Classement




Contenu populaire
Contenu avec la plus haute réputation dans 02/04/2019 dans Messages
-
Bonjour S'il y a un sujet qui revient assez régulièrement, c'est celui de la tension des courroies, et du jeu à l'inversion (backlash) Un sujet auquel il est difficile de donner une réponse tant il est vrai qu'elle se situe quelque part entre "pas assez" et "un peu trop" Sauf si quelqu'un a déjà vu cette solution quelque-part, j'ai ptêt trouvé une façon de le faire assez facile à condition de disposer d'un comparateur >>> Ça consiste à appuyer la touche du comparateur contre un des chariots et, grâce à la molette du LCD, faire des mouvements d'avant en arrière de 1/10 de mm On part courroie détendue et on tend progressivement tout en faisant les mouvements d'avant en arrière On s'aperçoit qu'au début on n'a pas 1/10 puis qu'à un moment ça se stabilise avec un jeu à l'inversion d'un ou deux centièmes Puis si l'on tend encore un peu, on perd des centièmes Je pense que la "bonne" tension c'est quand on arrive au jeu minimum, et qu'ensuite ça ne sert à rien, pire, qu'on risque de déformer la courroie Les mécanos ( @Guizboy, @Chevelu37, @Bosco2509, @Tomsti et autres.... ) votre avis ????
 1 point
1 point -
je n'ai jamais testé, mais essai de modifier les valeurs de ces lignes alpha_fast_homing_rate_mm_s 50 # feedrates in mm/second beta_fast_homing_rate_mm_s 50 # " gamma_fast_homing_rate_mm_s 25 # " alpha_slow_homing_rate_mm_s 5 # " beta_slow_homing_rate_mm_s 5 # " gamma_slow_homing_rate_mm_s 2 # " je viens de regarder sur le mien, j'ai la même chose "extrudeur1" ou le "bed" si tu changes la ligne #extruder number(one:1; dual:2) >cfg_sprayer_counter:1 à 2 pour double extrudeur tu auras sans doute "Extrudeur2 en plus après extrudeur 1 ou 2 c'est la dénomination de l'écran qui correspond à E0 et E11 point
-
j'ai donné un maximum de flexibilité au coupleur et j'ai dévissé la vis trapézoïdale pour donner un peu de mou. j'ai déserré un peu les excentriques de mon axe X. Et je pense pouvoir dire que mon imprimante fait enfin des impressions que je trouve de qualité Je suis donc fin prêt à me lancer ! Merci à tous pour votre aide !1 point
-
Il faut au moins 3 mm d epaisseur pour que ca soit un minimum rigide.si tu peux ajouter une nervure sur les faces laterales, cava encore plus rigidifier. Il faudra certainement des spports, mais bon, ca se tente Sinon, le resultat est netement mieux... Manque le reglage des step de l'extrudeur, et t'aura fais un grand pas...1 point
-
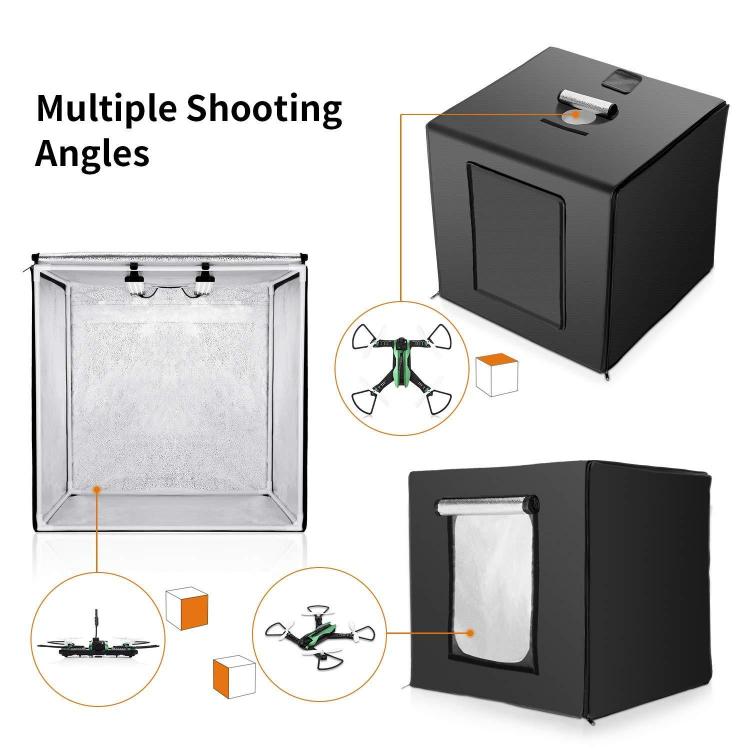
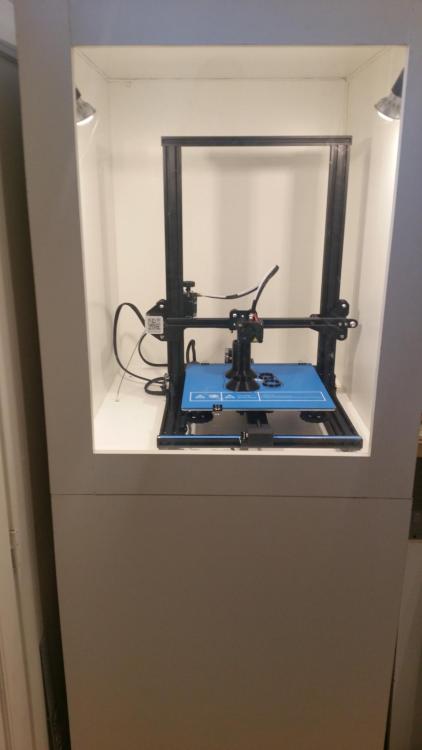
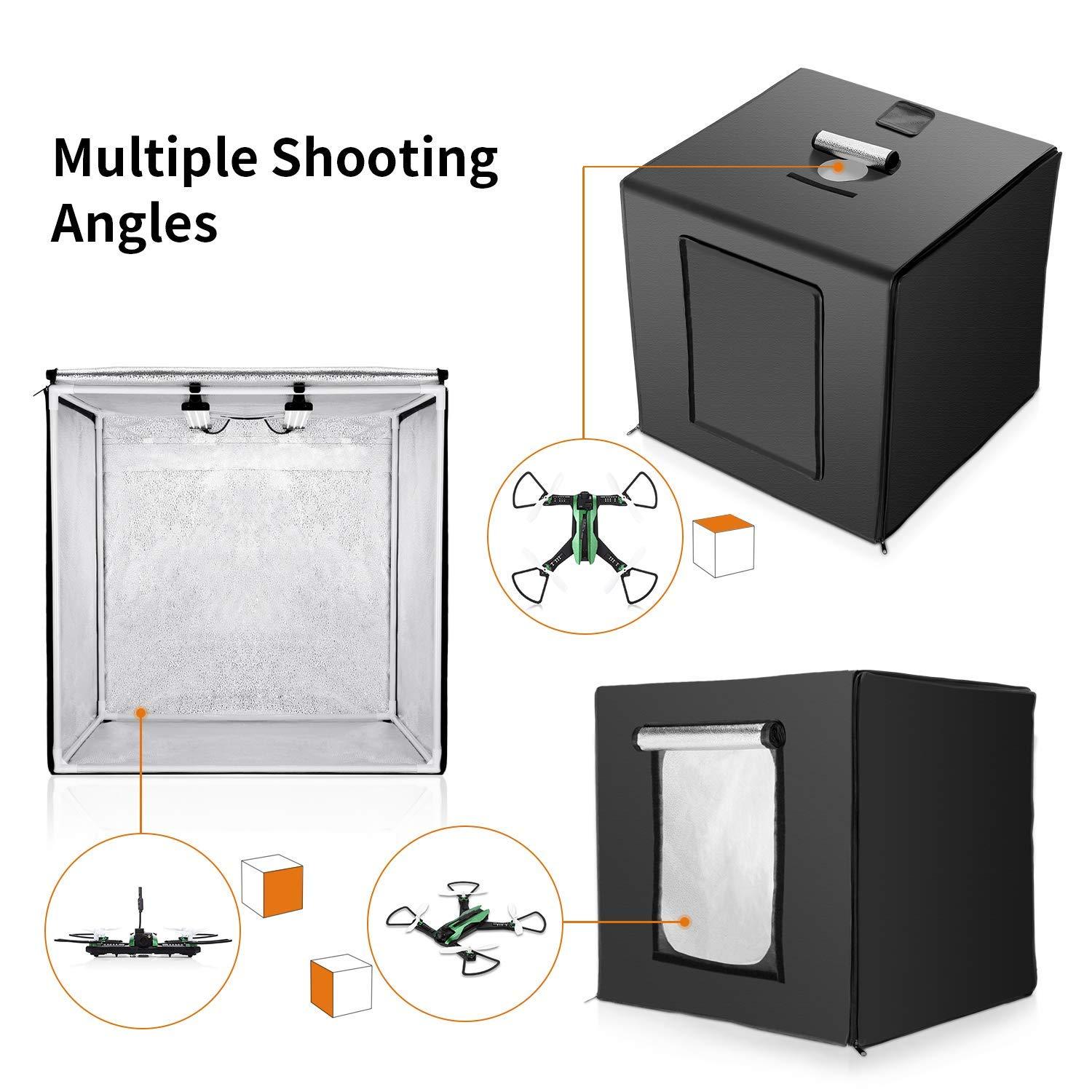
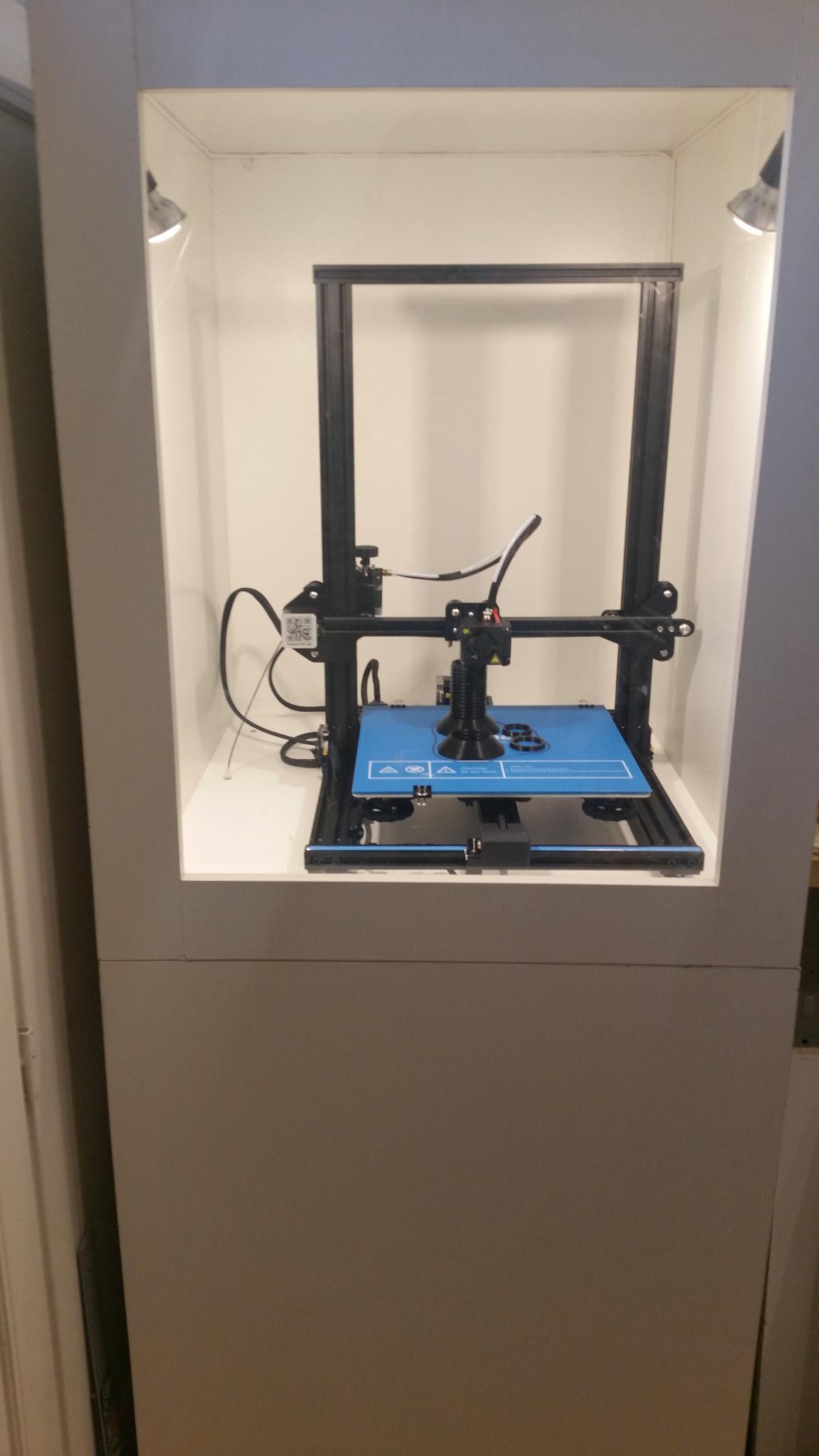
Pas de soucis ! J'ai opté pour ce modèle car contrairement aux autres modèles de photobox, il a une structure pour soutenir la toile. J'ai une ouverture dessus pour mettre ma ventilation. J'ai l'éclairage led. La face avant peut s'ouvrir totalement (toutes les photo box ne le font pas). Il y a une trappe au dessus pour passer les câbles. La toile "Aluminium" intérieur résiste à la chaleur... et est ininflammable. Par contre... 49,99€ au moment de la commande (35€ en promo en ce moment)... cela fait un peu mal au porte monnaie. Mais... il est inutile de poser la question... Tommydesrochers s'est penché sur la question... et c'est efficace, la température se maintient bien dedans. Le seul inconvénient : Plus l'imprimante est grande, plus le Photo box devra l'être aussi... et le prix aussi augmentera en conséquence. J'avais déjà hésité pour la CR-10... mais un caisson en toile de 80x80cm... c'est près de 100€. Un caisson bois fabriqué soi-même revenait moins chère. Je ferai un retour une fois tout monté et installé.
 1 point
1 point -
C'est le prix pour avoir la garantie amazon et la livraison rapide Perso je trouve que ça reste tous de même correct. D'ailleurs tu nous fera un petit retour de la solution box photo @Bosco2509 ? Car ça a l'air sympatoche comme solution1 point
-
Bonjour Dans le meuble bas de mon imprimante ou je range les bobines (mises en sachet congél avec du silicate ) et où est la bobine en cours d'utilisation j'ai mis un absorbeur d humidité classique pour maison. Avec ça je pense que c'est pas mal mais je n'ai pas d hydrometre pour voir l'efficacité. Comme le meuble est dans le garage qui n'est pas chauffé je me suis dit que c'était pas une mauvaise idée. En plus j'ai mis un joint pour fenêtres sur la porte pour essayer de limiter l entrée d'air. Dans le meuble haut où il y a l'imprimante j'ai juste mis quelques petits sachets dans un coin le meuble étant aussi fermé par une porte avec joint. Voilà ma solution de stockage et pour le moment ça semble efficace car je n'ai pas de filament cassant au bout de 5 mois de stockage


 1 point
1 point -
Hello Il faut que tu acceptes l'idée qui t'est donnée, que les branchements sont peut-être à l'envers, sinon on avancera pas Connecte-toi avec Repetier et envoie une commande M119 Normalement tu devrais, si les endstops ne sont pas en contact obtenir ceci : Send: M119 Reporting endstop status: x_min: open y_min: open z_min: open Si tu appuies les endstops un a un avec le doigt et que tu renvoies la commande M119 tu devrais obtenir, par exemple : Pour commencer essaye avec un seul axe : Débrouille-toi pour couper le détrompeur qui empêche la prise d'être retournée, branche-là dans l'autre sens et il est possible que ça marche1 point
-
salut , faut voir le système aussi , chauffer de l'humidité dans un milieu étanche ne sert qu'a vaporiser l'humidité ambiante qui restera la même , pas à l'éliminer^^1 point
-
@Chfoul Quand tu veux citer le nom d'un participant, tu saisis l'arobace (@) puis tu commences à taper le nom de l'utilisateur. Au fur et à mesure de ta saisie, une liste déroulante t'affichera les utilisateurs correspondants. Une fois le bon trouvé, tu cliques sur son pseudo et miracle, il s'affichera. En procédant ainsi, l'utilisateur cité sera mis au courant et éventuellement pourra poursuivre la discussion. Pour remercier un participant, tu peux aussi cliquer sur le cœur blanc sur fond gris en bas de son post (et choisir ce que tu veux faire: remercier, plussoyer, rire, apprécier...): Le plus simple est d'isoler le dessous du lit avec des matériaux isolants (liège, plaque de coton, feuille d'isolant utilisé pour la plomberie, ...). Ainsi, la chaleur ne sera pas dispersée vers le bas. L'important est de trouver la bonne dimension correspondant au plateau (pour une Ender3, je crois que c'est 235x235mm) et l'idéal est que cet isolant soit équipé d'un adhésif pour le coller facilement dessous. Par exemple, le plateau chauffant de ma CR10 (310x310mm) a deux couches de coton de 3mm et pour maintenir le tout, du scotch aluminium supportant de hautes températures.
 1 point
1 point -
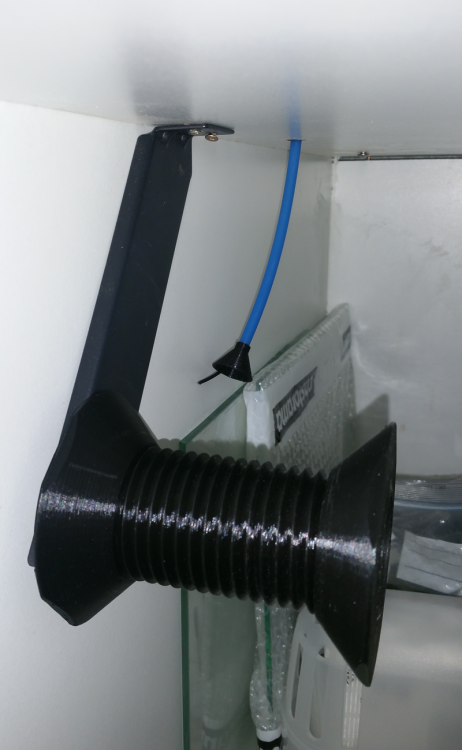
Alors pour la version 3S ou 3.5 là aucune idée, je sais que la 3S c'est la dernière avec l'extrudeur Dual Drive mais j'ai jamais fait gaffe à une série 3.5... Pour choisir la surface aujourd'hui c'est un peu galère, ils y a eu tellement de demande pour la surface texturé et quelques problèmes de fournisseurs Prusa n'arrive pas à gérer les commandes et doit d'abord livré toutes les commandes en court avant d'en prendre de nouvelles.. Donc le Texturé on y aura pas accès toute suite.... Pour ce qui est du capteur en photo oui j'ai bien l'impression que c'est le nouveau modèle de capteur de filament. 2 Aimants et une bille dans la partie orange Les moteurs du Z je vais regarder ça de suite1 point
-
De rien, c'est le principe de ce forum: quand on peut aider, on le fait volontiers . Pour remercier un contributeur, tu peux aussi cliquer sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Concernant la calibration de ton imprimante, de nombreux tutoriels dans la section Tutos de ce forum pourront t'être utile. Il y a plusieurs étapes à respecter: S'assurer que l'extrudeur fournit bien la quantité de matériau à la buse (en gros, quand on demande d'extruder 100mm de filament, celui-ci doit en fournir 100 ni plus ni moins. Une fois cette étape réalisée, s'assurer que le débit du filament utilisé est correct (généralement étape à reproduire pour chaque filament (marque, type (PLA, PETG, ABS, ...) et couleur), en gros faire un cube sans remplissage, sans plancher ni plafond dont la paroi fait l''épaisseur de la valeur du diamètre de la buse (ex: buse de 0,4mm, la paroi mesurée devrait faire 0,42mm (1,05 x diamètre buse). Une fois ces étapes franchies avec succès, vérifier les pas moteurs pour chaque axe car les paramètres saisis par le constructeur dans le firmware sont des valeurs théoriques et on sait tous qu'on ne vit pas dans un monde théorique. Pour cette étape, le meilleur test de calibrage que j'ai trouvé, c'est la croix de calibration (axe X, Y et Z). Cet article de ce blog (en français qui plus est) explique comment faire.
 1 point
1 point -
Salut Je ne sais pas si tu as résolu ton problème, mais je viens de remarquer un truc sur ton profil cura. Déjà, ta température de buse est en automatique. C'est normal? Ensuite, tu as activé l'étirage, ou ironing en anglais. Désactive le, peut-être que le problème viens de cela. Je sais que cette option permet d'avoir une surface lisse sur le dessus, mais si jamais tu as ton extrudeur mal calibré, je suppose que si tu extrude trop, le surplus de filament va se coller sur les bords verticaux de l'impression. C'est qu'une supposition Quand tu as fx activé a côté de ton paramètre, cela veut dire que tu as défini une valeur normalement calculée. Or, pour la buse, tu as une valeur automatique calculé, ce qui n'est pas mon cas1 point
-
Il vaut mieux utiliser une surface vitrée genre ultrabase ou autre en y ajoutant quelque chose (laque ou colle). Le bed magnétique est à éviter avec les températures élevées de bed et même si ça peut le faire, ça flingue rapidement le bed magnétique en le déformant. J'utilise de la colle en bâton avec un bed à 90°C et aucun soucis de warping sur une surface vitrée. Ça accroche vraiment bien. Pour des petites pièces il est préférable d'ajouter un brim dans Cura pour augmenter la surface d'adhésion. Sur une Ender il faut vraiment que la feuille accroche bien au réglage du plateau (plus qu'avec du PLA). Il vaut mieux commencer aussi la 1ère couche à petite vitesse, du genre 30mm/s. Généralement il n'y a pas de ventilation sur les 1ère couches. Je mets la ventilation à 20% ensuite pour avoir une meilleure finition, mais ça fonctionne aussi sans avec des couches plus visibles. j'imprime à 240°C mais certains ABS nécessite des températures encore plus élevées.1 point
-
Problème de vocabulaire ? Pour moi calibration plateau = réglage du bed avec les ressorts1 point
-
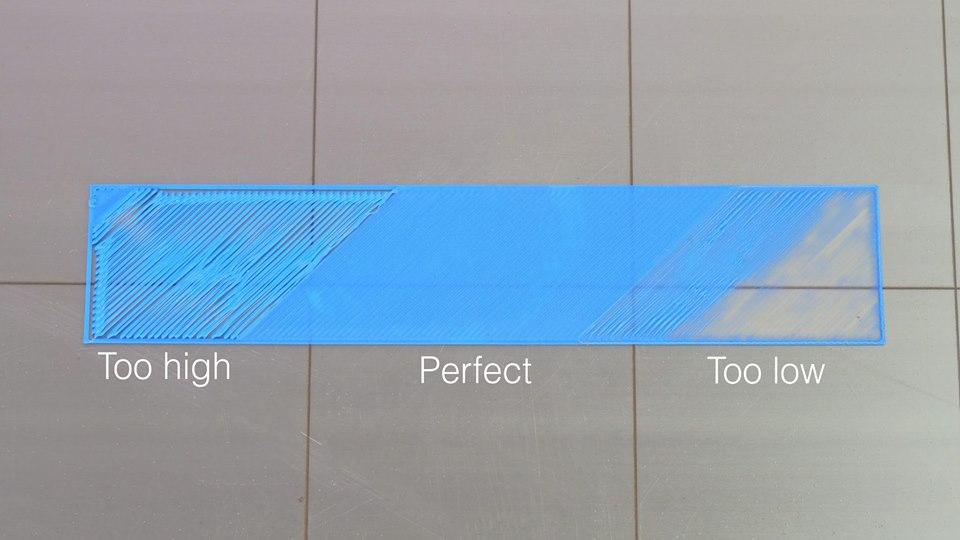
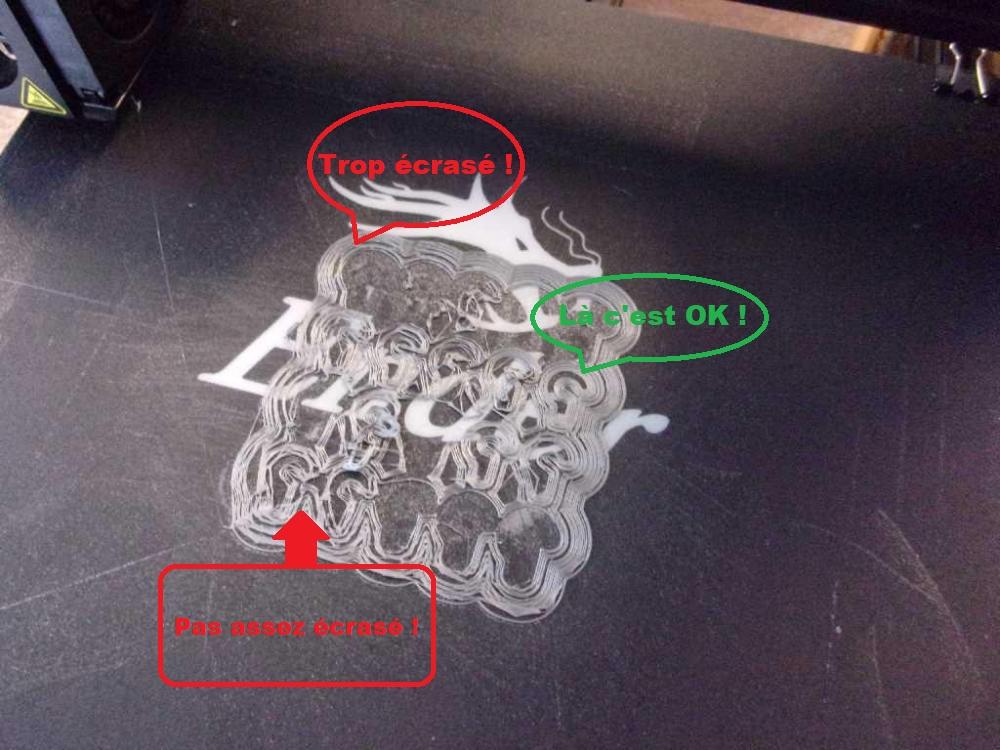
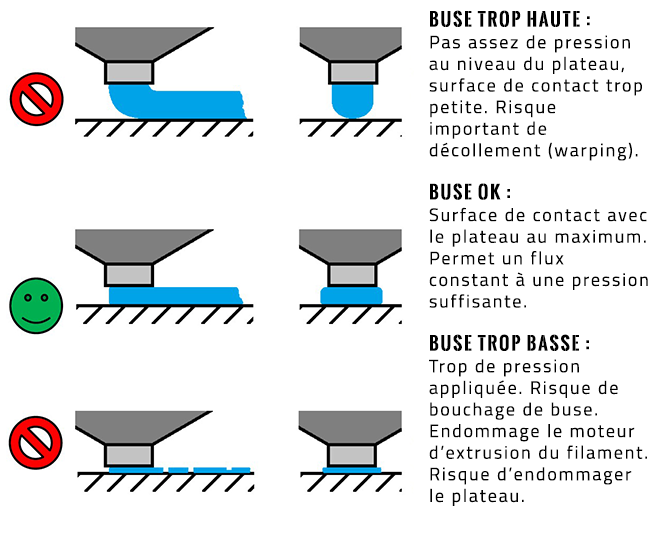
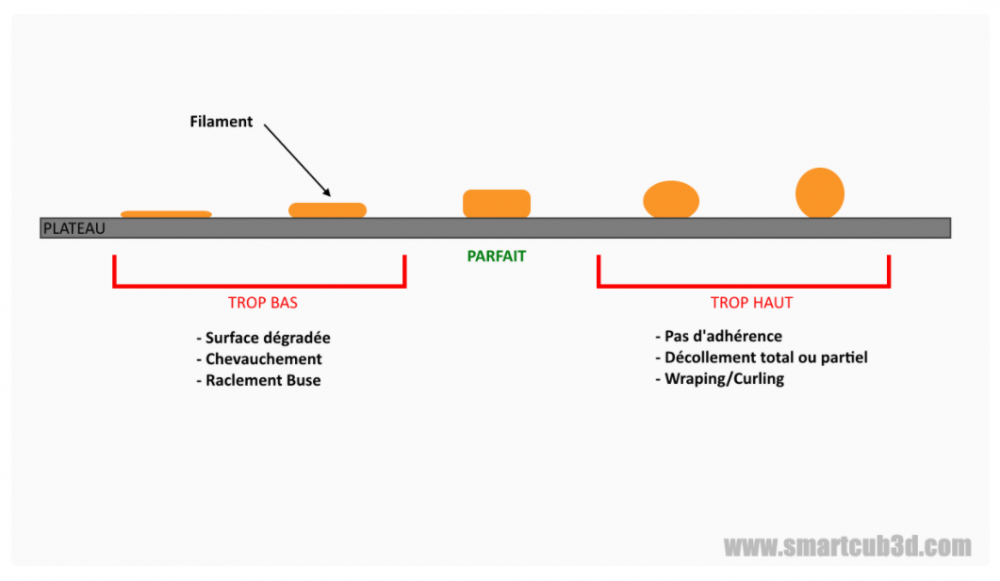
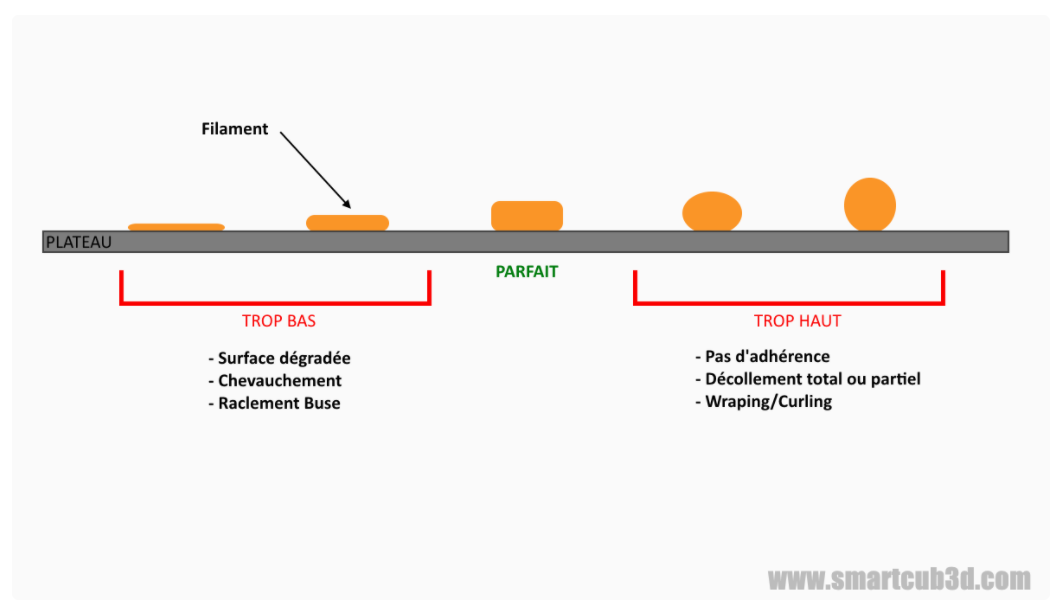
Commençons par le commencement : Bonjour et Bienvenue sur le forum ! N'oublie pas que c'est un forum de discussion, que nous sommes tous bénévoles, et que c'est la moindre des choses de passer par la rubrique "Présentation" sur le forum, histoire de savoir le "stricte minimum" sur toi et ton imprimante. J'ai compris que tu débute dans l'impression 3D, que tu possède depuis plus d'un mois une Ender-3 (très bonne machine), mais que depuis jours rien ne va plus. Je reprécise un détail : on est des bénévoles ! Donc pour avoir un maximum de réponses et de propositions de solution à ton problème, il est préférable de trop en dire et trop en montrer que pas assez. Dans ton cas précis, même si tu as détaillé ton problème, il manque cruellement les infos essentielles, telles que : Température plateau et buse, vitesse d'impression, paramètres d'impression. Ensuite... pour voir si ta première est couche est "suffisamment" écrasé, il est préférable de nous montrer avec une photo (éviter les photos flous, elles ne servent à rien si on voit rien). Il y a des "Expert" sur le forum qui d'un simple coup d'oeil verront si il y a un problème. On est pas des devins... sinon j'aurais déjà essayer de deviner les numéros du loto... alors dans la mesure du possible de nous montrer tes paramètres d'impression, sous Cura (accessoirement de dire sous quelle version de Cura). Sinon... c'est comme marcher dans le noir... on avancera pas vite à la résolution du problème. Aujourd'hui... j'ai pas envie de regarder tes réglages... donc je te donne l'un des profil que j'utilise : My Draft Quality - 0.2mm.curaprofile Attention ! Le profil provient de Cura 3.6, il te faudra un Cura 3.6 ou plus récent (4.0) pour l'utiliser... sinon cela ne fonctionnera pas. Si tu le peut... c'est d'essayer d'imprimer un cube, comme celui-ci avec le profil donné plus haut : https://www.thingiverse.com/thing:1278865 Et lorsque tu postera les photos du cube... donne nous les dimensions du cube que tu auras imprimés. Avec les dimensions on peut déceler des soucis de réglages. Qu'est-ce que tu appel par "Surplus" ? Généralement... il n'y a pas de surplus vu que tout est calculé informatiquement pour ajuster la quantité de matière (PLA) nécessaire pour imprimer. Est-tu sûre que ce n'est pas une fuite ? Rappel : on démonte une buse à chaud... sinon on endommage le filetage du corps de chauffe. Et alors il y aura fuite ensuite. Concernant la première couche : C'est celle qui va donner l'accroche au plateau... donc c'est la plus importante de toute ! Donc... quelques images pour rappeler les bons réglages de la première couche : Voilà... sans en savoir plus... je ne peut pas proposer plus pour l'instant. Au plaisir de lire ta réponse.


 1 point
1 point -
OH MON DIEU ! @Janpolanton n'a pas payé son pcb ! C'est de l'arnaque ! Pourquoi lui c'est gratuit hein hein ??1 point
-
...ou sinon, tu utilises un USBASP...1 point
-
@Guillaume3D, j'imprime du PETG Sunlu sur la Dagoma Neva (sans plateau chauffant) sans problèmes et avec les mêmes paramètres que le PLA (sauf la température à 240°). J'ai un plateau EZ stick Cold et les pièces sont difficiles à décoller. L'aspect est plus lisse que le PLA mais j'ai des cheveux d'ange. J'avais imprimé un bras d'extrudeur en PLA, celui ci c'est déformé rapidement. Je l'ai imprimé en PETG, et maintenant, tout vas bien. Pour mes pièces intérieures automobile, j'imprime aussi en PETG. Celui ci ne se déforme pas avec la chaleur qui monte rapidement en été dans l'habitacle.1 point
-
bonjour ... sur ma Ender 3 pro , j'ai le "tapis magnétique" ... avec des essai en ABS ... warping direct pour le peu que j'ai fait des essais ... j'ai donc retirer le tapis, mis du scotch bleu 3M plus de la laque à cheveux (fixation forte) ... mes essai se sont relevés bien meilleur !! ... bed a 95° hotend 250° 30mm/s 0 de ventil ... ma première couche n'est pas terrible encore (je dois trouver la bonne hauteur de buse ou peut être même monter mon bed à 100° ) mais mes modestes pièces reste bien collée pour le moment ! attention à ton remplissage ... plus c'est remplie plus ca se rétracte et donc plus de chance de décollement ... bon courage !1 point
-
Dans ce cas, ce serait plus clair d'y avoir 2 sections séparés : Une pour le constructeur prusa, pour parler de ses modèles spécifiquement (la mk3 par exemple, ou le kit multi-matériaux) Une pour le design "Prusa", et des imprimantes reprap de type Prusa Ce serait plus clair, non ? D'autant que Prusa (constructeur) à différent type d'imprimante, pas qu'avec le design en cadre1 point
-
Voila elle est arriver et premier print de test
.thumb.jpg.ec10f7052664b4f5aafa7c2db1d0801b.jpg)
 1 point
1 point -
@gabrielp Comme le dit souvent @volavoile : en cas d'éponge, à la sous-extrusion il faut que tu songes . Comme ta machine est une Ender3, un problèmesouvent rencontré par ses utilisateurs est le mauvais enfoncement du tube PTFE jusqu'à la buse. La tête se colmate de plus en plus et le filament sort de moins en moins. Sous-extrusion, causes possibles: - diamètre du filament mal renseigné, - température trop basse, -colmatage en cours de la tête.1 point
-
XYZ Printing lance une bobine de 1kg à 50.000$, filament or 24K https://www.xyzprinting.com/events/en-US/worlds-first-3d-printing-24k-gold-filament-material/?fbclid=IwAR13x7iWRti9r13lmzSJ3USI1oPMfXe15SNA37n6oBx_ifG1zGAsNLwjQjc
 1 point
1 point -
Premier print en utilisant le "Canvas Hub" (Octoprint avec un logiciel dédié pour l'impression en multi-couleurs). Plutôt satisfait 4 couleurs - 200 microns - 9,5 heures.
 1 point
1 point -
Des petits personnages, encore quelque réglages à faire. https://www.patreon.com/wekster/
 1 point
1 point -
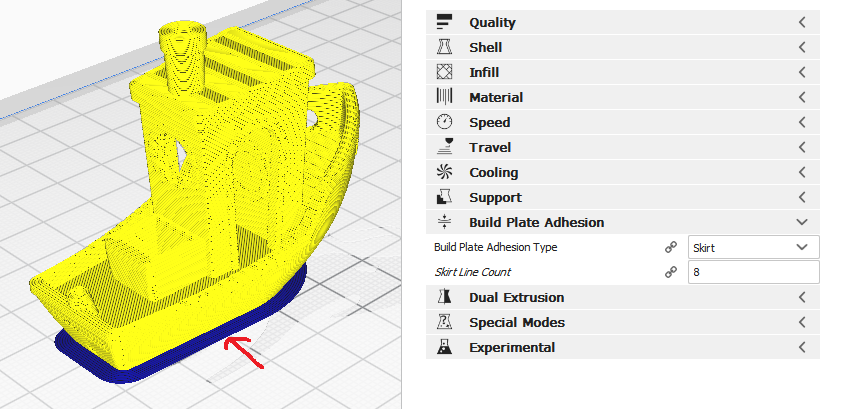
Pour ma part, la première fois que j'ai imprimé de l'ABS, je n'avais pas refait le réglage du bed... grave erreur étant donné que comme le plateau et la buse sont beaucoup plus chaud que pour du PLA, la dilatation thermique avait évidement fait sauter tous les réglages! Il faut régler le bed à chaud. Perso je mets la buse à 230° (dépend de l'ABS, à voir sur la bobine) et le bed à 95°. Ensuite dans Cura, je fait une Skirt et non pas une Brim (ce que je ne fais pas pour du PLA, ça accroche tout seul), Sans ça les petites pièces se décollent systématiquement: Pour les très petites pièces, un Raft à la place d'une Skirt peut aussi être intéressant. J'imprime sur le buildtak fournis avec l'imprimante.
 1 point
1 point -
Et pas de ventilation avec l'ABS...1 point
-
Le polycarbonate est un matériau qui a beaucoup de rétraction du coup il est susceptible de se décoller du plateau. Donc il est très difficile à imprimer sans avoir une enceinte fermée. A mon avis, le bloc de chauffe d'origine est capable de l'imprimer sans modifications Envoyé de mon Nexus 6 en utilisant Tapatalk1 point
-
Comme ca, en tentant de comprendre tes phrases Despogiennes où sont habilement liées tournures de styles réthoriques et absence totale de ponctuation, donnant à tes pensées des élans lyriques à faire palir les plus grands orateurs de l'antiquité dans leurs exercices hebdomadaires pour convaincre tantot la plebe tantot le sénat de l'absolue nécessité de changer soit les cultures de certaines terres afin de les laisser respirer un peu, soit l'eau des latrines pour les laisser aussi respirer (les gens cette fois, pas les sols), et pas forcément dans cet ordre là... Bref comme je le disais avant d'être insolemment interrompu par mes pensées personnelles m'amenant a divaguer sur la condition sociale de certains de nos ancetres... J'ai l'impression que tu as un probleme de tube PTFE mal enfoncé dans la tete d'impression. As tu vérifié ce point en démontant/remontant tes buses?1 point















.jpg.d731f844304b27c8ddc3bc19c384e0e0.jpg)

.thumb.jpg.1702124fe97d80846c058cc4baead788.jpg)