrite(sensorPin, HIGH); pulseCount = 0; flowRate = 0.0; flowMilliLitres = 0; totalMilliLitres = 0; oldTime = 0; // The Hall-effect sensor is connected to pin 2 which uses interrupt 0. // Configured to trigger on a FALLING state change (transition from HIGH // state to LOW state) attachInterrupt(sensorInterrupt, pulseCounter, FALLING); } /** * Main program loop */ void loop() { if ((millis() - oldTime) > 1000) // Only process counters once per second { // Disable the interrupt while calculating flow rate and sending the value to // the host detachInterrupt(sensorInterrupt); // Because this loop may not complete in exactly 1 second intervals we calculate // the number of milliseconds that have passed since the last execution and use // that to scale the output. We also apply the calibrationFactor to scale the output // based on the number of pulses per second per units of measure (litres/minute in // this case) coming from the sensor. { flowRate = ((1000.0 / (millis() - oldTime)) * pulseCount) / calibrationFactor; } // Note the time this processing pass was executed. Note that because we've // disabled interrupts the millis() function won't actually be incrementing right // at this point, but it will still return the value it was set to just before // interrupts went away. oldTime = millis(); // Divide the flow rate in litres/minute by 60 to determine how many litres have // passed through the sensor in this 1 second interval, then multiply by 1000 to // convert to millilitres. flowMilliLitres = (flowRate / 60) * 1000; // Add the millilitres passed in this second to the cumulative total totalMilliLitres += flowMilliLitres; unsigned int frac; // Print the flow rate for this second in litres / minute Serial.print("Flow rate: "); Serial.print(int(flowRate)); // Print the integer part of the variable Serial.print("."); // Print the decimal point // Determine the fractional part. The 10 multiplier gives us 1 decimal place. frac = (flowRate - int(flowRate)) * 10; Serial.print(frac, DEC); // Print the fractional part of the variable Serial.print("L/min"); // Print the number of litres flowed in this second Serial.print(" Current Liquid Flowing: "); // Output separator Serial.print(flowMilliLitres); Serial.print("mL/Sec"); // Print the cumulative total of litres flowed since starting Serial.print(" Output Liquid Quantity: "); // Output separator Serial.print(totalMilliLitres); Serial.println("mL"); // Reset the pulse counter so we can start incrementing again pulseCount = 0; // Enable the interrupt again now that we've finished sending output attachInterrupt(sensorInterrupt, pulseCounter, FALLING); } } /** * Insterrupt Service Routine */ void pulseCounter() { // Increment the pulse counter pulseCount++; }1 point
-
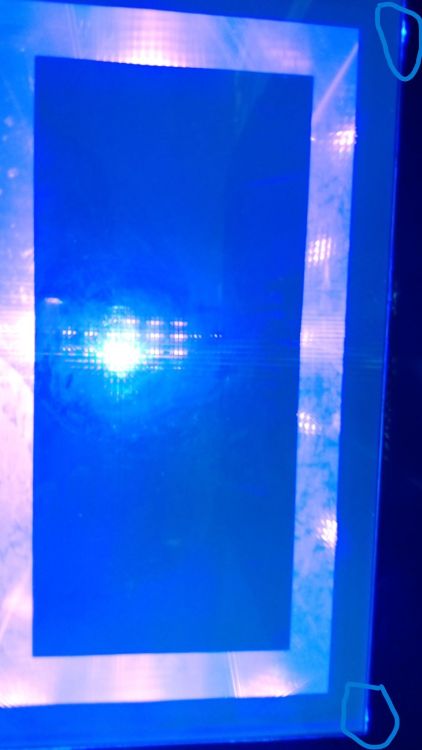
Pour moi, problème en cours de résolution. Des traces sur le FEP me faisaient penser qu'il y avait une lumière parasite. J'ai donc corrigé ce qui me paraissait être des défauts. (voir photo où la protection noire en périphérie de l'écran s'est un peu rétractée) Suite à cela et aux remarques de Isidon, j'ai fait un essai avec tranchage par HALOT BOX. Le résultat a été tout de suite très bon. Le tranchage par lychee n'a pas fonctionné du premier coup. J'ai augmenté la distance de montée et les temps d'exposition; cela va mieux, je continue à affiner.
 1 point
1 point -
Perso j'utilise pas de feuille je met le bac avec le fep et je fait mon Z=0, j'ai jamais eu de souci et le Z 0 est nickel.1 point
-
Salut et bienvenue sur le forum, Franchement avec aussi peu d'informations, il est difficile de te venir en aide. Est-ce que tu essaies de compiler Marlin? si oui, quelle version? si non, peux-tu fournir ton projet pour que l'on essaie de le compiler?1 point
-
Salut, Pour les timelaps voir le wiki de Fran6p https://github.com/fran6p/Qidi_X-Max3/blob/main/Upgrades/timelapse.md a+1 point
-
Pour aidé, si le bac ne contient plus du tout de résine liquide, tu peux le passer sous l'eau très chaude, les déformations dues à la chaleur vont décollé complètement la résine. Pour info,aussi , si vous avez un Gamm vert ou un magasin agricole du même genre, ils vendent de l’essuie tout en gros rouleau, c'est de l'essuie tout sans fibre dur à l'intérieur, donc il ne rayera pas le fep. (à la base , il est prévu pour nettoyer le pis des vaches avant la traite donc il est plutôt doux) Seul inconvénient, il est moins absorbant que de l'essuie tout classique.1 point
-
Cela me semble bcp une hauteur de couche de 1mm même avec buse de 1mm. Sauf à dire des bêtises, il est courant d'utiliser une hauteur de couche moitié du diamètre de la buse. Cela doit faire un gros volume à fondre d'autant que la température est élevée avec du PETG. PS @ScotchE67 m'a devancé Et en réduisant la vitesse d'impression de moitié ?1 point
-
Salut Pour de l'impression PLA cela ne sert a rien le carénage, pour les grandes pièces par contre le système Core XY pourrait être bien. Actuellement y a pas grand choix dans ton budget pour ce que tu cherche, taille tu as quelques monstre comme la 500x500 de chez comcrow, les différente Max que chez elegoo, anycubic ou creality mais c'est des mono couleur. Après en Bi couleur sur du 300x300 tu as quelques idex comme chez Tenlog et compagnie. La Prusa XL est la machine qui colle a ta discription le mieux mais bien au dela de ton budget, la SnapMaker J1S est idex mais pas de volume suffisant. Il y a la Futur Phrozen arco qui est une Core XY de 300x300 qui sera dispo a 650€ lors du lancement kickstarter en fin de mois et qui est possible d'amener a 599€ si on la réserve maintenant avec un acompte de 50$, et il y a possibilité d'ajouter un AMS maison (250$) et de la fermé (120$) en option, mais si phrozen est un constructeur d'imprimante connu il est spécialiser résine ce sera la première FDM a ce titre j'émet des réserves surtout sur les premier modèles livrer. (le prix MSRP de la machine nu sera de 899$ après le kickstarter) Ankermake avait promis aussi un AMS le projet a été abandonné cela ne semble pas si simple que cela a réalisé a cout réduit et de bonne qualité. @Kakalaken il faudra a mon avis faire un choix et des compromis, après peut être réflechit différement prendre un machine mono filament qui correspond a ton besoin et lui adjoindre une solution comme un mosaique palette 3 par exemple ?1 point
-
Sans compter que les prévisions de sorties futures risquent d'être retardées suite aux problèmes actuels. Bambu Lab n'a sûrement pas envie que cela se reproduise dans l'avenir, et les phases de test risquent d'être rallongées...1 point
-
De réaliser une usine à gaz : non1 point
-
J'ai reçu aussi le mail, j'avoue que je suis pas encore décidé, la P1p me fait un peu de l'oeil, surtout que l'utilisation majeur que je vais avoir de la machine, c'est pour faire du prototypage et des moules.... et l'avantage de la P1 c'est de pouvoir la clôturer1 point
-
De ce que j'en comprends, leur gestion des journaux se ferait majoritairement en les effaçant à chaque démarrage / redémarrage de l'imprimante : c'est une mauvaise pratique car en cas de problèmes, plus de journaux pour analyser pourquoi ça ne fonctionne pas / plus leur script est bogué car aucun journal n'a une extension .logfile (.log ou .log.gz pour ceux archivés) Leur OS bien qu'étant basé sur OpenWRT prévu pour des systèmes embarqués (why not, ça prend moins de place et ça gère mieux les allumages / extinctions du matériel qui peuvent être nocifs aux cartes SD), contrairement au «vrai» OpenWRT ne prend pas en charge la rotation des journaux et ça c'est «ballot»1 point
-
Pour nettoyer mon FET, j'utilise des disques coton à démaquiller, c'est la bonne dimension, ça ne laisse pas de résidu de coton et ça ne raye pas le FEP. Perso je le nettoie très rarement, avec la spatule silicone on peut "racler" la résine sans rayer le FEP et voir si il y a de la résine collée, pour enlever les "rater" restés au fond, j'exerce une pression avec mes doigts (avec gants propre) sous le FEP pour décoller la résine puis je la récupère avec la spatule. Pour ton FEP si les traces sont des rayures profondes, tu peux le changer car la résine va accrocher dedans et tu risque au mieux des ratés mais au pire (et plus probable) une déchirure et des fuites. Dans le doute je le changerais pour pas prendre de risque et si c'est pas déjà fait profites en pour mettre une protection sur ton écran.1 point
-
Si tu as la possibilité inverse les prises de la sonde du lit et de la tête (sans faire chauffer !) Et tu verras si les sondes fonctionnent ou pas1 point
-
Concernant Lychee je ne peux pas dire, je n'ai pas eu de retour sur des soucis liés à ce slicer (et je l'utilise extrêmement peu), je dirai d'essayer quand même de passer les fichiers via le slicer creality pour limiter les hypothèses de bug, si effectivement le soucis est similaire, le soucis matériel doit être sérieusement envisagé1 point
-
Voilà, reçu nouveau mail avec120 comme prévu. [Action Required] Bambu Lab A1 Printer Recall and Remedy S sales@mail.bambulab.com To: ******* 05/02/2024 10:47 AM 1 Dear Bambu Lab Customer, We hope this letter finds you well. We are writing to inform you of an updated safety notice regarding your recent purchase of the A1 printer. We are initiating a recall process due to the heatbed cable issue (read full details). Safety First: As a precautionary measure, we kindly request all A1 printer owners immediately cease using A1 printer. Remedy: We understand that this recall may cause inconvenience and we want to provide you with below two options. If you have already contacted us earlier and have chosen your compensation plan, please ignore this email. We have already taken note of your preference and will proceed accordingly. Option 1 - Return for a full refund You may return the A1 and/or A1 combo printer for a refund. The refund process may take up to 15 business days. You will receive an exclusive €86 EUR discount voucher through email after the printer is delivered. The voucher is for one-time use. It is valid for 3 months and can be used for purchasing any printer model available on the Bambu Lab official web store. Option 2 - Wait for the replacement of the heatbed You may wait for the availability of the new upgraded heatbed. Please cease using the A1 before replacing the heatbead. You will receive an exclusive €120 EUR discount voucher after choosing this option. The voucher is for one-time use. It is valid for 3 months and can be used for purchasing any products on the Bambu Lab official web store. You will be notified via email when the new heatbed becomes available (expected around the end of March). Further guidance will be provided to faciliate the replacement. How to Proceed: Please visit the recall registration page and indicate your preferred option. Your cooperation and understanding in this matter are greatly appreciated. We apologize for any inconvenience this may cause and are committed to resolving this issue as quickly and efficiently as possible. If you have any questions or need further assistance, please do not hesitate to contact our customer support team. Best regards, Bambu Lab Customer Support Team1 point
-
Les modèles livrés actuellement le sont avec la sonde inductive plus avec le BLT Le seul réel intérêt du BLT par rapport à une sonde, c'est que l'on peut utiliser d'autres plateaux amovibles que les tôles acier flexibles1 point
-
C'est quoi ce que tu appelles le contour ?1 point
-
Bonjour, @Blastef La précision de la mesure d'un capteur inductif peut être d'un très correct, tout dépend du produit qui est installé sur l'imprimante. Le milieu industriel fait usage de ce genre de capteur depuis longtemps, le BL touch n'est pas forcement le plus adapté dans ces enceintes ou la T° peut être importante ou dans des milieux plus compliqués1 point
-
Ca va arriver ne vous en faites pas j'ai imprimé toute la journée de samedi avec1 point
-
Le remplissage gyroide laisse moins de marque avec une hauteur de couche à 0.2 et 3 couches solide (perso je préfère 4 couches) au dessus on ne voie rien et pour les périmètres 3 lignes.1 point
-
Bonjour @mdl2000, J'ai eu a peu près la même réflexion que toi sur le choix de ma toute première imprimante pour ma part. J'avais sélectionné, la K1 (donc pas la K1C, car pas eu connaissance de cette imprimante avant ton post), la A1 notamment pour l'ams, et la 5M pro. Après réflexion j'ai éliminé la A1 car non close et le potentielle encombrement car il faut que le lit puisse se déplacer et bruit potentielle. Je voulais aussi pouvoir m'aventurer sur des filaments techniques et donc plutôt une enceinte fermée. Aprés réflexion je me suis dit que l'ams bon ça doit être sympas certainement dans un 1er temps mais au vu des déchets générer (même si des technique pour les réduire existent) pas certains que je l'utilise si souvent que ça et encore une fois l'encombrement A1 et AMS me concernant fait que je n'avais pas non plus envie de réaménager mon bureau pour ça Et la P1S étaient un poil trop chère pour mon budget. Et en plus je suis pas forcément très patient et faire tourner une imprimante 24 h pour avoir autant de déchet pour avoir 4 couleur sur un print ... mais encore une fois c'est que ma vision Ensuite entre la K1 et la 5m Pro, ça s'est vraiment joué a pas grand chose, mais une réduction de prix de 50 € a l'époque et des tests plutôt en faveur de la 5m Pro m'ont orienté vers celle ci. J'avais quand même acheté l'imprimante sur Amazon (car pas chiant pour les retours si elle ne convenais pas) Je n'ai pas encore testé d'impression avec la buse en 0.25 car pas encore de profils avec cette buse dans Orcaslicer mais vu ce que l'imprimante arrive déjà a sortir avec la buse en 0.4 je ne suis pas inquiet, le profil existe dans flashprint mais alors que je ne suis que débutant j'ai trouvé le slicer plutôt limité et les profils n'ont pas l'air de faire évoluer automatiquement les hauteur de couche et vitesses .. C'est une très bonne machine en tout cas qui va encore évoluer.1 point
-
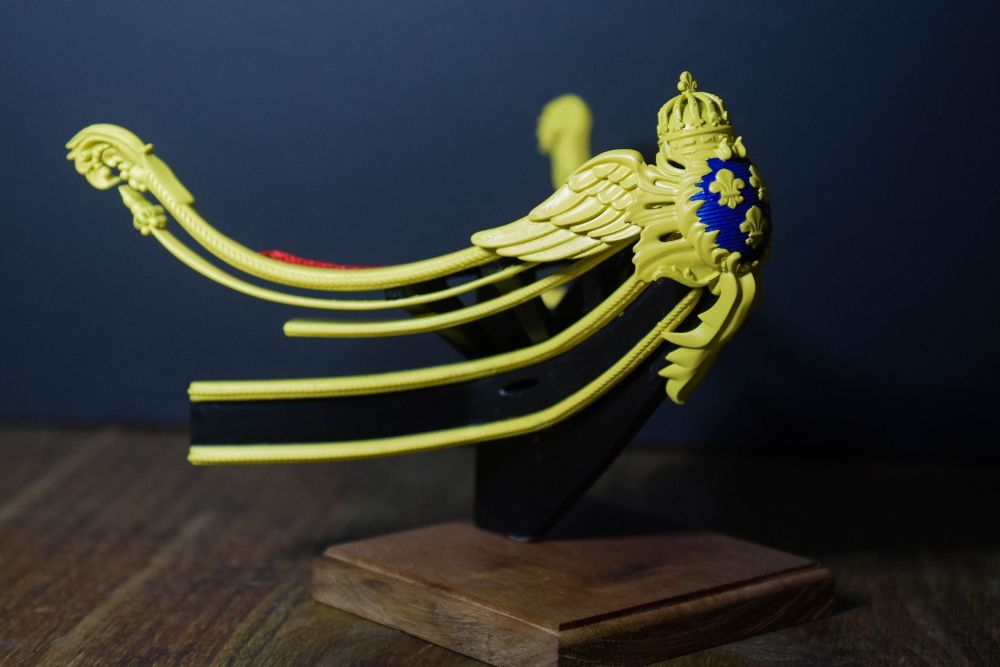
La mise en couleur et l assemblage sont terminé et voici le résultat

 1 point
1 point -
C'est de l'humour ? Bon, @PPAC t'as tout dit, refait ton z-offset, en plus d'un plateau peut être un poil gras (quoique celui d'origine que tu semble toujours avoir, est un monstre d'accrochage), fait un petit carré genre 50x50 de l'épaisseur d'une couche et vérifie la première couche et l'accrochage aussi.1 point
-

From the album: Articulated
Imprimante 3D Voron V01 - Filament 3DFIL PLA Blanc - Articulated - Paresseux - Casimages1 point -
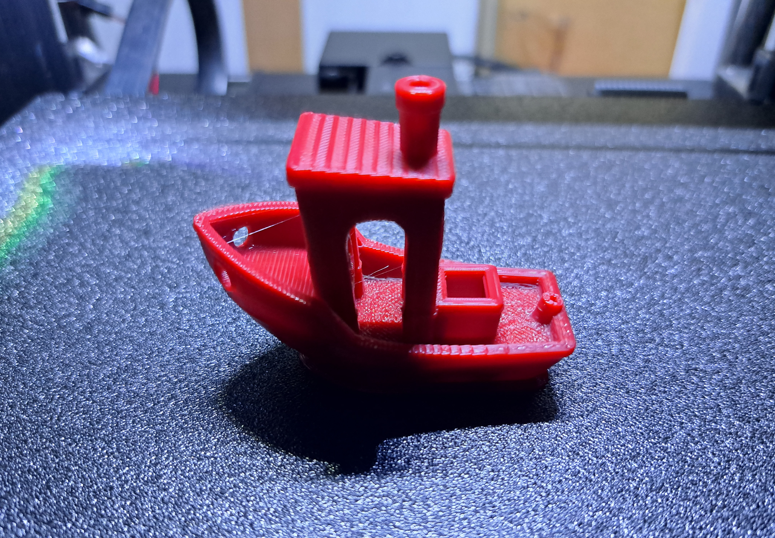
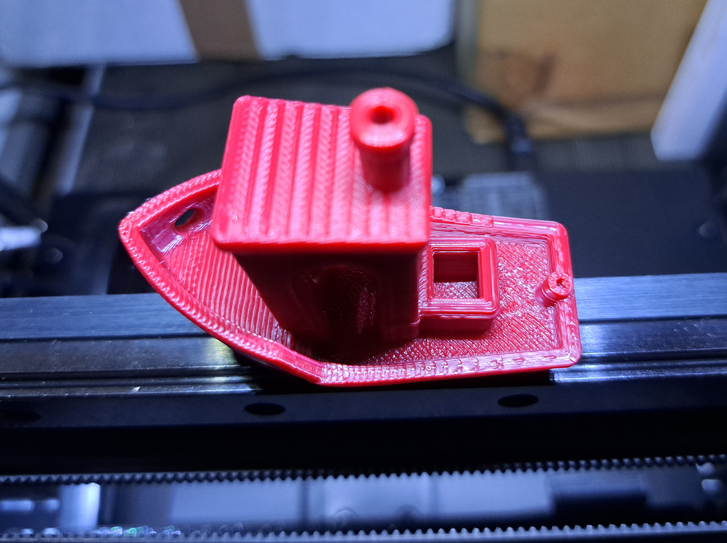
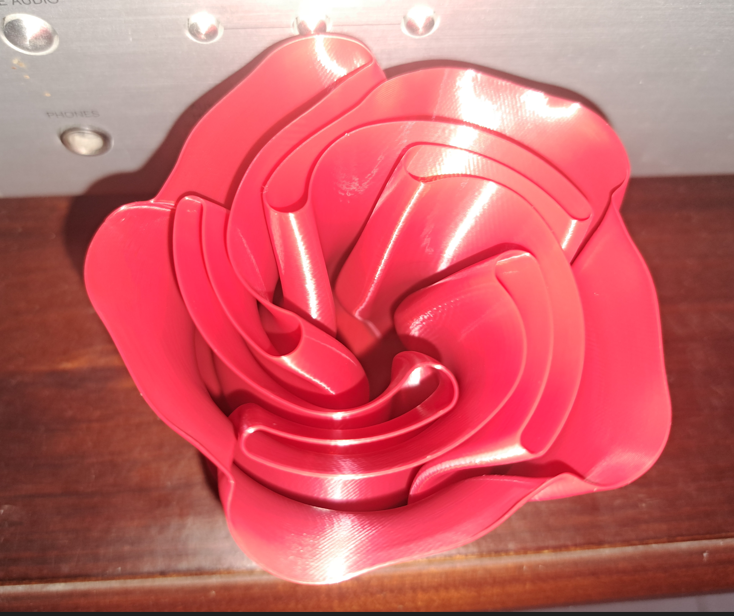
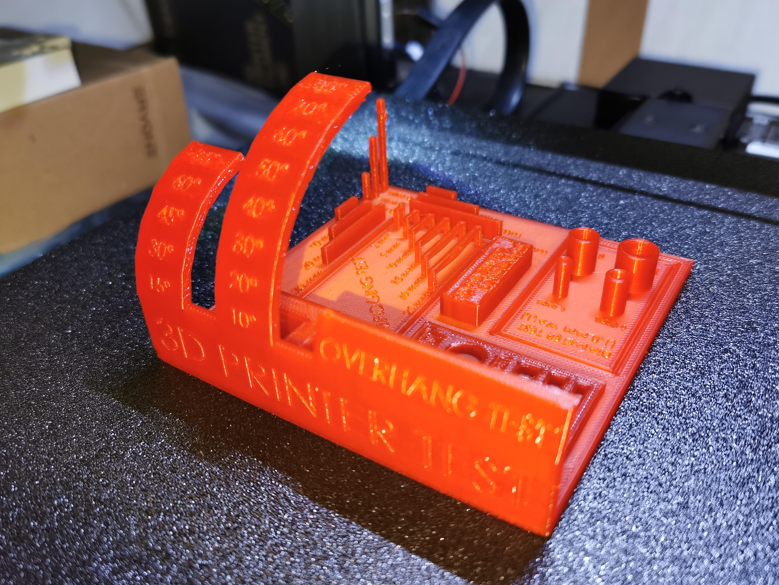
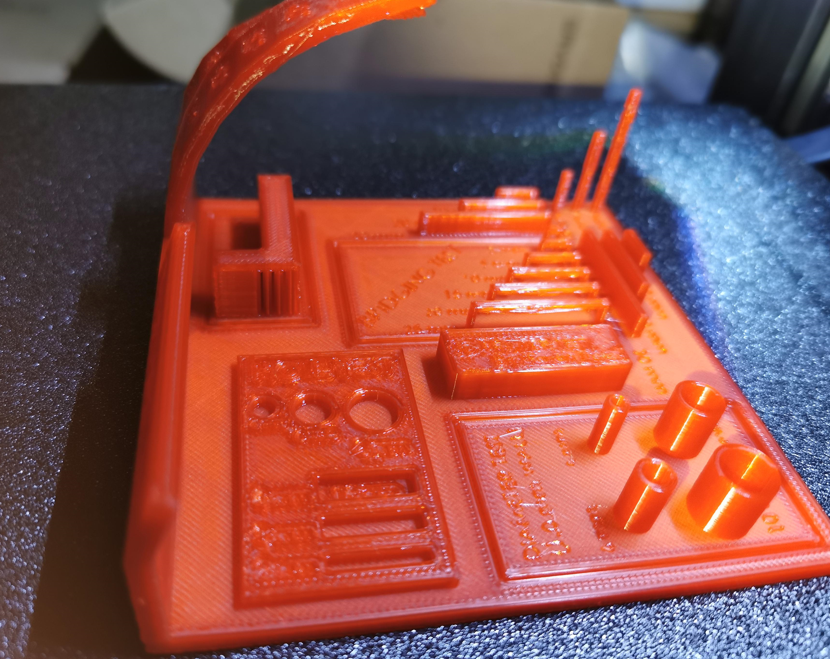
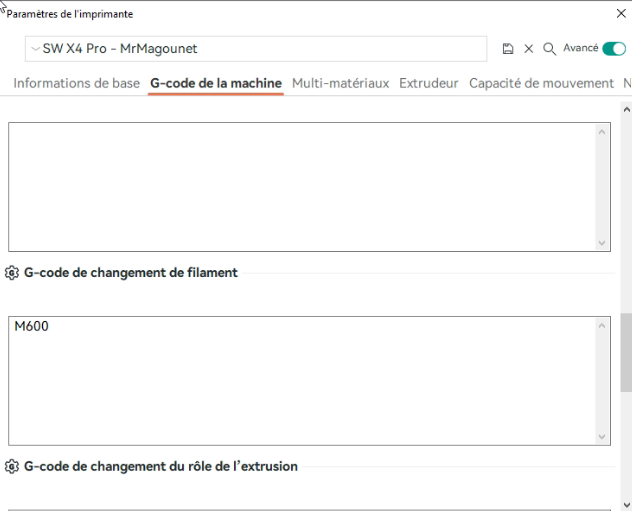
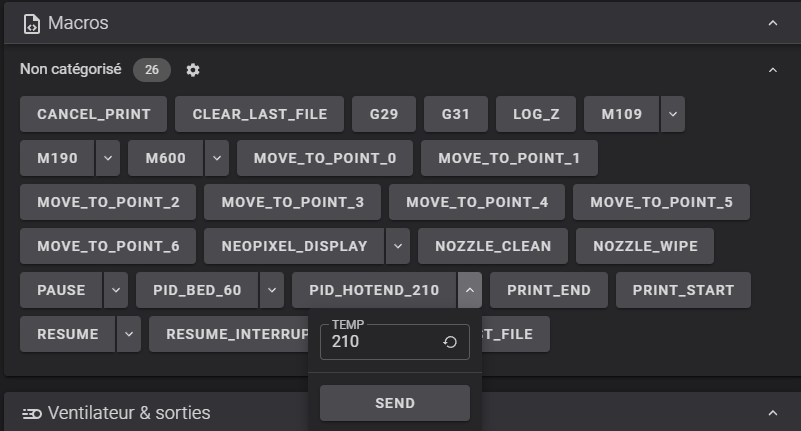
Première impression Alors j'ai pris le parti de faire l'utilisateur 100% novice dans l'impression 3D, j'ai décidé d'imprimer un premier test, juste en ayant effectué le montage tel que le quick start le dit (sauf l'ajustement de Z-Offset qui a été bien réfléchit de ma part ) et j'ai lancer le Benchy de la clé USB fournit. Voici le Résultat. Et oui une vraie oeuvre d'art que voila donc que j'ai arrêté (imprimer avec le peu de HS PLA 50gr fournit par Artillery), j'ai donc arrêté le print et le résultat ne m'a pas surpris je mis attendait mais j'ai fait exprès de tester l'impression directement je voulais mettre en évidence un point il faut toujours vérifié ce qui dois et peux être ajuster sur une imprimante 3D avant de commencer a imprimer sinon vous irez au devant d'échecs . Bon dans mon cas j'avais directement repéré que cela arriverait car en sortant la base du carton j'ai de suite vue que la courroie de l'axe Y etait bien bien trop lâche. Donc la X4 a 2 rail pour le X de 12mm et le Y de 40mm environ (oui le rail du Y est impressionnant et donc hyper stable) donc pas d'excentrique a vérifier sur ces axes, mais la tension des courroie reste a vérifié, ainsi que l'ajustement des V-wheels de l'axe Z (seul endroit ou l'on a des roue sur ces imprimantes), sur la partie guidage Artillery a pris un parti plus qualitatif a mon sens que Anycubic (Kobra2 Pro), Creality (Ender3 V3 KE), ou Elegoo (Neptune 4 Pro). Bon les teste suivant sont plus qualitatif, vous aller voir Toujours avec le filament fournit avec l'imprimante j'ai imprimer ce fichier test en 45Min Et enfin petit vase de test en Filament Eryone PLA Rose ( Rose pour la Fleur car oui vous aller me dire c'est pas rose maos rouge ) en 3H50min Comme vous le voyez le résultat est très bien quand on ajuste la tension des courroies et ce qui mérite de l'être Le test continue avec des modèle Slicer Avec le Slicer Artillery Slicer (désolé je rigole a chaque fois car en réalite c'est un prusa Slicer un poil daté pour lequel le nom et le logo on été changer) ou l'on retrouve les profils d'impressions et profils de filament pour la gamme X4 a savoir X4 Pro, X4 Plus et X4 Max, mais chose amusant on retrouve aussi les profils X1, X2, Genius/Pro et hornet mais pas la gamme X3 . Bon j'ai imprimer toute le week end sur la X4 Pro la qualité d'impression de la machine est clairement la comme vous allez le voir avec ces photos. Petit Benchy classique cela reste un point de référence Après je suis passer a une rose en 2 parties la fleur de 7cm de diamètre imprimer en mode vase avec du filament Rose (colle la fleur de chez Eryone, mais j'ai imprimer 6 roses des rouge, blanche et rose mat toutes parfaite), et la tige qui n'est pas imprimer en mode vase elle et avec du filament chromatik vert pailleté que j'ai d'ouvert depuis é ans au moins . Puis un support pour la rose que j'ai modéliser en 5 minutes sous F360 ici a Filament chromatik Rouge Cerise ouvert depuis prêt de ans aussi (j'ai utilise de fin de bobine que j'avais) Le résultat final de ces rose donne cela J'ai ensuite imprimer un Benchmark qui permet de test un peu tout les aspect de la machine. Ce que l'on peux en conclure les ecriture sont imprimer sans soucis et lisible c'est deja pas mal en soit, les pont ce font sans soucis et les surplomb sont pas mal on a un léger affaissement arrivé a 80° mais j'ai pas passer la ventilation en mode boost, seule la plus haute des 3 fine tige est un peu moyenne, mais j'ai laisse les paramettre du profile de base dans Artillery Slicer pour ces test, a savoir un vitesse de remplissage de 300mm/s déplacement a entre 300-500mm/s, et vitesse des parois externe a 120mm/s. Prusa slicer (oups Artillery slicer) avec le profils par defaut fait le taf, après le soucis on nous met des profils pour chaque matière mais cela reste les même profile en soit seule a temp et ventilation dans les profils des filaments sont ajuster, il y aura un travail a faire notamment avec les profis PETG et TPU qui pour moi ne seront pas utilisable avec les profils tels que definit. A oui le bench ici est fait avec le filament Chromatik rouge cerise que j'ai ouverte depuis 2 ans et qui n'a pas été déshydrater pour le test et cela n'a pas poser de soucis. Je vais quand j'ai le temps travaillé a me faire un profils Orca slicer pour cette machine et je verrais ce que cela donne avec Orca, mais objectivement les profils sous Artillery Slicer manque un peu d'amour j'aurais aimer un profils rapide un standard un très détaillé, plus un profils optimise pour le PETG et un pour le TPU, mais le profils de base est une base de départ très correcte en soit. /************************************ Tutos Utiles *****************************/ ADXL345 (accéléromètre) pour la calibration de la résonnance. Salut les amis je vous met a disposition le tutoriel permettant d'effectuer le câblage d'un ADXL345 sur les SW X4 Pro, X4 Plus ou X4 Max. Je vous met le tuto en PDF depuis mon Drive. Mes Profiles Orca Slicer PLA pour la SW X4 Pro et SW X4 Plus Je vous met à dispo le profil Orca Slicer ainsi que le bed et la texture que j'ai créer avec, le profil Orca a été re créer de 0 sur un Orca Slicer 1.9.1 installé sous Windows en installer .exe, car a première vue mon profil précédant quand je l'exportais de mon Orca Slicer Version portable personne ne réussissait à l'installer. Disponible sur mon drive pour la SW X4 Pro. Le "SW X4 Pro - MrMagounet.orca_printer" est a importer, et le STL et PNG sont a charger dans la configuration de l'imprimante dans zone imprimable. Disponible sur mon drive pour la SW X4 Plus. Image EMMC du système complet (Armbian/Klipper avec Mainsail installer) de la X4 Pro Merci à @zadnezz qui a réaliser une image de sauvegarde du système complet de la X4 pro, avec Mainsail installé en plus de Fluidd si il y a un jour besoin de réinstaller une image système sur une SW X4 Pro. Image téléchargeable ici. Je vous met ici le liens pour l'image 100% officiel Artillery pour la SW X4 Pro dispo sur mon drive. STL, Voici le fichier Gcode slicer du fanduct d'origine pour le SW X4 modèle d'Artillery FanDuct d'origine pour SW X4 Pro et X4 Plus déjà slicer par Artillery Avoir les vignettes d'impressions avec Orca Slicer Pour ceux qui utiliseront Orca Slicer vous vous rendrez compte que les vignettes ne sont pas fonctionnel car cette version de Klipper ne comprend pas l'encodage de la vignette de orca. Je n'ai pas encore trouver de solution viable. Ajout de la Exclusion_Object sur la série SW X4 Alors ici je vous met à disposition une Tutoriel vous expliquant comment configurer la fonction Exclusion Object sur le Klipper des SW X4, ainsi que dans Orca Slicer (cette fonction est aussi activable sous Prsua/Artillery Slicer bien entendu). Le tuto est téléchargeable sur mon drive. Ajout des Macro PID Auto tune pour la buse et le plateau Je vous est écrit des macros pour la calibration du PID des buses et plateaux, j'ai fait en sorte qu'elles soient simple et pratique à utiliser. L'idée est que la buse ce place au centre du plateau et monte a 5cm puis la ventilation ce met en route à 100% (comme cela le PID ce fait avec le flux d'air de la ventilation c'est plus efficace), puis la phase de PID s'effectue et un fois fini un save_config est effectué après arrêt de la ventilation de la buse dans un délais de 10s (ce qui enregistre les valeur du PID dans le fichier printer.cfg directement). La macro a été conçu pour par défaut effectué le PID de la buse à 210°c et le PID du plateau à 60°c, mais vous pouvez indiqué à la macro à quels temp° vous voulez que le PID s'effectue. Voici a quoi cela ressemble A noter que j'ai fait une fichier macro donc le plus simple pour vous est d'importer ce fichier dans la configuration Klipper, il faut l'ajouter avec les fichier printer.cfg et autres fichiers. Après il ne vous reste qu'a ouvrir le fichier printer.cfg et ajouter en début de fichier l'a ligne suivante [include macro.cfg] Voici donc le fichier Macro que je vous ai écrit pour les macro de PID (il faudra le dézipper). macro.zip Ajout de la Macro M600 & start Gcode que je recommande de modifier Je vous met ici a disposition la Macro M600 que j'utilise sur les deux SW X4 (Pro & Plus) cette macro est assez simple mais fonctionne bien, après pour ceux d'entre vous qui avez déjà de l'expérience Klipper libre à vous d'y apporter votre touche personnelle, Mon_M600.txt pour ajouter cette macro il vous suffit d'aller sur l'interface Fluidd de Klipper (l'interface via le navigateur web) d'aller dans les fichier de configuration et d'ouvrir le fichier printer.cfg vous n'aurez qu'à copier coller ma macro dans le fichier (perso le l'ai placé en dessous de la macro Pause et Resume, mais on peut la placé à son bon vouloir). Il faudra cliquer sur enregistrer et redémarrer, a présent la macro M600 est utilisable (attention cela n'est pas faisable en cours d'impression bien sûr). A côté de cela si vous ajouter la macro M600 je vous invite à apporter quelques changements du start Gcode sous Artillery Slicer pour évité tous comportement inutile car en grande partie le start Gcode est intégré côté filament sous Artillery slicer ce qui ferais qu'il serait a nouveau exécuté lors d'un changement de filament et ce n'est pas souhaitable. Start Gcode SW X4 Pro.txt Bien sûr si vous utilisé Orca comme moi et mon profil SW X4 Pro que je vous ai fournis la modification du start Gcode est déjà faite par contre j'ai oublié de vous mettre un start Gcode de changement de filament donc apporter cette correction. Configuration Webcam. Vidéo explicative pour configurer une webcam sur les Artillery X4 Pro et Plus ( @Philippe Lagane a réalisé ce tuto vidéo, merci à lui) Capture des commande SSH prise lors de la manipulation sur la X4 Plus en cours test, suivie de la vidéo de Philippe. Quelques précisions : Personnellement utilise un outil type Putty pour la connexion SSH, si vous souhaitez enregistrer les paramètres de connexion et pensez devoir revenir de temps a autre sur la console SSH. dans le fichier webcam.txt, vous pouvez laisse le paramètre "camera" sur "auto" car par défaut il ira ce connecter avant tout autre chose sur l'usb sur la ligne camera_usb_options="-d /dev/video4 -r 1920x1080 -f 10" le -f 10 indique le framerate de la camera ici cela indique a bridage a 10 images par seconde, attention retire l'option -f impliquera un framerate de 30ips (on limite généralement a 10 ou 15 ips pour éviter les impact de performance) sous Fluidd et configuration section webcam en réalité vous aurez juste a indique le nom que vous souhaitez Mais donc perso j'ai effectué l'install sur la X4 Plus sans soucis, Philippe le montre sur la X4 Pro de la même façon, et cela sera probablement le cas sur la Futur X4 Max . Support Webcam Alors Déjà Merci à @Philippe Lagane qui nous a réalisé un support pour les SW X4 Pro & Plus compatible avec les webcam pourvu d'un pas de vis type appareil photo. Disponible sur Printables Vidéo reglage Z-Offset pour les firmwares SW X4 Pro sortie depuis le 19 mars 2024 La logique de configuration de Z-Offset a été simplifié et revue voici la nouvelle logique de fonctionnement sur les version du firmware sortie depuis le 19 mars 2024.






 1 point
1 point -

From the album: Articulated
Imprimante 3D Voron V01 - Filament 3DFIL PLA Blanc - Articulated Axolotl - Casimages1 point -

From the album: Articulated
Imprimante 3D I3RS32 MakerFr - Filament 3DFIL PLA Blanc Imprimante 3D Voron V01 - Filament 3DFIL PLA Bleu - Filament 3DFIL PLA rouge - Filament ArianePlast PETG noir - OctoOrb1 point -
Une question, lorsque vous avez reçu votre A1, il y avait-il dans la boîte le « cadeau » à fabriquer ?0 points