Classement


Contenu populaire
Contenu avec la plus haute réputation dans 20/03/2021 dans Messages
-
Mon atelier c'est agrandi depuis le mois de septembre avec arrivée de deux bécanes volumineuses. Je viens de finir de fabriquer les deux dessertes à roulettes (avec du plancher de récup). Le Monsieur de Creatbot a eu la géniale idée de placer les deux bobines dans des logements fermés à l'arrière de la bécane (vachement pratique) d’où les roulettes obligatoires . Sous toutes les machines j'ai mis des bacs de 8 bobines et sur deux niveaux. PS: je me demande pourquoi mon message d'octobre au dessus est arrivé à cet endroit, c'était dans une autre discussion.
 4 points
4 points -
@Bestor : tu melanges les VPN. Notre ami ne parle des vpn gratuit vers internet qui n'ont de but que de cacher ton ip publique et tes données pour te permettre de surfer plus anonymement et d'éventuellement usurper une connexion dans un autre pays pour contourner des restrictions géographiques. Il parle d'un vrai vpn point à point dont il contrôle les deux côtés ! Dans son cas son choix d'openvpn (gratuit mais n'ayant pas à rougir de ses performances et de sa sécurité) est très judicieux. Après certes il n'aura pas la config la plus poussée car ne connaissant pas les arcanes des vpn et de la sécurité réseau, mais déjà quelque chose de solide. Tu confonds vpn gratuit (ou le produit c'est toi) dans lesquels tu n'as aucun contrôle sur le deuxième point de connexion (et sur lesquels je rejoins ton avis) et vpn open source dont tu maîtrises les deux extrémités (et pour lesquels la sécurité est au contraire un argument ... Pas de vente, ils sont gratuits mais sache qu'ils sont même couramment utilisés au niveau professionnel).3 points
-
Oui, mais quand même ... si le PLA ne tiens pas avec un plateau ultrabase, c'est qu'il y a un vrai problème de réglage / nettoyage. Avant de changer de surface : comprendre le problème Et le résoudre.2 points
-
Quand on a besoin d'artifice c'est qu'il y'a un truc mal réglé . Pour ceux qui veulent une super surface en bed, prenez un PEI mais en direct de commande en chine pour éviter les mauvaises surprises. Sinon le PLA grossiste 3D c'est du pur bonheur a imprimer, j'en suis fan2 points
-
Dans ce cas ça n'a aucun sens ... Aucune connexion avec sa situation exposée et la discussion. On parle de vpn pour se connecter chez soi, ce qui n'est pas possible avec les VPN dont tu parles, puisqu'ils sont fait exclusivement pour se connecter chez eux ! Ça n'a juste aucun lien, si ça n'est le nom ... En gros il demande comment rentrer chez lui et tu lui réponds qu'il faut qu'il fasse attention en sortant de chez lui ...2 points
-
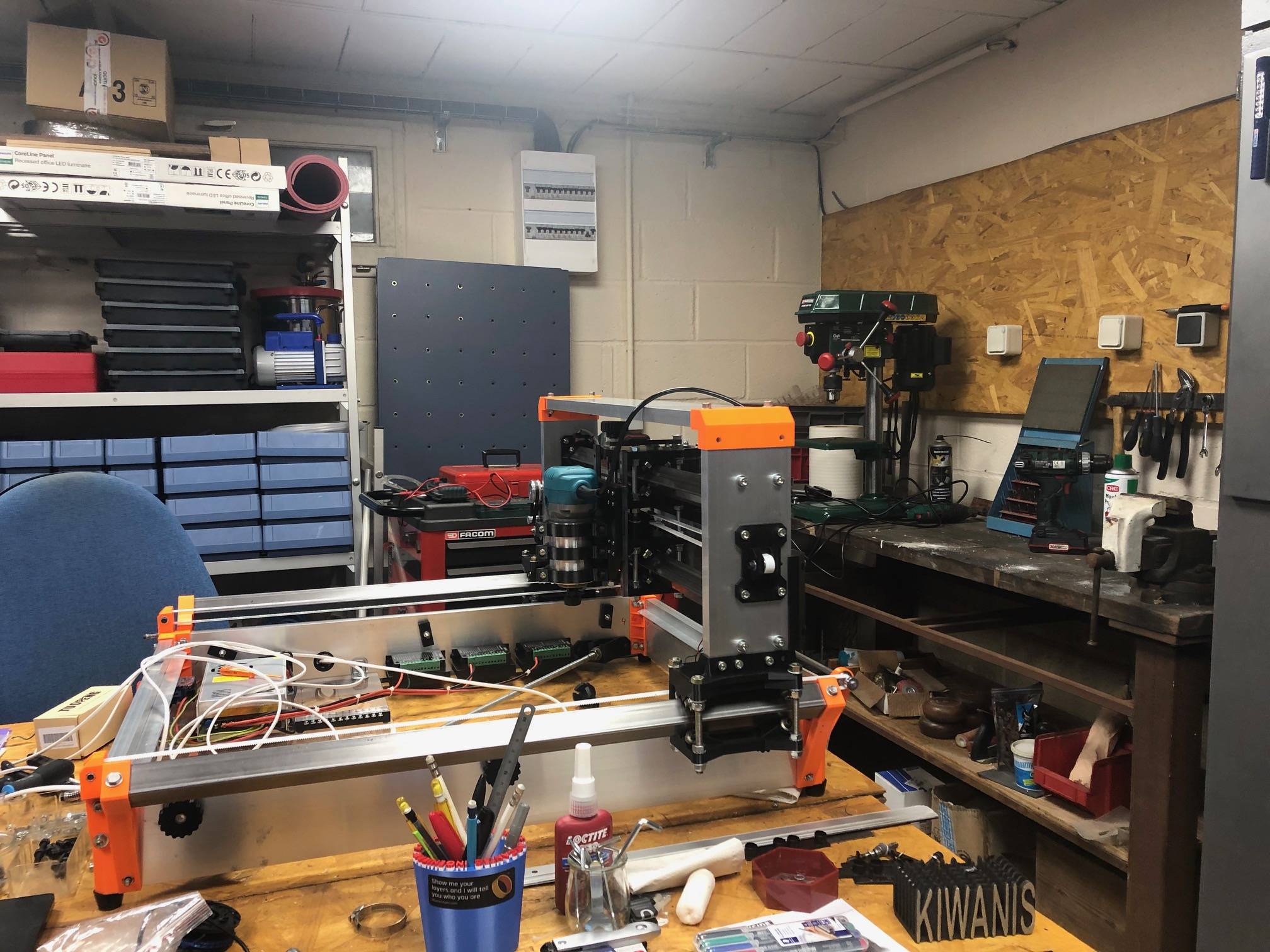
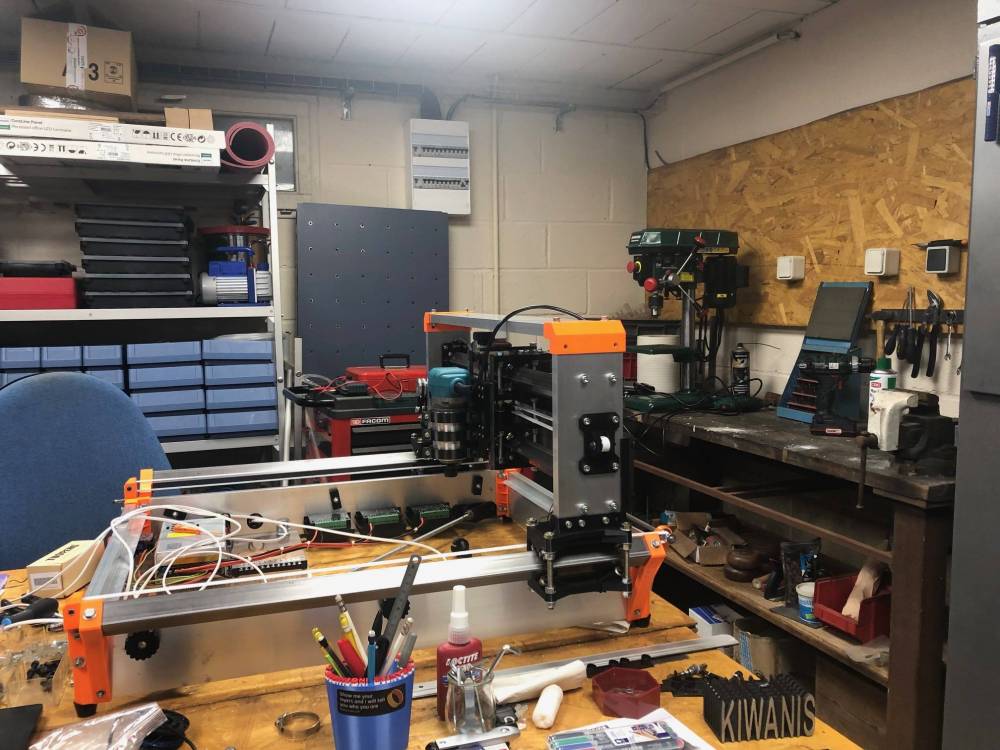
Cet été, c’était l’endroit le plus frais ou plutôt le moins chaud de la maison. je viens de finir la mise en place des Prusa Mini installées au dessus des Prusa MK3s. J’attends la sortie de la XL j’ai gardé de la place pour l’installer à côté. sur la seconde photo je suis entrain de finir le montage de la CNC32 proposée par Makerfr, je ne pense pas l’installer dans mon atelier car j’ai peur qu’en fonctionnement elle fasse beaucoup de poussière, donc direction garage. pour finir l’atelier, il faut que j’installe proprement plusieurs piquages d’air comprimé aux murs, plutôt qu’un tuyau qui se ballade au sol.

 1 point
1 point -
Bonjour, fraîchement équipé d'une D12, je joue avec la config et je jongle avec quelques difficultés, cf autre topic: Un autre de mes soucis concernait la config Wifi, puisque l'interface limite la clé wifi à 16 caractères, ma clé en fait 20. J'ai contacté Wanhao qui m'affirme que c'est une limite de la carte électronique. Sauf qu'il suffit de mettre son SSID et sa clé wifi dans le fichier de config du firmware "robin_nano35_cfg.txt" pour que cela fonctionne. C'est bien l'interface qui limite, pas la carte électronique. Enfin, il n'est pas nécessaire de reflasher tout le firmware pour prendre en compte une modif du fichier "robin_nano35_cfg.txt". Après un flash, il est renommé en robin_nano35_cfg.txt.cur. En lui redonnant son nom, un simple redémarrage de la D12 et la nouvelle config est prise en compte.1 point
-
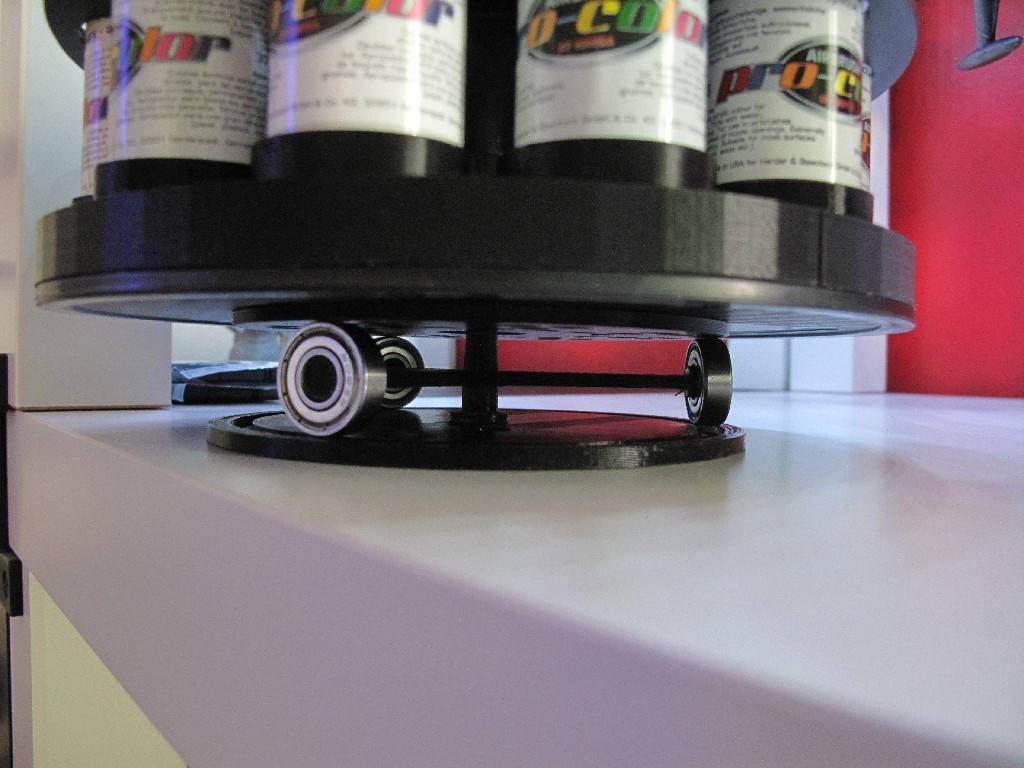
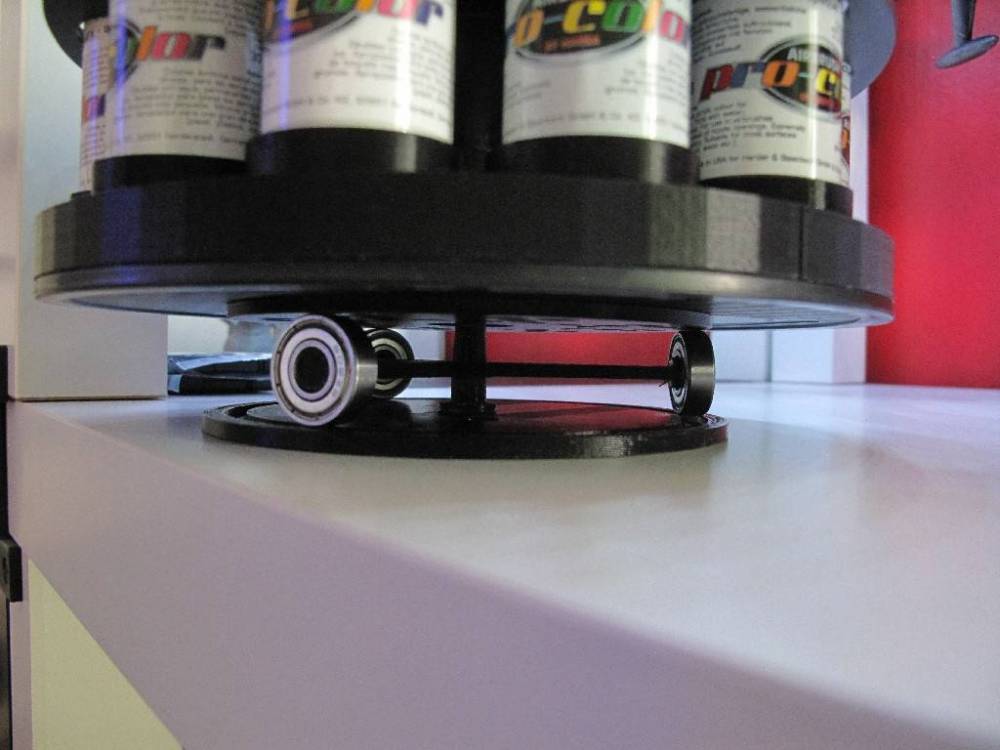
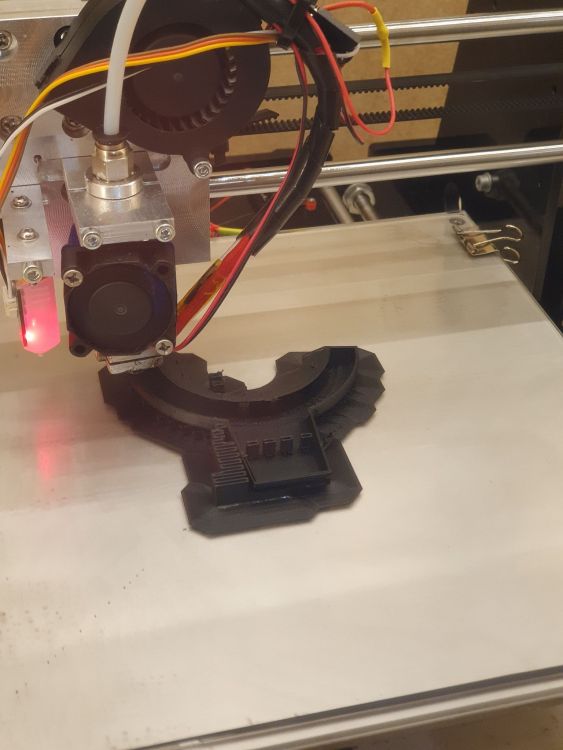
J'ouvre ce poste pour regrouper les aides et les outils qu'on peut imprimer et qui nous font gagner du temps dans l'une de nos autre passion (pour certains) le modélisme sous toutes ses formes. Je commence par un rangement fait maison sur tinkercad avec des bobines vides pour mes peintures 30ml diamètre 32mm pour les peintures, bobine de chez grossiste3d diamètre 200mm trou centrale 54mm Deuxième étage en cour d'impression le tout est sur plateau tournant (trouvée sur thingiverse modifiée pour s'adapter à une bobine mais pas top dés le départ dans sa conception) Pour mon airbrush j'ai trouvée des "poignées" adaptable j'ai pas encore eu l'occasion de les essayer j'ai aussi trouvée pleins de matrice pour faire toutes sorte de revêtements (pierre, brique, fissure, carrelage...) pour des dioramas, les empreintes ne sont pas assez profonde mais ça donne une bonne base pour travailler. j'ai aussi un truc pour faire de la tôle ondulé, c'est top et ça fonctionne très bien avec des canettes acier dés que je retrouve les liens pour tous se que j'ai trouvée tout fait, je les poste et pour le recyclage des bobines en rangement, je peux mettre les stl sur thingiverse si ça intéresse du monde. J'ai encore un système qui s'adapte sur un gros pot de nutella pour le nettoyage de l'airbrush à imprimer et pleins d'autres rouleaux pour faire des revêtements. Si vous avez des bons plans à imprimer n'hésiter pas à poster.






 1 point
1 point -
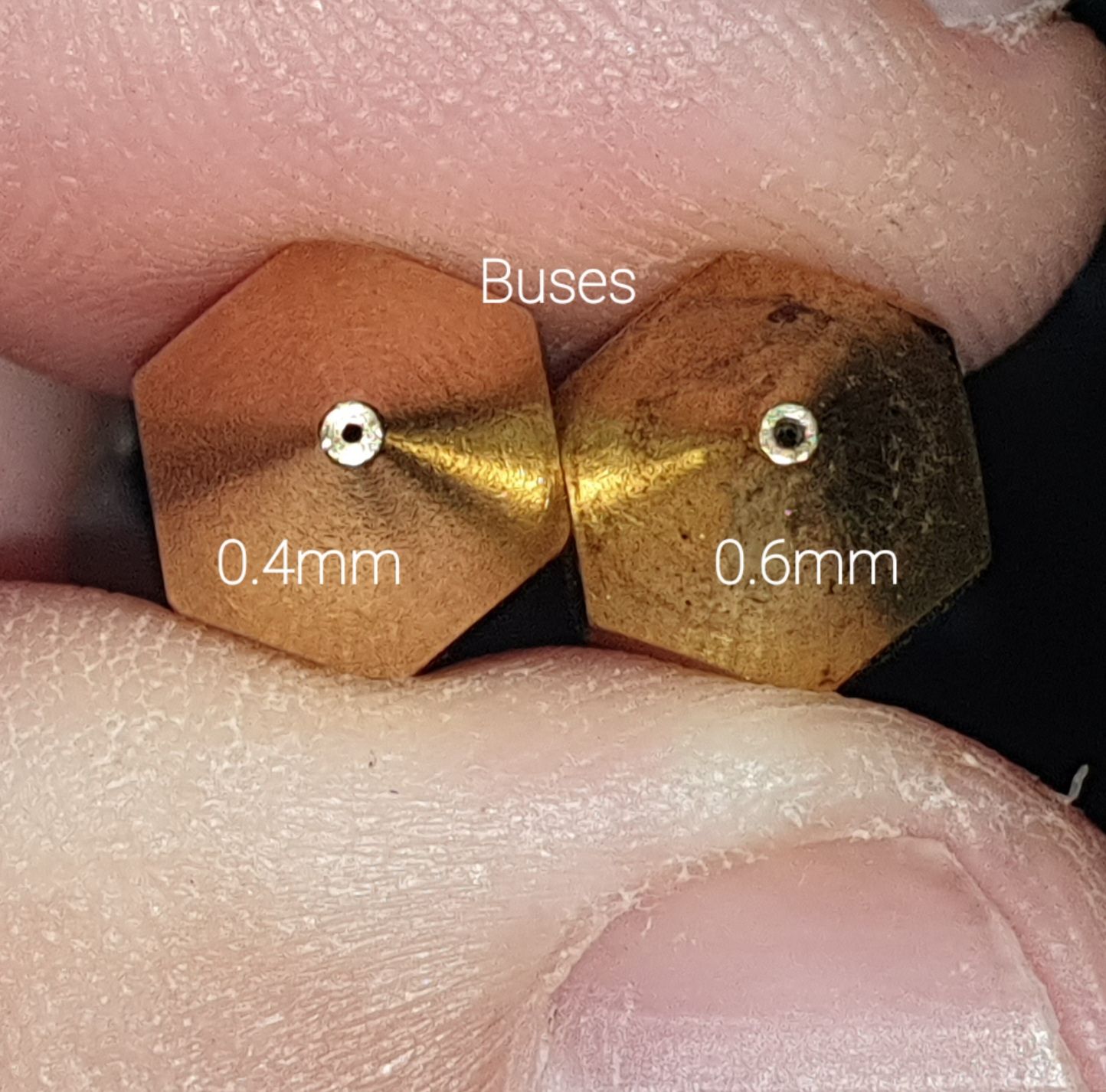
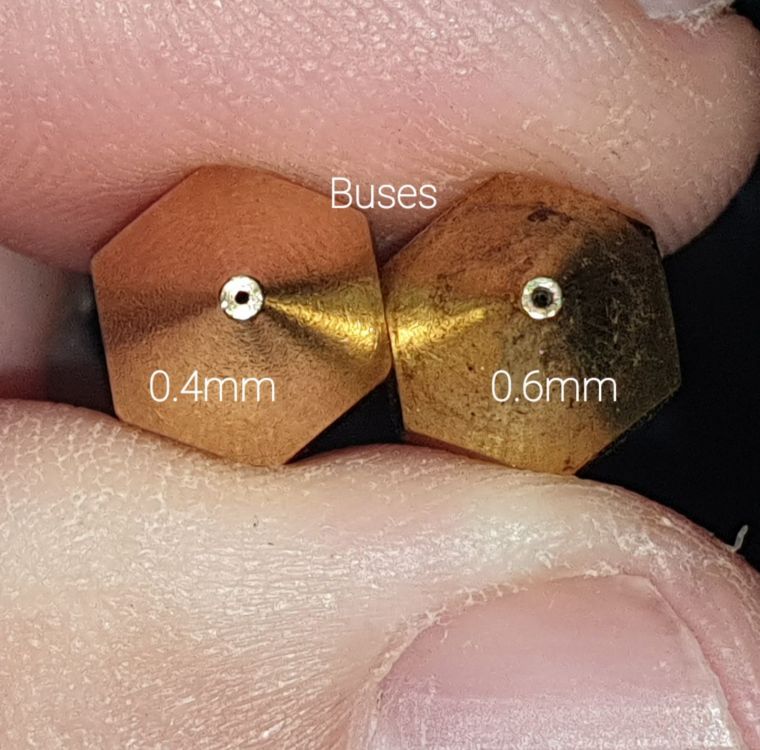
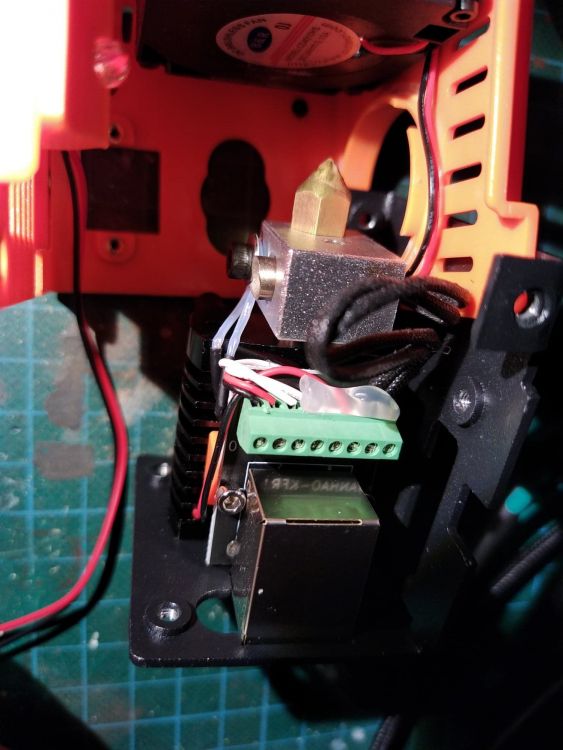
Pour faire simple depuis la réception de ma D12, je galère pour la régler, rien y fait, je règle un problème et ca génère un autre. Il y a deux sujet qui traite de mes déboire. Finalement, la buse livrée sur ma D12 c'était une 0.6mm au lieu d'une 0.4mm. La buse de droite sur la photo c'est celle qui était montée sur mon imprimante. Je viens de la remplacer, je ferrai des tests dans la foulé. Par contre j'ai était surpris de trouver un petit bout de tube PTFE dans la buse, et j'en avais pas sur la 0.4mm. Du coup j'ai galéré à la sortir pour la mettre dans la 0.4mm neuve. Ca se vend à part ces tubes PTFE? ca se trouve où? D'ailleurs j'en profite pour demander si quelqu'un à un lien où acheter des buses compatibles D12...
 1 point
1 point -
Perso on m'a livrer deux buses de 0.2 j'ai mis tu temps a le voir quand même1 point
-
avec plaisir: je ne suis pas l'auteur de la base, extrait d'un model sur https://www.thingiverse.com/ moi j'ai jsute rajouté ma sauce et surtout l'adaptation CM 4.2.7 ou 4.2.2 voici: E3V2_boitier_gauche_CM427.STL E3V2_couvercle_gauche.STL E3V2_boitier_droit_RPI4.STL E3V2_couvercle_droit.STL1 point
-
ça ne marche pas comme ça, sur ta machine tu as un fichier binaire qui a été compilé pour ta carte mère et qui est est comment dire ... difficilement lisible. Par contre tu peux télécharger les fichiers sources de marlin (Home | Marlin Firmware (marlinfw.org)) Il 'suffit' de modifier les sources de la version téléchargée (en règle générale deux fichiers sont à modifier configuration.h et configuration_adv.h) les sources sont bien commentés, mais il y a beaucoup de directives de compilation d'options. il faut télécharger vscode, installer l'extension platformio (et quelques autres) ensuite tu pourras compiler les sources modifiés pour ta machine. Dans tous les cas si tu voulais modifier la config en 10 minutes c'est perdu d'avance Par contre il y a pas mal de topics se rapportant à ce sujet (à lire absolument) et ensuite il y a des spécialistes de Marlin et de Creality sur ce forum qui vont pouvoir te guider lors de tes premiers pas.1 point
-
Merci @Vector, je n'ai jamais vu ça, l'idée n'est pas idiote. C'est forcement limité, mais pour apprendre sur de petites pièces, c'est une bonne façon d'entrer dans l'injection. Si des makers sont intéressés, je peux leurs fournir des matériaux à mon prix d'achats industriel donc très bas, exemple: PP 1,50 €/kg - ABS 2,50 €/Kg - PC cristal 3,50€/kg en sac de 25 kg prix H.T. (ce ne sont que des haut gamme vierges).1 point
-
Personnellement j'ai mis 235x235x250 car c'est la taille réelle du bed1 point
-
C'est comme pour le Mogwai, ne jamais le nourrir après minuit et lui éviter le contact de l'eau1 point
-
Bonjour tout le monde... Ça y est, j'ai reçu ce matin l' Artist-D. Quel magnifique beau gros paquet (ça fait 4 mois que je l'attend... ) Ha ben tiens, pour me venger du fournisseur, je n'ouvrirai le carton que dans 4 mois , Nâ ! (Un peu con, non ?) Enfin, vaut mieux pas que je l'ouvre trop vite, ça vous laisser un peu de temps avant que je vous assaillisse de questions...1 point
-
En aidant si / quand tu le peux / veux. On a tous commencé ainsi. Chacun, en fonction de ses compétences même si elles paraissent minimes au début, peut apporter une pierre à l'édifice et à la communauté des makers.1 point
-
Petit up, @fran6p a mis en ligne les infos détaillées sur le tranchage1 point
-
le sketch le kit1 point
-
C'est la démo d'Artillery et elle est censée faire 30x30x20 ça ne doit pas être si bon que ça vu qu'il manque 0.4 mm en hauteur (19,60 mm au lieu de 20 mm)1 point
-
@lynyrd, est-ce que tu as installé Python 3 32bits en veillant à cocher la case "ajouter le chemin..." (quelque chose dans le genre) lors de l'installation. Peut-être qu'un anti-virus bloque l'accès à un site de téléchargement??? On pourra reprendre ce point lorsque ta machine sera opérationnelle. Pour l'instant, tu t'en sors avec Arduino IDE.1 point
-
Comme il est censé faire 30x30x20 la différence est grosse, mais pas énorme1 point
-
Comme une imprimante consomme très peu donc ce n’est pas la cause du problème, le mieux serait d’appeler un exorciseur. Mais attention pas un mariolle, un vrai reconnu dans ton diocèse. PS: si tu m’indiques le jour et l’heure de sa visite, je prierais pour toi afin que la bête de l’apocalypse quitte cette machine.1 point
-
Salut les gars, Bon, j'ai été pas mal occupé ces temps-ci... J'ai rattaqué l'Anet vendredi et elle est enfin terminée Voilà les tofs :
 1 point
1 point -
commentaire sont dossier ne présente aucun intérêt car l'utilisation du Bltouch n'est pas démontré ? L'aspect développement du firmware n'est pas évoqué; pas d'étude à ce sujet à moins que l'étude n'est pas aboutie. Conclusion pour l'instant c'est de la déco si çà fonctionne j’applaudis...1 point
-
Imprimer du TPU facilement... et "proprement", le direct drive est vivement recommandée. Je suis en Direct Drive... et que cela soit TPU, ABS, TPU, ou autres, perso, un Direct Drive c'est le top, je ne repasserai plus en Bowden. Surtout pas !!! Pas pour refroidir ! Sauf si tu veut des cheveux (Stringing) en pagailles. Si tu veut en voir plus, quelques vidéos qui valent le coup d'oeil : Et... en tapant Tenlog sur Youtube, tu y trouveras des vidéos... avec vu sur des impressions.1 point
-
ou configurer toi même ton marlin avec les fonctions que tu souhaites1 point
-
Salutation @OrCompet Tu trouvera une piste pour cela dans le topic : Si après lecture il te reste des questions, hésite pas ! Bonne continuation !1 point
-
1 point
-
j ai acquis ma première imprimante resine ,la saturne , j ai adapté deux models que j ai fais précédemment pour celle ci.

 1 point
1 point -
La coloration et le colmatage : Ce sont des postes assez simples à condition de respecter certaines règles. Quand vous avez anodisé votre pièce, vous avez créé une couche d’alumine. Cette couche est massive pour 1/3 et poreuse pour les 2/3 restant (en surface de la pièce). Le bain de coloration est constitué de pigments qui vont pénétrer dans la couche poreuse et ainsi réaliser une teinture dans la masse qui donne cet aspect aussi particulier à l’anodisation : La teinture dans la masse n'a rien à voir avec une peinture... Les pigments se présentent en poudre ou concentrés liquide à diluer dans de l’eau déminéralisée. Pour bien diluer le colorant, voici comment faire : - Prenez 1/2 litre d’eau déminéralisée, que vous faites bouillir. - Dès que vous arrivez à ébullition, coupez le feux, versez les pigments et remuez. - Laissez revenir à température ambiante en remuant de temps en temps. - Transvasez dans une bouteille d’un litre, rajoutez le complément d’eau déminéralisée et agitez. Gardez vos colorants au frais et à l’abris de la lumière. Pour l’utiliser, amenez votre colorant à 20°C et ajustez le PH ( voir « Pour aller plus loin »). Ensuite, versez dans un récipient et faites chauffer entre 40 et 55 °C. Pas plus de 55, car à partir de 60°C vous allez commencer à colmater, ce qui sera catastrophique pour une belle coloration ! Faites attention aux recettes de grand-mère ! Utilisez des « colorant organique pour anodisation », le reste ne vous attirera que des ennuis... Le bain de colmatage, lui, va refermer les pores. 2 solutions : - Colmatage à l’eau distillée : Prenez de l’eau distillée, faites la bouillir et trempez vos pièces pendant 2 fois le temps d’anodisation en maintenant l’ébullition. - Colmatage avec un additif : Prenez de l’eau distillée, ajoutez le colmatant, faites bouillir et trempez vos pièces pendant 1 fois le temps d’anodisation en maintenant l’ébullition. Voilà, vos pièces sont finies ! Pour aller plus loin : Les colorants : Le PH du bain de coloration est très important : La plupart des colorants organiques dédiés à l’anodisation s’utilisent à un PH entre 5 et 5,5. Le noir, c’est souvent 4,6/4,8. Sur Amazon, un PH-mètre, c’est 15 € et avec un litre d’ammoniaque (rayon produit entretien en super-marché) vous ferez des quantités de solution PH+. Avec un litre de vinaigre d’alcool blanc (rayon vinaigrette ) vous ferez des quantités de solution PH-. L’ajustement se fait avec l’un ou l’autre fortement dilué (une cuillére à café dans un verre d’eau déminéralisée) et seulement quelques gouttes sont nécessaires. Voici une petite vidéo qui vous explique comment ajuster le PH d’un bain de colorant. C’est aussi valable pour le bain de colmatant : https://www.youtube.com/watch?v=ar7wbQhhwew Les colmatants : Vous avez 2 solutions pour colmater : « Eau distillée seule» ou « eau déminéralisée avec additif colmatant ». Franchement, vous faites comme vous voulez, mais : - Un additif colmatant haut de gamme, c’est dans les 9 euros la dose pour créer 16 litres de bain avec de l’eau déminéralisée (2 euros les 10 litres environ)… L’eau distillée, c’est environ 15 euros les 10 litres… - Avec de l’eau distillée, il faut doubler le temps de colmatage. Si vous avez anodisé 1h, il faudra colmater 2 h. - Faites bouillir pendant 2 h de la flotte et vous allez vite vous rendre compte que la quantité de liquide qui termine en vapeur est énorme ! - Un additif a l’avantage de bloquer quasi instantanément le dégorgement de pigment. Avec de l’eau distillée, c’est beaucoup plus long… Aussi votre bain de colmatant à l’eau distillée aura une durée de vie très courte. - Un dégorgement faible, c’est une coloration moins (voir pas du tous) dénaturée... - Un bain additivé sera plus stable en PH (effet "buffer" de l’additif). - Un bon additif de colmatage intègre un filtre UV, durcit la couche et donne un effet velouté très agréable au touché sur la pièce. Soyons clairs : Les combines qui trainent sur le net, c’est des bêtises… Par exemple, ajouter du sel de cuisine est une ânerie… Ça va ruiner vos pièces ! Utilisez soit de l’eau distillée au PH de 6 OU de l’eau déminéralisée avec un additif au PH de 6, point ! L’eau pour une ligne d’anodisation : En théorie, l’eau de dégivrage du congelo, l’eau de pluie, le condensa de clim sont utilisables… Sauf que si vous utilisez un TDS-mètre pour évaluer la qualité de ces eaux en PPM (partie par million), vous allez vous rendre compte que : - L’eau de dégivrage est aux alentours de 180 PPM, - L’eau de pluie est aux alentours de 100 PPM, - L’eau de condensa est aux alentours de 300 PPM. - L’eau déminéralisée ou distillée est à 0 PPM Pourquoi ? C’est très simple : Pour avoir de bons résultats avec ce type d’eau, il faut un labo ! Si en théorie, ces eaux sont pures, en faite, le simple fait de les récupérer sans un équipement adéquate va les polluer. L’eau de pluie, ça va marcher si vous la récupérez à 4000 mètres dans une zone reculée sans pollution, quant au condensa, vous n’imaginez pas le bouillon de culture biologique… Ce qu’il faut pour anodiser, c’est une eau entre 0 et 3 PPM ! Et puis pour récupérer un volume d’eau conséquent, avec une clim ou un congélateur, bon courage ! Donc, laissez tomber les eaux de récupération et utilisez de l’eau déminéralisée ou investissez dans un petit osmoseur d'aquarium qui vous fournira de l'eau de très bonne qualité. Prochaine étape, on anodise une pièce ;-)
 1 point
1 point -
Il est hors de question que je défonce mon imprimante (se référé à leur vidéo de fou) pour un défaut matériel avéré, qu'ils reconnaissent... A force de mails, de « menaces » ils sembleraient qu'une carte 4.2.7 serait en train de mettre livrer ! Evidement chacun fait comme il veut, mais je trouve inadmissible de payé pour eux ! Mais bien sûr, j’attends de l’avoir pour y croire, car il faut savoir que leur SAV est assez "exceptionnel" niveau mensonges et tournage en rond ! Bref, si elle arrive je le dirais et mon souci serait définitivement réglé grâce aux 2209... Leur carte 4.2.2 c'est de la "mer..." tout comme leur sérieux. Quelle belle publicité ils se font, et tout seul en plus …1 point
-
C'est toi qui vois si tu ne veux pas tester, si d'autres ont des conseils différents qu'ils se manifestent... Dis-toi également qu'il est aussi possible que tu écrases trop ta première couche. Mais je t'assure pour y avoir passé beaucoup de temps et avoir imprimé un nombre importants d'objets (j'ai une armée de bateau, de tours et autres à la maison) que les options secondaires que l'on active et utilises et n'aident en rien a améliorer l'impression en général c'est du cache misère. Après moultes réglages mécanique et éviter d'activer des options inutiles dans le slicer, mes impressions sont devenues nickelles de la première à la dernière couche A titre d'exemple tu mets une expansion de -0.35, comment en es-tu venu à cette valeur ? car sur le papier 105% de largeur sur 0.4 augmente théoriquement de 0.02mm la largeur de ligne et toi tu la corriges de -0.35 on le voit sur la 2eme couche que tes coins dégoulinent légèrement. Après ce n'est que mon avis et mes conseils, chacun en fait ce qu'il veut1 point
-
Ci dessous, tu as mon profil pour le PLA, par contre il faudra ajuster la température et le débit de l'extrudeur en fonction de ton filament. PLA_Jonathan06.curaprofile1 point
-
Bonjour les amis, depuis quelques jours j'ai essayé plusieurs config afin de réduire au max les cheveux d'ange sur mes impressions. Il faut avouer que je ne me suis jamais vraiment penché sur le problème car mes types d'impression n'étaient pas pour l'instant trop soumises aux ce problème. Comme vous le savez ca dépend beaucoup des pièces qu'on imprime, sur certaine on a beaucoup de rétraction et sur d'autres pas du tout!!! J'ai donc commencé à imprimer les deux tours avec diffèrents paramètres distance et vitesse de rétraction. j'ai commencé à 4mm je suis allé jusqu'à 8.5mm, en vitesse de de 40mm/s à 80mm/s, et j'avoue que j'ai toujours eu des cheveux d'anges dans toutes les config même à 8.5mm et 80mm/s !!! Puis j'ai remplacé le PTFE blanc d'origine par un que j'avais en stock et miracle... Même à 6mm et 40mm/s je n'ai plus de cheveux d'ange. En regardant de plus prêt, le diamètre intérieur des PTFE d'origine est beaucoup plus grand que celui que je viens de mettre, du coup il y a moins de jeux entre mon filament et l'intérieur du PTFE. Voilà je vous dis ca au cas où vous êtes confrontés a ce problème sur nos D12, pensez à changer le PTFE d'origine par un de meilleur qualité.1 point
-
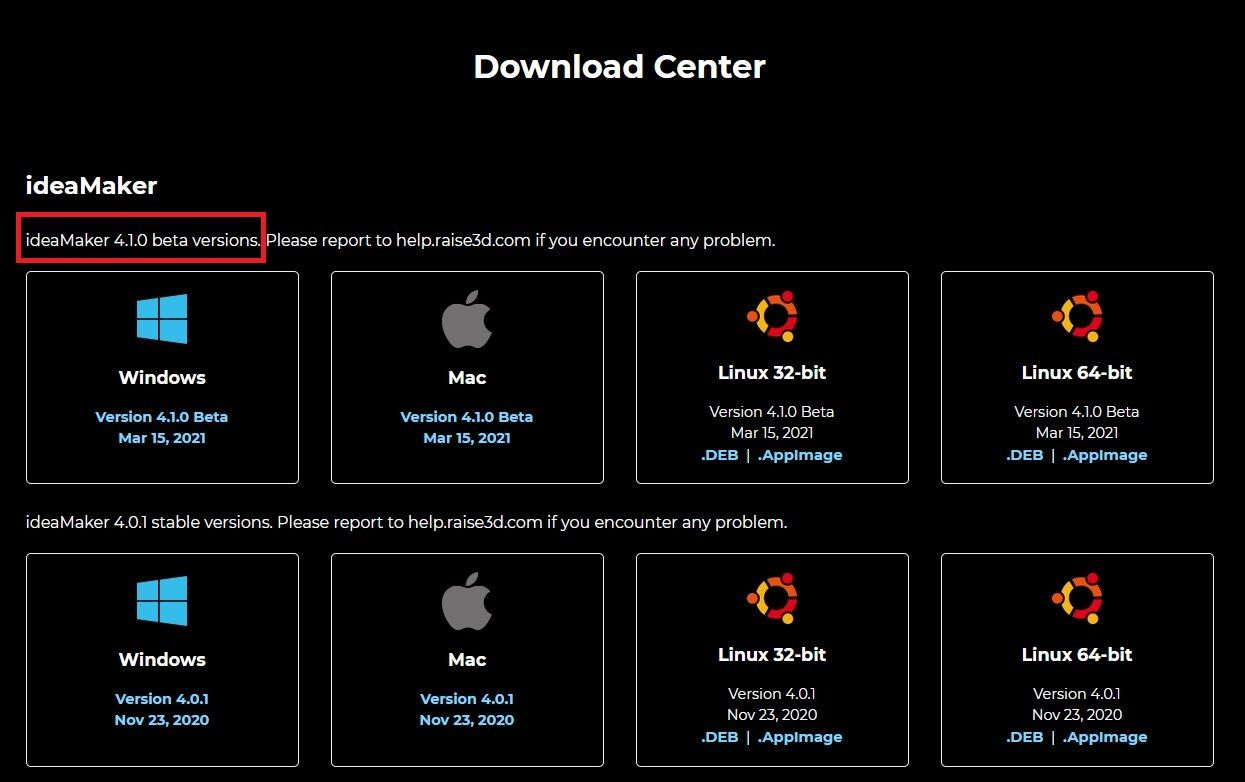
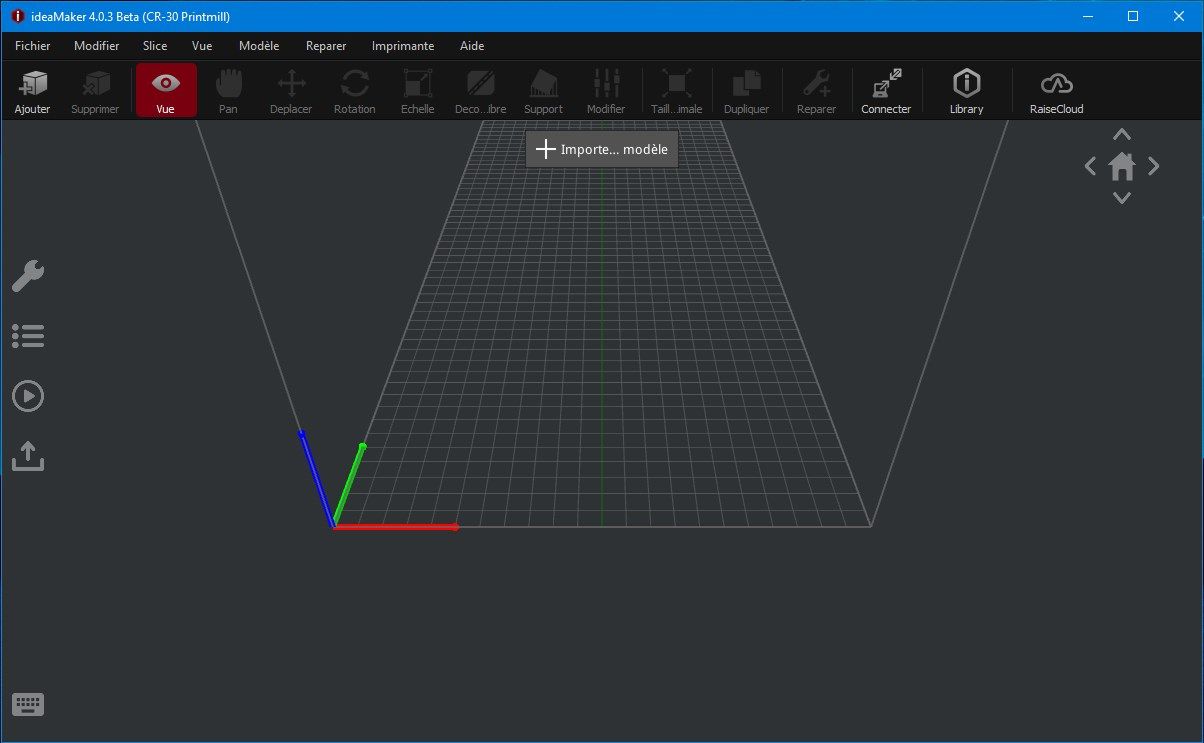
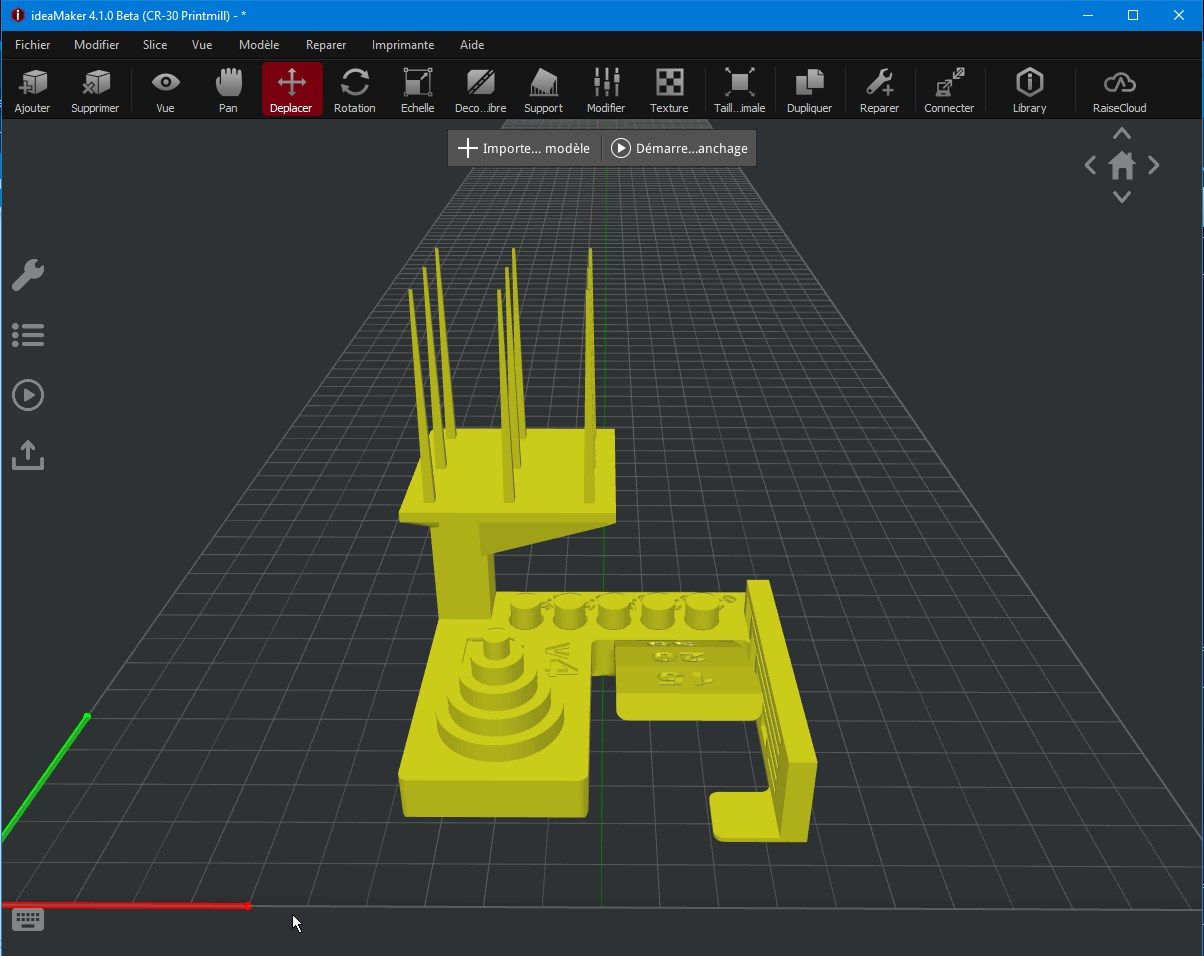
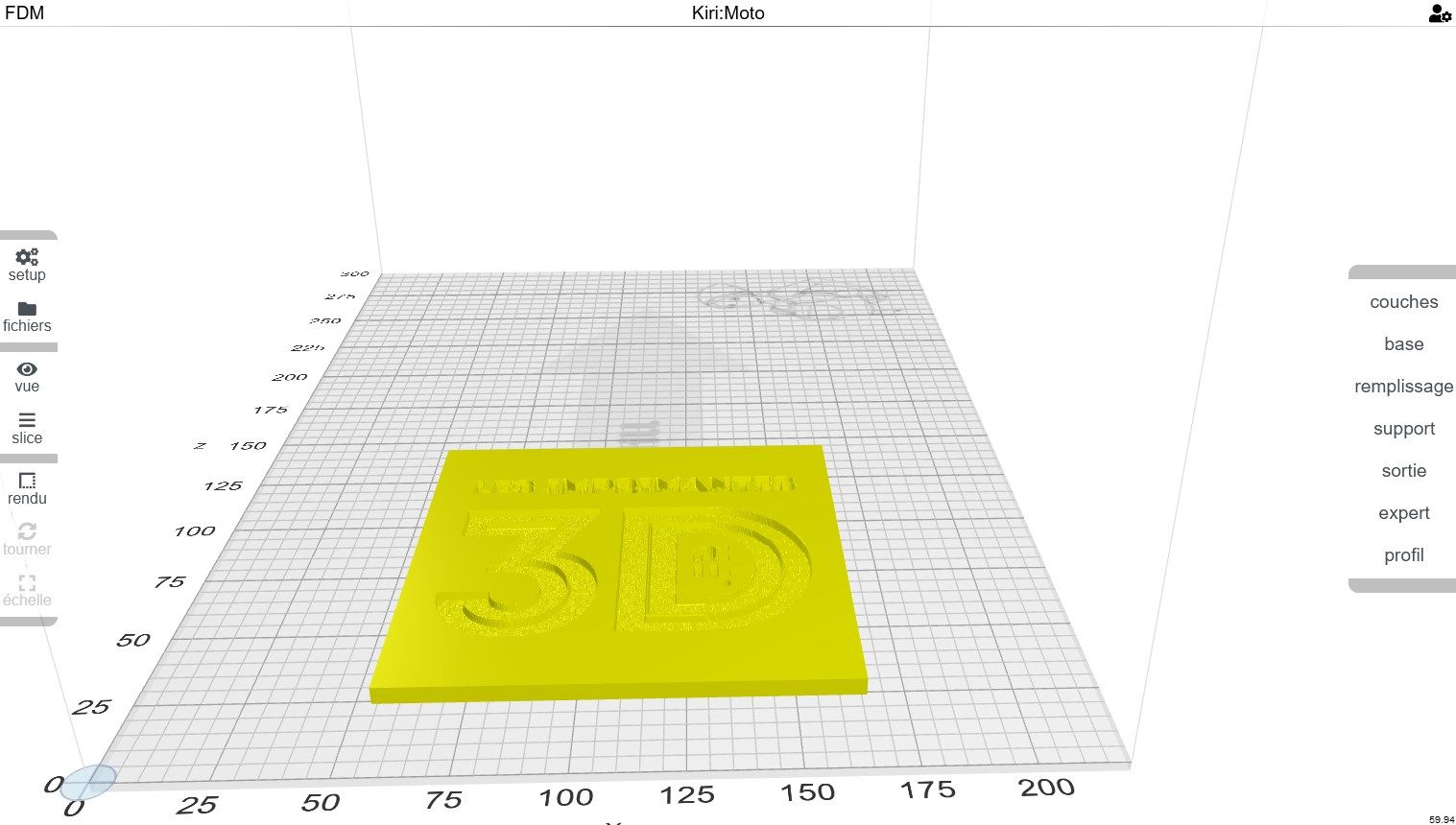
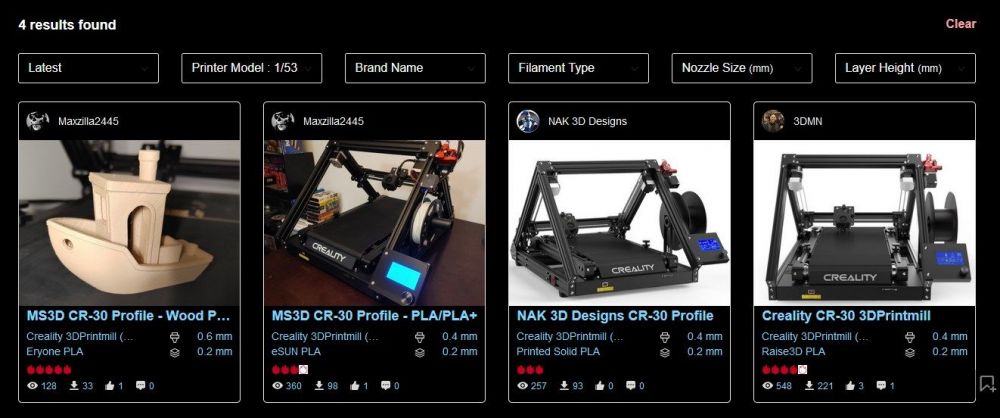
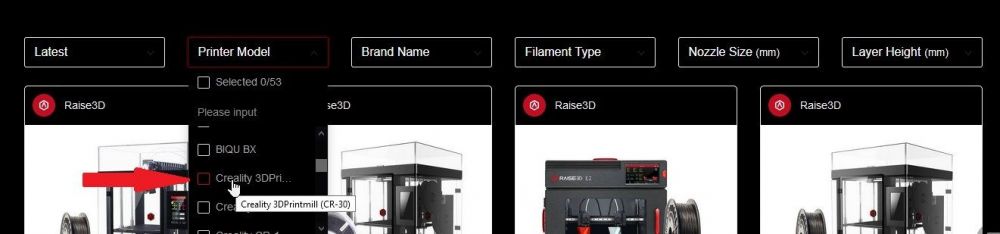
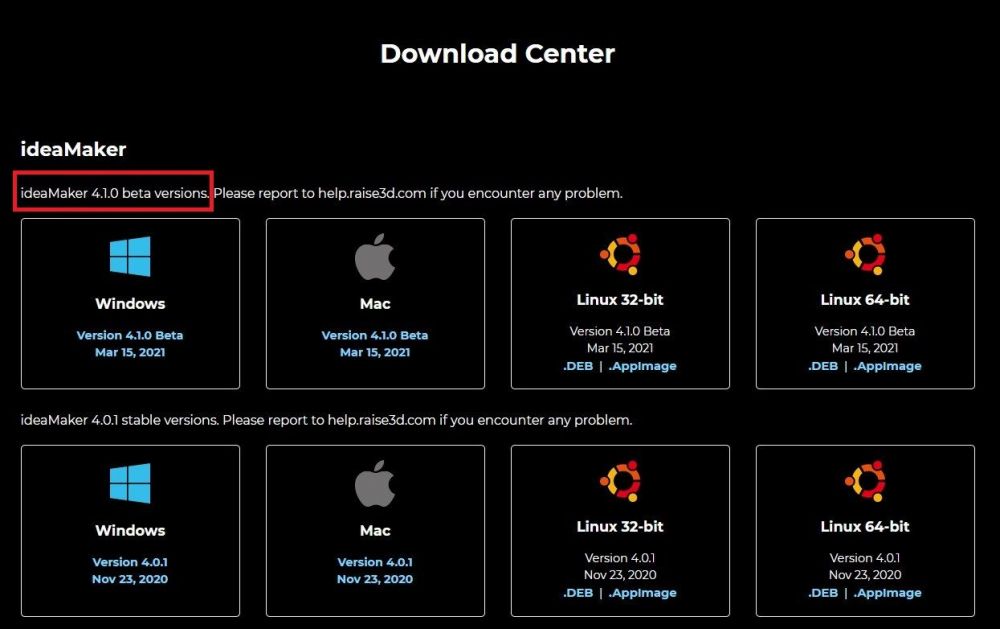
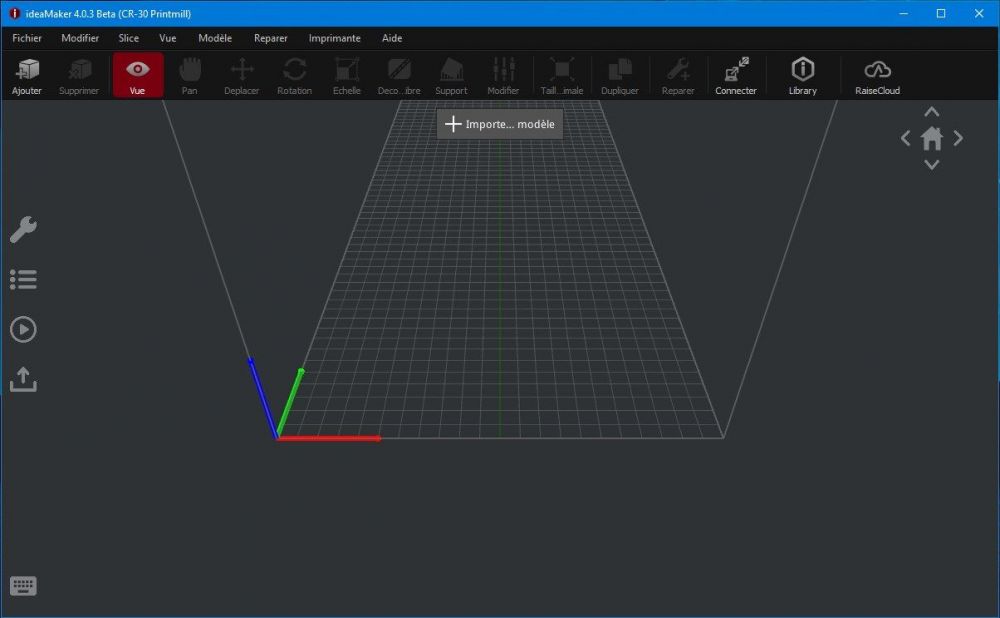
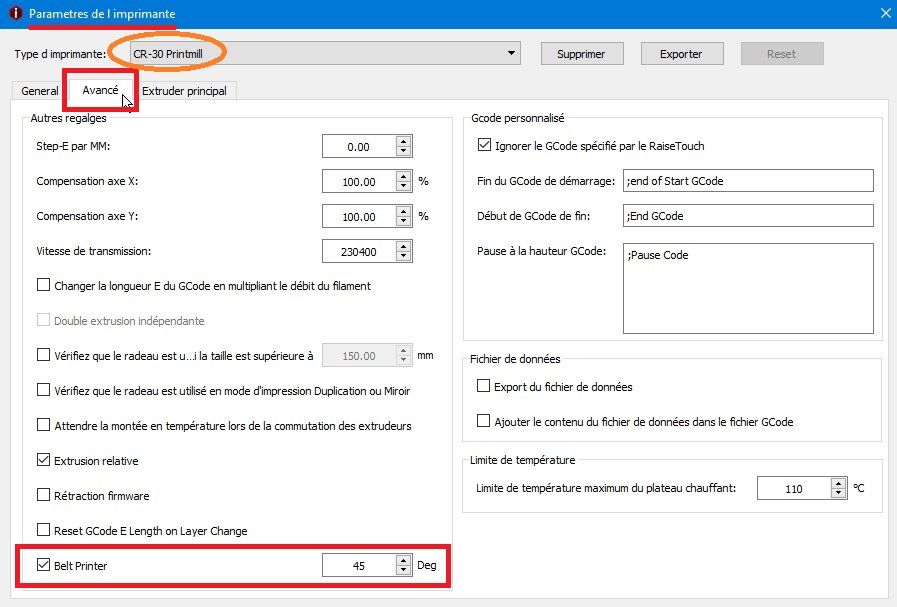
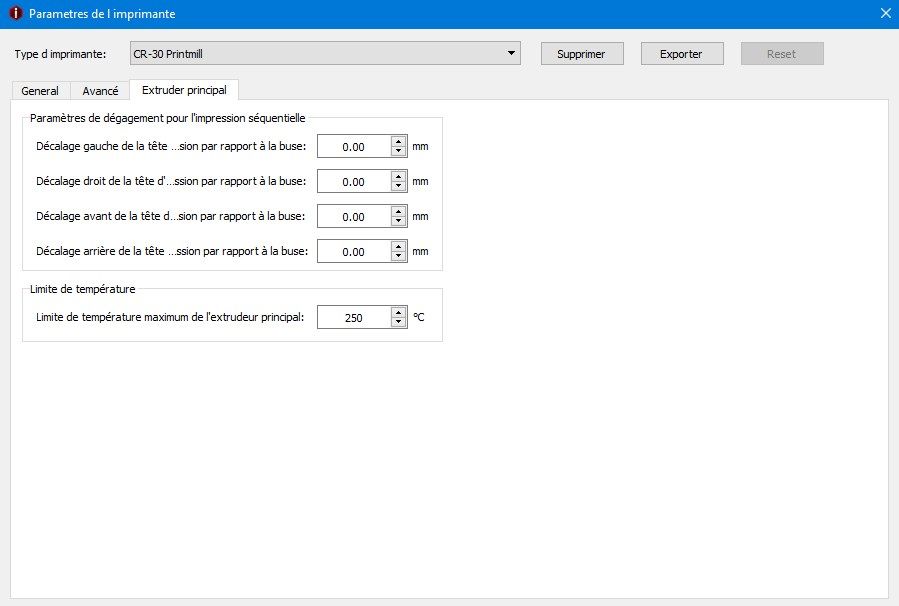
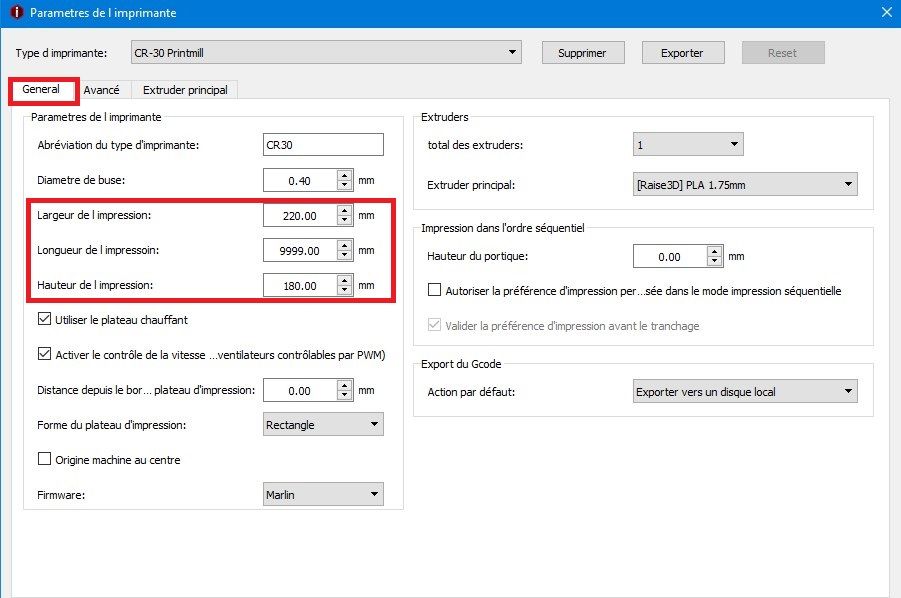
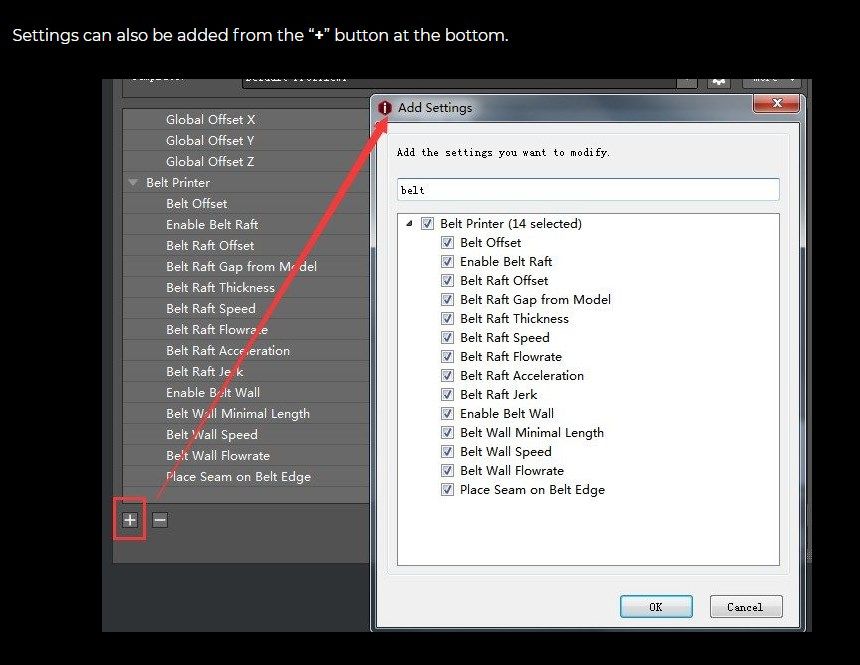
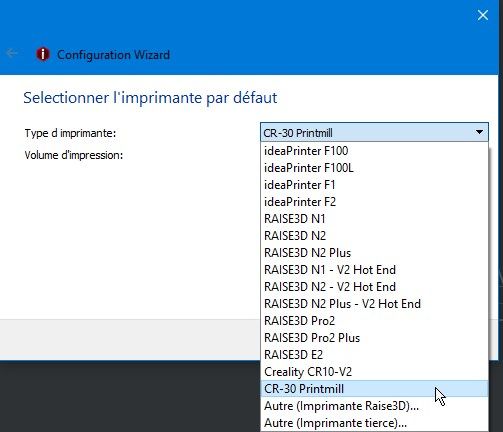
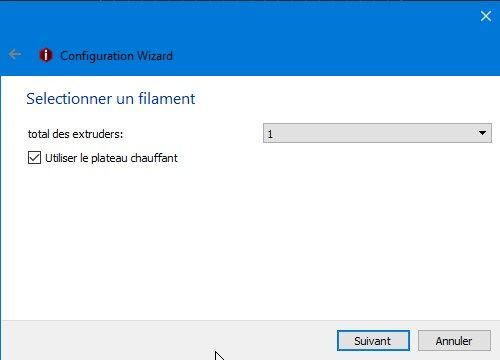
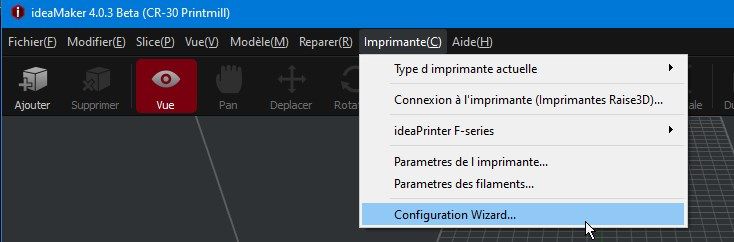
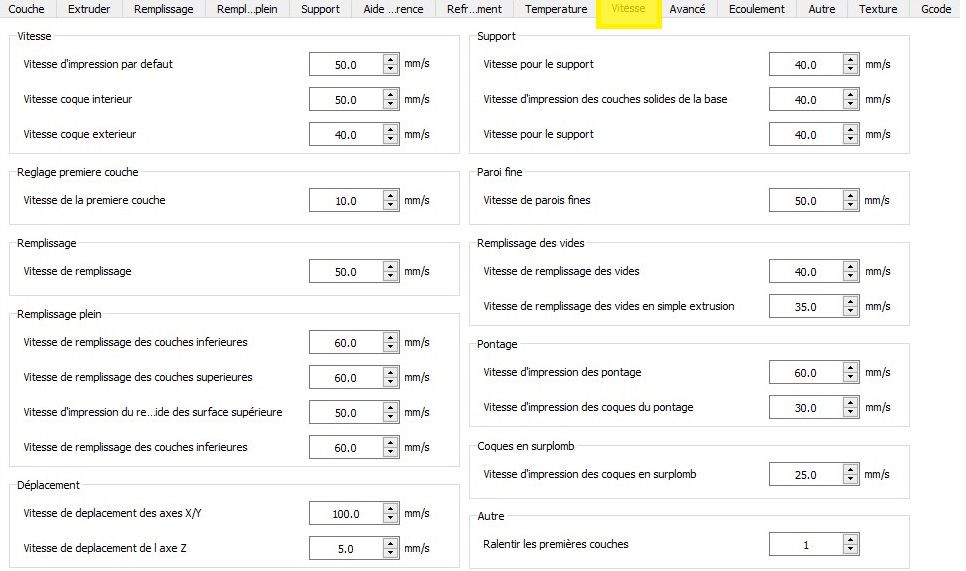
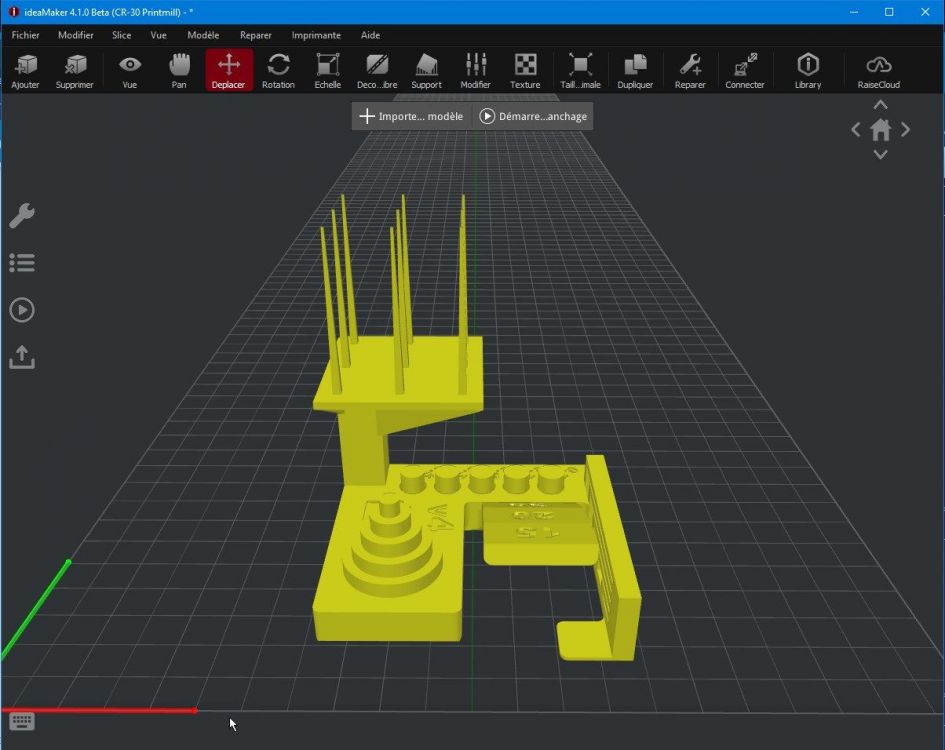
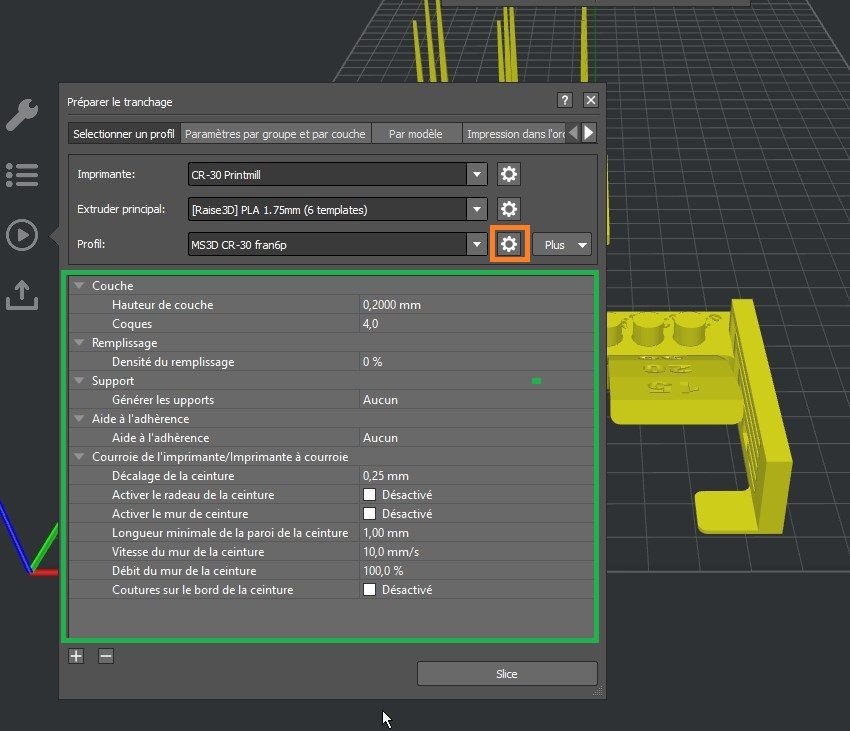
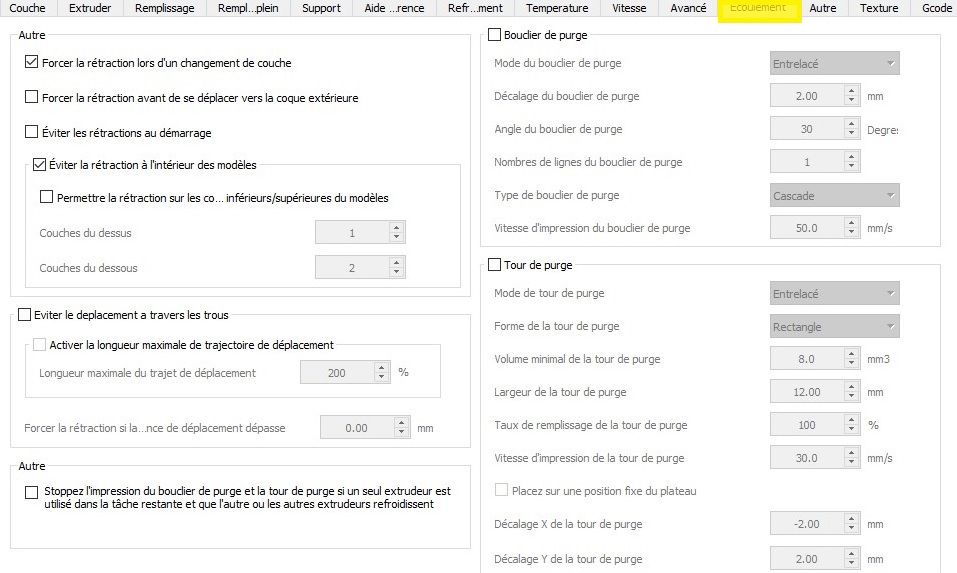
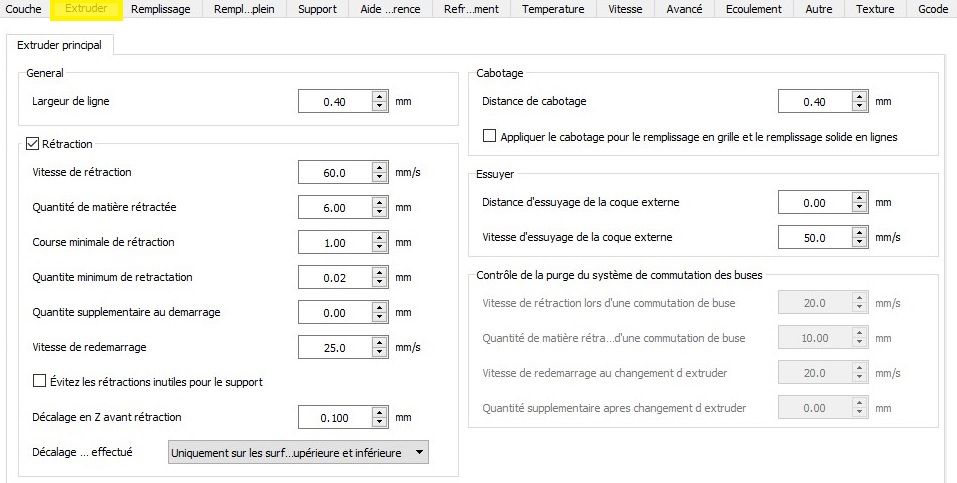
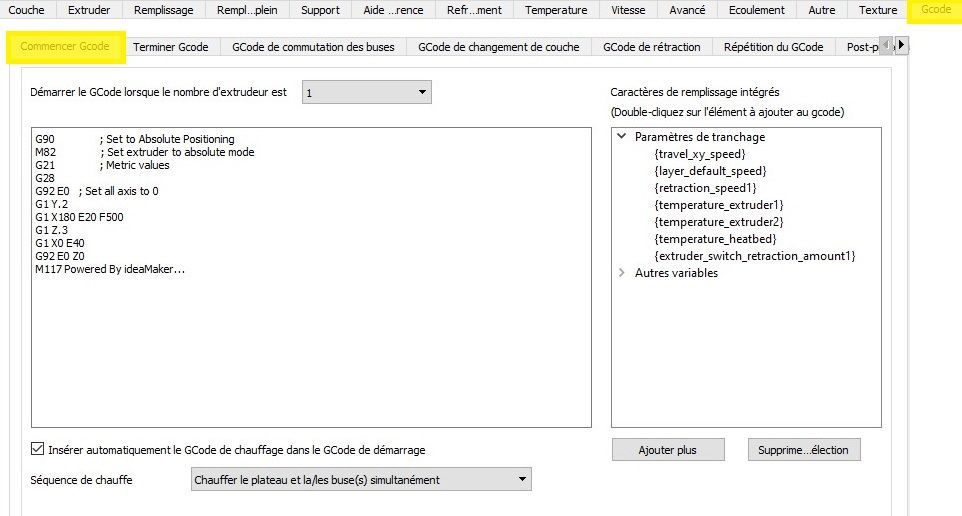
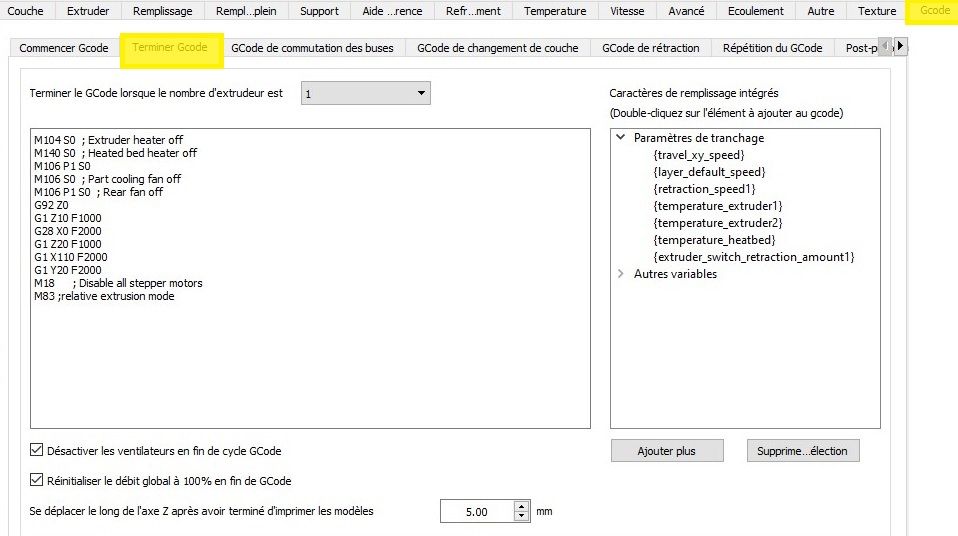
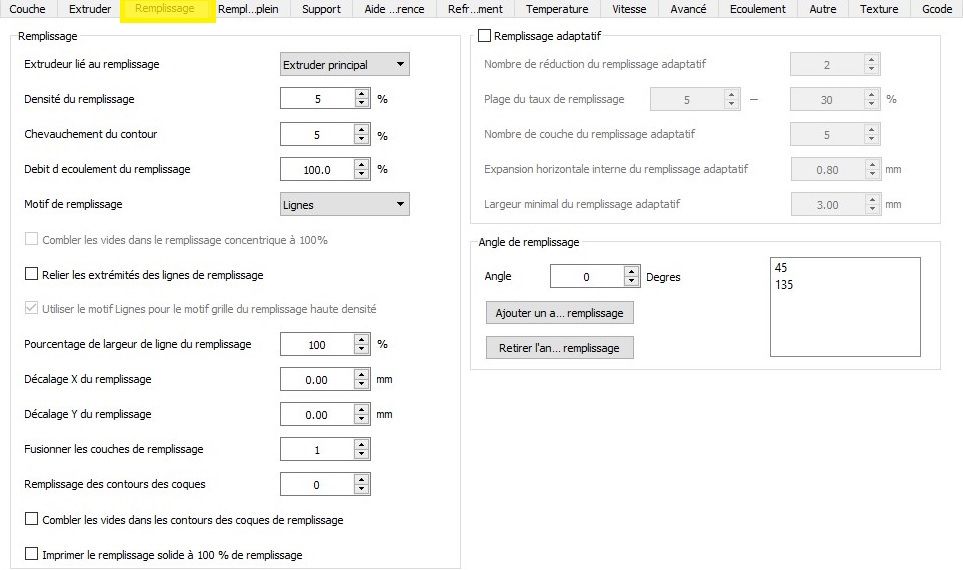
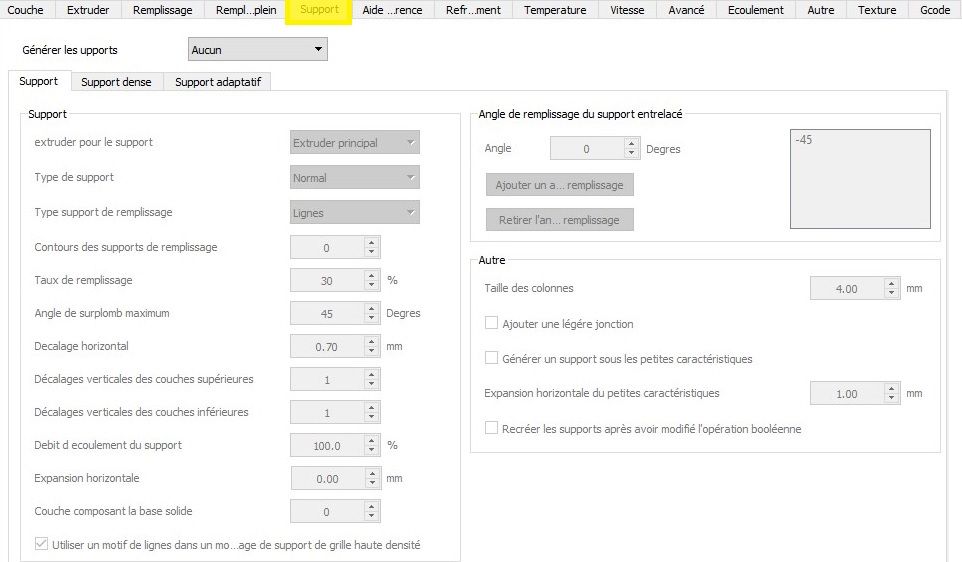
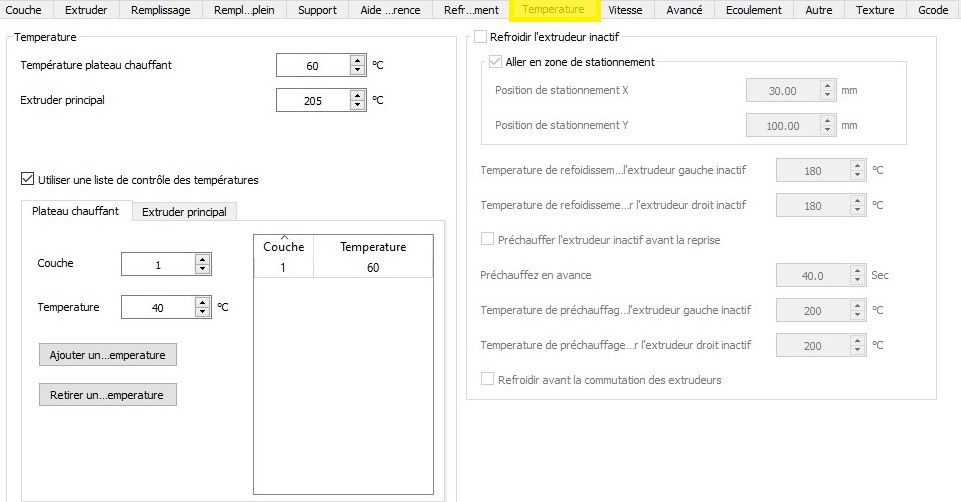
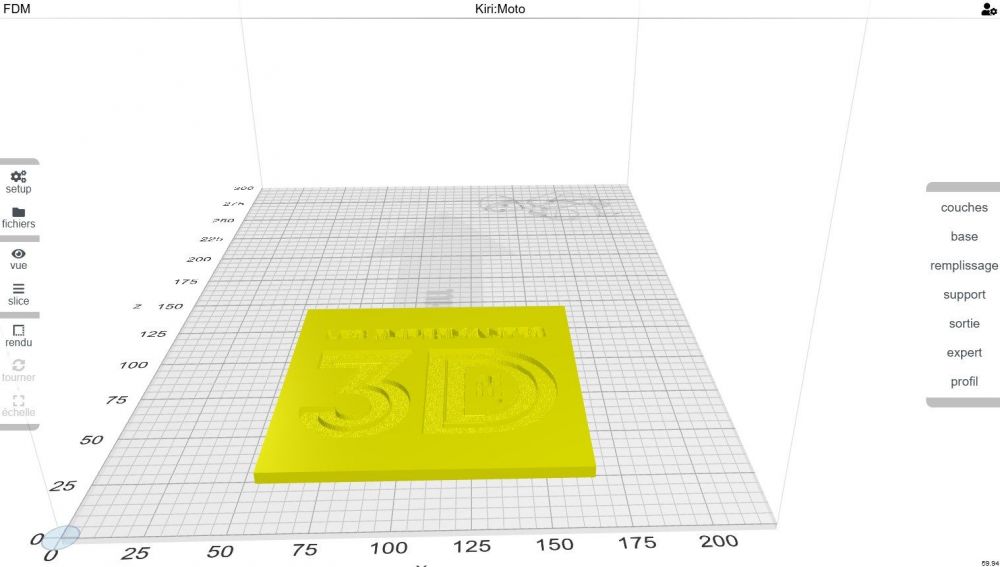
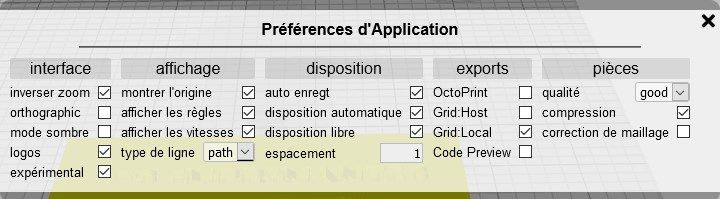
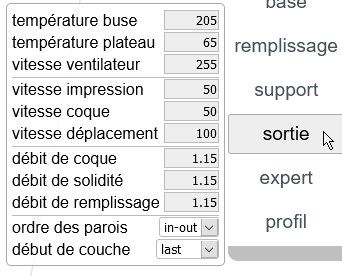
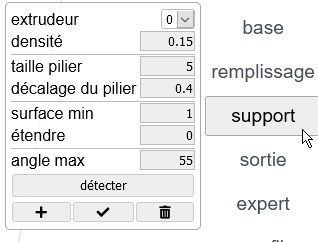
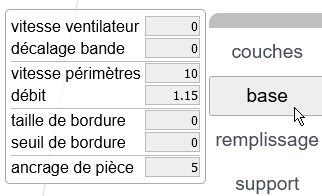
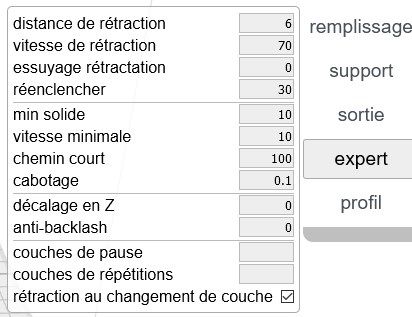
3) Ideamaker : Le constructeur de machines Raise3D prend en charge la 3DPrintMill dans la version «beta» de son trancheur (4.0.3 au moment du test) et continue d'améliorer celle-ci puisque qu'une version récente a été mise en ligne le 15/03/21 (4.1.0) . La page de téléchargement permet de choisir la version adaptée au système d'exploitation de son matériel informatique : La prise en charge des imprimantes à bande est aussi complète que dans les versions Cura du post précédent (la version beta est passée en 4.1 depuis mi mars) : Une fois le programme téléchargé et installé, la première étape est de paramétrer son imprimante en passant par l'option du menu «configuration wizard» : Une fois l'imprimante sélectionnée et validée, on peut vérifier quels paramètres sont utilisés : Ceux qui ont déjà pratiqué ce trancheur ne verront pas de différences au niveau de l'interface entre la version stable et la beta: Quelques profils peuvent être ajoutés à celui par défaut d'Ideamaker en les récupérant ici : Comme pour tous les trancheurs, on choisit la pièce à trancher (sélection via Fichier / ouvrir ou dépôt de la pièce sur la surface de travail), exemple avec le test de validation de Kickstarter : Pour lancer le tranchage, un appui sur l'icone «Lecture» affiche les paramètres essentiels (choix de l'imprimante, de l'extrudeur et du profil). Chacun de ces paramètres peut être modifié en fonction des contraintes d'impression. Pour cela, soit on ajoute ceux qui serviront fréquemment dans la zone en vert ci-dessous en cliquant sur le bouton «+» puis en les sélectionnant dans la liste, soit en cliquant sur la roue dentée en orange : La liste de tous les paramètres modifiables est présentée sous forme d'onglets (Cura utilise des sections) : Une fois les paramètres choisis, un appui sur «Slice» et le tranchage se réalise. Un clic sur «Aperçu» permet d'analyser le tranchage couche après couche et permet surtout de voir s'il faut réorienter la pièce sur la bande afin d'éviter des impressions en l'air, comme ci-dessous : En tournant cette pièce de 180°, cette fois-ci l'impression sera correcte : 4) Kiri-Moto : Mon coup de cœur Ce trancheur ne nécessite aucune installation puisqu’il fonctionne dans votre navigateur (testé via Chrome et Firefox). Il est accessible à cette adresse : grid.space/kiri Tout le processus de découpe se déroule au sein du navigateur, les données restent en local pas chez un fournisseur «nuagique». L'intérêt principal est qu'il est toujours à jour (au moins tant que son principal développeur s'en occupe, ses sources sont disponibles dans un dépôt Github), les nouvelles fonctionnalités, corrections de bogues et les mises à jour sont régulièrement mises en place. On peut choisir la version avec laquelle on souhaite trancher (stable / développement). Cerise sur le gâteau, il est entièrement Open Source. De plus ce trancheur n'est pas réservé qu'aux imprimantes 3D (FDM / SLA) mais peut également être utilisé avec des CNC, des graveurs Laser, des matériels de découpe (n'ayant pas ce type de matériel, je n'ai pas testé). J'ai découvert ce trancheur via le discord des testeurs de la 3DPrintMill. Son développeur est Stewart Allen. J'ai participé à sa localisation (qu'il va falloir que je peaufine encore un peu), au départ il ne proposait que deux langues: Anglais, Danois. Désormais, il est aussi en Français, Allemand. L'accès au site, après validation de l'acceptation des cookies, affiche l'interface suivante (j'ai sélectionné le français, étonnant non ) : En haut à droite de la fenêtre en cliquant sur l'icone du personnage les options disponibles permettent de choisir la langue d'affichage, d'accéder à de l'aide quant au fonctionnement et manipulations accessibles au clavier, de sélectionner la version de travail (anciennes, stable, développement) et également en cas de bug d'exporter un fichier qui permettra à Stewart Allen de déboguer plus facilement: Les icones à gauche de l'écran permettent d'abord de choisir quel matériel (FDM, SLA, CNC, graveur) on va utiliser puis quel modèle «Setup» ainsi que les préférences générales : Ensuite «Fichiers» permet comme tout bon trancheur de sélectionner la(les) pièce(s) à trancher ou récupérer des pièces déjà utilisées : L'option «Rendu» permet de modifier l'affichage de la pièce sur le plan de travail (plein, fil, transparent, caché) : Les options «Tourner» (orientation de la pièce sur le plan de travail) et «Échelle» ne sont activables que si la pièce est préalablement sélectionnée : La dernière option est celle qui permet de trancher la pièce après avoir choisi les paramètres d'impression dans le menu de droite de l'écran puis de prévisualiser l'impression et finalement d'exporter le G-code (directement sur Octoprint si l'option a été indiquée dans Setup / préfs ) : Les options de droite concernant les paramètres de tranchage sont celles classiques que l'on retrouve dans tous les trancheurs : Cette dernière concerne la 3DPrintMill plus particulièrement (Base) : Deux options dans cette dernière sont uniques: ancrage et taille de bordure. On ne peut utiliser ni jupe, ni bordure avec une imprimante à Z infini. Ancrage permet d'ajouter à l'avant de la pièce tranchée l'équivalent d'une bordure, de même avec «taille de bordure» qui elle sera ajouté de chaque côté de la pièce avec même la possibilité de ne l'ajouter que si la longueur du filament déposé sur la bande est plus petit que la valeur indiquée dans «seuil». Ce sont deux options, absentes des autres trancheurs (Cura, Ideamaker) qui facilitent la vie d'un utilisateur de 3DPrintMill : l'accroche /adhérence sur la bande étant parfois un peu capricieuse Stewart Allen met à disposition sur sa chaine Youtube de nombreuses vidéos (en anglais) pour tous ceux qui souhaiteraient approfondir l'utilisation de Kiri-Moto. Exemple de l'aperçu après tranchage : Le même en mode «prévisualiser», les couleurs indiquent les vitesses d'impression : Je recommande d'essayer ce trancheur, il est simple d'utilisation. Certes de nombreuses options ne sont pas disponibles comme avec les trancheurs habituels mais ça a un avantage pour des débutants : éviter de se perdre dans certains paramètres. Les pièces imprimées sont aussi bonnes qu'avec Cura, Ideamaker. Son seul défaut est que pour certaines pièces, le temps de tranchage peut sembler long (le travail se fait totalement dans le navigateur de votre ordinateur). … prochaine étape, le test final sur le Blog, à bientôt …










 1 point
1 point -
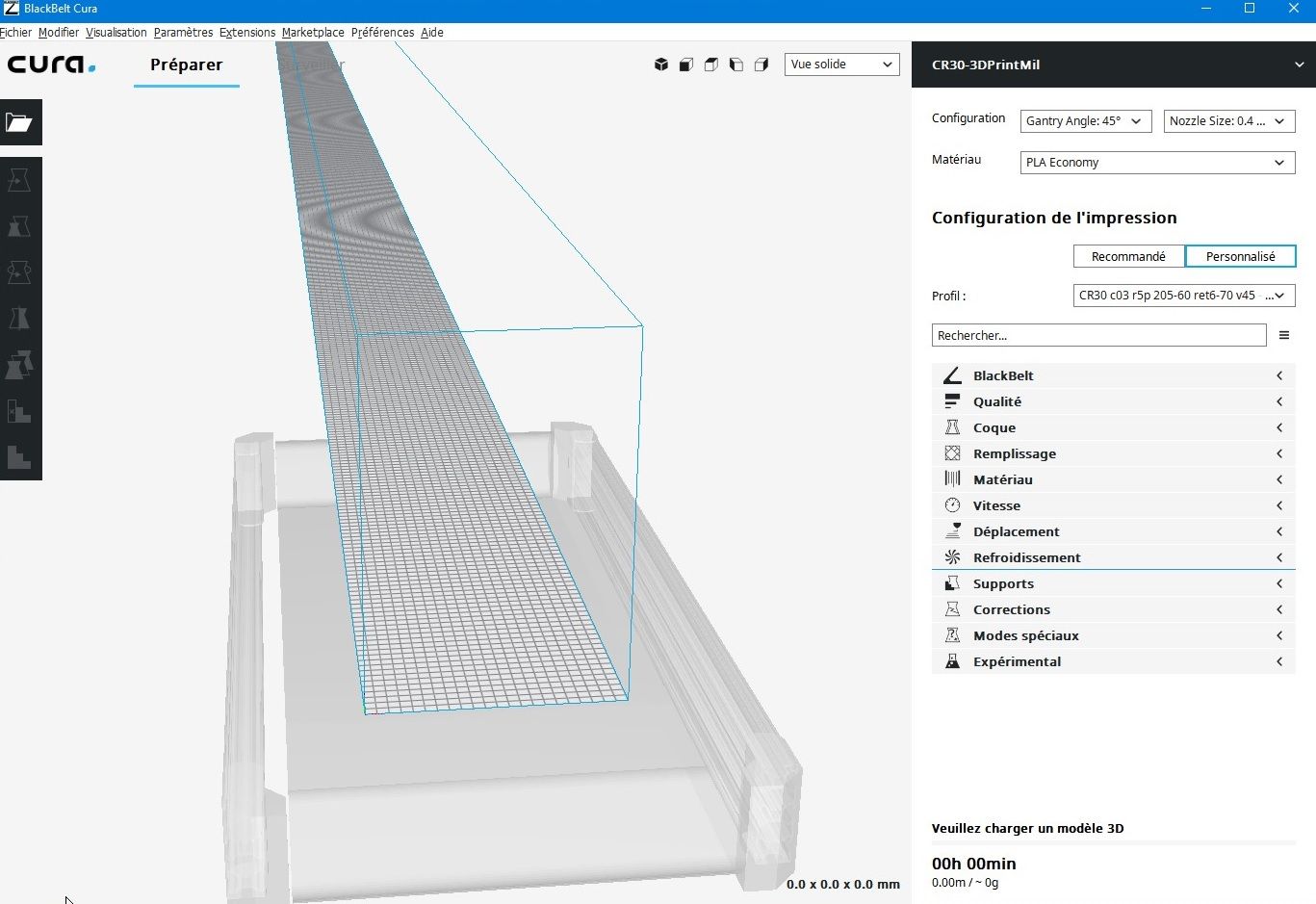
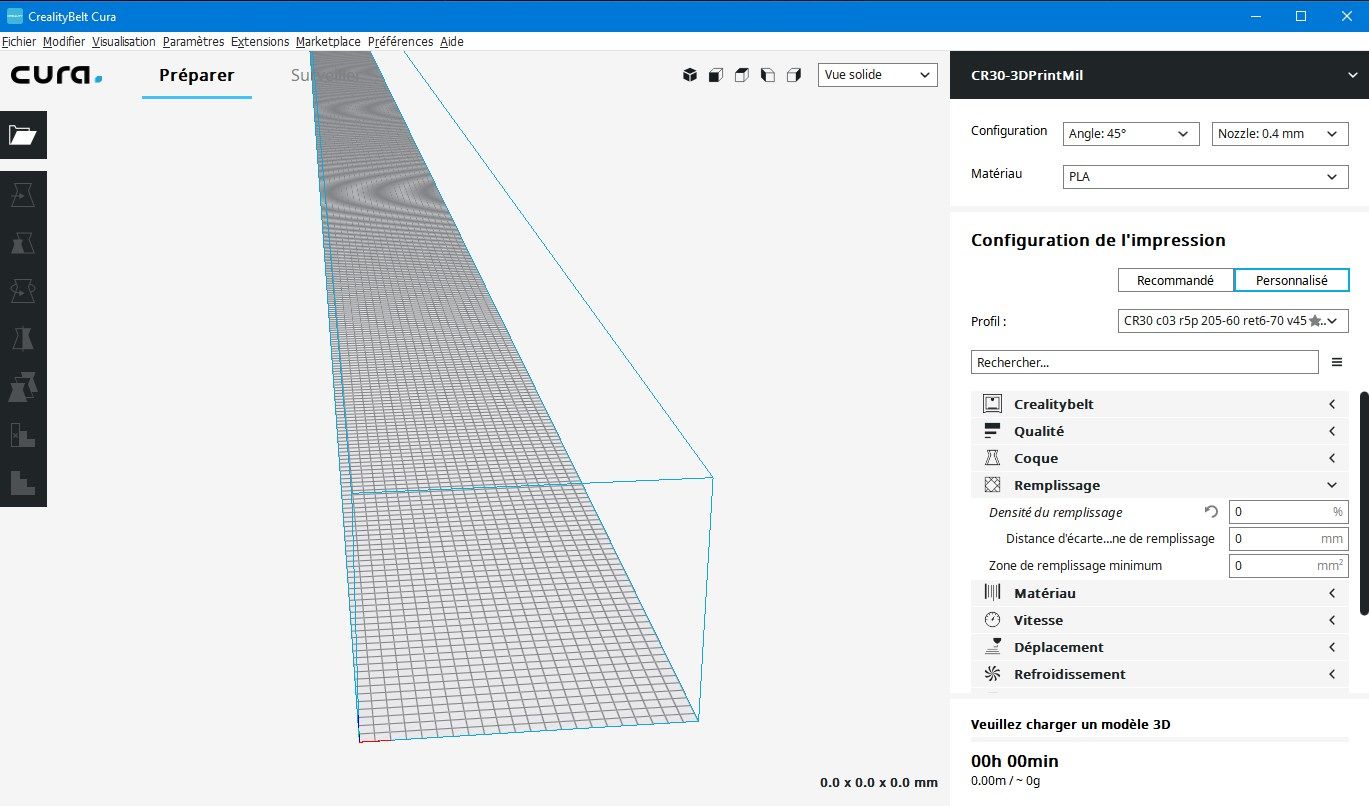
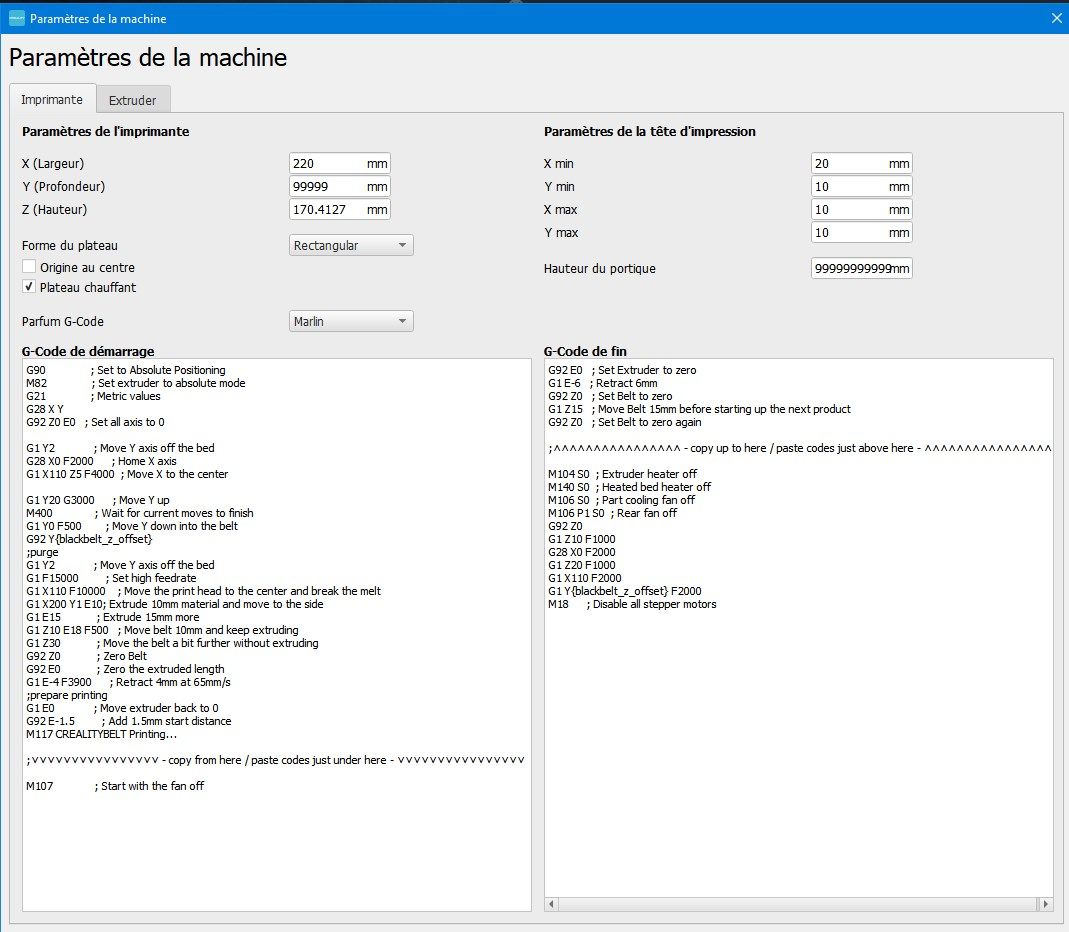
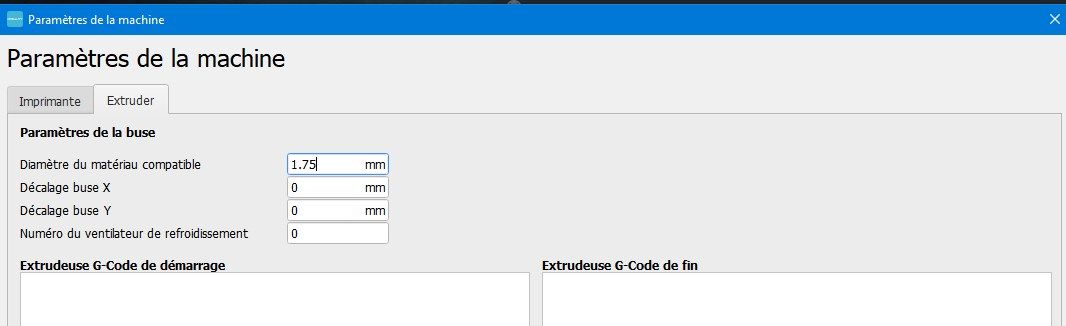
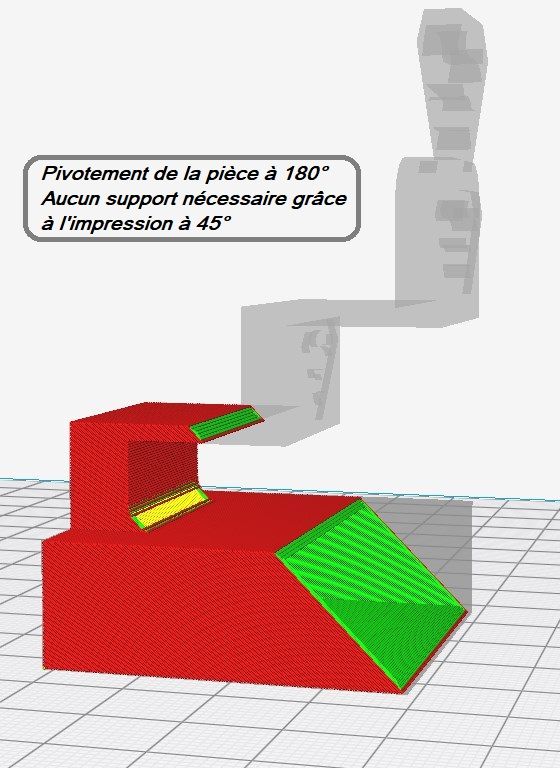
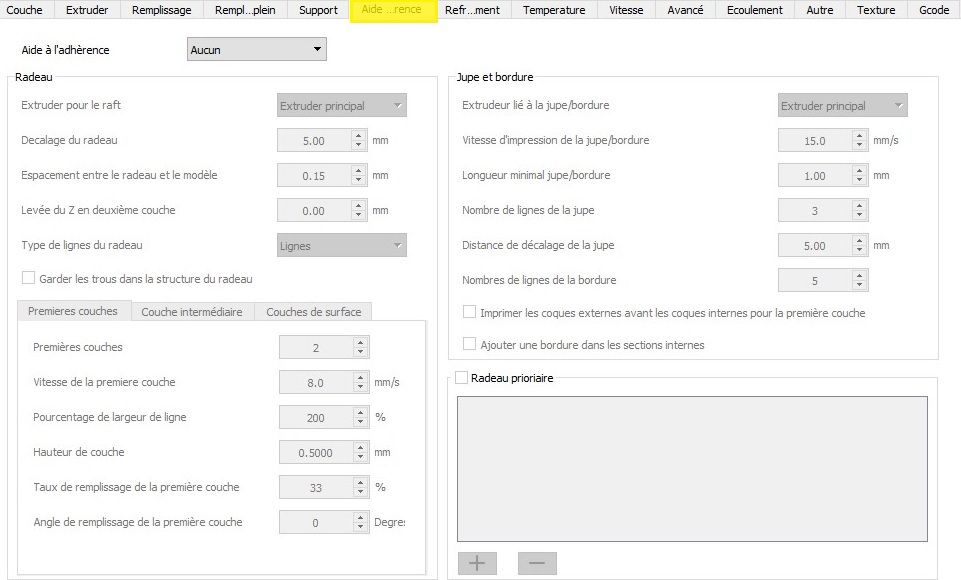
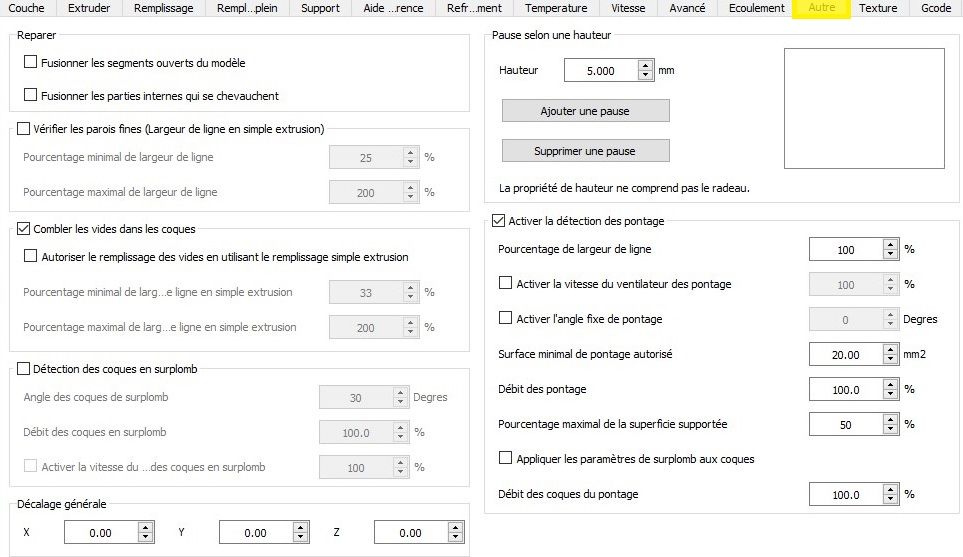
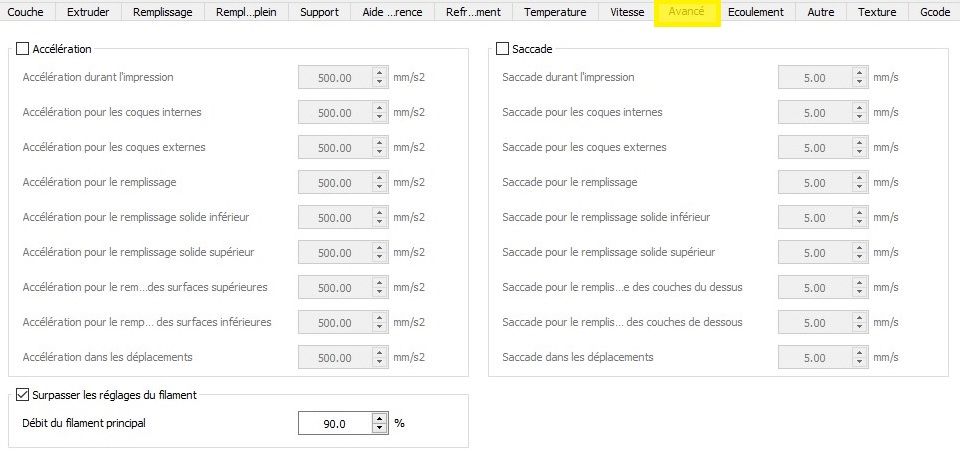
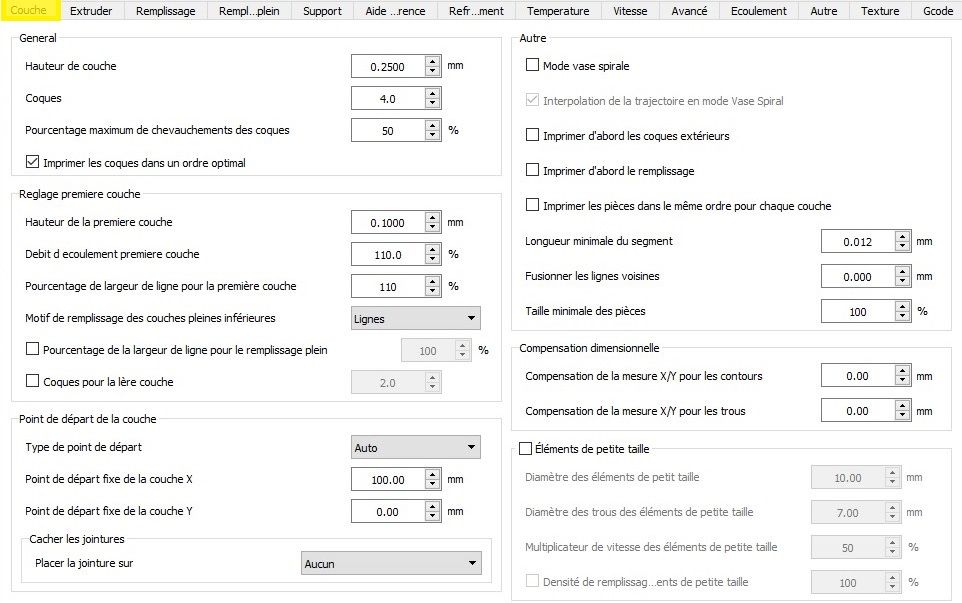
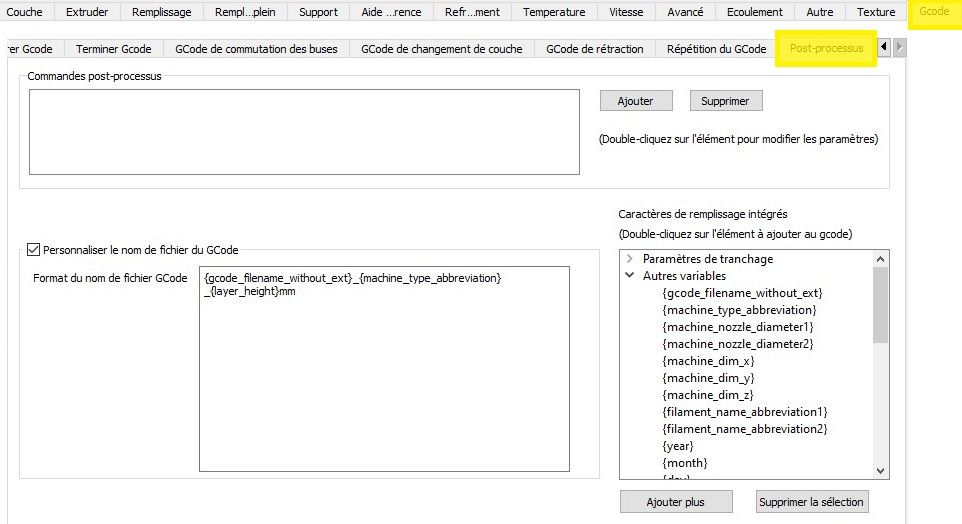
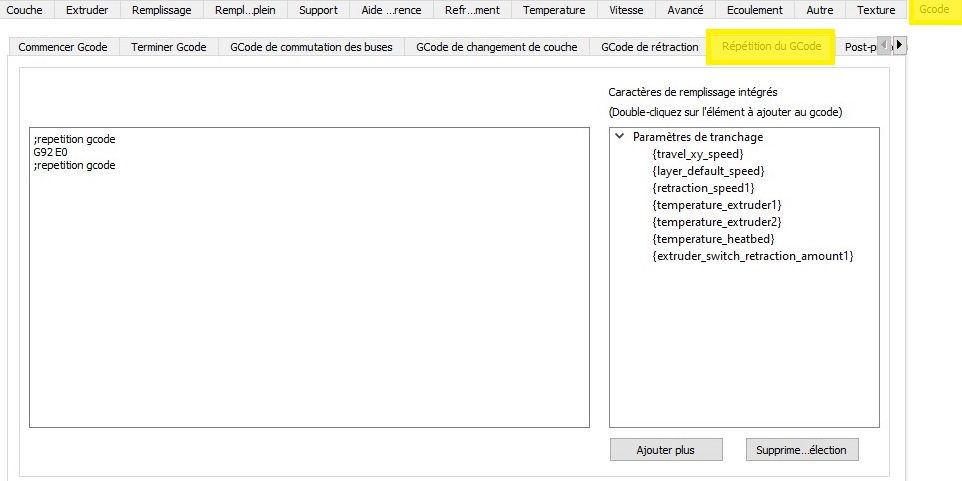
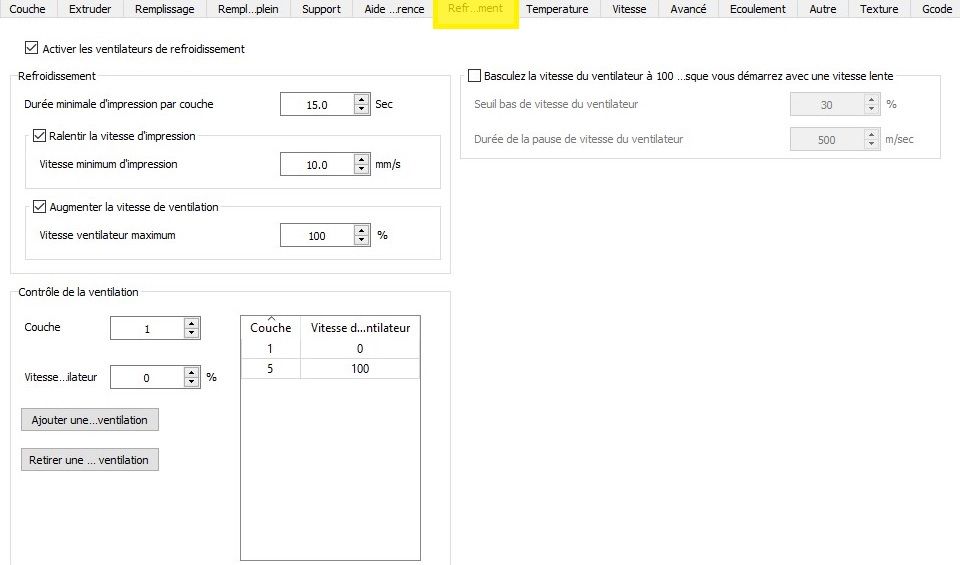
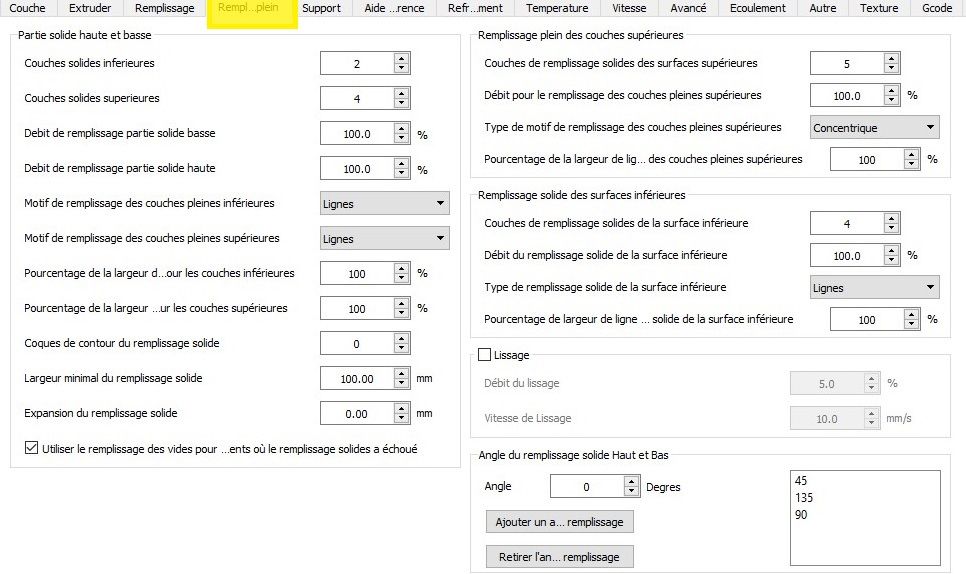
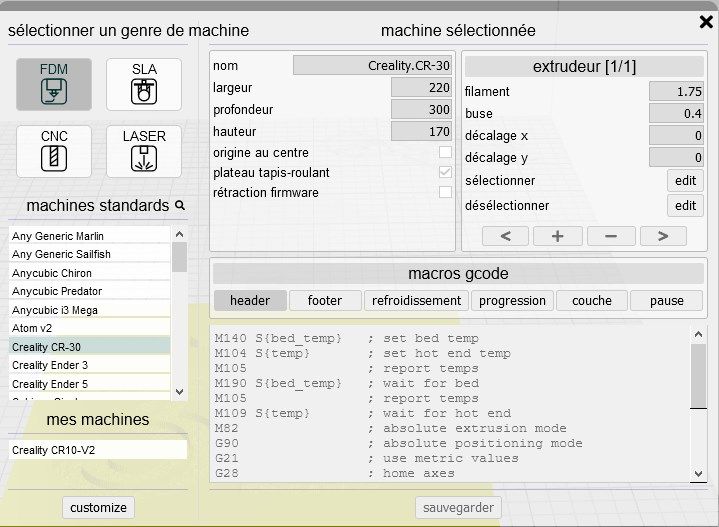
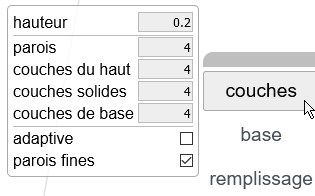
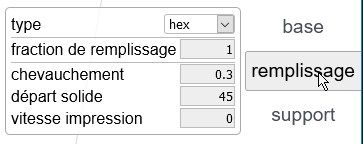
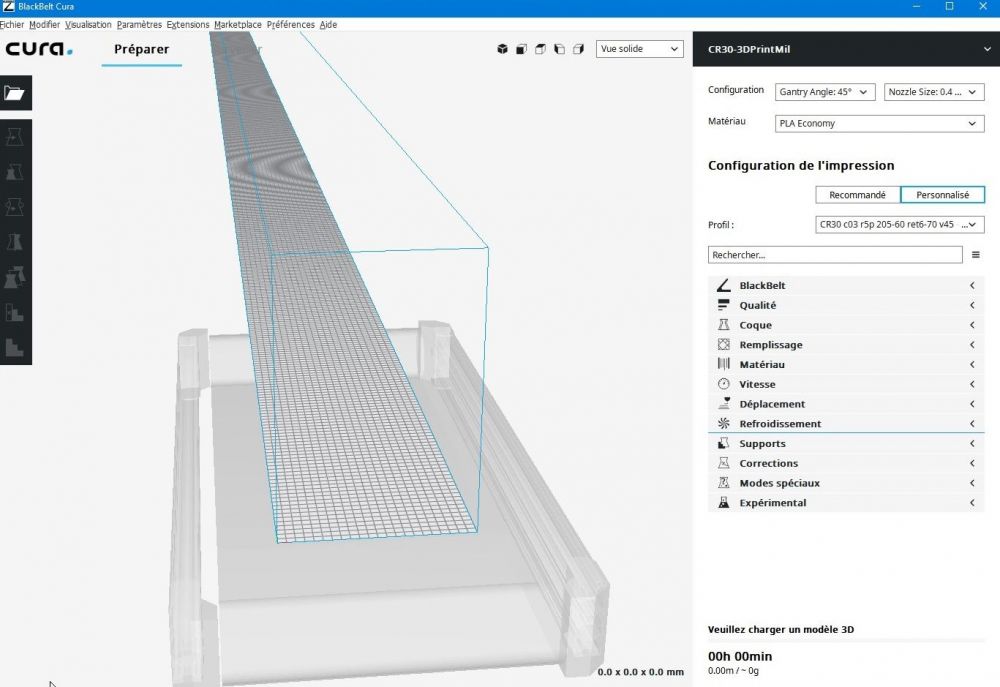
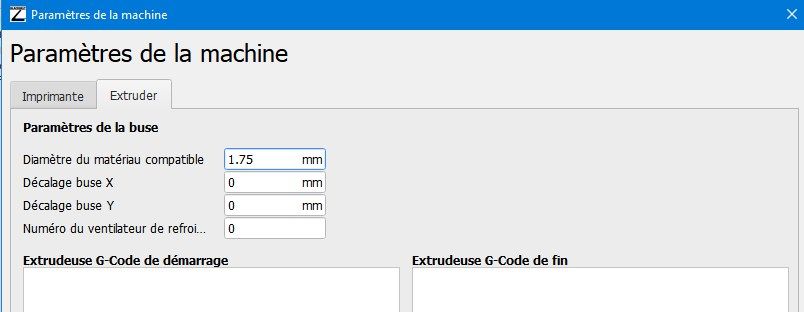
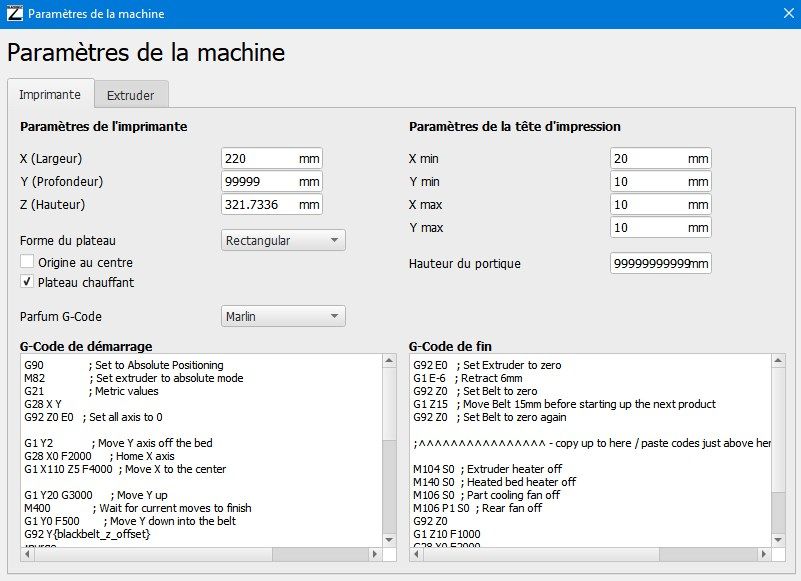
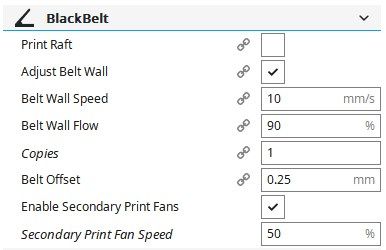
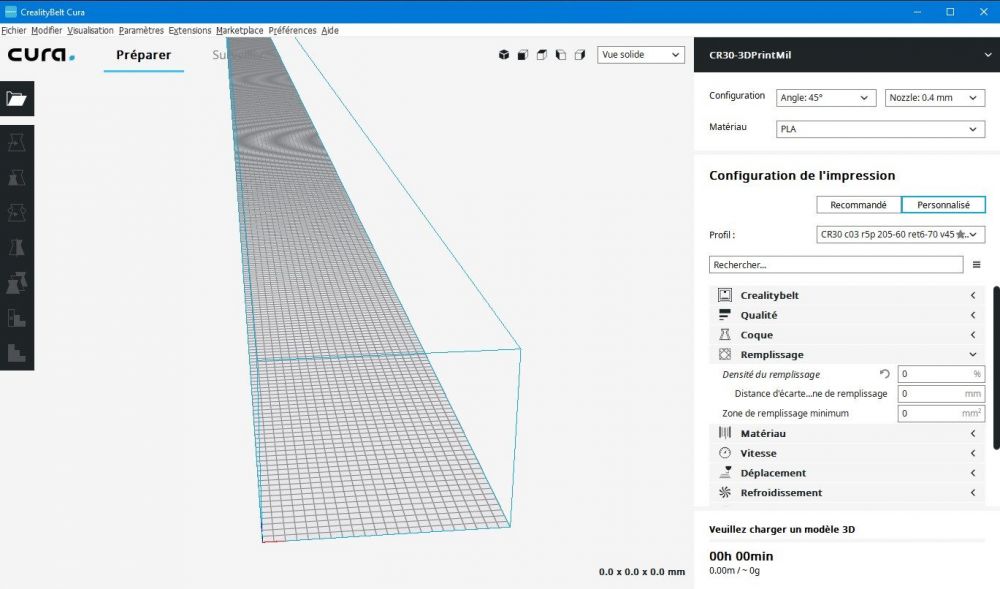
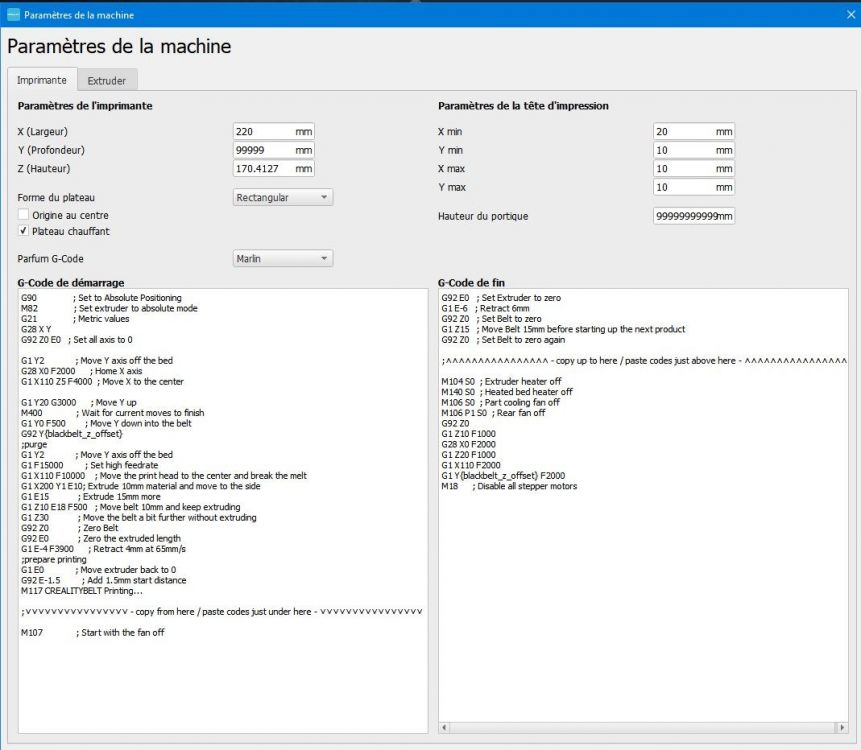
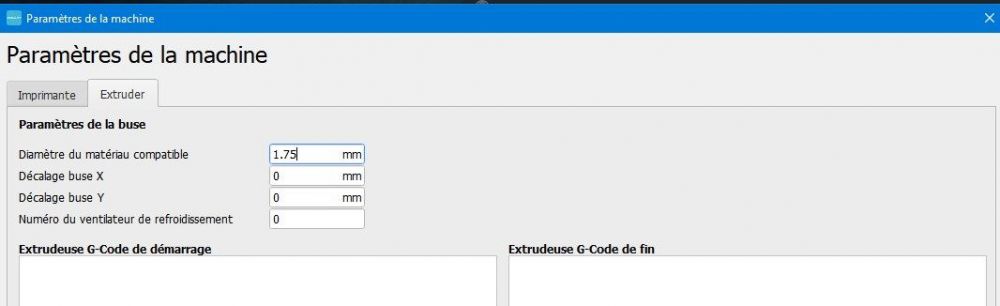
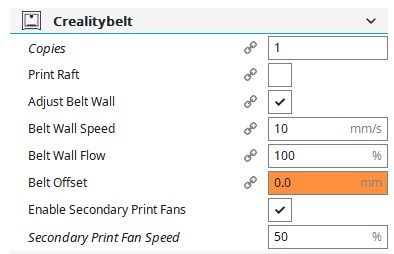
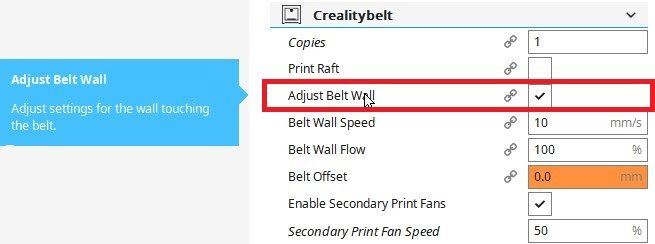
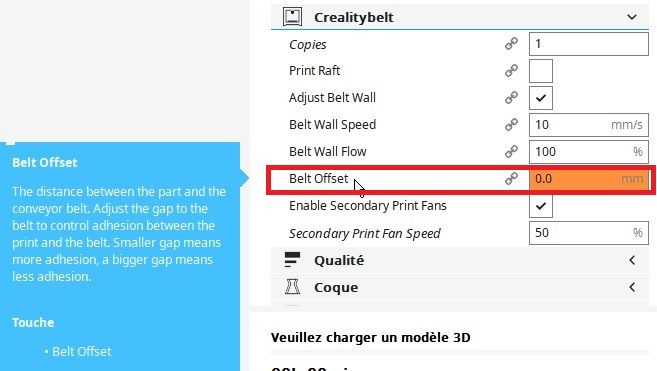
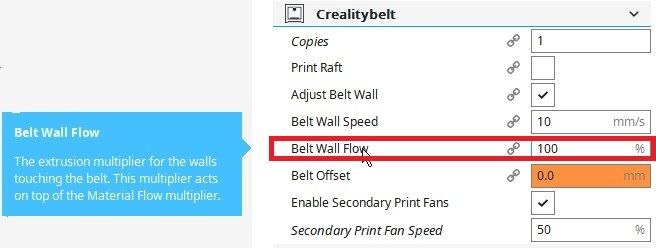
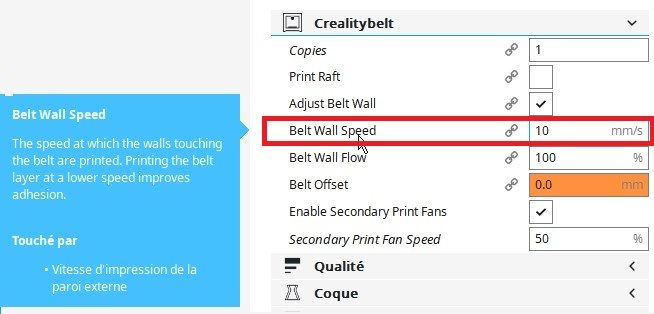
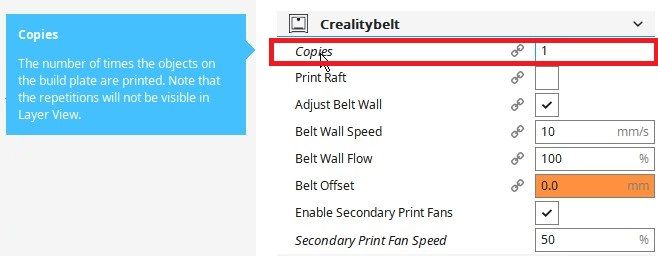
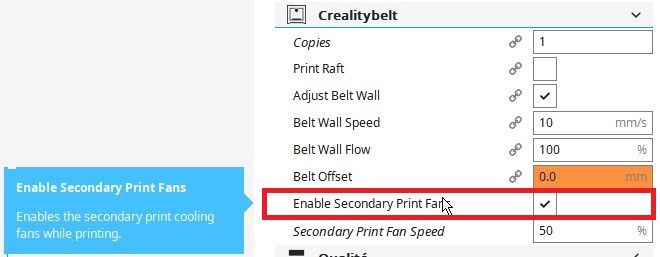
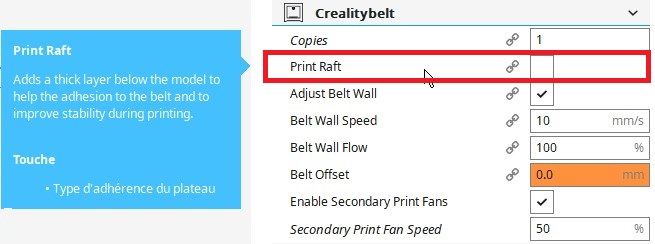
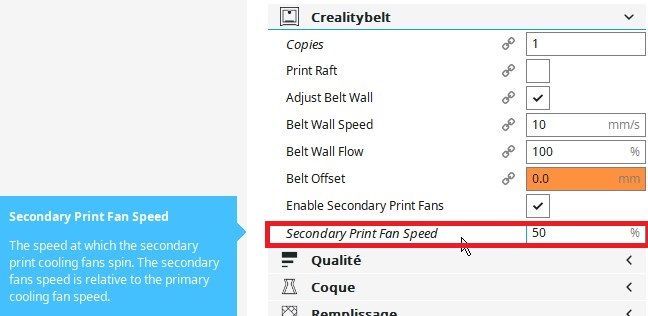
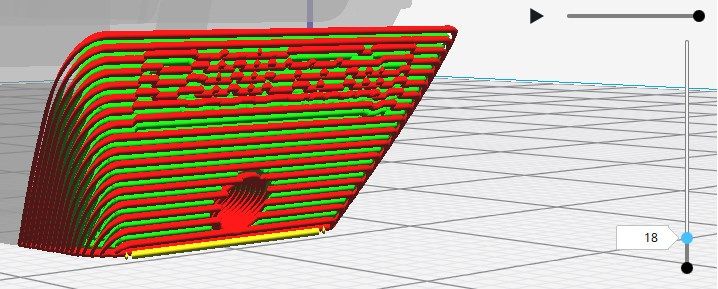
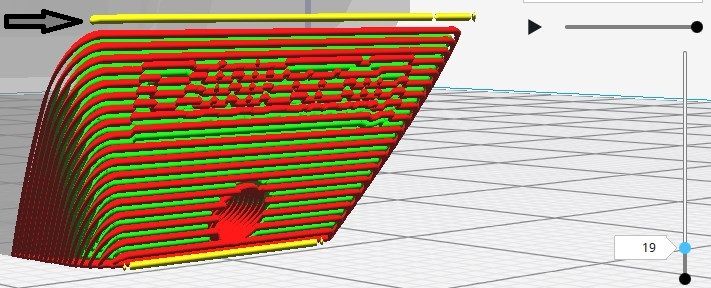
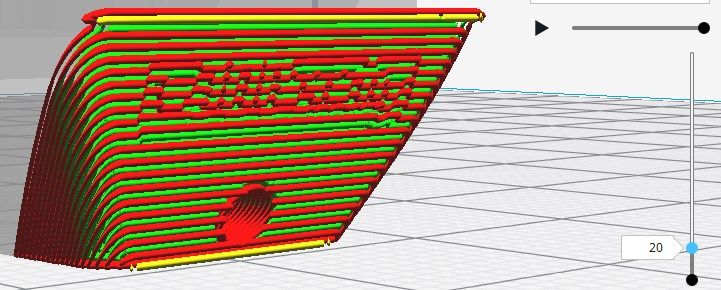
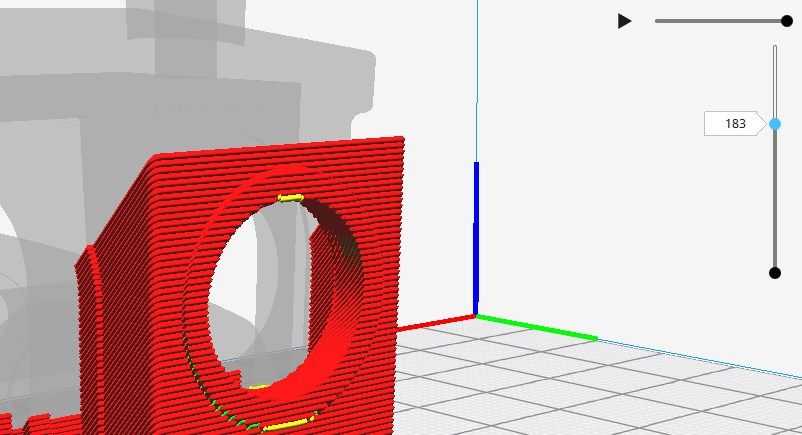
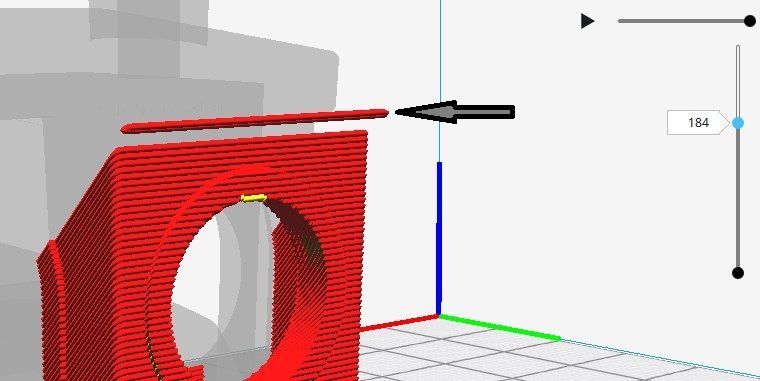
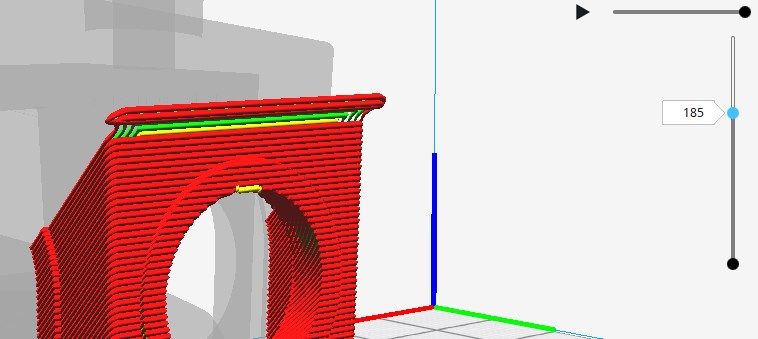
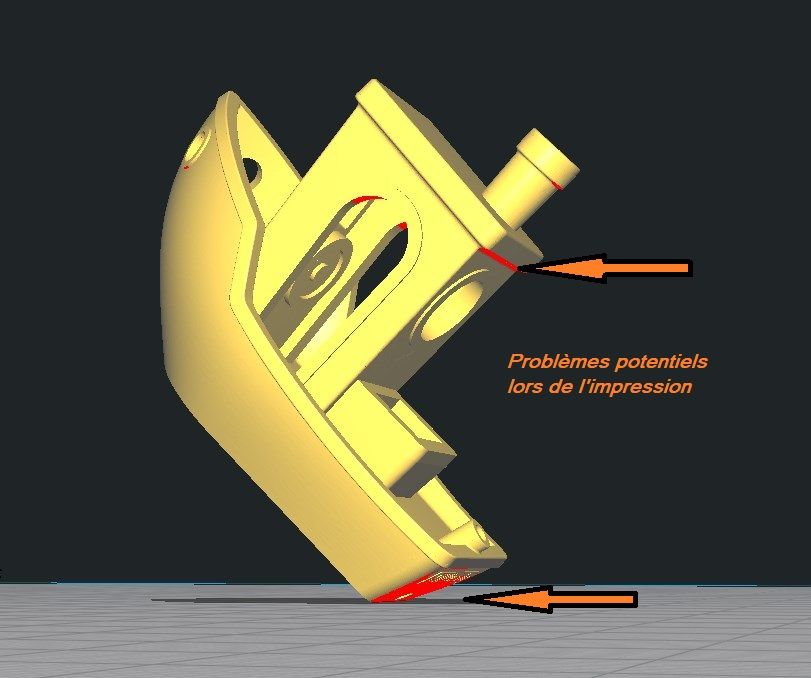
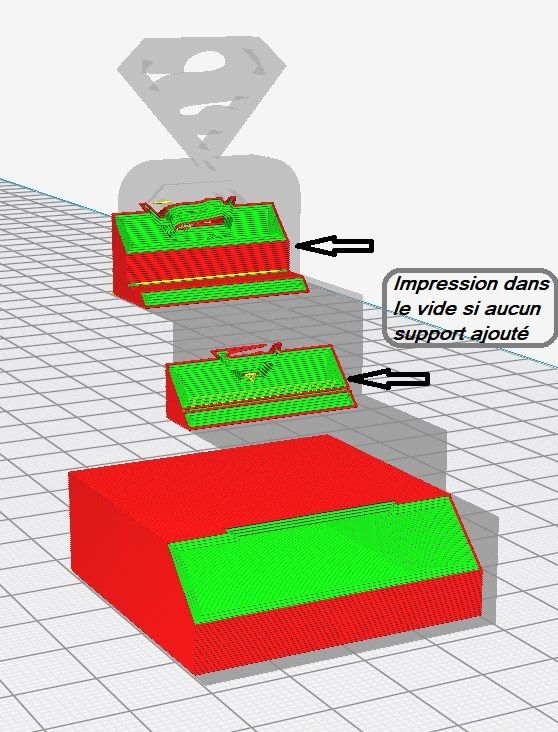
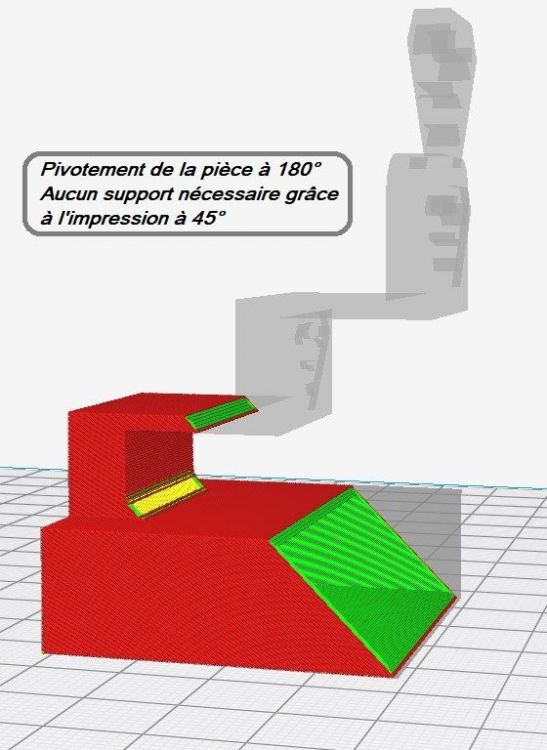
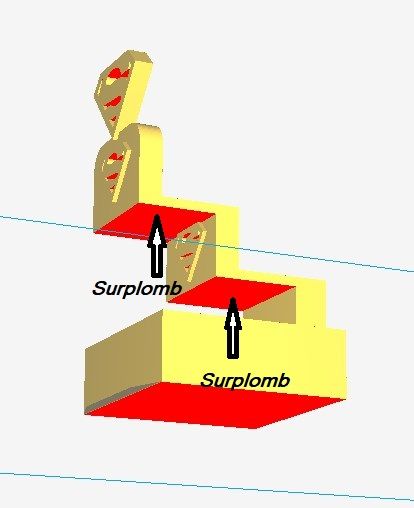
Comme pour toute imprimante 3D, pour qu'elle puisse imprimer, il faut lui fournir le fichier qui contient les instructions de déplacements, des extrusions, des températures, de ventilation, … . En gros le fichier «gcode». C'est le rôle du trancheur de transformer la pièce à imprimer (format STL) en cette suite d'instructions G-code. Avec cette imprimante, on ne peut pas utiliser les versions «classiques» des trancheurs, l'impression ne se faisant pas par empilement des couches verticalement. Pourquoi a-t'on besoin de versions particulières de trancheurs avec ces imprimantes à Z infini? @thinkyheadfournit quelques explications concernant la cinématique de ce type d'imprimantes: Ma traduction approximative (ce que j'en ai à peu près compris ) : Les trancheurs connus actuellement disponibles pour ce type d'imprimante (tapis-roulant / belt printer) sont au nombre de quatre (4) : l'ancêtre par qui tout à commencer : BlackBelt Cura la version Creality basée sur le précédent Ideamaker (version beta) Kiri-Moto Tous ces trancheurs, en plus de gérer correctement la cinématique particulière, possèdent une section dédiée à la première ligne de filament déposée sur la bande (courroie / tapis-roulant) comme on l'a vu dans le post précédent; c'est elle qui va servir de «fondation» au reste de l'impression. Les deux premiers sont basés sur une version déjà ancienne de Cura (3.6.0 / 3.6.2). Donc de nombreuses améliorations apportées aux versions récentes de Cura sont absentes . 1) Blackbelt Cura : Après installation, une fenêtre s'affiche précisant la version de Cura : L'interface de travail apparait au bout d'un moment : Les paramêtres de la machine déclarée correspondent à une imprimante Blackbelt, il va falloir en modifier certains (largeur (220), hauteur (170)) : Le G-code de démarrage comporte des commandes dont je ne suis pas sûr que la carte puisse les gérer , là aussi des modifications s'imposeront. L'ensemble des sections de paramétrages de l'impression. A noter l'absence, voulue de celle dédiée à l'adhérence sur le plateau et la présence d'une nouvelle section ne traitant que le dépôt du filament sur la bande de roulement (tapis) : Je détaille cette dernière section ci-dessous avec le Cura Crealitybelt. 2) CrealityBelt : Le logo de lancement a été «personnalisé» mais ne correspond plus à la machine actuelle (toute l'électronique est au-dessous de l'imprimante dans un chassis métallique, le système de mouvements des axes X et Y est désormais en CoreXY, l'extrusion n'est plus en direct-drive mais en bowden), la version de Cura est une 3.6.0 : L'interface de travail est en gros la même qu'avec le Cura BlackBelt mais cette fois les paramètres machines sont correctement pré-renseignés : La section concernant la «couche» déposée sur la bande de roulement : Il est possible d'imprimer plusieurs copies de la pièce, il suffit de préciser leur nombre. Autres possibilités, en multipliant le modèle dans l'espace de travail de Cura puis en espaçant ces pièces sur la bande lors du tranchage, si Octoprint est utilisé pour surveiller la CR30 (c'est mon cas), un greffon permet de créer une file d'attente d'impression, son avantage est que différentes piéces à imprimer peuvent être mise dans la file contrairement à l'option copie qui ne duplique que le même modèle : La section «Adhérence du plateau» étant désactivée, à juste raison car il n'est pas possible comme habituellement d'utiliser une jupe ou une bordure autour de la pièce, il reste encore possible d'utiliser un radeau si on le souhaite vraiment (mais qui utilise encore un radeau aujourd'hui) : L'option suivante doit être cochée pour que la ligne déposée sur la bande soit traitée particulièrement, c'est elle qui sert de fondation à chaque couche : Pour garantir une bonne tenue, la vitesse d'impression doit être lente voire très lente : Le débit de cette ligne est évidemment ajustable : Pour enfoncer un peu plus la ligne de filament en contact avec la bande, on peut ajouter un décalage uniquement pour cette ligne (équivalent d'un Zoffset) : Les deux dernières options concernent le refroidissement de cette «couche» : Une fois la pièce à trancher déposée sur la surface de travail, les autres paramètres d'impression peuvent être choisis / modifiés (températures, vitesses, rétraction, etc,). Après tranchage, user et abuser du mode aperçu doit devenir une habitude afin de détecter toutes les zones qui risquent d'être imprimée dans le vide auquel cas, des supports devront être ajoutés. Dans Cura «classique», on peut facilement voir quels endroits d'un modèle risquent de poser problème et nécessiter du support. Pour cela, la couleur rouge indique ceux-ci. Mais dans Blackbelt ou Creality Belt, ces zones «problématiques» ne sont pas indiquées car la transformation des plans (Y / Z) n'a lieu qu'après tranchage. Le seul moyen pour trouver ces zones est avant tranchage de réorienter la pièce sur le plateau de 45° : Après tranchage, l'aperçu couche par couche permet de trouver précisément là où il faudra du support. Exemple avec un Benchy, au moins deux couches vont déposer du filament en l'air : Pour éviter ces ajouts de supports qui peuvent parfois être difficiles à enlever et dénaturer la pièce imprimée, une réorientation parfois permet de s'en passer totalement. Certaines pièces qui en impression classique, couches empilées les unes sur les autres, nécessitent absolument des supports, avec cette impression à 45° peuvent s'en dispenser totalement (une fois la pièce correctement orientée) : … à suivre Ideamaker, Kiri-Moto …



 1 point
1 point -
J'avais oublié cette annonce C'est à cause de mon hospitalité normande vraiment que personne ne s'y intéresse ? ou c'est le prix ? ou mon odeur ? N'hésitez pas si vous avez des remarques (constructives, ou drôles, voire désobligeantes si vous mettez les formes). Je ne suis pas pressé encore mais bon, elle prend la poussière donc une fois recouverte, ce sera plus lourd à transporter. Je dis ça, c'est pour vous, parce que oui je pense fortement à vous (surtout à toi en fait, oui toi qui est en train de me lire). Cordialement, des bisous. ** Offre spéciale jusqu'au 5 février ** Pour tout achat de ma box, j'offre un vinyle 45 tours d'occasion, au choix parmi une large sélection ! (non non, vous ne rêvez pas !!!) et si vous êtes sages, des places pour toute votre famille à EuroDisney * --- * : Places limitées à la période de fermeture du parc, au format tkt-je-connais-louvreuse, max 6 personnes. Jouer comporte des risques, ne fumez pas vos 5 fruits et légumes par jour, les omega 3 c'est pas automatique, demandez conseil à votre médecin via skype.1 point
-
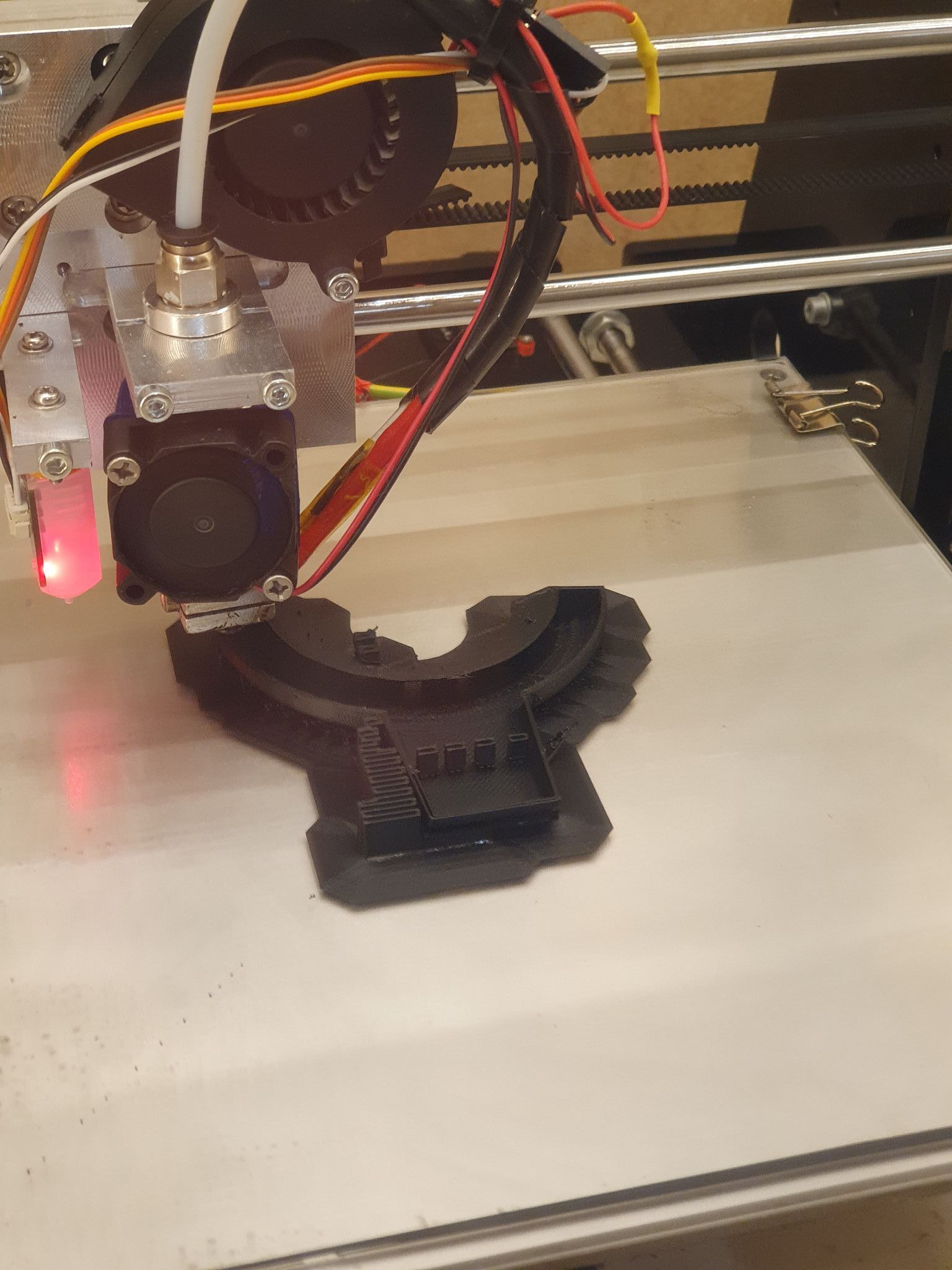
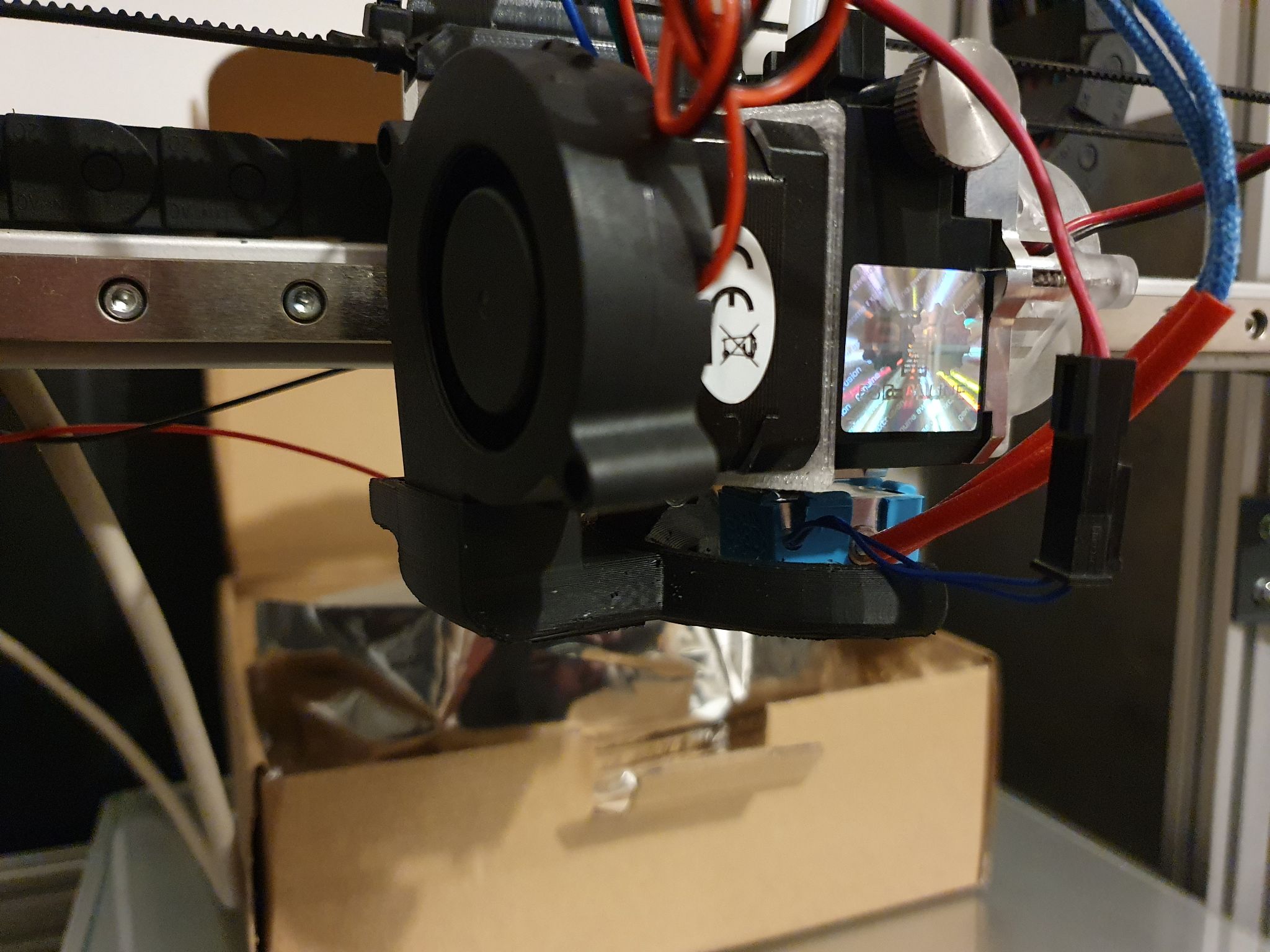
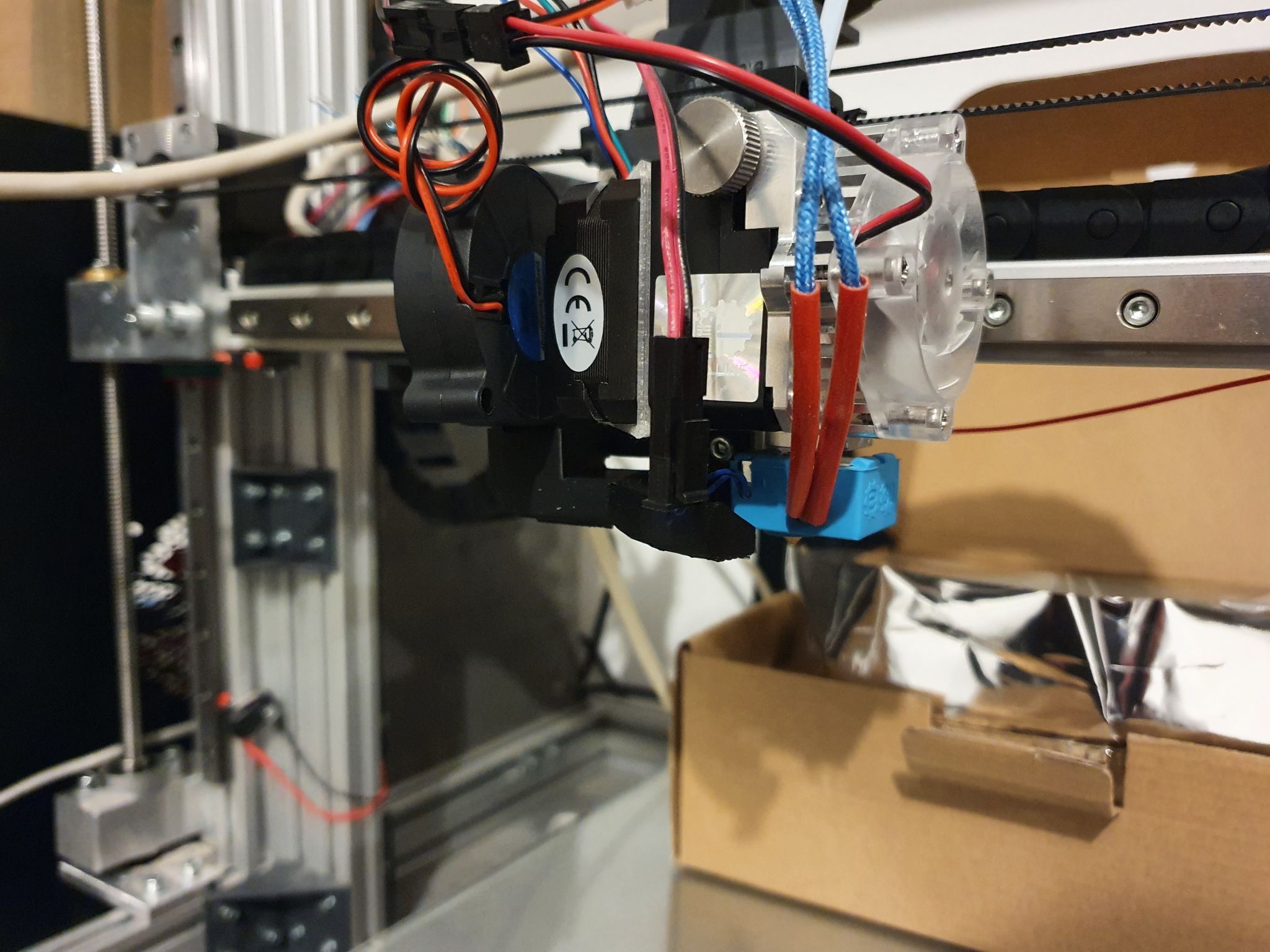
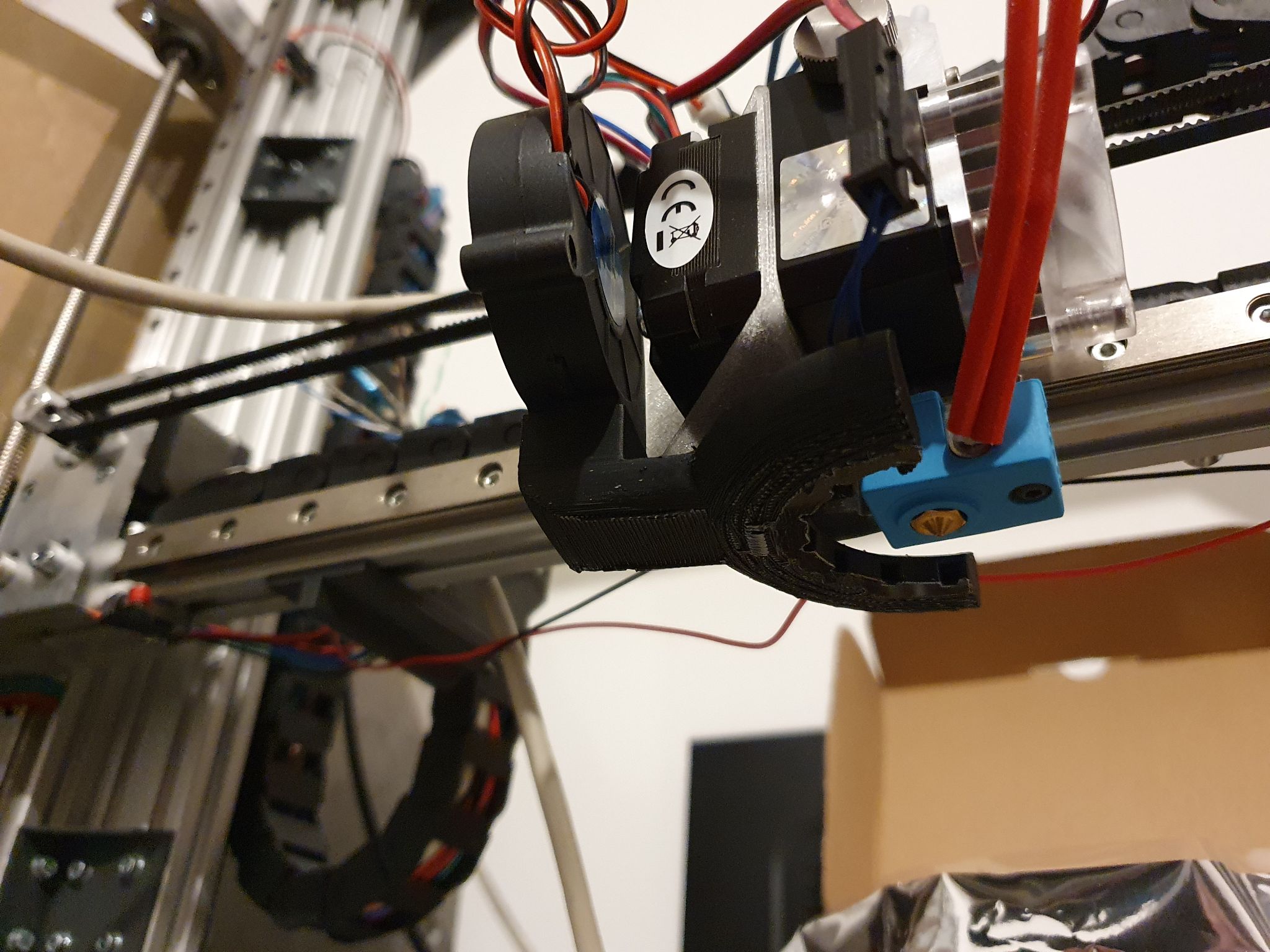
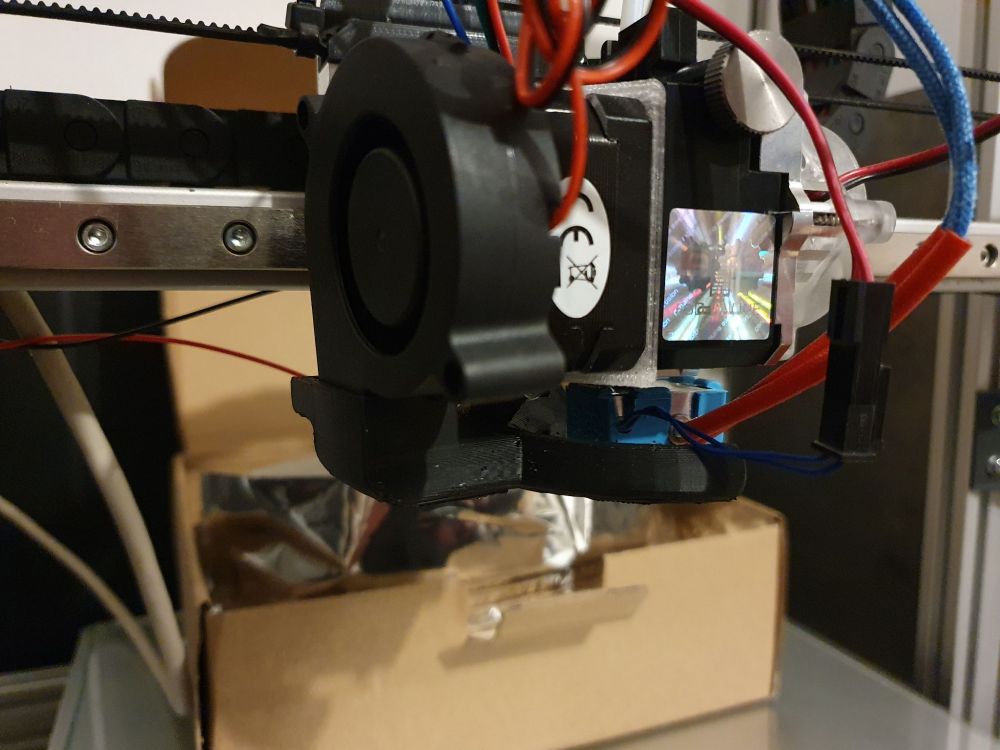
Rien de définitif c'était surtout pour imprimer un truc mais voilà un premier jet du fan duct que j'ai fais pour l'aero vu qu' E3D n'a rien prévu... J'attends le support BL touch que j'ai commandé pour voir si le fan duct peut rester comme ça ou non. Imprimé en ABS-E SAKATA noir mat. J'ai pas forcément pris le temps de nettoyer support et jupe... il était l'heure de manger.
 1 point
1 point -
Pour la mise au point des paramètres, tu as ce site qui pourra t'aider (si tu ne le connais pas déjà).1 point
-
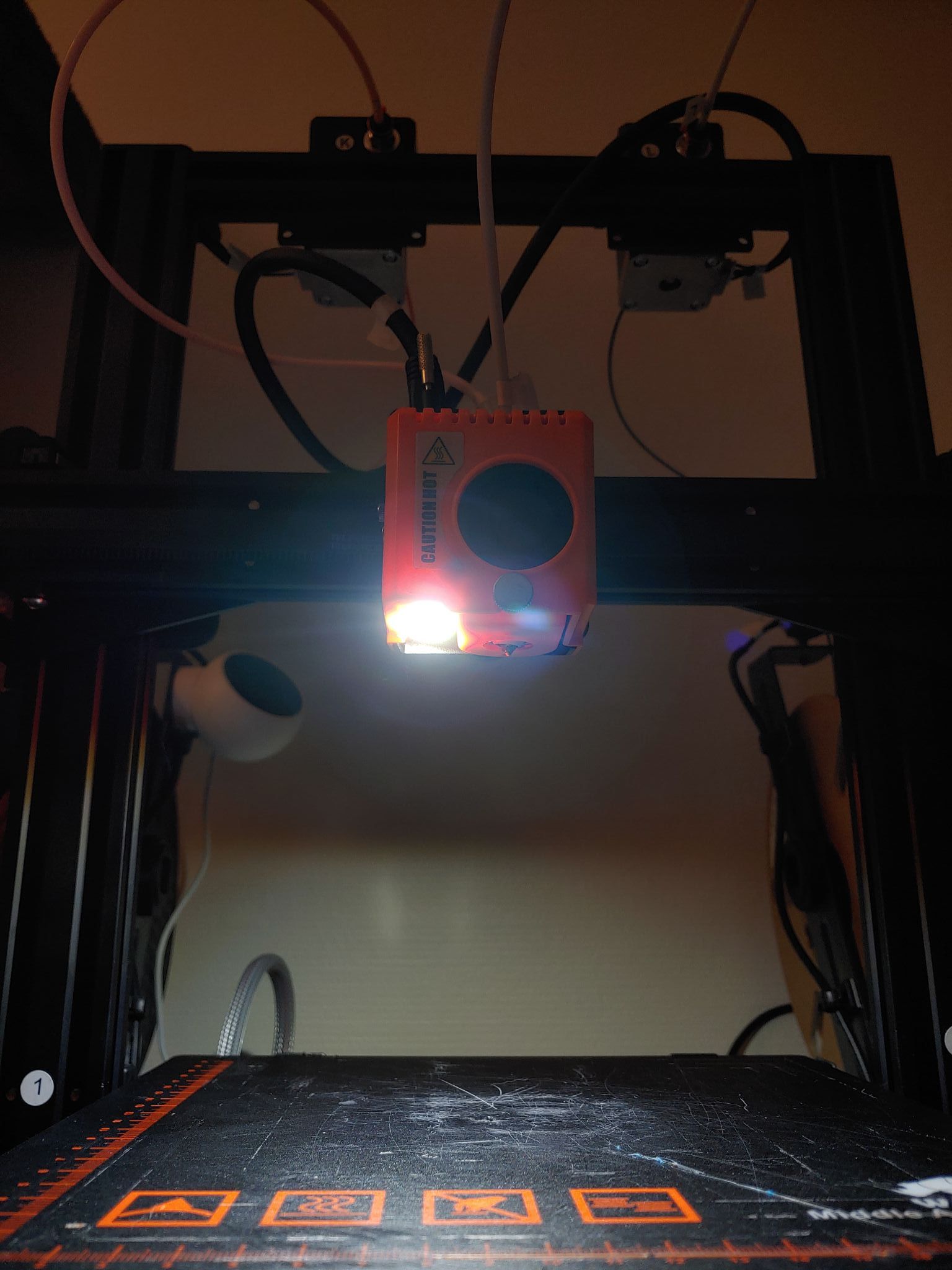
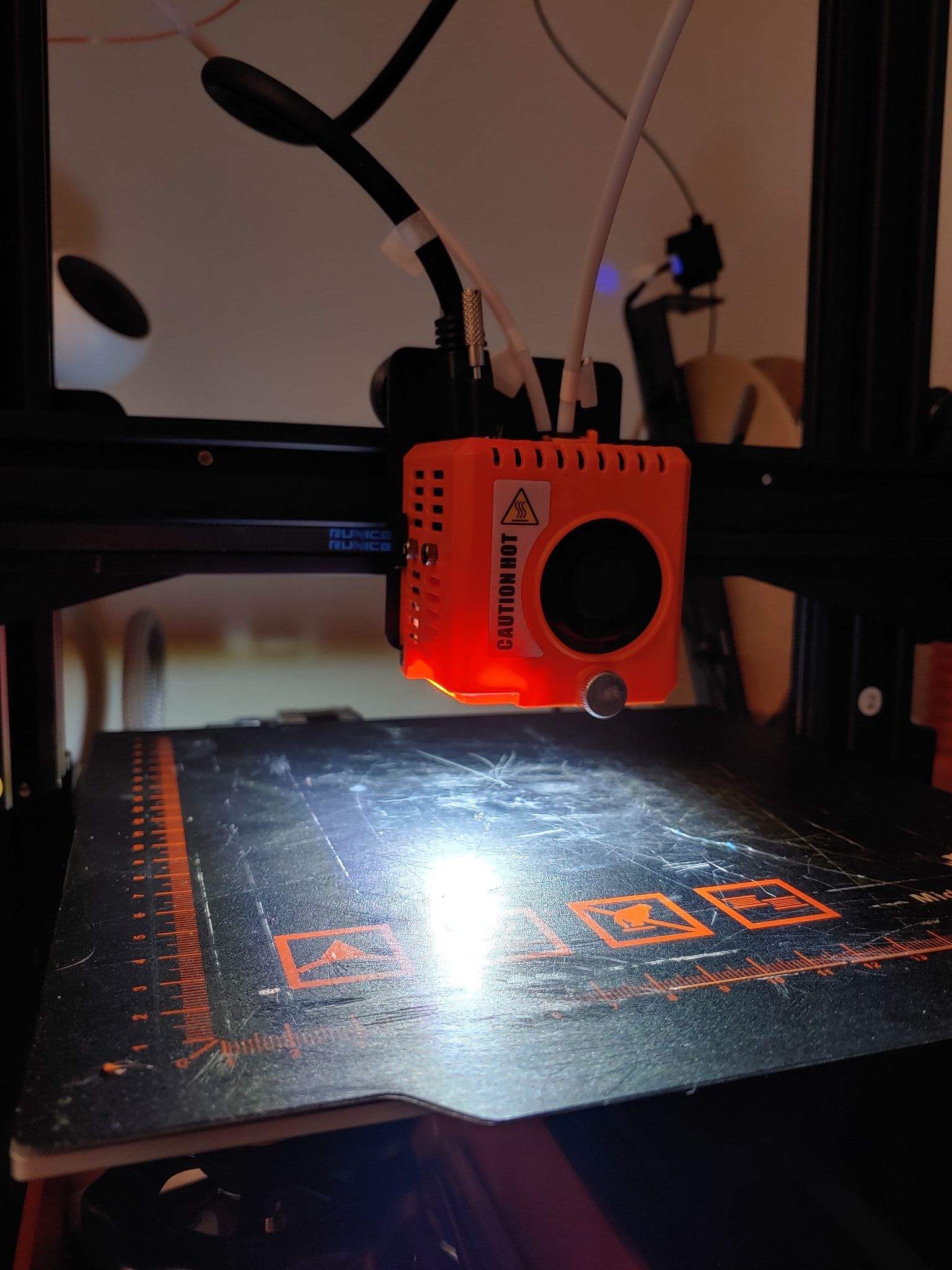
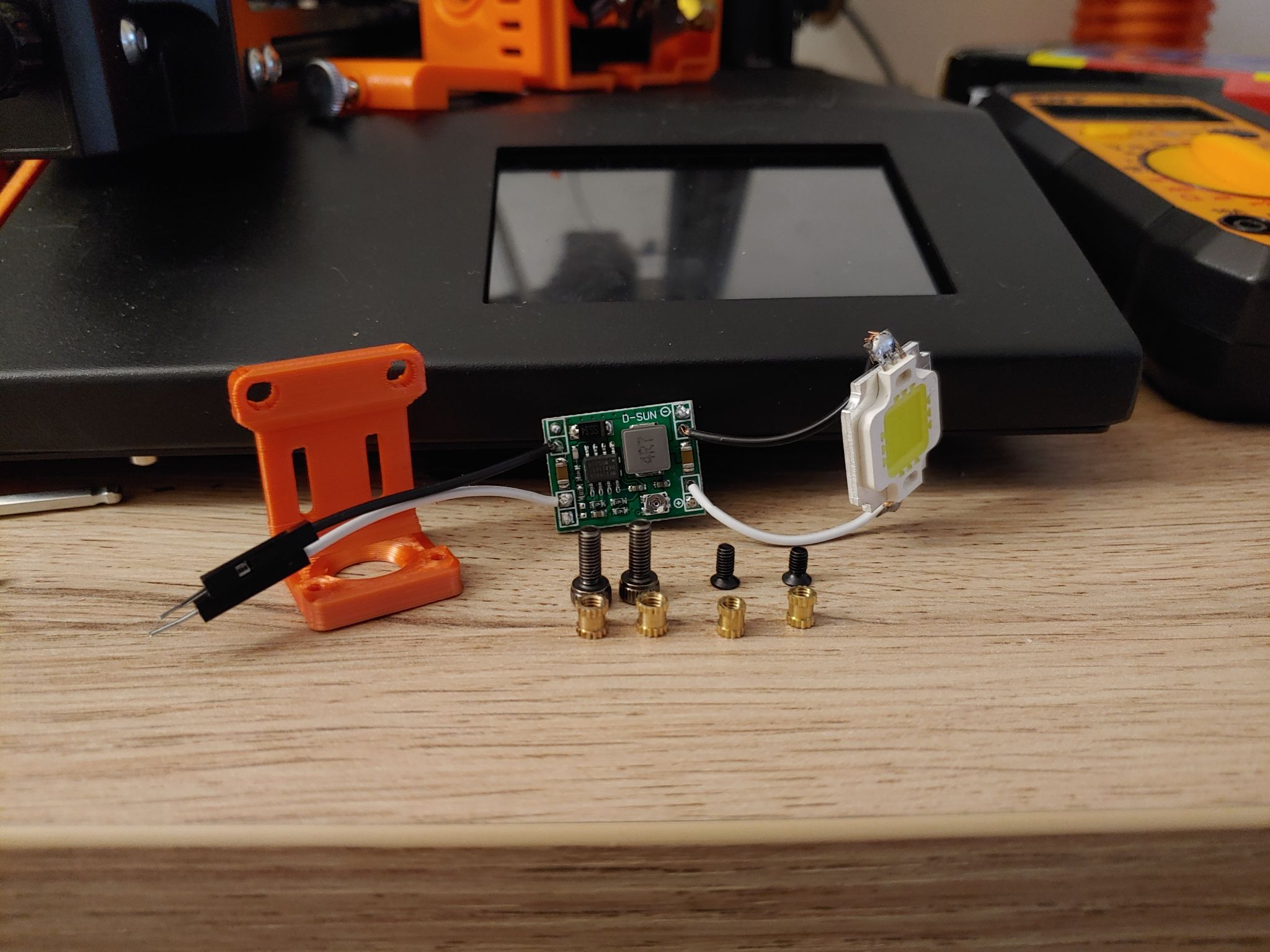
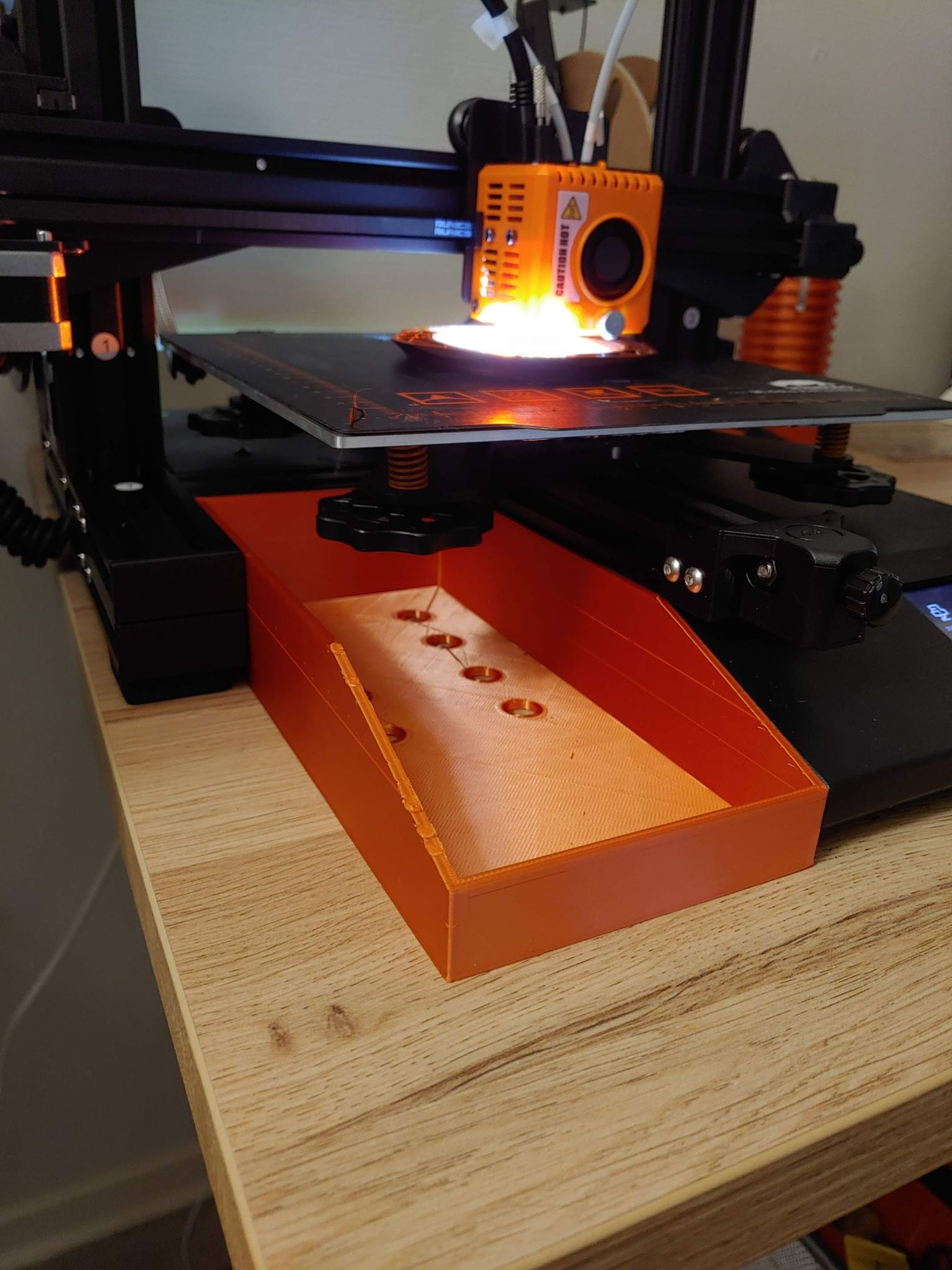
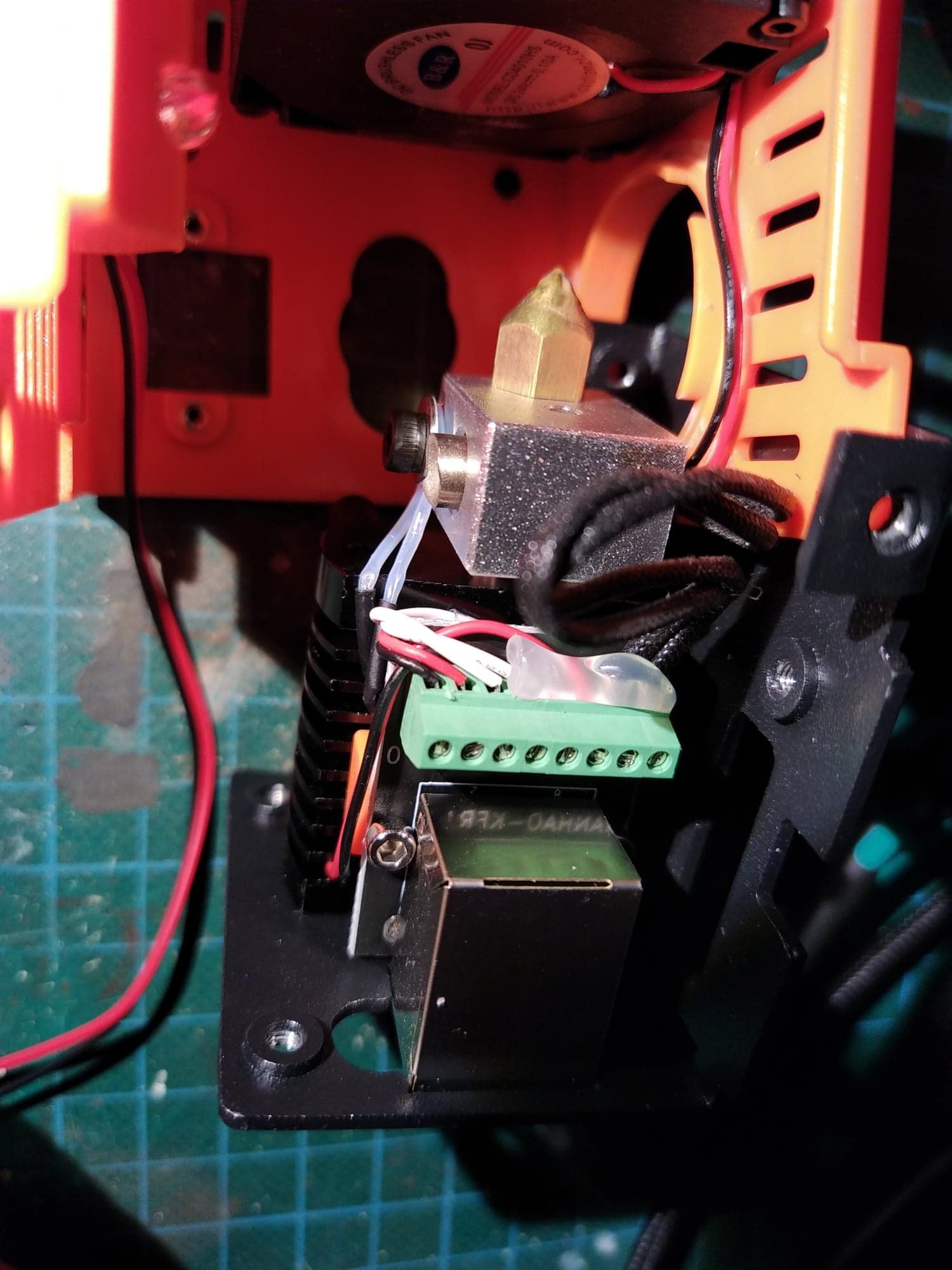
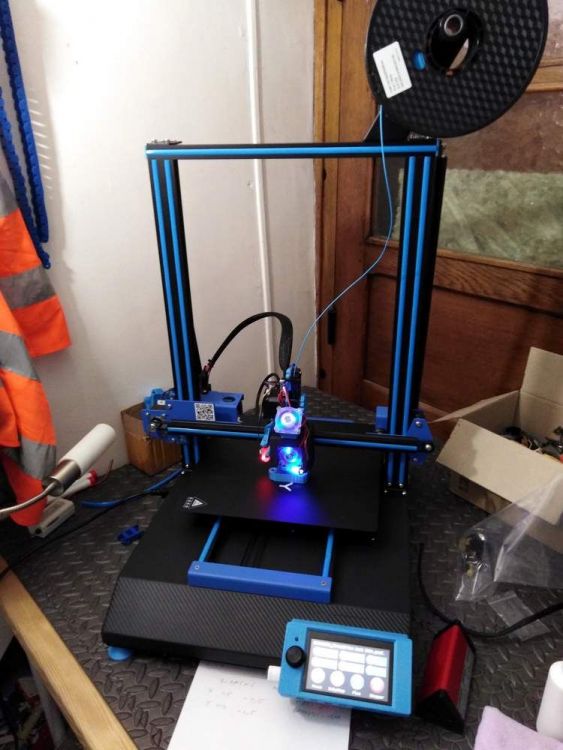
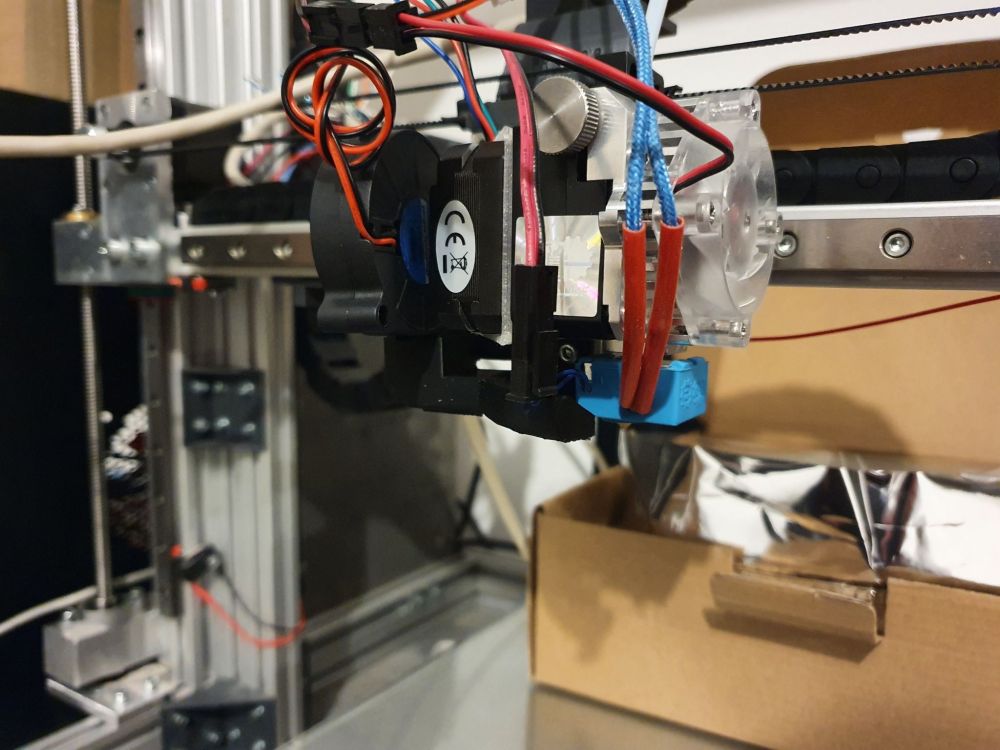
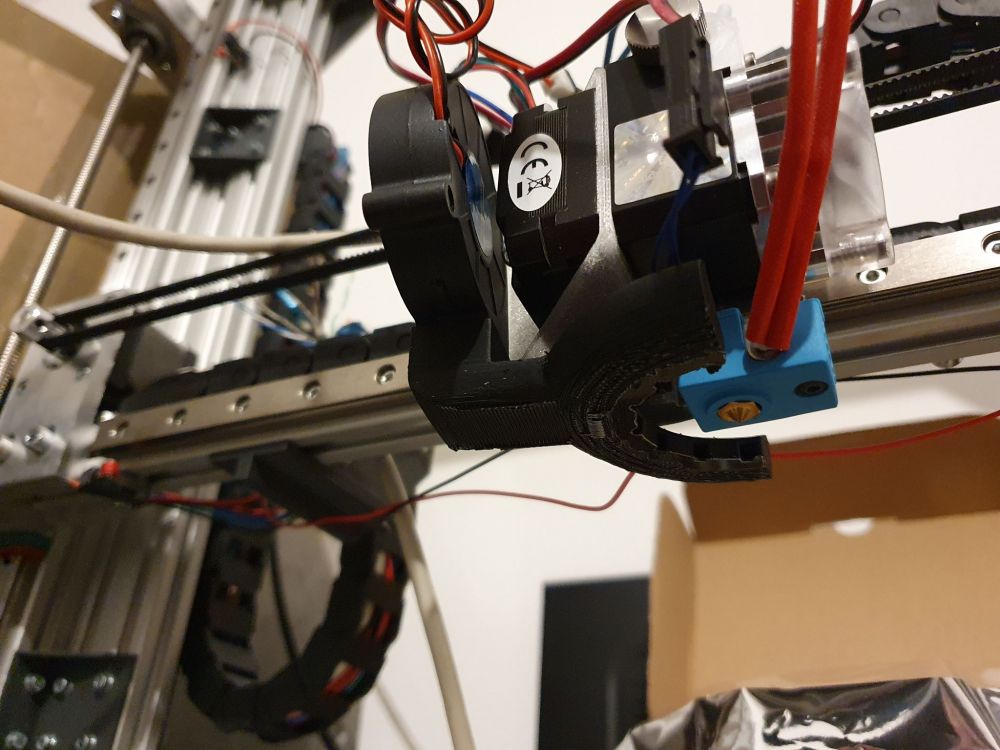
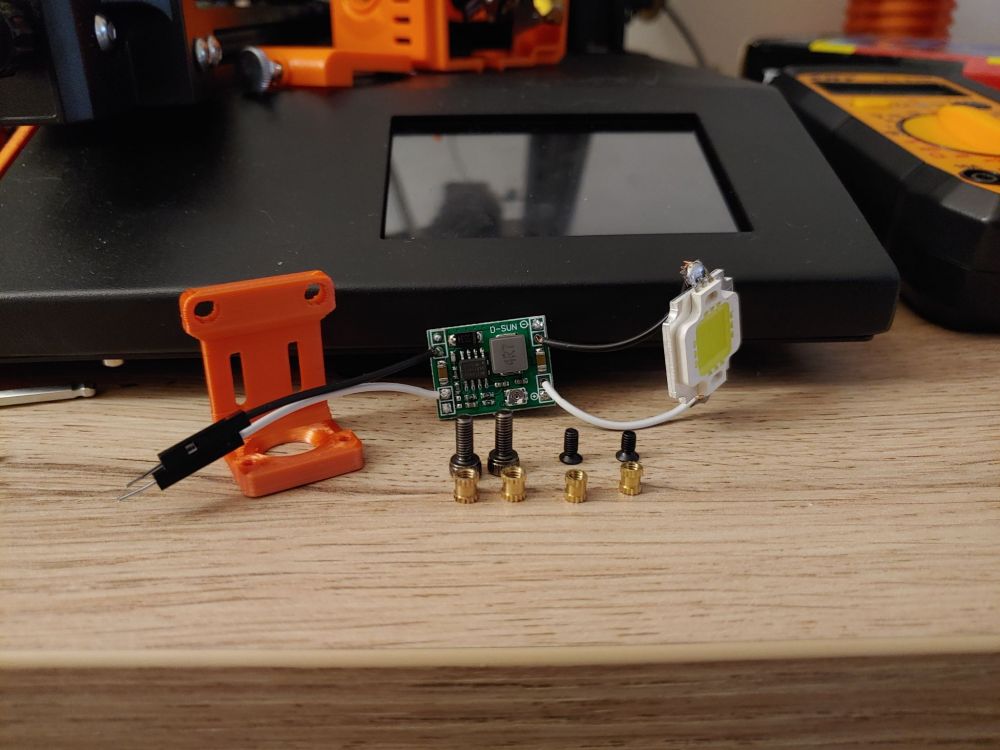
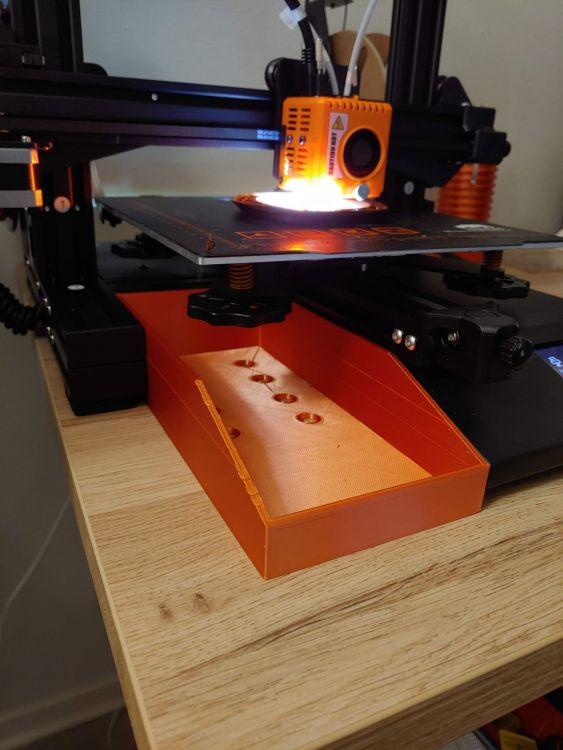
Salut ! Comme évoqué quelques sujets auparavant, voici mon projet de LED dans la tête d'impression de notre bien aimée D12 Pour en arriver là j'ai un peu fouillé dans mes pièces détachées et j'ai pu y retrouver un panneau de 9 LEDs 10W comme celui-ci : Panneau_LED_10W L'imprimante étant en 24V j'ai dû abaisser le courant en 12V. La LED fonctionnant entre 9V et 12V, j'ai choisi 10V pour ne pas avoir un phare, mais c'est déjà presque le cas ^^ J'ai utilisé ceux-ci qui sont très pratiques, petits et multifonctions : Abaisseur_de_puissance Je me suis ponté sur l'arrivée électrique du ventilateur de refroidissement du corps de chauffe (pas celui de la buse car pas allumé h24 et tension variable). Pour la fixation, je me suis aidé des 2 inserts filetés présents sur la partie gauche de la tête (pour un futur kit BLTouch j'imagine) J'ai dessiné une petite pièce permettant la bonne fixation des LEDs. Dispo ici : Support LED Et voila un phare dans notre petite tête, tout rentre parfaitement sans poser de problème. Bien faire attention au corps de chauffe qui, sur la mienne, n'est pas solidement vissé (surement le pas de vis défectueux). Il a donc tendance à tourner sur lui même. Par chance, le corps de chauffe possède 2 emplacements filetés, j'ai pu le retenir à l'aide d'une grande vis. J'en profite aussi pour vous mettre à dispo mon rangement à outils que j'ai placé sous le plateau dispo sur Thingiverse : ICI Les photos sont horribles, je vais les refaire ^^ Pareil, j'ai créé un groupe sur Thingiverse aussi : ICI
 1 point
1 point -
Bonjour à tous ! Voici ma version du support LED pour des standard de 5mm j'ai pris les miennes sur Amazon avec la résistance déjà soudé en 24V : https://www.amazon.fr/gp/product/B01LYEIAAR/ref=ppx_yo_dt_b_asin_title_o03_s00?ie=UTF8&psc=1 Je me suis branché sur le ventilo du refroidissement on peux passer sur celui du radiateur aussi à la place Ajout du lien du STL aussi https://www.thingiverse.com/thing:4705080


 1 point
1 point -
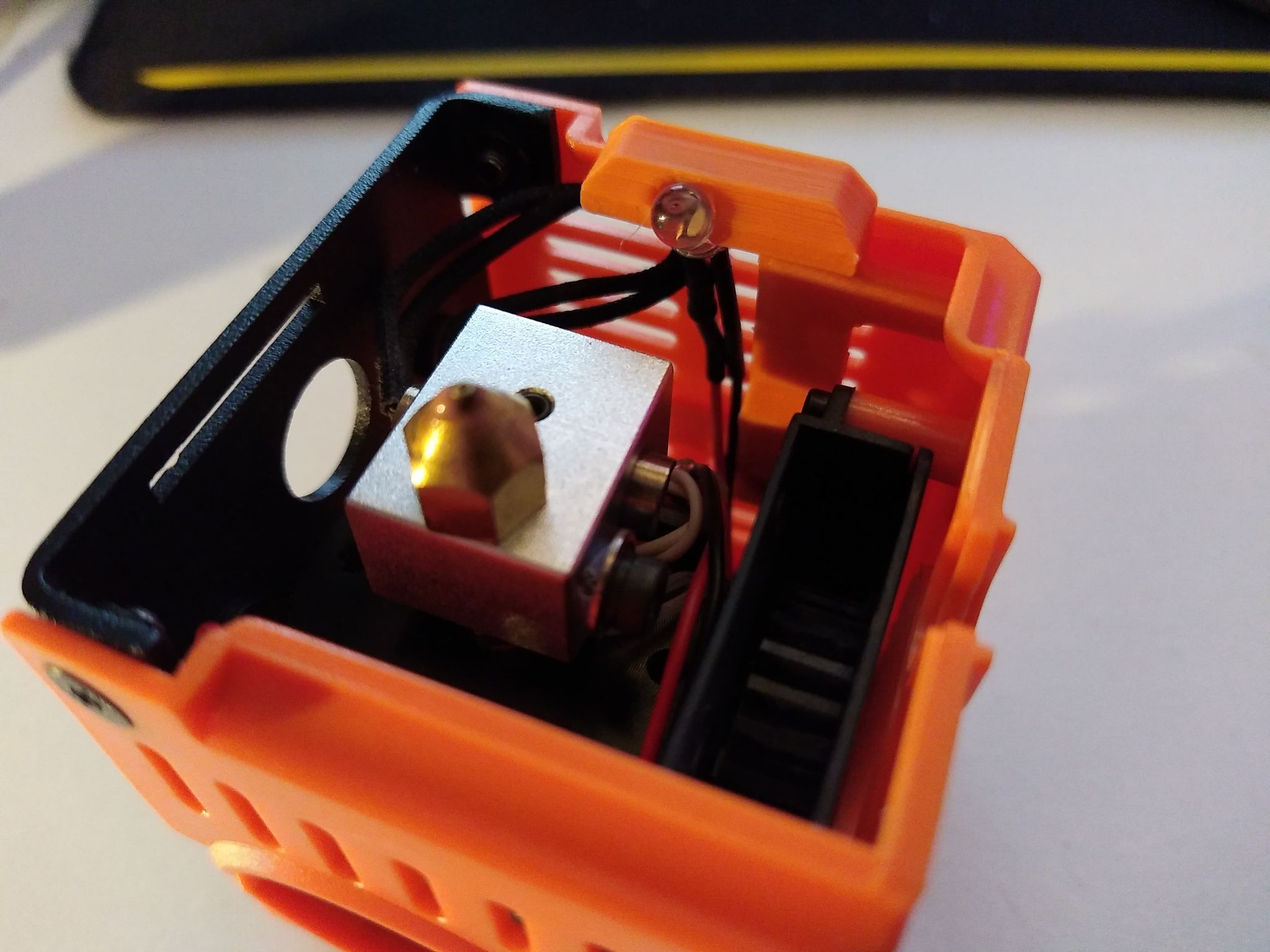
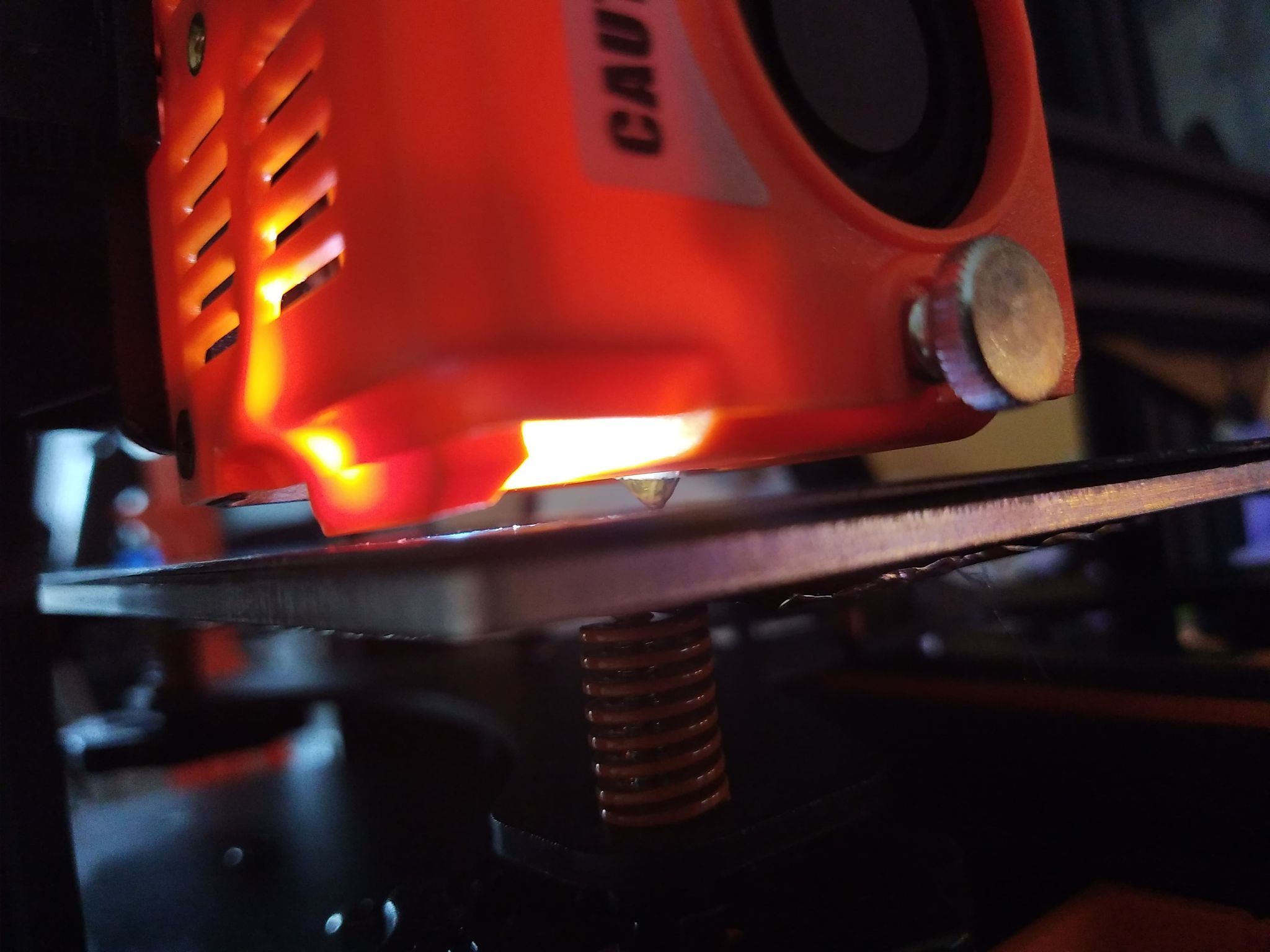
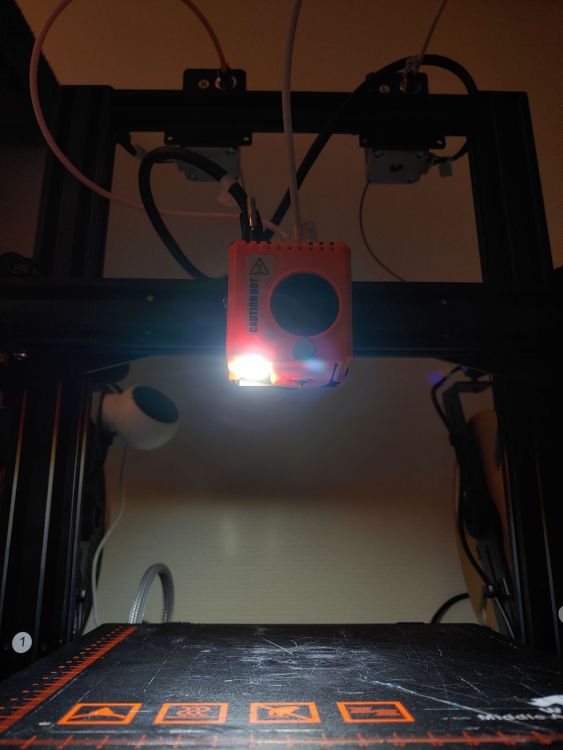
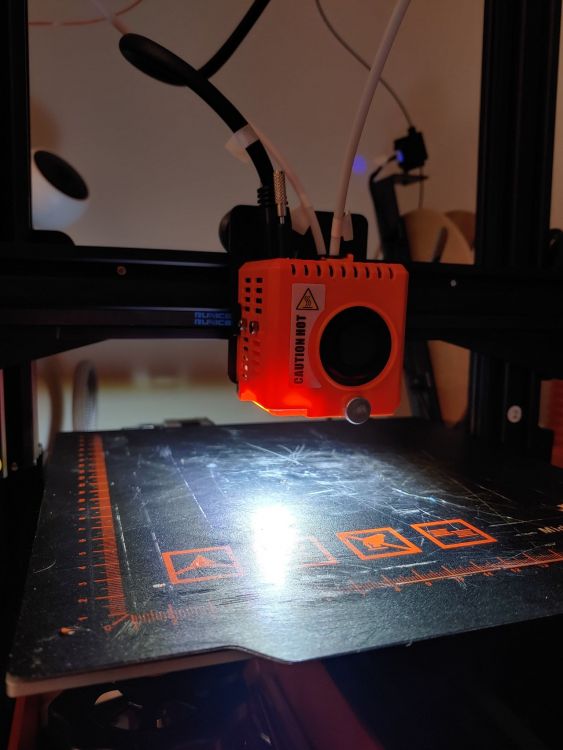
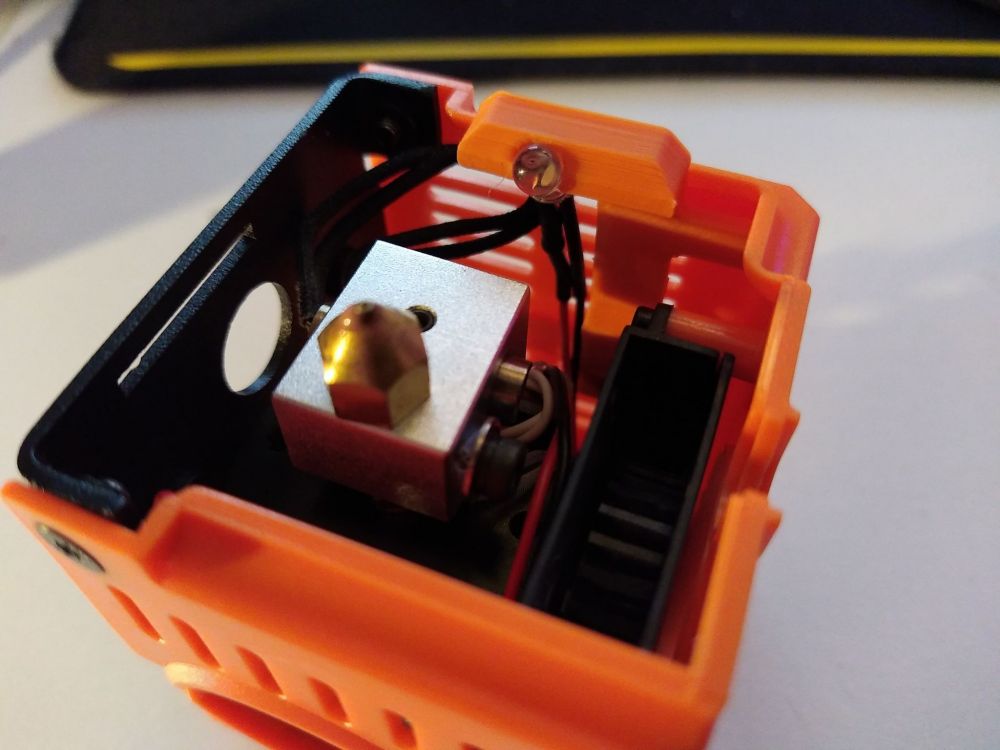
Petit Update, j'ai fait un support pour les LED "bouton" 3W comme celle de TITI : celle-ci Dispo dans le Thingiverse, ca fonctionne encore mieux, et ca prend moins de place. Le support est légèrement orienté vers la buse sans pour autant dépasser. Le rendu est top : Pour le reste rien ne change, le même abaisseur de tension et voila !


 1 point
1 point -
Hello, Je déconseille vigoureusement ces supports ! J'ai trouvé l'idée très bonne et je les ai imprimés et montés. Sauf que lorsque j'ai constaté qu'à chaque rétract du filament ça engendre un petit mouvement avant/arrière de la prise D-sub15 (même bien serrées) je les ai aussitôt démontés. Ca peut fonctionner trés longtemps je suppose, mais agiter même légèrement un connecteur n'est jamais bon. Deuxième raison pour laquelle je les ai démonté, c'est que j'imprime avec Octoprint par le port USB, et dans ce cas les détecteurs de fin de filament ne sont pas gérés par l'imprimante. J'ai donc supprimer les détecteurs en créant un pont sur le connecteur.1 point
-
Bonjour, Suite à des choix de composants trop bas de gamme par la personne qui a conçu le bateau, j'ai dû recommander un ESC et un servo plus puissant pour que le bateau fonctionne correctement. J'ai également réalisé la déco avec des stickers en vinyle découpés avec ma CNC. Petite vidéo du bateau en action dans une piscine. A+++

 1 point
1 point -
1 point
-
1 point
-
Bonjour, Merci Vector pour le lien sur Youtube. https://www.youtube.com/embed/JkU7zlG2xfM1 point
-
essai 123d, c'est bien plus digest que freecad, pour les avions, j'en ai vu de gratuits sur thingivers http://www.thingiverse.com/thing:998525 http://www.thingiverse.com/thing:407766 http://www.thingiverse.com/thing:686763/#files http://www.thingiverse.com/thing:1027329 http://www.thingiverse.com/thing:56147/#files1 point