azerpoiuyt
-
Compteur de contenus
257 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par azerpoiuyt
-
Vos exemples d'impression sur Discovery200
azerpoiuyt en réponse au topic de laurentium dans Archives
de ce que j'ai lu, biodégradable au dessus de 60°C en milieu humide. Mes plantes n'y survivrait pas. -
arriver à l'assembler, tout le monde le fait. arriver à bien l'assembler, des fois, c'est un peu plus dur. Mais avec Dagoma (surtout Benjamin, tant qu'il ne craque pas) et le forum, je suis sûr que tu y arrivera.
-
Vos exemples d'impression sur Discovery200
azerpoiuyt en réponse au topic de laurentium dans Archives
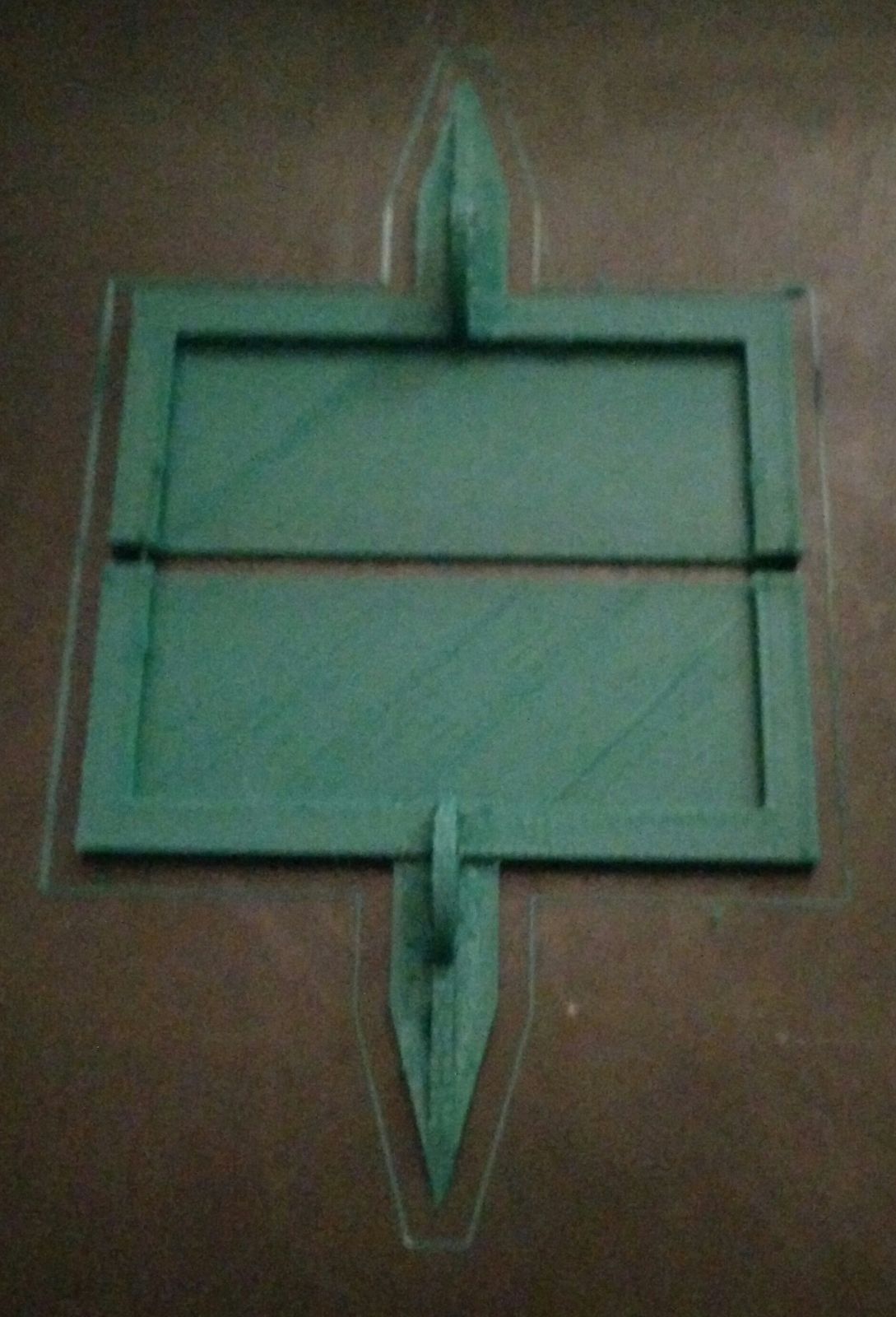
Petit travail du jour. Et c'est pas pour le WAF, c'est moi qui fait pousser les plantes aromatiques, et qui en utilise la majeure partie L'étiquette fait 6,5 sur 2,5 cm. La protection transparente, je ne l'imprime pas, c'est beaucoup plus rapide de la découper dans une feuille plastique (couverture pour reliure, à l'origine). Ça s'imprime sans support, sans accroche étendue, les portes à faux ne font que 45° pour cela. Le fichier stl et les sources openscad (commentés avec amour) sont en pièces jointes. Éventuellement, on peut imaginer une version avec une tige plus longue, mais ce n'était pas mon besoin. PlanterTag.scad PlanterTag.stl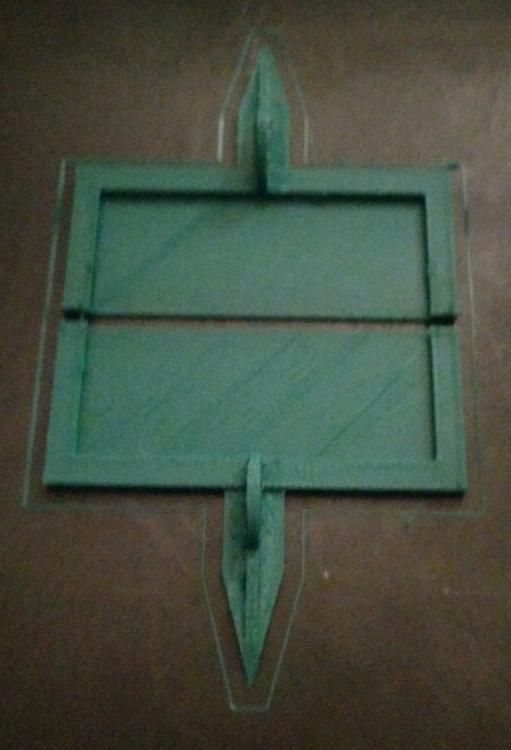


-
apparemment, ils ont au moins un client en Suisse...
-
Le raft cura, c'est 4 couches : une première avec des lignes à peu près toutes les deux fois le diamètre de la buse une deuxième avec des lignes fines et hautes, en biais Ces deux premières couches sont complètement poreuses, et permettent d'avaler pas mal de défauts du plateau. ensuite, deux couches croisée et serrées, une en x et l'autre en y (je ne me souvient plus de l'ordre) Parler de quelque chose qui n'est qu'une extension de la première couche correspond beaucoup plus au brim. Mais encore une fois, j'utilise la terminologie Cura. Si c'est différent en slicer, éclairez moi.
-
en slicer je ne sais pas, mais en cura, le raft n'est pas une extension de la première couche. ça c'est le brim.
-
regarde plus deux message plus bas pour les stl, tu dois avoir de quoi t'imprimer une tête avec capteur même avec l'ancienne buse
-
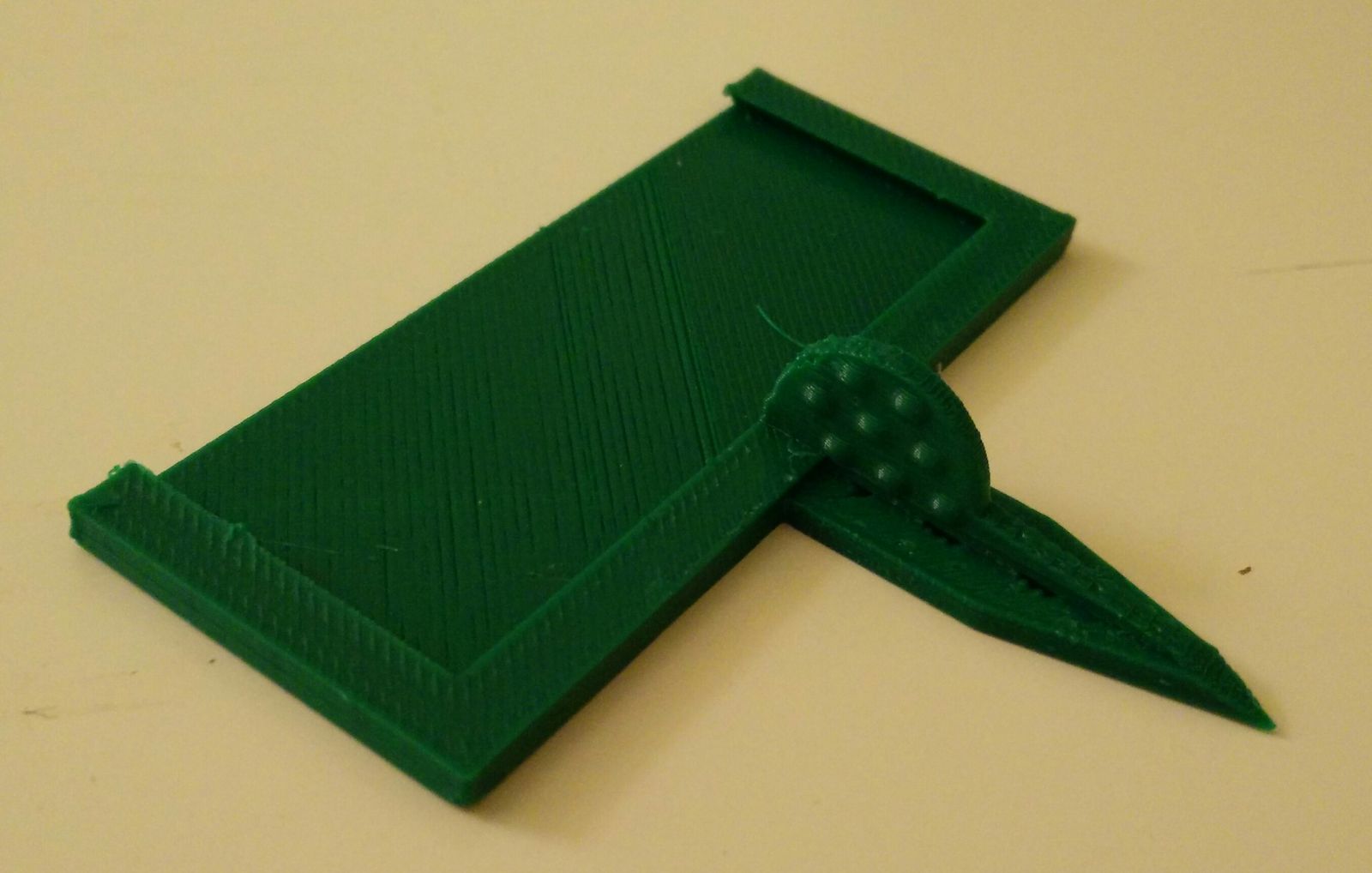
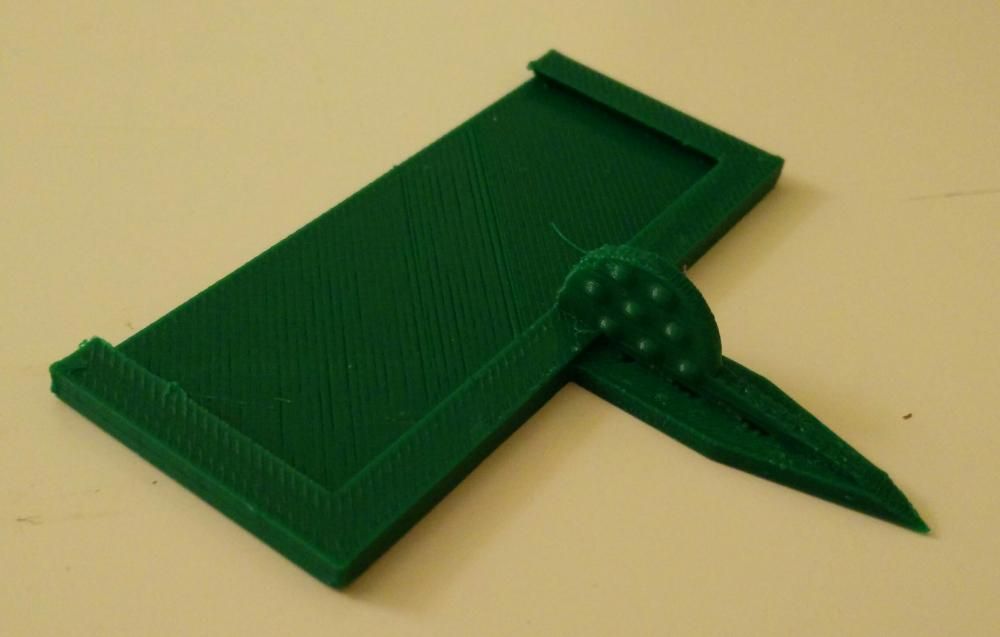
Tu lis l'anglais ? Je crois que toutes les réponses sont sur thingiverse... Instructions sur la page : Print the parts out. Let them cool before you remove them, because you don't want to bend something (especially the slider). Imprimez les pièces. Laissez les refroidir avant de les enlever, car vous ne voulez rien tordre (et particulièrement pas la glissière). Be sure the parts are completely cool, because if they are hot, they will shrink a bit. Assurez vous que les pièces sont complètement froide, sinon, elles vont rétrécir un peu. Rasp the slider crosswise on a sheet of sandpaper until it fits the base perfectly. The sandpaper should lie on a flat surface. I only sanded the surface width the gear rack. Frottez la glissière en travers sur une feuille de papier de verre jusqu'à ce qu'elle corresponde parfaitement à la base. Le papier de verre devrait être posé sur une surface plate. Je n'ai poncé que la face avec la cremaillère. I attached the gear width superglue to the threaded rod. Same thing width the lever. J'ai attaché l'engrenage avec de la superglue à la barre. Pareil pour le levier.
-
d'un autre côté, de la haute voltige avec filet, c'est moins fun...
-
intéressant, dis nous combien de temps ça prends au total (trempage des pièces compris )
-
dans cura classique, tu a un start gcode, qui est ajouté à tous tes gcodes générés. si dedans, il y a (pour le firmware standard sur la melzi) G29 elle testera 4 points. Mais si tu as ;G29 c'est commenté, et de même que si tu n'as pas de G29, elle ne testera qu'un point tu peut également regarder le début du fichier dagoma0.g, c'est un simple fichier texte, ouvrable sans problème par gedit, même s'il fait plusieurs méga. tu peut aussi faire dans un terminal : grep G29 dagoma0.g
-
intéressant, au moins avec du PLA. mais ça m'amène à une question : c'est quoi cette pièce ? une phalange ?
-
même fournisseur, même filament, une étiquette sur la bobine indique impression de 190 à 230 ° mes premiers essais (tous les réglages de températures ont été fait directement dans le gcode, flemme de regénérer à chaque fois ): 205° aspect ok, mais fragile 210° ça claque, ça bouche 215° comme 210, mais en pire 195° pas mal, un peu plus solide qu'à 205 Voilà, je ne maîtrise pas encore, mais ça s'améliore
-
Vos exemples d'impression sur Discovery200
azerpoiuyt en réponse au topic de laurentium dans Archives
ce que je fais, mais c'est comme je le sens, je ne sais pas si c'est le mieux... je regarde l'article que je veux mentionner en haut, à droite de l'auteur, il y a : Posté(e) il y a ... je mets la souris dessus, clique droit, copier l'adresse du lien dans le post, coller, et le lien est remplacé par un petit cadre cliquable, comme les deux exemples ci dessus -
encore plus loin
-
pour les anglophones, je conseille de jeter un œil à https://www.simplify3d.com/support/print-quality-troubleshooting/ bien sûr, simplify3d veut vendre sa sauce, mais même sans acheter leur soft, il y a plein d'infos de diagnostic.
-
vitesse, flow, épaisseur de couche, et diamètre de buse, sont à mon avis, les 4 paramètres qui jouent (si on est dans la bonne gamme de température pour une coulée fluide)
-
moi aussi je peux jouer ? trop de matière par rapport à la montée de le tête, on dirait que la buse labourre dans la couche -> baisser le flow
-
je ne suis pas sûr que le HS soit complètement HS.
-
je ne dirais pas tout à fait la même chose : C'est presque un défaut de conception une imprimante qui démarre une impression sans intervention après une coupure de courent.
-
une batterie de secours, c'est compliqué, faut la charger, la contrôler, et de toutes façons, ça ne tient qu'un temps. Si la coupure est longue, l'impression sera quand même foutue. Un relais auto-alimenté, avec un poussoir et un voyant à la place de l'interrupteur, ça ne permettra pas de faire survivre les impressions, mais ce serait quand même beaucoup plus sécurisant que la solution actuelle, où la coupure de courant, si elle n'entraîne pas forcément la destruction, est quand même très problématique avec le redémarrage à zéro sur un plateau non vide.
-
regarde ce post : la grenouille fait environ 5 cm de haut, imprimée en PLA en couches de 0,1 mm, sans post traitement, sur une discovery 200 de base sans aucuns renforts, montée par mes soins. on voit les couches, ce n'est pas complètement lisse, mais on a quand même un niveau de détails assez intéressant. A toi de voir si ça convient à ton usage prévu.
-
Premier démarrage avec la discovery 200
azerpoiuyt en réponse au topic de MagnusDesign dans Archives
"ca monte d'un centimetre et ensuite ca va se mettre en butée et ca bouge plus" le temps que ça chauffe. ensuite, si ça chauffe comme il faut et que la carte le détecte, ça imprime. -
et l'utilisation de tôle découpée ? Il n'y a plus l'aspect diy des pièces imprimées, mais ça gagne en vitesse et en regidité
-
Vos exemples d'impression sur Discovery200
azerpoiuyt en réponse au topic de laurentium dans Archives
je l'ai juste trouvé sur thingiverse : https://www.thingiverse.com/thing:1259481