Classement



Contenu populaire
Contenu avec la plus haute réputation dans 10/11/2019 Dans tous les contenus
-
Salut, Le SAV de LONGER est très réactif en ce qui me concerne. Mais est-ce que c'est le cas car qu'ils savent que je teste l'imprimante ou est-ce le cas en général ? Ce point est assez délicat à estimer. Concernant les horaires d'appels et la langue utilisée, c'est simple. Un constructeur français parlera français, et sera joignable aux horaires de bureau, heure française. Un constructeur de l'autre bout du monde parlera très probablement anglais et sera joignable aux heures locales de bureau, soit approximativement de minuit à 10 heures du matin, heure française. Ensuite, il y a une différence entre le SAV du vendeur et le SAV du constructeur. Il n'est pas dit que le constructeur soit le vendeur. Pour conclure, on est dans le "DIY" autrement appelé "Démerde toi tout seul".2 points
-
Je me trompe ou je te sent en colère Ça me fait rire car tout le monde gueule après Windows mais une grande majorité l'utilise toujours....2 points
-
BTT a mis à jour son GitHub des TFT avec une procédure correctement décrite. J'ai enfin un TFT à jour !2 points
-
bonjour , vidéo projet oozaru ....arrive bientôt a son terme .... taille = 1m20 mot de passe = oozaru https://videas.fr/share/14959d09-5f88-46e0-9966-bde499c7edc4/
 2 points
2 points -
Je viens d'aller regarder parce que ca fait un bail que je n'utilise plus Cura: Settings - Shell - Enable Ironing1 point
-
HS ON C'est madame qui doit être contente HS OFF1 point
-
Oui Le repassage (ironing) sert à "améliorer" l'aspect de la dernière couche.1 point
-
il y a plusieurs types de drivers dans zadig, essaies en un autre ou cherches les tutos pour choisir le bon driver. http://undindoncurieux.blogspot.com/2015/12/charger-un-driver-usbasp-sur-windows-10.html1 point
-
Bon, voilà, j'ai modifié ma config, changer les connecteurs des moteurs de sens et maintenant, j'ai le même comportement que toi, @Jean-Claude Garnier Et ton réglage prend tout son sens quand on pilote la position de la fraise avec le clavier (et après avec un joystick) : Flèche gauche = déplacement vers la gauche Flèche bas = déplacement vers l'avant (donc vers moi) Pour l'instant, c'est du fraisage utile : Ma config : $0=10 (Step pulse time, microseconds) $1=25 (Step idle delay, milliseconds) $2=0 (Step pulse invert, mask) $3=0 (Step direction invert, mask) $4=0 (Invert step enable pin, boolean) $5=0 (Invert limit pins, boolean) $6=0 (Invert probe pin, boolean) $10=1 (Status report options, mask) $11=0.010 (Junction deviation, millimeters) $12=0.002 (Arc tolerance, millimeters) $13=0 (Report in inches, boolean) $20=0 (Soft limits enable, boolean) $21=0 (Hard limits enable, boolean) $22=1 (Homing cycle enable, boolean) $23=0 (Homing direction invert, mask) $24=25.000 (Homing locate feed rate, mm/min) $25=500.000 (Homing search seek rate, mm/min) $26=250 (Homing switch debounce delay, milliseconds) $27=1.000 (Homing switch pull-off distance, millimeters) $30=1000 (Maximum spindle speed, RPM) $31=0 (Minimum spindle speed, RPM) $32=0 (Laser-mode enable, boolean) $100=1600.000 (X-axis travel resolution, step/mm) $101=1600.000 (Y-axis travel resolution, step/mm) $102=1600.000 (Z-axis travel resolution, step/mm) $110=500.000 (X-axis maximum rate, mm/min) $111=500.000 (Y-axis maximum rate, mm/min) $112=500.000 (Z-axis maximum rate, mm/min) $120=10.000 (X-axis acceleration, mm/sec^2) $121=10.000 (Y-axis acceleration, mm/sec^2) $122=10.000 (Z-axis acceleration, mm/sec^2) $130=200.000 (X-axis maximum travel, millimeters) $131=200.000 (Y-axis maximum travel, millimeters) $132=200.000 (Z-axis maximum travel, millimeters)
 1 point
1 point -
Je viens d'éditer mon dernier message, relis-le et on va tomber d'accord1 point
-
C'est parce qu'il faut convertir de décimal à binaire et s'applique comme un masque sur 00000ZYX. 8 caractères pour faire 1 octet, 8x 0 ou 1 où 0 veut dire sens normal et 1 inversé. Ainsi 7, en binaire, s'écrit 00000111 ce qui inverse tous les axes. si tu veux inverser que X il faut le masque 00000001, c-à-d 1 en décimal. Inverser X et Y, 00000011 soit 3 en décimal. 8 c'est 00001000, ça inverse un axe qui n'existe pas; ça ne fait rien. Pour celles et ceux qui ne sont pas des ordinateurs et ne communiquent donc pas nativement en binaire, il y a tout un tas de traducteur sur internet. @Jean-Claude Garnier, si tu veux home en haut à gauche de la machine essaye $23=1.1 point
-
Exact !? Surtout que le Z est bon. Quand on fait Z+, on veut que la fraise monte donc on a pas à toucher à cet axe.1 point
-
Moi quand ça me fait un truc àlc comme ça je vais dans le gestionnaire de périphériques, je flingue sans pitié le coupable et je fais "actualiser" En général, ça le calme et quand il revient il se tient tranquille. Non mais sans blague, qui c'est l'patron ? Puis :
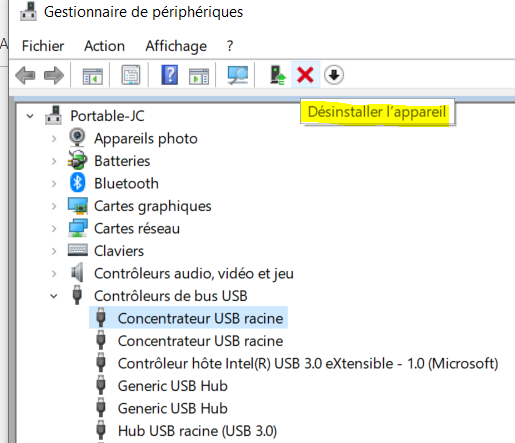
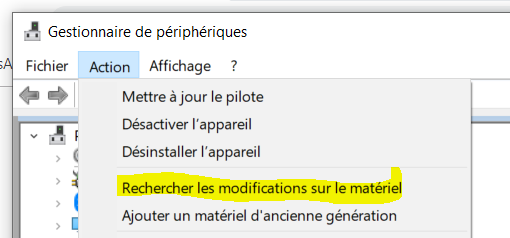 1 point
1 point -
Mode sans échec? (au pif, pas sur que ça réactive l'USB temporairement)1 point
-
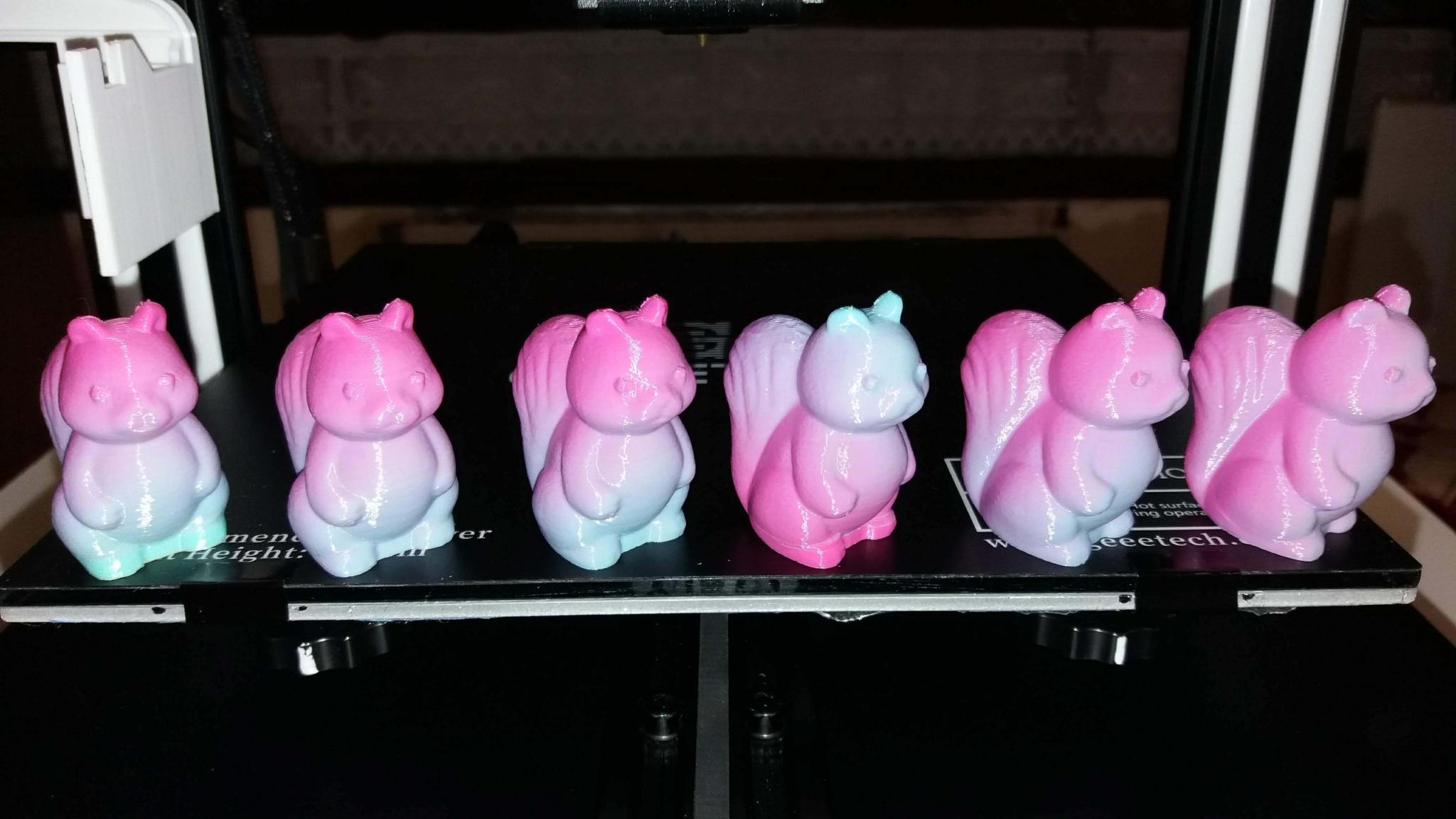
le tout dernier en cours de print

 1 point
1 point -
Non. Il ne faut pas utiliser l'ABS si on n'est pas équipé d'un caisson, d'un système de filtration d'air et d'une bonne expérience de l'impression 3D. L'ABS n'apporte rien.1 point
-
Merci @razor Produit intéressant. J'avais essayé avec de la résine de glaçage en 2 composants, le résultat doit être équivalent. L'avantage du Polyprint, c'est de pouvoir laver le pinceau à l'eau. J'avais bataillé pour pouvoir récupérer mon pinceau avec du White Spirit.1 point
-
La mini communauté des possesseurs d'Ortur 4 vient de s'agrandir , ce sera donc ma 1ère imprimante 3D J'attendais l'avis de motard geek (que je ne manquerait pas toutefois), mais la dernière vidéo et une promo sur banggood ont eu raison de mon hésitation (avec la CR10S pro / Sidewinder-X1 / Chiron 3D)1 point
-
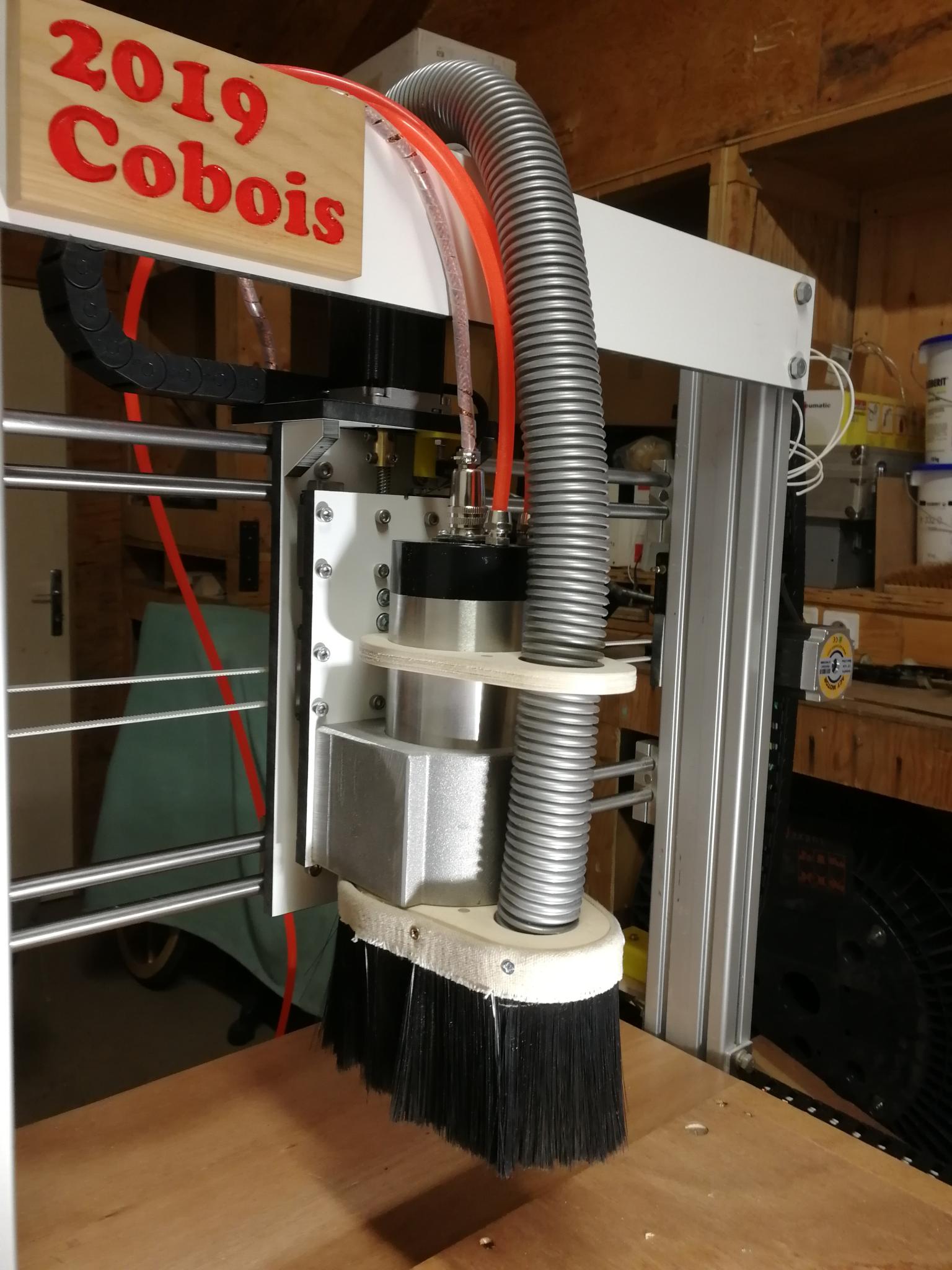
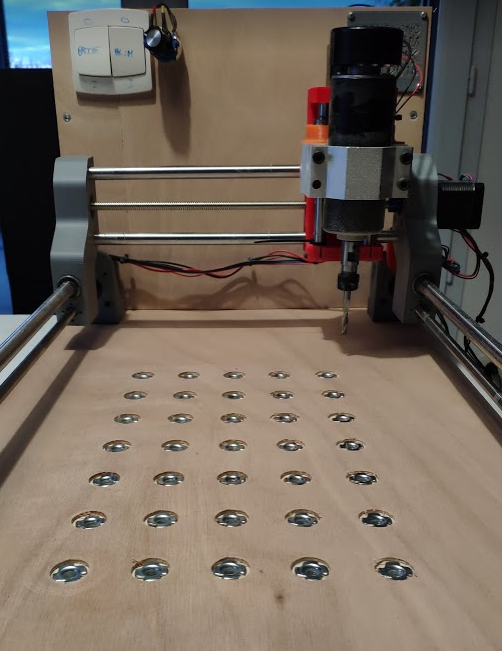
@BourrinDesBois pour la gamme d'usinage, j'ai fraisé les inserts sur 6mm de profond dans un bout d'ipé épaisseur 20 et j'ai coupé le talon Traçage de la pièce et des axes avec un feutre dans la broche, puis approche du contour à 5mm à la scie à ruban (en gardant une partie droite vers le "menton" pour dégauchir la pièce sur la CN. Collage au double-face avec dégraissage du martyr et de la pièce à l'acétone (le martyr a été verni après surfaçage général pour que le double face tienne) Contournage de l'extérieur avec une fraise carbure de défonceuse diamètre 19, par passes de 2mm, F1000 mm/mn Une fois contournée, pose de brides vissées dans le martyr pour éviter que ça parte, voir photo Ebauche de la cavité principale et des oreilles avec la même fraise en gardant une surépaisseur de 0.5mm pour la finette Creusage des logements pour les yeux le nez et la bouche, cote pour cote, une passe à vide. Insertion des inserts (!) au maillet et collage : ils dépassent de 0.5 à 1mm Finition globale à la fraise boule avec un "scallop" de 0.5mm Le système d'aspiration, c'est une sorte de "pagne" en poils qui était livré avec la broche J'ai fraisé 4 pièces de contreplaqué comme ça : (pour avoir davantage d'épaisseur je les ai goupillées deux par deux et collées ensemble Le gros trou est au diamètre du fût de la broche, 80mm Je mets une pièce sous le support de broche et une au-dessus pour maintenir le tuyau vertical Faut que je trouve un truc extensible pour le fixer au plafond et qu'il puisse suivre le mouvement (genre élastique de calbute, tu vois ?) Le petit trou c'est pour le tuyau de l'aspi (qui démarre tout seul avec un M8 et un relais) Au départ j'avais collé le tuyau dans la partie poilue au pistolet à colle chaude, mais c'était chiant car indémontable Comme le tuyau est une sorte de "filetage rond", j'ai fait ultérieurement un adaptateur avec Fusion dans lequel je le visse : On le voit sur la photo de l'assiette Ça va pas mal, ça avale bien les copeaux, et en finition ça ramasse bien la poussière
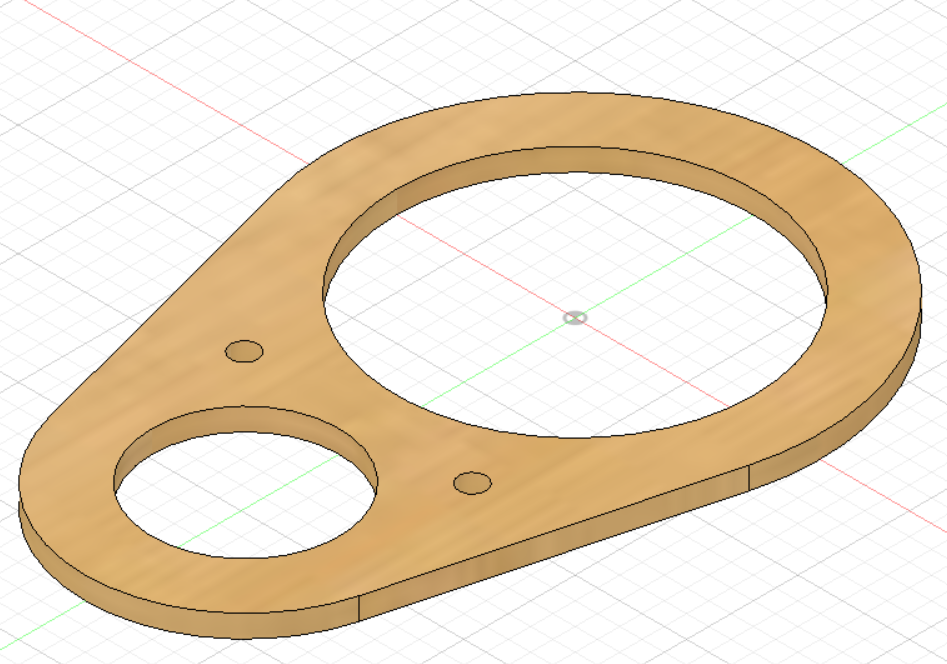
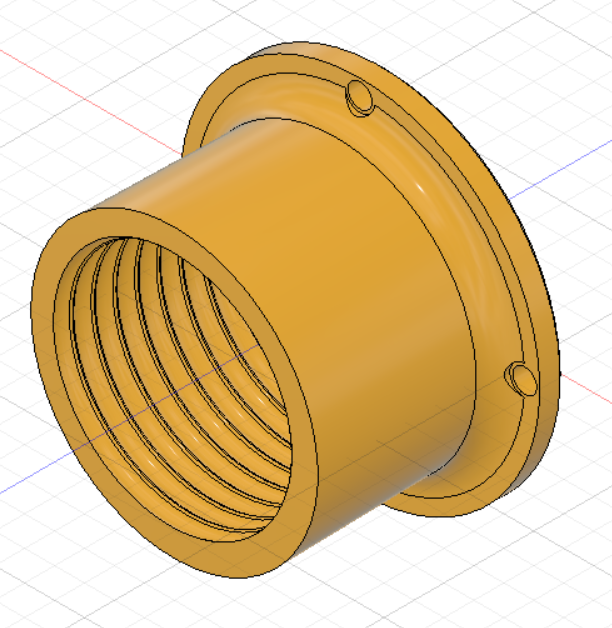

 1 point
1 point -
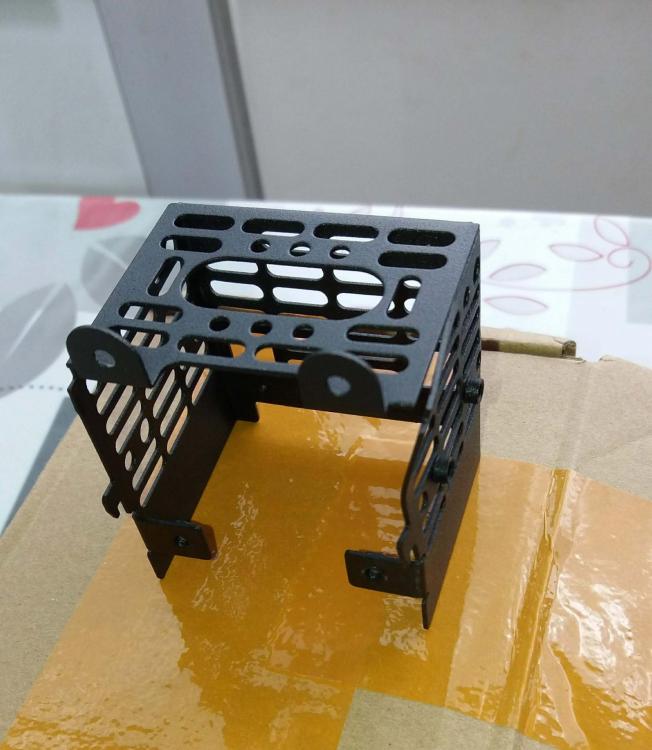
si je peux me permettre, puisque qu'il parais que j'engueule tout le monde, le sac antistatique sous la carte des drivers n'est pas une bonne idée, c'est une base conductrice aluminium, donc ça risque de faire cramer le tout.1 point
-
Salut @Djam, Sur ma MMU 1.0, j'ai déjà utilisé du PolySupport (non soluble), du PVA, ainsi que le support soluble de Stratasys, composition inconnue à associer avec l'ABS, se dissout bien dans le révélateur à PCB (soude). Je pense bien tester un bout de BVOH un jour. Je passe outre les problèmes de contamination lors des changements de matériaux en mono-buse (exit les pièces technique solide). Pour le PVA, ça ne fond pas vraiment, ça ramolli, il est donc difficile à éliminer dans les recoins ou les pièces creuses. Il faut investir dans un agitateur chauffant pour que ça soit un minimum efficace. Sinon la couche de surface devient toute molle, et il faut la gratter pour que le dessous ramollisse à son tour... Côté impression, ça sent comme les pistolets à colle thermoplastique, et ça se comporte à peu près pareil. Très liquide, visqueux, et ça fait des fils partout ! Par contre si tu n'as pas d'appareil à mise sous vide, type foodsaver, et une drybox, il faut éviter les grosses bobines. Car sur de gros prints, le filament va absorber l'humidité de l'air, et la bobine va très vite perdre ses qualités. On en voit sur le forum de Prusa qui expliquent que en quelques heures leur filament (BVOH compris) se met à faire des fils partout car il a commencé à ramollir dans l'air !1 point
-
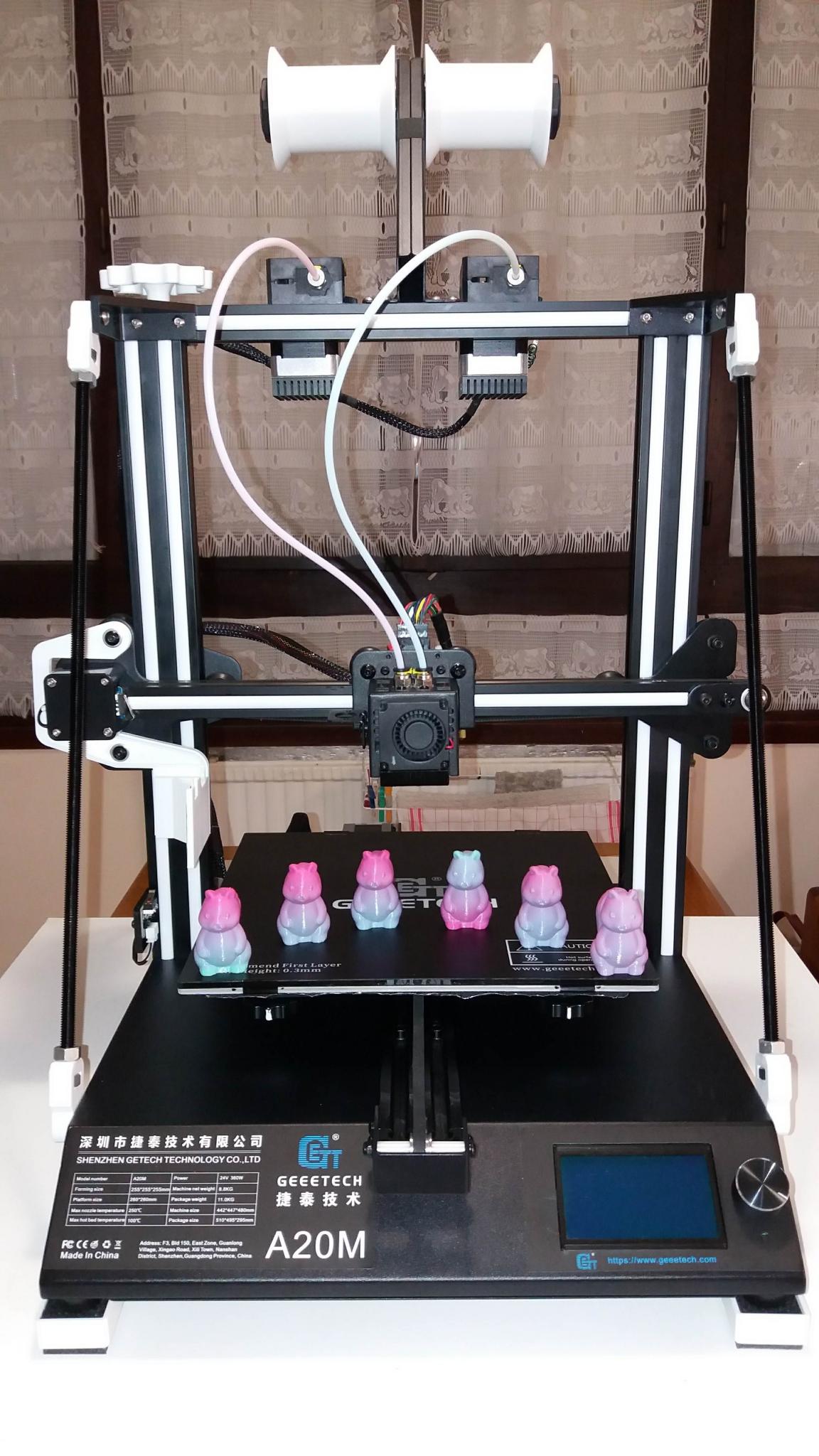
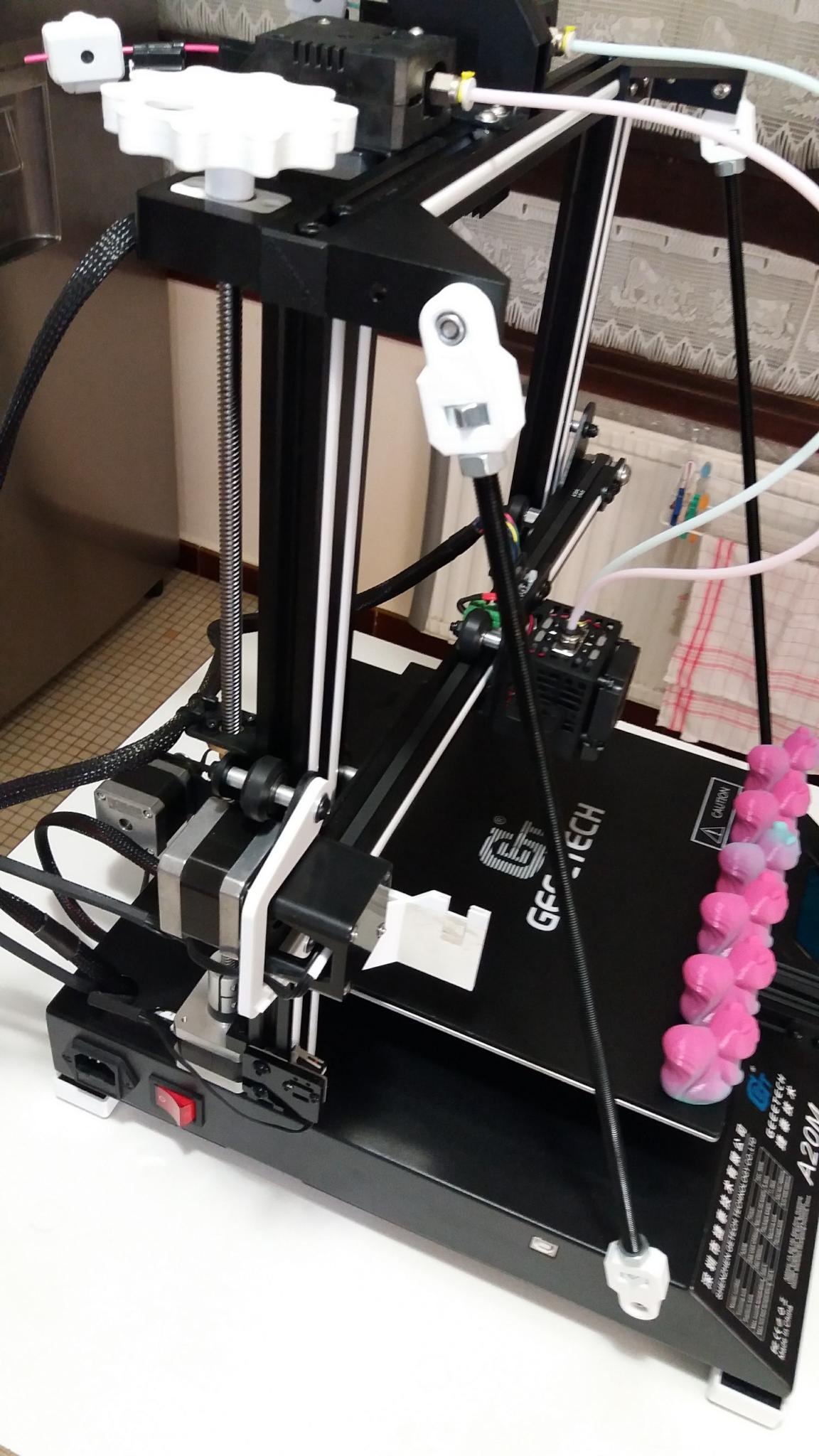
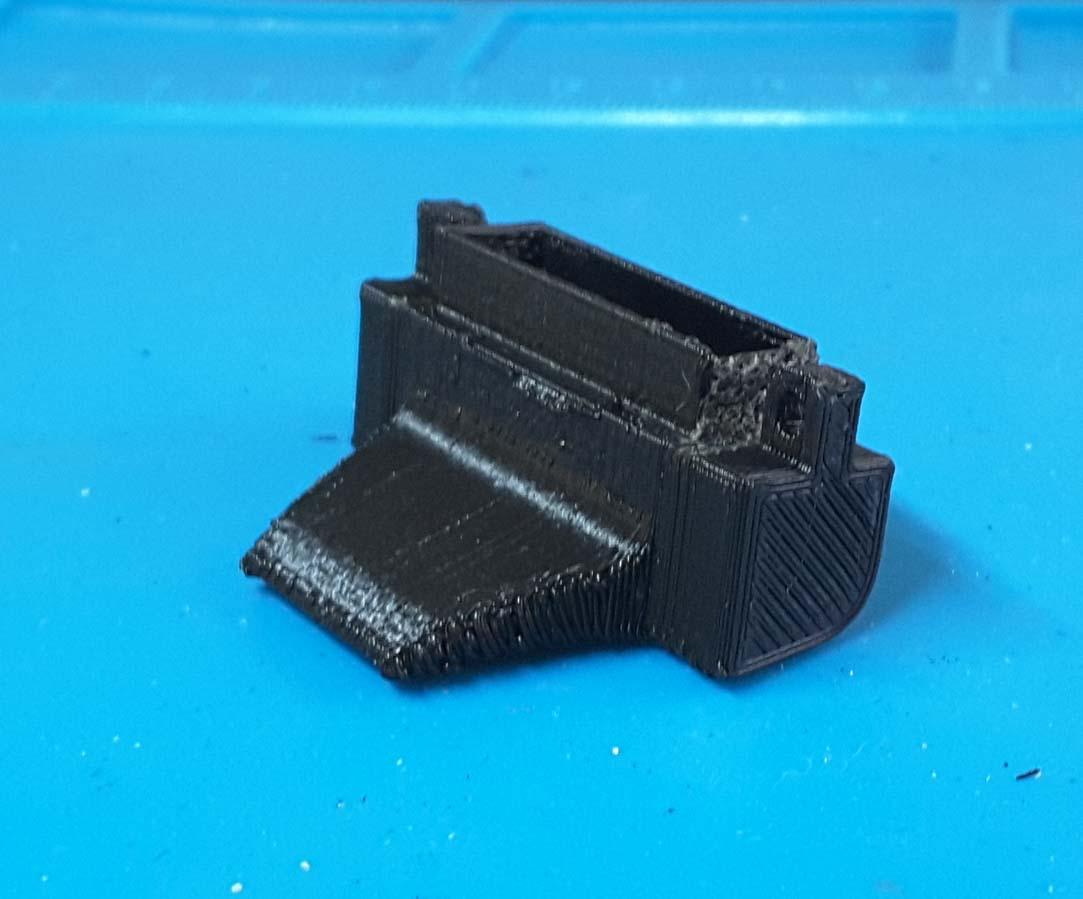
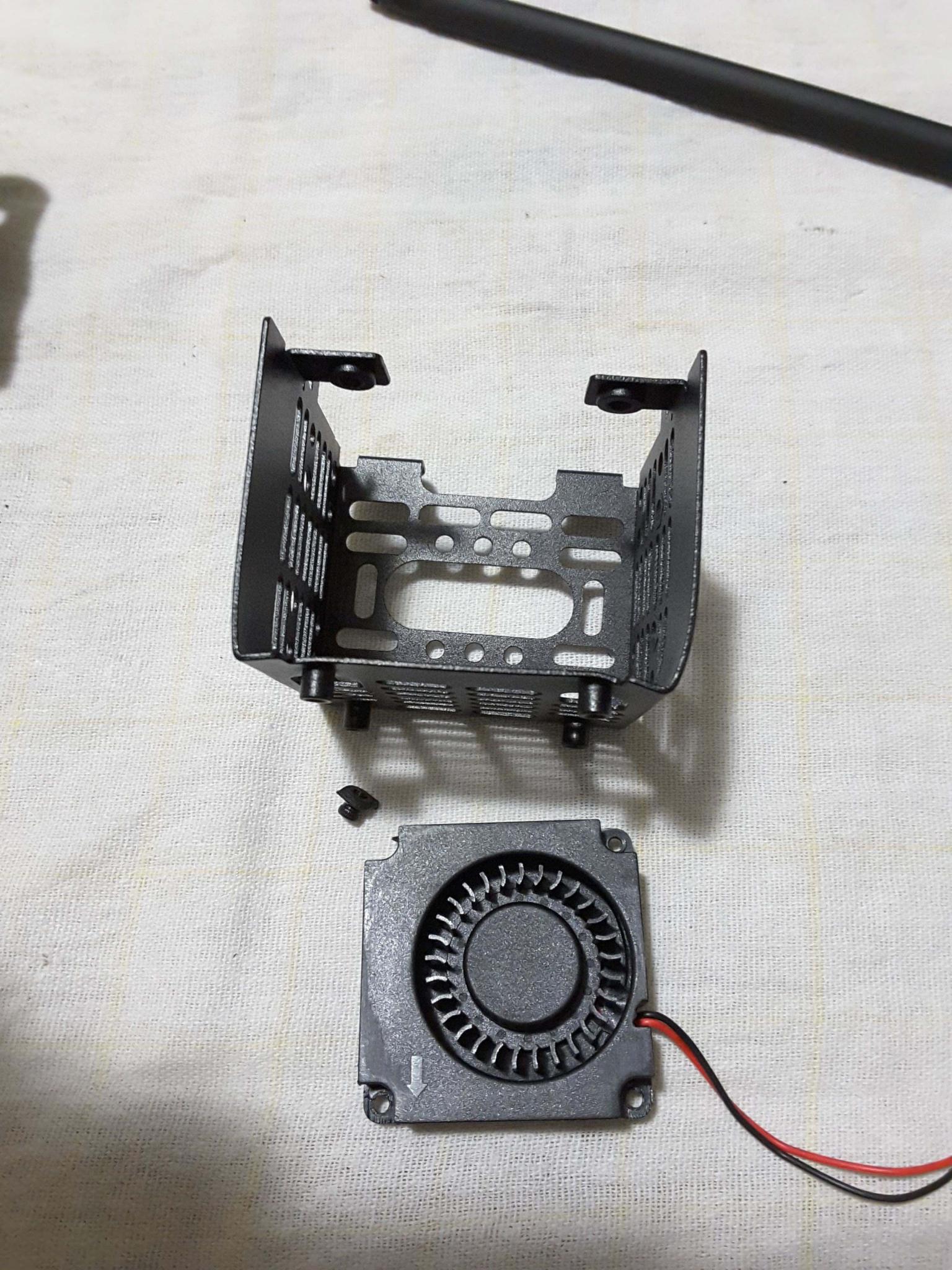
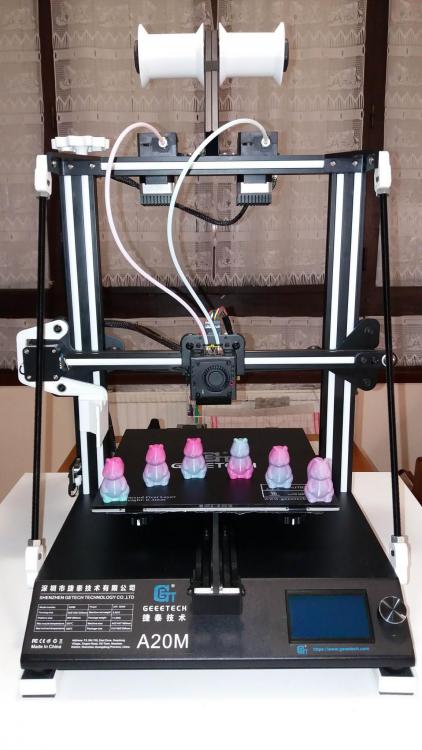
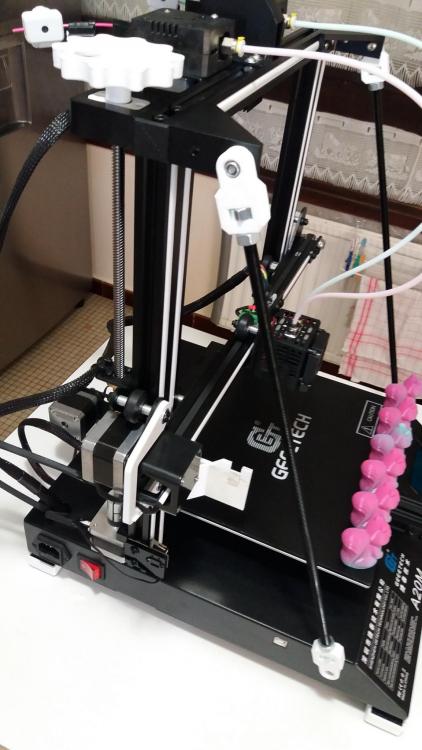
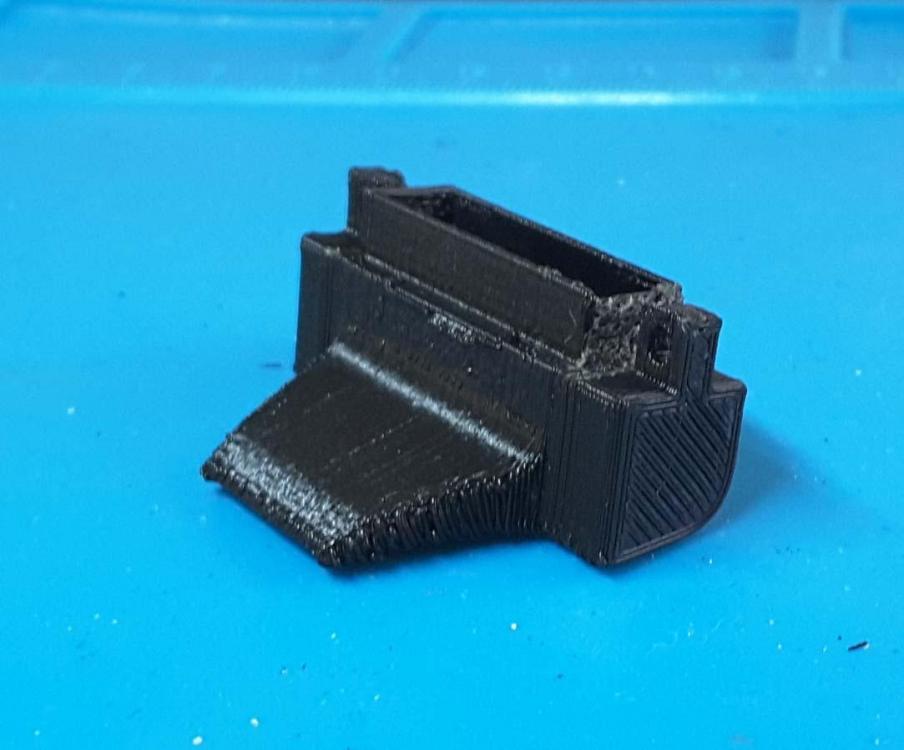
Bonsoir, Je présente la dernière arrivé à la maison la Geeetech A20m, arrivé début juillet Amélioration effectué dessus: - Renfort du portique - Isolation de bed avec de la mousse + aluminium - Le bassin de purge - Support bobine sur roulement - Silent-bloc sur les moteurs Y et X - Bouton pour relever plus facilement le Z - Rehausse de pied pour permettre une meilleure circulation d'air et permettre de faire passé le swiffer dessous - Mise en place d'une grille sur le ventilo de l'alim et montage souple du ventilo de la CM. - Surtout un montage soignée et vérification d'aucun point dur ou du jeu ( courroie du Y vrillée a l'intérieur du profilé ) Petit souci avec le conduit de refroidissement qui fuit, il va falloir que je trouve le fichier pour le ré-imprimé Sinon la qualité d'impression est très bien pour une machine d'origne la possibilité de faire des dégradés est génial sans pour autant gaspillé du pla Les prochaines étapes seront de finaliser le bassin de purge et mettre en place le 3d touch. Je tenais a remercié les sav de geeetech, que j'ai contacté pour un problème sur le cache de la tête qui était assez tordu et une patte du ventilo cassé, il me l'on renvoyait sans aucun problème. Colis reçu très rapidement D.L, mais malheureusement il était encore tordu pire que celui d'origine, je les ai recontacter et il m'on renvoyé un autre, celui-là ok.






 0 points
0 points -
bonjour, je voudrais savoir ci on pourrais m'aider pour installer marlin 2.0 sur alfawise u20 avec une carte mère mks sgen-l tmc 2208 et ecran tft 3.2. merci bien.0 points
-
Bonjour, Suite à de nombreuses Pannes; j'essaye de retrouver quelque sous en passant d'abord par le service consommateur la machine n'a pu fonctionner que 6 mois je ne l'ai pas mal traité la carte mere a été endommager remplacer alim groiller donc la nouvelle carte mère est à vérifier et l'écran aussi si je la vends hje la vends pour pièces ou à réparer le chassis est droit0 points
-
Salut j'avais auparavant acheter une anet a8 en 2017 dont l'alim a totalement flingué la cm lorsque je l'ai branché pour la première fois, donc je cherche une imprimante qui: -a une alimentation correcte(avec certification si possible) -a la possibilité d'avoir un nivellement automatique soit par ajout de pièce soit par défaut - et qui ne soit pas un enfer à monter comme avec la anet a8 Bon j'ai remarqué que la ender 3 pro serait intéressante en achetant deux trois améliorations(genre le capteur d'auto nivellement , et un plateau en verre pour l'abs) ps: également l'usage d'un caisson d'isolation est vraiment obligatoire pour l'impression de l'abs?0 points
-
Ha oui j'oubliais , existe il une notice comme toutes les cartes mères qui se respectent qui m'expliquer à peut bien servirent emplacements style laser , etc...0 points
-
salut comme toi j'ai aussi perdu le port usb de ma carte gt2560 A+ suite a une mise a jour et du coup sa a changé mon com port de la carte du com6 je suis passé aux com9 du coup j'ai put re-téléchargé le firmware avec Arduino mais il me reste une erreur sur la carte a coter des fusible je n'est plus que une LED qui s'allume du coup je garde ma carte pour faire des réglages des pololu ( driver )0 points
-
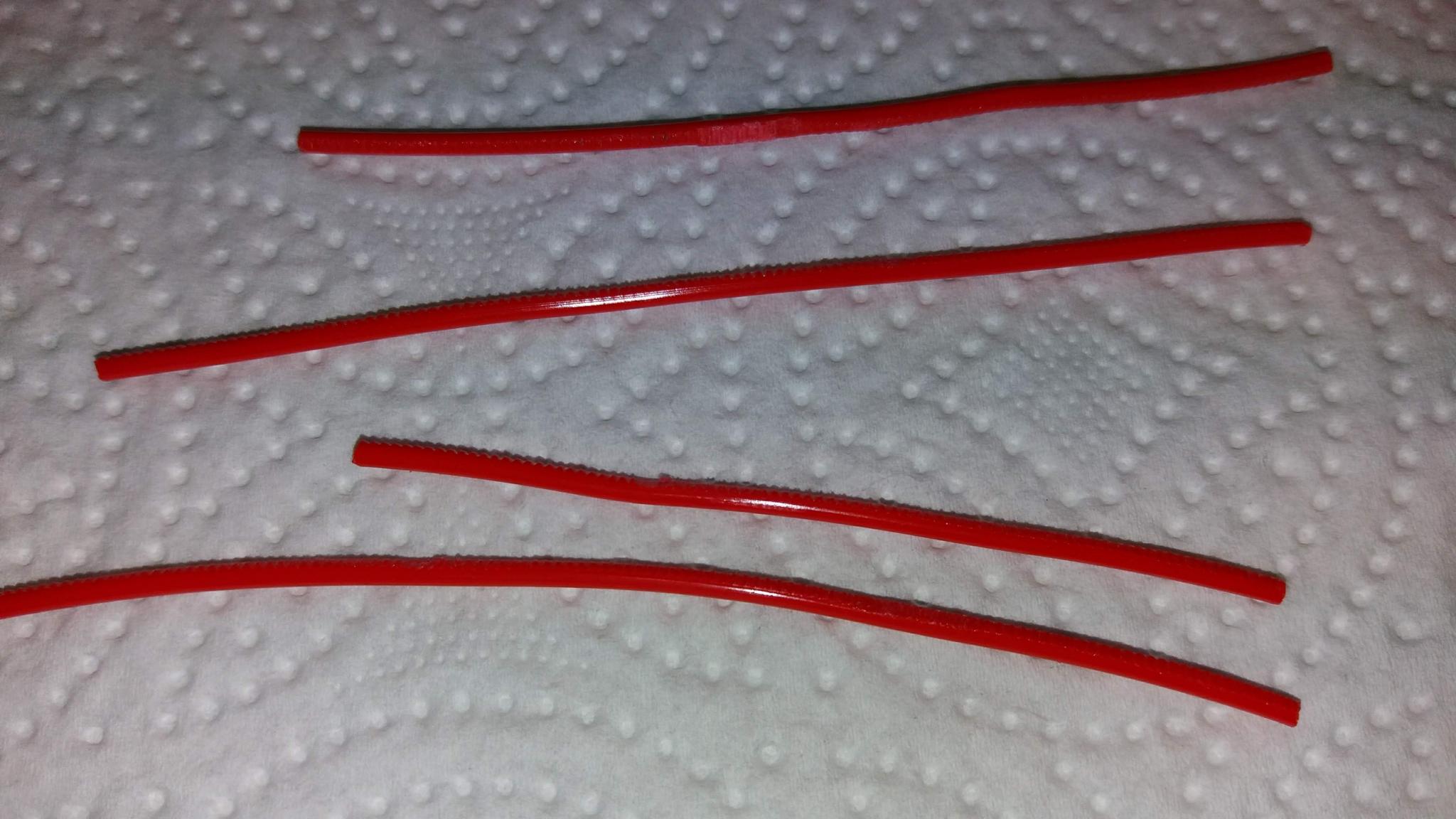
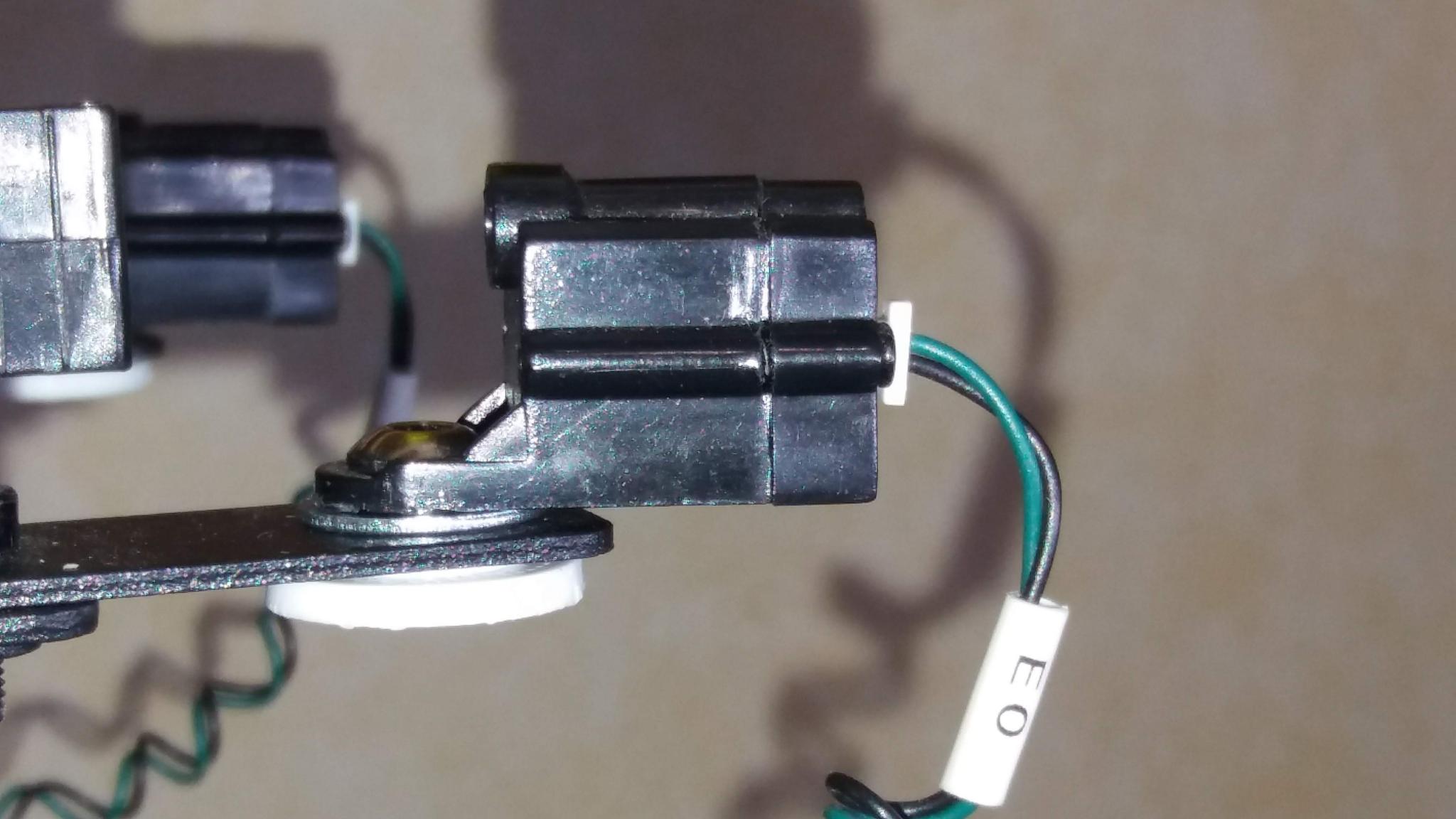
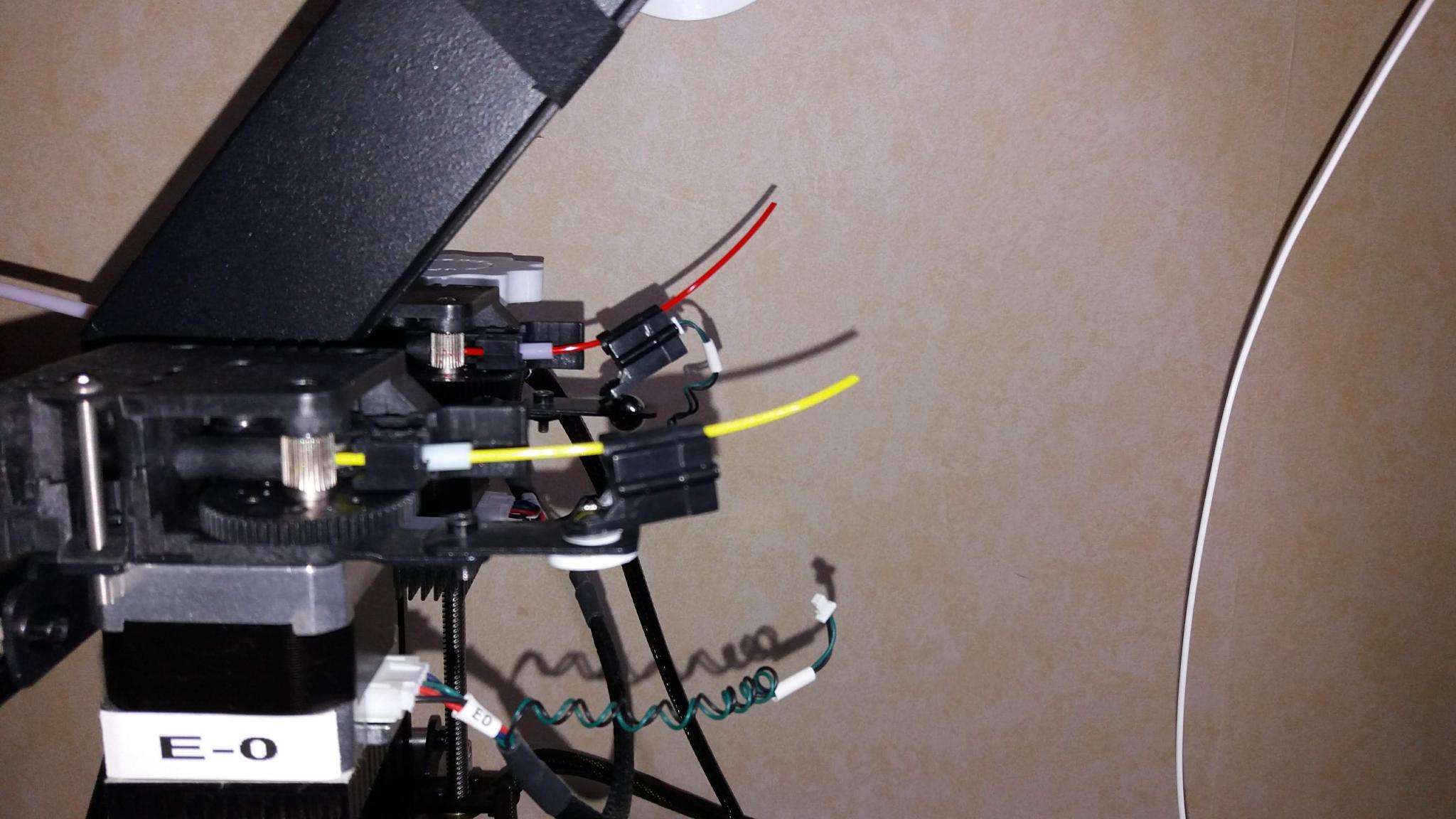
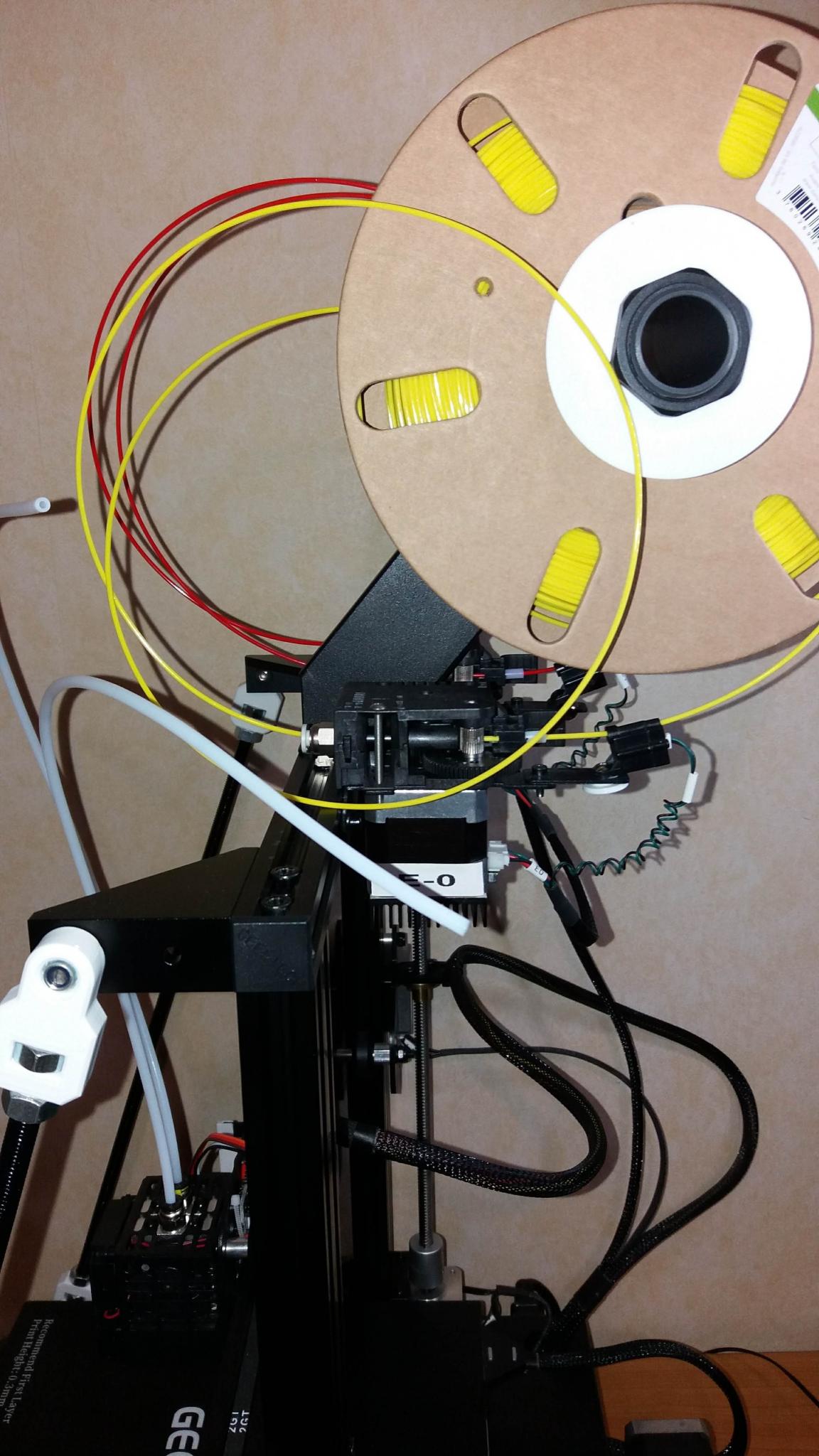
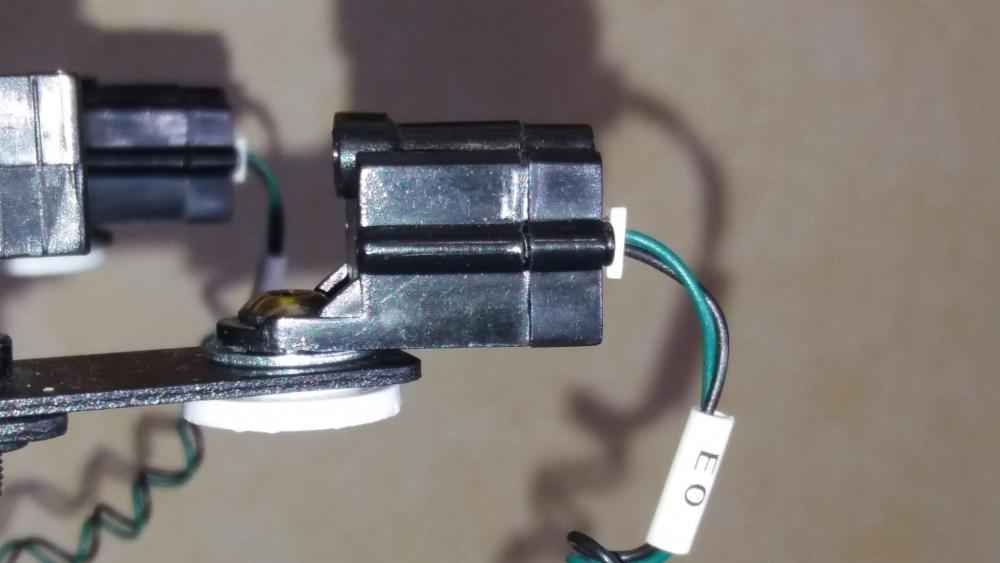
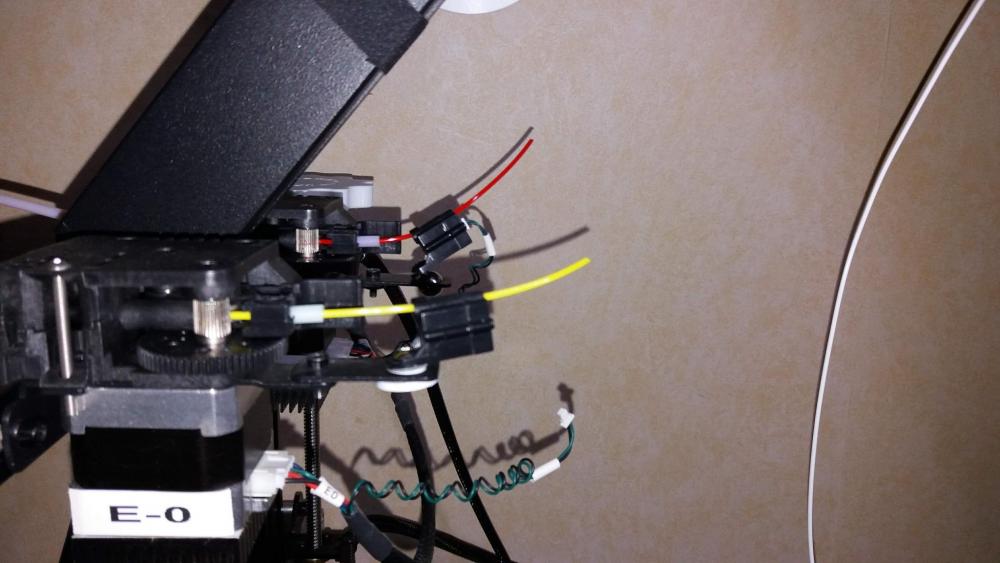
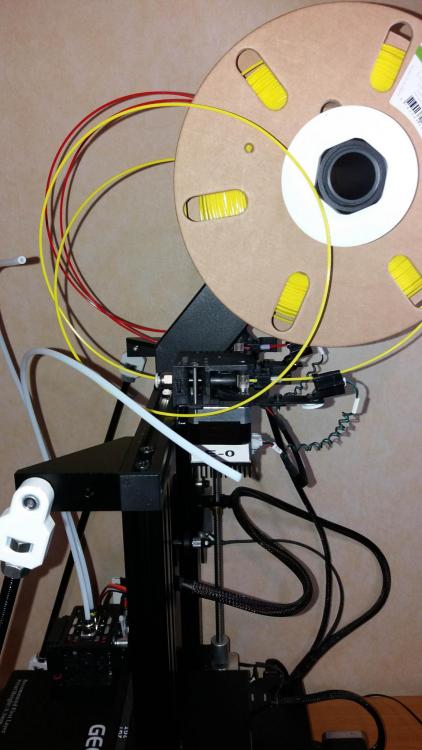
Cet après-midi analyse du problème sur le print du lézard. Pas de buse de bouchė, j'ai retiré le filament est voilà sur le fil rouge sur 40cm rien que 7 points de patinage de l'extrudeur. Personnellement je trouvé étrange que les détecteurs les filaments avais une inclinaison importante, j'ai conçu une petite bague pour réduire cela. Le détecteur conserve ça liberté de rotation et un peu dans le sens haut-bas. Petite bague imprimé + une rondelle large Bague detecteur.stl Sur cette photo on vois la différence d'inclinaison . Sur cette photo j'ai retiré le tube de ptfe et tiré sur le filament - rétracté on bout de quelques mouvement des points dur voir assé dur ce sont fait ressentir sur le fil rouge, le détecteur fini par s'incliner est créé un angle qui cause c'est point dur, ce n'est pas le cas sur le fil jaune après modifs. J'ai remarqué que si ont supprime le détecteur le filament est beaucoup plus libre.

 0 points
0 points -
Pour ma MeCreator2 V1 j'ai commandé sur eBay un extrudeur E3DV6 24V , je vais faire le montage tel que décrit sur ce lien.. https://www.thingiverse.com/thing:2115265 Effectivement glarki on voit beaucoup de Prusa I3 avec le couple E3DV6/bowden , faudrait pauser ta question directement sur le topic de la Prusa I3...0 points
-
Bonjour, @theju Côté nivellement tout est ok, juste a remonté un peu mon Zoffest. Sur la vidéo mon lézard a échoué le rouge n'a plus extrudé manque de couches, je vais vérifié la piste des détecteurs de filament qui ont tendance a trop s'incliner vers le haut. Il y a quelques semaine ça m'avais déjà fais la même chose sur le lézard. Sinon aucun problème sur les print en dégradé .Peut être a voir les paramètres du côté du slicer(S3d) Faire aussi le test des step/mm des extrudeurs. Pour les fichiers des améliorations va sur mon profil du forum -> site web, cela t'enverra sur ma page thingiverse ->mes collections et là tu trouvera les fichiers. Pour les renfort j'ai utilisé des équerres alu alibaba boutique funssor officiel0 points
-
bonjour après un essai tout semblait fonctionner mais, l'alim à PT et tout fait disjoncté chez moi je ne sais pas si seul l'alim est morte ni si j'ai un probleme de cablage faut dire que je n'ai vu aucune information complète sur le cablage0 points
-
le prolongateur de carte je l'ai mais j'ai bien 2 problèmes la carte sd est instable et la carte mère est morte elle n'a jamais donné toute son interface cette carte mère je ne pouvait pas réglé mes axes alors je faisais tout à la main avec les moteur désactivé pas très pratique0 points
-
c'est bien une delta...dit moi... comment tu est capable le reperer?... 45 minutes (environs) pour chaque tit explosion...c'est un peu trop, n'est pas (5cm large) crois tu que ces machines sont moins stables que les "autres"... Par rapport a son fabricant on y trouve rien... et le site qui est ecrit quelque part sur l'emballage, n'existais pas... (merci)0 points



.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)