Classement



Contenu populaire
Contenu avec la plus haute réputation dans 22/02/2024 Dans tous les contenus
-
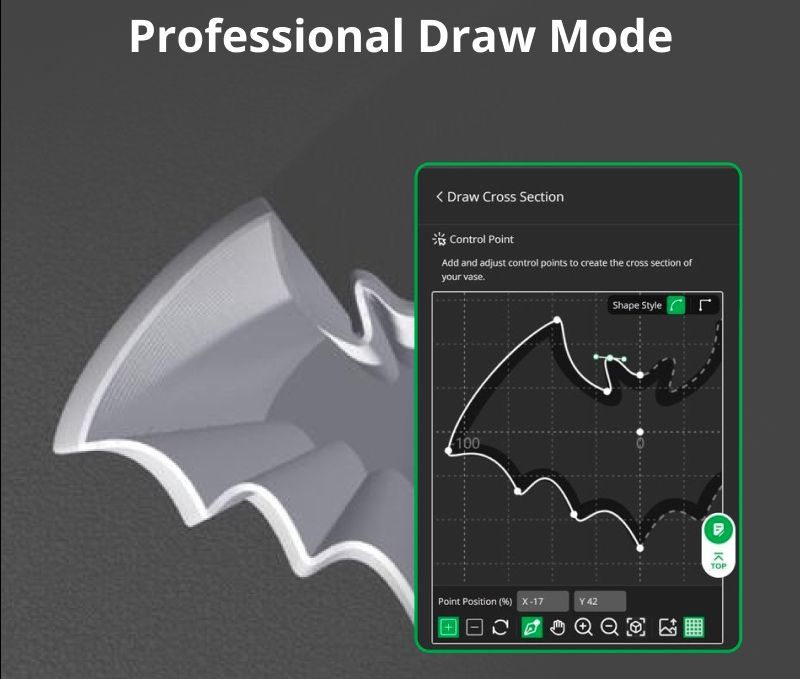
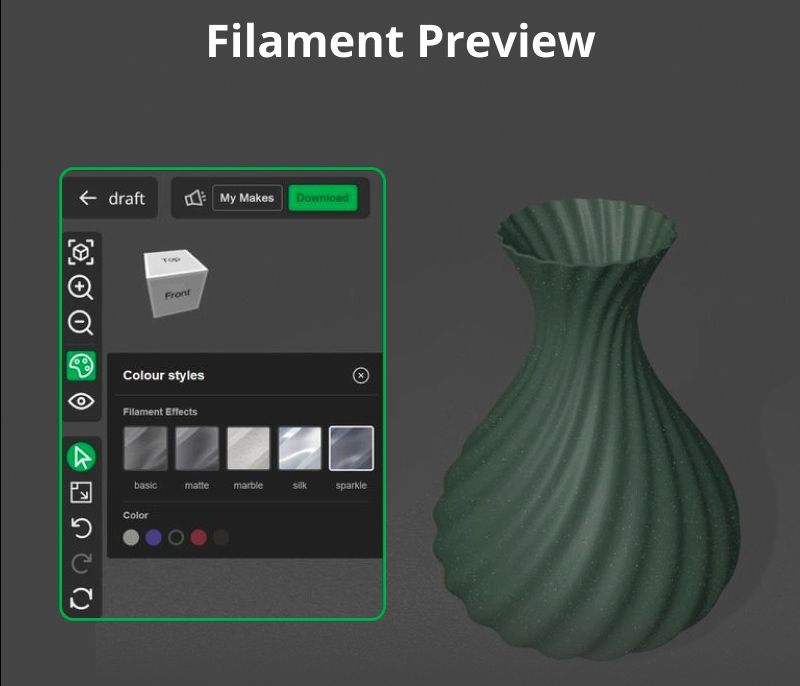
J'ai vu la news sur la page Facebook du constructeur qui a annoncé une nouvelle fonctionnalité sur sa plateforme MakerWorld : makeMyVase. Comme son nom l'indique, il s'agit d'un outil pour modéliser des vases à imprimer en 3D. Draw Mode Il y a des formes toutes faites mais également un mode dessin pour partir de zéro : Filament Preview Un fois le vase modélisé, on peut effectuer une prévisualisation du filament histoire de voir à quoi ça ressemblera plus ou moins une fois print : Spiral Vase Mode Forcément, il y a un mode spiralisation du modèle pour une impression plus rapide : Je n'ai que peu manipulé le logiciel mais ça a l'air fluide et intuitif. Je suis juste étonné de ne pas avoir trouvé de bouton "ouvrir dans Bambu Studio", on ne peut visiblement que télécharger le fichier au format STL ou 3MF Au passage j'ai découvert qu'il y avait déjà "Make My Sign" !

 4 points
4 points -
Découvrez ce que @MrMagounet pense de son Artillery Sidewinder X4 Pro dans son test sur le site ! https://www.lesimprimantes3d.fr/test-artillery-sidewinder-x4-pro-20240222/4 points
-
Salut, Affaire de H ... Dans les titres de sujet récents : Problème auteur de la buse (DiscoEasy 200) Transformer une aneth a8 en graveuse laser Le H de la hauteur est tombé sur l'Anet ! Corrigé récemment par @PPAC En tombant (de toute sa hauteur) elle a gagné en droits (d'auteur bien entendu) , l'Anet quant à elle est devenue plante aromatique (un régal avec du saumon) ...4 points
-
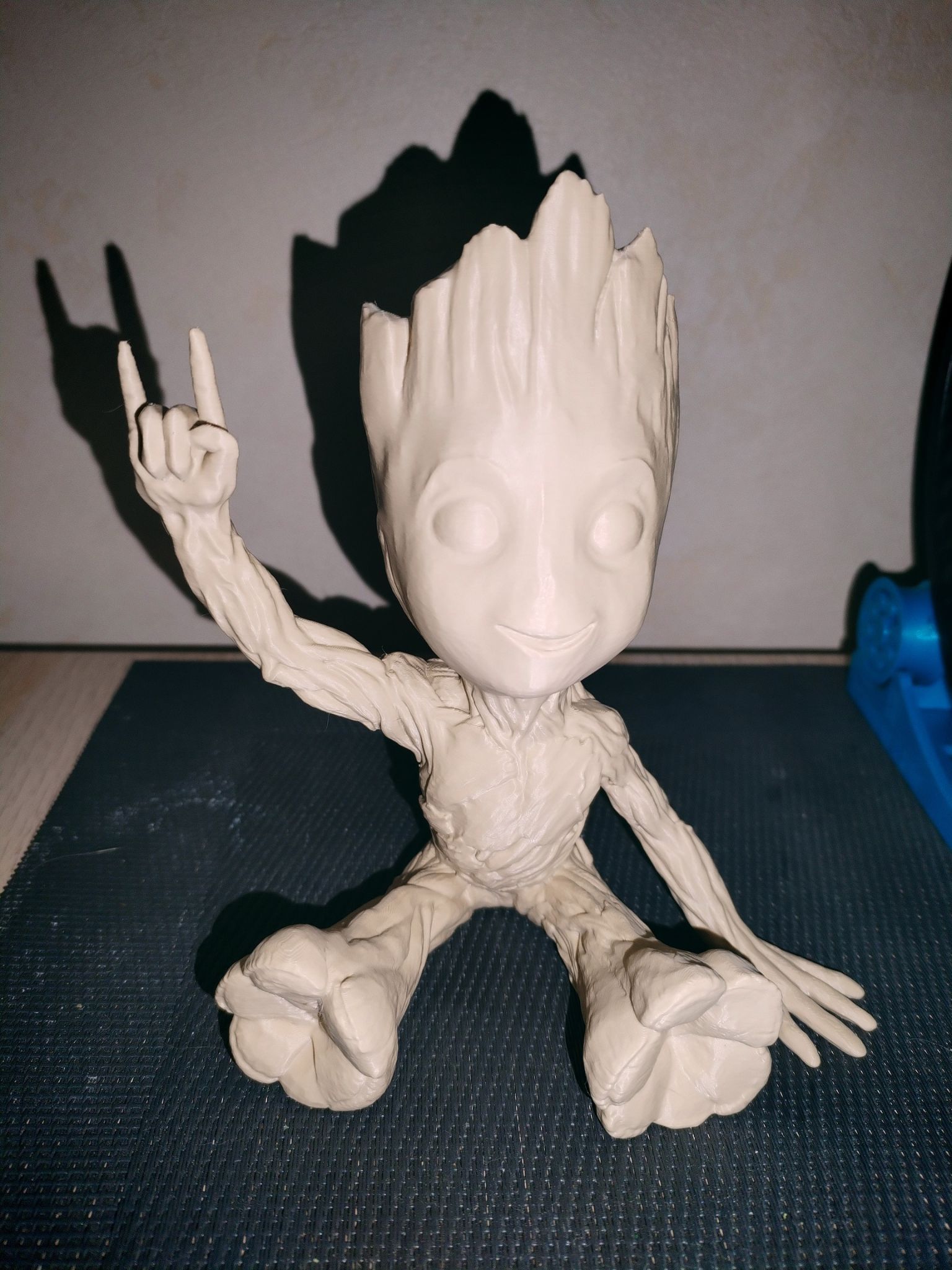
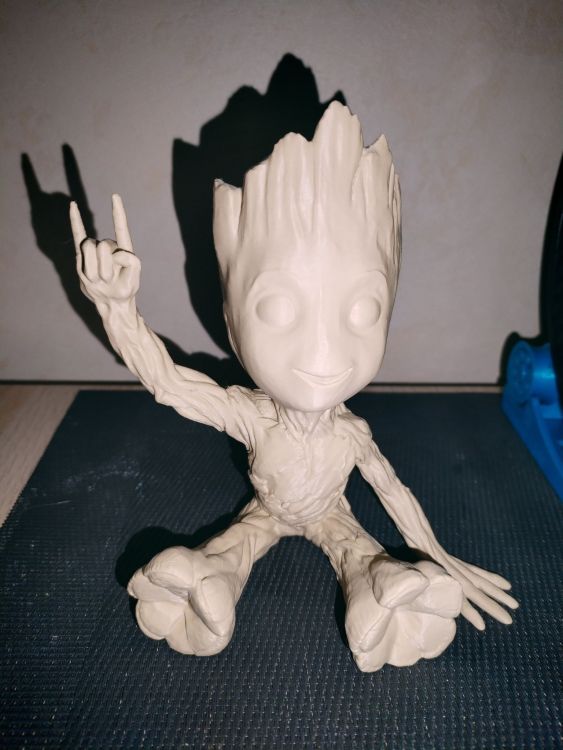
Bonjour, Voilà un baby groot de 15cm et imprimé en 0.12mm de hauteur de couche. Pour l'instant, avec ma P1P, je n'avais imprimé que des pièces avec des formes assez simples et très peu texturées et je suis impressionné par le résultat. La qualité des photos ne rend pas hommage à l'impression malheureusement.
 3 points
3 points -
Du coup il faudra se rabattre sur le saumon fumé ....3 points
-
trop de consommation de H probablement3 points
-
Je ne saurais rien dire de plus que "essaie", tu verras bien le résultat. Il ne devrait pas être trop mal. et pour te faciliter la vie, utilise de l'enduit en bombe, ca permet d'être pas trop épais et facile à appliquer. Pas la peine de chercher le micro-détail sur quel type d'enduit, quel type de mastic, celui en bombe suffira largement a masquer les rainures de l'impression, les poncages successifs permettant de mettre à niveau le fond de creux et les crêtes (comme tout enduit poncé qui se respecte)2 points
-
La nuit portant conseil ... je vous dirais demain si j'ai une illumination. Bon dodo a vous. Faite de beaux rêves2 points
-
Je reviens vers vous au sujet de ce projet de double-rail : en fait l'Ender 3 + rails linéaires imprime très bien, avec une précision redoutable. * Changement de carte-mère (BIGTREETECH SKR Mini E3) et configuration des moteurs pour plus de précision. * Bed level avec BL-touch est proche de la perfection. Je fais des tests à trois reprises pour plus de précision. Je viens d'imprimer un cube de 2 cm avec une buse standard de 0,4mm en PLA 210°/60°et j'obtiens pile-poil 2 cm de tous les côtés. Quand j'imprime un raft, les fils sont alignés et quand la pièce est prête, elle est parfaite. Quand je sors la pièce, le raft reste en main et s'effile (je n'avais pas l'habitude de cela sur l'Ender 3 S1 Plus). Cerise sur la gâteau : elle ne fait presque plus aucun bruit, on entend seulement le ventilateur de l'extrudeur et le ventilateur de l'alimentation 220v, le bruit des mouvement se perd dans les bruits parasites. Donc c'était bien une bonne idée (mais un peu chère). Voilà qui clôt la discussion. Je joins mon fichier Ender 3 pour Klipper. Je ne connais pas la précision de l'impression, on est proche des limites. J'imagine que si je la mets dans un caisson, j'obtiendrai une imprimante de qualité professionnelle, imprimant des pièces ABS avec une très grande précision. Et tout cela me donne envie de construire une Voron ... maintenant que j'ai compris l'intérêt des guides linéaires. Merci à tous pour vos conseils. printer-creality-ender3-skr-mini-e3.cfg.txt



 1 point
1 point -
L'articles en ligne pour tous ceux qui l'attendait, et la vidéo arrive sous peu. Articles sur le blog1 point
-
3DJake est un site de Vente Autrichien donc européen assez sérieux je sais que certain n'ont pas eu de soucis de retourner des machine qui au déballage avait un soucis, la ou Wanhao France et 3DExpert (même groupe prépare les gants de boxe). Concernant le site de Artillery si tu sélectionne bien EU pas de soucis la machine est envoyé depuis l'Allemagne normalement tu dois pas avoir de problème dans mon cas les machines sont parties de chine car bien j'ai reçu les X4 Pro et X4 Plus avant tous le monde . Pour ce qui est de Banggood y a pas de soucis particulier à prévoir quand c'est expédier de leur entrepôt EU, mais actuellement ils les envoient de leur entrepôt en chine donc y a des risque de litige ou il faudra ultérieurement demander le remboursement. Honnêtement si elle est moins chers chez 3DJake je la prendrais chez eu si tu as un soucis tu pourras toujours communiqué en FR avec leur service et ou que tu l'achète Artillery chine assurera toujours le SAV en cas de soucis par contre SAV de 1an avec Artillery chine.1 point
-
@vap38 qui connaît bien ces alim, t'a conseillé de prendre des condos qui tiennent 350 400 Volts1 point
-
Salutation ! Attention 100°C en température de plateau c'est pour certain matériaux comme l'ABS. ( Matériau difficile a imprimer sans un caisson ) Mais si comme je le suppose tu utilise du PLA, c'est normalement max 60°C pour le plateau sinon le PLA reste mou. Oui c'est éventuellement possible ( avec un éditeur de texte supprimer juste ce qu'il faut pour lancer une nouvelle impression pour compléter ce qu'il manque, mais il y a quelque pièges, il faut avoir une compréhension des commandes g-codes https://marlinfw.org/meta/gcode/ et de leur contexte d'utilisation, afin de vérifier qu'il y a suffisamment de place pour faire le Home, et de correctement réinitialiser la position de l’extrudeur pour correspondre au contexte de la couche où il faut reprendre , ... de plus comme il y aura une coupure de chauffe du plateau l'impression risque de se décoller complètement et donc la reprise sera problématique ) mais pour un débutant je ne le recommanderais pas. Pour moi, c'est plus simple de refaire un tranchage où l'on déplace le modèle en partie sous le plateau pour refaire un nouveau tranchage juste de ce qu'il manque et de faire une nouvelle impression (en ayant enlevé du plateau ce qui a déjà était imprimé), pour imprimer juste ce qu'il manque et coller après.1 point
-
Bonjour, Je me suis rendu compte que la platine qui supporte la roulette de l'extrudeur était déformé. Il semble que le plastique ait chauffé et soit "monté". L'extrudeur était en hauteur dans le caisson et la température au niveau du plateau monte à 50°C donc en haut... J'ai remplacé la pièce par un CREALITY en métal. Je viens de faire 2 petits essais et pour le moment ca semble fonctionner. A confirmer dans le temps ! Merci à vous !1 point
-
@Jean78 comme la dis l'ami @pascal_lb la Neptune 4 pro a pas de wifi que de l'ethernet, cependant tu peux installer le wifi en utilisant une clé usb Wifi première prix (faudra bidouille Armbian linux par contre si l'on veux pas devoir la débrancher / rebrancher à chaque démarrage la cle wifi pour qu'elle fonctionne), sur la X4 Pro le Ethernet est possible mais oblige a souder le connecteur sur la carte mère tous est prévue mais pas de connecteur soudé. Tu as à peux prêt les mêmes modifications soft à faire côté firmware et système sur les 2 imprimantes à savoir ; Macro M600 à ajouter modification Armbian a prévoir pour le support d'une Webcam, pour la gestion des miniature sous Orca slicer il y a un programme additionnel a installer sur le PC, l'ADXL345 necessite d'ouvrir le boitier et dêtre câblé (mon tuto pour la X4 Pro est applicable a Neptune 4 c'est pareil ), la Neptune 4 pro a la chauffe segmenté c'est vraie et c'est la seule, la ventilation auxiliaire est plus imposante mais je suis pas sur que cela apporte tellement plus j'ai pas de soucis de refroidissement sans passer la ventil en mode boost. Le gros plus de la SW X4 Pro dans sa gamme c'est surtout sont volumes Artillery indique 240x240 mais mais tu peux mini tablé sur 245x245 et si tu veux même aller a 250x250 tu serait bord a bord mais c'est faisable, cela la ramène a une taille proche de la A1 de bambu qui est a 256x256, donc si tu as parfois un leger manque de place ce qui arrivait parfois avec la Genius, sur la X4 pro c'est moins le cas. Après electroniquement et firmware on est très proches, l'avantage del a X4 pro est que contrairement a mon idée de départ les buse volcano semble compatible (même si le filtage fait 0.5mm de moins cela semble compatibe), la ou la Neptune utilise des buses propriétaire à cette gamme. Le Site Elegoo.fr est pas de Elegoo mais d'un revendeur Fr qui a déposer le nom de domaine je croix de mémoire. Par contre Artillery 3D Expert a rien de Artillery du tout c'est l'entreprise 3D Expert qui a créer des filliale nomée Wanhao France / Artillery 3D Expert et qui ne sont que des revendeur FR dont malheureusement la qualité de SAV et les connaissance technique qu'ils ont sont plus que discutable.1 point
-
Salutation ! Il doit y avoir un petit bout de machin qui traîne dans le modèle 3D Après avoir installé le plugin "Mesh Tools" et redémarré Ultimaker Cura, essayer un clic droit sur l'objet pour faire via le menu contextuel un "Split object" / "Séparer l'objet" pour ensuite enlever le petit morceau en trop. Sinon, j'ai masqué le sujet doublon sans la capture d'écran.1 point
-
Rassures-moi, cela ne t’empêche pas de respirer si tes capteurs d'air sont HS ?1 point
-
"Up" sur le S.A.V "LISA" Toujours réactif, j'ai reçu le colis 'extrudeur' en provenance de leur site en Allemagne aujourd'hui via 'GLS' Vraiment au TOP leur service:

 1 point
1 point -
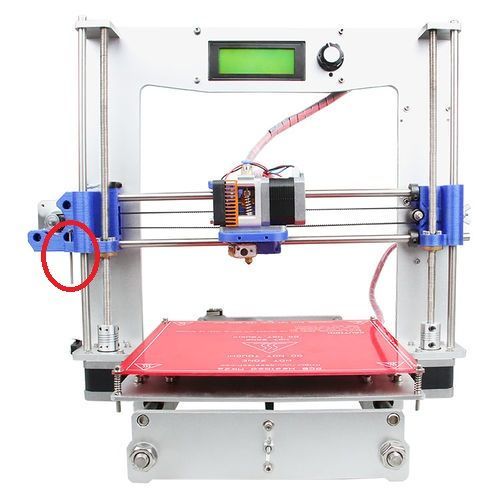
Bonjour Je suis complétement débutant en imprimante 3D et je le mesure d'autant aujourd'hui que ma sidewinder X2 ne fonctionne plus. Je ne connais pas la technique, je me suis lancé dans l'impression 3D essentiellement pour des raisons utilitaires. J'ai 67 ans, normand d'origine et installé dans le sud-ouest depuis 42 ans.1 point
-
Attention la pro n'a pas le wifi, les plus et max oui Perso j'ai acheté la 4 plus en précommande sur http://eu.elegoo.com aucun problème frais de port gratuits et elle était moins chère que sur les autres sites1 point
-
Sur Devellopez.com ils avaient parlé d'un frigo connecté qui envoyait des milliers de SPAM par jour Ce qui fait encore plus peur (et en même temps bien rire) : voir des tentatives de faire du "cloud souverain" et une IA made in France... avec du hardware made in USA et made in China . Ne parlons pas des boites et administrations sensibles avoir leurs données hébergées par Amazon (voir un des derniers articles du Canard Enchaîné sur le nucléaire) Le filaire quand c'est possible c'est toujours mieux : débit garantit, pas de parasite, pas de piratage radio. Avoir un second réseau "interne" sans Internet aussi, et ne donner physiquement l'accès au net que aux appareils qui en ont vraiement besoin. Je peste contre mes capteurs de qualité de l'air qui fonctionnent uniquement via un serveur sur le net, alors que ça pourrait très bien fonctionner uniquement en local. Pire : quand je n'ai plus d'internet, ces capteurs ne sont même plus capables d'afficher ce qu'ils mesurent sur leur petit écran intégré, l'écran affiche un frustant "no connexion"1 point
-
Bonjour @mdl2000, Niveau qualité je trouve la AD5M plutôt folle. Pour avoir acheté une A1, puis une AD5M part la suite, je préfère largement la AD5M. Niveau qualité, j'ai créé un profil pour buse 0.4 en 0.08 et c'est superbe. J'ai imprimé des petites figurines pour le jeu de rôle d'un ami. Alors je n'imagine pas en buse 0.25 ! Même si personnellement je ne penses jamais en acheter une, vu la qualité en 0.4. Pour le coup, j'ai profité du rappel de la A1 pour la renvoyer et me faire rembourser. Le fait que la AD5M soit une corexy + possibilité de créer un caisson grâce aux STL fait par FlashForge ma encore plus motivé, en plus des print plus que parfait. Ma toute première FlashForge (pas ma première imprimante) et je suis réellement bluffé. Je ne peux pas te donner mon avis sur la M5C je ne la connais pas. Par contre, la AD5M à une qualité d'impression similaire à la P1P de chez Bambu, (plusieurs essais d'impression similaire) mais pour 350€ de moins. (J'ai acheté la mienne à 299€) Bon print !1 point
-
Hauteur 0.2, largeur 0.2 et 100% pour le débit Concernant la hauteur, ça ne sert à rien de l'augmenter pour écraser la première couche, quand tu augmentes de 0.1 ta couche sera 0.1 plus épaisse c'est tout1 point
-
re ! j'ai rêver de la bambu ..... bon ce matin , démontage et remontage , réglages des petits jeux ,équerrage parallélisme etc... ( elle a pris un peu de jeu , mais pas de quoi flipper ) la géométrie mécanique est au mieux , j'ai pas de matos micrométrique , mais je sais que par expérience (le boulot) elle est régler correctement ! et j'ai volontairement fait en sorte pour l'axe x (a gauche ) soit inverser par rapport aux anciennes mesure , pour inverser la compensation du bed ... je suis vicieux j'ai vérifier au toucher ,si la courroie non motoriser a un décalage dans le déplacement : non et le résultat est sans appel ...... c'est pareil !!!! écrasement plus prononcer du coté droit .... c'est moins flagrant après un certain temps de chauffe , je pense que c'est lier a la dilation du bed ,il y a aussi le chauffage et la diffusion de la chaleur .... après plusieurs prints test , je constate une amélioration , le filament "fond sur le bed et les lignes se soude entres elles . je pense que je vais devoir augmenter le flux sur la couche initiale ,. normalement ça devrait devrait ètre mieux compenser de manière logiciel ? je ne sais pas quoi en penser .... j'ai fini par régler au plus juste le bed sans contraintes volontaire . il est plutôt bien plan ! au moins ça je peux rien dire actuellement je suis suis sur 0.25 mm d'épaisseur , 0.60 de large , flux 100 % ca croche ! !!! important ! et aussi j'ai bien nettoyer mon bed au savon ! pas de picole isopro ! et je trouve que c'est mieux ! ça doit jouer aussi ! test a 0.20 et 0.5 flux a 110% . ça croche aussi ! c'est quoi vos réglages ? je ne vais pas dire que le problème est solutionner ! mais ça croche ! c'est le but ....

 1 point
1 point -
C'est pas mal cette fonctionnalité, je n'ai pas de Bambulab mais je vais tester1 point
-
Je dirais que ça dépend des environnements. Lorsqu'on sait qu'en entreprise le plus gros risque de piratage vient de l'intérieur, on comprend mieux certaines politiques. A la maison on peut généralement se contenter d'une clé commune pas forcément compliquée si on a des sauvegardes hors-ligne car dès lors qu'on accepte un produit sur notre réseau, il n'a plus besoin du mot de passe pour commettre des méfaits, il est déjà à l'intérieur. Au boulot, que ça soit la partie gérée par "Dieu IT" du groupe ou celle gérée par moi pour les quelques développeurs du site, pas de mot de passe commun c'est authentification individuelle uniquement. Ca permet de tracer et bloquer individuellement un attaquant de l'intérieur. Encore faut-il que le matériel supporte ce type d'authentification. Ce genre de politique a d'ailleurs posé quelques soucis aux mécanos pour connecter leur Stratasys au réseau d'entreprise. Il y a eu +100k€ qui sont restés en sommeil quelques temps avant qu'une solution ne soit trouvée. Dans mon cas perso à la maison, j'ai grosso modo trois réseaux distincts (un peu plus en réalité), chacun son wifi et sa clé. Un pour les appareils de non-confiance de la maison, un pour les appareils de non-confiance+ (type IoT), et un pour le télétravail (non-confiance++). Il n'existe aucun appareil de confiance autre que ceux que l'on développe soi-même. Certes ça demande un peu de connaissances en réseaux, surtout lorsqu'il faut pouvoir rendre disponible un service particulier d'un environnement à l'autre (et ce n'est pas toujours possible), mais je sais que trop bien ce qu'il est possible de faire chez les clients dès lors qu'on a un objet connecté chez eux. Chez moi par exemple, j'ai un ventilateur de plafond de chine qui malgré qu'il soit connecté à son wifi isolé, tente périodiquement de s'authentifier sur tous les wifi environnant. J'ai plus de 700 tentatives par jour dans mes logs pour ce produit uniquement, et celui qui est à l'intérieur et qui téléphone le plus à la maison c'est ma télécommande Logitech qui n'est même plus commercialisée... Ca fait peur hein ?1 point
-
mouai en voyant ça et le reste, perso ça donne pas envie d'en acheter une c'est pas un élastique1 point
-
ouai je suis dubitatif, vu le poids de l'axe X ça ne devrais pas rentrer en ligne de compte et la tension de la courroie du Z, il faudrait vraiment qu'elle soit lâche et à moins que les moteurs du Z ne perdent des pas cette courroie ne sert pas à grand chose lorsque la machine tourne les 2 moteurs sont alimentés par le même driver ?1 point
-
En fait actuellement j'ai une idée de piste mais elle me semble plutôt tiré par les cheveux L'auto leveling se fait avec des vitesse de déplacement relativement grande et au final en vitesse de déplacement d'impression le Z ne doit pas se déplacer exactement pareil ( inertie du truc ... la tension de la courroie de syncho Z, ... )1 point
-
est ce que tu as une vis de réglage sur ton endstop Z ? A cette époque sur ma Geeetech I3 Alu, un model que les plus jeunes ne peuvent pas connaitre il y avait une vis de réglage
 1 point
1 point -
Un AMS chauffant compatible TPU je ne demande pas mieux1 point
-
@Kciroy alors y a pas grand chose a prévoir d'autre avec l'impression FDM, si tu utilise des filament de type abrasif avoir des buse d'avance dans la taille qui correspond a ton besoin est bien, si tu utilise des filaments chargé de particules une buse 0.6 peut être utile si tu a besoin d'un maximum de précision et details un busde 0.2 pourquoi pas (mais pas compatible a tout type de filament attention), suivant le type de filament et de rendu de la première couche y a différent type de plateau flexible dispo. Mais sinon les seule chose importante c'est soit un peu d'alcool IPA et un chiffon doux propre soit un eponge neuve et de l'eau tiède + liquide vaiselle de qualité pour dégraisser le plateau de temps en temps.1 point
-
A mon sens il y a pas forcement de bon ou mauvais logiciel de creation 3D le tous cest de trouver le logiciel qui correspond a ton besoin et dont tu trouve la prise en main facile pour toi. Si tu es allaise avec SketchUp c'est good, perso j'utilise Fusion360 en version gratuite car ce n'est pas pour une usage pro, mais quand je modélise pour l' activité pro de ma femme je passe sous Design Spark Mechanical de RS (RadioSpare) qui a la force d'être une solution gratuite et plutot assez puissante mais il me faut un temps d'adaptation, la je parle pour des pièce fonctionnel car je modélise pas de figurine ou forme organique (si j'ai envie d'imprimer une figurine j'achete le STL j'ai pas le niveau et le temps pour modéliser ce type de projet). Pour de conception de type organique des soft comme Blender par exemple seront plus conseiller (y en a d'autre j'ai juste cité le premier qui m'est venue de tête comme cela). Pour le découpage d'une pièce plein par exemple tu peux le faire directement via certain slicer comme bambustudio ou orcaslicer qui n'ont seulement te font la découpe mais créer les connecter aussi, sinon pour des très gros projet tu as des personnes qui vont utiliser des soft comme luban qui peux découper un modèle full size pour permettre de l'imprimer de autant de partie que necessaire en fonction du volume de ton imprimante (mais cela ne semble pas être ton besoin tu fait de pièce de taille réduite), après faut sinon concevoir sa pièce en plusieurs partie en fonction de ton imprimante et ton besoin. Pour la gestion de support soluble en idex ou autre, c'est pas forcement economique par rapport a l'utilise du même filament, si on prend le PVA qui est filament soluble a l'eau (et donc très sujet l'humidité) le tarif est d'environ 31€ les 500gr donc plus de 60€ le Kg, si par contre on prend le Hips ce dernière lui est soluble dans le limonène on en trouve a moins de 20€ les 750gr on est proche de tarif du PLA ou de l'ABS ici. Leur force permettre de sortir des pièces pour la zone de support est parfaite j'ai eu un formateur qui modélisait des pièce pour des studio de cinéma et qui m'expliquait que dans sont cas c'etait necessaire car cela lui permettait de sortir des pièces parfait qu'il n'y avait pas besoin de poncer derrière etc et donc que ces clients en etait hyper content. Après le PLA et le PETG eux ne fusionne pas ensemble donc il peux service de support l'un pour l'autre et leur prix est semble une 20€ le Kg. Dans ton cas a voir si tu en as le besoin y a que toi qui peut le savoir, moi perso j'ai pas forcement ce besoin donc j'ai pas de machine Idex chez moi qui n'est pas primordial (mais si un jour on me propose d'en tester une je dirais pas forcement non pour voir), je gère pas trop mal mes support en générale mais cela demande de l'expérience. Si tu détermine que les support soluble ne sont pas necessaire, l'impression en mode clone ou en mode mirroir, etc etc en effet tu peux avoir moins cher et qui imprime bien, je t'ai donner les exemple de la P1S et des Qidi tech, après si 220x220 te suffit tu peux ajouter sur la liste l'excellente Flash Forge 5M Pro que j'ai en test actuellement et qui fonctionne au top super machine mais inférieur au 250x250 indiqué par toi en surface.1 point
-
Concernant Klipper, perso je n'ai jamais essayé mais il ne m'a jamais manqué non plus. Peut être qu'en essayant je changerais d'avis, mais j'en doute, car les avantages qu'on entend à son sujet ... ne m'intéressent pas trop. 1/ La vitesse : j'imprime en étant la plupart du temps pas très loin de l'imprimante, or moins elle va vite, moins elle fait de bruit./ Donc j'imprime à des vitesses ne dépassant pas les 80 et je n'ai aucune velléité à la faire accélérer. Par rapport à ce que j'imprime, je suis juste passé sur une buse de 1mm, qui me donne des temps d'impression vraiment intéressants, dans un silence très appréciable ! 2/ Les paramètres supplémentaires ... quand j'aurais fait le tour des possibilités des slicers et que j'en maitriserais le moindre recoin, on envisagera peut être la chose./ Mais ce que j'obtiens tel quel me satisfait, donc pourquoi allez risquer des ennuis à tripoter le firmware de l'imprimante et y passer un temps non négligeable ? 3/ Les options de pilotage depuis le PC, de webcam et autre ... ce n'est pas ma cam ... La carte SD me va très bien. Ce n'est pas un truc qu'on fait 50 fois par jour, les impressions sont souvent assez longues, donc je n'en fait jamais beaucoup en 1 journée. Charger un fichier sur la carte SD et remettre la carte SD dans l'imprimante 1 ou 2 fois par jour, je devrais survivre. Pour la surveillance, l'imprimante n'est pas loin, je peux aller mettre la carte et passer de temps à autre pour vérifier que tout est ok. (en plus on est trop sédentaires, ça fait bouger) Donc perso je préfère une bonne machine stock et passer mon temps à imprimer qu'à la customiser. Mais je le répète, c'est mon choix et ça convient à mes besoins et mon niveau d'exigence, si tu ressens le besoin d'un des points ci-dessus et que tu penses vraiment l'utiliser ... alors lances toi ! Et puis parfois la volonté des personnes à customiser n'est pas dans la finalité, mais dans le process ... dans le plaisir de personnaliser. Parfois quand tu demandes la raison à quelqu'un, la réponse n'arrive pas à dépasser un "parce que" ou au mieux un "parce que c'est mieux" ... Oui mais encore ? "Bah ..." (et on attend encore la suite). Mais c'est une chose que je respecte, chacun son plaisir. Concernant la taille de l'imprimante, il est souvent possible d'imprimer les pièces en plusieurs morceaux et de les assembler après. A toi de voir si c'est envisageable par rapport à ce que tu veux imprimer, et aussi combien de pièces (et à quelle fréquence) sont susceptibles de dépasser du volume d'une 300x300x350.1 point
-
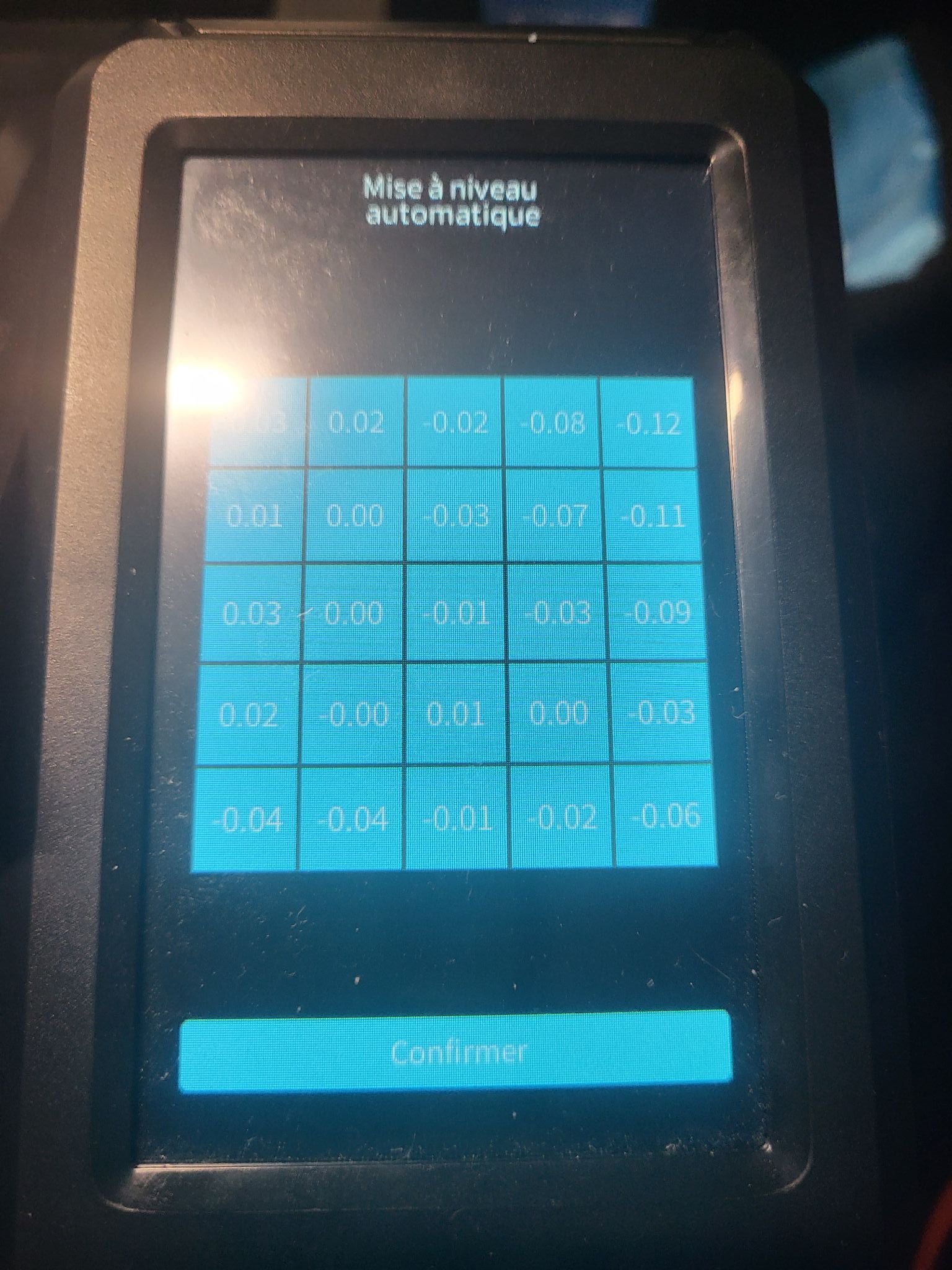
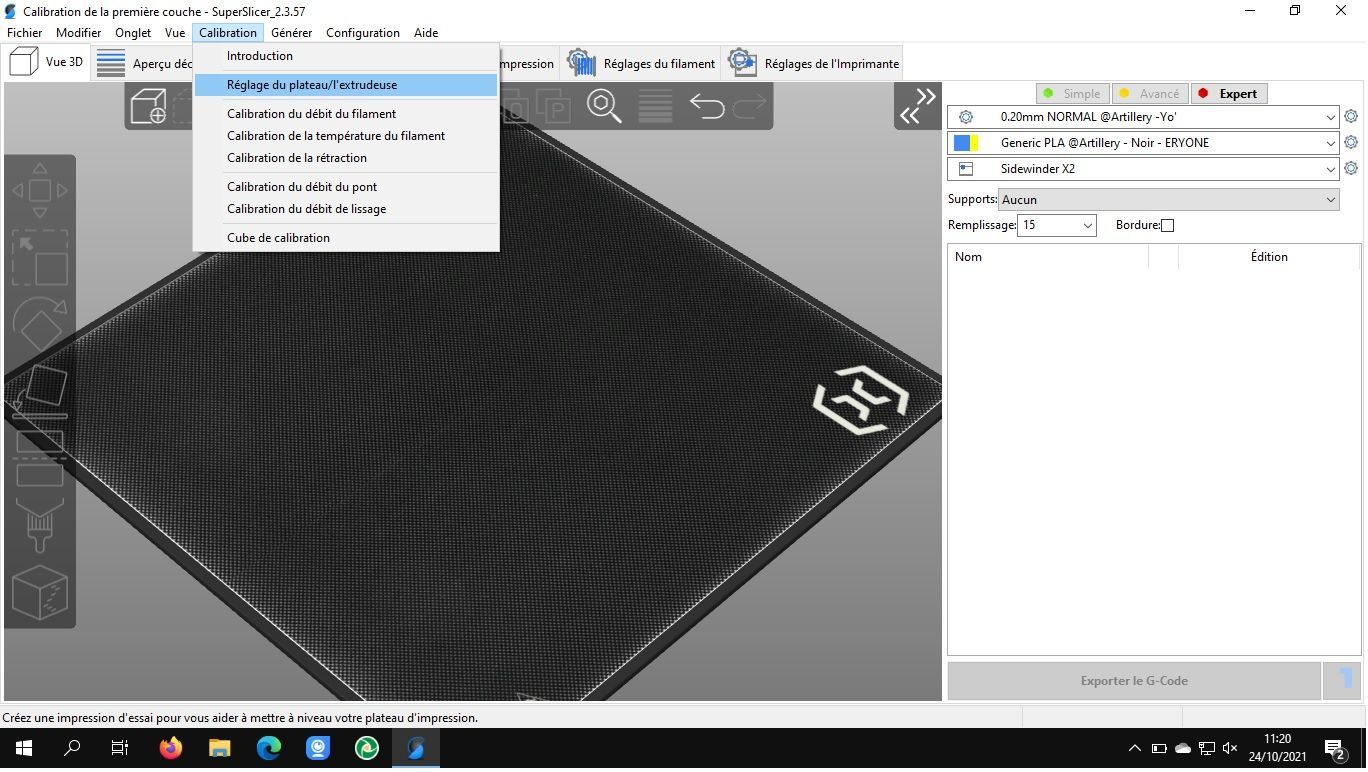
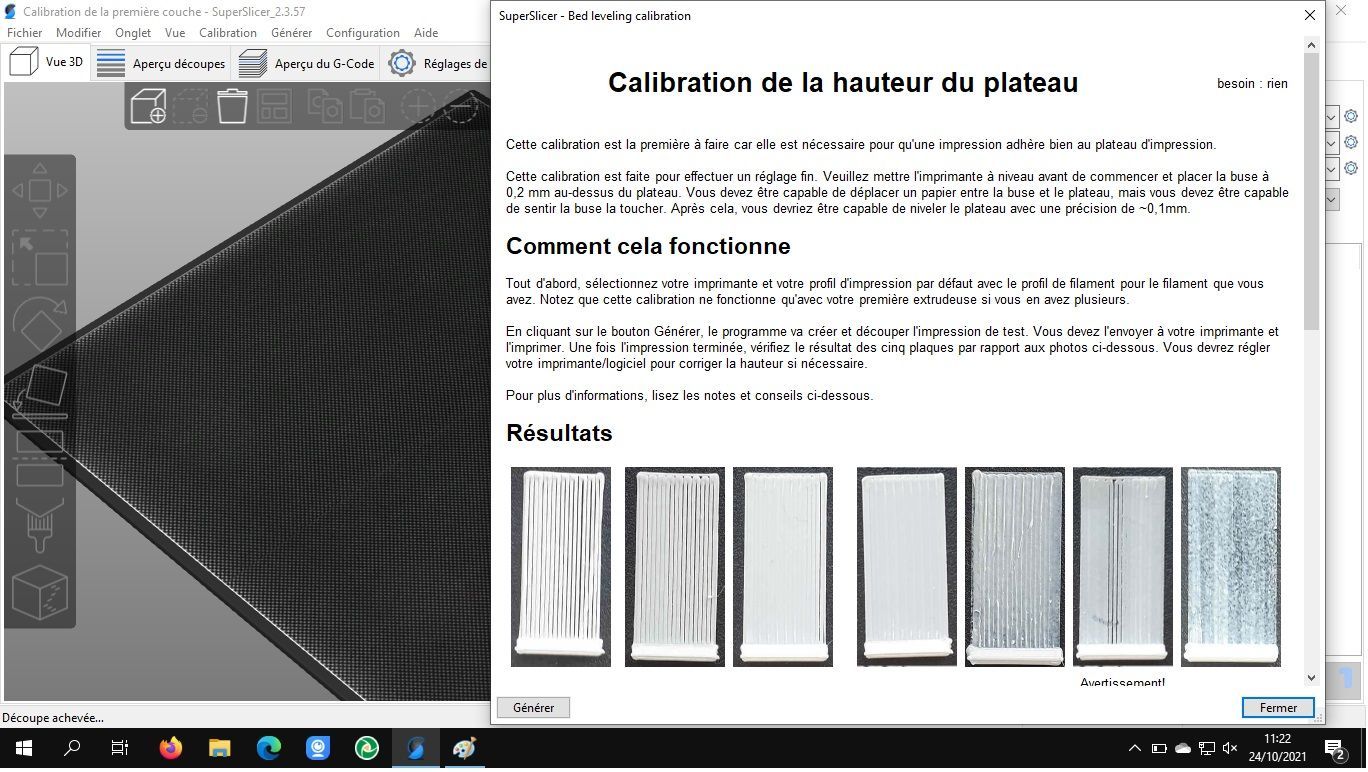
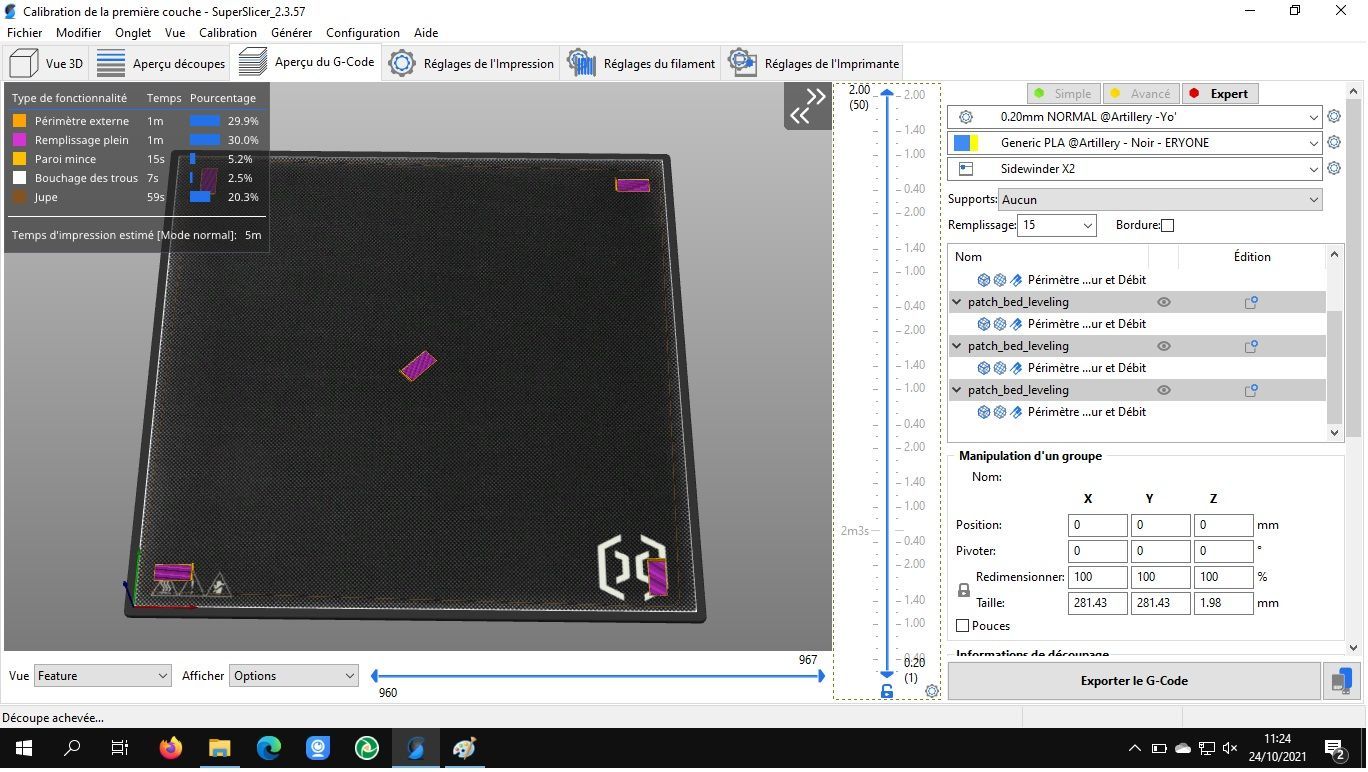
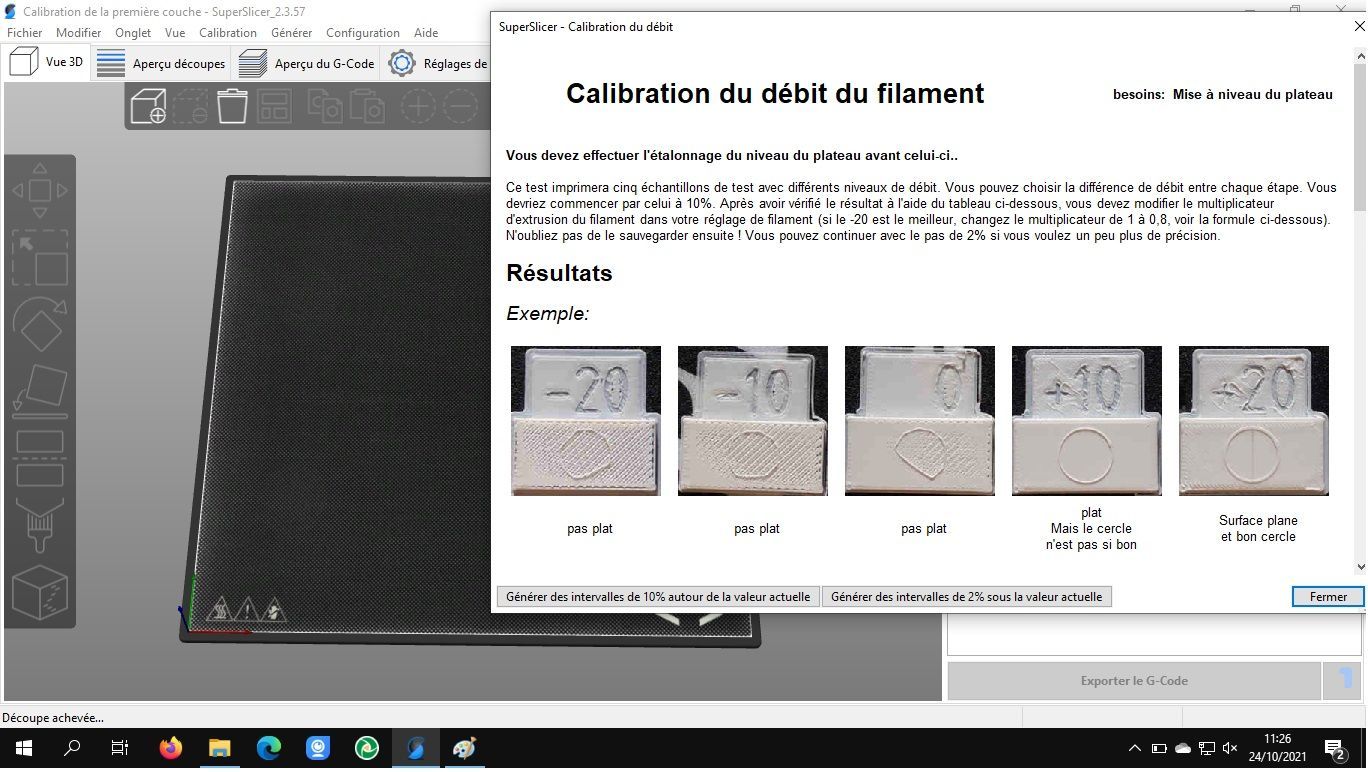
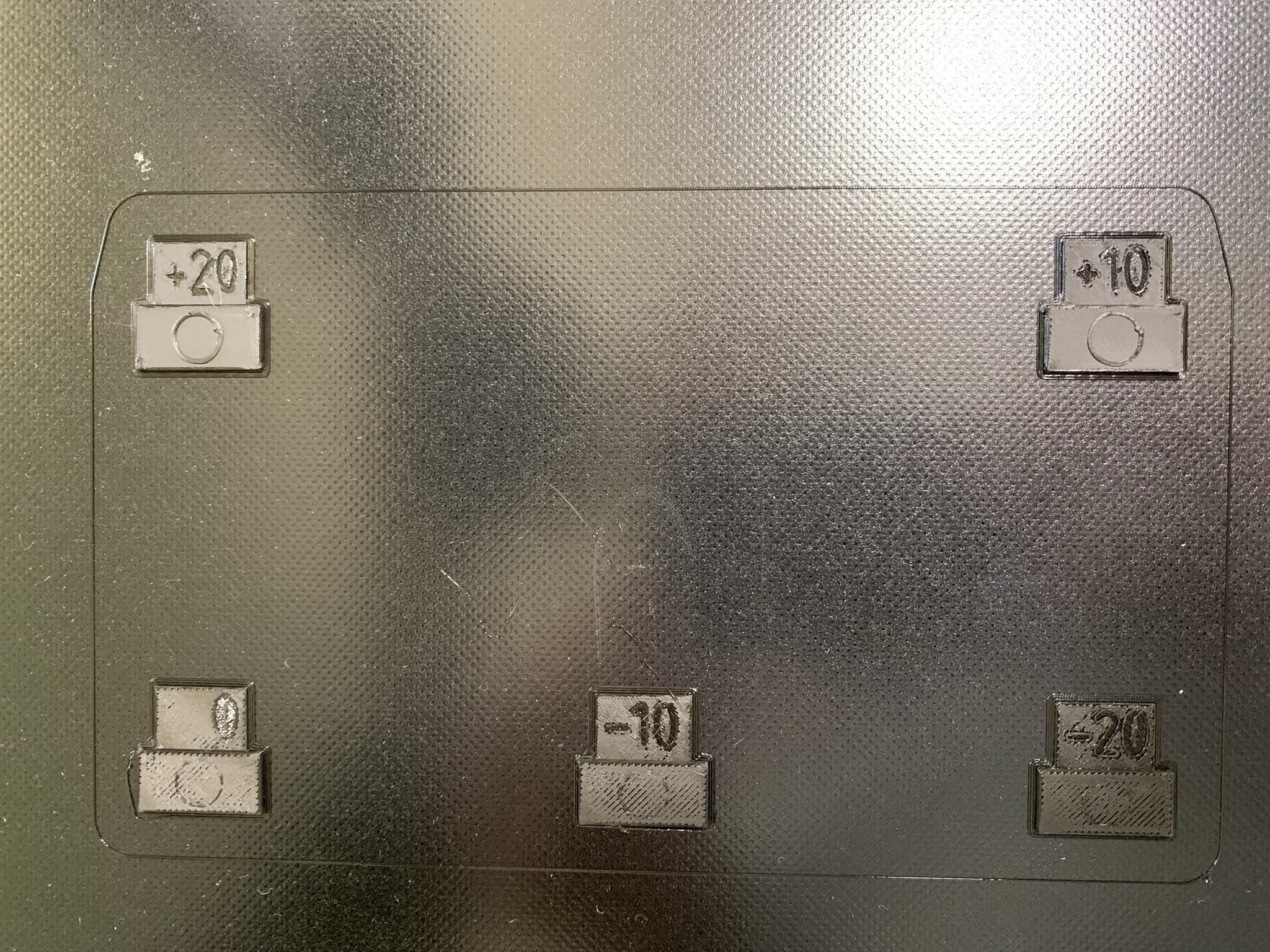
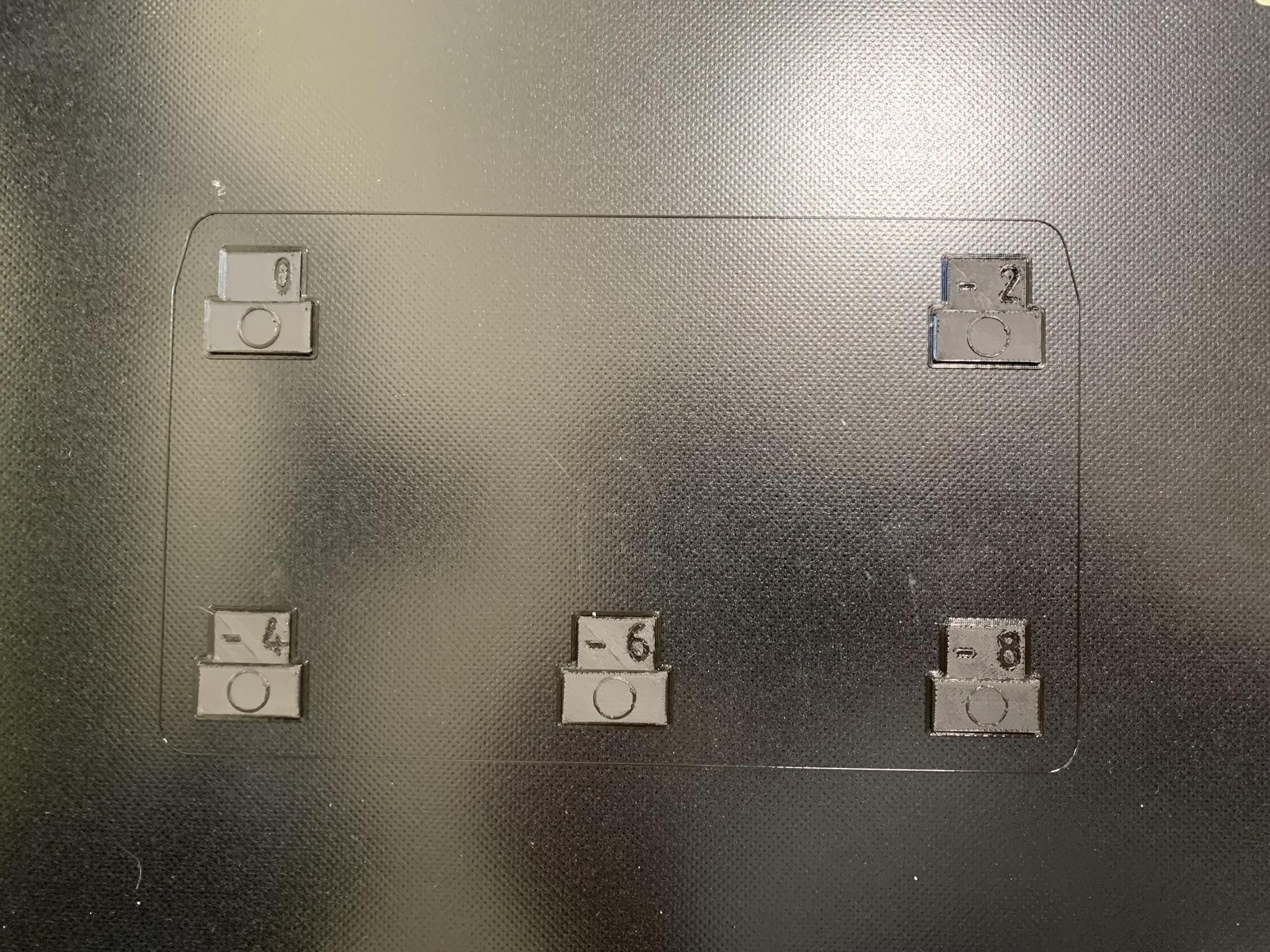
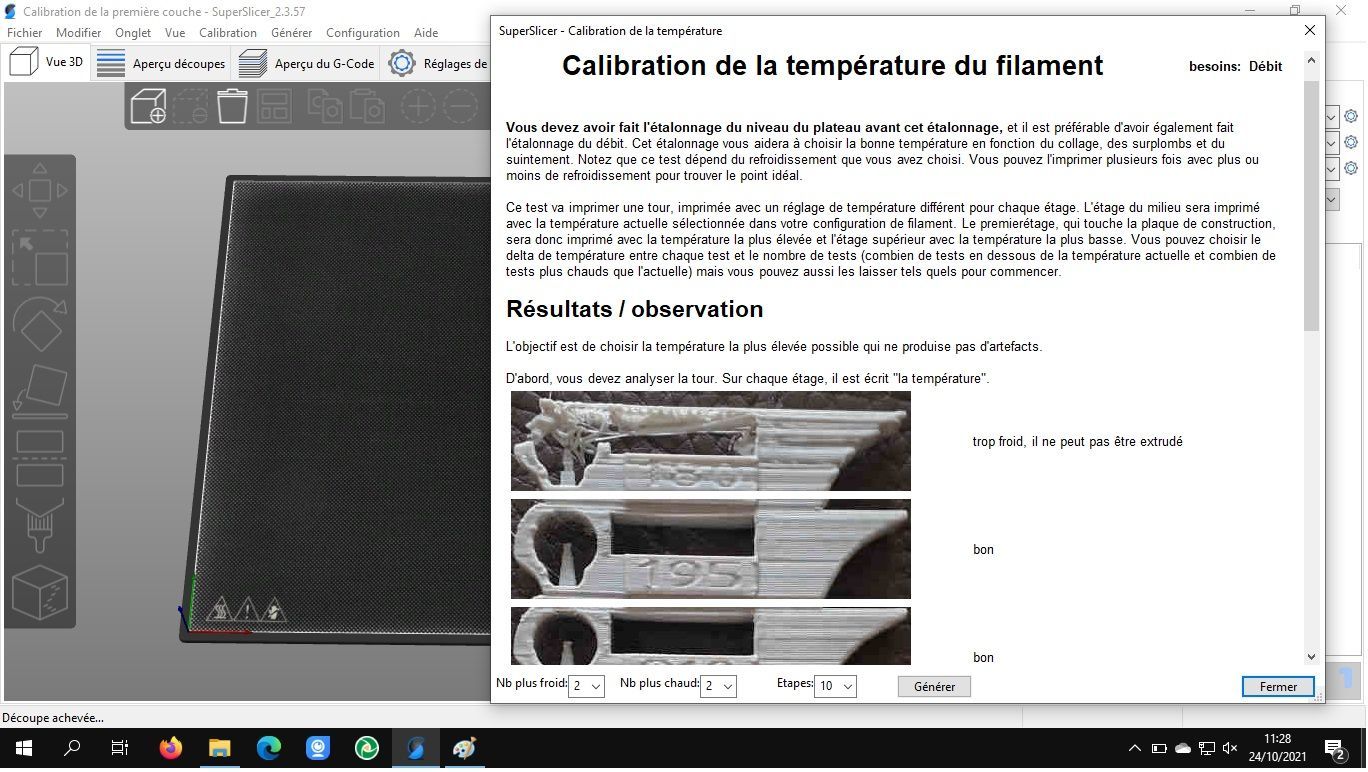
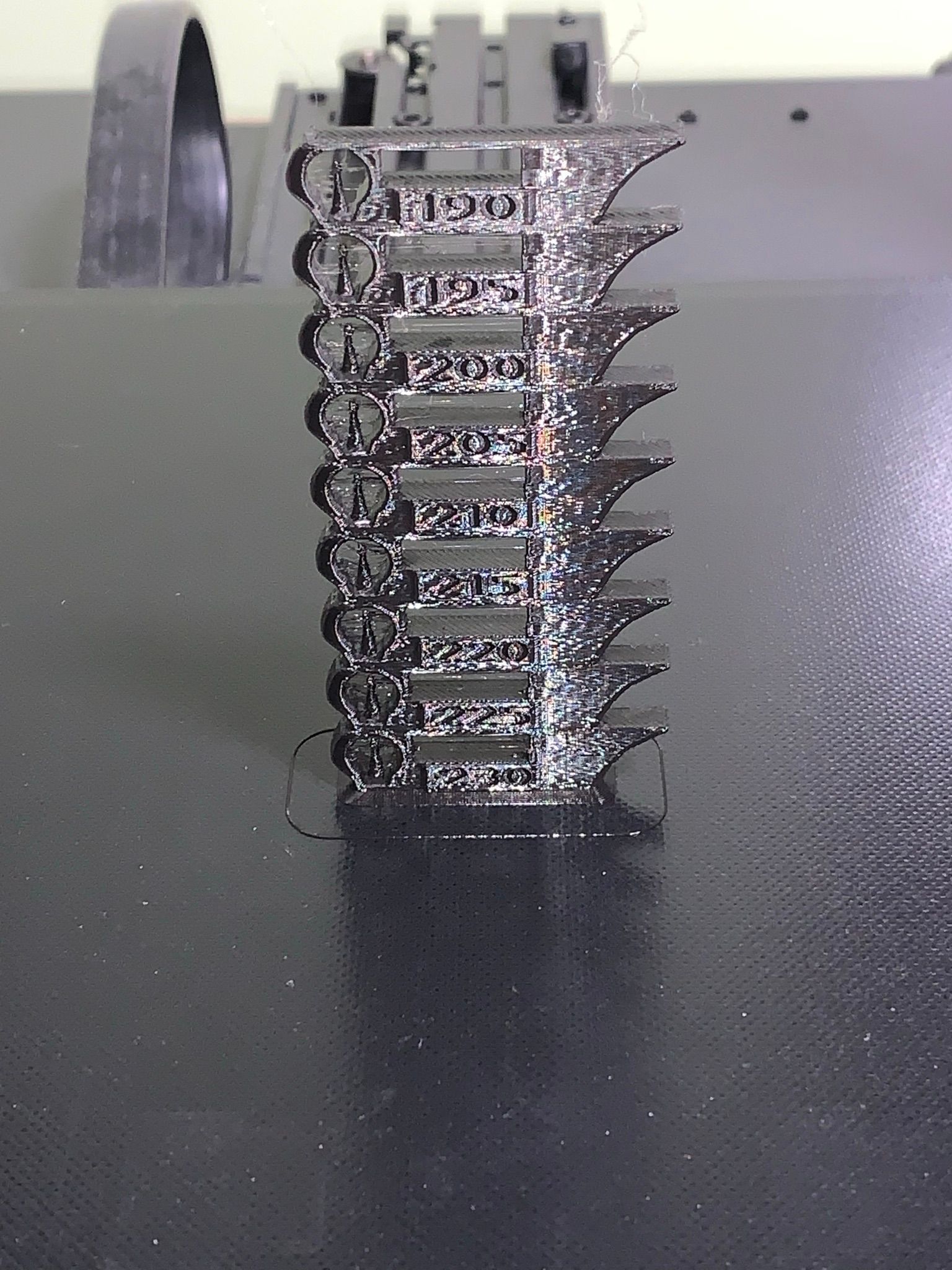
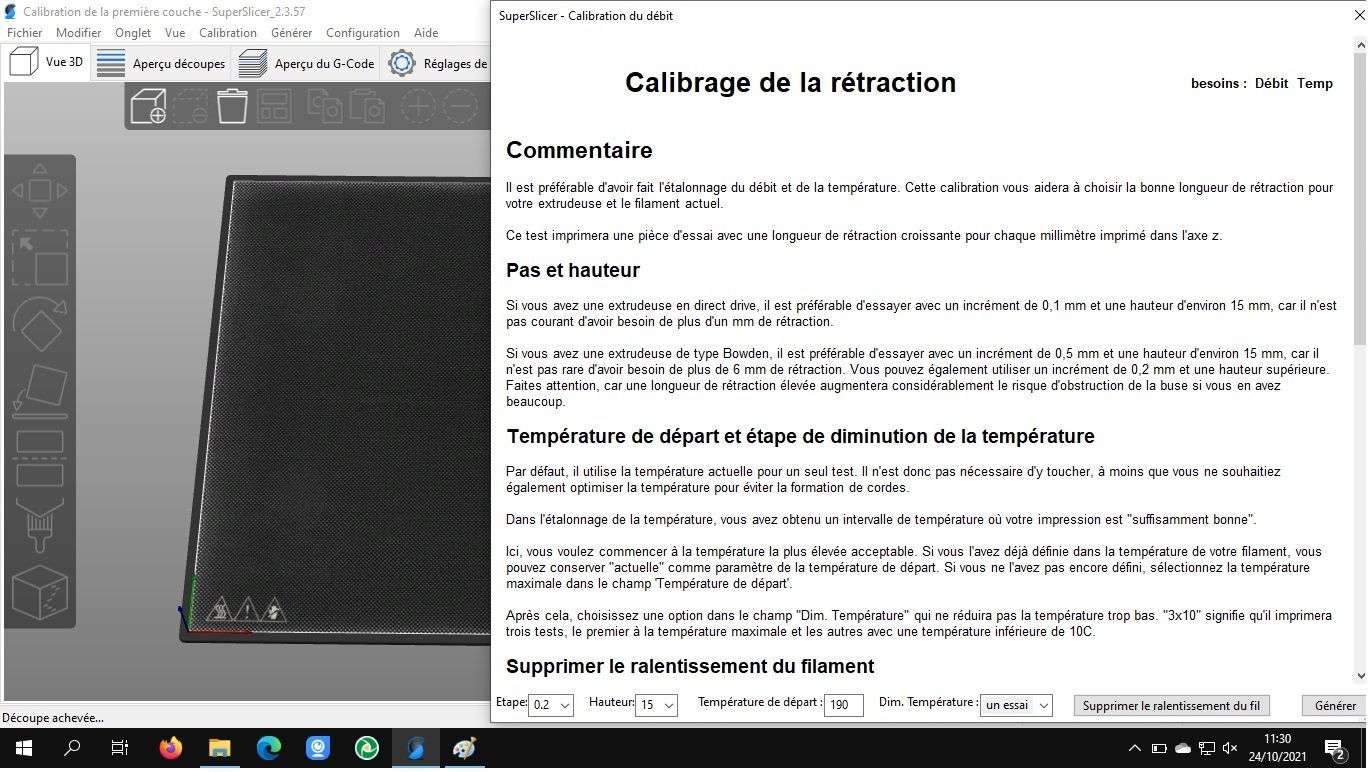
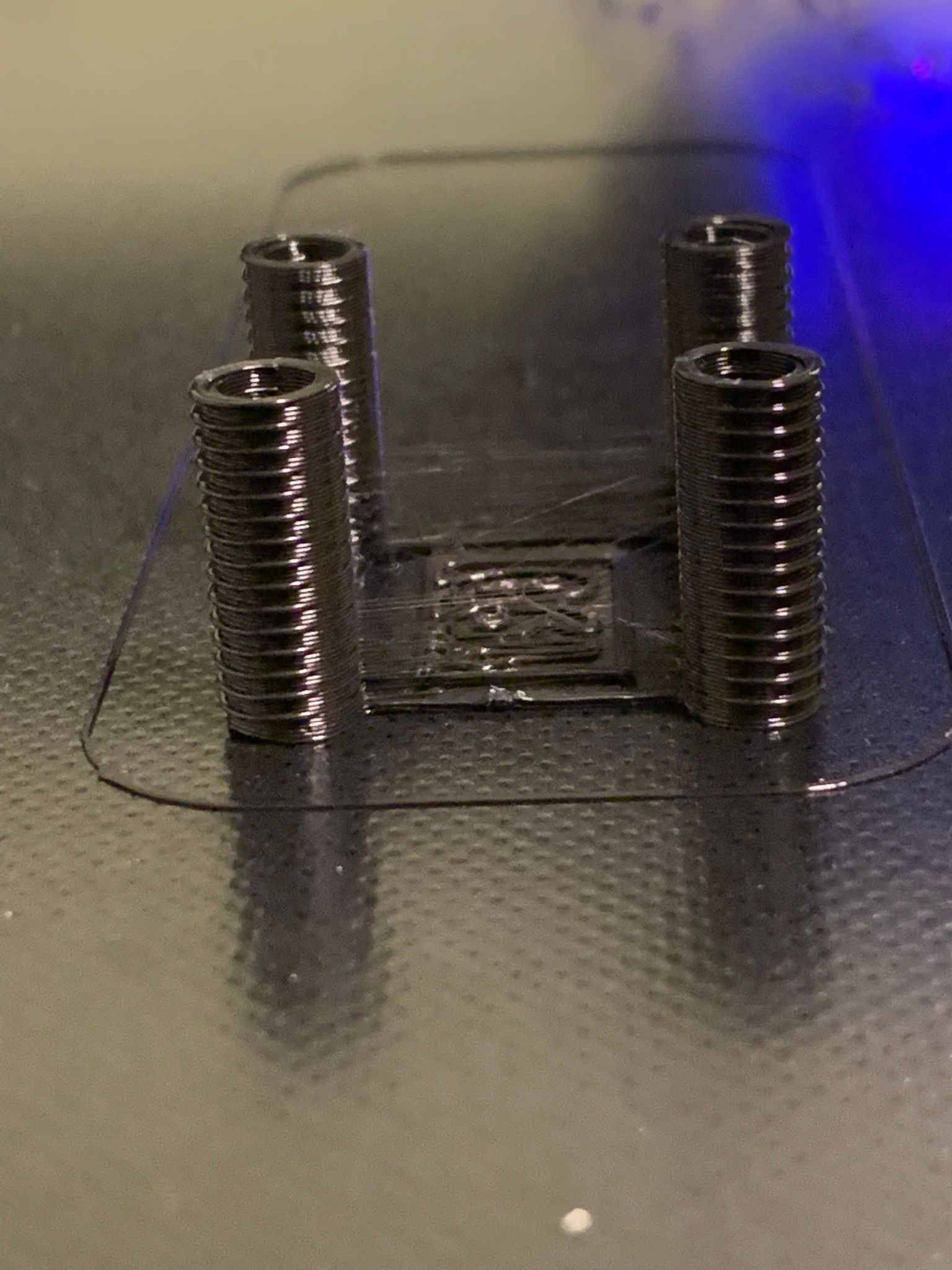
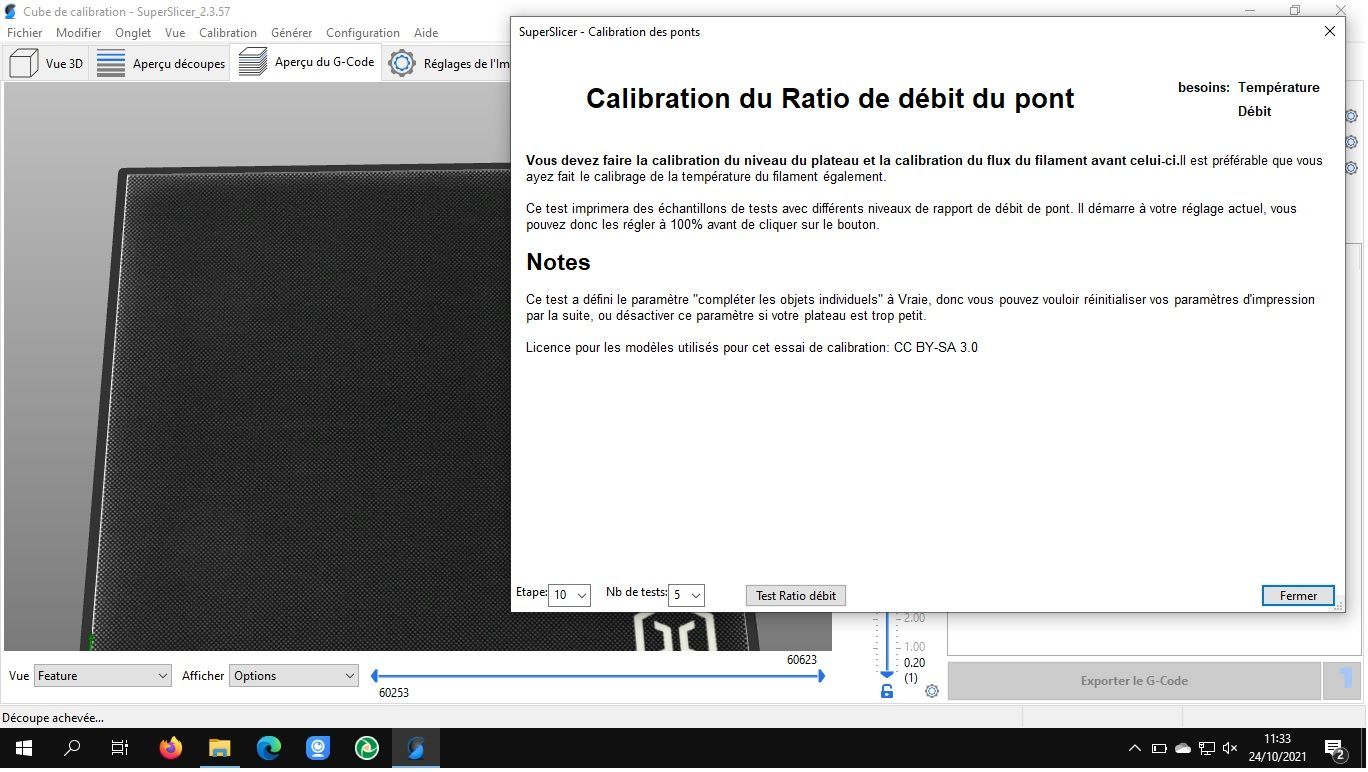
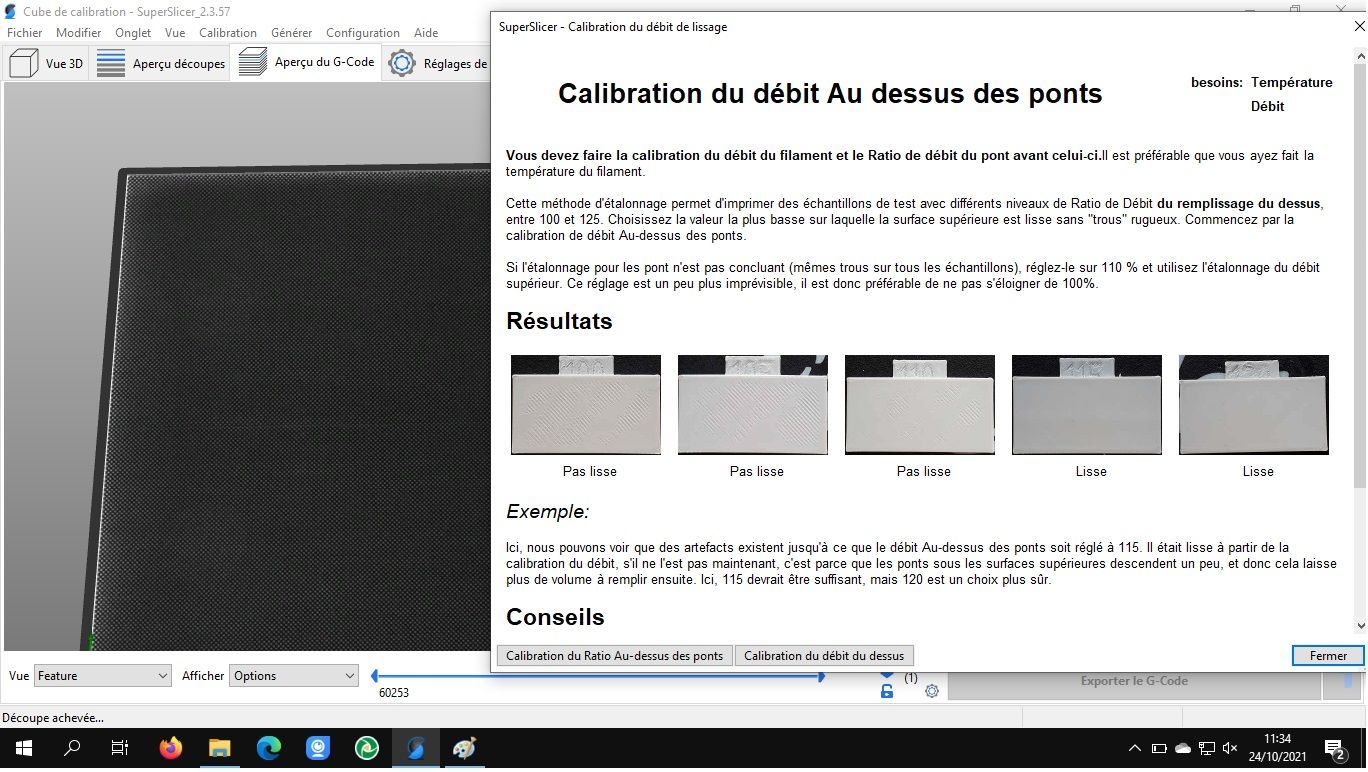
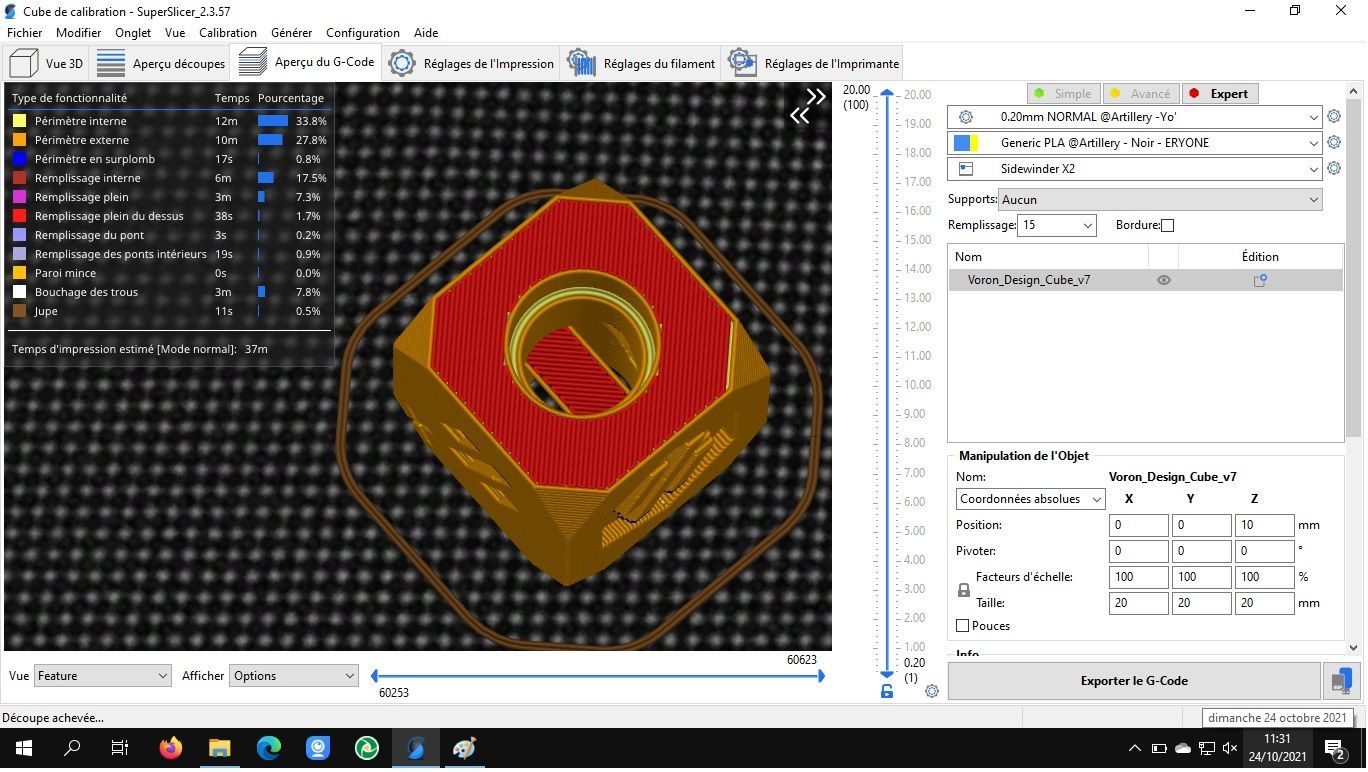
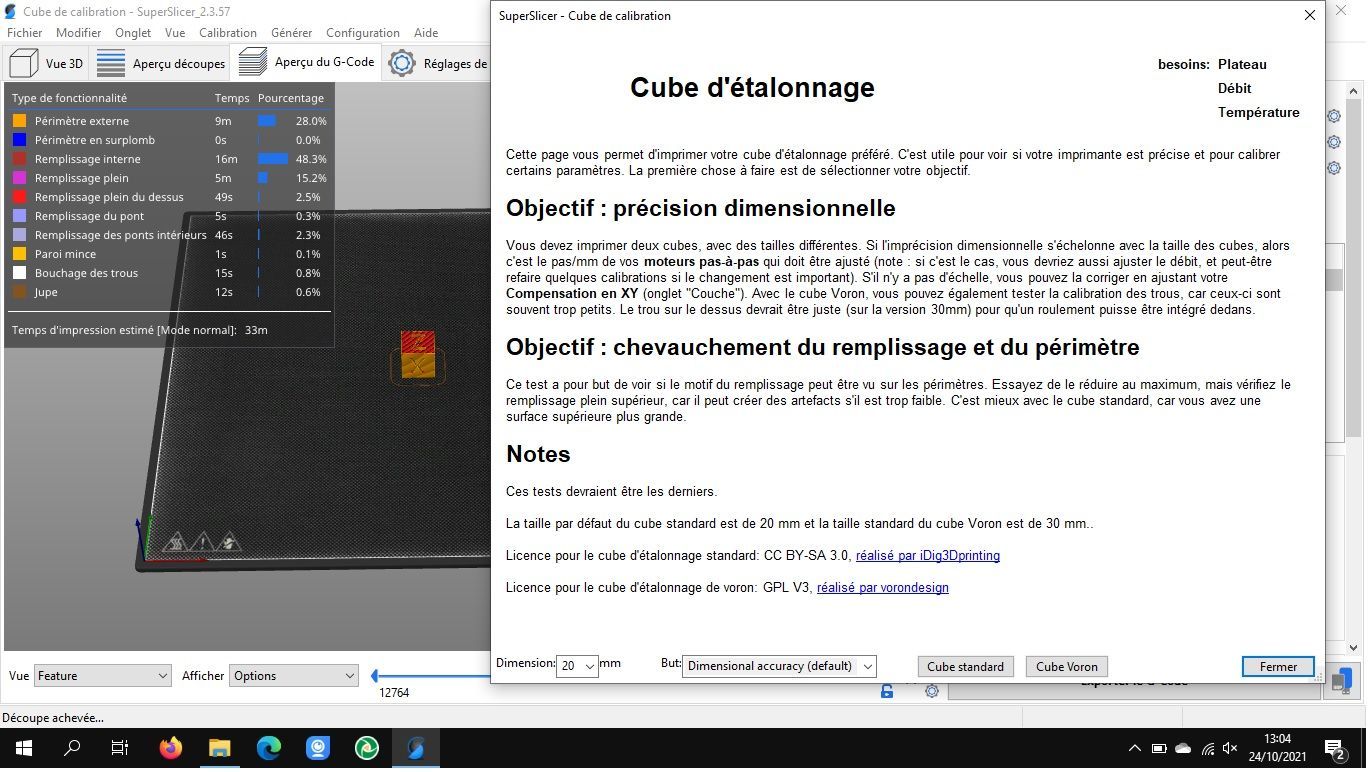
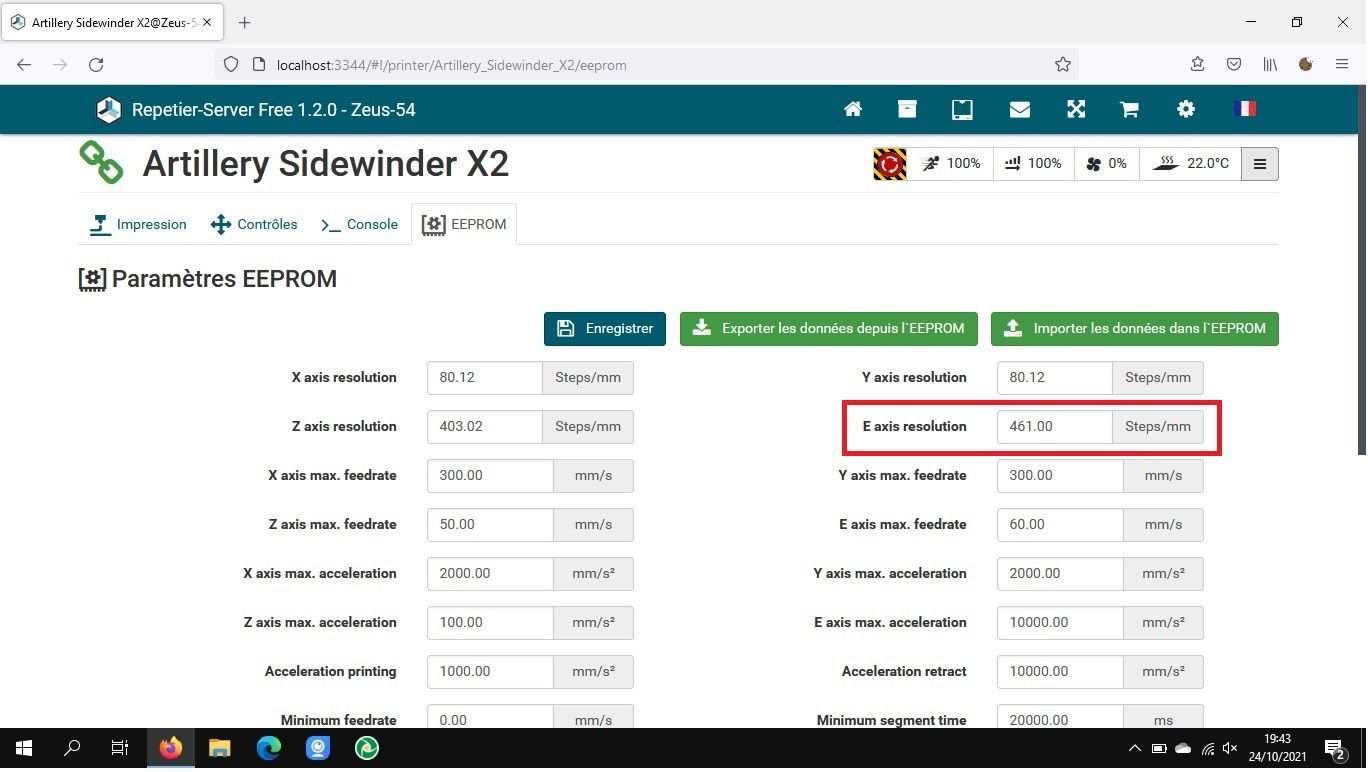
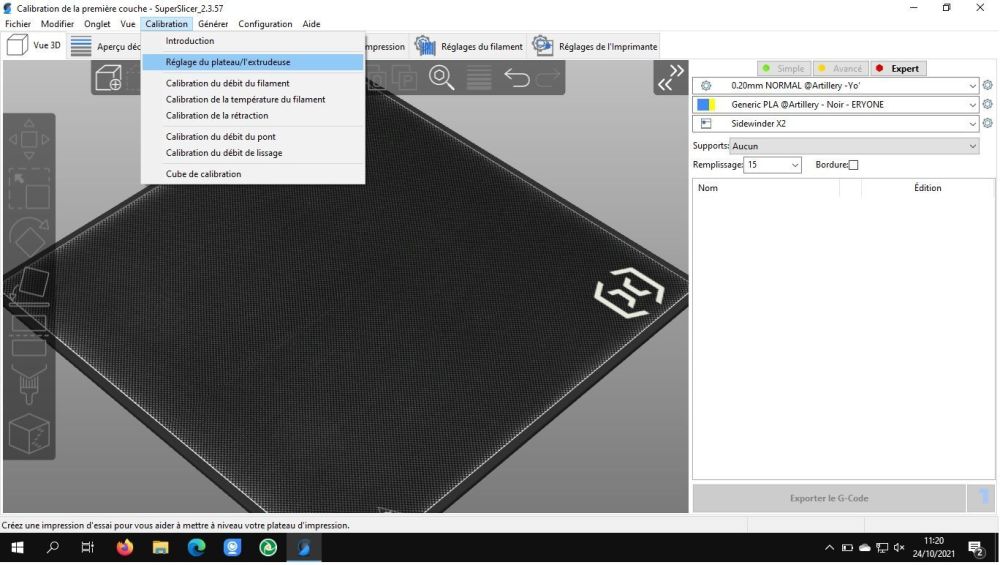
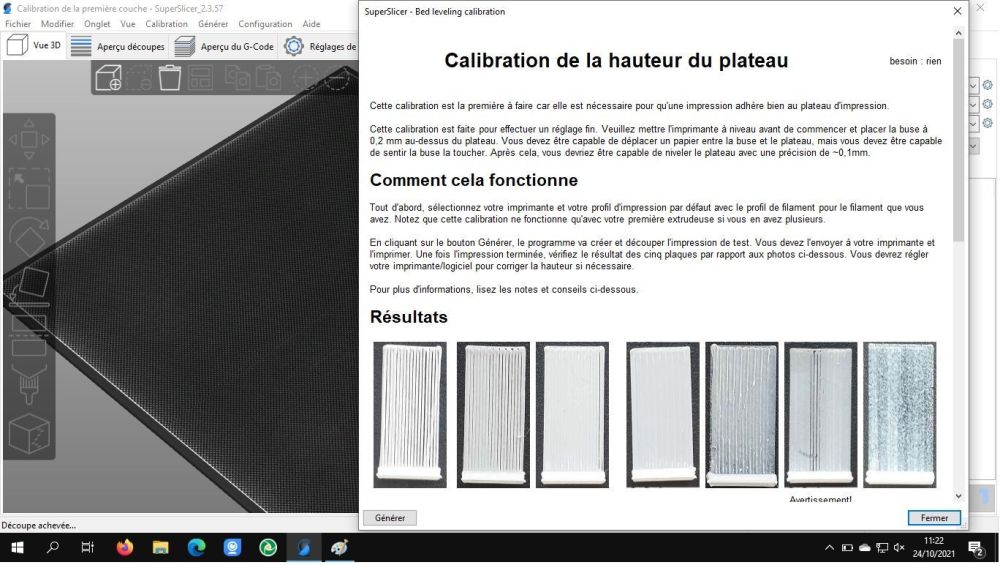
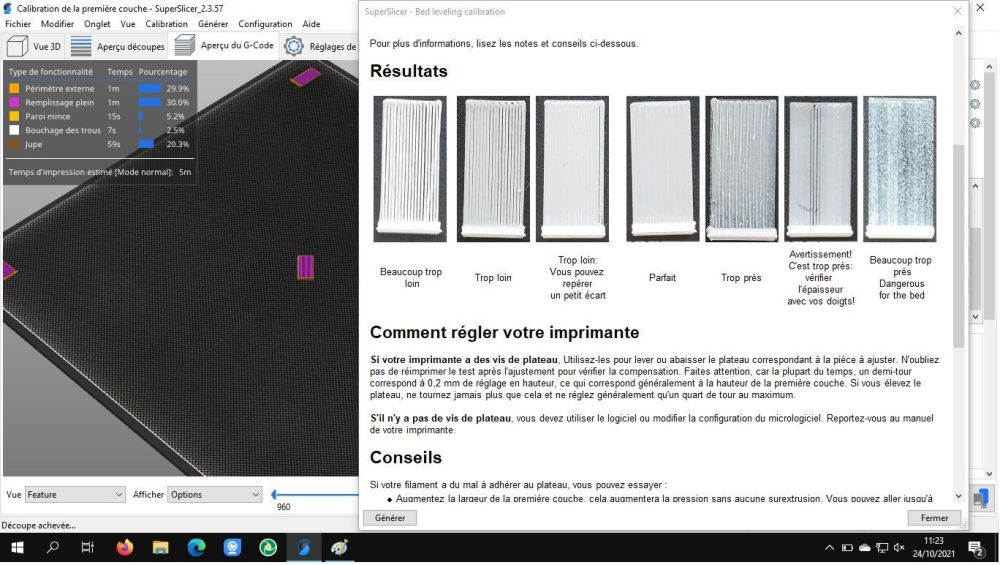
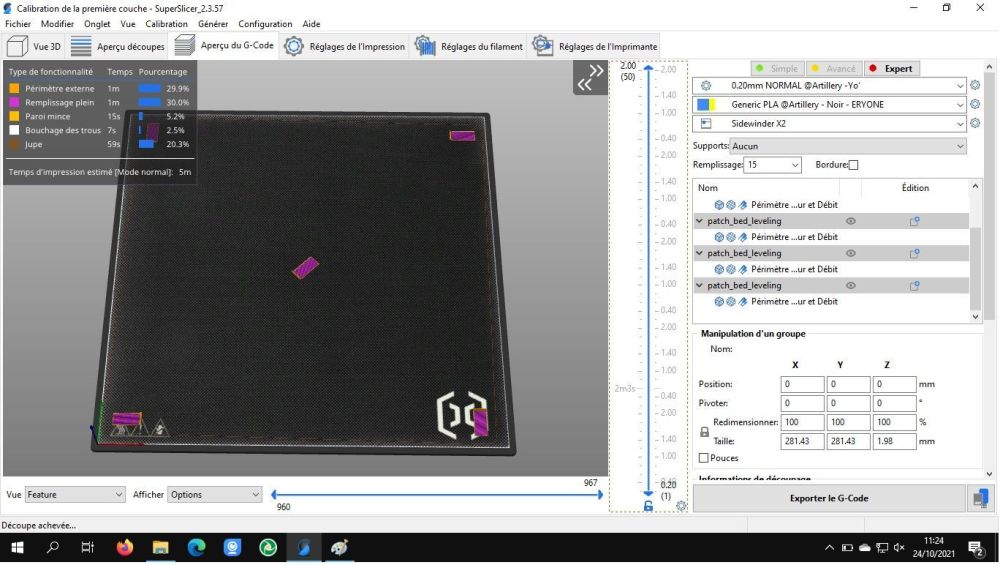
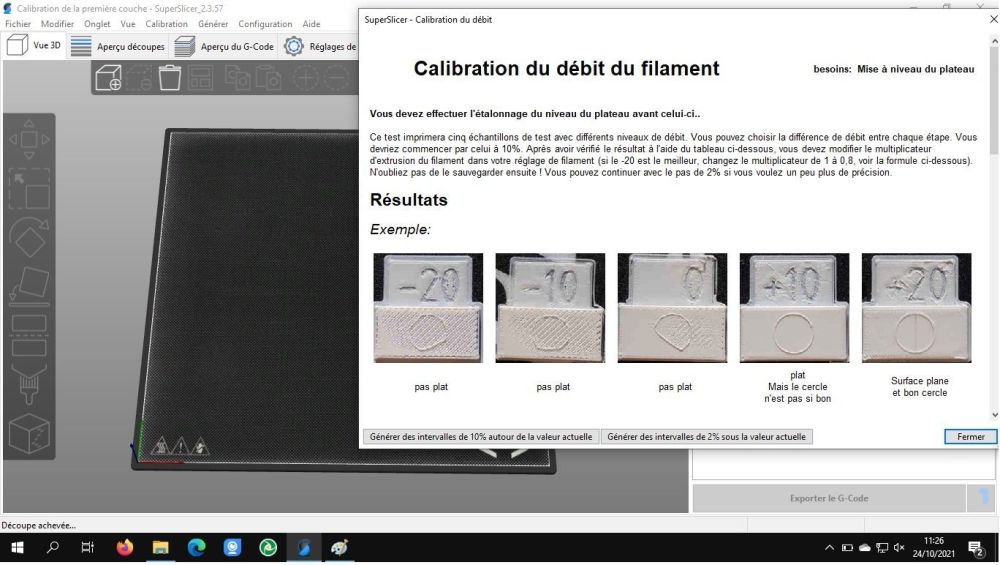
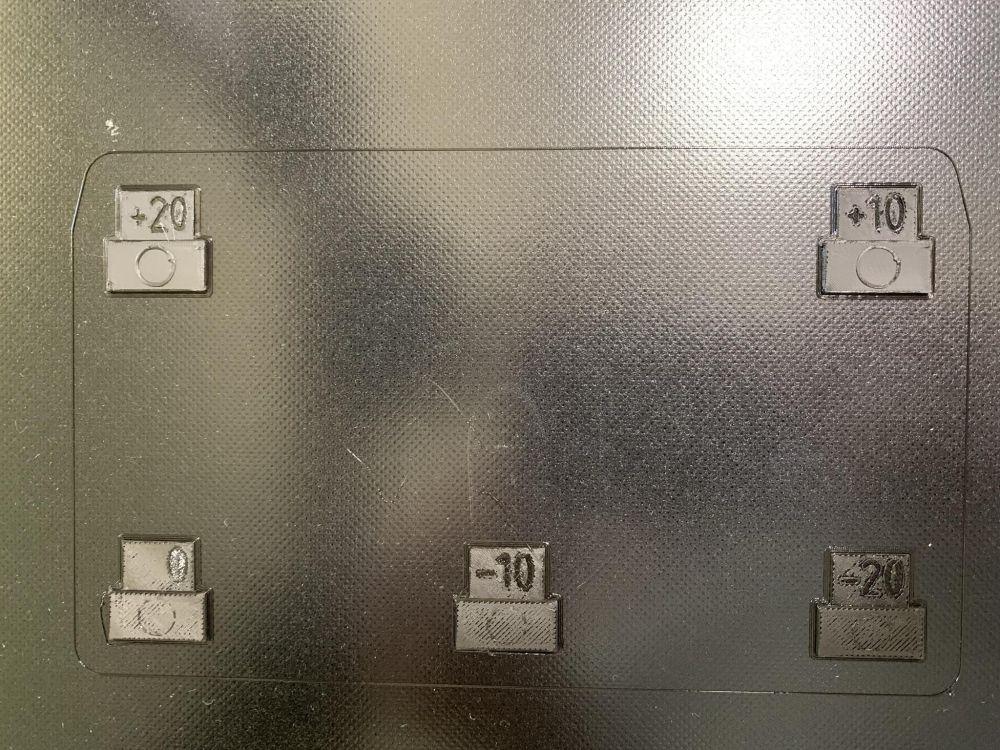
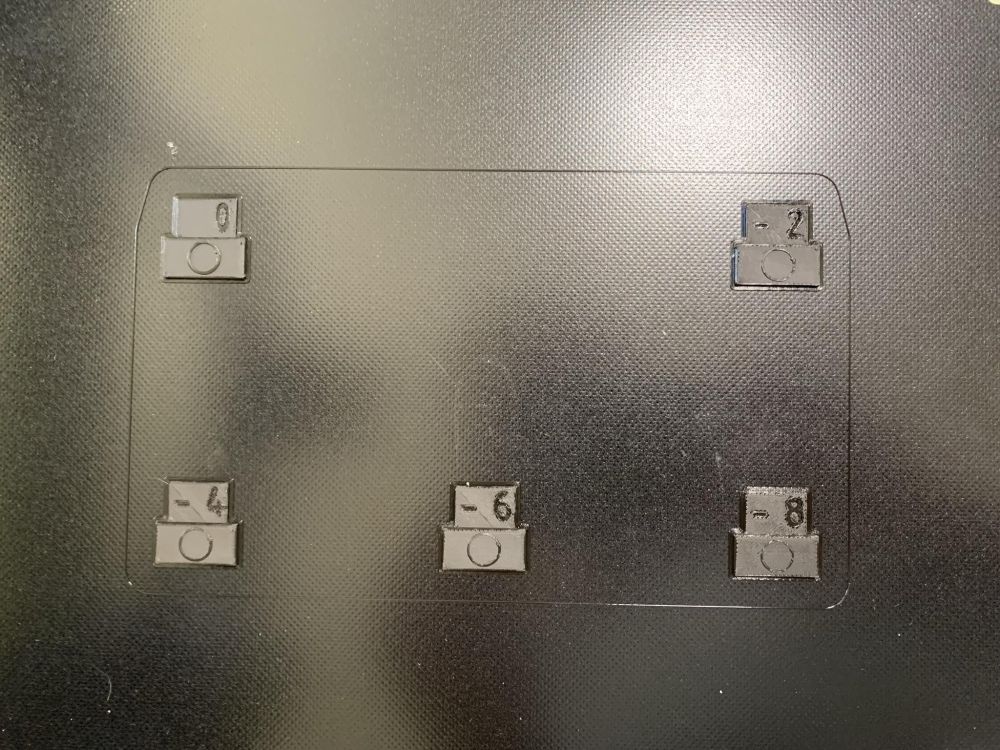
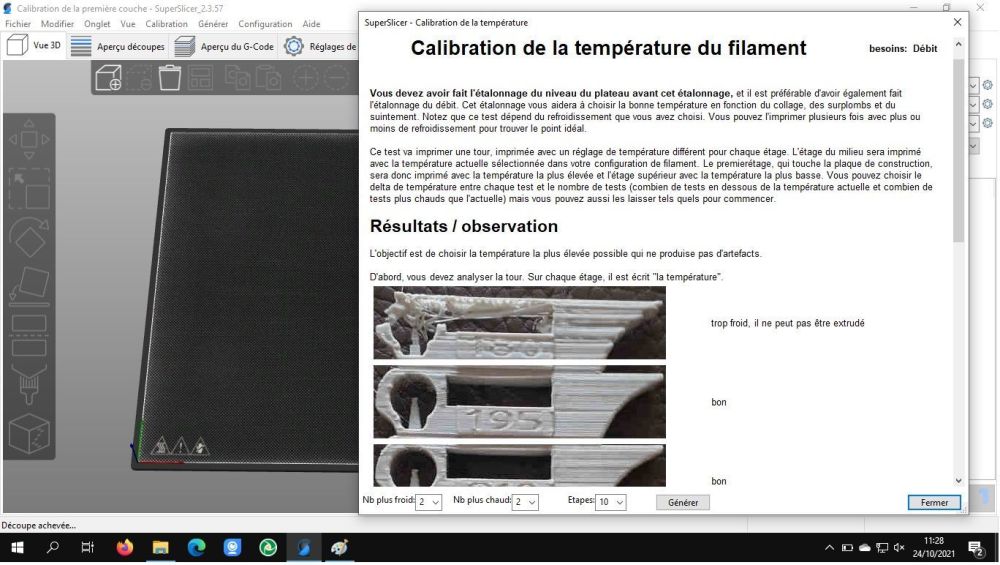
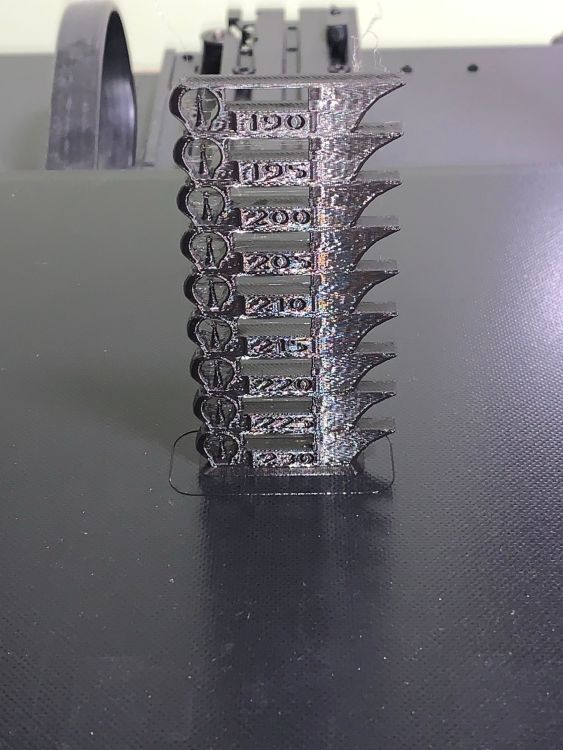
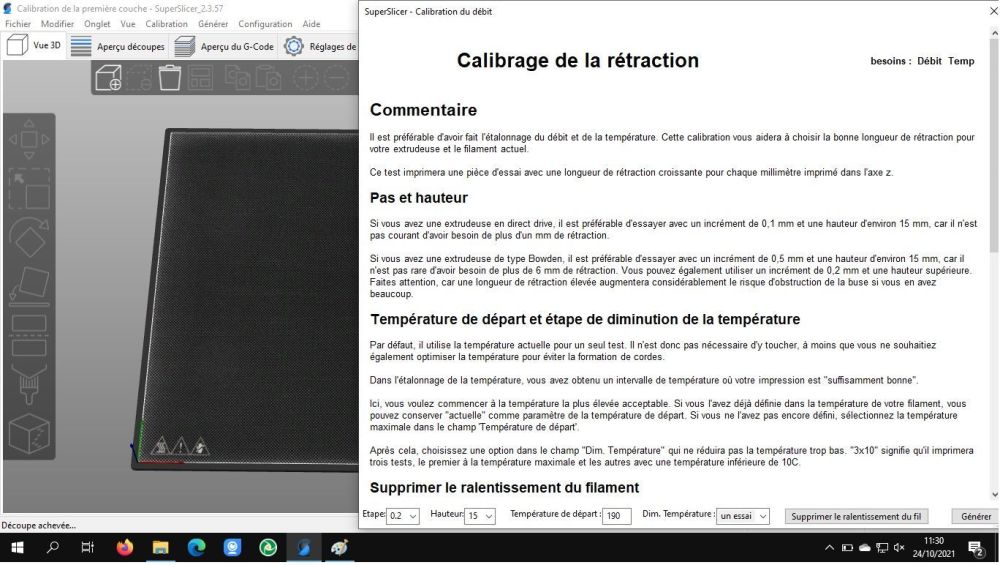
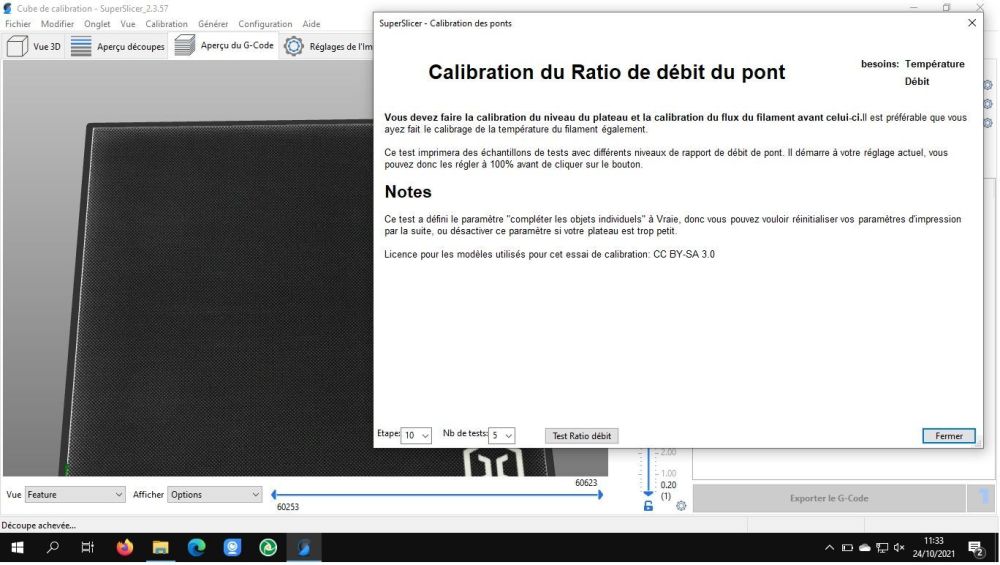
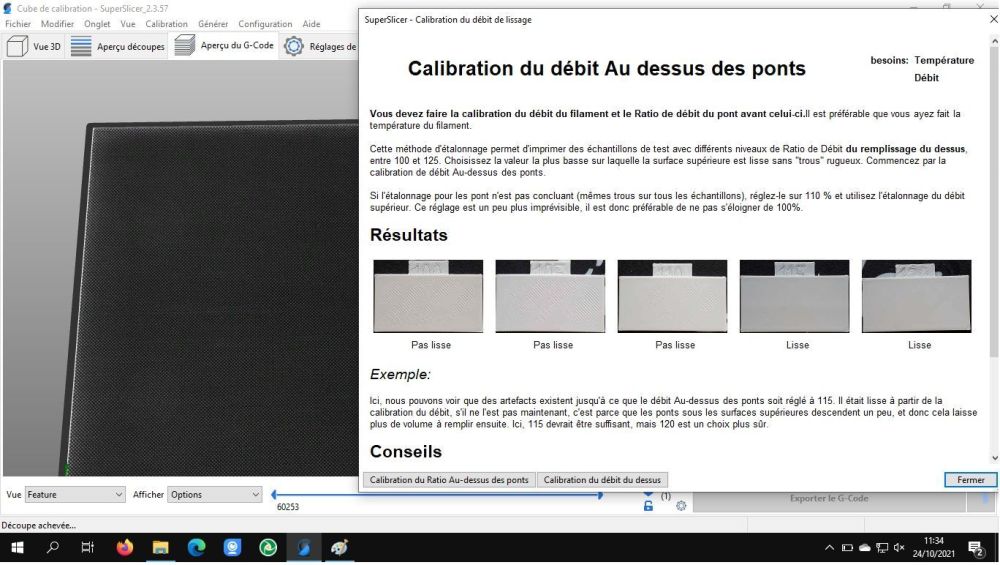
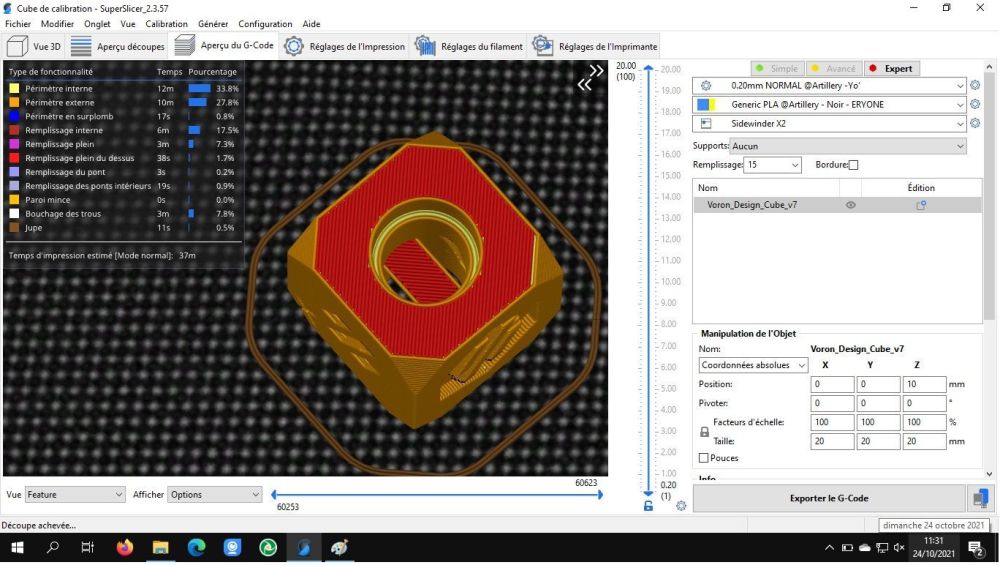
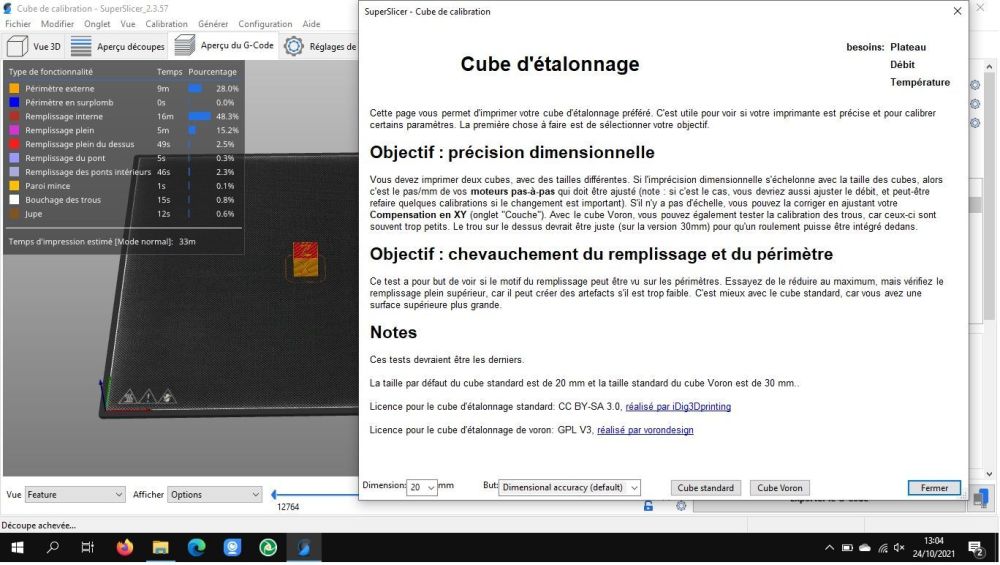
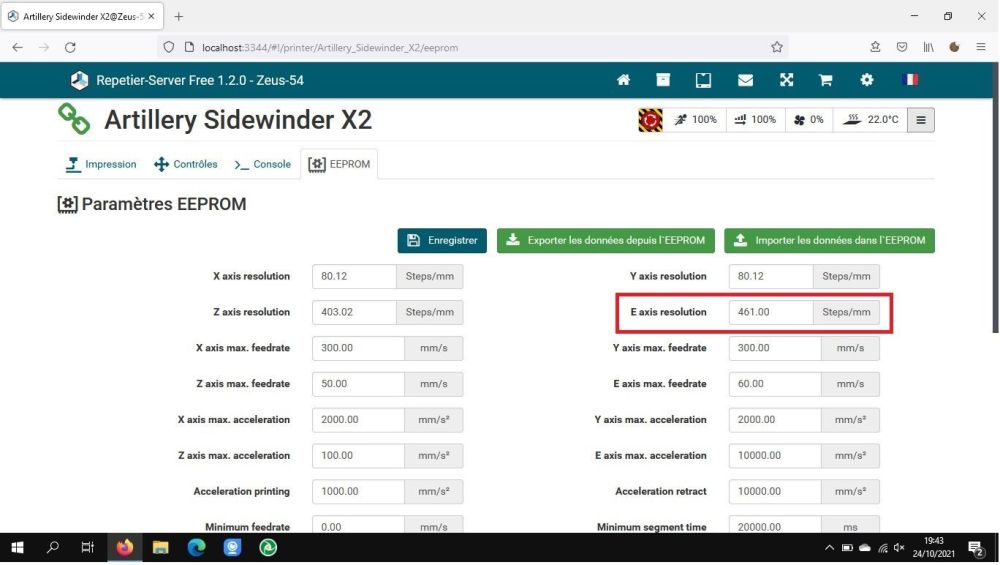
Hello, Pour qu'une impression se déroule le mieux possible, il est nécessaire de réaliser des calibrages (nivellement du plateau, débit, température, rétractation, etc.) Aujourd'hui nous allons voir comment les réaliser simplement grâce au logiciel Superslicer. Avant de commencer, il faut télécharger le logiciel https://github.com/supermerill/SuperSlicer/releases (les liens se trouvent dans "assets" | Attention à bien choisir une version finale (la dernière version finale du moment). Il ne s'installe pas, il faut simplement lancer l’exécutable. Il est à noter que Windows l'a reconnu, sur mon PC, comme logiciel indésirable et que l'antivirus PANDA l'a mis en quarantaine dès que j'ai cliqué dessus Les utilisateurs de PrusaSlicer ne seront pas dépaysé par SuperSlicer. Pour débuter, allez dans "Calibration", puis choisissez le réglage que vous désirez. On va commencer par le plateau. Une fenêtre s'affiche avec des explications et deux boutons dont un "Générer" En cliquant dessus, Superslicer va générer du code pour imprimer 5 pavés. Un fois la fenêtre fermée, il suffit d'exporter le Gcode (en bas à droite) sur une clé USB puis de lancer l'impression. Une fois l'impression terminée, vous pourrez comparer les objets imprimés avec les images affichées plus haut dans le tuto. 2nd test, le débit Comme vous pouvez le voir, il y a 2 tests proposés. Un pour dégrossir et un pour peaufiner. Voici un exemple de ce qui est imprimé. A ce stade, il y a 3 possibilités de réglage. Soit vous modifiez le facteur de correction dans le trancheur (comme c'est indiqué dans les explications du test) Soit vous changez le réglage dans l'imprimante Soit vous intégrez le nouveau débit dans le fichier Gcode que vous allez imprimer Le problème du réglage dans le logiciel, c'est qu'il va falloir le faire dans tous les logiciels que vous utilisez. Pour ma part, durant les réglages j'ai opté pour l’intégration d'un --> M92 E461 --> dans le Gcode de test de débit. M92 --> réglage des steps par mm E --> Extrudeur 461 --> mon réglage Les valeurs affichées sur les pièces imprimées étant des pourcentages, il faut connaître le réglage actuel de la machine (ou y aller au pif (450 pour un extrudeur démultiplié et 100 pour un non démultiplié)). Vous pouvez trouvez ces valeurs sur votre écran (mais ce n'est pas possible pour toutes les machines) via un logiciel comme Repetier-Server dans le firmware de votre imprimante Une fois que j'ai obtenu un réglage qui me convient, je l'ai sauvegardé dans la machine. ça peut se faire via un G92 E461 M500 Ou via les écrans, ou en modifiant le firmware ou en utilisant un logiciel comme Repetier-Server 3ème test, la température là, pas le choix, le réglage se fait dans le trancheur. 4ème test, la rétractation là également, le réglage se fait dans le trancheur. 5ème test, le débit pour les ponts 6ème test, le débit pour le lissage Et enfin, deux cubes de calibration Faire ces tests prends un peu de temps mais au final vous en économiserez (ainsi que du filament) en imprimant au mieux des capacités de votre imprimante et de votre filament. Bien évidement, à chaque changement de filament, les tests en lien avec le filament sont à refaire. N'hésitez pas à laisser vos commentaires.

 1 point
1 point -
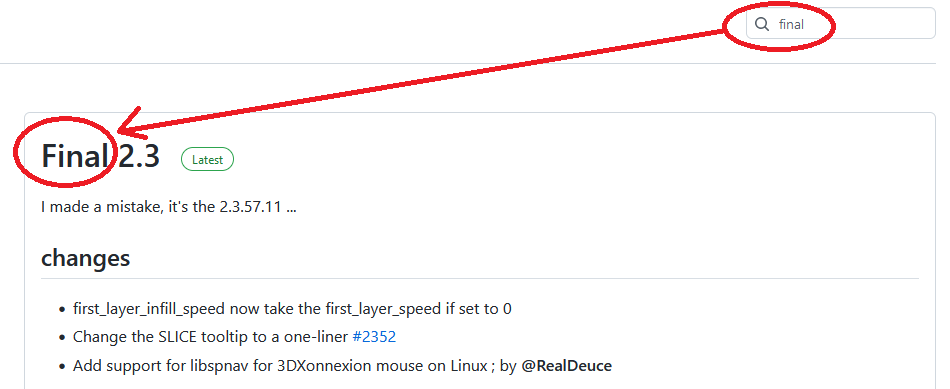
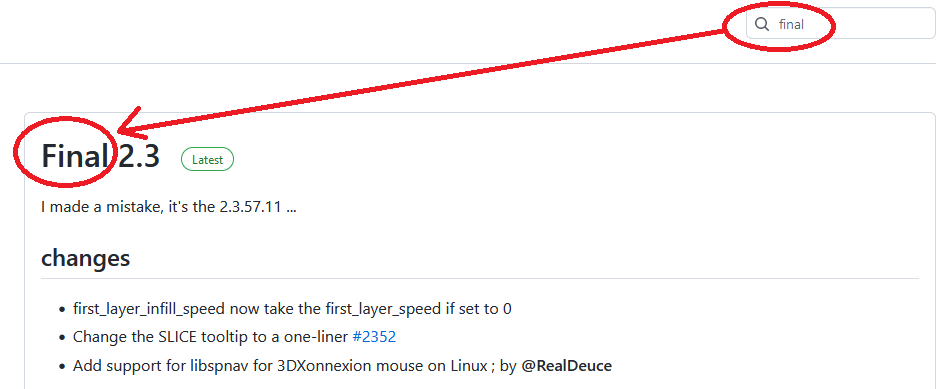
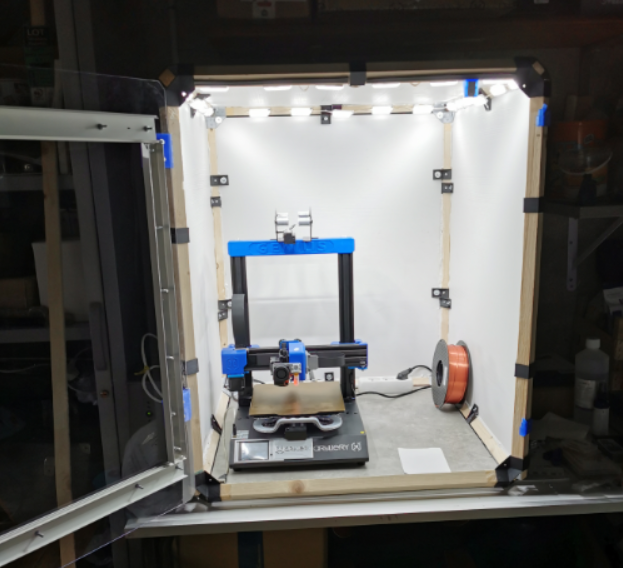
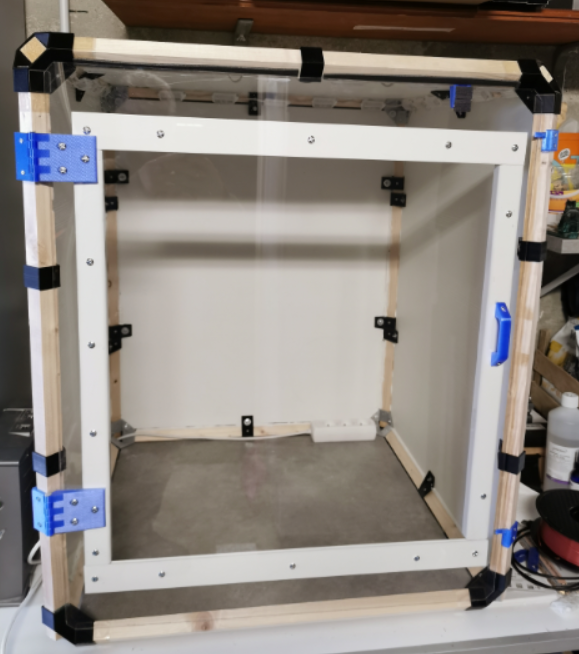
Hello j'ouvre ce nouveau sujet car ici il ne s'agit pas de modification directe sur ma Genius, mais de la réalisation d'un caisson d'impression 3D. Définition du projet : Réaliser un caisson XXL pour recevoir une imprimante jusque 400x400x450 Dépenser le moins d'argent possible Utiliser quand je le peu des matériaux de récupérations (recyclage autant que possible) concevoir les pièces d'assemble avec la Genius M'amuser a le réaliser Verdict je pense que mon objectif a été atteint avec succès . Coût total du caisson de dimension 660mm x 660mm x 820mm 48€ visseries comprises. Voici le résultat final (actuel, des petits ajouts sont en réflexion). Alors rentrons un peux dans les détails. Je n'avais pas de tasseau convenable et droit j'ai donc acheté des tasseau de 27 en magasin 20€ les 6 j'en ai utilise 5, la structure tien grâce a jonction P imprimer a partir de PLA Eryone ou BasicFil Noir que j'avais. Ce qui donne le squelette du caisson, utilisation de Jonction de support intermédiaire pour le maintient des panneaux latéraux, arrière et dessus. Voici le début la structure assemblé, le panneau arrière couper et mis en place pour vérifier le principe. Pour les panneaux d'habillage j'ai récupérer des panneaux de 2,5m x 1,5m de MDF stratifié Blanc utilisé pour le cloisonnement des espaces de bureau, ces dernières était bonne état et jeter par un entreprise que je connais. (Cerise sur le gâteau étant stratifié blanc cela renforce l'éclairage), j'ai donc habillé l'arrière les côtés et le dessus avec ce matériel de récupération. Je souhaitais intégrer un éclairage dans le caisson, toujours dans l'idée de recycler autant que possible j'avais récupérer un bandeau LED professionnel qui était utilisé dans des meuble publicitaire de présentation de produit, Bandeau Led chaque lumière est équipé de 8 led interne, d'un module de contrôle de la luminosité et d'une alimentation professionnel pouvant alimenté jusque 100w watt de LED. Parfait voici un éclairage a remettre en état qui aura coûté 0€ . L'éclairage et l'habillage du caisson était donc fait. Me restait donc le dessous (socle) du caisson et la pareil j'avais récupérer un morceau de plan de travail de cuisine gris en mélaminé de 5cm qui m'aura rien coûté et qui aura été parfait, et donc restait que la porte. La porte j'aurai j'avais la possibilité de récupérer un verre de douche mais n'ayant pas de matériel pour couper le verre et de connaissance avec ce type d'équipement, et cherchant a effectué une porte transparente, je me suis résigné a acheter un morceau de polystyrène transparent de 2,5mm d'épaisseur a 20€ pour 1mx1m, 5mm d'épaisseur aurais été idéale car plus rigide mais presque 50€ de morceau non. Je vous rappel que l'idée était le moins de dépense possible, et bien pas de soucis découpe de la la porte avec un cutter thermique artisanal réaliser a partir d'un fer a souder d'électricien une visse et une lame de cutter, et renfort de la porte via des plainte d'aluminium récupérer elles aussi ceci m'a permit de rigidifier la porte. Impression en PETG Bleu de charnière solide, d'une poignet et de petit loquet adapter pour les tasseaux de 27 et le montage du caisson via Jonction-P j'ai concu ces petits loquet sous fusion 360. Et voici donc le résultat final, pour limite les courant d'air et autre j'ai fait un joint silicone sur l'ensemble des jointure entre les panneau et l'armature.


 1 point
1 point