Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/01/2019 Dans tous les contenus
-
Bonjour @ tous ceux qui ont suivi ce fil et encore merci @guigro pour ce cadeau de Noyel Comme promis : J'irai pas jusque là, mais gros boulot de fait, déjà - démontage intégral et répertoriage de tout ce qui était autour et dans le carton - remplacement des LM8UU's diamètre 8 X et Y par des Igus passés au tour (trop longs, trop gros) >>> plus de bruit aux axes - remplacement des LM10UU's du Z par des "home-made Igus" imprimés (j'avais un échantillon d'Iglidur offert lors d'une expo qui attendait son heure) - impression d'un écrou trapézoïdal en Iglidur, opportunément trouvé à Saint Guiveurse (l'original en laiton n'avait presque plus de filets) - impression d'un support en PETG pour la E3D V6 trouvée dans le carton - modification de celle-ci pour la passer en Bowden (perçage à 9, taraudage à M10x1, vissage d'un pneufit) - impression et fixation d'un support d'extrudeur. (extrudeur à deux balles restant de ma Gitèque) dommage le Titan donné avec est bien malade, je verrai à le sauver plus tard - le plateau chauffant est en 24V donc j'ai gardé l'alim d'origine dessous et greffé l'ATX au dos après lui avoir bombé la gueule en noir - montage d'un Mosfet pour le bed, histoire de pas mélanger les voltages - raccordement de l'ATX à l'alim 24V pour n'avoir qu'un seul interrupteur, celui d'origine - fixation de la Ramps, câblage propre des moteurs, des sondes et des FDC's - montage d'un ventilo pièce provisoire - parti d'un Marlin vierge (même pas peur !) Un peu galéré pour trouver notamment les bonnes valeurs de thermistances bed (#define TEMP_SENSOR_BED 4 // was 1 test 2,55,-4,-2,4) Voilà voilà.... Reste à faire : - un chouli boîtier pour l'écran Reprap Full Graphic - un fang digne de ce nom - refixer les carters frontaux et latéraux, la cloisonner davantage pour tenter l'ABS - peaufiner quelques réglages (actuellement impossible d'affiner mes step/mm, je dois pas avoir les yeux en face des orifices prévus) Merci de votre attention For your eyes only :3 points
-
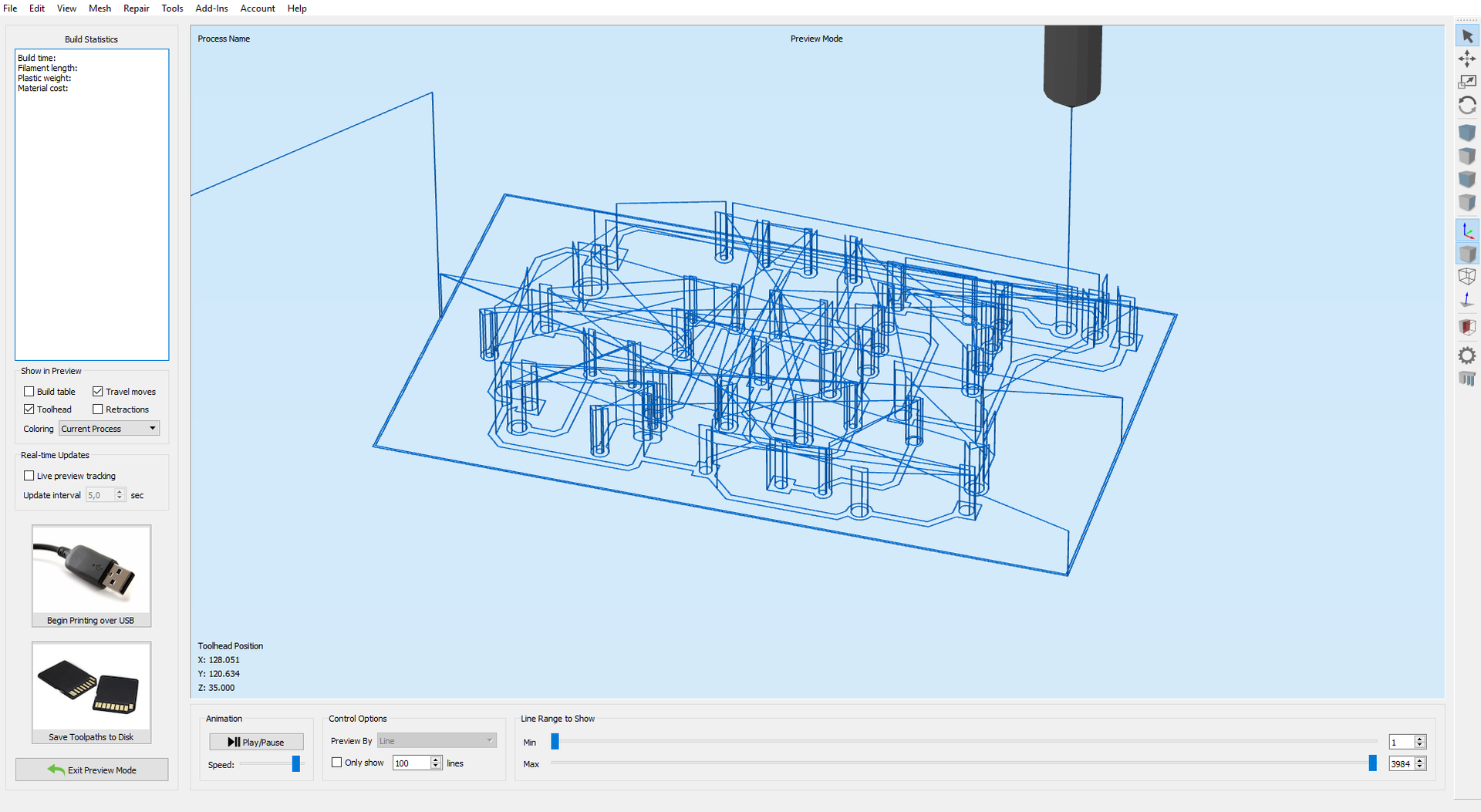
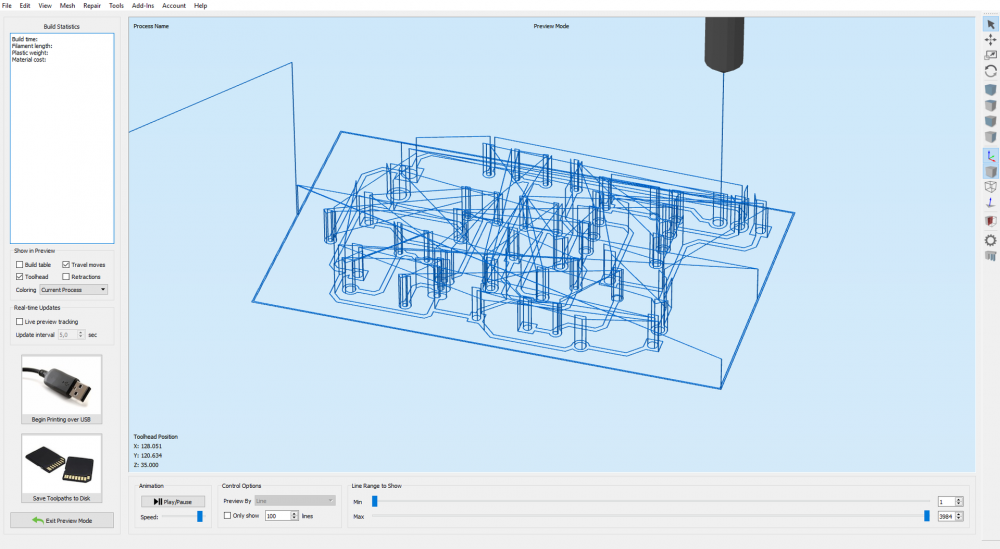
Bonjour à tous, Il y a quelques sujets sur youtube qui traitent d'un tracé de PCB directement sur une plaque cuivrée. Dans 99% des cas, la gravure se fait avec une CNC munie d'une fraise qui enlève le cuivre autour des pistes. Ce que je veux faire, c'est de dessiner directement ces pistes au feutre indélébile sur le cuivre afin d'en faire la gravure chimique traditionnelle au perchlo par exemple. Je vous explique la procédure que j'ai suivie (avec le PCB qui permet de modifier un PWM 24V en tension continue variable 0 - 12V: Récupération du gerber du circuit (ou du typon à l'échelle sous forme de PDF ou d'image PNG, JPG, etc...) Transformation de ces fichier en format SVG (avec Inkscape) Transformation de ce fichier SVG en Gcode (toujours avec Inkscape) Modification des Gcoge générés G00, G01, G03 en G0, G1, G3 (avec le bloc note Windows par exemple) Visu du Gcode dans le trancheur Impression (modèles de supports de crayon dispos sur thingiverse) Le résultat en images : Fichier PDF : 24 to 12.pdf Le fichier SVG (retravaillé): 24to12.svg Fichier Gcode: 24to12.gcode La vue dans le trancheur : Il me reste le support à imprimer et à faire les essais (cette semaine si j'ai un peu de temps). Enjoy PS : édité car j'avais omis le lien vers le support de crayon qui me semble le mieux pour ma part. Par contre, peu d'explications sur la façon de parvenir au dessin du PCB. Il se sert de Flatcam, mais pour ma part, après des heures de recherches, je n'ai pas trouver le moyen de dessinner les pistes. Flatcam est parfait pour du "milling" mais à priori pas pour le "Plotting" de manière native. Le support de crayon :
 2 points
2 points -
La premier prix d'Edouard... je confirme... c'est du costaud... Plus le plateau est chaud, plus elle colle... Dans mes débuts de l'impression de l'ABS, en tentant de décoller des prints, j'en ai cassé plus d'un... Mais à chaque problème une solution : Attendre que le plateau refroidisse ! Là le print se décolle pendant le refroidissement du plateau. Et... le truc sympa avec la laque 1er prix d'Edouard... c'est son prix : 0,95€ les 300ml ! Si on compare à la 3Dlac à 9€ les 400ml... le prix les 1000ml reviens à 22,5€ pour la 3Dlac et seulement 3,16€ pour la Edouard.2 points
-
et en plus il fait le difficile2 points
-
Voici un petit Tuto pour bien démarrer avec son Alfawise U20 Une vidéo vaut mieux que de long discours, et la plus simple et mieux faite que j'ai trouvé est celle-ci : La réception et le montage En résumé Déballage Réglage des excentriques de l'axe Y du plateau (avant le montage, c'est plus facile) montage du portique Réglage des excentriques de l'axe X et Z Câblage Conseils Pour le réglage des excentriques, c'est très bien expliqué dans la vidéo, il faut que toutes les roues profilées touchent bien les profilés en aluminium. Sans pour autant que ce soit trop serré. Si c'est trop serré, les déplacements seront plus difficiles et feront forcer les moteurs en provoquant potentiellement des décalages (cela arrive souvent sur la partie sans moteur, à droite, de l'axe Z) Si ce n'est pas assez serré, vos éléments auront du jeu et ne seront pas maintenu correctement provoquant des défauts d'impressions N’hésitez pas à vérifier pendant le montage toutes les vis que vous trouverez pour leur redonner un petit serrage si elles sont trop "lâches" N'hésitez pas à vérifier aussi l'alignement des courroies ainsi que leur tension. Tout doit être bien "droit" (vous pouvez pour cela desserrer les roues crantées pour réajuster et resserrer) et ni trop tendu, ni pas assez (si c'est trop tendu, les moteurs forceront, si c'est pas assez tendu les courroies ne transmettrons pas correctement les mouvements) il faut vraiment trouver le juste milieu. Si vous avez un niveau et/ou une équerre, n’hésitez pas à vérifier que tout est bien droit (attention à la surface sur laquelle vous mettez l'imprimante, il faut aussi qu'elle soit droite) et que les angles soient correct. Vous pouvez faire des ajustements en jouant sur le serrage ou en modifiant certains éléments si vraiment les écarts sont trop important : Méthode temporaire pour régler les problèmes d'angles droits : https://bit.ly/2J6leZl Méthode plus pérenne nécessitant l'achat d’équerres Méthode grand luxe pour rigidifier la structure Warning Sur certaine version, il y a des vis de sécurité sur l'axe Z à retirer Le T de fixation de gauche (avec le capteur de fin de course de l'axe Z) doit être monté dans le bon sens (avec le capteur devant le profilé) Premier démarrage et Mise à jour Vous trouverez ici une vidéo de @Motard Geek décrivant la procédure. En résumé Vous téléchargez le dernier firmware sur le dropbox officiel de GearBest Vous copiez les 2 fichiers Longer3D.UI et project.bin sur votre carte SD Vous insérez la carte dans le lecteur de l'Alfawise Il ne vous reste plus qu'à démarrer Et attendre que la barre de progression vous indique que la MàJ est terminée. Une fois la MàJ effectuez, vous aurez le calibrage de l'écran à réaliser : Il suffit d'appuyer sur la croix rouge la ou elle apparaît (Sinon la partie Tactile de votre écran ne fonctionnera pas correctement) Conseils n'oubliez pas de retirer les 2 fichiers de votre carte SD, sinon votre imprimante fera la mise à jour à chaque démarrage. Warning Déjà il faut savoir que la carte SD livré avec l'imprimante et souvent (toujours ?) corrompue La première chose à faire est donc de récupérer son contenu (que vous pouvez télécharger ici au cas ou) puis de reformater la carte proprement. Le mieux étant même d'utiliser une autre carte SD fraîchement formaté en FAT32. Si celle-ci reste bloquée trop longtemps (plusieurs minutes), recommencez l’opération en reformatant la carte. Charger le filament dans l'imprimante Il va vous falloir charger votre imprimante en consommable maintenant, pour cela installez la bobine livrée avec l'imprimante sur son support avec la pince coupante, coupez le bout du filament bien droit (pas de biseau) insérez le fil dans le capteur de présence de filament puis poussez le jusqu'à la roue crantée de l'extrudeur appuyez sur le débrayage pour pousser le filament jusque dans le tube transparent (PTFE) toujours en appuyant sur le débrayage poussez le filament jusqu'à la tête d'impression (si ça devient dur ne forcez pas) Préchauffe et test d'extrusion Maintenant on va mettre en chauffe et tester l’écoulement : Si votre tête d'impression est au raz du plateau, remontez la grâce au menu "Move Head" en appuyant plusieurs fois sur Z+ Rendez vous maintenant dans le menu "Extrude" et appuyez autant de fois que nécessaire sur le + au dessus du thermomètre indiquant la température de la tête pour atteindre 205° (vous pouvez changer le pas d’incrémentation en appuyant sur le chiffre en haut à droite au dessus de la Règle : 1 -> 5 -> 10) Tant que vous y êtes vous pouvez aussi lancer le préchauffage du plateau en appuyant sur le thermomètre vous basculez entre les températures du plateau et de la tête d'impression. Montez donc votre plateau à 50° Quand votre buse sera à température (205/205) vous pourrez appuyer sur la flèche qui monte entre 2 engrenages au dessus du mot "Auto", le filament devrait sortir de la buse de manière uniforme et régulière. Pour arrêter l'écoulement, appuyez simplement sur "Stop" Vous pouvez "rétracter" un peu le filament pour éviter qu'il coule par gravité en appuyant sur -E en dessous du mot "Jog" (entre 5 et 10) Enlevez le filament qui à coulez avec une petite pince ou directement vos doigts mais ATTENTION, c'est chaud Leveling Votre tête est chaude et votre plateau aussi, il est donc temps de passer au "leveling du Bed" autrement appelé "calibrage de la hauteur de plateau chauffant à l'aide des mollettes de réglages" (c'est quand même plus simple en anglais non ? ) (Vidéo) : Retournez au menu principal avec la flèche de retour puis appuyez sur "Leveling" Il y a 4 boutons correspondant au 4 coins du plateau appuyez sur le premier pour que votre tête d'impression viennent se positionner correctement à l'aide d'une feuille de papier, vous allez régler l'espacement entre la tête et le plateau, il faut que la feuille "glisse" entre les 2 sans frottement excessif. Vous devez sentir la feuille frotter mais sans résistance. Et on recommence pour les 3 autres coins Warning Normalement, c'est à ce moment que vous allez constater que votre plateau est bombé. En déplaçant manuellement la tête au centre, il y a de forte chance que votre réglage des angles ne fonctionne pas au centre. Ajustez au mieux pour que le centre soit régler comme il faut avec une feuille de papier. Nous reviendrons plus tard sur le changement du plateau. Première impression Votre imprimante est prête pour faire le premier test (et je sais que tout comme moi, vous êtes pressé d'avoir votre première impression ) Pour avoir un petit quelque chose rapide, je vous conseil de prendre le plus petit fichier comme la branche d'ADN qui se trouve sur la carte SD d'origine. L'impression est rapide et vous pourrez déjà confirmer que votre imprimante fonctionne. Pour cela : Cliquez sur le menu "Files" Choisissez le fichier à imprimer Cliquez sur "Open" Validez l'impression Voila, nous avons maintenant imprimé notre première pièce Félicitation1 point
-
Ah mon avis, ton modèle vaut au moins le mien, ne sois pas si modeste camarade [emoji6] Il offre également la possibilité de cloisonner facilement la zone d'impression avec des plaques de plexy ou de verre. Ce serait déjà fait si je n'avais pas tant de taf. Envoyé de mon Nexus 6 en utilisant Tapatalk1 point
-
Salut, c'est sympa aussi de discuter ici, vos échanges pourraient servir à une tierce personne, et puis c'est aussi à ça que sert un forum...1 point
-
Hello @Labrax, Hier en comatant dans le canapé, j'ai reconfigurer un marlin 1.1.9. (bugfix) en m'aidant pour les accélérations ... des valeurs stockées dans l'eeprom par le firmware d'origine. Je ne l'ai pas encore testé mais je vais essayer de faire cela ce soir. (Je vais d'abord faire un dump du firmware d'origine et à mon avis il va falloir injecter un bootloader) Pour l'instant c'est une version assez similaire au firmware d'origine avec en plus la gestion du M600 et le babystepping. Je vais voir après pour essayer de faire une version avec ABL et lecteur SD. J'avais commencé a regarder pour la ender-3 et j'étais vraiment pas loin mais après par flemme j'ai mis une carte de CR-10S qui elle possède un 2560 ... Je pense que l'on peut encore virer 2-3 trucs dans le firmware pour alléger un peu et cela devrait le faire. Par curiosité je veux bien les deux fichiers pour voir ce que le gars à mis dedans. Par le SAV de Creality j'ai un firmware stock mais compilé. Je suis en train de négocier les sources. Sur les TL que j'ai testé c'est du "plug and play" le câble est fournit et donc il sufft de brancher le câble en provenance du moteur sur le TL (il y a un détrompeur) et de brancher le câble fournit entre le TL et la carte mère. (Ici aussi tu as des détrompeurs) Oui je te ferai une photo pas soucis . Côté place, je n'ai pas regardé mais quand tu vois que l'on arrive (bon certes au chausse pied) à les faire rentrer dans une ender 3 ... (surtout que moi j'ai mis des carte mères de CR-10S dedans !!! et cette dernière est un poil plus grosse) Oui les buses acier sont en plus pour les filaments abrasifs, mais je quand c'est possible je préfère une buse laiton, je trouve la réactivité thermique meilleur avec ce matériaux. Bon après c'est une histoire de goût ... Le kit métal est certainement un plus pour les filaments flexibles pour l'heure je n'ai fait que du PLA et PETG avec les Ender-3 (idem que la 5) et franchement si le flow est bien réglé dans le trancheur celui d'origine fait très bien le taf. Le capricorn est vraiment très bien. Il faut que j'y passe . Là je suis en train d'imprimer des bras de rigidification de plateau. J'ai des doute car pour moi il faudrait aussi que le guidage soit plus rigide mais bon ca ne fera pas de mal. https://www.thingiverse.com/thing:3280199 Je te tiens au courant ...1 point
-
Bon, maintenant qu'elle est réparée, tu pourrais la rendre tout de même !1 point
-
Tu es dur avec mes testeurs, déjà qu'il n'y a pas foule... Tu veux te proposer pour en faire partie, auquel cas je te fournirai le schéma complet avec les valeurs des composants. Pour info, je crois savoir qu'ils ont commandé les composants chez nos amis chinois et qu'ils en attendent la livraison. Et ça peut être long...1 point
-
Bonjour, Hé non! J'ai 3 bêta testeurs (dont tu fais partie ) dans la nature et pas de retours pour le moment. C'est dommage, le PCB attend toujours les retours d'essais pour l'envoyer à la gravure... D'ailleurs à ce sujet, j'ai commencé une étude pour faire le dessin des pistes en direct sur une plaque de cuivre et faire le tracé avec une imprimante 3D. Je vais d'ailleurs ouvrir un sujet, probablement dans la rubrique "bla bla"1 point
-
Hello, J'utilise depuis un bon bout de temps des MF40202V1-000U-G99. Excellents résultats, équilibre entre silence et performances. Les Sunon sont globalement vraiment très intéressants. Le problème peut se poser sur la disponibilité et les frais de ports exorbitants de certains sites. @Nafoot : Je pense que ce qui fait le plus de bruit c'est la résonance dans la cage en métal d'origine selon bien sur les ventilos retenus. @Janpolanton : As-tu de news sur les tests de tes derniers protos ?1 point
-
Miaou ! TROP flatté !1 point
-
Bienvenue !1 point
-
Bonjour, Enfin, quelqu'un a osé tenter cette réparation avec succès. Merci pour le retour positif. PS : tu n'as lésiné pas sur la taille du condo, mais le principal, c'est que ça fonctionne. Par contre, je remplacerais ce gros condo par un modèle radial plus petit (100µF/25V) en coupant les pattes au plus court pour éviter de casser les soudures avec les vibrations. Si tu gardes ce condo, il faudrait le stabiliser avec de la colle chaude.
 1 point
1 point -
sinon il y a la laque pour cheveux, mais c'est une autre école...1 point
-
Bonjour, Je déterre ce topic car il m'a bien servi, et c'est pour lui donner une fin. Anette A8 achetée chez Gerbeast et déballée le 24 décembre à minuit... Elle a fonctionné 1 jour puis l'axe Y pour moi avait le stop end continuellement sur "on". J'ai donc cherché sur le net assez longtemps et trouvé une possible réponse ici. Gerbeast m'ayant laissé trois possibilités, j'ai choisi le remboursement sur Paypal. Je me suis donc décidé à tenter la réparation, car j'ai commandé une autre carte chez A...n. Avec succès, j'ai imprimé toute la journée. Bravo encore à Jeanpolanton et merci.
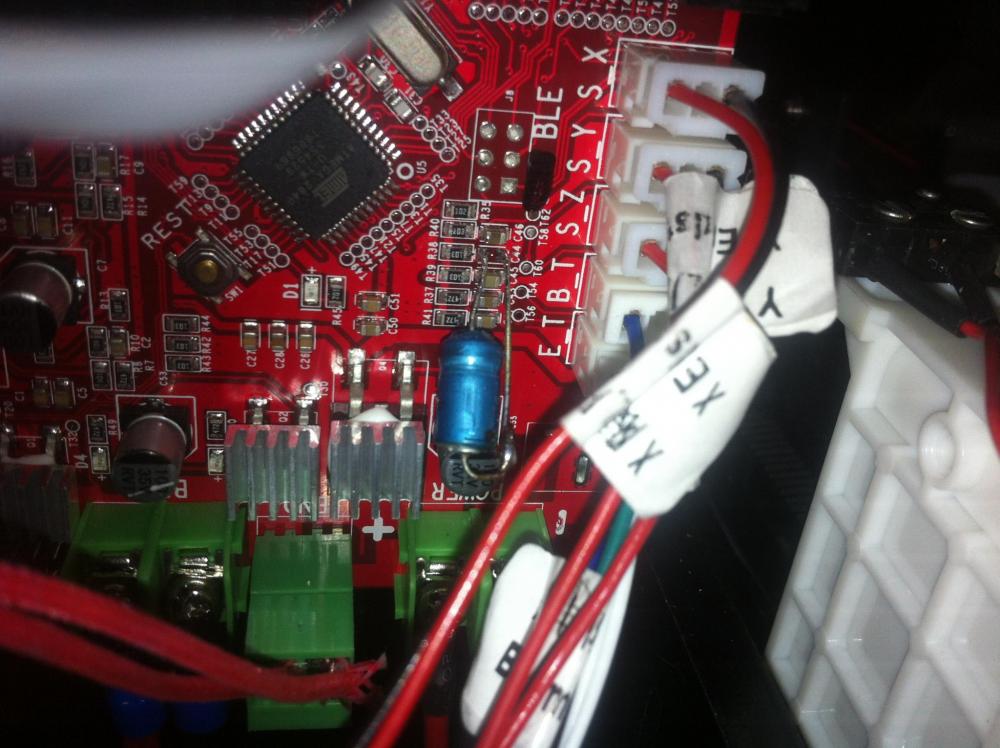 1 point
1 point -
Celle d'edouard premier prix va tres bien aussi... je dis ca, je dis rien... j'ai passé10 min hier a essayer d'enlever le print du miroir ikea...1 point
-
Bonjour, Nouveau dans l'impression 3D, J'ai découvert par hasard la lithophanie sur youtube la semaine dernière. Du coup je n'ai pas pu m’empêcher d'essayer de faire un print du fauve de la maison, dans une petite boite faite maison Image to lithophanie : http://3dp.rocks/lithophane/ Température d'impression : 195°C Température du lit : 60°C Hauteur couches: 0.15 mm Infill: 15% Vitesse: 50mm/s Support : Non Surface d'impression : bultac magnétique Filament : PLA blanc/noir grossiste3D Slicer : Cura Bonne année à tous les printer fou

 1 point
1 point -
TMC2208Stepper-0.2.5.zip Configuration.h /** * Stepper Drivers * * These settings allow Marlin to tune stepper driver timing and enable advanced options for * stepper drivers that support them. You may also override timing options in Configuration_adv.h. * * A4988 is assumed for unspecified drivers. * * Options: A4988, DRV8825, LV8729, L6470, TB6560, TB6600, TMC2100, * TMC2130, TMC2130_STANDALONE, TMC2208, TMC2208_STANDALONE, * TMC26X, TMC26X_STANDALONE, TMC2660, TMC2660_STANDALONE, * TMC5130, TMC5130_STANDALONE * :['A4988', 'DRV8825', 'LV8729', 'L6470', 'TB6560', 'TB6600', 'TMC2100', 'TMC2130', 'TMC2130_STANDALONE', 'TMC2208', 'TMC2208_STANDALONE', 'TMC26X', 'TMC26X_STANDALONE', 'TMC2660', 'TMC2660_STANDALONE', 'TMC5130', 'TMC5130_STANDALONE'] */ #define X_DRIVER_TYPE TMC2208 #define Y_DRIVER_TYPE TMC2208 #define Z_DRIVER_TYPE DRV8825 //#define X2_DRIVER_TYPE A4988 //#define Y2_DRIVER_TYPE A4988 //#define Z2_DRIVER_TYPE A4988 #define E0_DRIVER_TYPE A4988 #define E1_DRIVER_TYPE DRV8825 // (pour mon deuxième moteur Z) //#define E2_DRIVER_TYPE A4988 //#define E3_DRIVER_TYPE A4988 //#define E4_DRIVER_TYPE A4988 // Enable this feature if all enabled endstop pins are interrupt-capable. // This will remove the need to poll the interrupt pins, saving many CPU cycles. //#define ENDSTOP_INTERRUPTS_FEATURE //Modifié suite TMC2208 ADV.h // Moves (or segments) with fewer steps than this will be joined with the next move #define MIN_STEPS_PER_SEGMENT 6 /** * Minimum delay after setting the stepper DIR (in ns) * 0 : No delay (Expect at least 10µS since one Stepper ISR must transpire) * 20 : Minimum for TMC2xxx drivers * 200 : Minimum for A4988 drivers * 500 : Minimum for LV8729 drivers (guess, no info in datasheet) * 650 : Minimum for DRV8825 drivers * 1500 : Minimum for TB6600 drivers (guess, no info in datasheet) * 15000 : Minimum for TB6560 drivers (guess, no info in datasheet) * * Override the default value based on the driver type set in Configuration.h. */ #define MINIMUM_STEPPER_DIR_DELAY 650 /** * Minimum stepper driver pulse width (in µs) * 0 : Smallest possible width the MCU can produce, compatible with TMC2xxx drivers * 1 : Minimum for A4988 stepper drivers * 1 : Minimum for LV8729 stepper drivers * 2 : Minimum for DRV8825 stepper drivers * 3 : Minimum for TB6600 stepper drivers * 30 : Minimum for TB6560 stepper drivers * * Override the default value based on the driver type set in Configuration.h. */ #define MINIMUM_STEPPER_PULSE 2 /** * Maximum stepping rate (in Hz) the stepper driver allows * If undefined, defaults to 1MHz / (2 * MINIMUM_STEPPER_PULSE) * 500000 : Maximum for A4988 stepper driver * 400000 : Maximum for TMC2xxx stepper drivers * 250000 : Maximum for DRV8825 stepper driver * 150000 : Maximum for TB6600 stepper driver * 130000 : Maximum for LV8729 stepper driver * 15000 : Maximum for TB6560 stepper driver * * Override the default value based on the driver type set in Configuration.h. */ #define MAXIMUM_STEPPER_RATE 25000001 point
-
Et bien si tu as déjà la boite, tu n'as plus qu'a acheter des connecteurs, tu câble chaque côté et c'est réglé. edit : par exemple : https://www.amazon.fr/GX16-9-Connecteur-Argenté-Paire-Male-Femelle/dp/B079GZ8S66/ref=sr_1_13?ie=UTF8&qid=1546365519&sr=8-13&keywords=gx16 (en prenant ce qu'il te convient en pins)1 point
-
Meilleurs vœux 2019 à tous, particulièrement aux vieux con-plices que je connais un peu plus, et une mention particulière pour la team d'administration/modération
 1 point
1 point -
tu sais ce qu'elle te dit ma sempiternelle nenette ? bonne année1 point
-
c'était pour la photo1 point
-
Bienvenue chez les imprimeurs fous !1 point
-
Moi aussi je dirais "adhérence" On adhère à un parti c'est une adhésion On adhère à un plateau, c'est une adhérence. Quoi que.... En y réfléchissant..... Coluche ne disait-il pas "Camarades morpions ! Adhérez aux parties ! " Bon je sors, je suis déjà loin. Pas taper !1 point
-
Salut tout le monde, L'installation en E3D-V6 a été suspendu de mon coté. Je vous ferai un retour fin janvier avec photos promis1 point
-
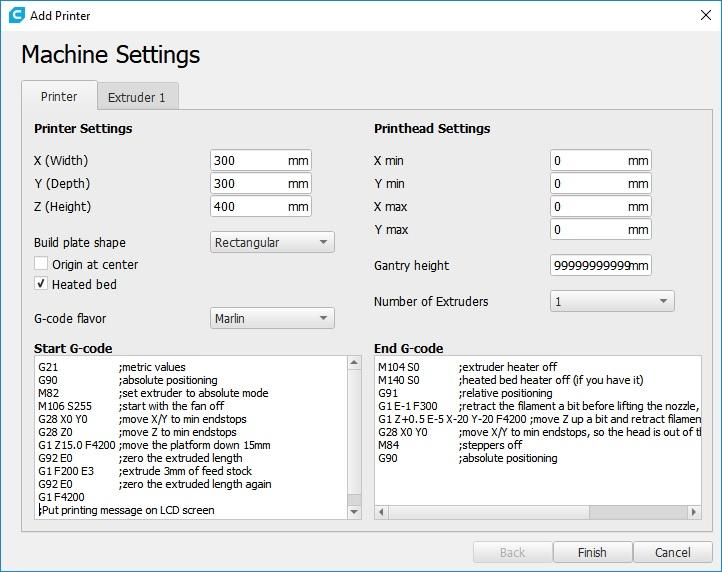
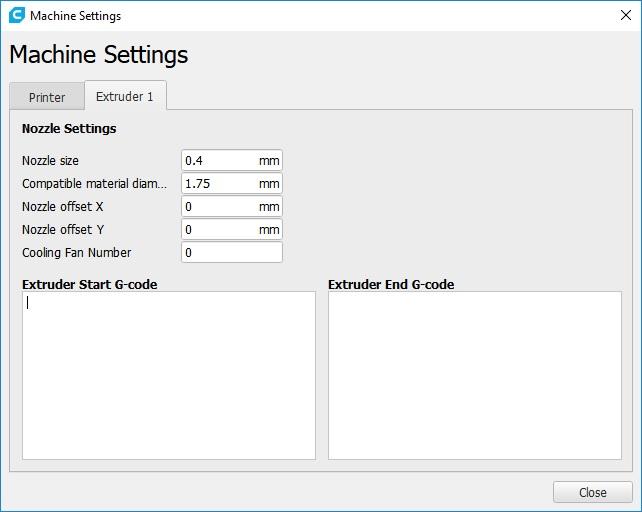
Nous allons maintenant passer au calibrage de l'imprimante pour améliorer la qualité et le bon fonctionnement de celle-ci Calibrage de l'extrudeur La quantité de filament poussé dans la tête d'impression est réglée par l'extrudeur (la petite molette crantée qui pousse le fil dans le tube transparent) Un sujet est consacré à cela ICI En résumé Allez dans le menu "More" Allez dans le menu "Settings" Et appuyez sur la flèche de droite jusqu'à trouver "E (Steps/mm)" Notez la valeur (exemple : 98) Sur votre filament mesurez entre l'entrée du capteur de fil et le rouleau 15 cm (150mm ^^) à l'aide d'un pied à coulisse ou d'un réglet Faite une petite marque avec un feutre ou mettez un bout de scotch Dans le menu "Extrude" faite chauffez votre tête comme vue précédemment à 205/210° Réglez votre "pas" sur 10 en appuyant plusieurs fois sur la règle en haut à droite Appuyez 10 fois sur +E au dessus du mot "Jog" (Du fil va sortir de votre tête et la roue dentée vas tourner, attendez qu'elle ai finit entre chaque pression sur +E pour ne pas en rater une ) Reprenez la mesure entre l'entrée du capteur de fil et votre marque Il suffit maintenant de faire une règle de 3. Exemple : Step du E : 98 Valeur mesurée : 58 mm Valeur attendu : 50 mm Calcul : ((150-valeur attendu)*Step du E)/(150-Valeur mesurée) = Nouveau Step du E dans notre exemple : ((150-50)*98)/(150-58) = 106,5 Retournez dans le menu "More" -> "Settings" -> "E (Steps/mm)" et après avoir mis en surbrillance ce dernier en cliquant dessus cliquez sur le bouton "marteau" Vous pouvez maintenant renseigner la nouvelle valeur en essayant d’être au plus proche. Refaite un essaie et recommencez les mesures pour obtenir quelque chose de correct et le plus proche possible de la valeur attendue. Conseils C'est long et pas super amusant, mais c'est important ne négligez pas cette étape De plus au début, ce n'est pas simple d'obtenir le bon "pas" exact... L'idée étant d'avoir la meilleur valeur possible. Dites vous que de toutes façon il y aura des variations avec les réglages de Flow et de Température que l'on verra plus tard. Réglage de CURA Avant d'imprimer ses premières pièces de test (ou autres) il va falloir les "slicer". Il existe de nombreux logiciel qui permettent de le faire, je n'aborderais que celui que je connais c'est à dire ULTIMAKER CURA que vous pouvez télécharger ICI Une version 15.04.3 de Cura est présente sur la carte SD d'origine ainsi qu'un profile pour la U20. Certain ont eu des soucis avec la version 3.5.0 et personnellement j'utilise la version 3.6.0 sans problème. Après l'installation (basique à base de "Je suis d'accord avec les CGV" et de "Suivant, Suivant, Suivant") vous pourrez lancer le logiciel Au premier Lancement le logiciel vous demandera d'ajouter une imprimante, sélectionnez "Custom" et indiquez le nom de votre imprimante dans "Printer Name" Vous arriverez dans les Settings de votre imprimante, dans l'onglet "Printer" voici ce qu'il faut mettre : Voici le Start G-code : G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M106 S255 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F4200 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F4200 ;Put printing message on LCD screen M117 Printing... et le End G-code : M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F4200 ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning (Issue directement des fichiers G-code de la carte SD d'origine ) Et dans l'onglet "Extruder 1" Voila, Cura est configuré Si vous voulez, pour plus de simplicité, vous pouvez allez dans les préférences de Cura et changer la langue en Français. Calibrage du Flow et Premiere impression d'un "Thin wall" Voila, vous allez maintenant pouvoir "Slicer" vos propres modèles 3D. Et on va commencer tout de suite avec un cube "Thin wall" Commencez par télécharger le "thin wall" correspondant à notre buse : 0.4 sur Thingiverse : https://www.thingiverse.com/thing:342198 dans le zip, et dans le répertoire "files" il y a un fichier nommé "0.4mm_Thin__Wall_calibration.stl", glissez le dans Cura En mode de configuration de l'impression "Recommandé", vous n'avez qu'à changer la "Hauteur de la couche" pour la mettre à 0.2 Passez en mode "Personnalisé" puis dans la partie "Rechercher..." tapez "Imprimer parois fines" et cochez la case (sinon, les mures seront trop fin et Cura décidera de ne pas les imprimer ) Insérez votre carte SD dans le lecteur USB et le Lecteur USB dans votre PC Cliquez sur "Préparer" Enregistrez le fichier sur le support amovible puis éjectez le. Il vous suffira ensuite de remettre la carte SD dans votre imprimante et de lancer l'impression. Bravo vous avez un magnifique Cube en thin wall Calibrage du flow Il reste maintenant à calibrer l'imprimante à l'aide de votre cube. Pour cela on va réutiliser la même méthode que pour l'extrudeur une règle de 3 Dans cura, passez en mode "Personnalisé" Allez dans l'onglet "Matériau" Puis cliquez sur l'engrenage pour afficher les differents paramètres et coché "Débit" (si ce n'est pas le cas) Mesurez (à l'aide d'un pied à coulisse, c'est ce qu'il y a de plus précis) l'épaisseur d'une paroi du cube (ATTENTION, le stl proposé possède 2 murs à 0.4 et 2 autres murs plus "aléatoires". Il faut bien sur mesurer les murs les plus fins.) Il suffit maintenant de faire une règle de 3. Exemple : Valeur du débit : 100% Valeur mesurée : 0.6 mm Valeur attendu : 0.4 mm (taille de la buse) Calcul : (valeur attendu*Valeur du débit)/Valeur mesurée = Nouvelle Valeur du débit dans notre exemple : (0.4*100)/0.6 = 67% Modifiez le Débit en conséquence Impression d'un cube XYZ On continue avec le Cube de calibrage pour régler les 3 autres Steps Commencez par télécharger Cube de calibrage sur Thingiverse : https://www.thingiverse.com/thing:1278865 dans le zip, et dans le répertoire "files" il y a un fichier nommé "xyzCalibration_cube.stl", glissez le dans Cura Insérez votre carte SD dans le lecteur USB et le Lecteur USB dans votre PC Cliquez sur "Préparer" Enregistrez le fichier sur le support amovible puis éjectez le. Il vous suffira ensuite de remettre la carte SD dans votre imprimante et de lancer l'impression. Bravo vous avez un magnifique Cube XYZ (ou pas ) Calibrage des axes XYZ Il reste maintenant à calibrer l'imprimante à l'aide de votre cube. Pour cela on continue les règles de 3 Retournez dans le menu "More" -> "Settings" -> "X (Steps/mm)" et après avoir mis en surbrillance ce dernier en cliquant dessus cliquez sur le bouton "marteau" Mesurez (à l'aide d'un pied à coulisse, c'est ce qu'il y a de plus précis) la largeur (attention : pas la hauteur) de la face avec le X Il suffit maintenant de faire une règle de 3. Exemple : Step du X : 80 Valeur mesurée : 22 mm Valeur attendu : 20 mm Calcul : (valeur attendu*Step du X)/Valeur mesurée = Nouveau Step du X dans notre exemple : (20*80)/22 = 72,8 Renseignez la nouvelle valeur du Steps de X et Sauvegardez. Refaite la même manipulation pour de Y et le Z Vous pourrez relancer une impression du cube pour Tester que les ajustements on bien fonctionné. Calibrage de la température d'impression Ce calibrage consiste simplement en l'impression d'une tour pour voir à quelle température il convient d'imprimer Commencez par télécharger la tour de @PrBifidus : U20_180-220_PLA_Temp_calibration (limité 195-210).gcode Insérez votre carte SD dans le lecteur USB et le Lecteur USB dans votre PC Copiez le fichier sur la carte SD puis éjectez la. Il vous suffira ensuite de remettre la carte SD dans votre imprimante et de lancer l'impression. A vous de voir qu'elle température semble donner le meilleur résultat pour le PLA testé Conseils Vous devez refaire ce calibrage pour chaque nouveau filament que vous installerez (chaque filament possède ses propres contraintes) Voila, nous avons maintenant calibré les parties les plus "importantes" de votre imprimante Félicitation
 1 point
1 point -
Pitaing, ça pinaille sévère par moment!!! Ça doit être dû à la chute des températures! @Onclefly, c'est vrai que tu es un sacré pinailleur: au lieu de poser des questions à tout va, essaye de comprendre que la personne qui se fait chier à te mettre des beaux liens, et don y passe du temps, elle puisse l'avoir mauvaise quand tu lui sors aussi sec que de toute manière, t'as trouvé mieux...Par contre, personne ne t'empêche d'avoir la même réactivité quand il s'agit de partager, une solution avec quelqu'un qui en sait un peu moins que toi! Bon, concernant la solution deux moteurs en Z, il a été maintes fois dit que le principal risque, c'est de perdre des pas moteur au cours d'une impression. Parce que là, va détecter ça... A mes yeux, (et j'irai pas chercher le post ou les solutions sont détaillées, un peu de recherche personnelle ne nuit à personne, ça concerne la CR-10), la solution ultime est mécanique, à base d'une courroie haute, avec un seul moteur...1 point