Classement



Contenu populaire
Contenu avec la plus haute réputation dans 22/09/2019 Dans tous les contenus
-
Je pense aussi au pin enable. Dans GRBL, via la console de cncjs, les commandes $4=1 ou $4=0 inversent la logique pour enable.2 points
-
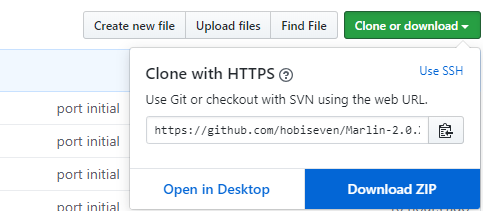
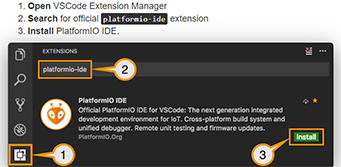
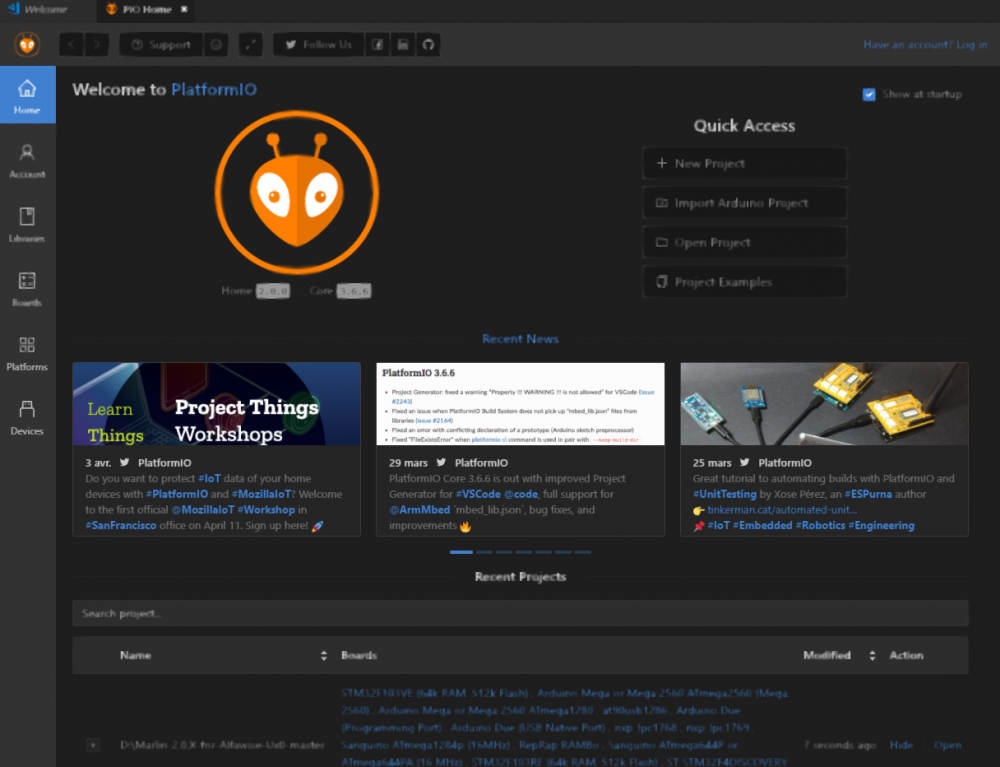
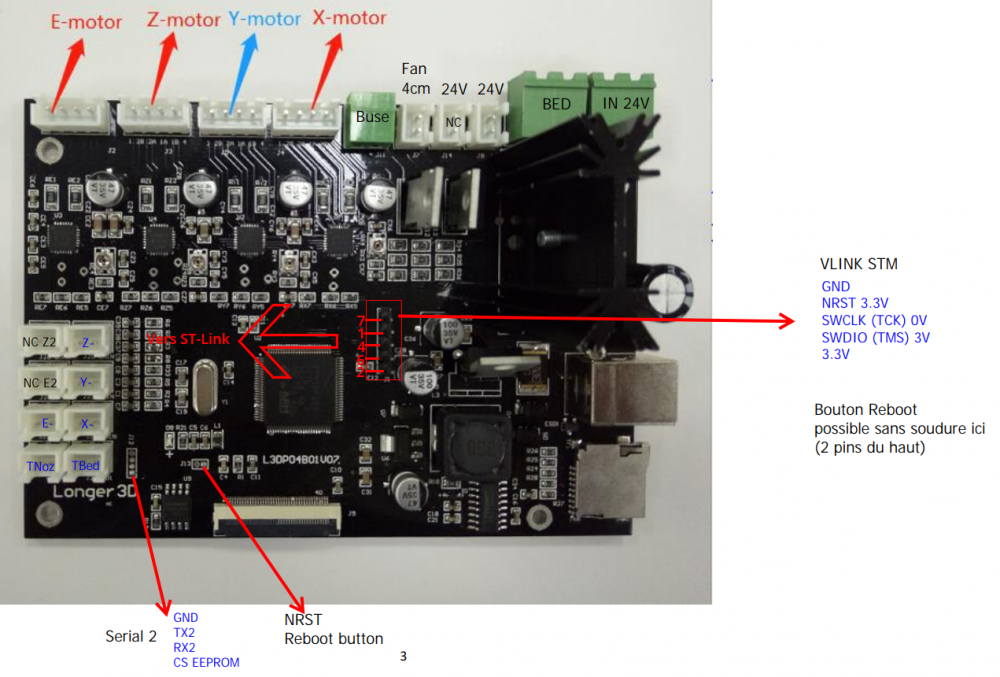
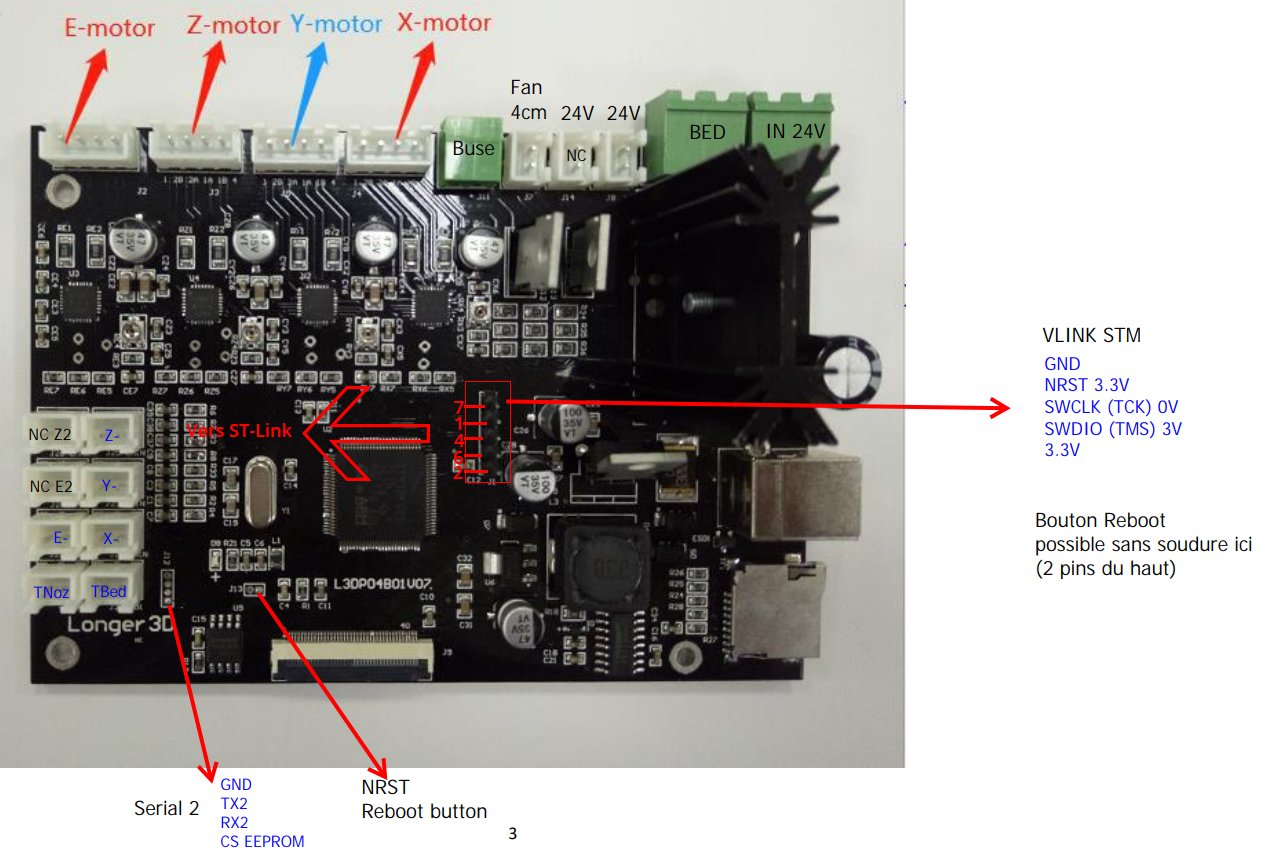
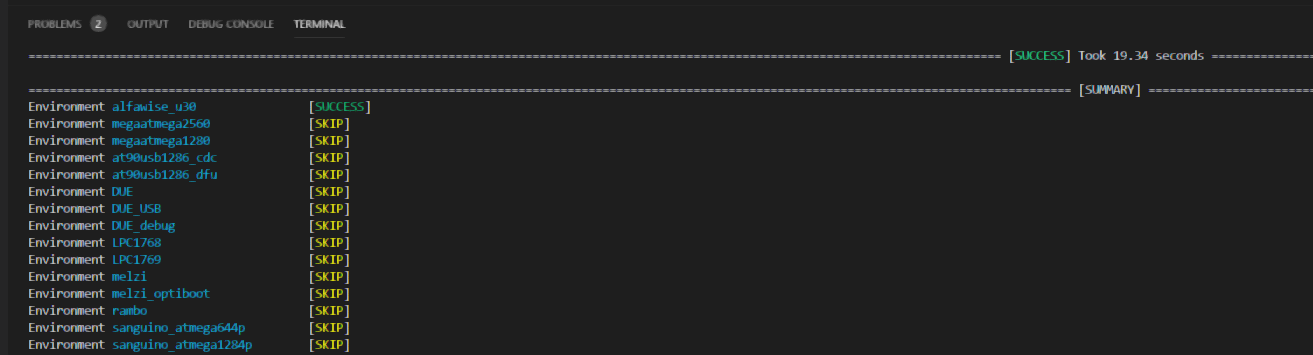
TUTO Officiel du portage Marlin 2-x pour Alfawise U20, U20+ et U30 AVERTISSEMENT : Ce Topic est dédié au tutoriel pour flasher son imprimante Alfawise U20, U20Plus, U30 d'origine, à ses updates et améliorations. >> Un sujet sur le développement, résolution des bugs, et avancées majeures dédié existe ici << >> Pour tout ce qui est optimisation, ajouts de périphériques et configurations diverses c'est ici << ================================================================================= Comme promis, voici LE tuto sur l'installation de Marlin 2.x sur AlfaWise U20, U20+ et U30 : (v8 update du 25/08/2019. Modification de la méthode de paramétrage pour compilation dans VScode). IMPORTANT / RAPPEL : Marlin est aujourd'hui le firmware OpenSource le plus populaire des imprimantes 3D. Alors que la version la plus répandu est encore Marlin 1.x.x, la version 2.x est toujours en cours de développement. Cette dernière apporte le support en natif des carte-mères en 32bits de type ARM, bien plus puissantes. Les développeurs actuels n'ayant pas inclus les cartes de chez Alfawise, nous avons donc créé un fork de la dernière bêta de Marlin 2.x. La version proposée aujourd'hui est donc une bêta stable. Pour ces raisons et malgré notre travail, des bugs peuvent être rencontrés. Il est désormais possible de revenir totalement en arrière et de reflasher avec le firmware d'origine. La procédure est en cours de rédaction. Flasher votre imprimante est une opération non anodine et peut rendre inutilisable cette dernière de façon temporaire ou définitive. Veillez à suivre scrupuleusement toutes les explications et recommandations, plusieurs fois, et de faire tout cela au calme sans précipitation. Vous perdrez l'environnement graphique que vous connaissez sur l'écran de vos machines. En effet, cela demande un développement spécifique qu'il faudra là encore produire. Vous aurez à la place un affichage plus austère, mais néanmoins efficace. Nous travaillerons plus tard sur une nouvelle intégration graphique. L'écran tactile est parfaitement fonctionnel en version 1.1 et 1.2 L'imprimante fonctionne parfaitement sous Marlin avec un Octoprint. Toutes les cartes mères excepté celle de la U10 sont compatibles ! Vous pourrez au choix, soit directement utiliser la dernière version compilée en PJ de ce post, soit personnaliser votre propre version de Marlin pour votre machine. Marlin permet également de corriger le problème de baudrate en USB, ce qui causait des impressions de mauvaises qualités ou ratés à contrario de la carte-sd, comme vu ici : Pourquoi passer sous Marlin ? Tout utilisateur d'Alfawise s'est confronté tôt ou tard aux limitations d'un firmware fermé et limité en options de réglages. Utiliser Marlin permet de configurert de A à Z son imprimante pratiquement dans les moindres détails. Ainsi, chaque utilisateur peut avoir au final SA version de l'OS personnalisé sur sa machine. Des problèmes techniques ou limites techniques sont également habituellement rencontrées. Limitations de vitesses de déplacements du homing, vitesse d'impression MAX, Optimisation/configuration des éléments de chauffe, de sécurité.. Ajout d'un palpeur/sonde pour mise à niveau du bed automatique (Z probe comme un BL-Touch par exemple), Sécurités supplémentaires en cas de problème, Précisions globales des impressions, performances des moteurs, Débit USB limité etc... Bref la liste est longue, et impossible de tout détailler ici. Chacun jugera nécessaire ou non de passer sous cet OS, mais personnellement, le bonheur est total ! De quoi ai-je besoin ? Plus besoin d'alourdir les dépenses ou la prise de tête, vous pouvez flasher votre firmware directement par la carte SD, et ce, sans aucune modification ! En effet, c'est le bootloader d'origine présent dans le CPU qui se chargera de ce travail. Vous pouvez toujours vous procurer un ST-Link qui vous permettra soit selon le cas des personnes de se faciliter la vie, soit pouvoir debugger, soit en cas de souci débloquer la machine. Si vous êtes intéressé voir l'archive du post d'origine plus bas. Si vous souhaitez personnaliser votre version de Marlin pour votre machine (compilation) : Si vous ne souhaitez pas personnaliser votre version de Marlin pour votre machine (flash seul) : Vous avez pris votre décision ? Vous avez dégagé tout élément perturbateur autour de vous ? (Votre femme, votre homme, vos enfants, votre chat vos amis...) Alors allons-y ! Méthode personnalisée AVEC compilation : Méthode standard SANS compilation (flash seul) : Archive (obsolète) : Archive (obsolète) : Archives (obsolète) : Voilà, vous avez Flashé votre machine avec Marlin 2-x, amusez-vous bien ! ##### Remerciements ##### Aux tauliers du forum et du site, A @Hobi et @Epsylon3 @jmz52 pour leur remarquable travail de Recherche & Développement, A tous les bêta-testeurs @Crzay, @Oniric, @Sylvain37, @wipeout85800, @BarthDVS, @beber75, @Neolink désolé si j'en oublie... Cliquez sur le petit bouton merci, ça fera du bien à tous les participants ! ########################################### =======================================================================================================================




 1 point
1 point -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
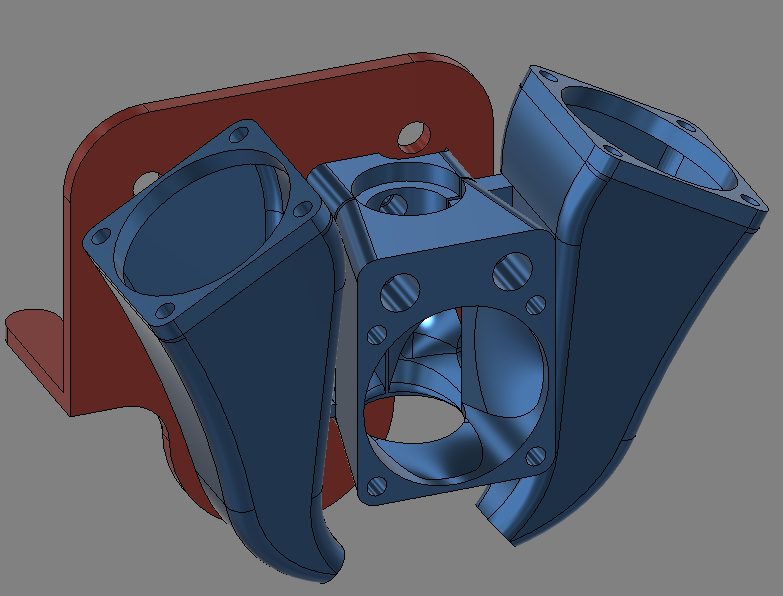
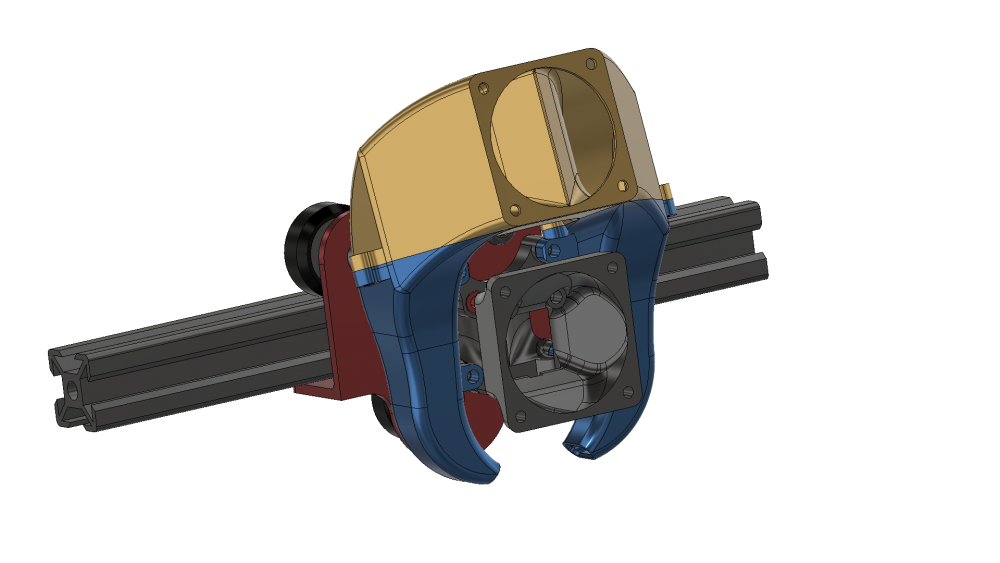
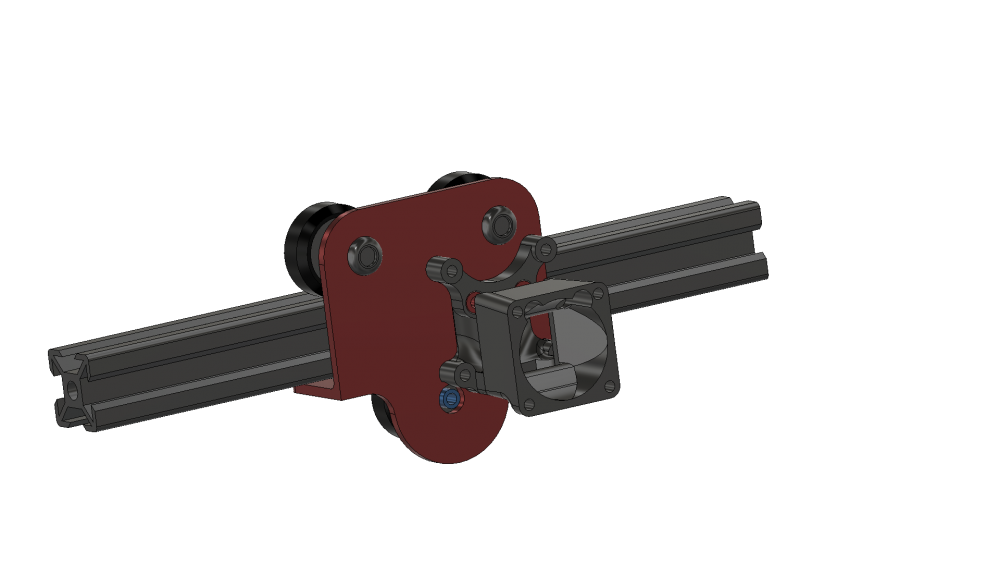
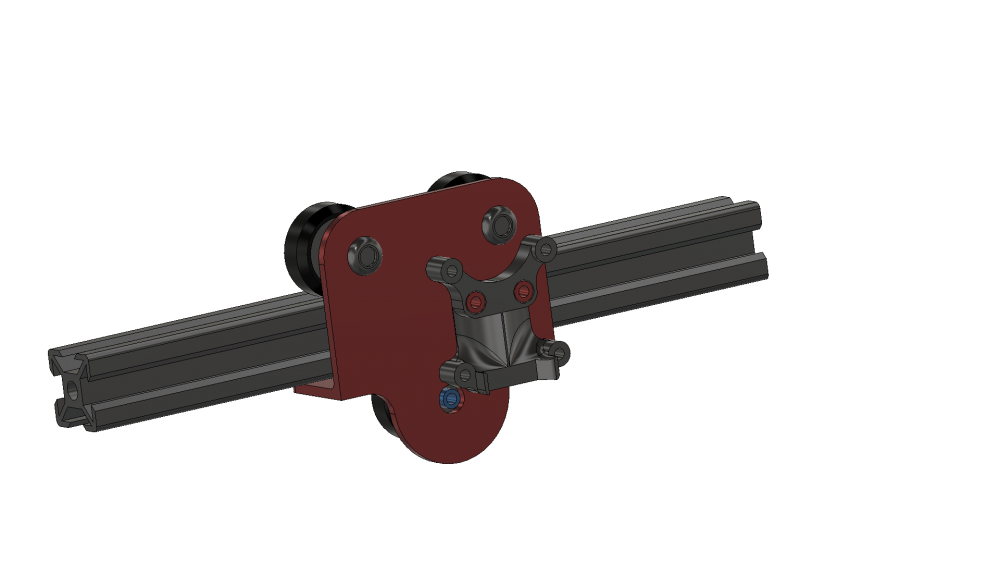
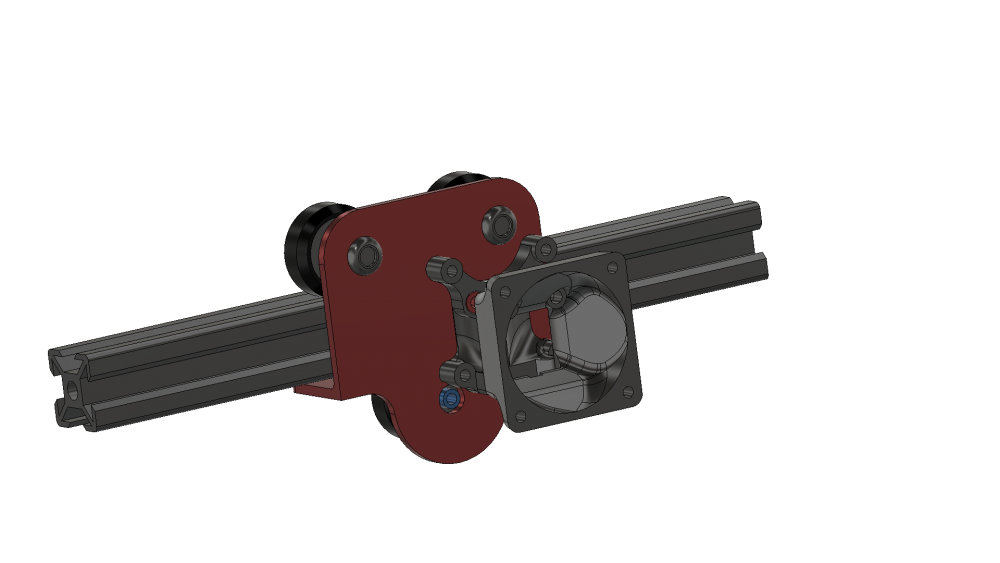
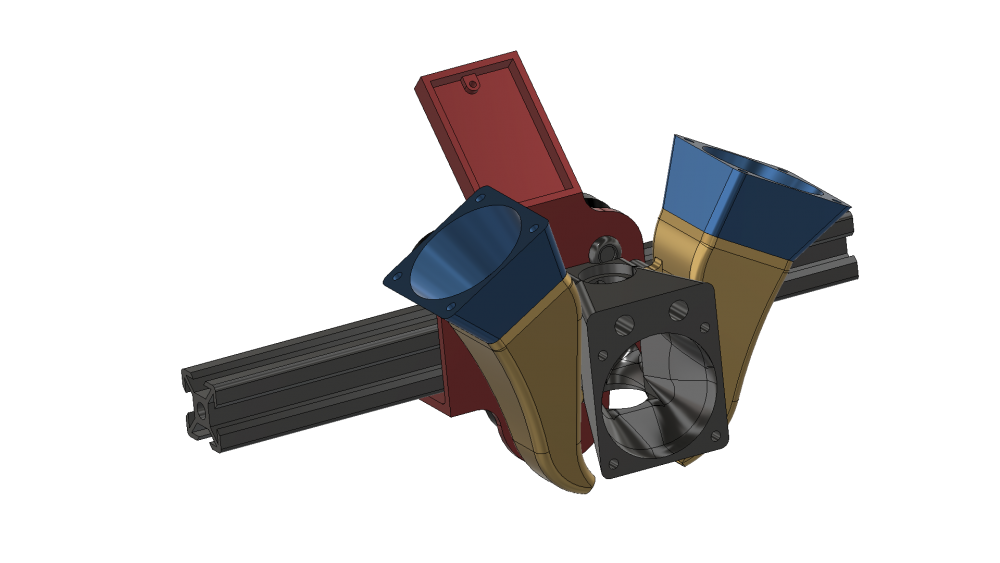
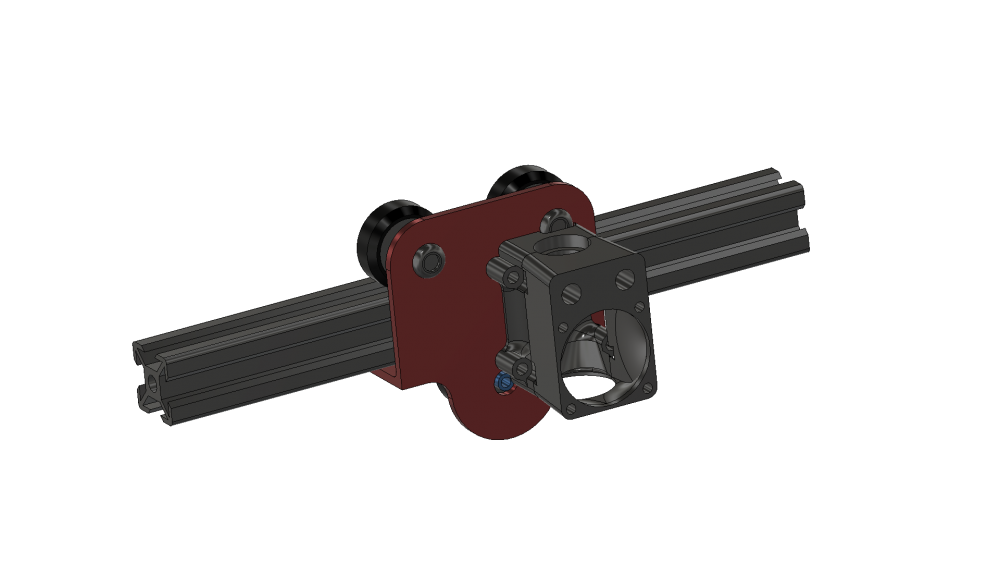
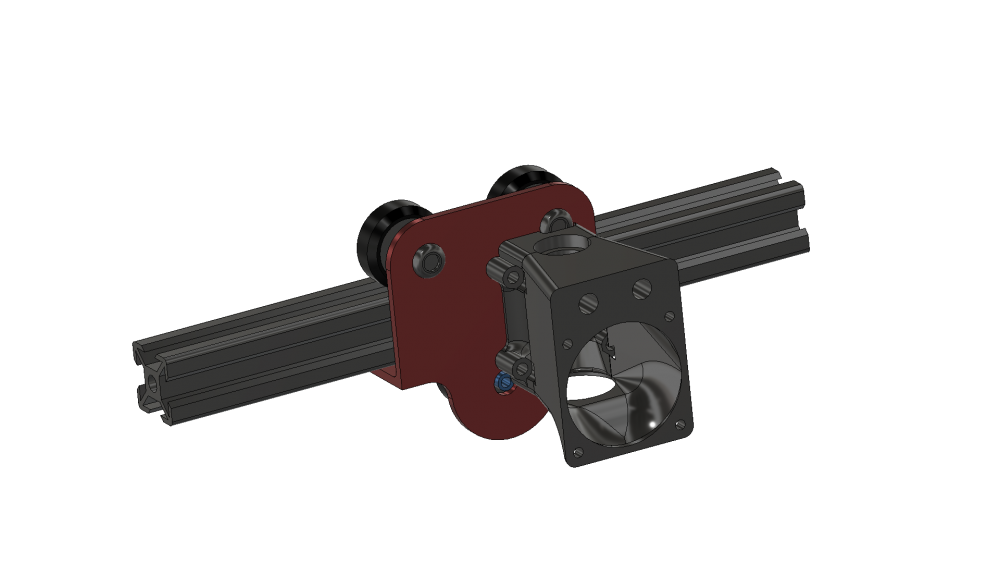
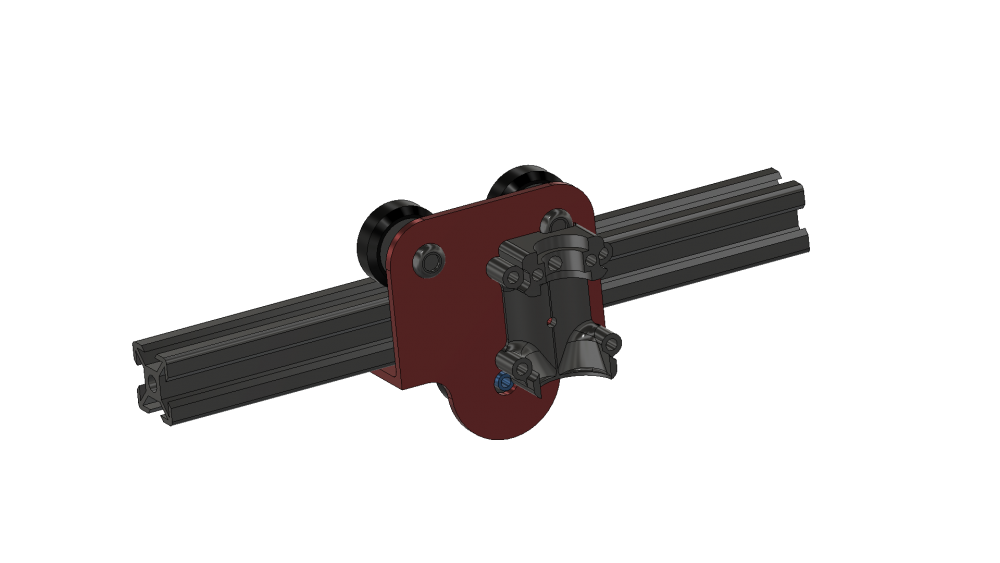
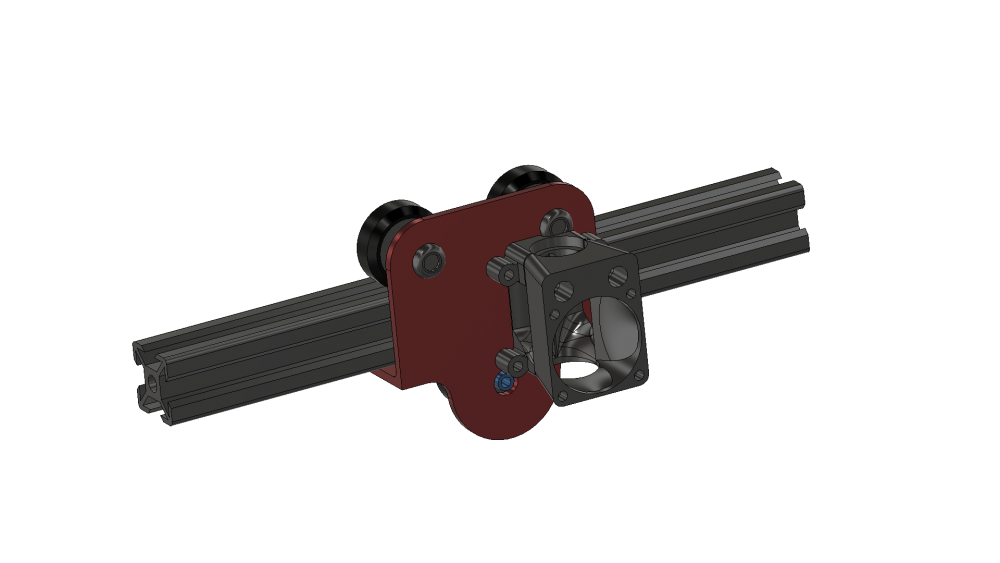
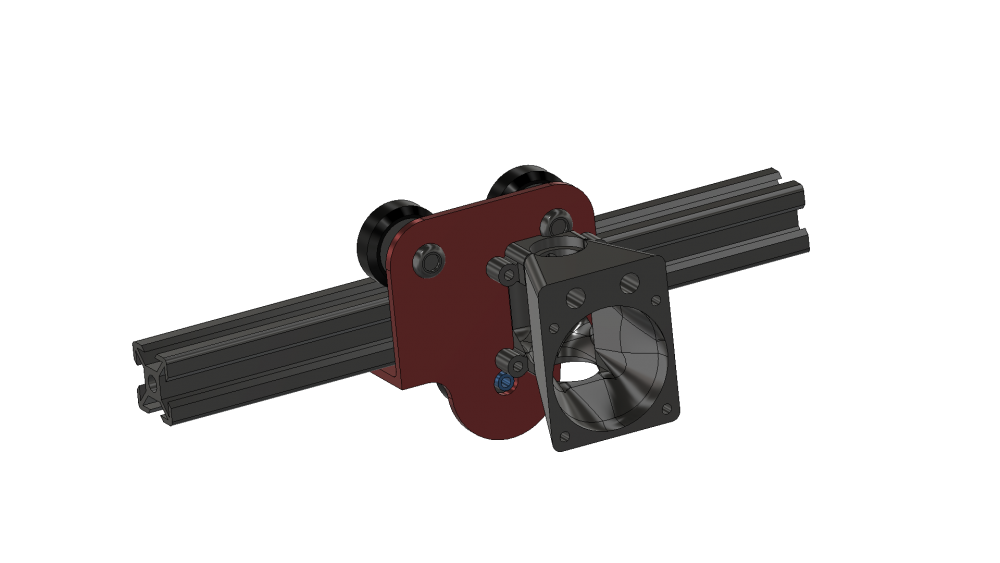
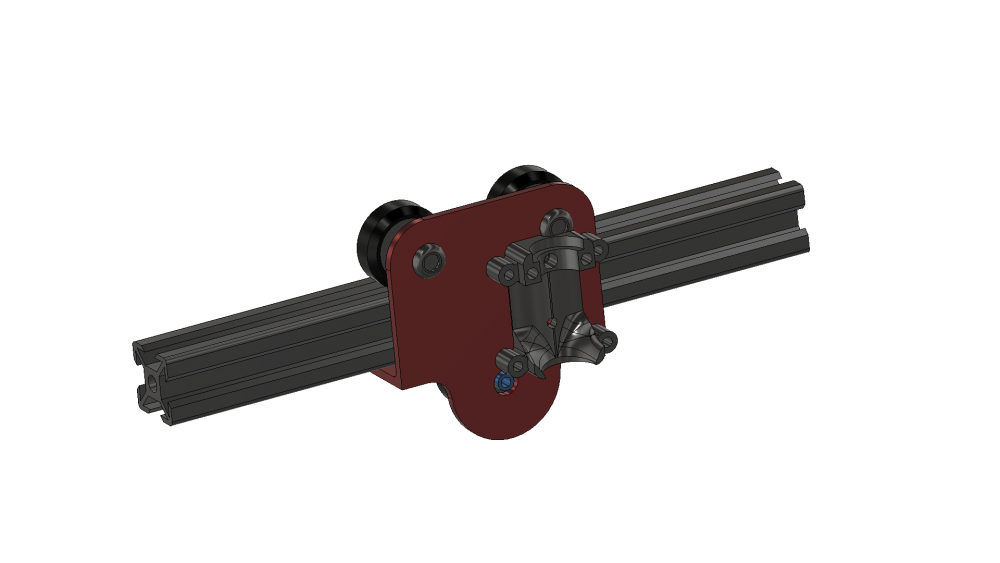
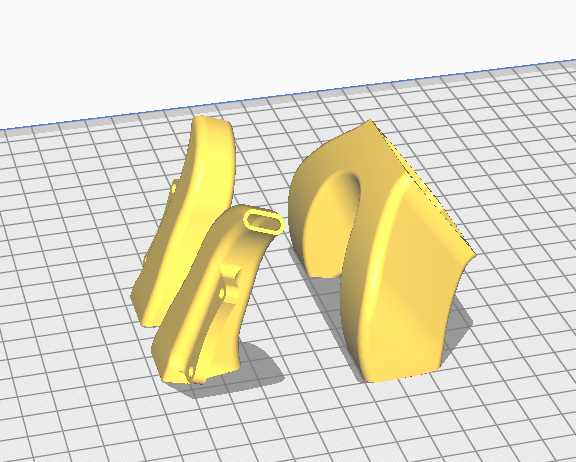
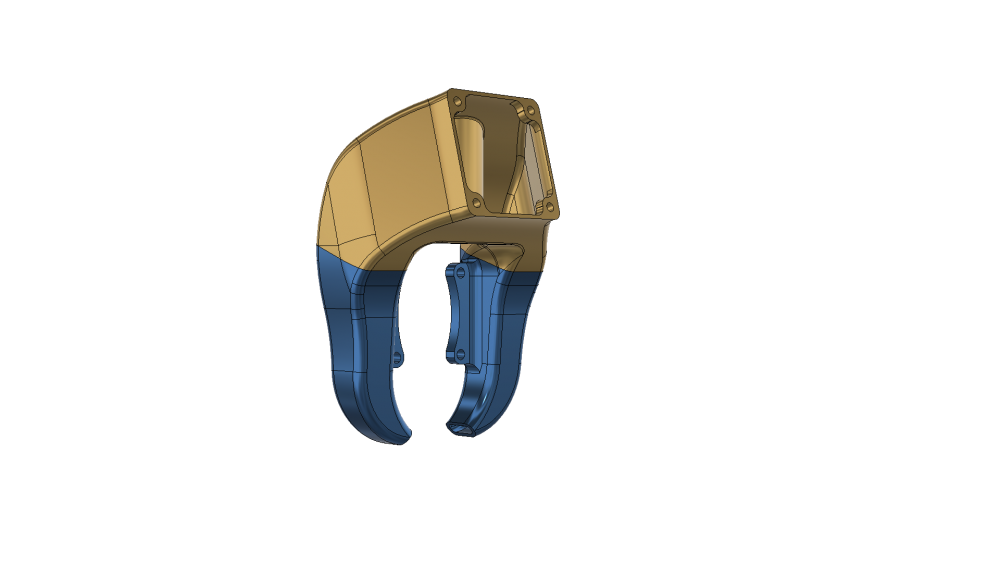
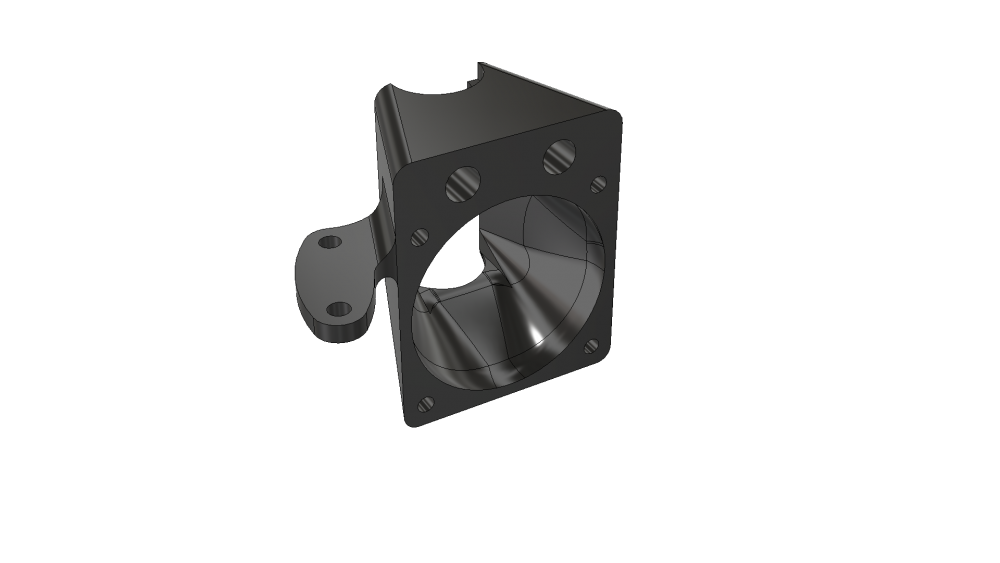
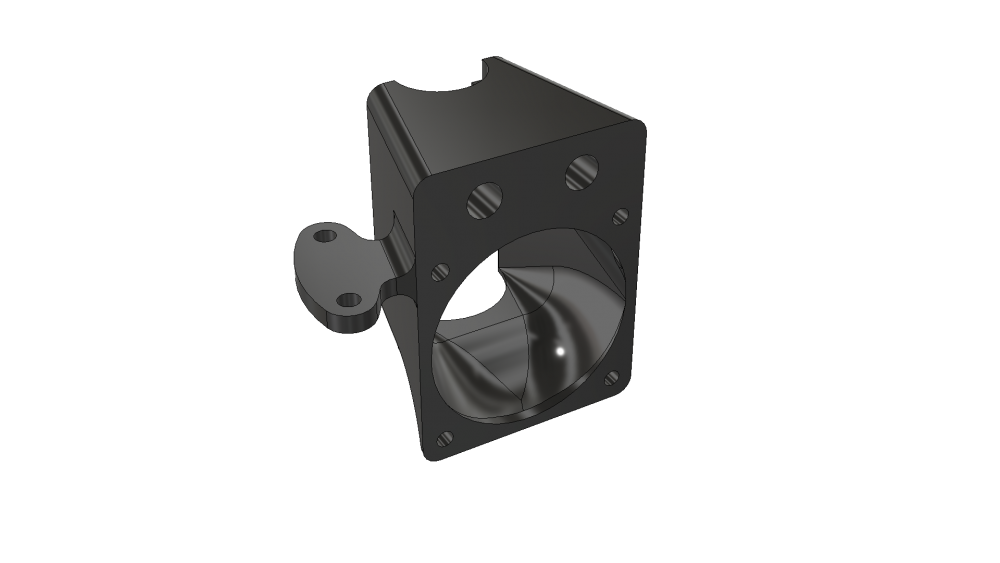
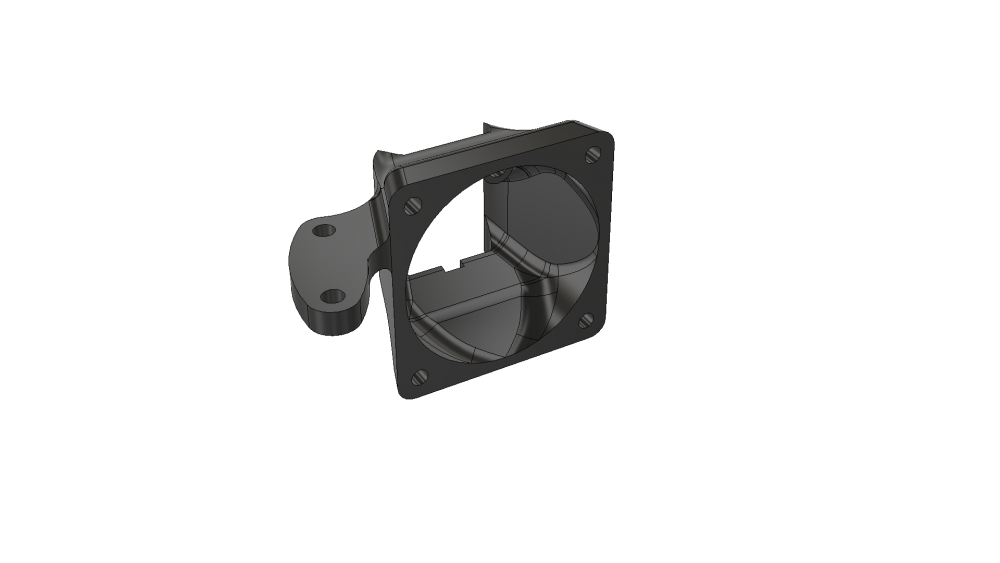
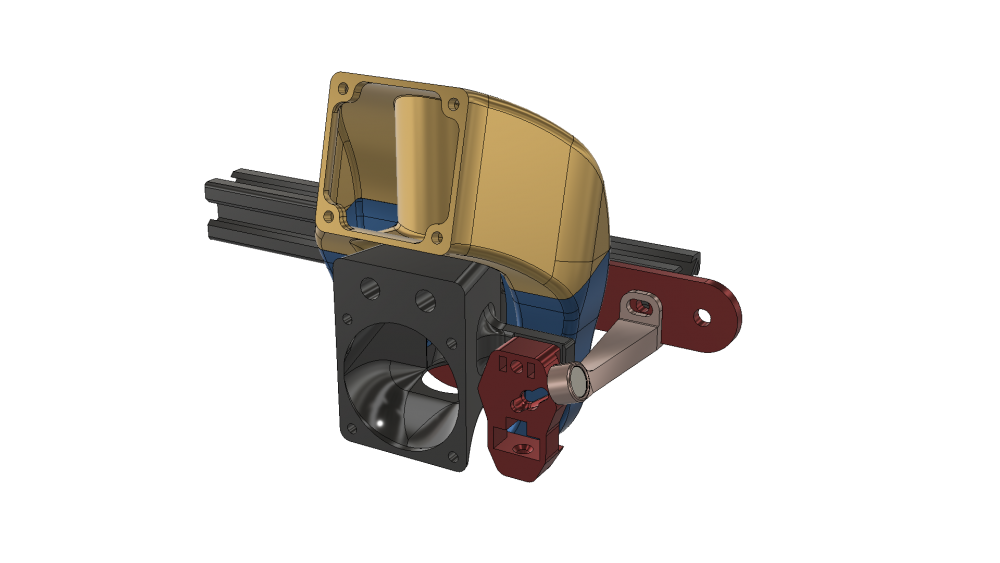
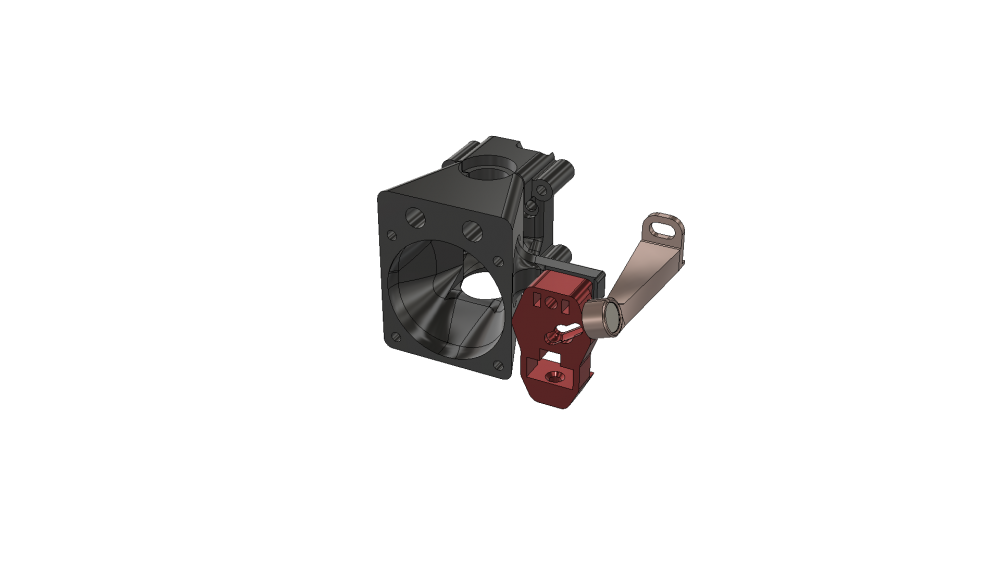
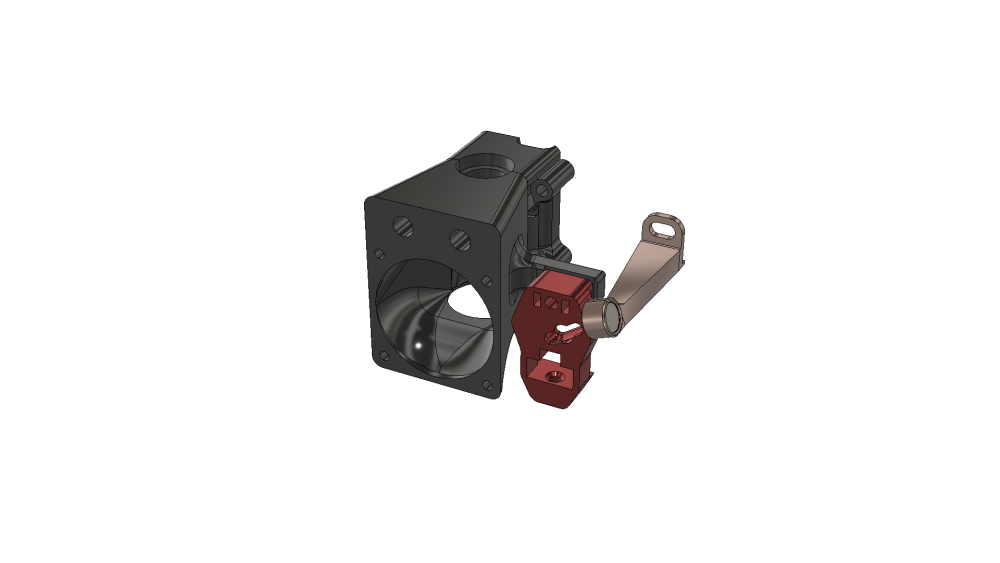
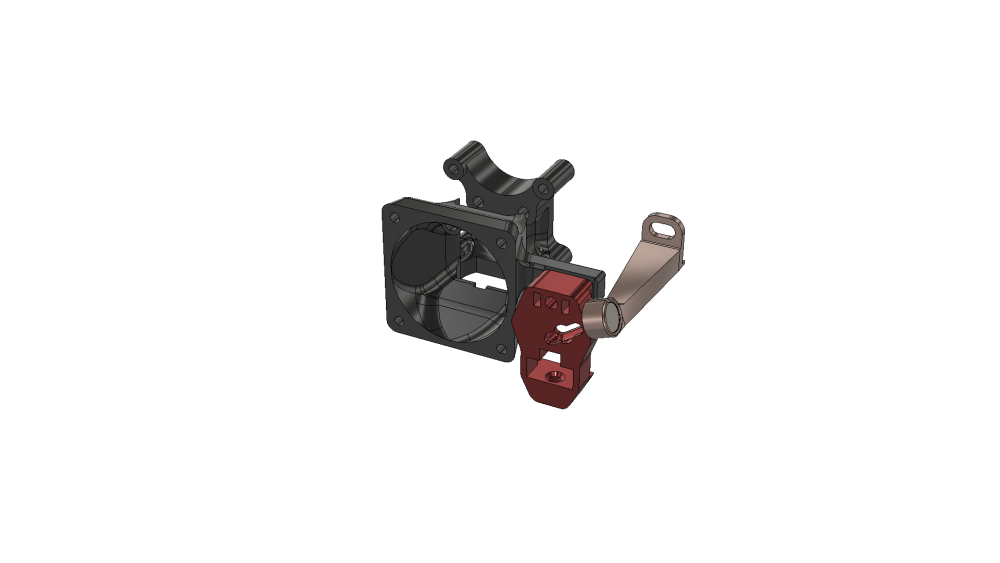
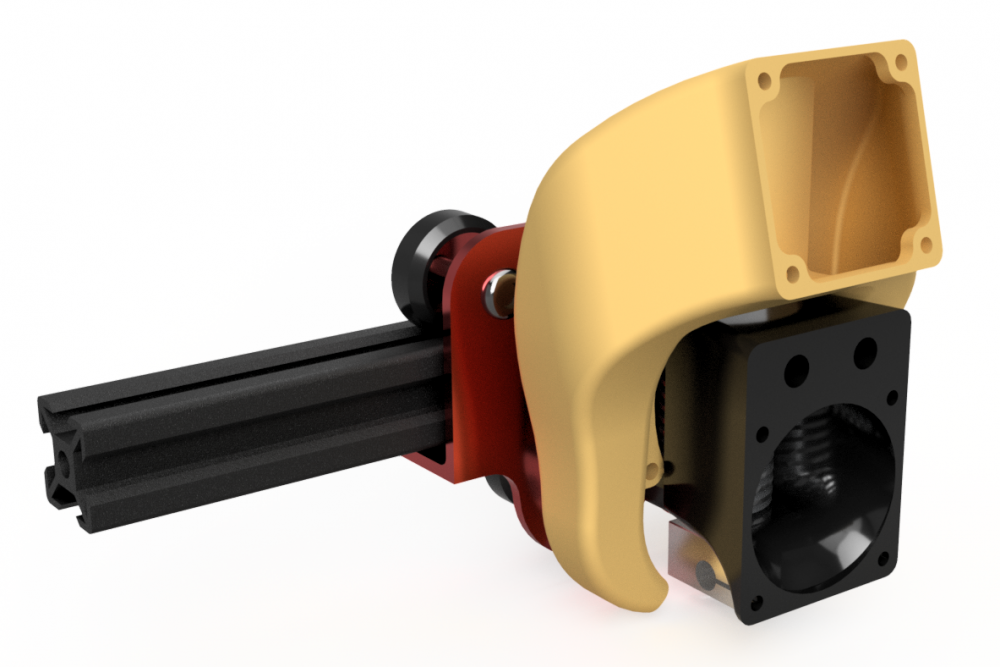
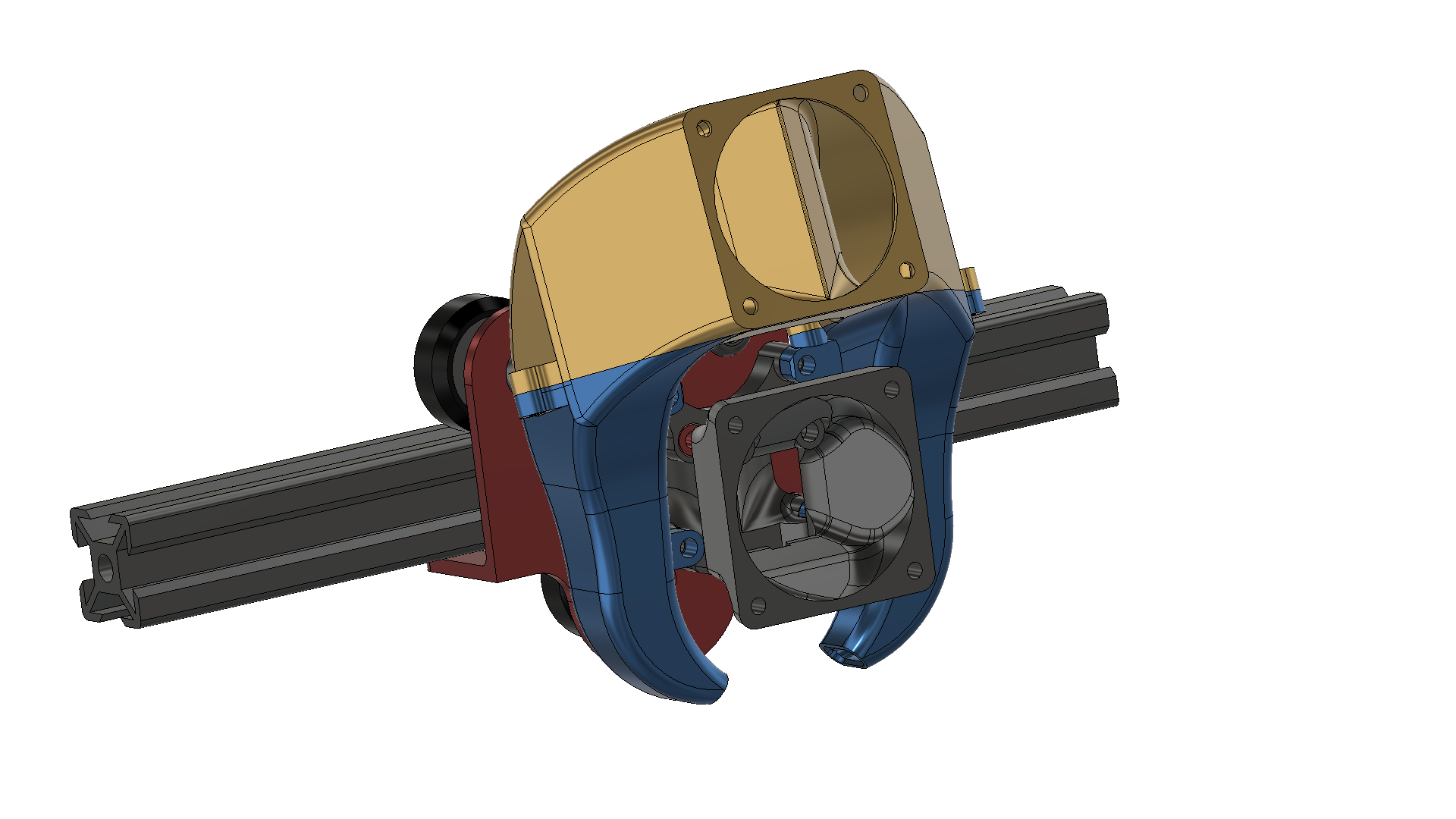
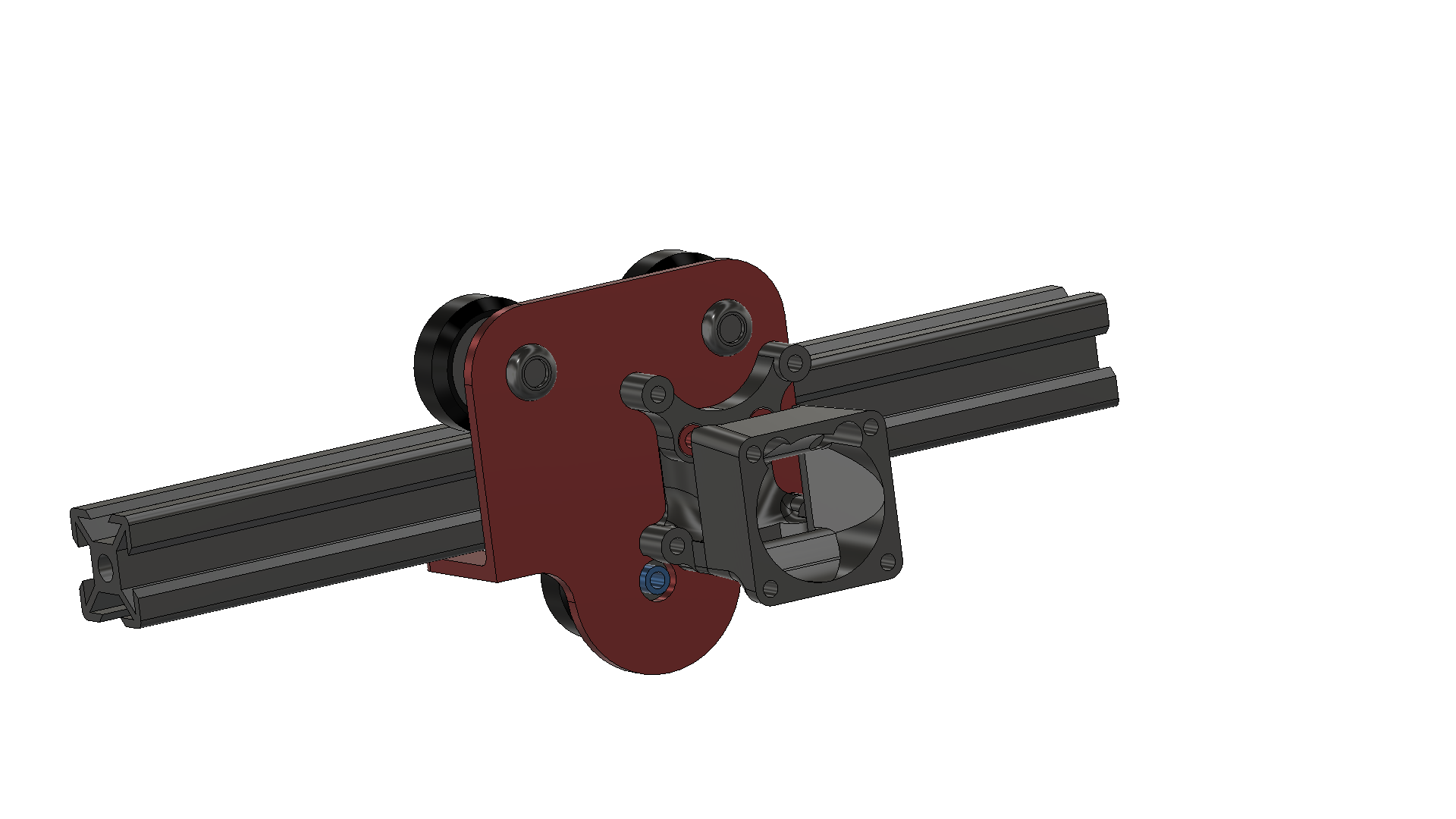
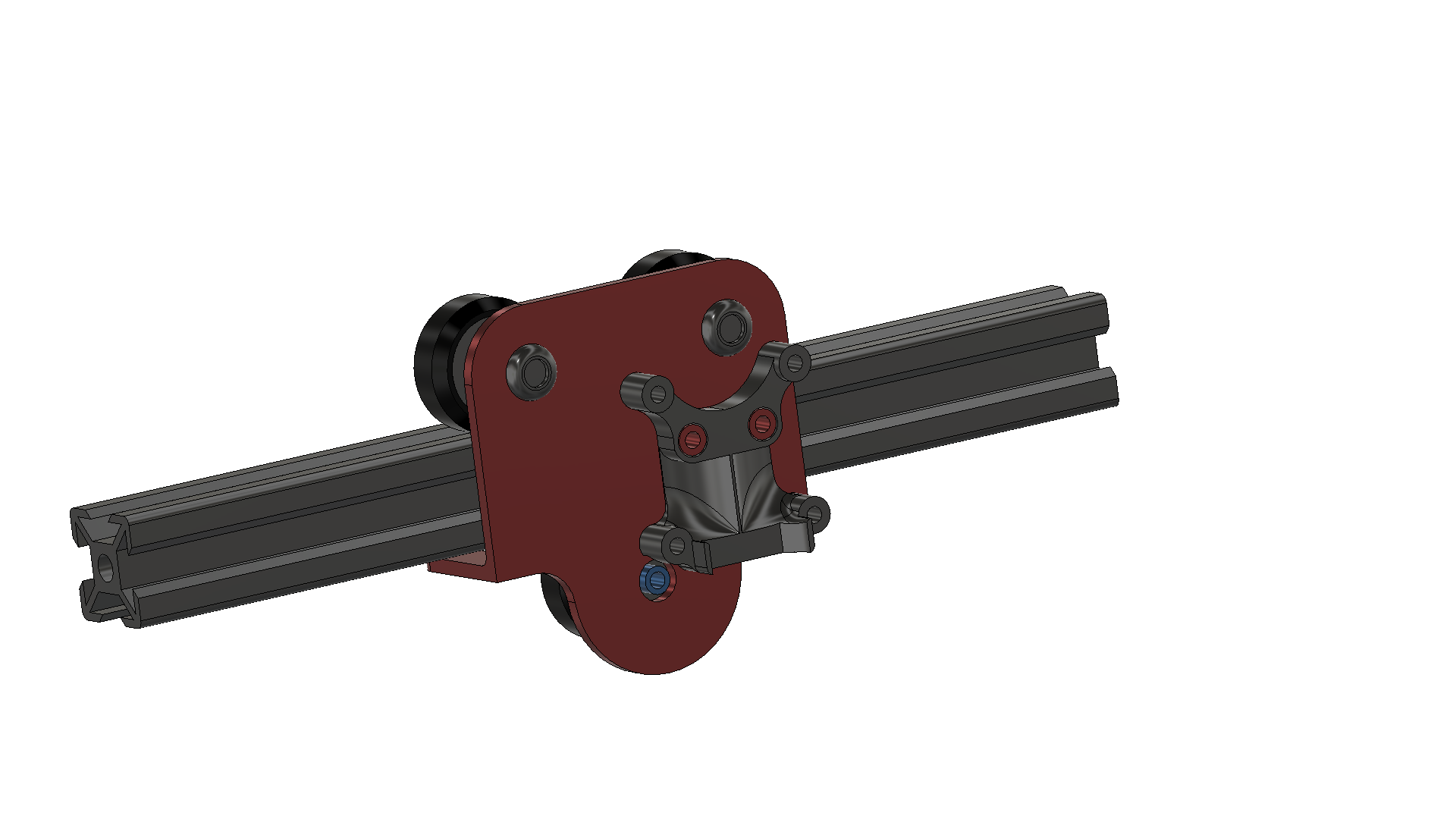
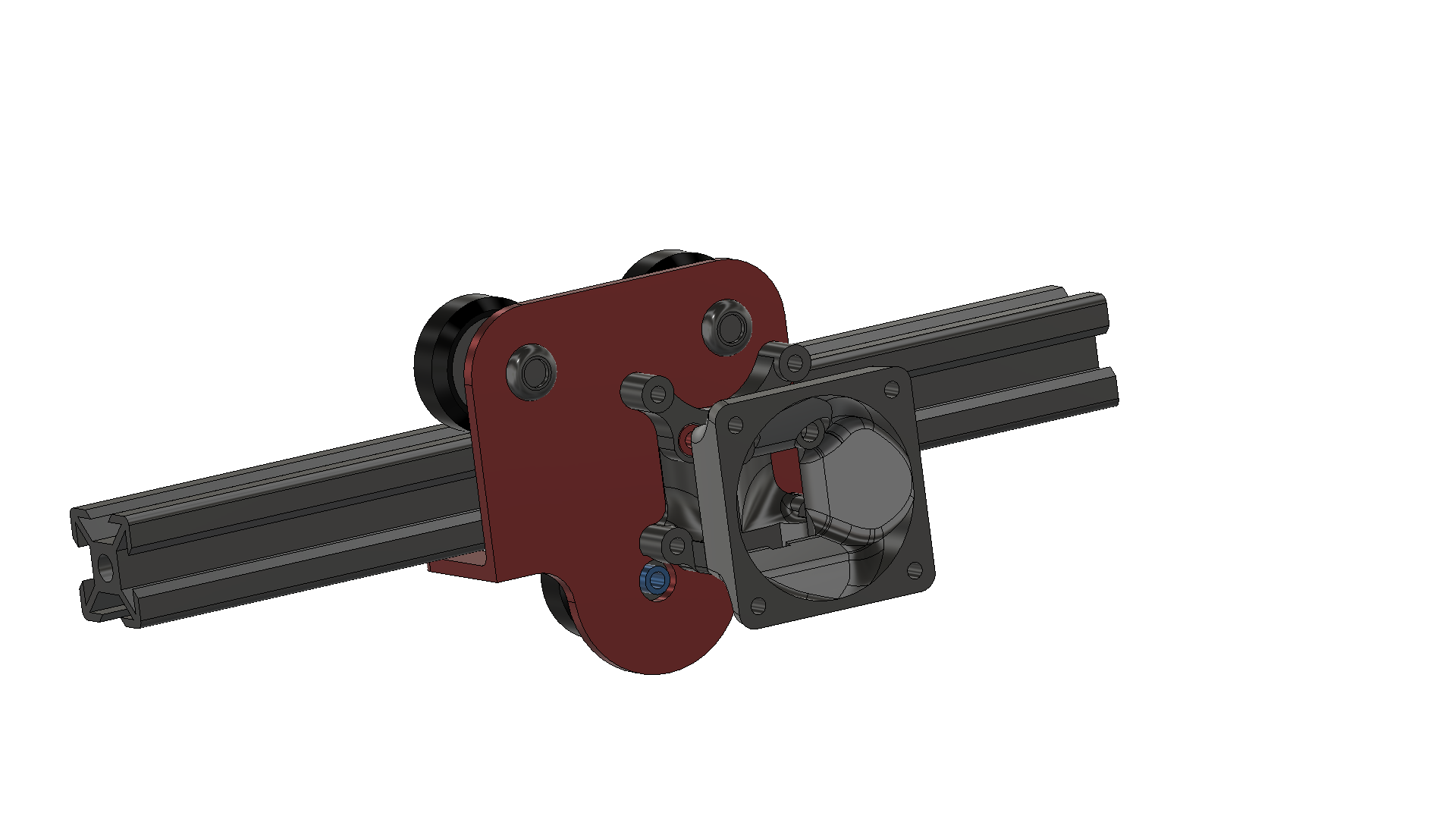
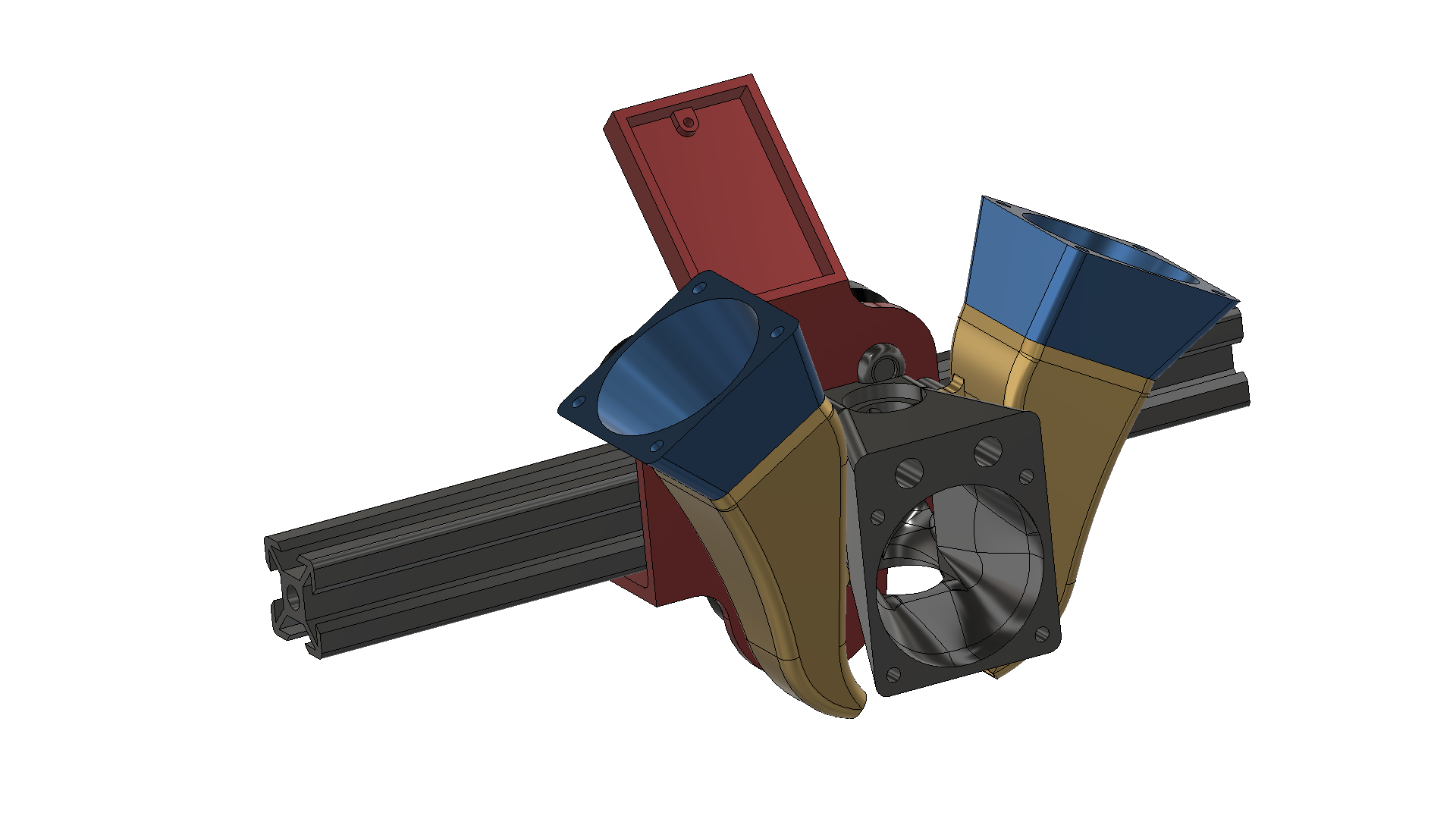
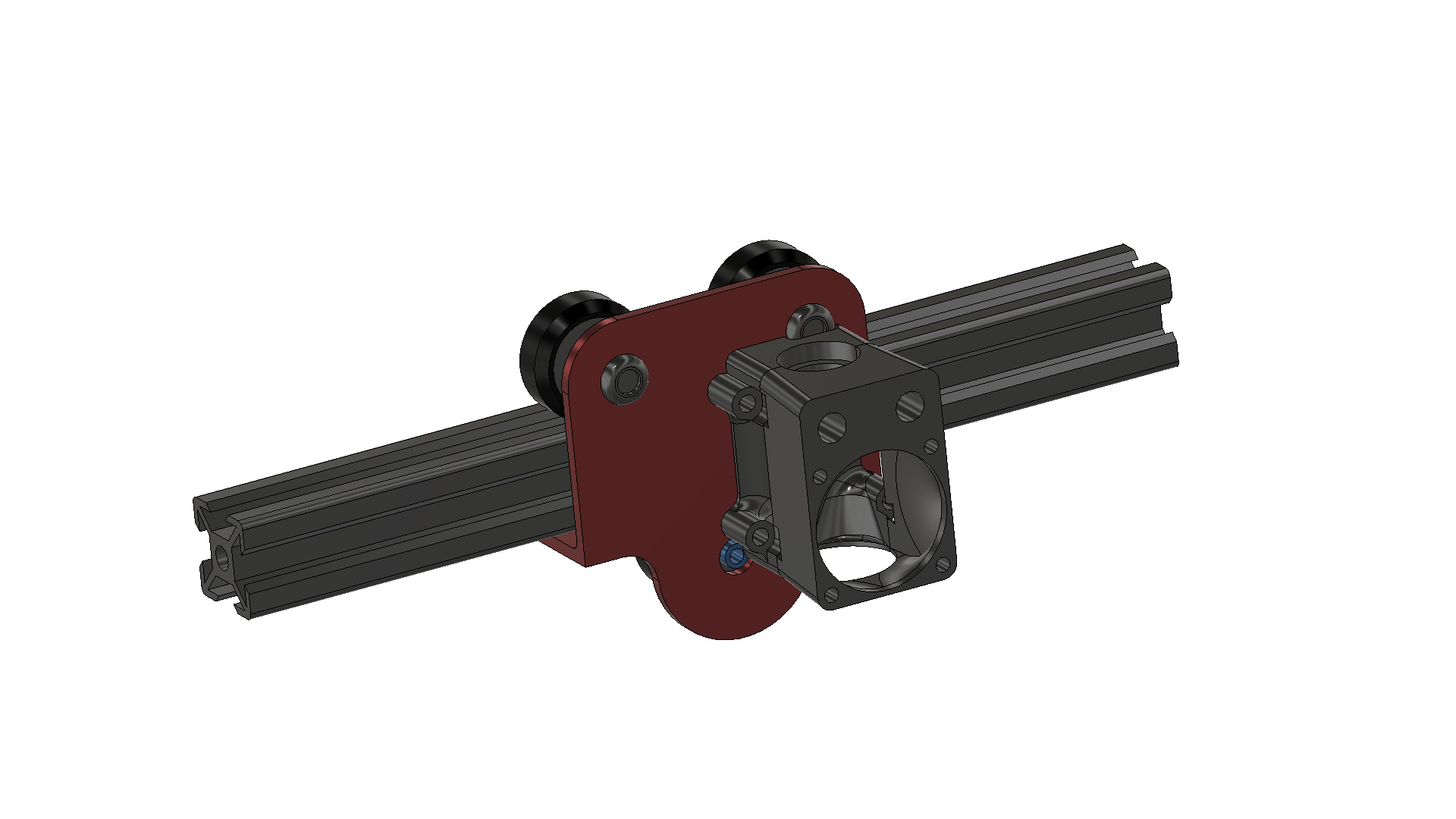
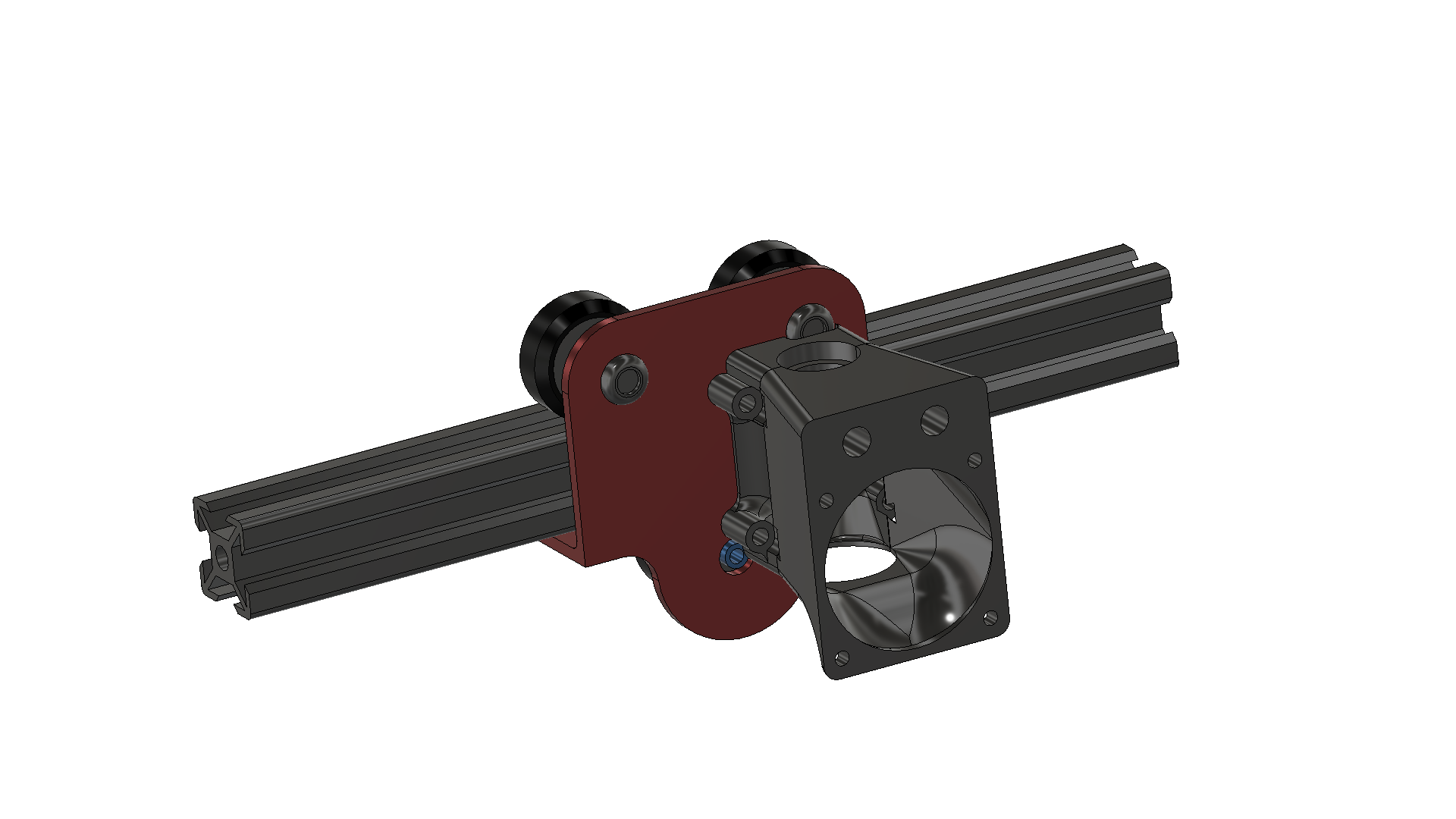
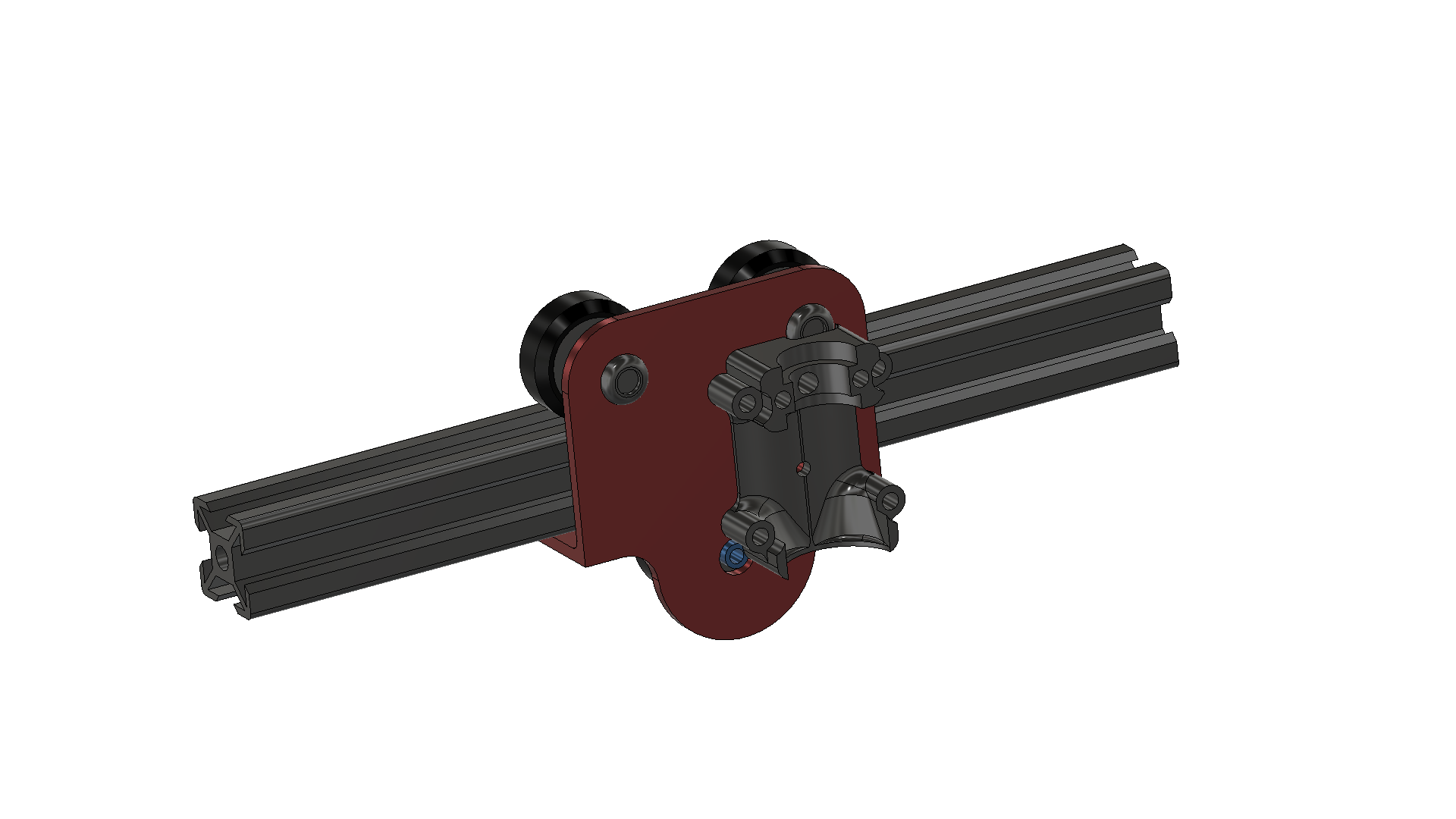
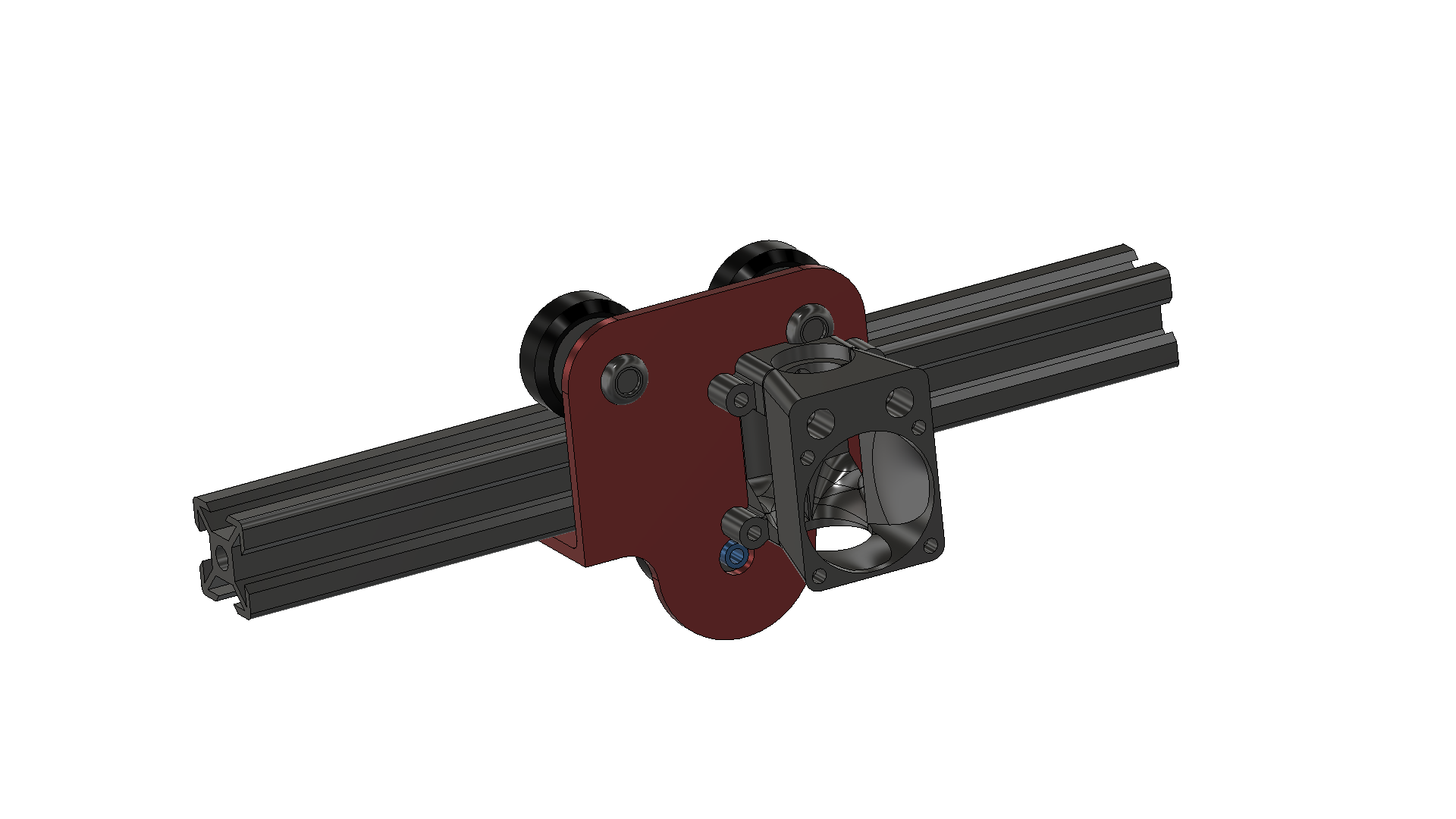
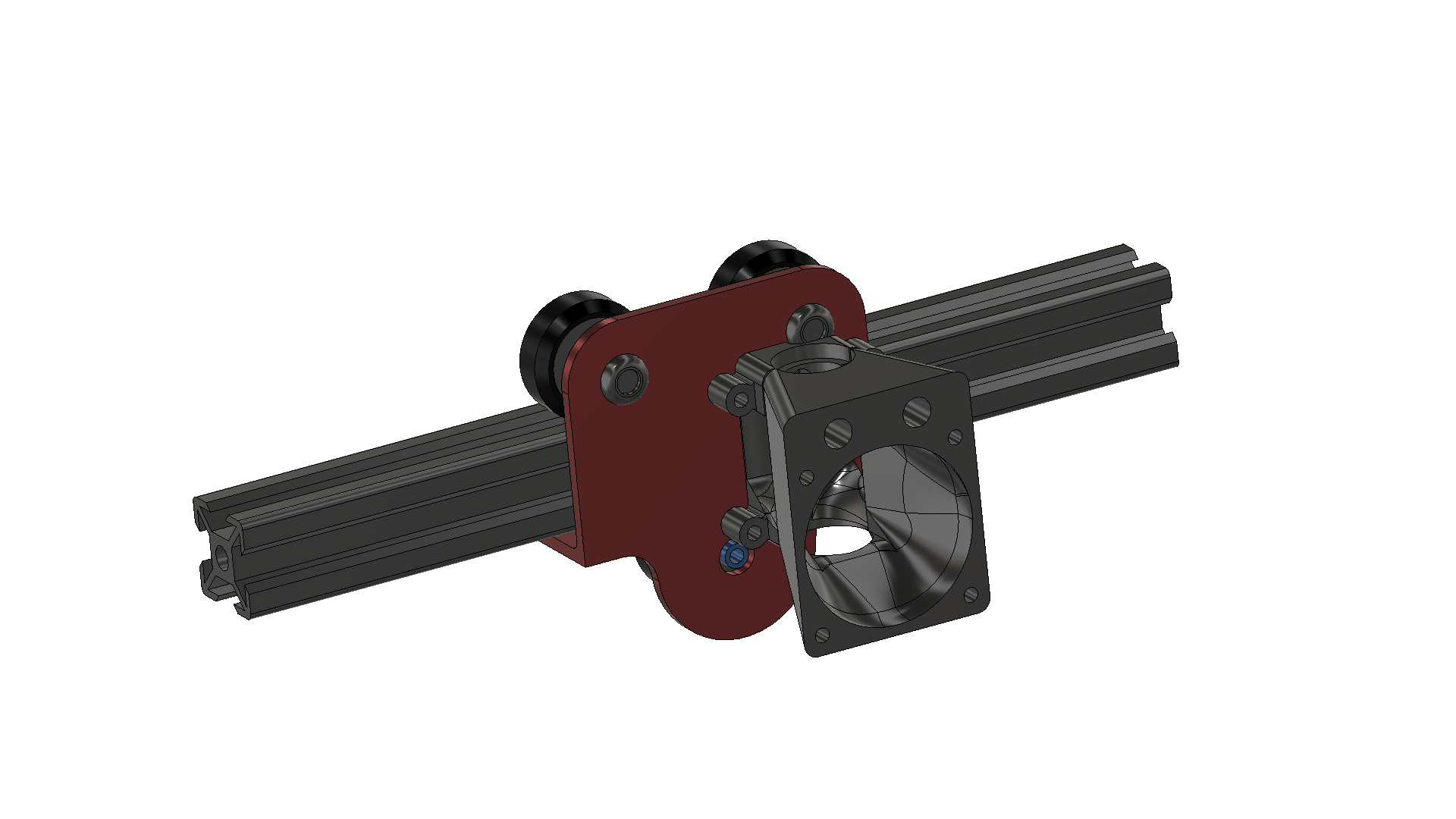
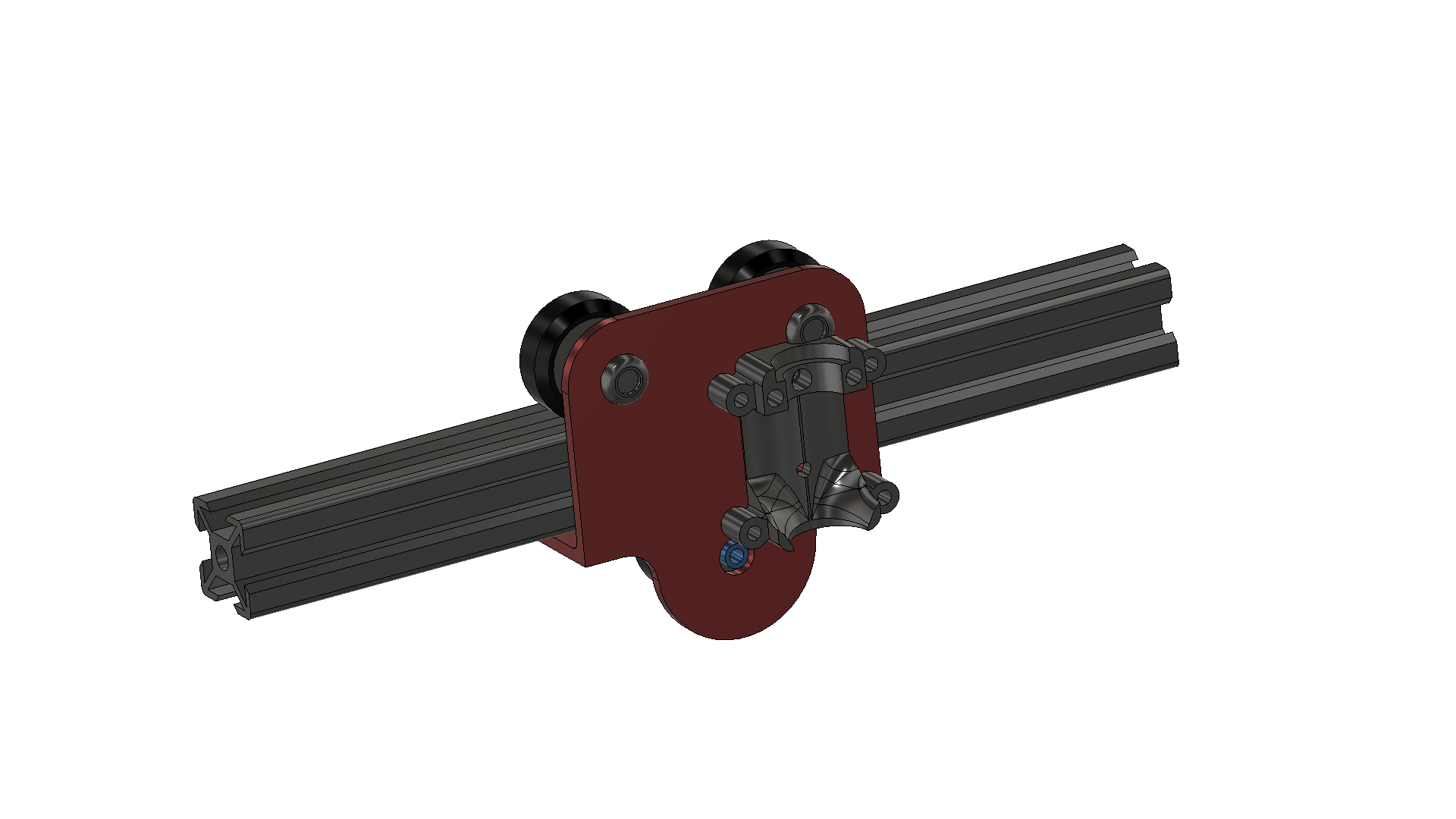
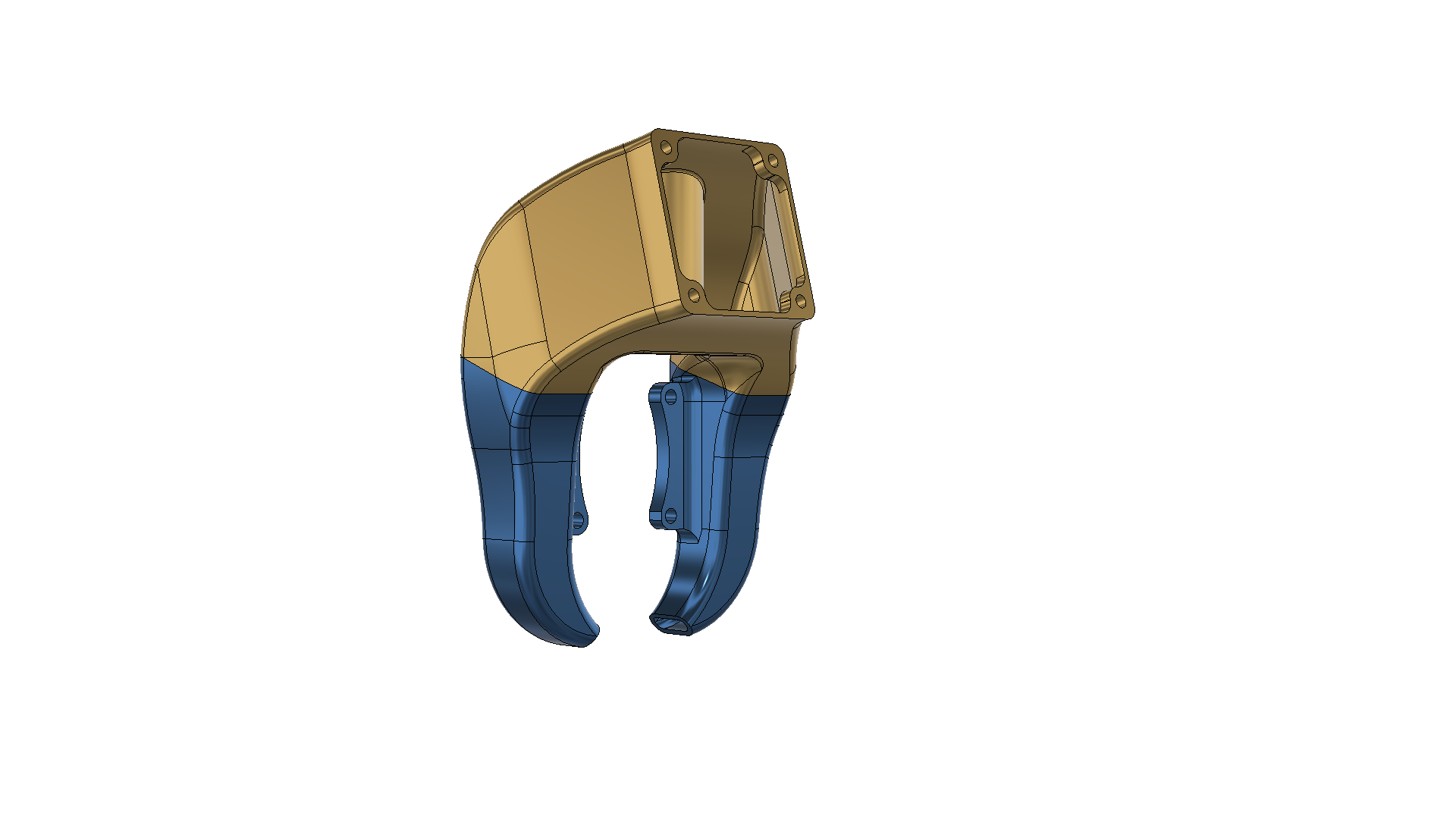
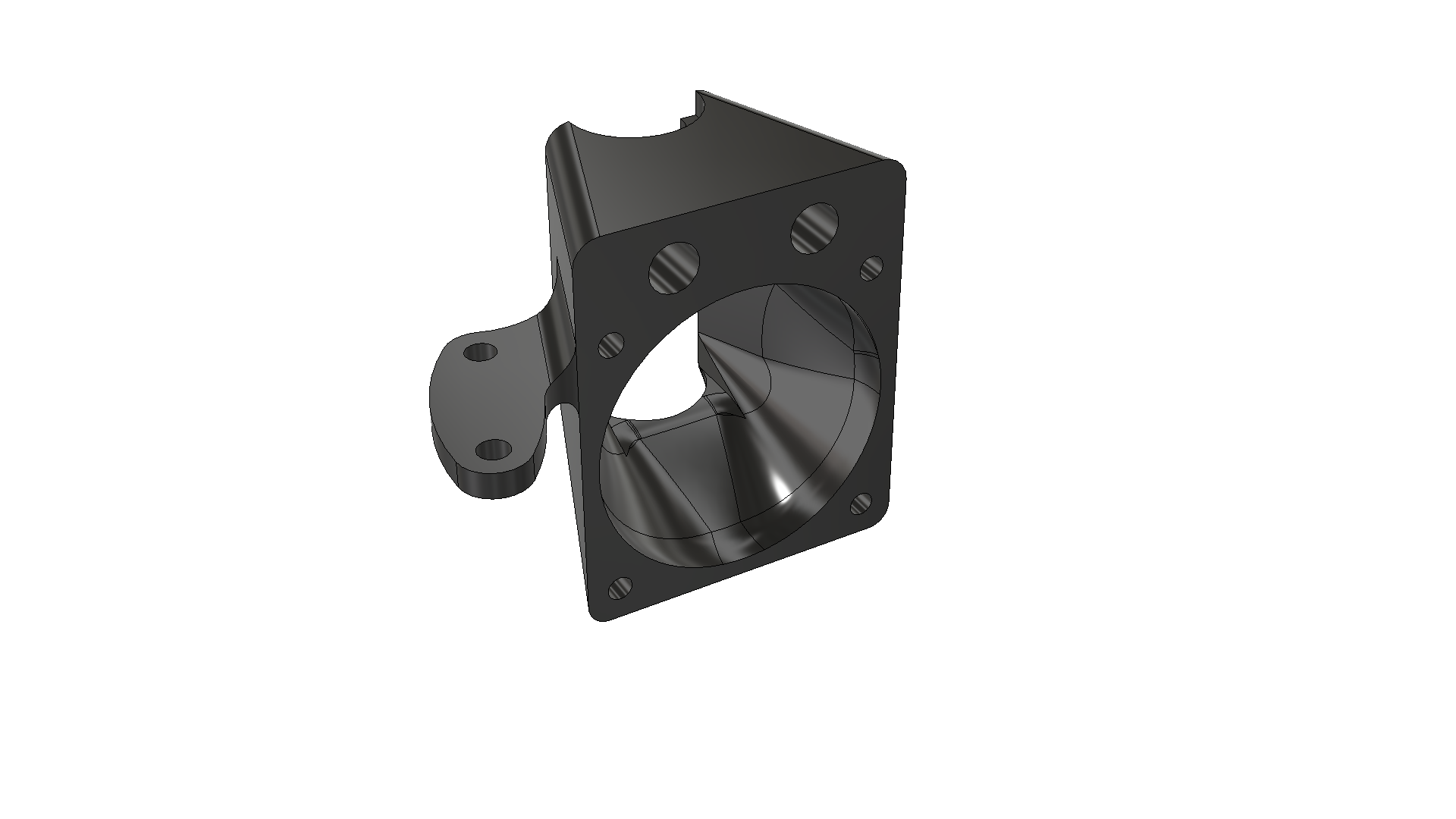
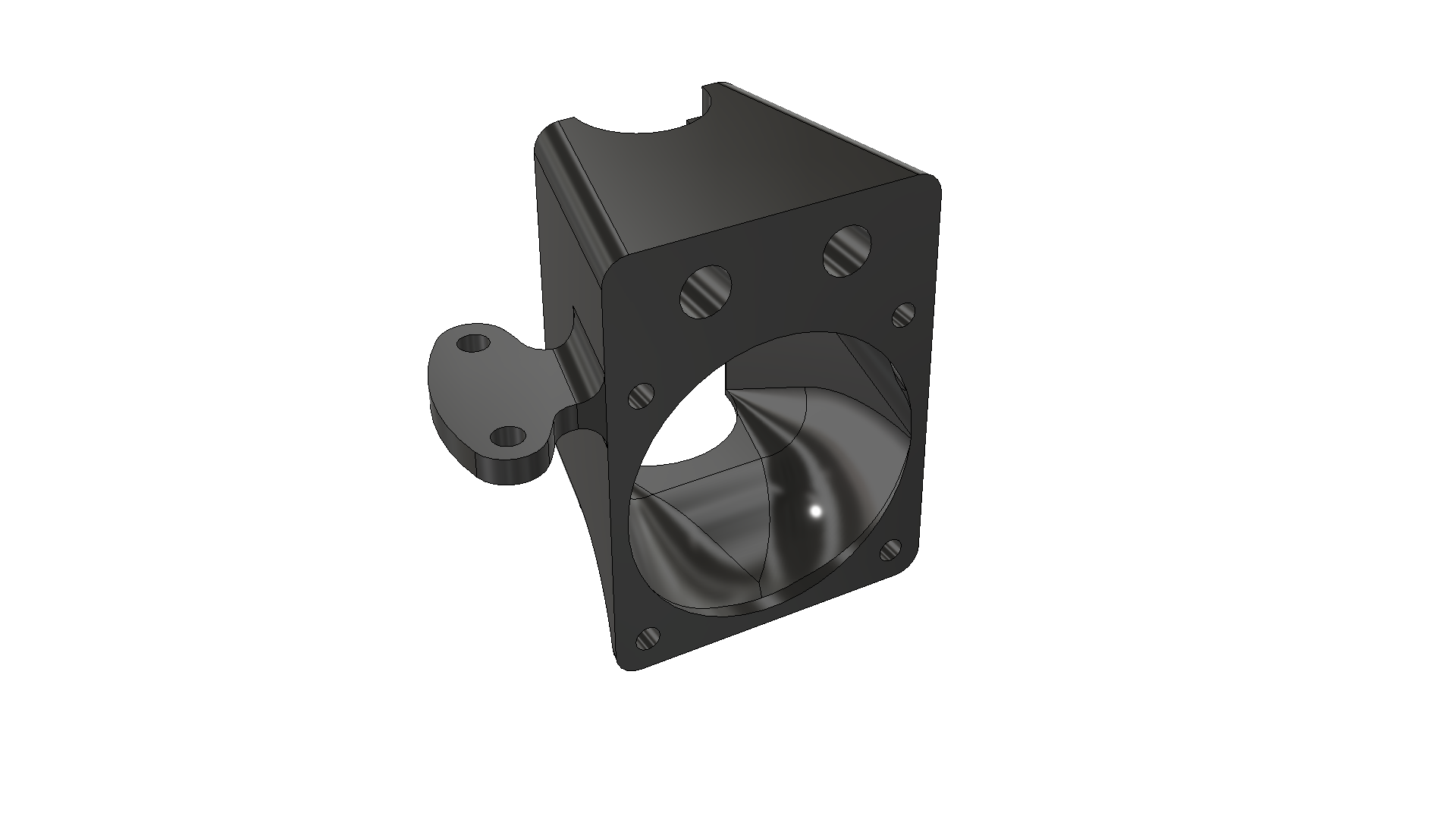
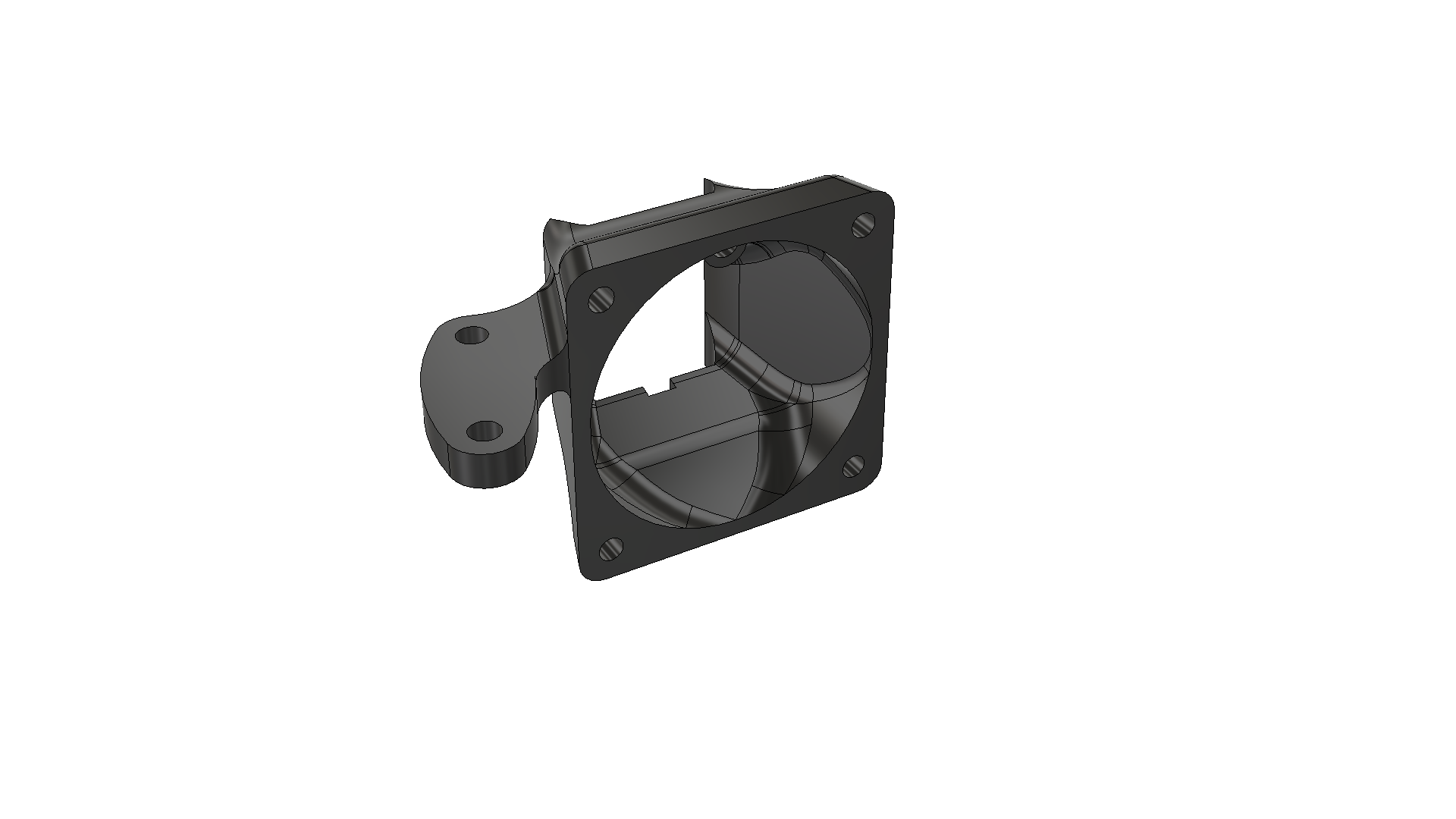
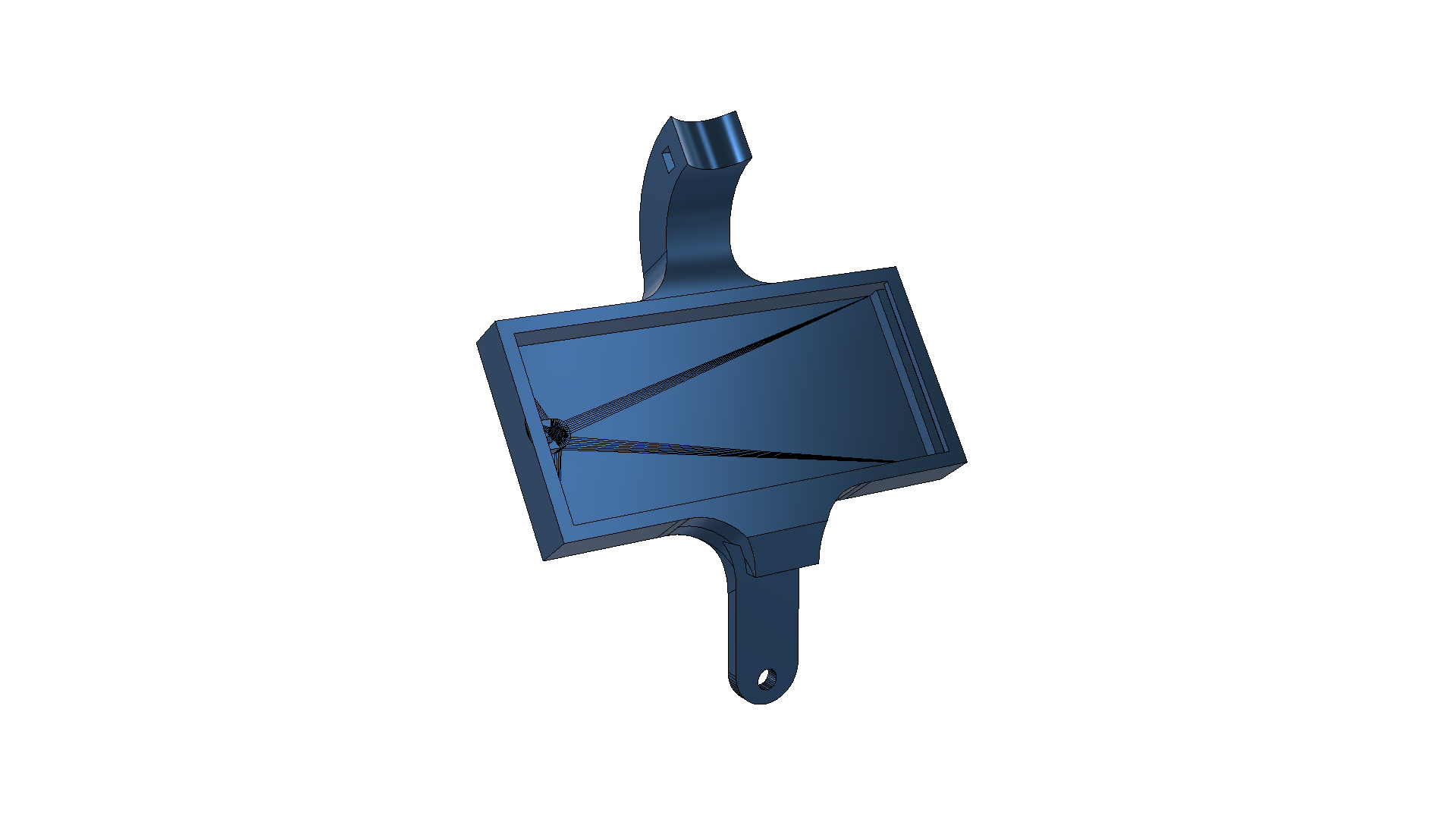
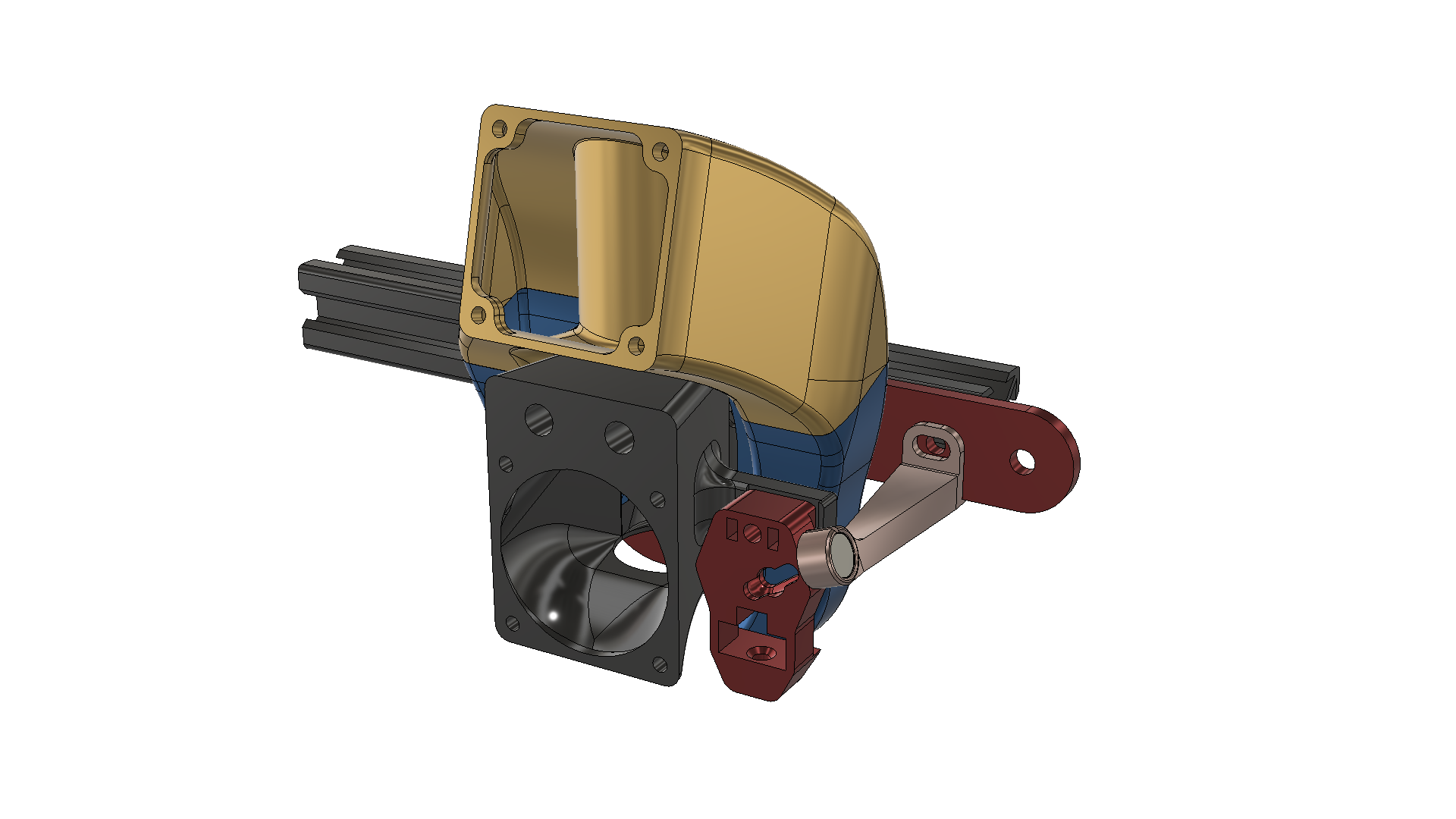
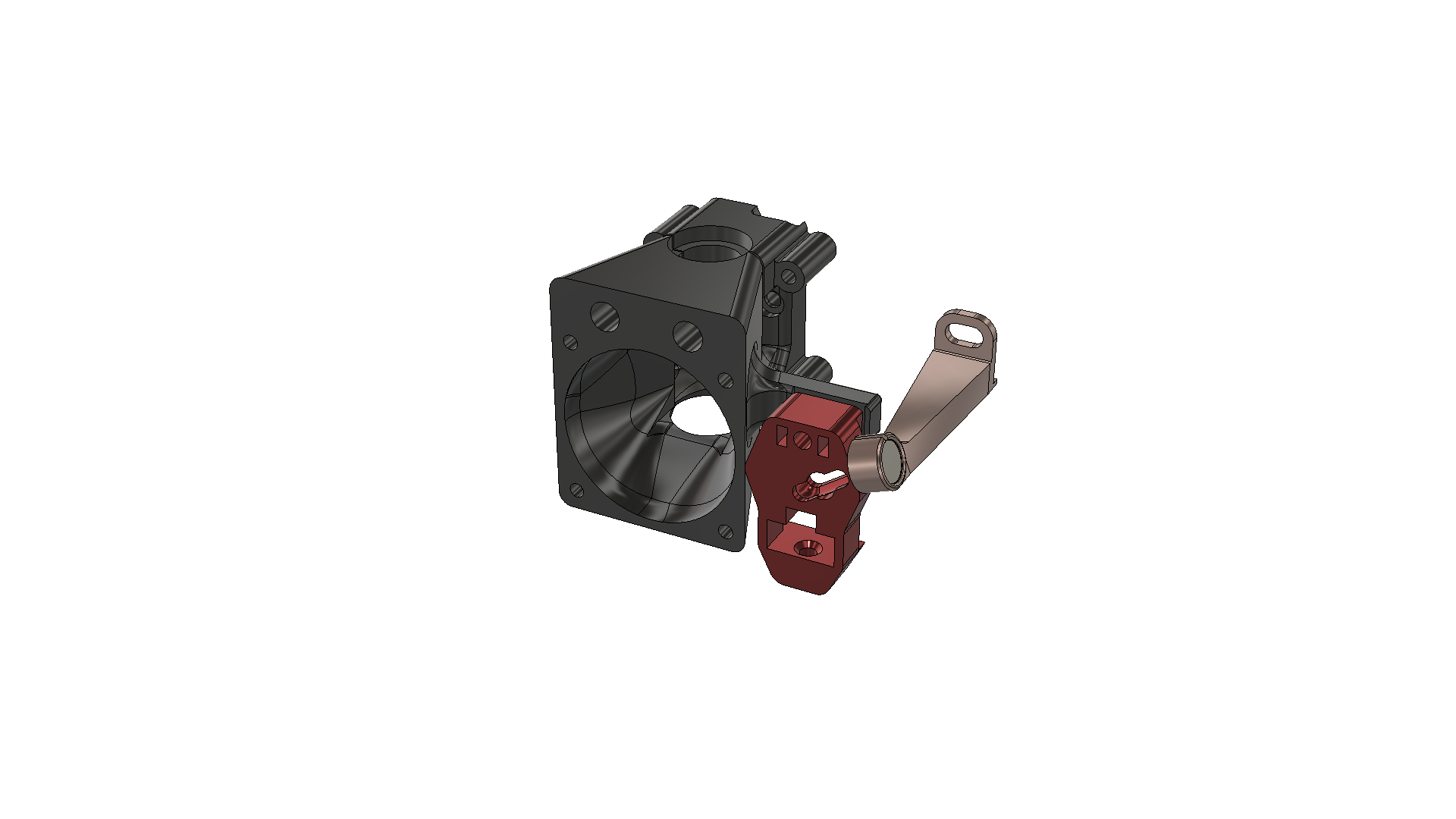
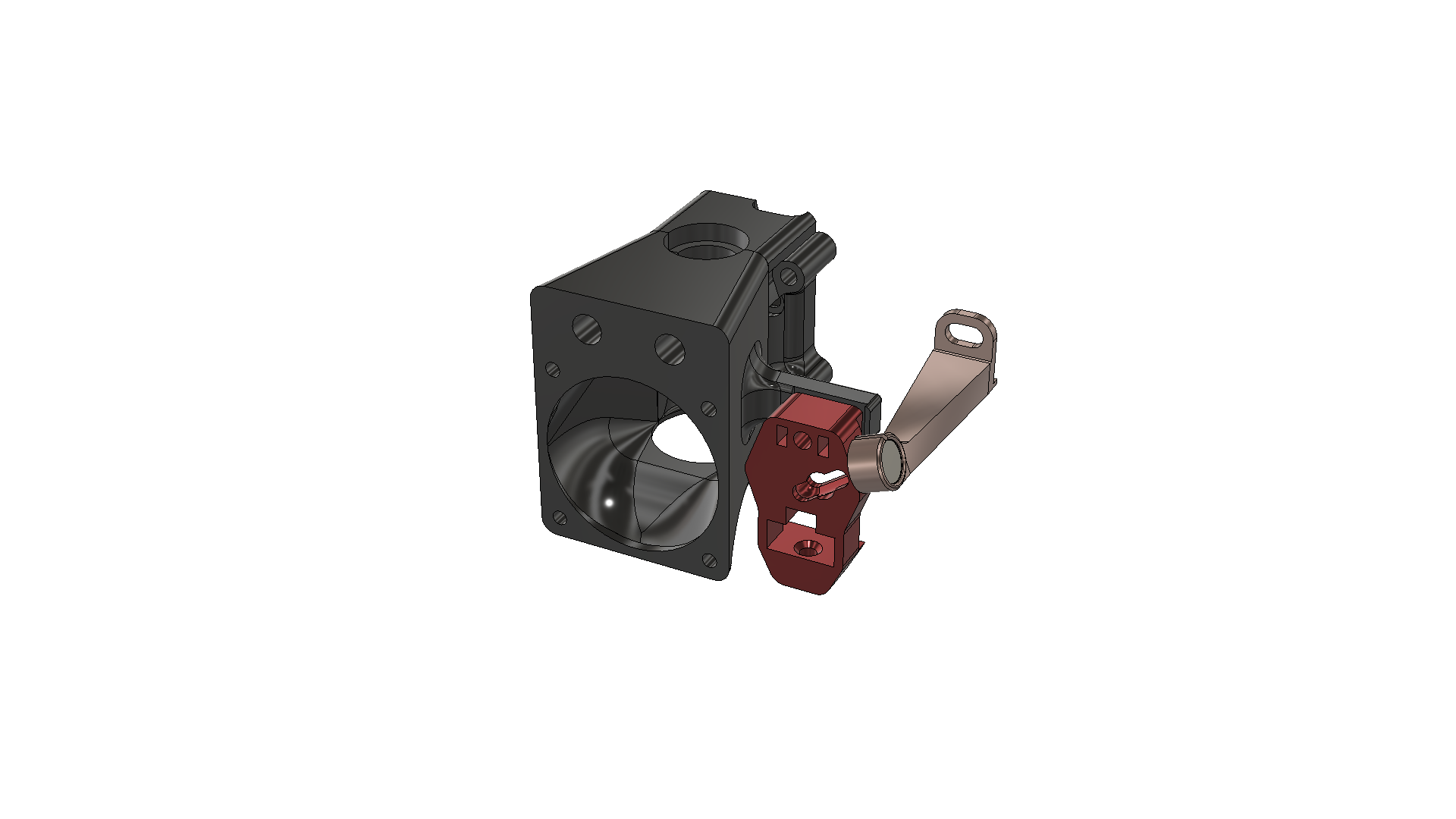
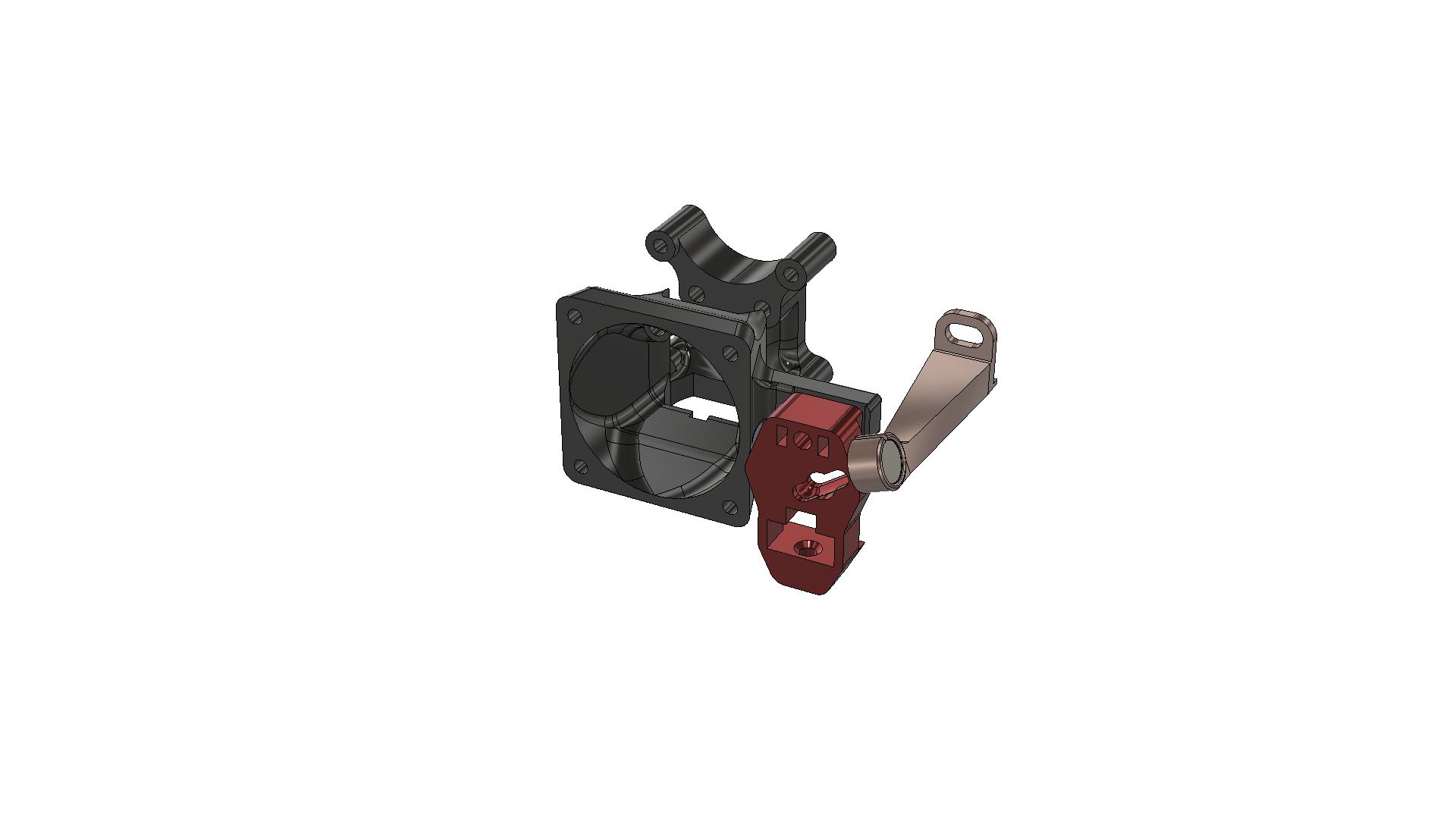
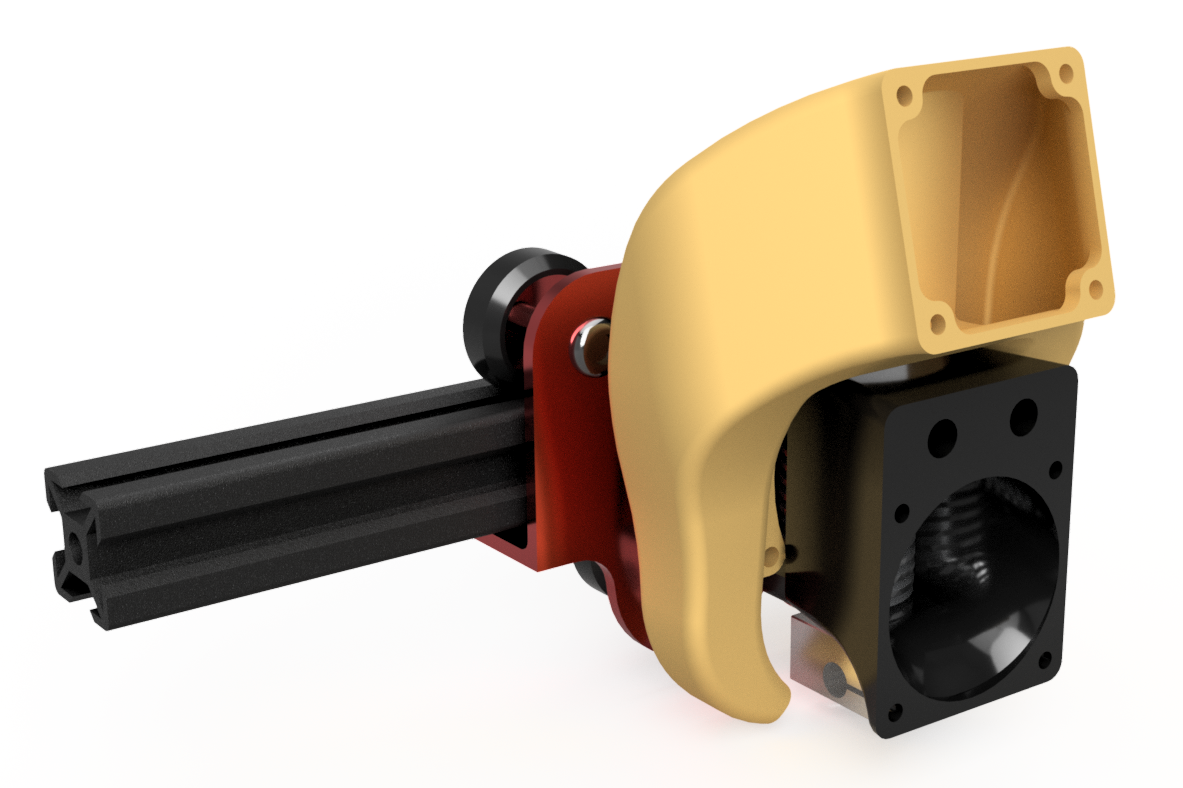
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
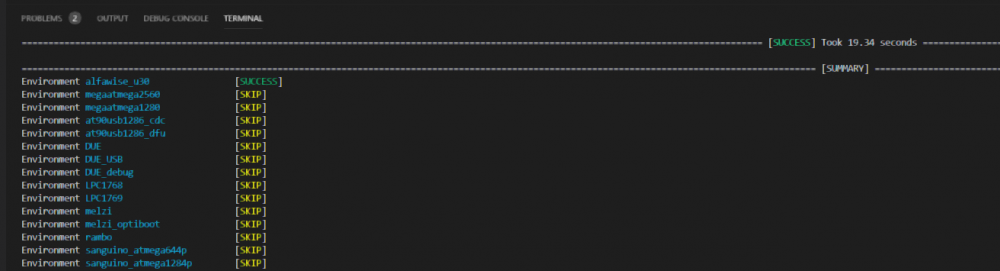
et de mettre "Rien" dans l'option "Avertissement du compilateur" pour éviter l'affichage de tous ces Warnings qui ne servent à rien.1 point
-
Tu as probablement mal remis "ton tuyau d'alimentation" appelé PTFE et maintenant ton filament bouche le Heatbreak !!! Redémontes tout et inspires toi d'un tuto, il y en a plein, pour couper et remettre un PTFE correctement...1 point
-
Salut , moi j ai placé une vitre coupée chez brico 30 x 30 sur 3mm pour 4.80€, j ai poncé a l eau au 600 . j ai alfawise u20 one. Bien dégraisser avant imprimé et pas besoin de mettre quoi que se soit comme produit pour l accroche.1 point
-
Bonjour, J'ai commencé à imprimer la proue hier dans la matinée, après 24 heures environs d'impression, l'imprimante m'a fait un petit défaut qui m'a fait arrêter l'impression et je me retrouve avec un beau morceau que je récupère bien sur(voir photo). J'ai décidé de récupérer le fichier de la première proue, que j'ai pu séparer et imprimer juste l'avant pour ensuite le coller avec des renforts sur le morceau que j'ai récupéré de la première impression. Je suis très satisfait du filament que j'ai acheté cher "filament ABS", j'ai une belle impression, on peu le voir sur les photos
 1 point
1 point -
Un peu de ponctuation suffirait à rendre ce pavé moins indigeste.....1 point
-
J'espère que la photo ne sera pas trop grande Bien à toi
 1 point
1 point -
Merci pour la bienvenue Oui, il y a un fork de Linux CNC, MachineKit, qui a une distribution pour Raspberry. Très tentant pour moi. Par contre il n'y a pas de référence à "bipode" dans la doc à première vue, mais il y a bien une possibilité de configuration pour les architecture non classique : http://www.machinekit.io/docs/man/man9/kins/ Je suis en train de fouiller dedans!1 point
-
Il faut notamment s'interroger sur la stabilité de l'alimentation.1 point
-
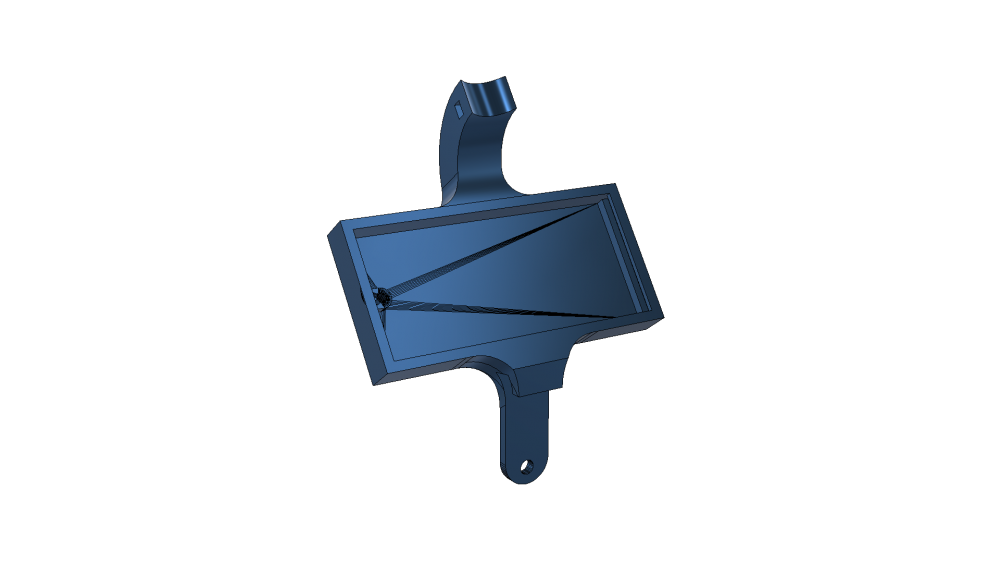
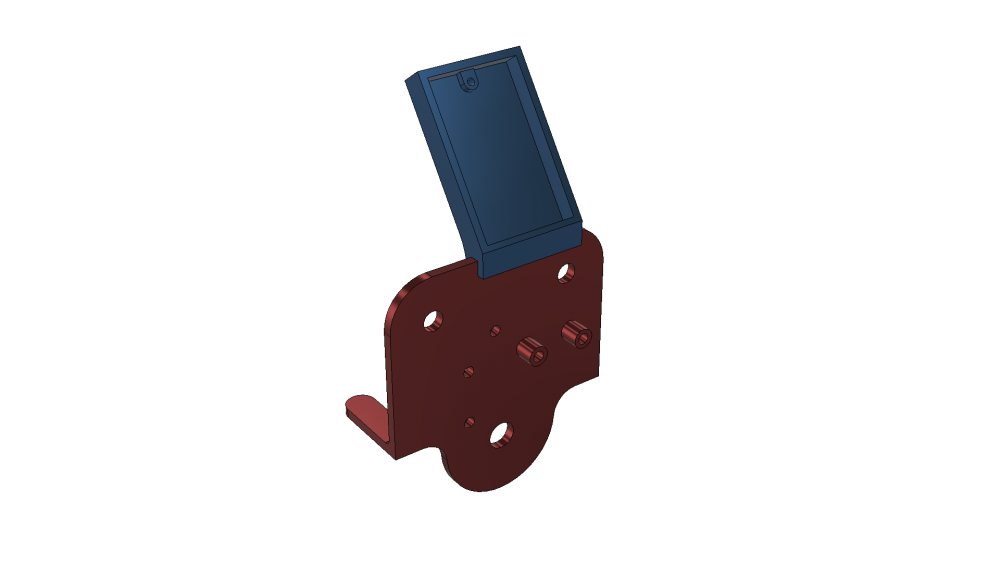
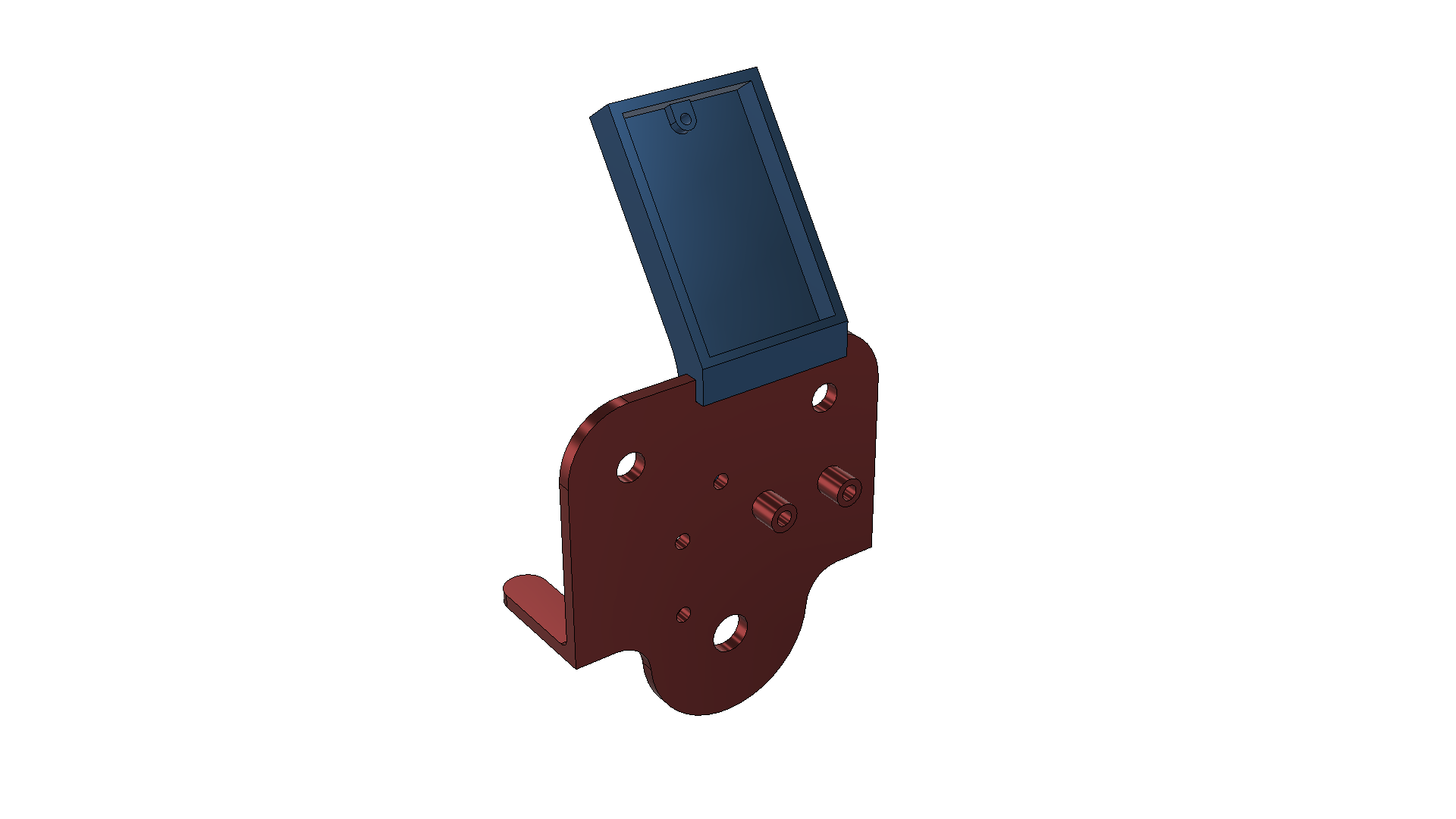
Je t'en ai modélisé un en 5 minutes: cache-écrou.stl J'espère que ça t'ira.1 point
-
Pourquoi des insultes, un forum sert à s'entraider. Moi même je débute dans l'impression 3d et les débuts ont été difficile, heureusement ce forum m'a aidé sans me faire insulter. Maintenant je vais compléter avec de l’aérographe, j'ai dans l'idée de réduire mon stock de filament et prendre principalement du blanc que je peindrai. J'ai acheté ça mais pas encore testé, j'attends la fin de mon print. https://www.amazon.fr/gp/product/B00UFERV9E/ref=ppx_yo_dt_b_asin_title_o00_s00?ie=UTF8&psc=1 https://www.amazon.fr/gp/product/B006960676/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1 https://www.amazon.fr/gp/product/B0090ZD6WA/ref=ppx_yo_dt_b_asin_image_o01_s01?ie=UTF8&psc=1 Le compresseur je le possède déjà, un compresseur de 50 l pour le bricolage. J'ai juste rajouté un filtre a particule.1 point
-
Vu le dernier symptôme que tu décris, la pin ENABLE du driver doit être inversée. En général ça peut corriger dans le firmware. [emoji6]1 point
-
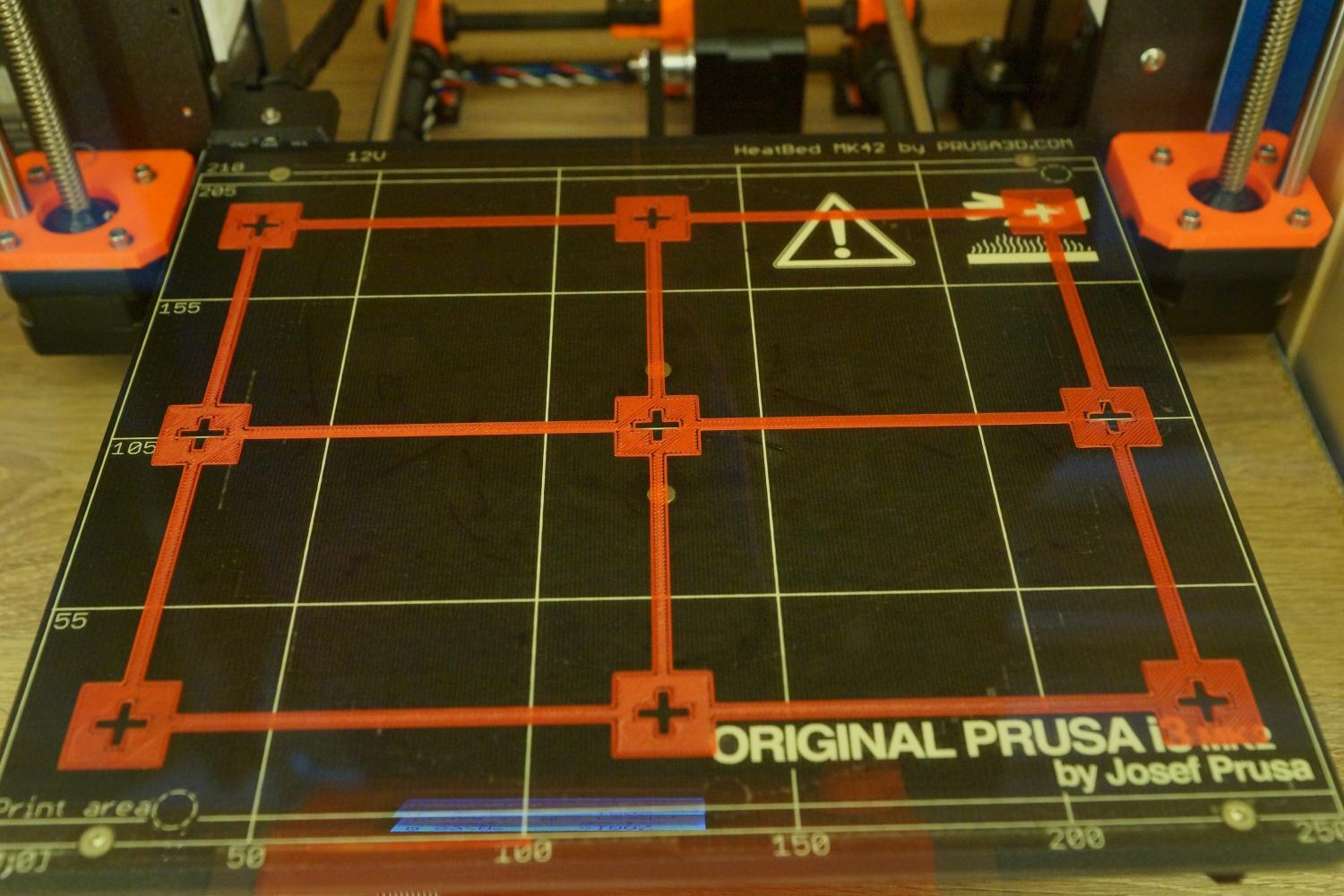
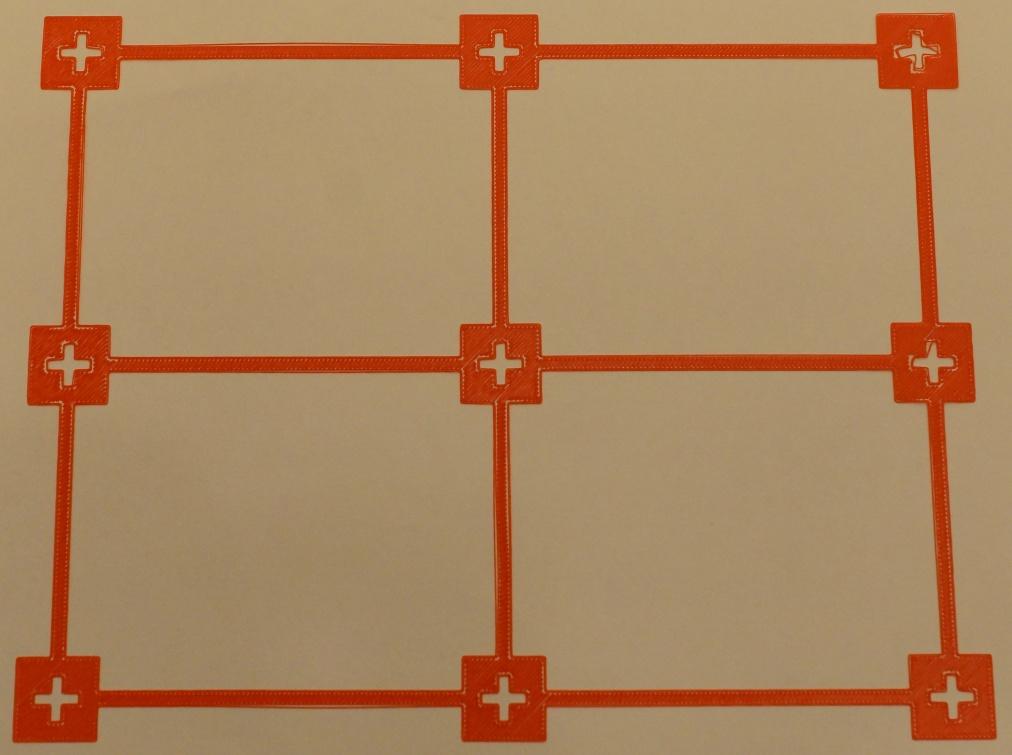
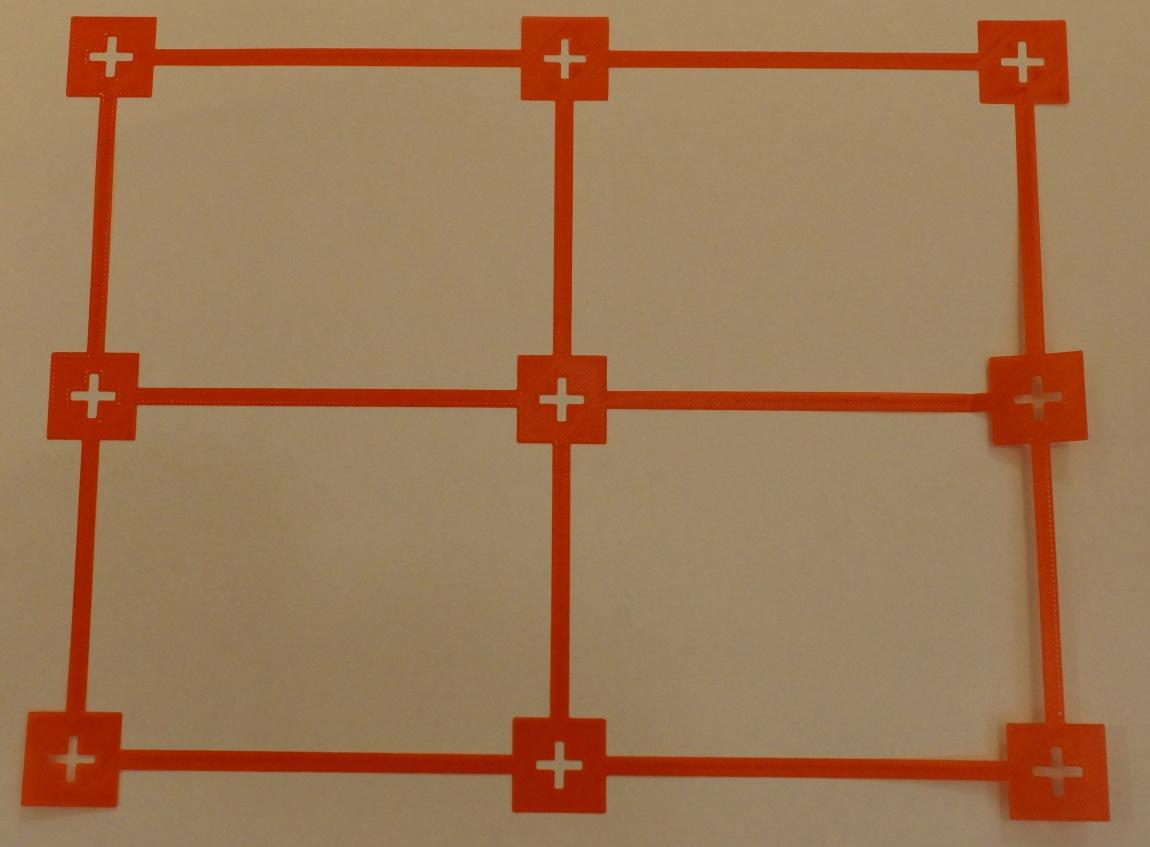
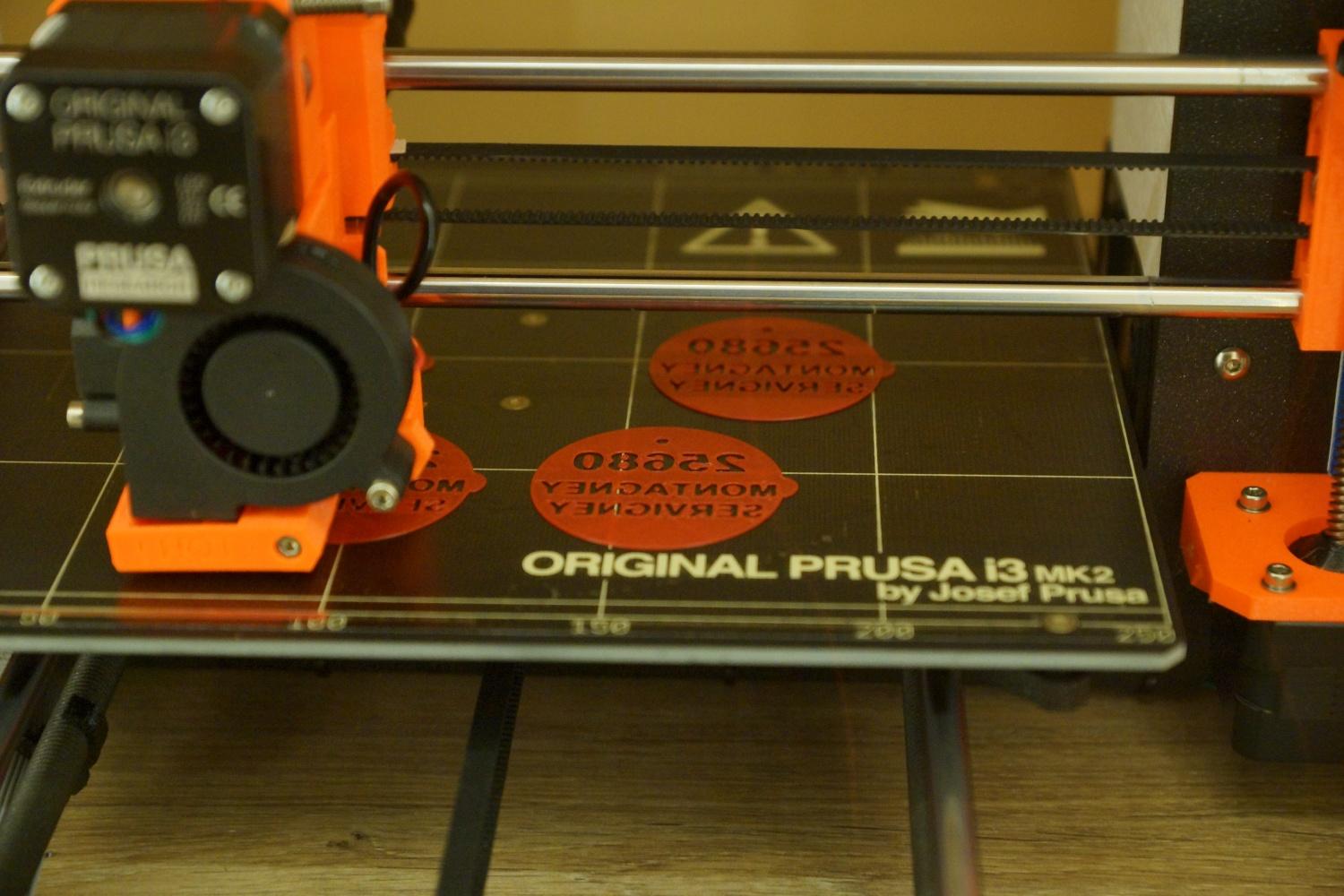
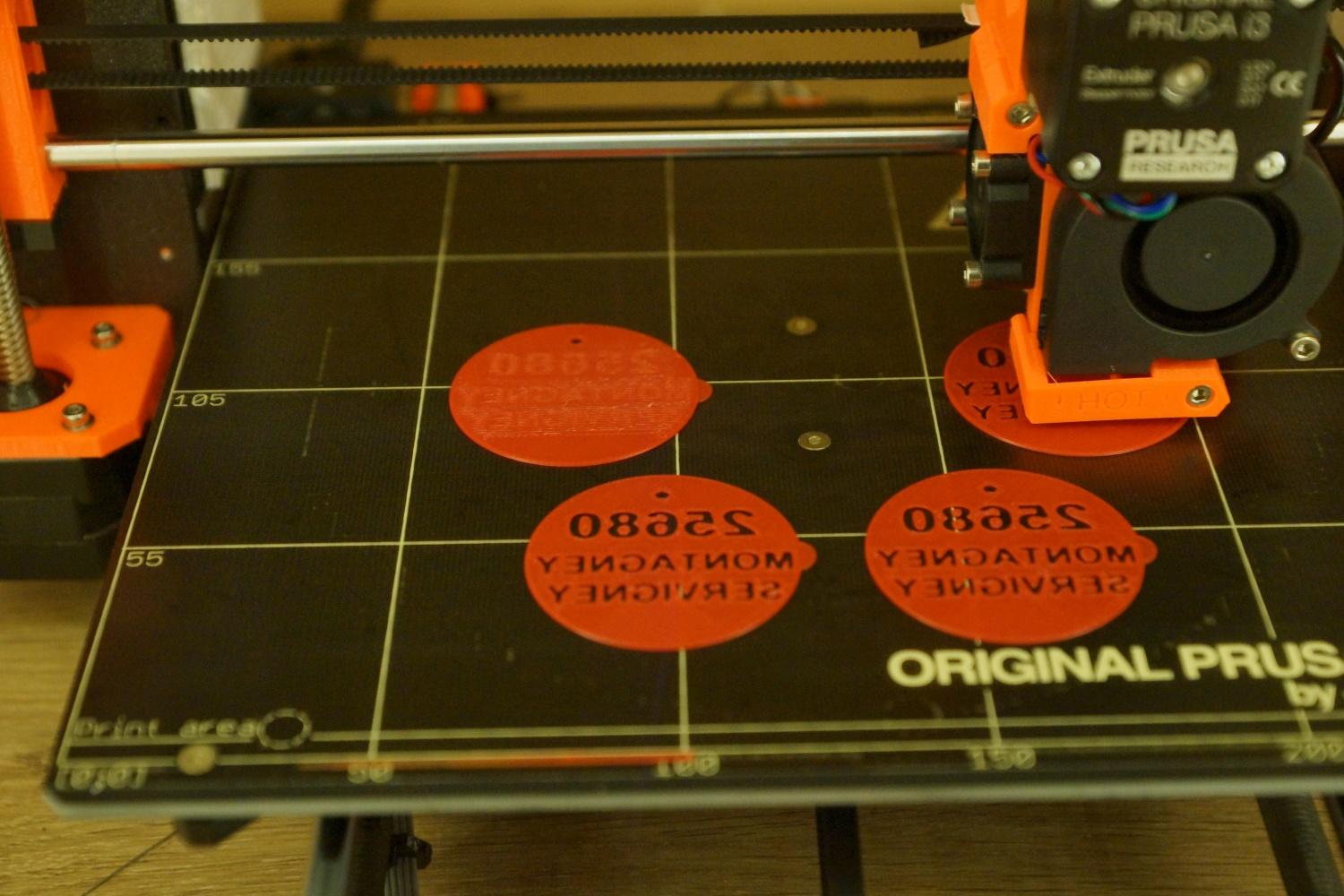
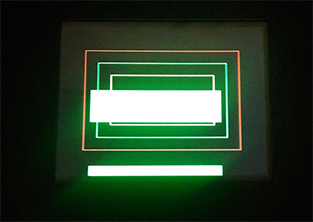
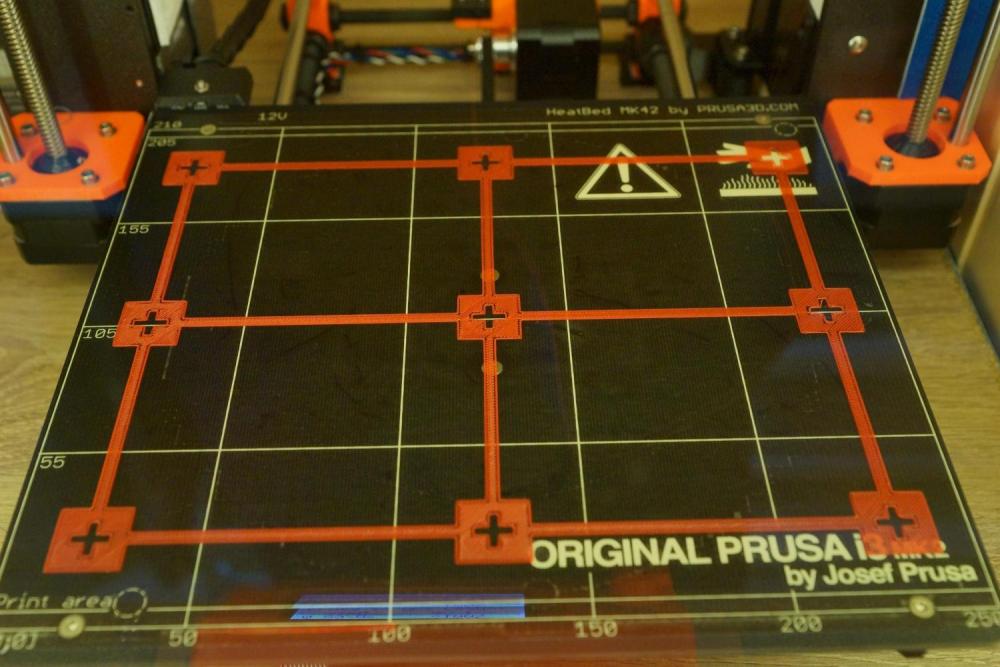
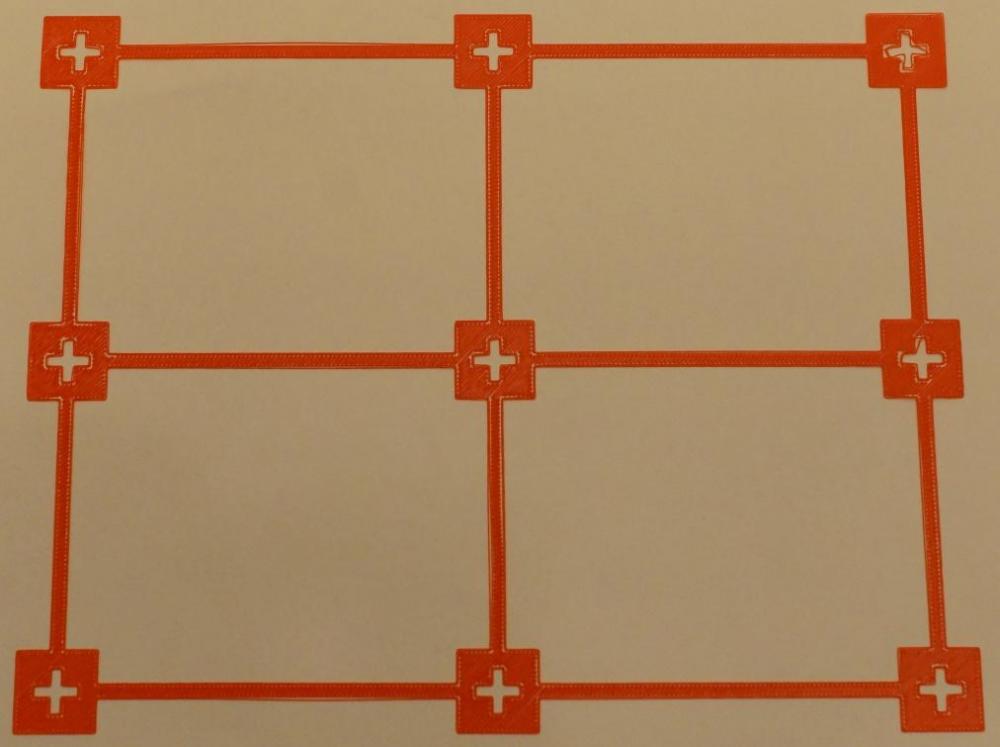
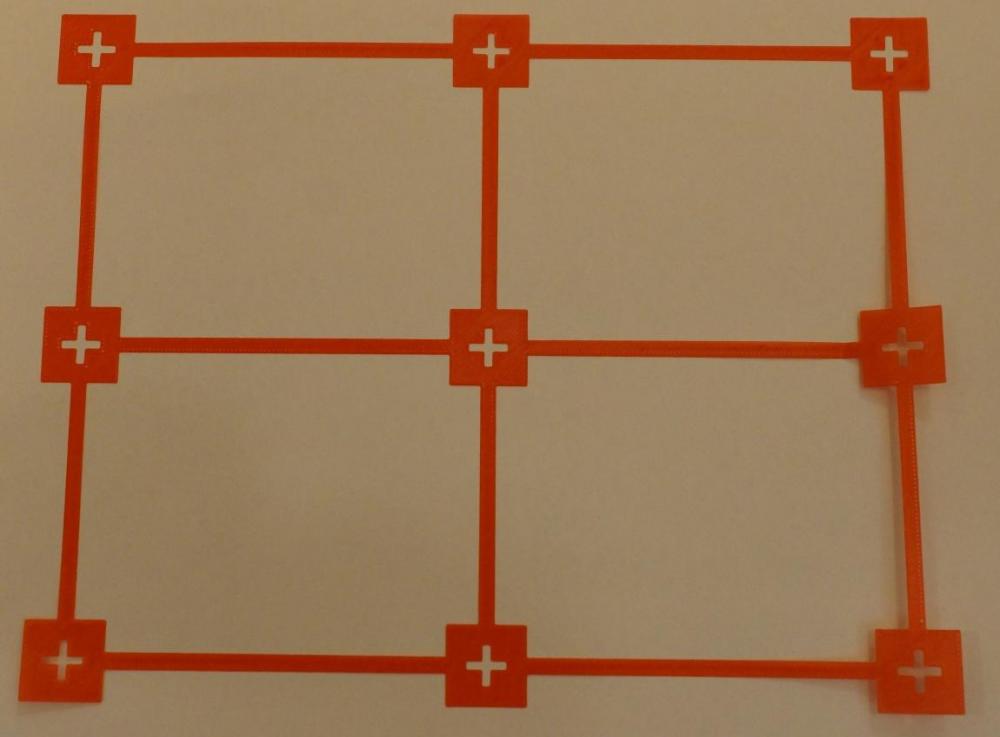
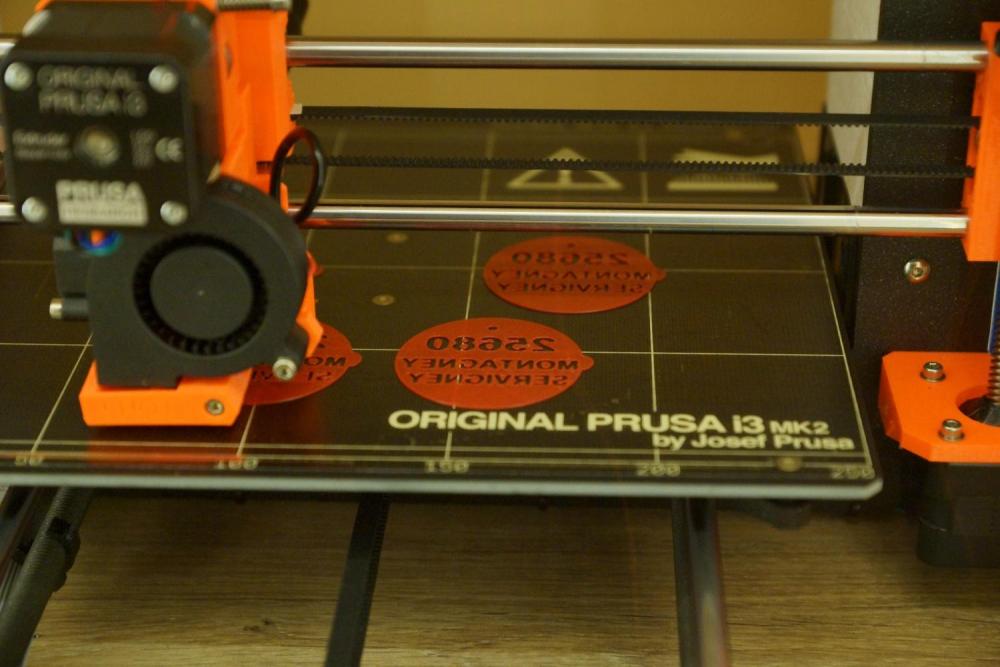
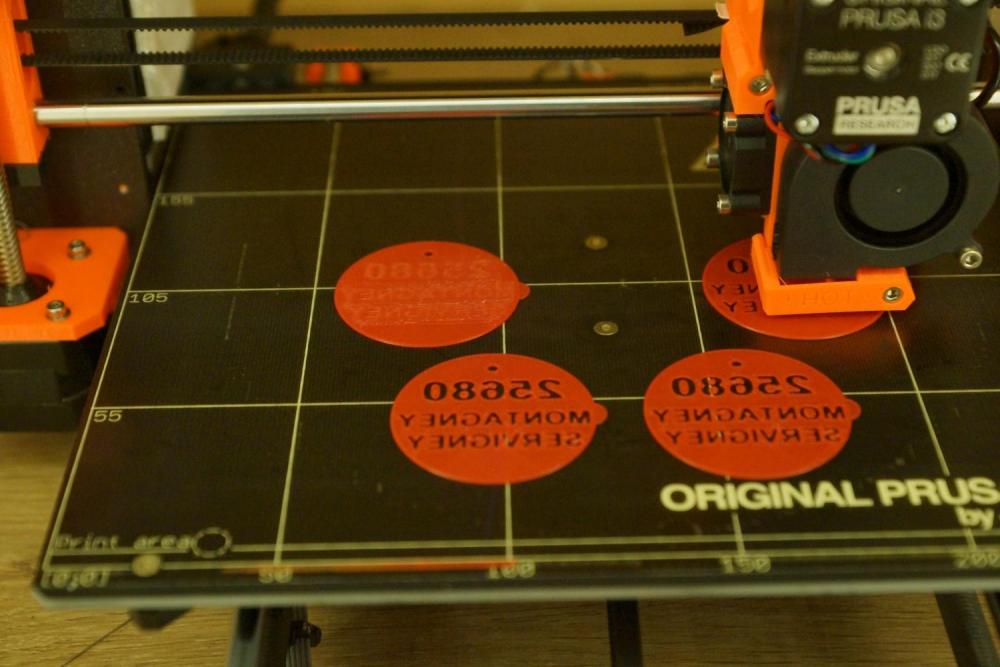
Alors maintenant je suis passé à l'ABS L'impression de test est catastrophique, la première couche n'est pas collée : J'ai du monter le live Z jusque -0.650 mm pour avoir quelque chose qui commence à être correct : La différence avec le réglage qui marche pour le PLA (-0.440 mm) est importante ! Finalement j'ai reglé le live Z à -0.670 mm pour l'ABS. J'ai pu imprimer des pièces et elles sont réussies : A bientôt


 1 point
1 point -
Bienvenue chez les imprimeurs fous ! @Tony01 Pense à ajouter le model de ton imprimante dans ton profil, ça nous permettra de mieux t'aider et plus rapidement1 point
-
as tu essayé de régler tes drivers ? le Z manque peut être un peu de voltage...1 point
-
Bonjour et bienvenue sur le forum Je fais aussi de l'helico1 point
-
Ca m'arrive aussi parfois. Pour éviter ça, je laisse une ou deux lignes vides au début du post, ce qui permet ensuite de revenir sur la première ligne pour mentionner les utilisateurs. Je fais de même quand je veux citer ou insérer un bloc "citation" ou un bloc "code" où là je laisse une ligne après. Ceci dit, un bloc "citation / code" peut être déplacé à l'endroit que l'on veut en cliquant en haut à gauche de celui-ci, une croix fléchée apparait, on peut en maintenant le bouton "gauche" (droit pour moi, ma souris étant inversée ) mettre le bloc où l'on veut. Pour supprimer un bloc, en plaçant le curseur de la souris en haut à gauche pour faire apparaître la "croix fléchée", appuyer sur la touche "Suppr" ou "Ret. Arr. (Backspace)". Pour la tête bi-couleur évidée, je l'ai aperçue effectivement. Elle n'est pas tellement plus chère que celle que tu as montée sur ta machine ( @yopla31 en a aussi une) . J'ai aussi vu qu'on commençait à trouver des clones / copies des têtes Mosquito (tête capable d'extruder à très haute température (>400°), un peu comme la tête de chez Dyzend que @Guizboy a sur sa CR10 fortement améliorée, utile pour certains filaments techniques ULTEM par exemple ).

 1 point
1 point -
@Duncan4031 Tu as aussi la possibilité de brancher ton imprimante sur un onduleur. Par contre suivant sa puissance, il tiendra plus ou moins longtemps sur sa batterie. Ma CR10 est branchée sur un onduleur 650VA, les coupures sont rares par chez moi...1 point
-
Sinon, en bricolant / adaptant, peut-être que le magnet-fit de hotends.fr pourrait fonctionner ?1 point
-
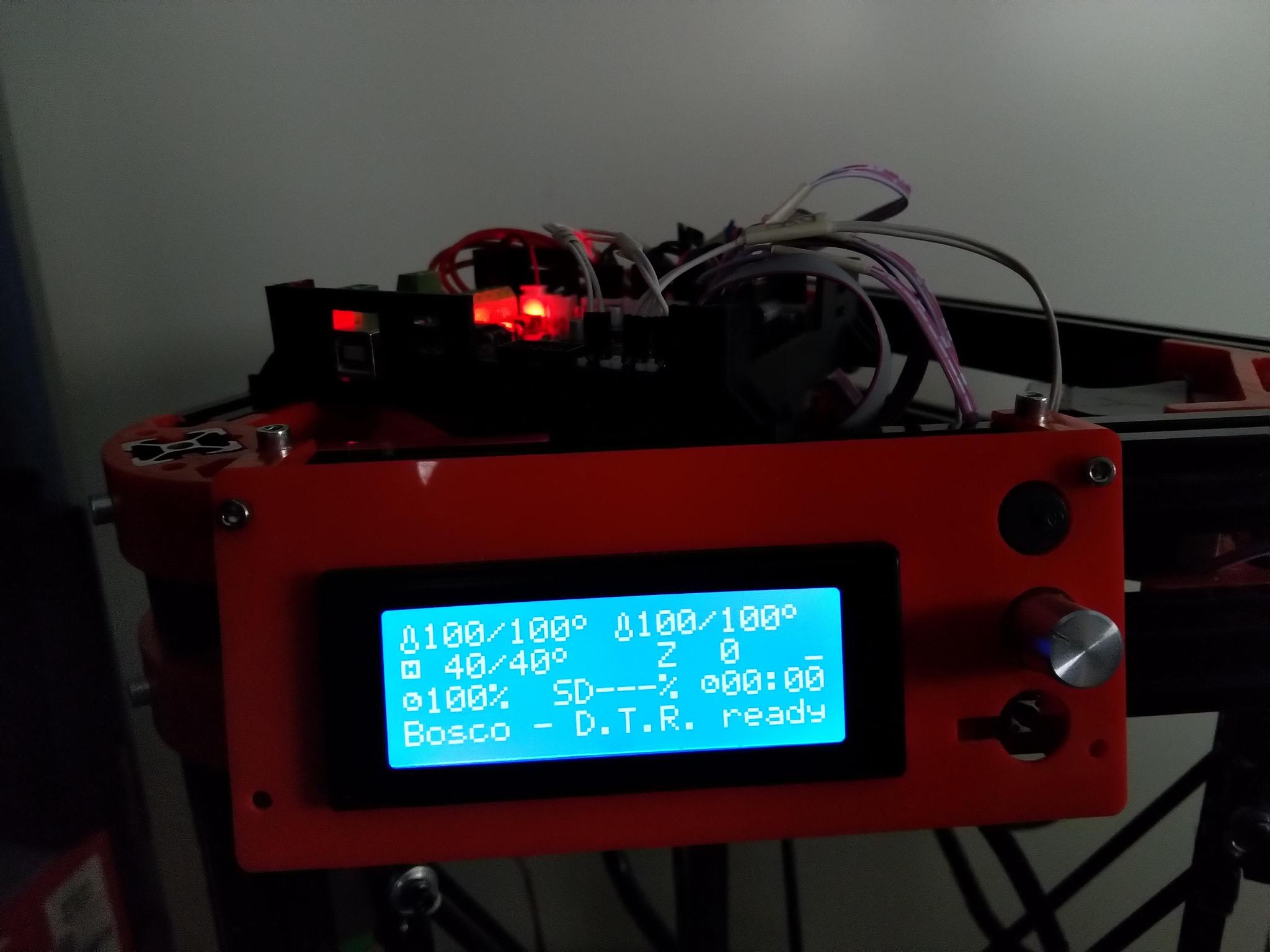
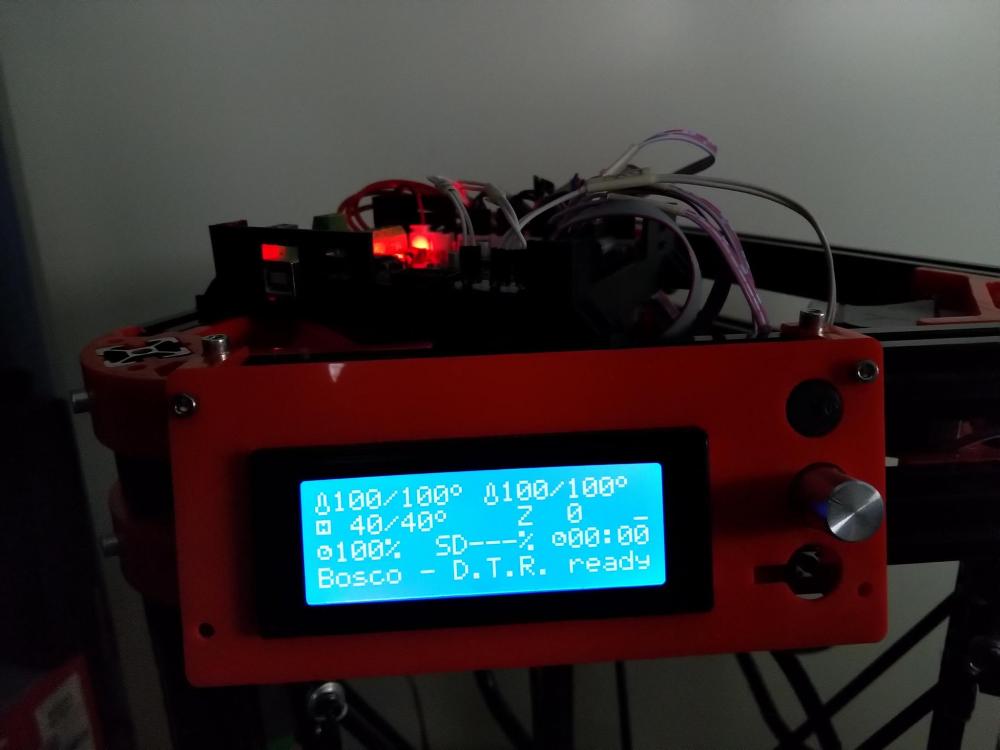
Rapide retour : Bonne nouvelle : La MKS Base V1.5 n'est pas HS finalement ! C'est juste moi qui suis trop c.o.n. Oui... de temps à autre, il est bon de l'admettre. J'aurais dû faire une recherche sur le net plus tôt. Je sais maintenant le pourquoi du comment qu'il n'y a pas de courant sur la sortie du 2e extrudeur... et que j'ai perdu le ventilo de refroidissement d'extrusion. Les 2 (le 2e extrudeur et le controleur de ventilation) sont liés ! C'est propre à la MKS Base. Il faut faire des modifications dans le Marlin... ahahahahah... mais que je suis bête... La solution ?!... La voici : Et normalement... en modifiant ces lignes... cela devrait corriger les 2 problèmes d'un coup. Le hic... je ne suis pas chez moi pour l'instant... d'où le fait que je poste cela ici, histoire de retrouver cela une fois chez moi, donc... je l'avoue... j'ai hâte de rentrer pour tester... Edit : Ah... oui... j'oubliais de préciser un détail : La personne sur le post "Anglosaxon" n'a pas précisé dans quel "onglet" la modification doit être faite... je vais devoir chercher par moi même. Edit de 18h30 : OMG ! Je suis fière de vous annoncer que... C'EST FINI ! Refroidissement du filament à 100% > OK ! Buse E0 à 100°C > OK ! Buse E1 à 100°C > OK ! BED à 40°C > OK ! Tout est OK ! Houla... faut que je calme ma joie... car dans les faits... je dois refaire la calibration... je dois refaire le "Bed Leveling"... je dois faire un PID (car la buse E0 a tendance un peu à s'emballer monte à 208°C pour redescendre à 200°C de la consigne)... Une fois tout ceci fait... j'aurais pût qu'à paramétrer Cura... omg... Et après ceci fait... je lancerais la première impression en double extrusion... Et... si je trouve le temps... faudrait que je fasse un petit récapitulatif pour ceux ou celles qui seraient intéressés à... installer une double extrusion sur leur machine... Oui... une fois qu'on connait le truc... cela en devient simple (c'est mon point de vue). PS : Je me suis planté @fran6p... je n'ai pas grillé cette MKS Base V1.5... peut être que la SKR est juste... très mal configuré... faudra que je planche quelques jours sur la carte par curiosité.
 1 point
1 point -
Bonjour, Conception de 2 mega delta diy 450mm diametre d impression sur 800 mm de haut 1 ère imprimante finie a 98% ..reste à recevoir ces fameux bras magnétique pour continuer ... 2 eme imprimante pas loin des 90% ... En cours Mot de passe = delta1 point
-
Mon post n'ayant pas de succès. J'ai finalement pris 4 tmc2208 biqu. Certain on des problème pour l'axe des x d'autre pour l'axe des z et beaucoup pour l'extrudeur. Je pense que les problème sont du à un mauvais refroidissement. Je vais prendre un lv en réserve et je vous tiens au courant de ce qui marche et ce qui marche pas. Pour le futur je pense passée les axe qui marche pas et l'extrudeur en TMC5160. mais c'est compliqué avec les tMC5160. le réglage ce fait via des résistances smd à souder.1 point
-
Je me permet de relancer le sujet car cette configuration m'interresse, hésitant entre la mks sgen et la skr v1.3 ou ça a l'air plus facile. Seul différence j'essayerai dans mon cas des tmc5160 qui se monte comme des tmc2130.1 point
-
Bonjours. Aprés quelques problemes de mise en route de mon imprimante j'ai un problème sur cura. Ma premiere version cura: 3,6 déplacait chaques couche sur l'axe Y ( de 1 a 3 mm ) sur votre conseille j'ai pris la version 4,2,1 qui ma fait de bonne impression quelque jours. Maitenant lorsque j'enregistre mon projet pour avoir ce projet sur ma carte SD , le projet n'est pas enregistre en G code mais en ums5 . . ._upf. Que dois je faire pour retrouver un bon enregistrement( en G code ) sur ma carte SD Merci pour toute les réponces0 points














.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)