Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/04/2024 Dans tous les contenus
-
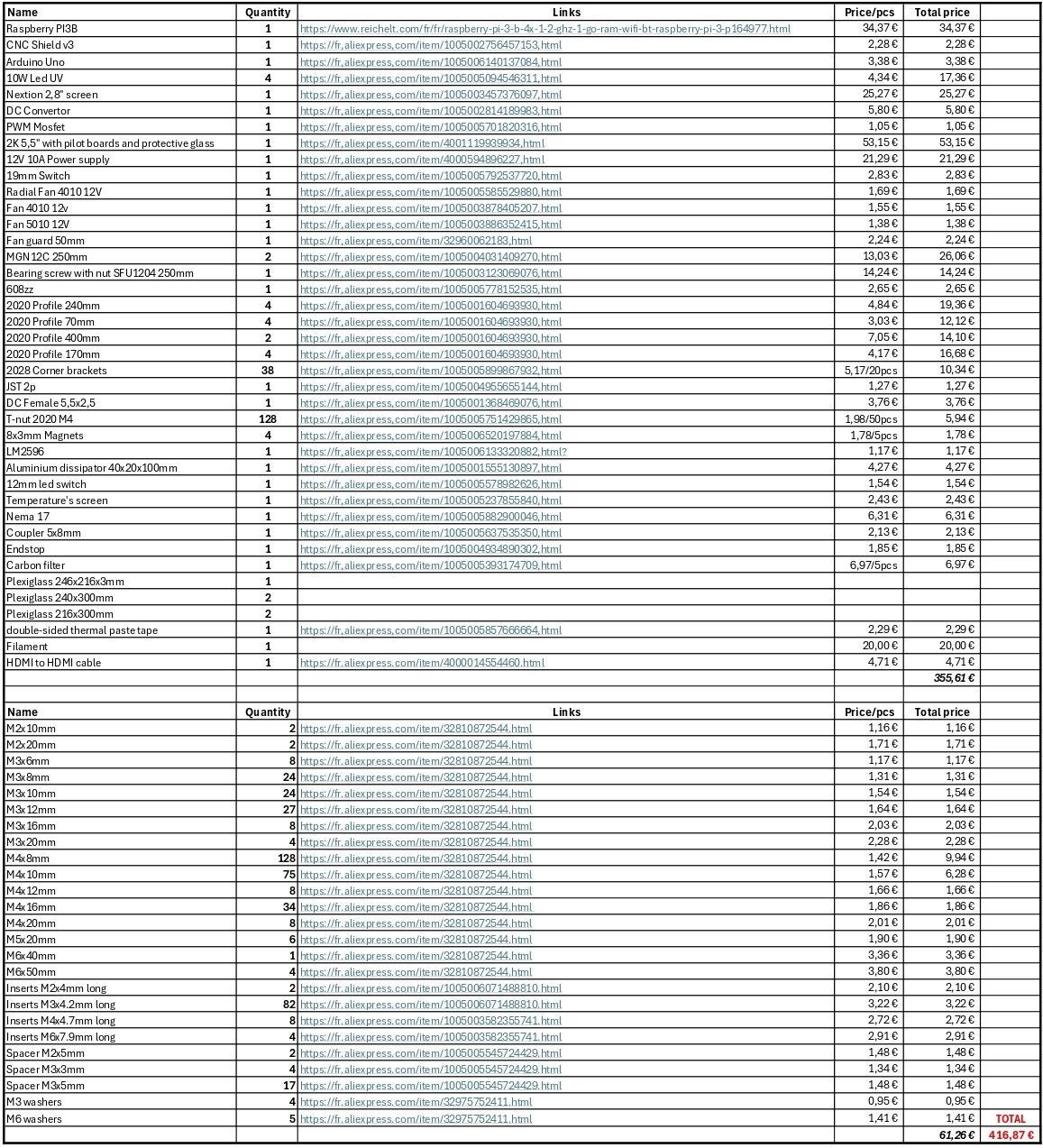
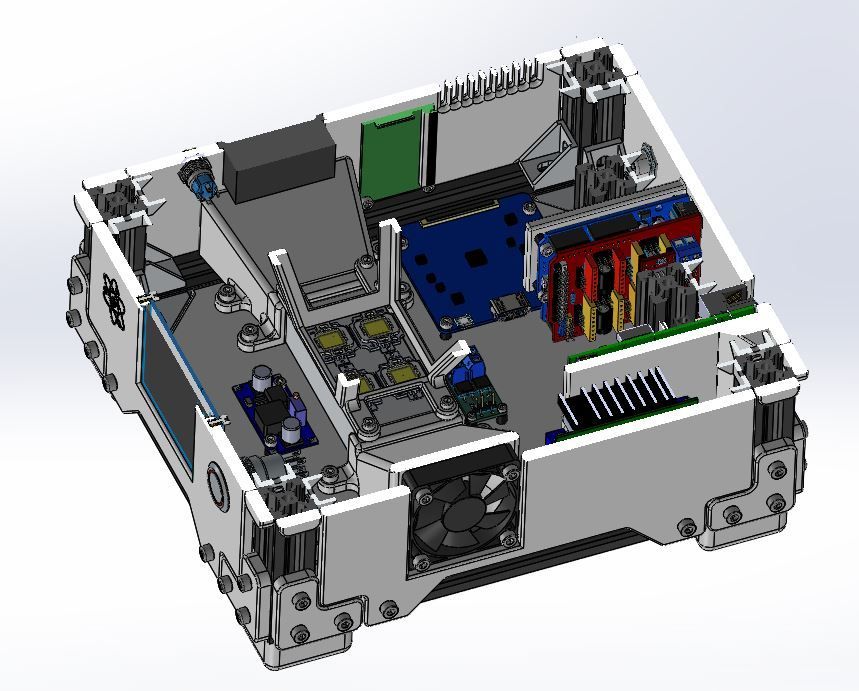
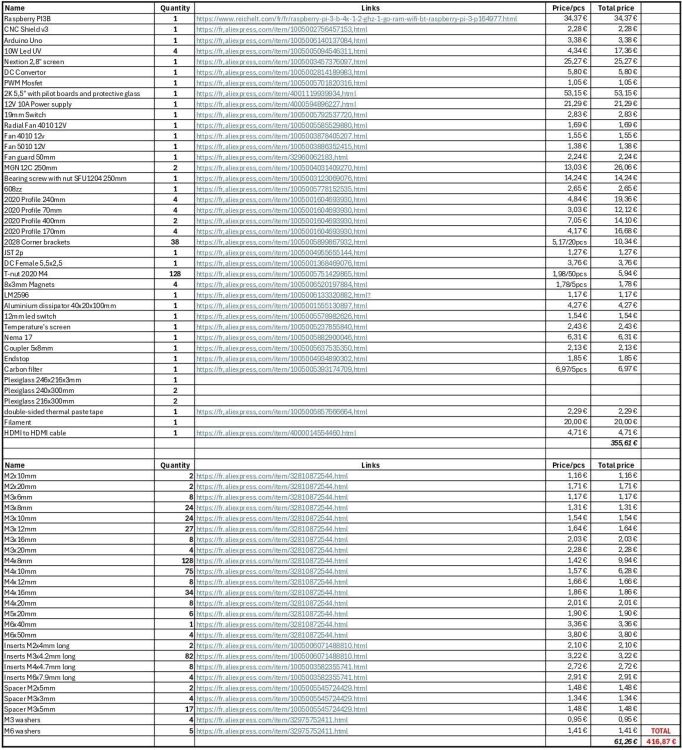
La CAO et le BOM sont terminés, NanoDLP et GRBL sont installés sur la Raspberry et l'Arduino, et semblent bien fonctionner au vu des premiers tests. J'espère que la construction va commencer assez vite
 4 points
4 points -
Creality m'en a fait parvenir une, je vais pouvoir adapter mon script pour pouvoir corriger et installer pas mal de choses.2 points
-
Une bibine ça va, 2 bibines ça va, le pack de 24 bonjour les dégâts et bien sûr vérification de la date de péremption2 points
-
Salut, En regardant la video , on voit de suite que tu as un problème d'accroche. Ton Z offset est un peu haut. Il est à combien ? Descend de - 0.1mm. Et surtout nettoie bien ton plateau à l'eau chaude et savonneuse. Ensuite évite de mettre les doigts dessus. À quelle température tu imprimes ? Les photos n'aident pas, . C'est du PLA ?2 points
-
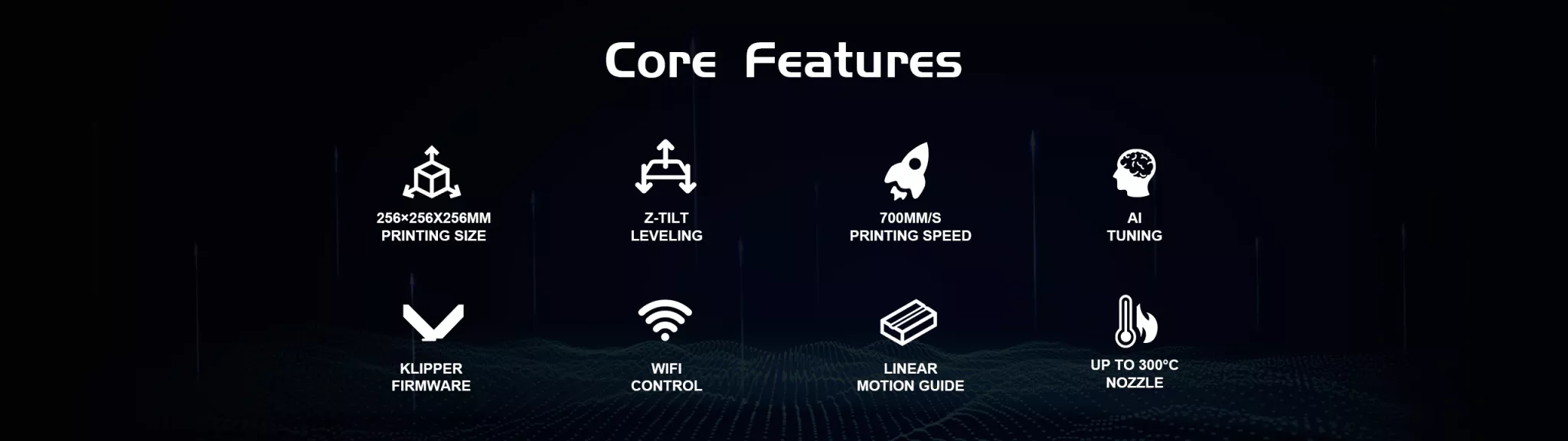
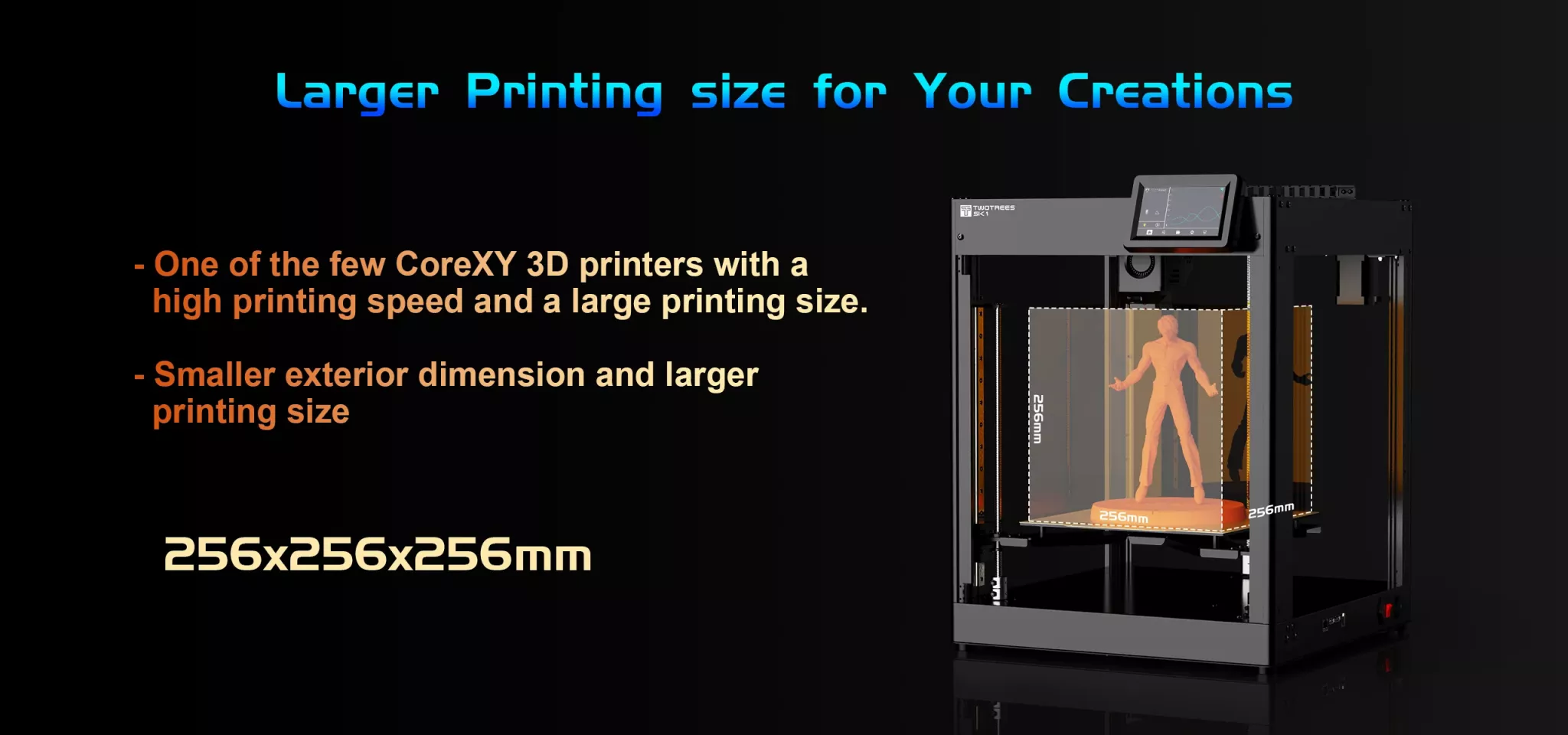
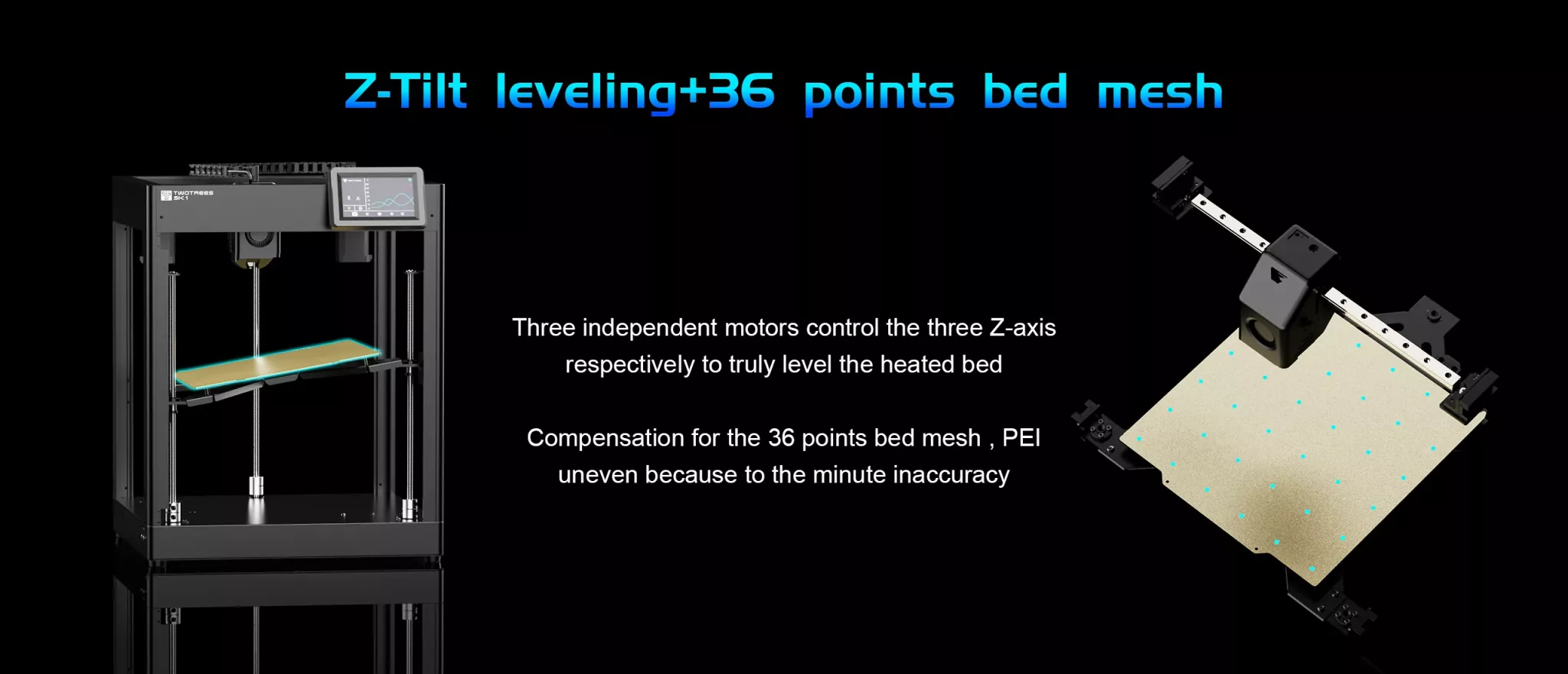
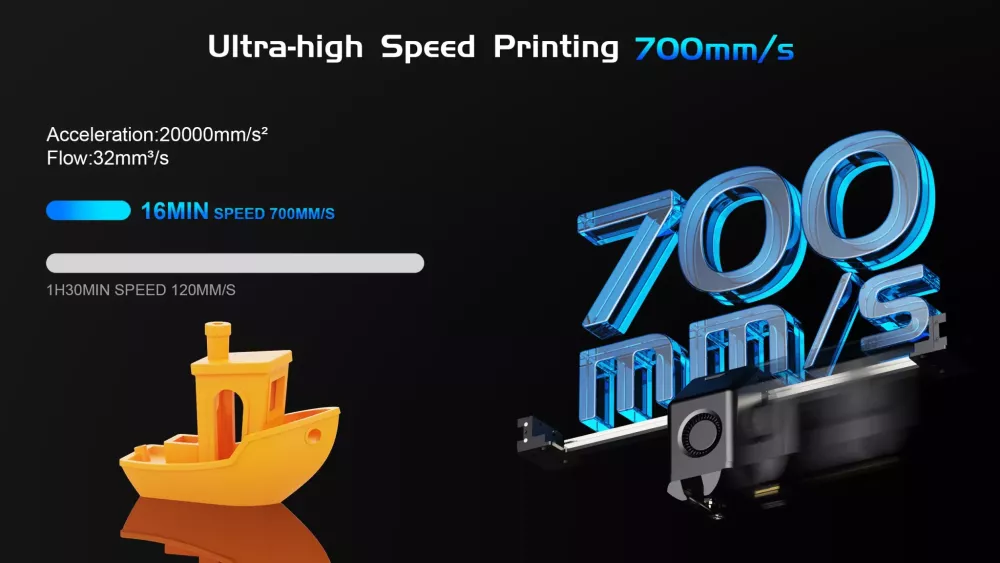
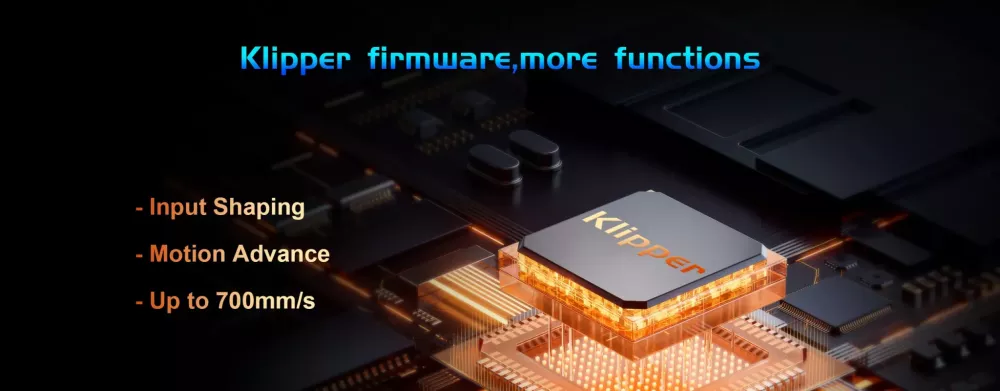
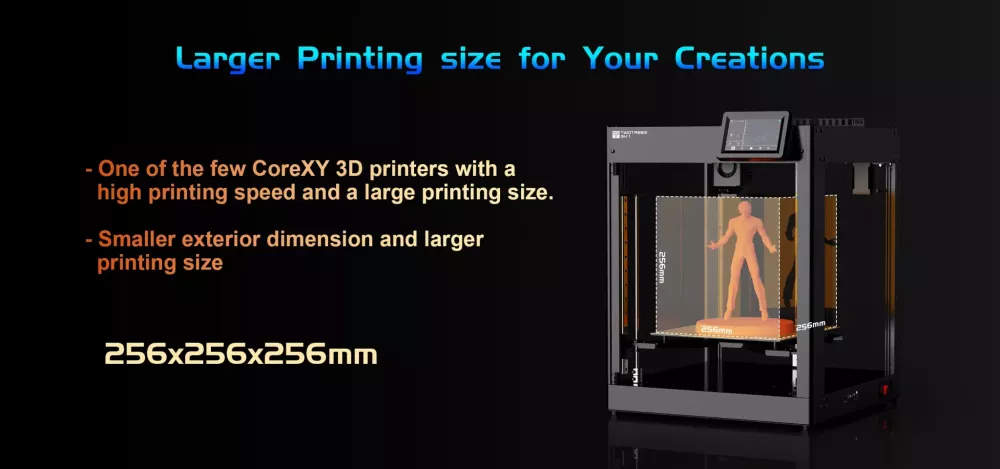
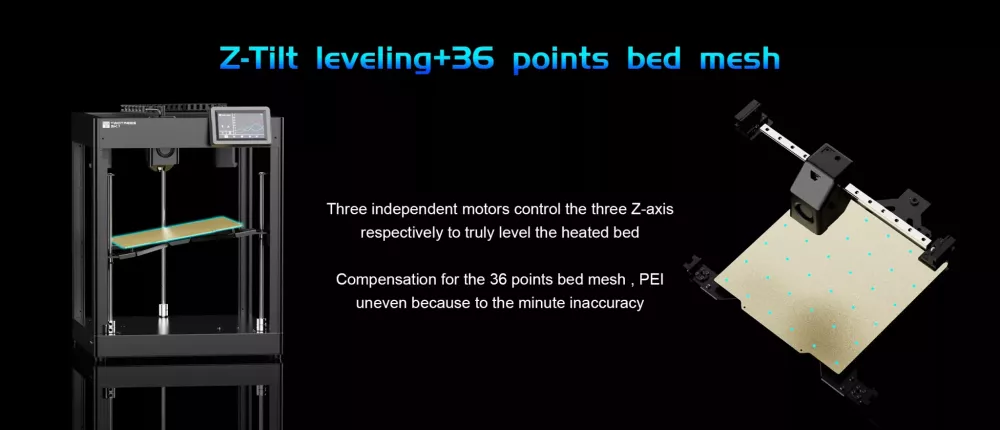
Ce matin, j'ai reçu pour test la SK1 de Two Trees Cette machine est une core XY avec une surface d'impression de 256x256x256 fonctionnant sous Klipper https://www.lesimprimantes3d.fr/comparateur/imprimante3d/two-trees/sk1/ Voici sa présentation en image : Après ces images alléchantes, nous allons voir maintenant si la SK1 tiens ces promesses Le déballage de la SK1 ne pose pas de problème elle est très bien protégé, les axes X et Y sont bloqués par des morceaux de plastique et vis, sauf que sur celle que j'ai reçu les plastiques ont glissé d'un coté mais comme l'autre coté était encore en place rien n'a bougé. Une fois ces protections enlevées, il reste l'écran à monter et l'antenne du Wifi à visser et c'est fini, elle est prête à "démarrer". Une fois sous tension on doit faire le calibrage de la machine, tout est automatique, excepté le Zoffset ou il faudra sortir la feuille de papier. Après le calibrage, l'impression, j'ai lancé le fameux Benchy qui était sur la clé USB fournie avec la machine et là c'est très rapide, en 18m et 2s nous avons un Benchy de bonne qualité, un comme ça il y a quelques années à 50mm/s j'aurai été à genou prêt à croire au miracle. Après ce premier test (je sais j'ai mis la charrue avant les bœufs mais j'étais pressé de lancer une impression ) , je vais revenir sur la calibration de la SK1, il y a 4 étapes : Le Leveling C'est une procédure automatique qui va jouer sur les trois tiges hélicoïdales qui soutiennent le lit, le capteur inductif de la tête d'impression va parcourir le lit en trois points, klipper va ainsi ajuster la hauteur du lit sur ces 3 tiges en plusieurs passes jusqu'à ce que le nivellement soit optimal et va sauvegarder les valeurs. Le bed mesh Automatiquement, le capteur inductif va parcourir le lit en 36 points et enregistrer les valeurs, ce système est maintenant connu sur bon nombres d'imprimantes. Zoffset Là le réglage est également connu et consiste à régler l'écart entre la buse et le lit avec une feuille de papier. L'Input Shaping Ce réglage va se faire automatiquement et sans rentrer dans les détails le système va calculer la résonance de l'imprimante en faisant vibrer les axes et va corriger les vibrations parasites qui faisait apparaitre sur nos pièces des traces "fantômes". Une fois la calibration effectué on peut lancer les impressions, j'ai imprimé les 2 autres fichiers présents sur la clé USB, ce sont 2 cubes identiques mais les réglages de vitesses ne sont pas les mêmes enfin si, la seule différence c'est la vitesse des couches extérieurs l'un des cubes est à 200mm/s et l'autre 300mm/s et franchement je ne vois pas de différence.




 1 point
1 point -
Salutation ! Là ma première idée c'est que tu n'a pas ajouté de perçages, pour éviter, de petit a petit lors de l'impression d'un objet évidé, créer une ventouse. Je te laisse googler "3d printing suction cups" Une autre piste serait un point dur sur l'axe Z ( le nettoyer et le lubrifier )1 point
-
Merci à vous, je me suis rendu compte de mon erreur. J'ai changé mon système d'entraînement de fil simple par un double. Je pensais que cela ne changerais rien mis à part un meilleur entraînement. Mais je n'avais pas fait attention au diamètre des roues qui ne sont pas les même. Je vais donc recalibrer mon extrudeur. Encore merci et désolé de vous déranger avec mon erreur d'inattention.1 point
-
C'est cool, PPAC a donner la solution! Le jeu est de savoir quelle était la bonne réponse parmi toutes les propositions...1 point
-
Arghhh... pour la première fois depuis que j'ai ma X-Plus3 (novembre 23), je viens juste de me faire avoir par l'oubli de la plaque... Quelle banane !1 point
-
Oui, mais il fallait aussi lui donner une réponse, pas seulement se marrer1 point
-
L'alcool isopropylique ne se boit pas ... c'est pour le bed uniquement !1 point
-
Faut arrêter l'alcool... Sinon, je soupçonne une température de hotend trop basse...1 point
-
Salutation ! Bien nettoyer / dégraisser la surface de la plaque flexible du plateau ( IPA 99.9%, ou vinaigre blanc, ou PAIC Ultra + eau tiède + éponge Neuve et bien laisser sécher ) Vérifier que les quatre visses du plateau ( enlever la plaque flexible pour avoir accès a leur têtes ) sont suffisamment serrées ( que le plateau soit le plus stable possible quand tu essais de le titiller en le pinçant par deux coins opposés) Ensuite regarder la valeur actuel du Z Offset ( Compensation Z ) refaire un auto-ZOffset et auto-leveling et comparer l'ancienne valeur du Z Offset avec la nouvelle. Préparer un objet avec une bordure ( "brim" ), si possible en ayant avant le tranchage augmenter le nombre de ligne de la bordure pour avoir plein de temps afin d'ajuster le Z-Offset lors de l'impression de la bordure. Pour que les lignes de boudin extrudé qui forme la bordure soit bien écrasé sur le plateau et bien jointives entre elles. Edit > Éventuellement regarder pour utiliser une aiguille de débouchage pour être certain que la buse n'est pas partiellement obstrué.1 point
-
Oui l'OS est assez similaire à celui des K1 mais ils ont été mettre Moonraker et Fluidd dans le swap qui est limité en taille donc on va devoir corriger ça pour avoir les build à jour sans risque de manquer d'espace, pas un gros problème en soit.1 point
-
@Guilouz Merci Déjà je peux confirmer que quand j'ai testé avec le firmware v1.2.1.0 l'installation de Entware fonctionne très bien avec ton Helper Script.1 point
-
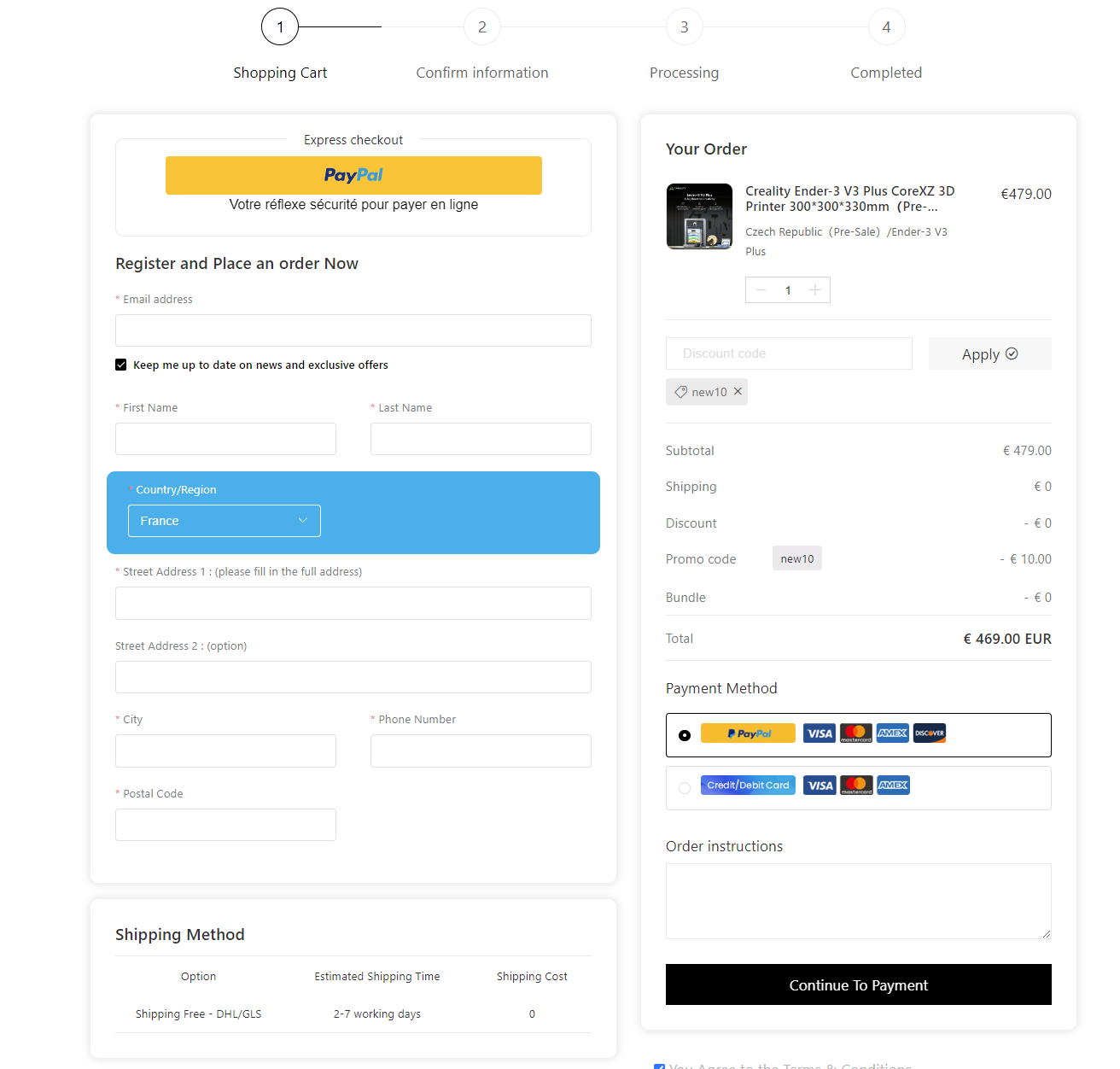
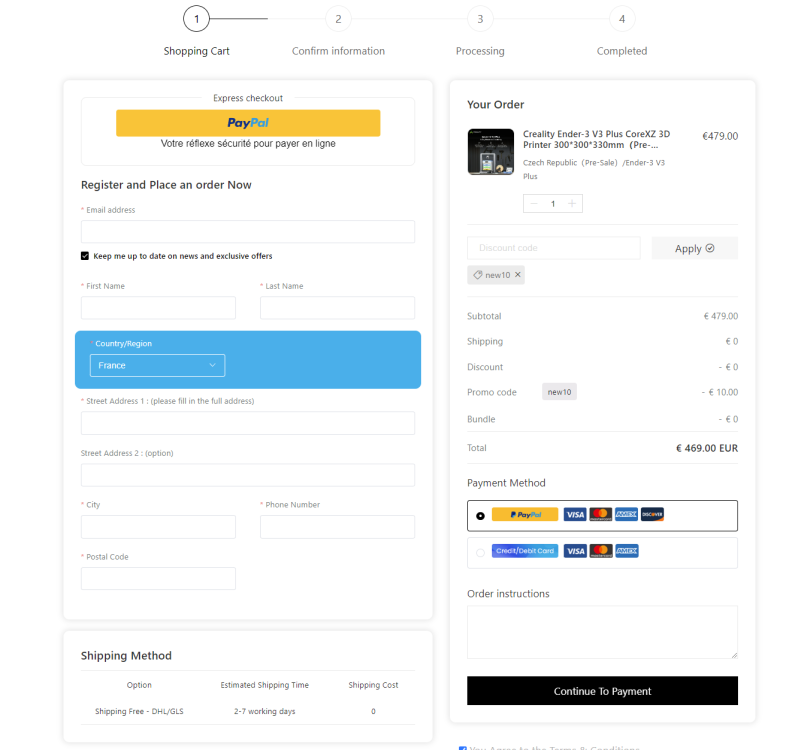
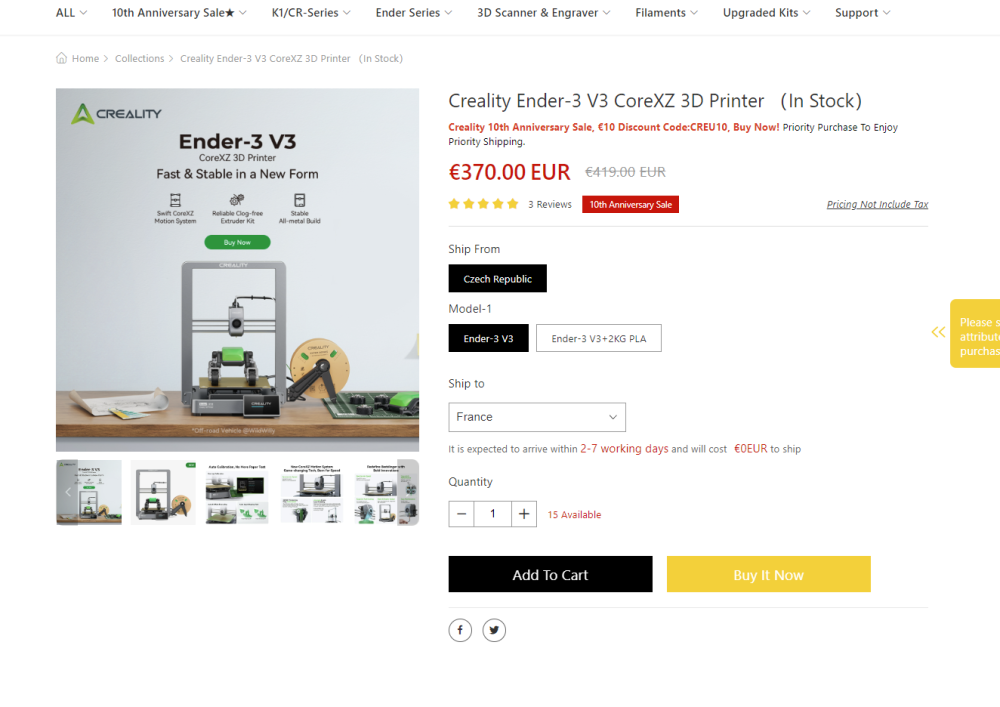
La Ender 3 v3 plus à 469 € ? sur le même site.
 1 point
1 point -
Absolument On a un glossaire pour la plupart des termes plus ou moins abscons1 point
-
Effectivement 370 € : https://www.creality3dofficial.eu/products/ender-3-v3-3d-printer-eu?_gl=1*k27hhm*_up*MQ..*_ga*OTc0NTk3NTM1LjE3MTMzNTMyNTg.*_ga_CW1V0QNVFM*MTcxMzM1MzI1NS4xLjEuMTcxMzM1MzI1NS4wLjAuMTQ0NzExOTU2MA..&gclid=EAIaIQobChMIjqj7l5LJhQMVZ0tBAh1bYw-dEAAYAiAAEgJAUvD_BwE A priori tva et port inclus. (sur simulation achat)
 1 point
1 point -
Salut, On commençait à désespérer! On peut voir que ta buse est clairement trop haute. Si tu ne l'as pas encore fait, il faut modifier tes Gcodes de démarrage et de fin : 1- pour prendre en compte l'épaisseur de la feuille qui a servi à régler le Zoffset: dans ton trancheur (si cura alors menu préférences -> Configurer Cura -> Imprimantes -> Parametres de la machine fenêtre en bas à gauche) sous la ligne G28, tu ajoutes M206 Z0.1 2- Par défaut dans Cura, le Gcode de démarrage est largement perfectible: je te propose cette version, avec l'ajout du point précédent: ;GeeeTech A20M start script ; -- START GCODE -- M82 ; absolute extrusion M900 K0.0 ; Linear advance M221 S100 M204 R500 T750 P3000 M201 Z10 ;acc for Z-homing ;M205 J0.05 G21 ;set units to millimetres G90 ;set to absolute positioning M106 S0 ;set fan speed to zero (turned off) M140 S{material_bed_temperature_layer_0} ; set bed temp M190 S{material_bed_temperature_layer_0} ; wait for bed final temp G28 ;home all axis M420 S0 M206 Z0.1 G92 E0 ;zero the extruded length G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 F5000.0 ; Move to start position T0 ; Select Extruder 0 M104 S{material_print_temperature_layer_0} ; set extruder final temp M109 S{material_print_temperature_layer_0} ; wait for extruder final temp G1 X0.1 Y20 Z0.2 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.2 F1500.0 E10 ; Draw the first line G1 X0.5 Y200.0 Z0.2 F5000.0 ; Move to side a little G1 X0.5 Y20 Z0.2 F1500.0 E20 ; Draw the second line G92 E0 ; Reset Extruder G92 E0 ;zero the extruded length again ; -- end of START GCODE -- Comme tu auras 2 lignes de purge, tu n'es plus obligé d'activer la jupe dans Cura. Par contre, si tu as des soucis d'adhérence, tu peux activer la bordure (5mm par exemple). C'est d'ailleurs pendant cette impression que tu peux ajuster la hauteur de la buse en double-cliquant sur le bouton du pupitre. 3- pour le Gcode de fin, c'est encore pire. Voici la nouvelle version: ; -- END GCODE -- G91 ;set to relative positioning G1 E-4 F2700 ;Retract a bit G1 Z0.2 F2400 ;Raise Z G1 X3 Y3 F3000 ;Wipe out G90 G28 X G0 Y250 F4800 G92 E0 ;zero the extruded length G1 E-5 F1000 ;retract the filament M104 S0 ;turn off nozzle heater M140 S0 ;turn off bed heater M84 ;turn off stepper motors ; -- end of END GCODE -- D'après tes photos, tu n'as pas calibré tes extrudeurs? (mesure de l'extrusion de 100mm de filament pour les 2 extrudeurs) voir le point 1 de ce tuto, en spécifiant le n° de l'extrudeur avec un T0 puis T1 dans Pronterface. Dans Cura, je te conseilles d'installer notamment les extensions suivantes(bouton en haut à droite "marketplace"): - AutoTowers Generator - calibration shapes. - settings guide (pour afficher une aide sur les paramètres en faisant un clic droit sur celui-ci) - printer settings (pour cocher la case "les extrudeuses partagent la même buse"). Une fois Cura redémarré, tu trouveras, dans le menu extension, auto towers et Pièces de calibration. Si tu ne l'as pas encore fait, tu devrais régler les PIDs de la buse et du plateau (voir message précédent). Pour déterminer la bonne température d'impression, tu peux imprimer une tour de température (menu extension -> Pièces de calibration -> tour de température PLA). En fonction de l'aspect de la tour, tu choisiras la température idéale pour ton filament Tu peux également régler la rétraction (distance et vitesse) en suivant ce tuto en anglais. Pour ton imprimante avec extrudeurs déportés, la distance devrait être entre 4.5mm et 6.5mm avec une vitesse entre 40mm/s et 50mm/s. Tu pourras donc tester par palier de 0.5mm et 5mm/s PS: l'impression par USB via Cura n'est pas très fiable. Il arrive souvent que la communication se coupe quelques lignes avant la fin. Je te conseille fortement d'utiliser une carte µSD fiable, de marque réputée(Samsung, sandisk,...), de 16Go maxi formatée en FAT32 4096 octets.1 point
-
Du gauchissement donc Toutefois. on ne sait toujours pas ce que serait le «bending»1 point
-
Le problème en impression 3d avec la bibine chaude c'est qu'elle te saute à la figure lorsque tu l'ouvres1 point
-
Tu recommandes quelle température pour cette "bibine" ? ( si c'est du PETG j'aurais dit dans la fourchette 230-250 °C mais là j'ai un doute )1 point
-
J'ai tout lu après, une grosse majorité du sujet traite du traitement par distillation. Qui est fait avec des appareils qui ne sont pas conçu pour de l'IPA, en plus d'être interdit cela peut être particulièrement dangereux. C'est sûrement efficace mais je pense que je vais me contenter d'essayer la méthode soleil/décantation et filtre a café.et je vais investir dans un deuxième bac pour avoir un bac propre et un bac sale1 point
-
Le réglage avec la feuille, n'est pas une science exacte, surtout quand on n'a pas l'habitude de le faire. Il faut souvent peaufiner ce réglage par la suite. C'est une question de pratique et de temps. Évidement que tu peux imprimer sans relier l'imprimante au Pc. Il suffit de copier tes fichiers Gcode sur la carte SD. Tu as un menu dédié pour lancer l'impression depuis l'ecran via la carte SD.1 point
-
Poupidou!!! Bien vue l'aveugle. J'était totalement passé à côté de ces 2 infos. OK, du coup je capte mieux, et celui de Clanks me correspond puisque mon imprimante est stock à part le BL-Touch. Merci beaucoup1 point
-
Salutation ! Je suis débutant avec les fichiers de configuration Klipper donc je parle sans vraiment savoir. ( Rester critique/vérifier et merci de me corriger si je dis des bétises ) Mais je dirais que les différences de pin utilisées ( si on met de coté que dans le premier il utilise des "aliases" https://github.com/Clank50AE/Clanks-Klipper-Configs/blob/4e4c9d801dfc233071ec06be0d70a9a88301f0c6/SideWinder X1 Stock.cfg#L167-L191 [board_pins arduino-mega] aliases: ar0=PE0, ar1=PE1, ar2=PE4, ar3=PE5, ar4=PG5, ar5=PE3, ar6=PH3, ar7=PH4, ar8=PH5, ar9=PH6, ar10=PB4, ar11=PB5, ar12=PB6, ar13=PB7, ar14=PJ1, ar15=PJ0, ar16=PH1, ar17=PH0, ar18=PD3, ar19=PD2, ar20=PD1, ar21=PD0, ar22=PA0, ar23=PA1, ar24=PA2, ar25=PA3, ar26=PA4, ar27=PA5, ar28=PA6, ar29=PA7, ar30=PC7, ar31=PC6, ar32=PC5, ar33=PC4, ar34=PC3, ar35=PC2, ar36=PC1, ar37=PC0, ar38=PD7, ar39=PG2, ar40=PG1, ar41=PG0, ar42=PL7, ar43=PL6, ar44=PL5, ar45=PL4, ar46=PL3, ar47=PL2, ar48=PL1, ar49=PL0, ar50=PB3, ar51=PB2, ar52=PB1, ar53=PB0, ar54=PF0, ar55=PF1, ar56=PF2, ar57=PF3, ar58=PF4, ar59=PF5, ar60=PF6, ar61=PF7, ar62=PK0, ar63=PK1, ar64=PK2, ar65=PK3, ar66=PK4, ar67=PK5, ar68=PK6, ar69=PK7, analog0=PF0, analog1=PF1, analog2=PF2, analog3=PF3, analog4=PF4, analog5=PF5, analog6=PF6, analog7=PF7, analog8=PK0, analog9=PK1, analog10=PK2, analog11=PK3, analog12=PK4, analog13=PK5, analog14=PK6, analog15=PK7, # Marlin adds these additional aliases ml70=PG4, ml71=PG3, ml72=PJ2, ml73=PJ3, ml74=PJ7, ml75=PJ4, ml76=PJ5, ml77=PJ6, ml78=PE2, ml79=PE6, ml80=PE7, ml81=PD4, ml82=PD5, ml83=PD6, ml84=PH2, ml85=PH7 ) sont du au fait que pour la seconde configuration il n'utilise pas la carte-mère d'origine ( une "MKS Gen-L V1.0" il me semble sur les X1 ) mais une "SKR v1.3 with TMC2208 drivers" ( cf les notes en début du fichier de configuration https://gist.github.com/GarthSnyder/082bd165a36c95a1d29cb714254bcc12#file-printer-cfg-L5-L9 # NOTE! Nonstandard configuration: # BLTouch with custom mount (output on XMAX pin) # Dual Z endstops (second on YMAX pin) # SKR v1.3 with TMC2208 drivers # 0.9 degree stepper motors on X and Y )1 point
-
Permet de prolonger une tringle à rideau trop courte ? ou Permet de prolonger une tige de commande permettant de faire coulisser le rideau ? Sinon : quelque chose à voir avec le rideau d'une fenêtre ou d'un Vélux peu accessible (car trop haut) ?1 point
-
Intéressante comme machine, il y a quelques innovations. Intéressante, jusqu'à ce que voit le prix. 420€, ils n'ont pas peur chez Creality. Jamais j'achèterai cette machine à ce prix. Je prédis même un flop, s'il ne descend pas rapidement le prix.1 point
-
content d'avoir pu t'aider. bonnes impression a toi1 point
-
Ça peut facilement se «corriger» en ajoutant une directive listen 80 (en plus du listen 10088) dans le fichier /etc/nginx/sites-enabled/fluidd (emplacement de mémoire, l'imprimante étant actuellement éteinte). C'est ce que Qiditech a fait pour la dernière mise à jour de la Q1 Pro , la 4.4.18 ( @PPAC ) Quand j'ai testé, j'avais un onglet ouvert pour chaque interface (navigateur Vivaldi (ça marche aussi avec Firefox ). Par contre, je n'ai pas fait de test d'impression via Octoprint, juste les tests de base: mise à l'origine, déplacement des axes individuellement, mise en chauffe lit et tête). C'est parfois le soucis avec Octoprint, particulièrement pendant l'impression (chaque ligne de Gcode est analysée / interprétée), c'est la raison principale pour laquelle j'étais parti vers des interfaces Web plus réactives (Fluidd / Mainsail). Ce n'est qu'en testant qu'on pourra savoir si Octoprint + Klipper sur la Xmax3 sont utilisables.1 point
-
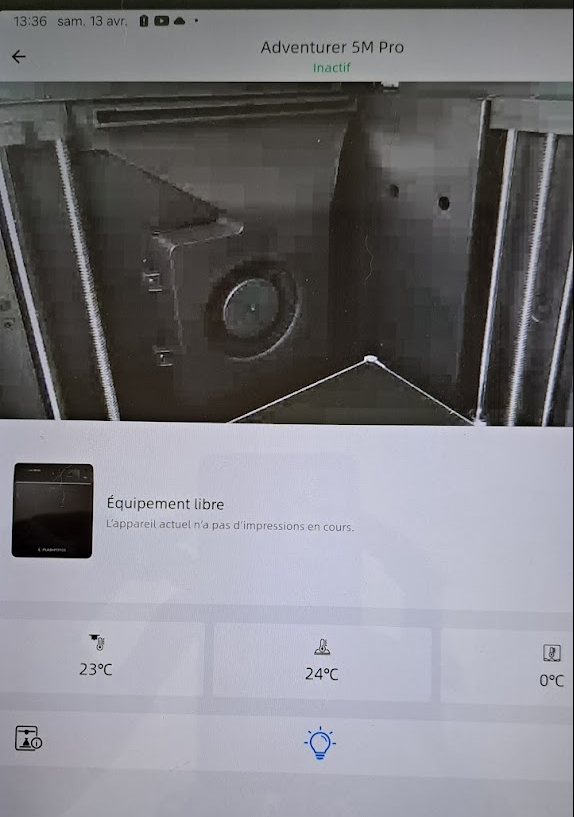
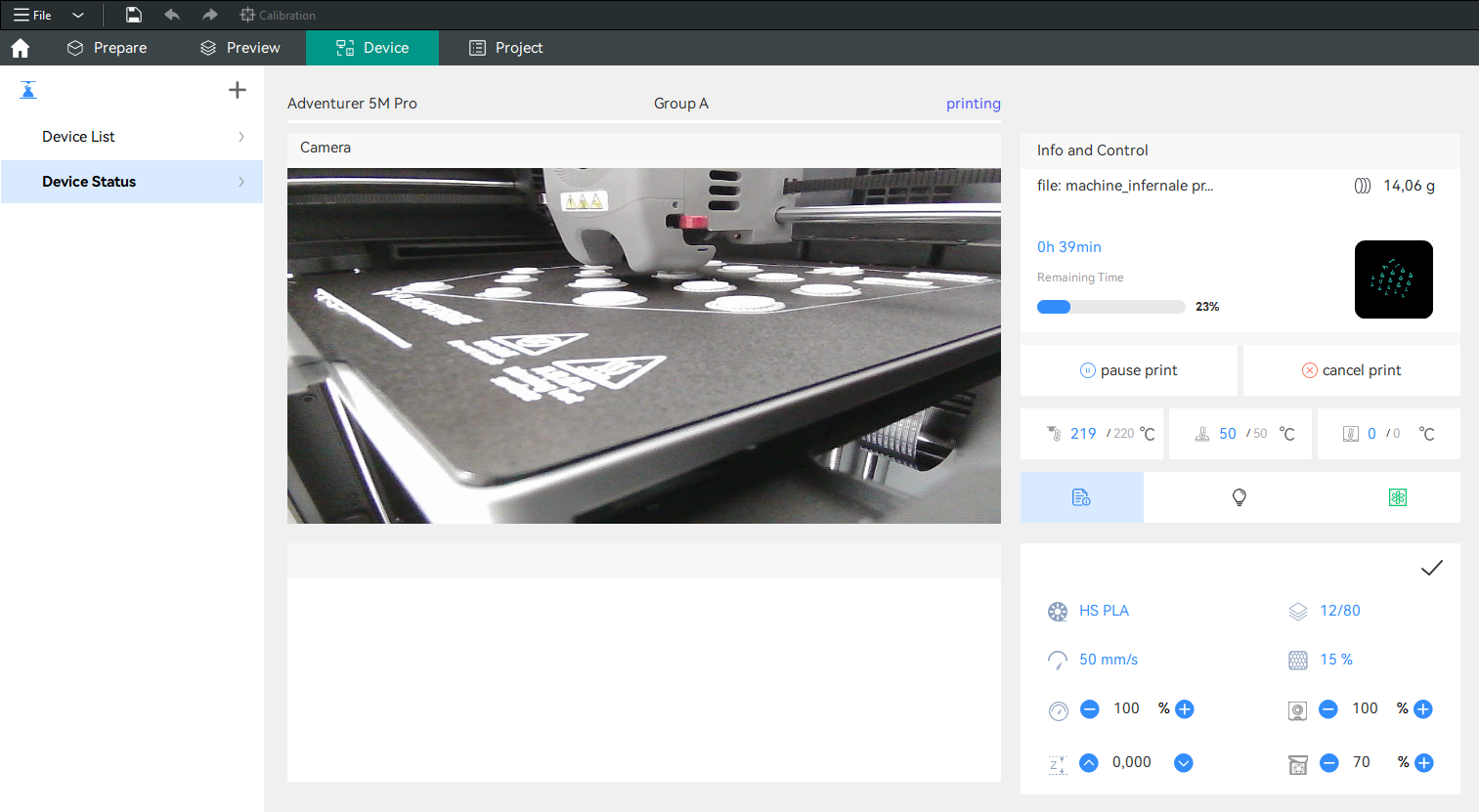
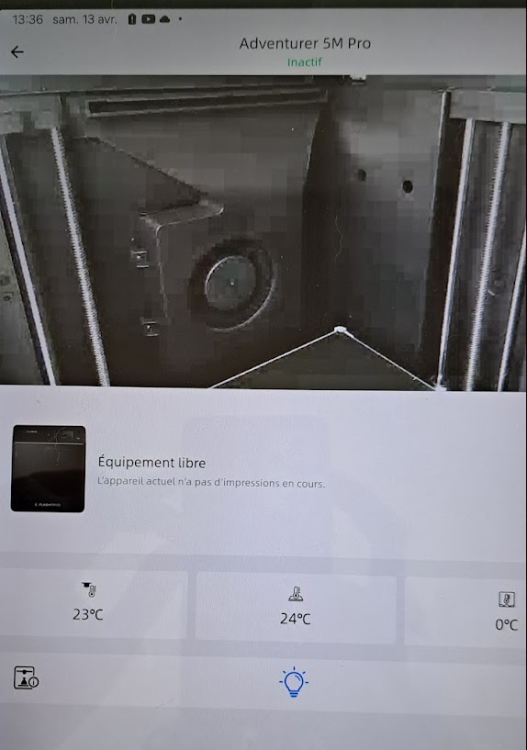
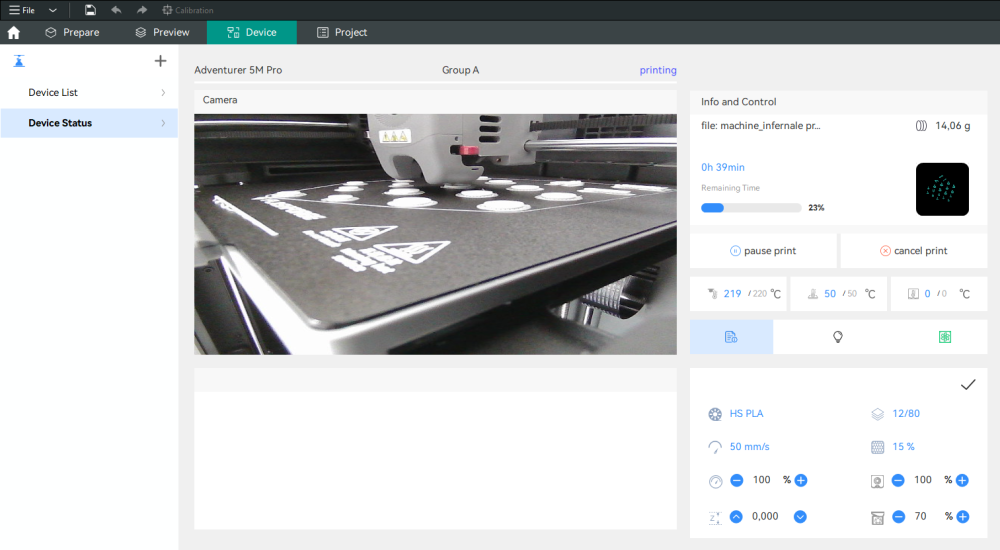
Bonjour, Alors, cette mise à jour ... comment dire : il y du bon et du moins bon. Côté Flashforge Flash Maker, ok, c'est bien on a une application cloud qui permet de surveiller son imprimante où que l'on soit. C'est pratique mais clairement pas indispensable. A la limite cela simplifie la vie si on lance une impression longue et que l'on ne peut pas rester à proximité, au moins en cas de pépin, avec la caméra on peut s'en rendre compte et interrompre l'impression. Dans le mode réseau on peut choisir soit que LAN soit cloud. Si on choisit que LAN, en gros l'imprimante se comporte comme avant (presque) et là, pas de Flashforge Flash Maker, on reste que sur du réseau local. Sauf que l'une des fonction qui ne fonctionne plus (en tout cas, pour ma part, c'est l'accès direct à la caméra dans une page web. Alors, bon, c'est un peu dommage, mais vu qu'on peu faire autrement et notamment avec Orca, du coup ça n'est pas si problématique que ca. Flashforge Flashprint 5... bon alors là c'est quand même étrange. je n'ai précisément plus accès à la caméra via leur propre application. On va attendre une prochaine mise à jour, je pense que ça sent le bug, où bien, précisément comme ils ont changer les méthodes d'accès à la caméra, ça nécessite justement d'ajuster le soft, donc une p'tite mise à jour suffira très probablement à corriger ce point. Orca Slicer. Là on retombe dans les travers de FlashForge ou d'autres comme Bambu, avec un fork de la version officielle open. Est-ce vraiment gênant ? Surement par rapport aux mises à jour. Suivront ils au plus près les mises à jour d'Orca ? Pour le moment je ne juge pas car ça demande à voir dans le futur. Mais, le très bon point c'est que pour le coup, l'intégration est vraiment bien faite. Donc si on est en mode réseau local (LAN) on a la caméra avec la bonne résolution et qualité qu'avant mais surtout on a un vrai tableau de bord de l'imprimante (ou des imprimantes puisqu'il gère également les groupes d'imprimante comme Flashprint : Alors là, c'est très bien, et comme on voit sur la photo on peut agir sur l'impression et là, en mode réseau local, on a une image de la caméra avec la même qualité qu'avant. Paradoxalement, c'est, pour le moment, Orca Slicer qui est plus avancé côté contrôle de l'imprimante que Flashprint ! Cette histoire du mode réseau est, au début, perturbante, mais au final je me dit que ce n'est pas si mal que ça. Car au moins on ne nous impose pas l'accès au cloud. Au pire si on souhaite utiliser Flash Maker il suffit de repasser en mode Cloud et dans Orca il faut trouver son imprimante, non plus dans l'onglet LAN, mais donc NETWORK. la caméra est plus pixelisée puisque le flux vient du cloud mais ça n'empêche pas d'utiliser Orca normalement. A chacun de trouver sa config adapté à son besoin. On peut aussi utiliser en nominal le mode local et ne basculer en mode cloud que lorsqu'on a besoin de Flash Maker (personnellement pas souvent) Flash Maker ça donne ça : C'est propre l'image de la caméra est en revanche très saccadée et pixelisée. Mais on peut quand même surveiller ses impressions à distance sans problème. Donc bien, bravo FlashForge. Au final, il y a quelques ajustements encore à faire pour qu'on arrive à un début d'écosystème qui n'est pas si mal que ça : Flashprint ou orca slicer avec les mêmes fonctions de gestion de(s) imprimante(s), un logiciel de surveillance à distance (Flash Maker) et un cloud encore tout pourri mais bon, il suffit d'aller chercher ses objets sur d'autres clouds. Et comme je fais mes pièces avec Fusion 360, ce n'est clairement pas le point le plus négatif. Et au bout du bout, il y a toujours cette imprimante qui délivre des impressions nickel tant qu'on utilise le bon filament (là en ce moment, j'ai testé le Jayo blanc matte, et c'est nettement moins bien que le eSun blanc matte) Voila ma modeste revue des dernières mises à jour de Flashforge, ça aura pris du temps mais au moins les bases sont posées, maintenant il faut fiabiliser et améliorer. Leur plus gros challenge, je suppose sera de rendre tout ça compatible avec d'autres produits ... ou pas en fonction de leur stratégie (forcer à aller vers de nouveaux produits pour en profiter ou satisfaire les clients actuels. Reste un point flou, dans Orca il apparait des entrées de sélection des matériaux... certain ont déjà supposé que Flashforge pourrait prévoir de sortir un système multi-matériaux comme bambu surtout qu'en ce moment, tout le monde sort son AMS maison. A voir...
 1 point
1 point -
Rien à voir avec store vénitien. À cet époque il me semble si ma mémoire ne me fais pas défaut le plastique n'existait pas et surtout pas de volet. Si tu rejoins les 2 bouts il n’en fais plus qu’un donc moins difficile les fins de MOI Pour moi c’est en plastique1 point
-
Ca y est je sais ! C'est pour relier deux tiges ! Bon sinon, les choses que ça relie, c'est en plastique, fibre, métal ? Le truc qui tourne pour changer l'inclinaison des stores vénitiens ?1 point
-
Fiche Saturn 4 : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/elegoo/saturn-4/ Fiche Saturn 4 Ultra : https://www.lesimprimantes3d.fr/comparateur/imprimante3d/elegoo/saturn-4-ultra/ Différences Saturn 4 et Saturn 4 Ultra1 point
-
C'est pour relier les deux demi-axes de commande volet de fermeture du repère d'un propactylactète hachleboul Sinon c'est pour relier la barre de commande d'un volet roulan ou d'un rideau ou d'un store avec la manivelle1 point
-
Salut, Je sais: C'est un truc pour les fins de mois difficiles: Pour joindre les deux bouts !1 point
-
Un mètre quatre-vingt centimètres, n'est-ce pas un peu excessif ?1 point
-
aucun soucis Je dirai un petit gobelet mais même pour le digestif c'est un peu petit C'est pour une voiture ?1 point
-
Non mais ce n'est pas des perles, c'est juste la façon normale de parler quand on est Lorrain : - "Monter en haut" - "Descendre en bas" Autres particularités : - triplement du pronom possessif : "C'est son sien à lui" - oublier le prénom de son interlocuteur : "Comment ça va David ?" se dit "Comment que c'est, gros ?" ou encore "la mère machin" ou "le fils du père la goutte" (= le fils dont on a oublié le nom du père dont on a oublié le nom qui distille de l'eau de vie mirabelle) - au collège (en milieu rural) lors d'une dictée il y avait une phrase dont le sujet était "La nièce" et bien nous avions tous écrit "L'Agniès" ; la prof de Français qui était une bourgeoise de la ville était choquée - quand on se souvient du prénom, mettre LE ou LA devant : "La Céline a dit que le François s'est scrounché en mobylette" Lorsqu'on quitte sa Lorraine natale pour aller travailler "chez les Français du centre" cette façon de parler est perçue comme choquante, et peut consituer un handicap en milieu professionnel - un temps d'adatation est nécessaire1 point
-
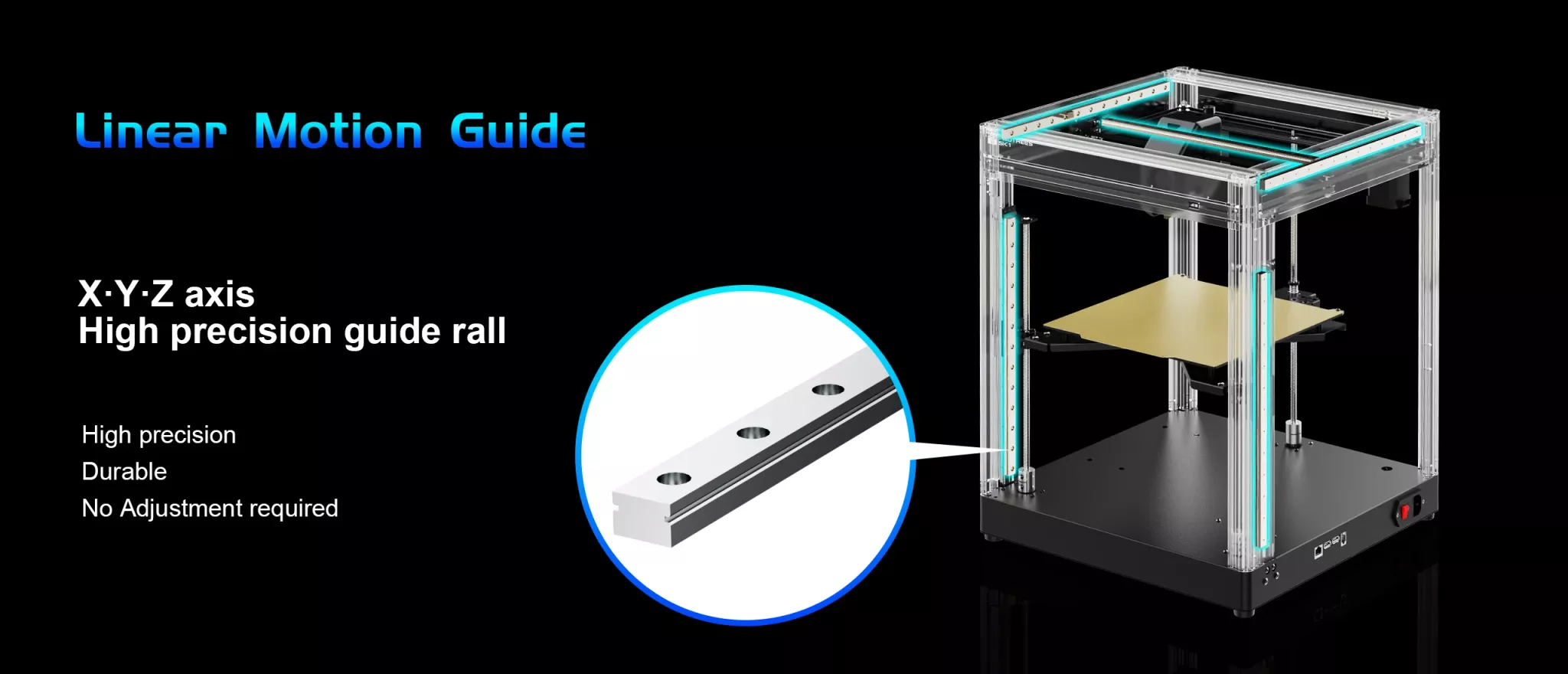
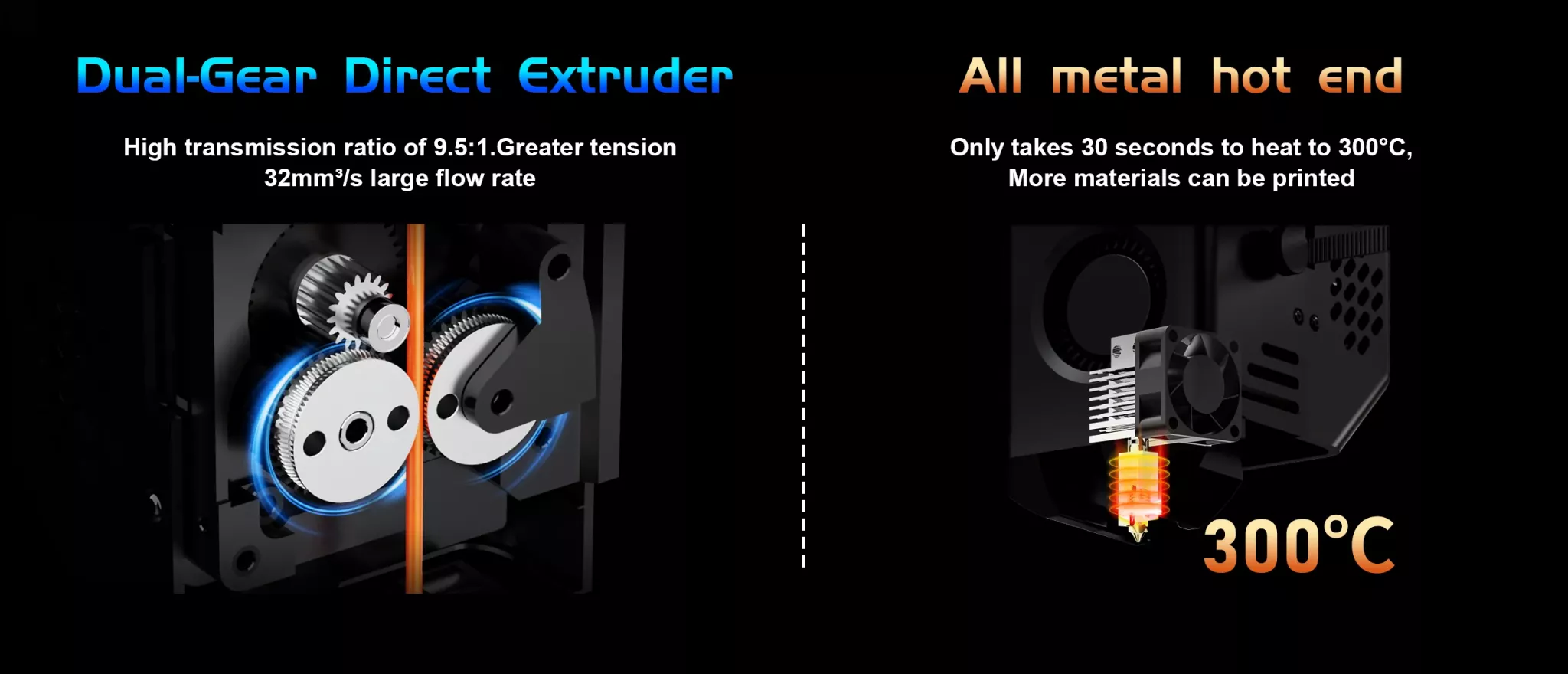
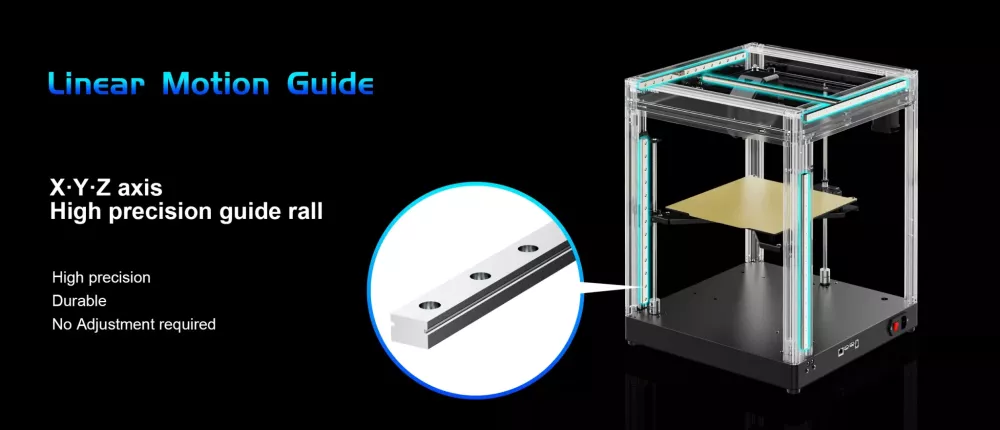
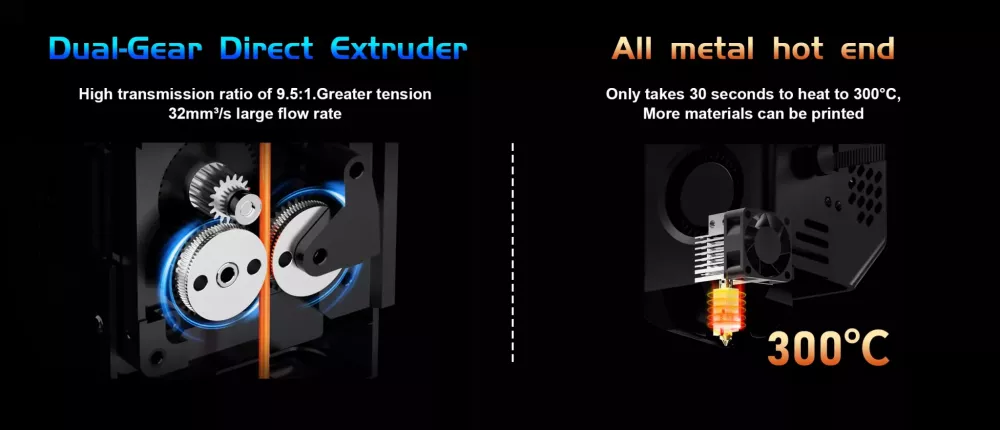
Je vous ai parlé des premières impressions, maintenant je vais vous parler en vrac (je veux dire dans le désordre ce n'est pas moi qui suis en vrac enfin je ne crois pas) de la machine physiquement, c'est ma première core XY et bien que connaissant le principe là je découvre de visu le système et je signale au passage le bon point d'avoir mis des rails linéaires sur tous les axes. Le châssis est vraiment solide et stable, c'est du genre cornières boulonnées, je n'ai pas retrouvé l'image mais j'ai vu une personne monter debout sur le châssis pour montrer sa solidité, pour ma part je n'ai pas essayé mais je veux bien le croire. Coté motorisation, les 3 moteurs de l'axe z qui supportent le lit sont de taille classique, par contre les 2 moteurs des axes X et Y sont plutôt de taille imposante, même à 700 mm/s (pour le bency) pas de perte de pas et ils ne chauffent presque pas, cette après midi j'ai fait une impression d'une heure et demi à 300 mm/s les moteurs étaient à peine tièdes. La tête d'impression est équipée d'une résistance céramique, elle peut chauffer jusqu'à 300°, la mise en chauffe est rapide, environ 20s pour atteindre 220°, la buse est bizarrement petite et en acier. L'extrudeur est un direct drive dual gear, mais petit point négatif il n'y a pas de manette de débrayage. Lorsque j'enlèverai le capot de protection je vous en dirai plus mais je peux déjà vous donner une petite particularité le driver TMC 2209 n'est pas sur la carte mère mais dans dans la tète d'impression, j'ai hâte de voir ça.1 point