Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



Contenu populaire
Contenu avec la plus haute réputation dans 19/06/2018 Dans tous les contenus
-
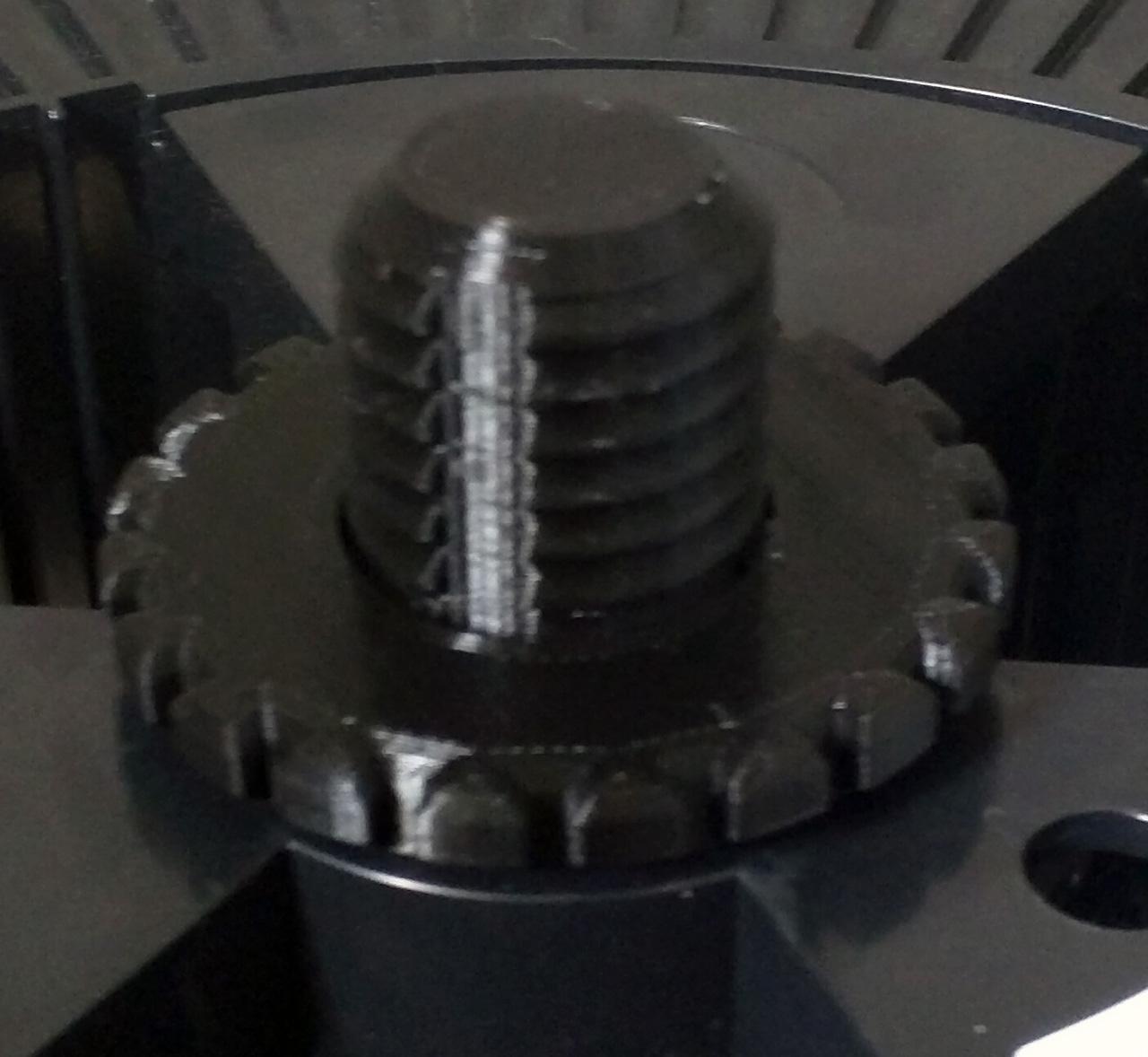
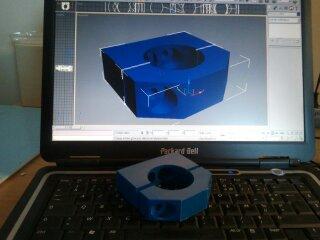
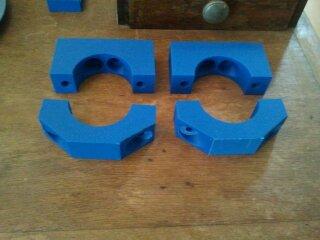
Salut, En voulant améliorer le support de bobine avec comme objectif aucun achat supplémentaire je suis arrivé à quelque chose d'assez sympa Avantages : Pas de roulement à acheter. Filetage rapide 1/4 de tour pour le serrage de la bobine. Design facilement modifiable. Inconvénients : Nécessite d'avoir, au préalable, renforcé l'arceau de l'axe Z avec des tiges filetées Pièces techniques à imprimer Je suis encore sur les essais, avec du PLA parce que c'est le plus difficile à utiliser avec des jeux faibles du fait de sa composition qui favorise l'adhésion des parties entre elles lors de l'impression d'un ensemble. Ca fonctionne nickel mais il y a du post traitement sur le roulement pour décoller les rouleaux.

 4 points
4 points -
amazon 3 jours reçu mes ventillos , j espère que mon cable bed viens vendredi

 2 points
2 points -
j'ai aussi regardé pour changer la courroie Y par une vis sans fin : https://www.thingiverse.com/thing:2824604 https://www.thingiverse.com/thing:561143 Et même pour le X : https://www.thingiverse.com/thing:923220 PS : Bon anniversaire @Philippe Chaumont2 points
-
+1 @Philippe Chaumont2 points
-
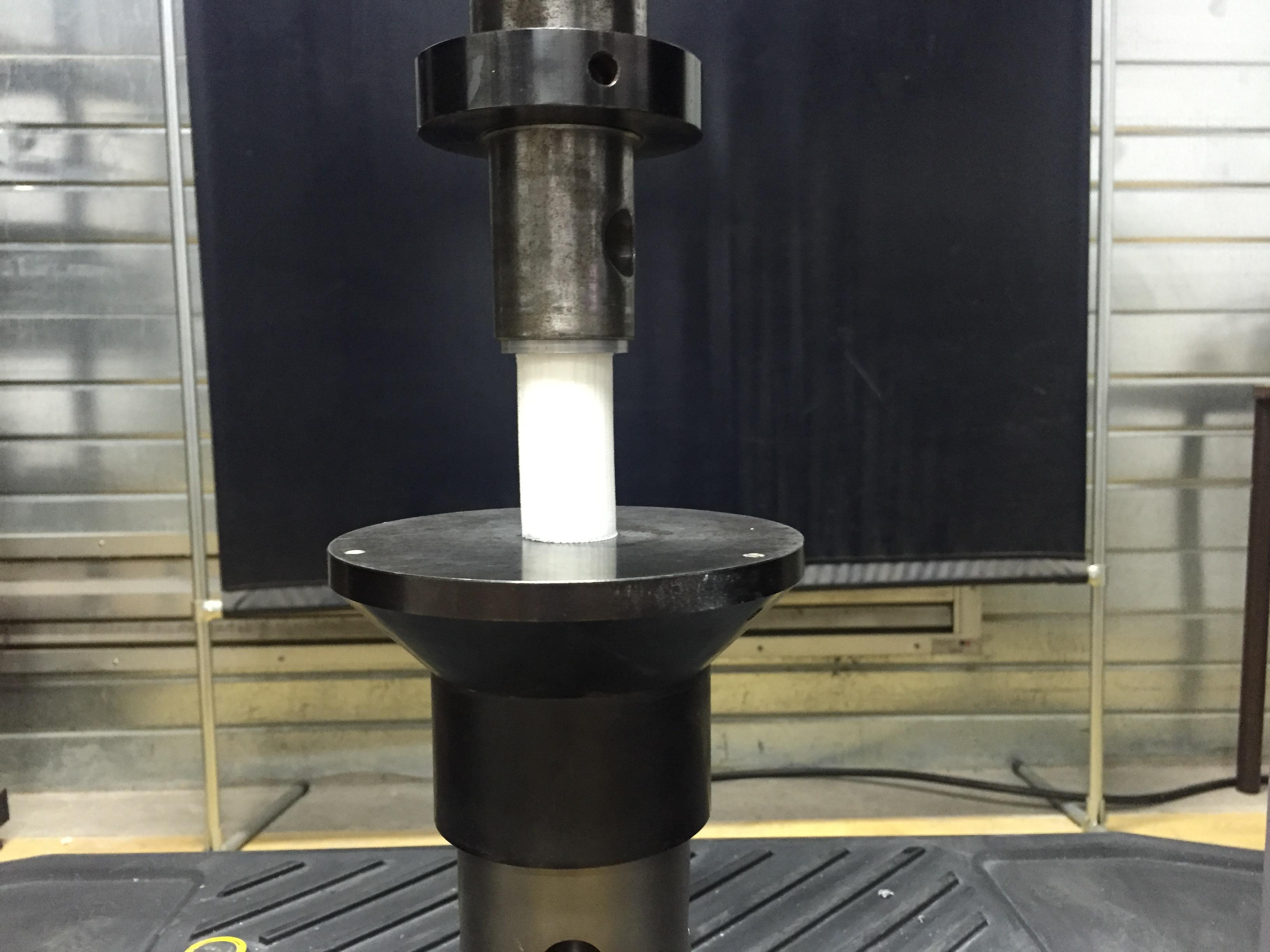
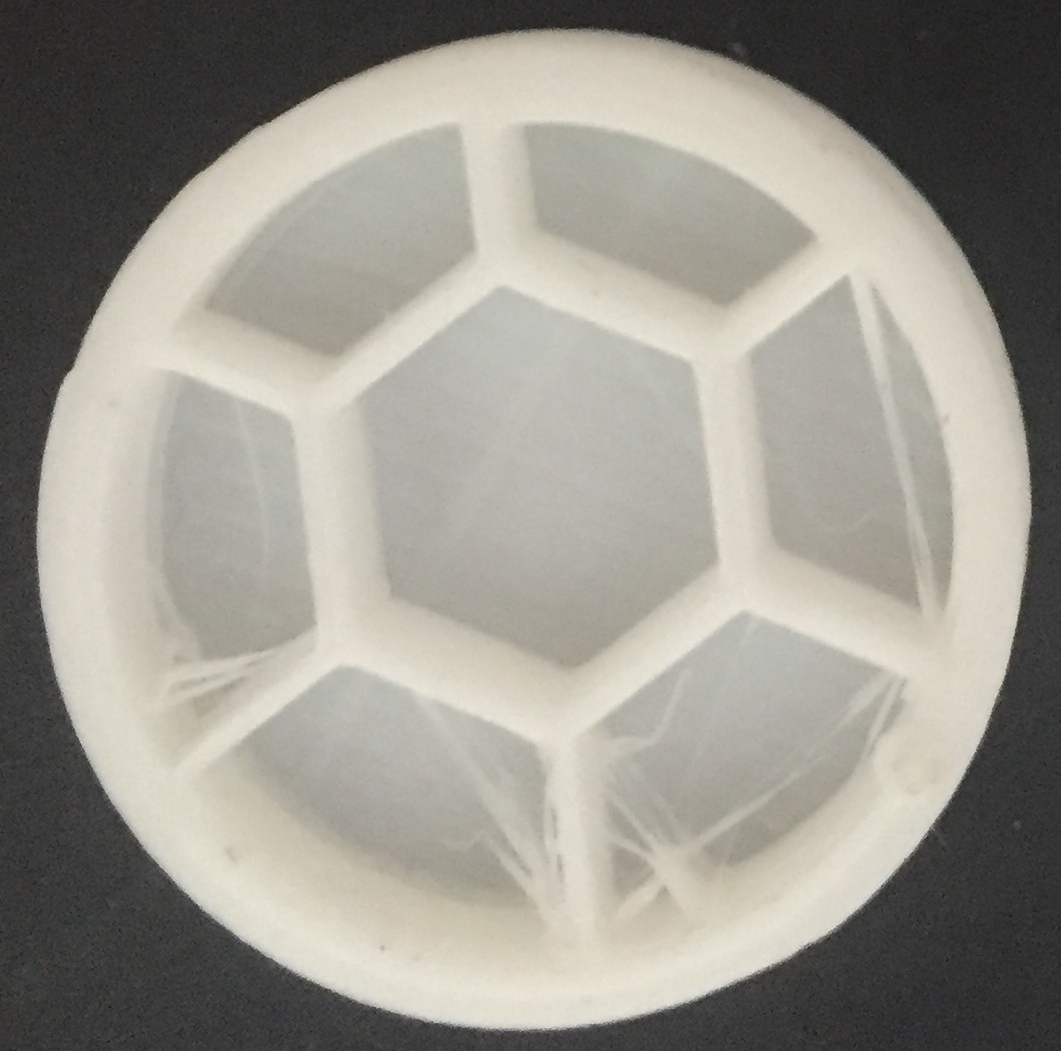
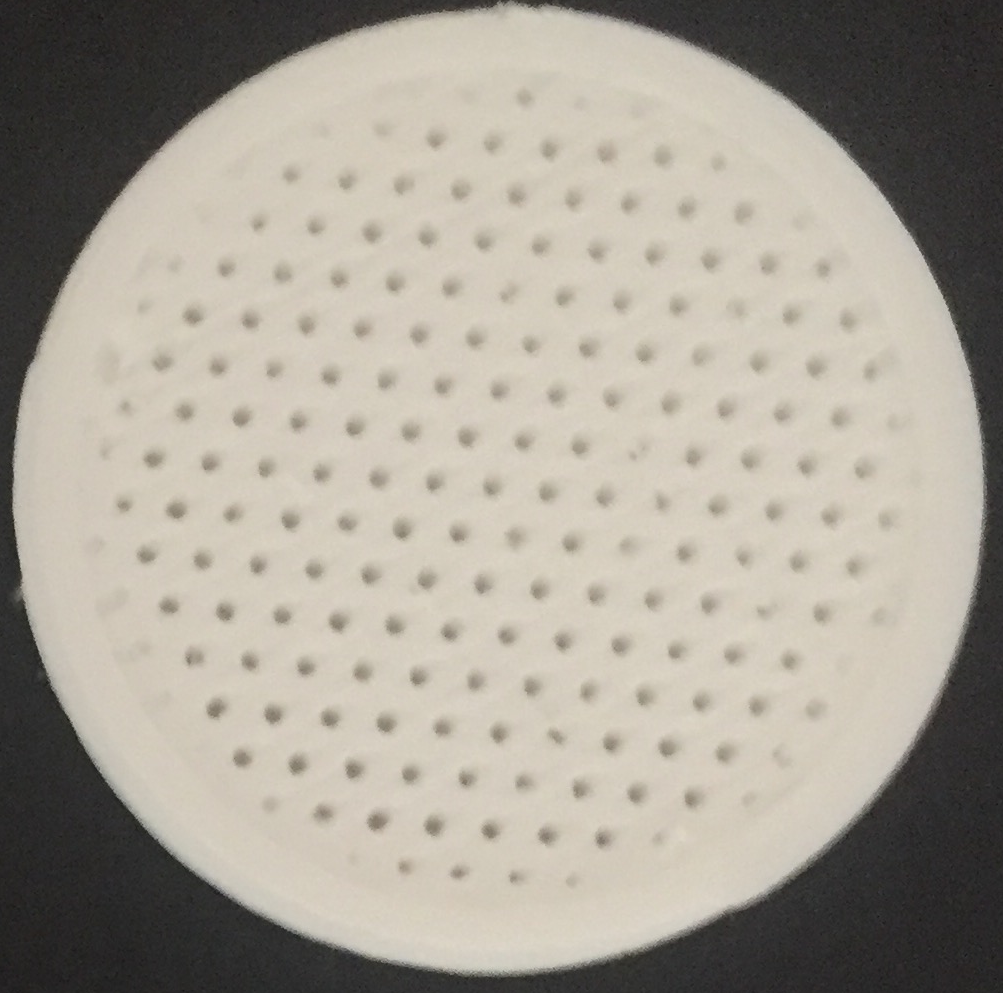
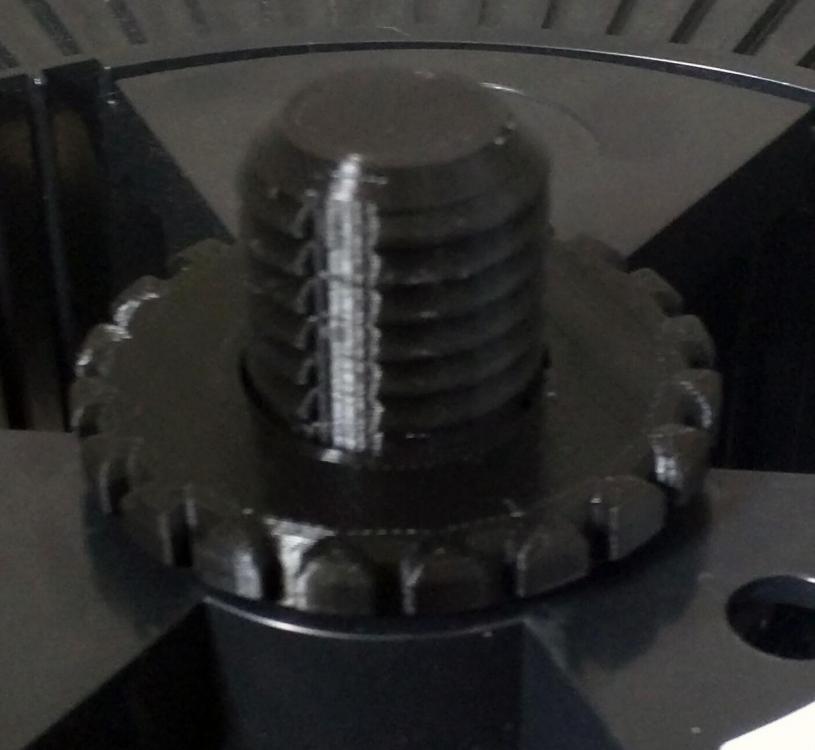
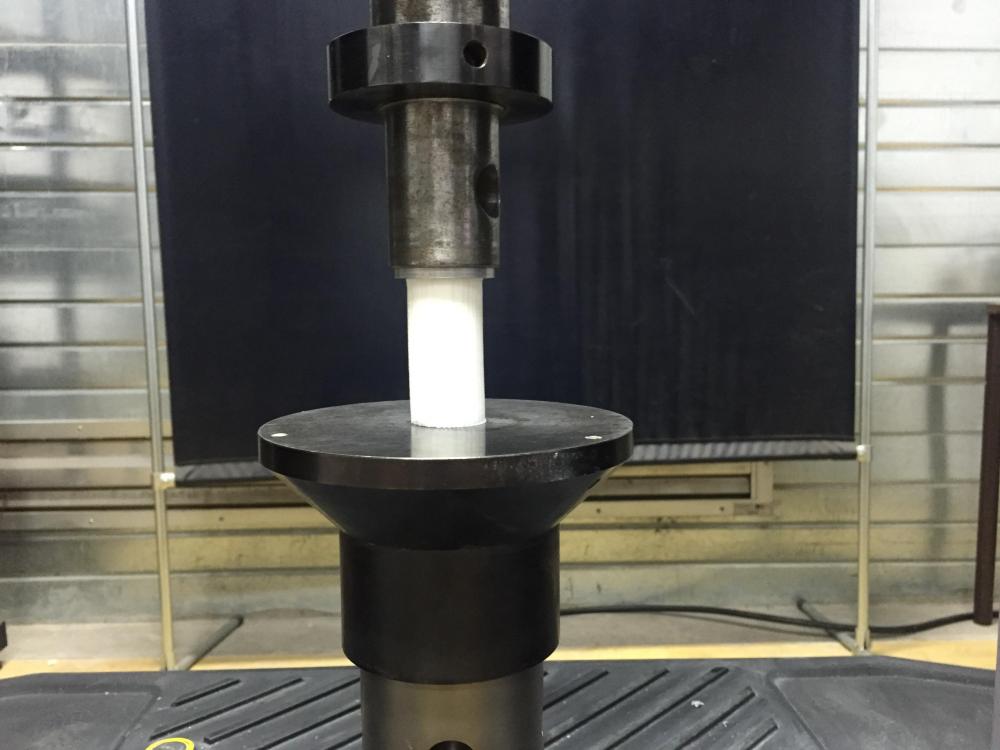
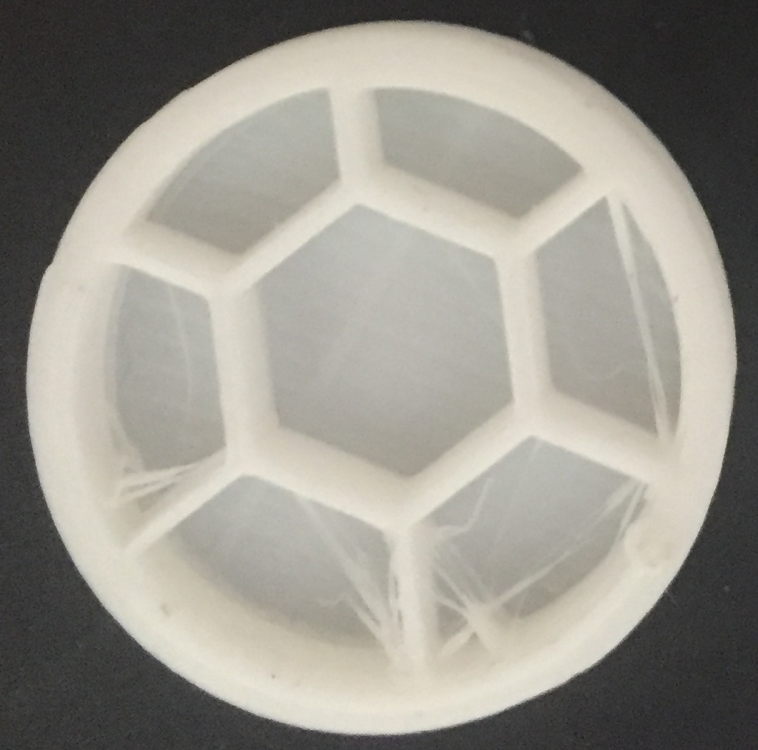
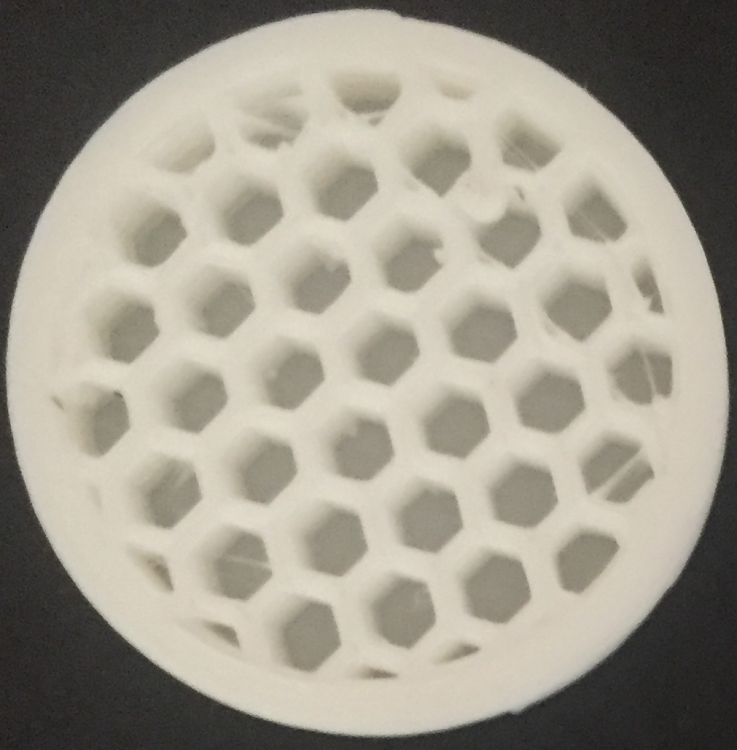
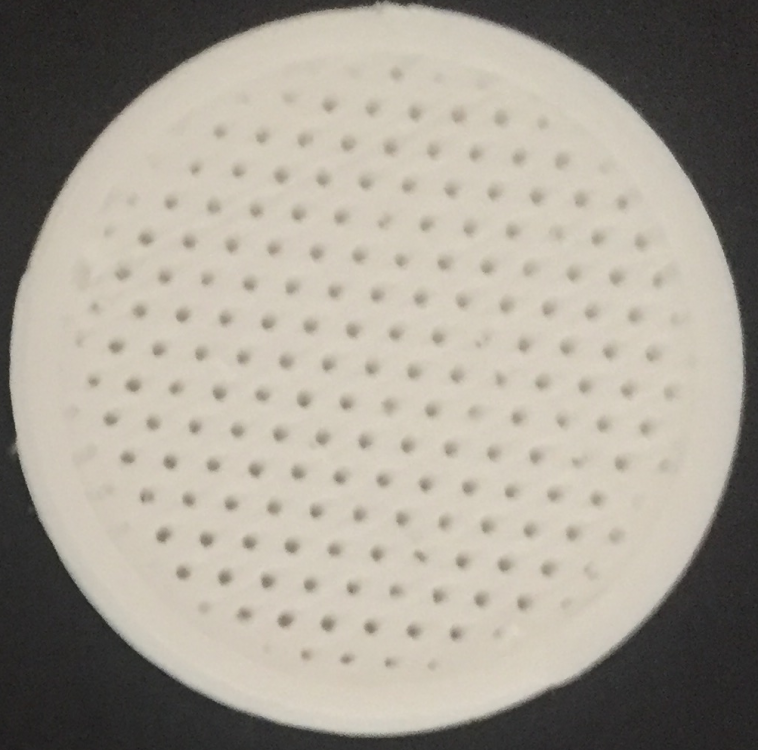
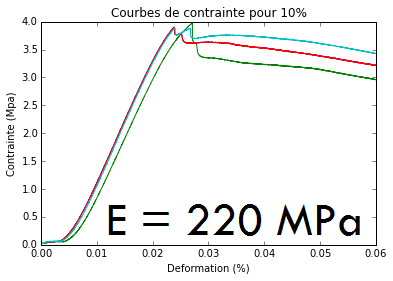
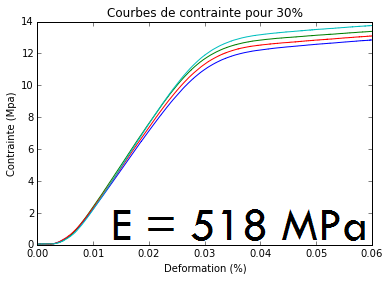
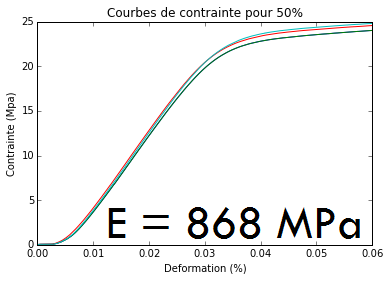
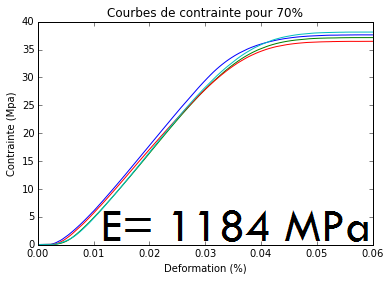
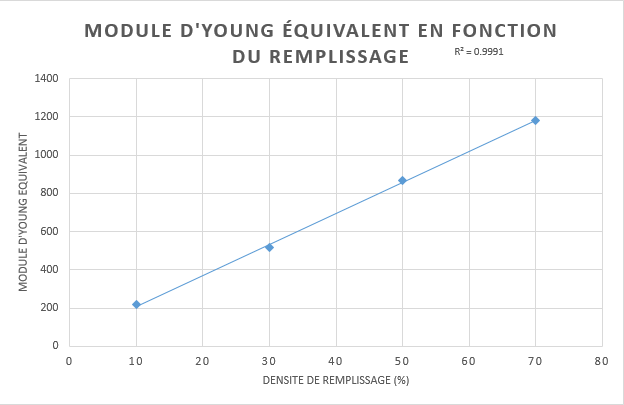
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point -
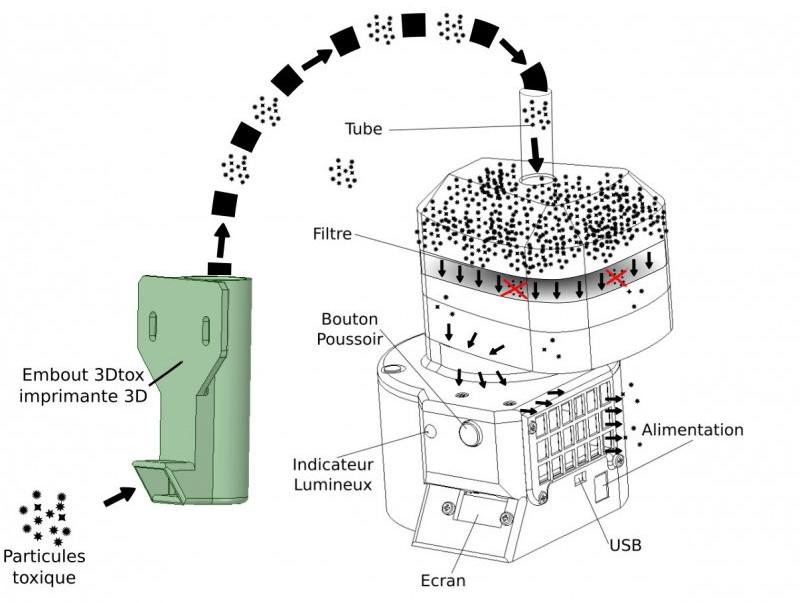
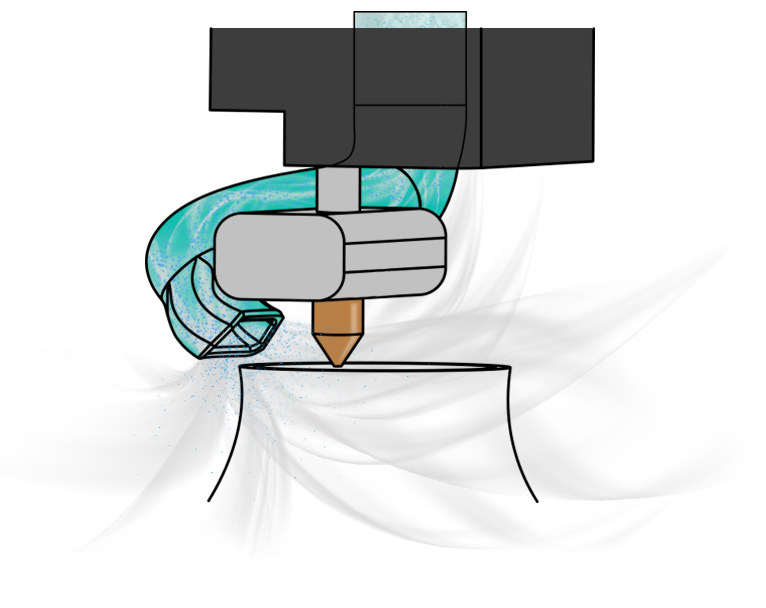
Bonjour, Tout d'abord : Je m'estime encore débutant dans le domaine de la conception de modèle 3D. Alors un peu d'indulgence. Je me lance dans un nouveau projet (un peu ardu pour moi, mais j'aime les défis). Je vous présente mon idée : Un kit de filtration et d'aspiration des odeurs (et accessoirement des particules) provenant de nos imprimantes 3D. Vous me direz : Cela à déjà été fait des centaines de fois... et je suis d'accord. Ce qui me gêne avec les projets et modèles déjà disponible, c'est qu'ils sont prévu pour être utilisé à l'intérieur d'un caisson. Et vous me pouvez encore me dire : Cela éxiste et c'est même commercialisé, comme le Zimpure ou le 3DTOX. Vous avez parfaitement raison ! Mais... c'est mon avis perso : J'aime les défis et je veut tenter l'aventure d'en fabriquer une version propre à ma pensée. Autre raison : le PRIX ! Je trouve ces concepts bien fini... mais chère pour ce que sait. Exemple, le 3DTox, qui est à la base juste cela : https://www.thingiverse.com/thing:1487286 Soit juste une cartouche de filtration Gaz, un adaptateur imprimé... et une turbine. Je veut pas entrer dans un débat interminable sur les nano particules... leur taille... leur dangerosité... etc... vous l'aurez compris, je veut pas faire un appareil qui soit "validé par un laboratoire" qui supprimerait 99% des particules, je veut juste créer un petit appareil/boitier qui aspirera la plupart des odeurs essentiellement et accessoirement quelques particules. Je veut juste pouvoir l'équiper de filtre à charbon, de mousse filtrante pour hotte de cuisine et/ou de VMC, etc... d'élement qui se trouve facilement au rayon bricolage. Voilà donc un peu l'idée du concept (oui je reprend l'image du 3DTox, car c'est celui qui s'approche le plus de mon idée) : Avec donc l'imperatif que les odeurs seront aspirés directement depuis la buse : Donc pour me simplifier la tâche... je vais reprendre l'adaptateur conçu pour la CR-10(S) : https://www.thingiverse.com/thing:2923526 Pour le tuyau... je ne sait pas trop encore quel tuyau sera le mieux adapté. Cet adaptateur est conçu pour un tuyau de 16mm... et je dispose sous la main d'un tuyau pour aquarium, mais en 8mm... au pire je dessinerai et imprimerai un adaptateur. Le boitier maintenant : Je pensais reprendre le modèle suivant : https://www.thingiverse.com/thing:2105113 Vous êtes en droit de me demander : Pourquoi ce modèle en particulier ? La réponse est simple : Il me plaît, il est simple à imprimer, compatible filtre HEPA, et... car dans cette vidéo, il s'est montré efficace : Et c'est là que le défi commence, car ce modèle est designé pour une utilisation en... CAISSON ! Il faudra donc que je dessine un adaptateur qui puisse s'adapter facilement dessus, une forme assez conique (désolé du terme) pour pouvoir adapter... un tuyau d'aspiration. Et accessoirement, un système de pied ou de support pour le fixer sur le châssis. Autre impératif : Il devra être le plus silencieux possible ! Oui... j'ai passez beaucoup de temps à rendre mon imprimante aussi silencieuse que possible... c'est pas pour venir y coller un aspirateur ! C'est aussi une des raisons qui me poussent à créer mon propre boitier de filtration. Pour cela je compte utiliser ceci : https://www.amazon.fr/dp/B00KESS6O0/?coliid=I3D8QTT4V65FX1&colid=1X6HY0M2Y8RM&psc=0&ref_=lv_ov_lig_dp_it C'est le meilleur ventilo qui se fait pour cela (à ma connaissance). Il répond à l'impératif de faire 120mm... et d'être puissant, tout en étant silencieux au possible. Voilà... a partir de là... j'accepte toutes les aides possible... vos suggestions... vos idées... je prend tout ! Et je ferai le tri dans ce qui pourra être utilisé. Au plaisir de vous lire.
 1 point
1 point -
Moi je vais dans ma caisse aussi... bonne nuit a tous1 point
-
Je fais ça demain je dois sortir A+1 point
-
1 mois plus tard. Galère sur galère avec la Chimera + galère sur la première Hypercube qui ne plus rien imprimer => les pièces en PLA commencent à lâcher et l'imprimante est très instable. Du coup je l'ai démontée et on va lui donner un gros coup de jeune, octobre 2017 je l'ai montée J'ai commencé par retirer 1 des 2 nozzles de la Chimera pour qu'il ne vienne pas m'embêter pendant le print de la tête E3DV6 pour elle même ! C'est même presque une vraie E3DV6 ! Le radiateur proviens de ma DE200 que j'avais gardé, et j'ai bien fait Le bloc j'ai repris celui de la chimera en attendant le bloc E3DV6 + la termistance en mode cartouche, 20€ je n'allais pas cracher dessus pour au final avoir une vraie E3DV6 et non une copie J'aurais mes 2 Hevo équipées en E3DV6 Originales aussi. On remet le bltouch à côté et non derrière la tête ! On reste plus proche et je pense que ce n'est que meilleur On va un peu chambouler cette Deuxième Hypercube avec quelques pièces qui commencent à arriver : - Misumi longs sur tout les axes, un vrai bonheur les LMU12 que j'ai sur la première hypercube :3 - Plaques Plexi coulées achetées chez plastiquesurmesure, l'entrepot étant a 5min du travail, j'en ai profité, commandées ce dimanche, ce matin c'était prêt ! - 24v sur la Duet ! Chauffe tout plus vite et reprise d'impression en cas de coupure ! (Alim, Bed, tête, ventilateurs seront en 24v) - Nouveau lit - Fin de filament, un ami l'a acheté, il est très bien construit ( @Z122 si tu passes par là :p) Runout Sensor, je n'avais aussi pas envie de m'en faire un ^^ Je ferais son support que j'imprimerais ! - Moteurs ! Ils sont enfin arrivés, j'en profiterais pour les monter1 point
-
Je vois que certains ont reçu le paquet... @papa50 Ta carte a été testée dans mon labo. PS : Ne pas oublier de mettre un fusible de 2A sinon ça ne fonctionnera pas1 point
-
Salut à tous, Je pense que vous perdez un peu l'esprit "forum" au fil du temps Ce n'est pas parce que quelqu'un n'y arrive pas du premier coup qu'il n'y arrivera par la suite L'impression 3d c'est très complexe et des fois même les meilleurs tutos n'aident pas Avec le temps et de la patience ça fini par rentrer1 point
-
j'ai aussi reçu mon kit ce matin.1 point
-
Tu as raison, mais juste essayer, Si c'est moins bien, au moins le forum sera au courant, Ils ne perdront pas de temps, ni d'argent, Juste essayer1 point
-
Merci beaucoup, bien reçu, jolie carte, Super bien emballée, Du boulot de pro :
 1 point
1 point -
Voila c'est fait1 point
-
hé ben @papa50 tu t'es encore embarqué dans une sacrée aventure!1 point
-
Je te dis pas quand j'ai amené mes neveux et nièce voir spiderman en 3D.
 1 point
1 point -
Tu peux montrer des captures du problème que tu rencontres ? Parce que le logiciel ne fait que ce que tu lui demandes.1 point
-
Non, j'admets qu'il a progressé à une vitesse incroyable, mais j'ai l'impression que le firmware le rend un peu frileux.1 point
-
Sans compter que les pas par mm ne se calculent pas de la même façon entre une courroie et une tige hélicoîdale, parce que là, il n'aura aucune valeur de départ, juste les données constructeur des différents éléments. m'enfin, pour l'aider https://www.prusaprinters.org/calculator/1 point
-
Bonjour, Ce système est proposé en Upgrade pour l'axe Y sur les Scalars. Avantages : Supprime l'élasticité des courroies. Permet d'augmenter l'accélération du plateau Augmente la précision de déplacement du plateau Il faut une tige hélicoïdale ayant un pas élevé.
 1 point
1 point -
Merci vous êtes trop sympa !! Bon anniversaire PC @Maeke j'ai 2 modications à faire et je te le balance !!! Ce soir1 point
-
bon aniiiffffff ! courage, encore deux et ce sera bon. . . . . .1 point
-
Plus que j'y regarde et plus que je trouve intelligente cette idée de mettre deux guidages comme ça >>> pour le Z Hormis l'histoire du prix, le truc tout monté qui marche déjà quand il arrive, c'est pas con du tout Plus qu'à remplacer les coupleurs par des poulies et relier tout ça avec des profilés 40x20 Finalement, le @papa50 il a gardé des bons restes de mécanique, hein....1 point
-
et oui.... 67 au compteur Merci beaucoup !!!1 point
-
Absolument, Philippe Un petit "tip" : si tu fais une commande groupir avec plusieurs articles, normalement les frais de porc s'encumulent Il faut donc leur envoyer un mail (c'est prévu dans la page) pour leur demander de revoir les frais de porc à la baisse PS : Facedebouque vient de me signaler que c'était ton anniv, alors bonaniv @Philippe Chaumont1 point
-
ils livrent en France ? question idiote, c'est e-bay1 point
-
Tu pourras partager le fichier stp?1 point
-
Je vois que tu commences à penser aux éléments d'assemblage Imprimés, ça paraît pas assez costaud (par rapport aux profilés) Moi je suis parti sur ça: Et sur ça Voici les liens des sites où j'ai commandé https://www.ebay.de/itm/282515143153 https://www.ebay.de/itm/312017634160 https://www.ebay.de/itm/272698450052 Et j'achète maintenant toute la visserie là : http://stores.ebay.co.uk/Bolt-Base1 point
-
Ca faisait longtemps que je n'avais pas bricolé (martyrisé) le bestiau. J'ai enfin reçu les fans commandés il y a 3 semaines. Vu le prix d'achat, je ne m'attends pas à un ventilo miracle (9€ la paire), mais apparemment c'est monté sur roulements, déjà mieux. Puis je vais virer le petsfang qui a tendance à accrocher sur certaine pièces (au moins le spiral vase) et le remplacer par --->>> CA A peu près équivalent à ce que j'avais avant, mais en mieux d'après ce que j'ai pu voir/lire onzeunet. Yapluka...
 1 point
1 point -
Petit up pour ceux que ça intéresse. J'ai tous les composants pour honorer mes commandes. Elles partiront au courrier de demain... J'ai câblé les modules de @pataboat et @papa50
 1 point
1 point -
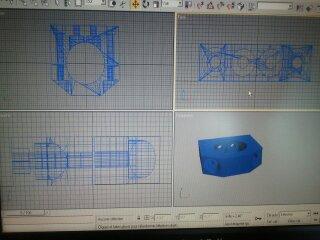
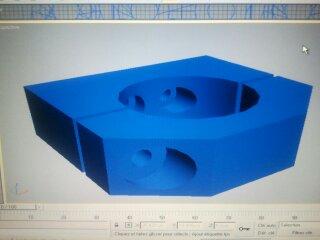
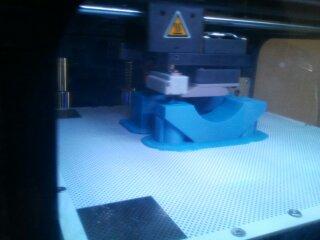
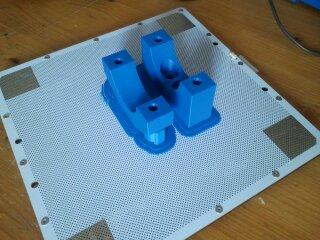
Bonjour tout le monde, Je vous présente une autre de mes réalisations, un ensemble de fixations pour un panneau de présentation comprenant les plaques individuelles des divers cabinets du groupement médico-social dont fait partie ma belle fille. Les plaques individuelles ont quant à elles été réalisées en gravure sur de la plasticarte avec ma petite CNC4030 et recouvertes de plexiglass anti UV Matériau utilisé pour les pièces imprimées : (Z-ABS), précision de couches (0.19), Remplissage (MAXI) Le panneau est en extérieur, le long d'une clôture (donc très exposé aux intempéries) et n'a subi aucun dommage dû au gel ou au soleil depuis 2 ans et demi qu'il est en place






 1 point
1 point -
chez moi ca marche, te poste ca demain, la je pars au taf...1 point
-
Moi aussi j'utilise du PLA noir de Grossite 3D. Sur la température, je suis à 200°C sur la buse... et j'ai d'excellent résultat. Comme indiqué sur les emballages... c'est entre 190 et 220°C... tu chauffe peut être trop... Au vue de ces informations... là... je dirais que ta buse est bouchée... va falloir déboucher. Ce qui me fait penser à un autre point : Vérifie que le tube de guidage soit enfoncé tout au fond du corps de chauffe. Le problème pourrait venir de là tout bêtement. J'avais eût des impressions similaires après un nettoyage... et j'avais juste oublié d'enfoncer à fond le tube de guidage. Regarde... et tiens nous au courant.1 point