Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/04/2021 dans Messages
-
Le mieux serait de faire decouper dans un bricotruc un morceau de miroir de 4mm d'épaisseur comme ça tu partira avec une bonne base2 points
-
Moi ce que je vois c'est que si la buse embarque l'impression c'est que l'impression ne colle pas sur le plateau tout simplement. Donc nettoyage et réglage plateau. Pour le réglage plateau le faire avec un ticket de cb à la place de la feuille car c'est moins épais. Il se peut aussi que le plateau soit déformé et ou que tu imprme la première couche trop vite. Perso ma vitesse de première couche est à 15 mm s et les rapides à 502 points
-
2 points
-
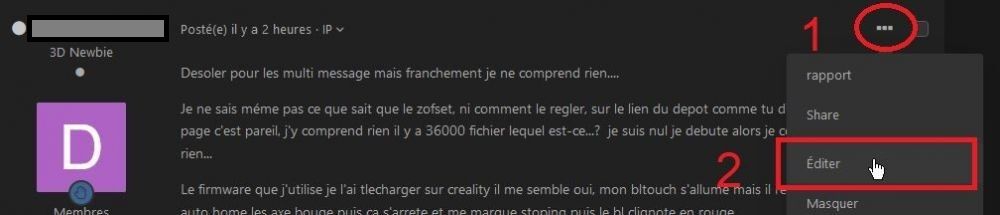
@ericdozi bonsoir, Il va falloir que tu progresses fortement dans l'utilisation du forum. D'autant plus que @PPAC t'en a déjà fait la remarque. Sur ce forum, comme sur la plupart des fora, il est mal vu et rarement toléré de faire du multipost (plusieurs posts à la suite sans réponse d'autres intervenants). J'ai donc regroupé tes multiples interventions en une seule et il y en avait quelques unes En haut de chaque post, se trouve un bouton « … ». Quand on clique dessus, un menu déroulant apparait dans lequel se trouve l'option ÉDITER. Cette option comme son nom l'indique, permet de modifier, corriger, compléter son propos durant une période de 12 heures après parution. En tant que débutant, tu ne le savais peut-être pas. Désormais tu es au courant et je te demande donc de l'utiliser . Merci d'avance
 2 points
2 points -
Est-ce que tu essayer de répondre aux question posées plutôt que de partir dans des explications incompréhensibles ? Pour le moment il n'y a aucun problème de firmware, juste un problème de REGLAGES.2 points
-
Je n'ai pas vu la vidéo et je ne sais pas s'il a mesuré mais ce test concret devrait te rassurer : J'ai jamais pris soin de mesurer ma X1 (alors que je le fais pour mes derniers tests) mais j'ai pas senti de hausse sur ma facture d'électricité2 points
-
Salutation ! a tu déjà vu cette vidéo ? "assurez vous qu'il n'y ai pas de loose !" nul part ! Pour moi tu dois avoir la bar de support du plateau qui a du jeu ... 9min30 ...2 points
-
Le nettoyage et le réglage du plateau par Titi78 Comme je suis sympa (si si c'est vrai!), voici comment je procède sur ma cr10-s avec un plateau en verre ou un plateau en verre avec un revêtement bleu collé dessus : Je nettoie le plateau avec UNE ÉPONGE PROPRE et de l'eau tiède avec un petit peu de liquide vaisselle sans en mettre partout (sinon ça va être ma fête). Je rince de la même manière et toujours avec UNE ÉPONGE PROPRE. J'essuie avec un chiffon propre et non pelucheux. Je remet le plateau sur la machine (car pour le nettoyer c'est plus pratique dans la cuisine) Je met en chauffe le plateau et la buse à température d'impression (buse montée assez haut pour ne pas toucher le plateau). Je nettoie le plateau avec un petit coup de vinaigre blanc et un chiffon propre et non pelucheux (ou alcool isopro trucbidul que je n'ai pas mais que d'autres utilisent car ils n'aiment pas l'odeur du vinaigre comme @fran6p ) J'attends 10 à 15 minutes que ce soit chaud et stabilisé pour la dilatation. Je prend une cale ( jeu de cale de réglage, morceau de métal rectifié, ou tout simplement un foret de ma perceuse ) Je prend mon pied (à coulisse numérique car il ne faut pas penser à autre chose en voyant le mot pied) Je mesure avec le pied à coulisse le diamètre de la queue (du foret bien sûr ). Cette cote sera ma valeur d’épaisseur cale étalon. Je fais un Home puis je monte le Z de la valeur de cette cale étalon . Je fais un Disable stepper pour pouvoir déplacer manuellement la tête au dessus des 4 molettes de réglage plateau Je règle mon plateau en utilisant les molettes pour que la buse vienne affleurer le plus précisément possible ma cale étalon (là on cherche le centième en jouant à trop haut trop bas) en repassant plusieurs fois sous les 4 molettes jusqu'à ne plus avoir besoin de régler les molettes. Je re nettoie le plateau sans appuyer dessus ni y mettre les doigts avec un chiffon propre et non pelucheux et du vinaigre blanc pour enlever le gras des doigts Voilà le plateau est réglé tip top et prêt pour lancer l'impression (qui commencera par un home et ramènera la buse à Z zéro donc sur le plateau. Pensez à mettre un petit j'aime ou merci avec l'icone en bas a droite : je sais maintenant y'a encore plus d’icônes .... et si en plus @fran6p pouvais épingler le sujet dans les tutos ce serais top !
 1 point
1 point -
Bonjour, Voici une fonction intéressante de IDEAMAKER l'impression séquentielle; elle permet d'imprimer des objets différents avec un seul extrudeur gauche avec une seule couleur. Les objets seront imprimés à tour de rôle selon un ordre bien défini. Chaque objet enregistre une zone définie (zone ombrée) pour chaque objet avec un contour afin d'éviter les collisions avec les objets déjà imprimés. Bien entendu il faut déterminer les cotes d'encombrements à partir de la buse de l'extrudeur gauche les cotes seront Gauche, droite, avant, arrière en partant de la buse. Il suffit d'enregistrer les cotes d’encombrements dans le menu imprimante extrudeur gauche et ensuite déclarer dans préparer le tranchage sélectionner l'onglet impression dans l'ordre séquentiel cocher la case impression séquentiel. Bien entendu à vous de disposer les objets en évitant que les zones grisées se chevauchent ! toutefois avec une bonne expérience les ordres séquentiels d'impressions peuvent être modifiés. Conclusion cette option est intéressante pour imprimer des objets de même nature avec le même PLA sans se soucier de répéter les mêmes opérations. Gain de temps et les déplacements sont assurés sans collisions d'un objet. Nota : chaque objet individuel peut comporter des réglages différents (résolutions, remplissages, supports etc...) les possibilités sont innombrables ! conclusion gain de temps et la machine fait le reste.... Voici le lien le tuto explique tout. Pour les makers avertis les zones grisées peuvent se chevaucher en tenant compte que les limites périphériques ne rentrent pas en contact avec les objets sur les quatre axes (il suffit de laisser un espace de quelques millimètres par sécurité. (ainsi la surface d'impression est optimisée au maximum)1 point
-
j'ai trouvé une piste sur reddit : https://www.reddit.com/r/Anet3DPrinters/comments/7t74x6/marlin_firmware_for_anet_a8_problem_uploading/ du coup j'arrive à charger avec 57600baux demain je ferais la manip pour ajouter le capteur 3D touch Merci d'avoir pris le temps1 point
-
Question c'est le cube de la clé ou un cube que tu as slicer ?1 point
-
Merci @Fificap pour ton retour ! J'avais continué mes tests entre temps et j'ai finalement réussi à faire marcher 3 prises sur les 4 dont je dispose. La seule différence que je constate avec cette 4ème prise est que je l'ai mise à jour en v1.21 cet après midi, les 3 autres sont restés dans une version précédente (mais aucune idée laquelle ni comment le vérifier). Je suppose fortement que le problème vienne donc de cette maj, je vais alors laisser ces 3 prises dans leur version actuelle.1 point
-
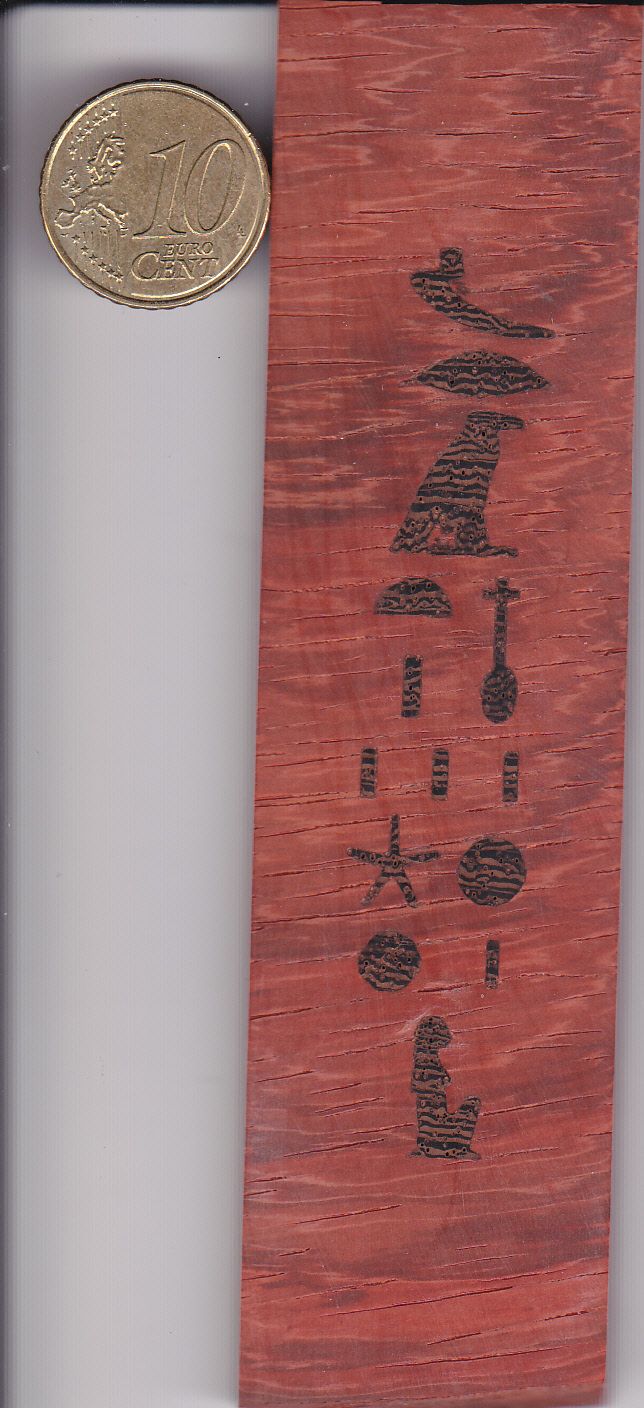
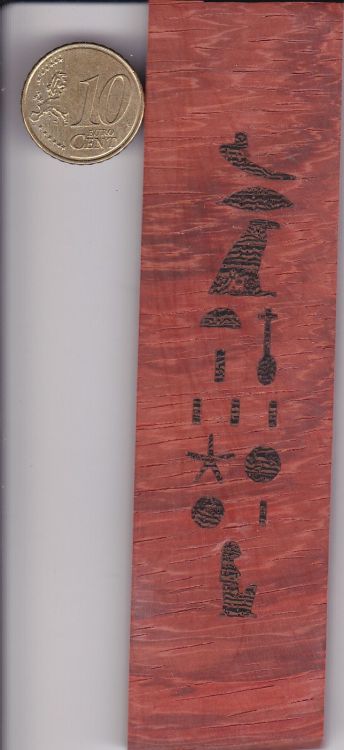
Je suis impardonnable ... j'ai déjà posé une question avant de m'être présenté. Voilà, Sethy, passionné d'égyptologie (qui l'eut cru ?) et qui a déjà fait mumuse avec une fraiseuse à commande numérique (j'ai acheté le bâti, mais j'ai "construit" le contrôleur à partir d'une carte USB de la firme Planet CNC) mais qui débute dans le monde l'impression 3D (enfin; pas tout à fait, j'ai fait quelques tests dans un FabLab). Pour (tenter) de me faire pardonner, voici l'une de mes réalisations (celle dont je suis le plus fier, osons le dire) : (insertion de bois (Wengé) dans un autre bois (Padouk) Et une fois assemblé et vernis :
 1 point
1 point -
Content que tu aies changé d’avis ^^ ne la laisse pas prendre la poussière surtout, profites en et apprends en davantage en l’utilisant1 point
-
Voilà, j'ai fini par rentrer chez moi après un week-end mouvementé. Suivant les conseils de @Motard Geek , j'ai pris mon appareil photo, prêt à sortir les meilleurs clichés pour agrémenter l'annonce. Elle m'attendais dans la pénombre et j'ai tout de suite vu dans son regard qu'elle avait tout compris... Qu'un soir ou enivré par les vapeurs d’alcool, j'avais pris la décision stupide de m'en séparer pour un top-model aux jambes élancées. Me susurrant du sifflement de ses ventilateur qu'elle ne voulait pas finir sa vie à imprimer des bustes de spider-man, ou autres bibelots attrape poussière. Qu'elle ne pourrait pas supporter les injures d'une maitresses de maison jalouse, les poils de chats, et j'en passe... J'ai réalisé que c’était elle, bercé par ses doux ronronnements, qui m'avait initié aux joies de la discipline, et que comme beaucoup je finirai surement par devenir un collectionneur frénétique et polygame, pour le meilleur et pour le pire... Pour me faire pardonner auprès de ceux à qui involontairement, j'aurais donner de faux espoir @Phoquounet @flocor @Eev @kazzimodo @remibora : je paierais ma tournée de chocapic lors de mon passage dans vos régions respectives1 point
-
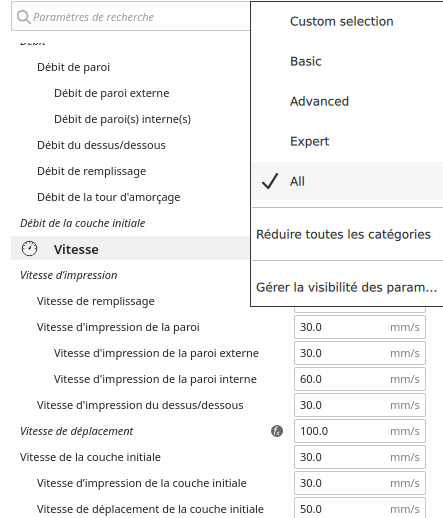
Tu ne précise pas le trancheur que tu utilise ou je suis passé a coté ... Si sous cura :mettre la visibilité des paramètres a "All" et tu trouvera les vitesses pour la couche initial ... Retourner le plateau ... pourquoi pas .... a tester ... mais heu je suis pas sur que tu aura un dessous de plateau plus adhérent ... enfin tu nous dira !
 1 point
1 point -
Ici Édition Désolé j'avais pas vu ton message Si tu utilises cura c'est dans la rubrique vitesses Vitesses de première couche J'ai pas mon pc sous les yeux et je ne peux pas t'envoyer une image du réglage1 point
-
Sur le firmware communautaire, il y a un "watchdog" qui réinitialise l'imprimante et coupe la chauffe en cas de problème. La version "no watchdog" supprime cette fonction, je pense qu'elle est à utiliser en cas de redémarrage intempestif de la machine. J'avoue que je me suis posé la question aussi au moment de choisir et j'ai pris la version normale.1 point
-
OK donc prends la version CR6Comm-CF6-Final-cr6-se-v4.5.2 Mon numéro est P202J08 et aucun soucis avec ce firmware. Tiens nous au courant quand ça sera fait mais normalement, ça devrait bien se passer. Bonne soirée1 point
-
@ericdozi Ok parfait pour la photo de la sonde ... bon, rien de suspect pour moi ... donc mes excuses pour la fausse piste de la sonde mal placé ! Edit : N.B. Lors d'une édition si tu veux être sur que cela soit vu, ajoute un @nomdelutilisateur et sélection l'utilisateur pour qu'il reçoive une notification comme quoi il a était cité mentionné ! sinon tu peux bien faire un nouveau post après le message de qqun d'autre.1 point
-
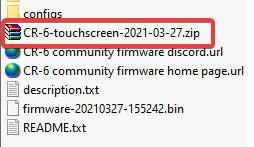
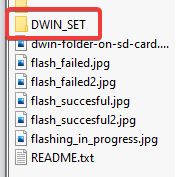
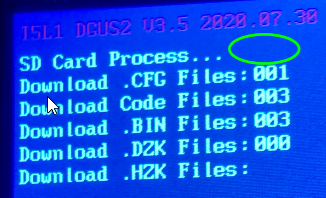
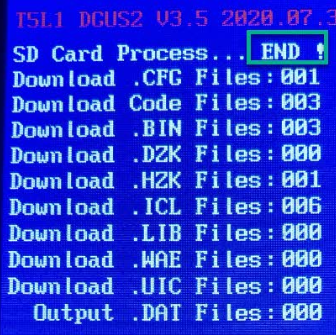
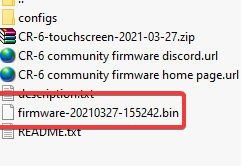
Salut, 1°) Alors, il faut en premier lieu une carte micro sd de 16 Go maximum. - Formatage de la carte en FAT 32 avec une taille d’allocation de 4096 (j’utilise le logiciel « guiformat » avec une carte 8 Go) 2°) Ensuite, dans la liste, il faut choisir le bon firmware : Pour cela, il faut connaître la version de la carte mère de ton imprimante. Pour ma part, il s’agit du firmware CR6-se-v4.5.2 Pour savoir si tu es en 4.5.2 ou 4.5.3, il y a deux solutions, tu ouvres le compartiment de la carte mère pour lire directement dessus ou tu lis l’étiquette de l’imprimante : P202 pour 2020 puis J (mois) puis k (numéros de série). Si ton numéro est avant P202J12, tu es en version 4.5.2 sinon c’est 4.5.3. 3°) Une fois la bonne version choisie, prendre le dossier « DWIN_SET » dans l’archive suivante : Et le coller à la racine de la carte sd. 4°) Imprimante éteinte, démonter l’écran de l’imprimante, 2 vis pour le séparer de la machine puis débrancher le câble et dévisser les 4 vis sur le panneau arrière. Sur la carte de l’écran, il y a un lecteur de carte micro sd, mettre la carte dedans (c’est assez rébarbatif mais faisable) Rebrancher l’écran sans tous remonter et mettre en route l’imprimante. L’écran va démarrer en bleu avec des lignes de codes comme ci-dessous : Une fois le flashage terminé, il y aura écrit END comme ci-dessous : Eteindre l’imprimante, retirer la carte sd puis remonter l’ensemble 5°) Prendre le fichier firmware… .bin de l’archive : Et le coller à la racine de la carte sd 6°) Mettre la carte dans le lecteur de l’imprimante puis démarrer l’imprimante Le flashage va démarrer puis l’imprimante va redémarrer et afficher l’écran suivant : Et voilà, le nouveau firmware est installé. Ce n’est pas compliqué du tout et si jamais il y a un problème, on peut toujours revenir en arrière en téléchargeant le firmware d’origine sur le site de créality.
 1 point
1 point -
Oui, il faut laisser un trou à remplir post impression et une feutrine pour boucher le trou (en plus ça rendra le jeu plus silencieux )1 point
-
Kiri-Moto après avoir effectué un «Range» permet de modifier ces paramètres (trancheur méconnu, dommage. Fonctionne dans le navigateur).1 point
-
Je trouve qu'il reste quand même un peu de jaune1 point
-
En FDM c'est facile, tu prévoie une "cavité" lors de la conception pour y mettre du leste (un morceau de plomb par exemple) et tu l'y insère en fessant une pause juste avant que la "cavité" soit fermé. Par contre en SLA j'en sait rien, à mon avis faudra prévoir une cavité mais qui se ferme en post production car je ne pense pas que cela soit possible pendant l'impression.1 point
-
Sur ma CR10-V2. verre Creality : Ça imprime généralement bien
 1 point
1 point -
Justement elle est passée et ça laisse des traces1 point
-
Du coup ou est ce que j’ écris ma réponse
 1 point
1 point -
visiblement problème résolu en partant sur cette base de firmware : https://github.com/labotecno/Marlin-2.0.7-X1-SKR il faut le mettre a sa sauce (en ce qui me concerne : virer le bltouch, rajouter un zendstop, activer le manuel mesh bed leveling)1 point
-
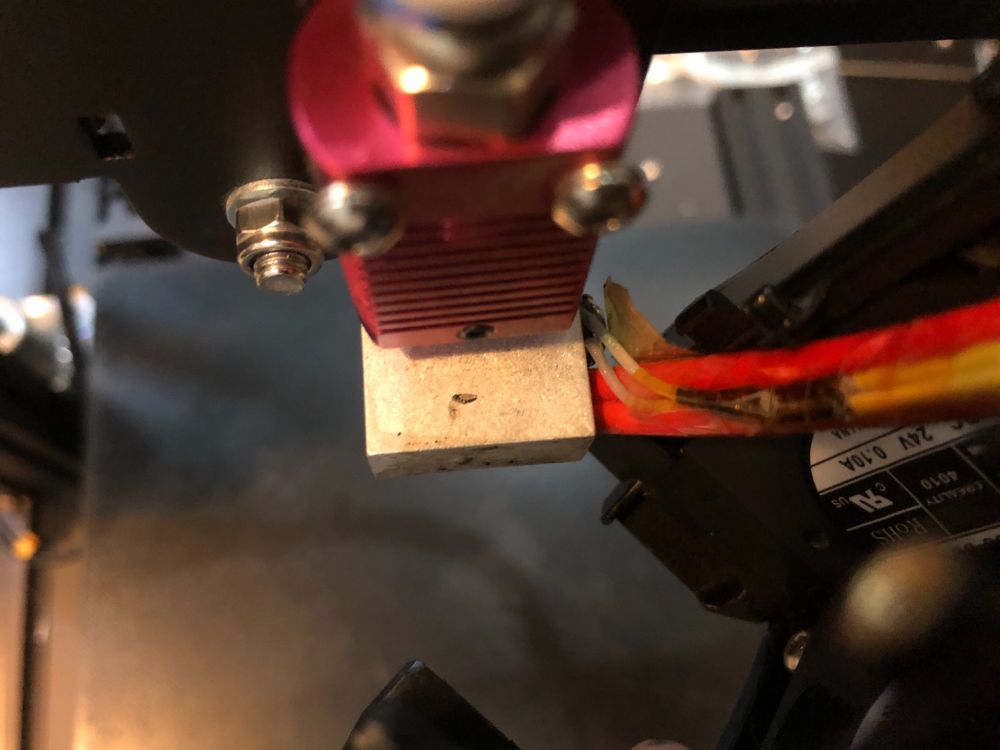
Le heatbreak (thermal tube) d'origine est apparemment avec du PTFE.1 point
-
Parce qu'il est tard je pense1 point
-
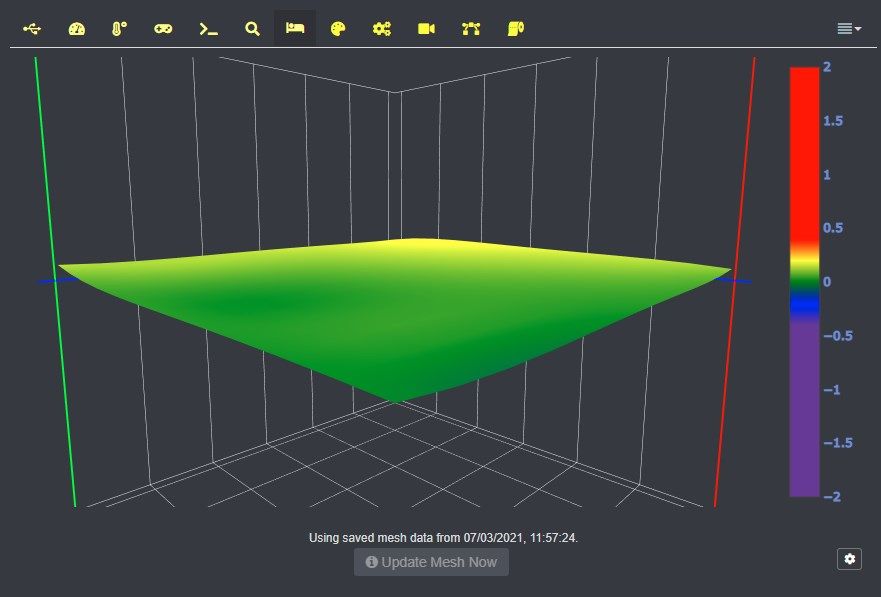
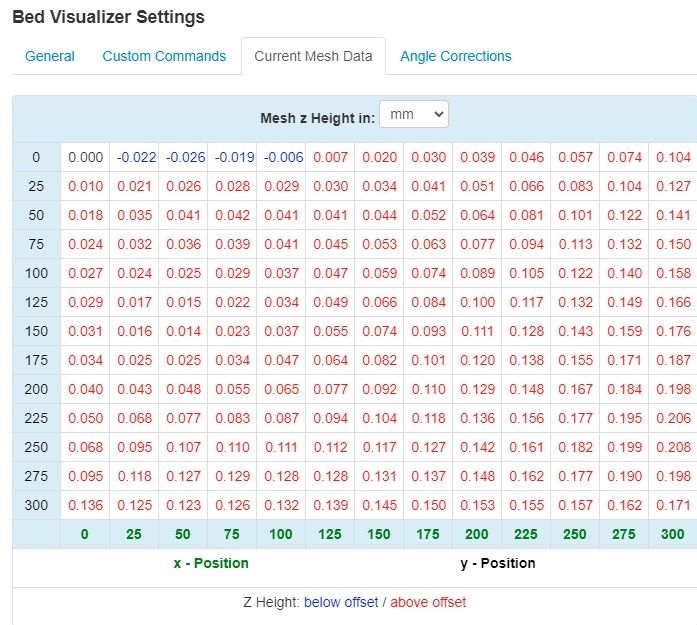
@Savate, je ne comprends pas pourquoi tu as modifié ton 1er graphique. D'après moi, il était correct . La matrice en vue de dessus donne ça: 2 1,064 0,429 -0,085 1 0,615 0,042 -0,414 COTE DROIT de la MACHINE 0 0,121 -0,336 -0,656 0 1 2 AVANT de la MACHINE1 point
-
Merci, en effet l'axe du plateau avait un léger jeu, j'ai resserré tout ça et je testerai une impression demain !1 point
-
Ah le traitre ... En fait ce n'était pas un trou ... mais une encoche !!!1 point
-
Gagné... Je trouverais plus dure la prochaine fois... J ai fait cette pièce car les vitres de la timonerie du bateau sont horriblement dures à ouvrir et fermer... et a chaque fois on y laisse les doigts !!!...

 1 point
1 point -
J'ai des bougies les plus chaudes que l'on puisse trouver, il faut voir que ma cylindré n'est que de 5cc donc 2.5cc unitaire ce qui n'est pas beaucoup surtout pour un 4 temps ou la bougie doit rester chaude sur 2 tours Mais bon avec un accu 18650 qui alimente les 2 bougies en série via la masse du moteur, ça va le faire1 point
-
Un loquet coulissant pour fermer une vitrine ou une serre1 point
-
Je vous déconseille d'acheter la Creator 3 chez Smoothcolor car les prix ont explosés, la preuve: vu ce midi le 26/04/21.
 1 point
1 point -
Je voudrais vous remercier tous pour vos conseils judicieux , ce matin j'ai contacté le service après vente de Tronxy , en effet je ne voudrais pas charcuter la bête "n'y connaissant rien ", celle-ci étant encore sous garantie. Bonne journée a tous et prenez soin de vous1 point
-
Non, ça ne m'est même pas venu à l'esprit ... mais bon elles ne consomme pas grand chose (les 600w ce n'est que pendant la première minute et un peu de temps en temps). Et dans la pratique je pense que chauffer directement en 220 plutôt que passet de 220 en 24 pour chauffer le plateau me paraît plus efficace énergétiquement parlant. Et je confirme le ressenti de @Motard Geek : pas de hausse sur les factures edf1 point
-
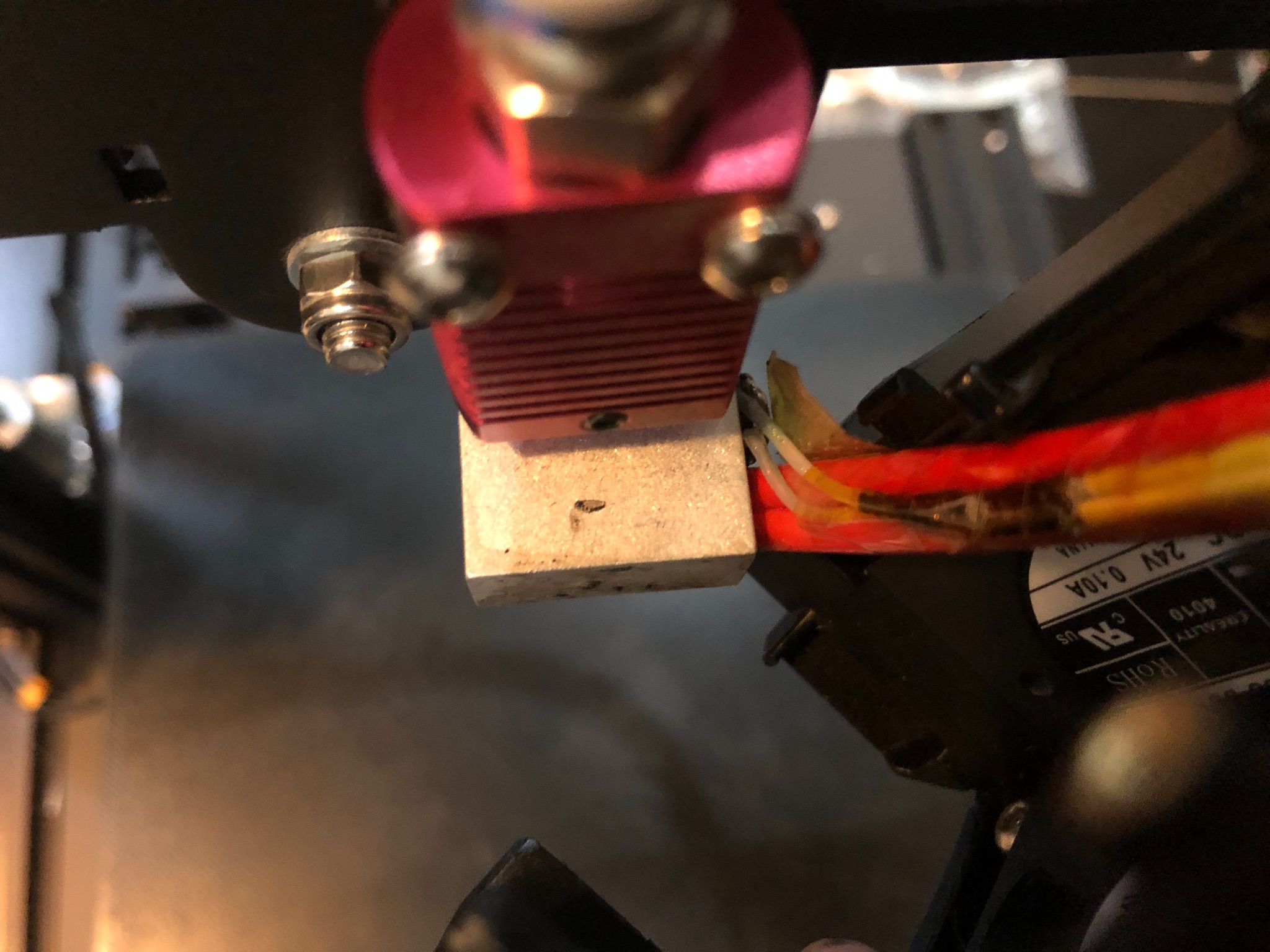
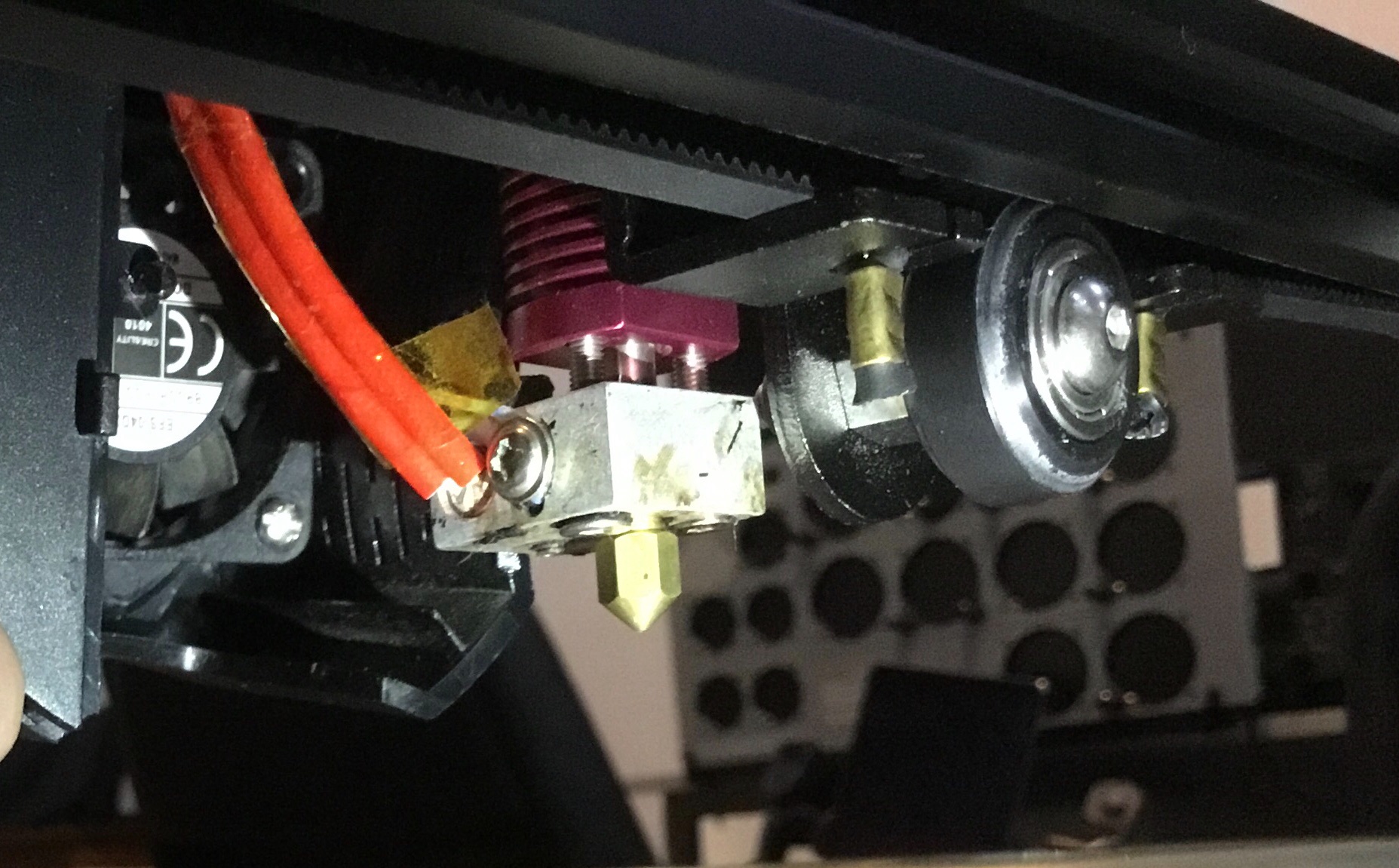
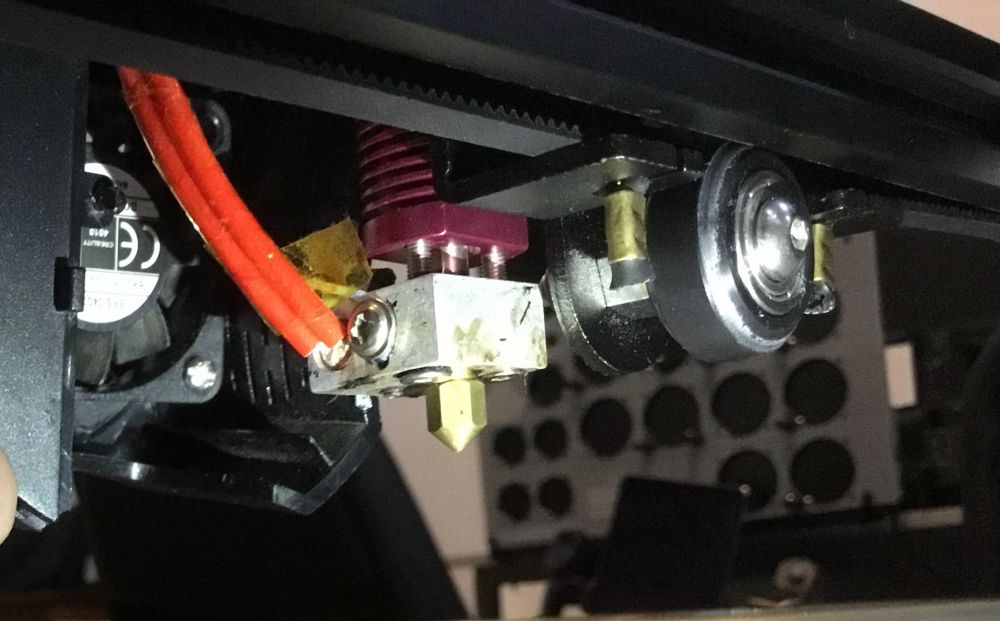
Hein ??!? Détail un peu ce point STP car je suis inquiet. Le refroidissement de la pièce ne va pas jouer sur la buse qui se bouche (à mon avis). Ca permet d'améliorer la qualité d'impression, mais dans ton cas tu n'imprime pas ! MIeux vaut refroidir le heatbreak et pas la pièce ! Une buse qui se bouche : - une cochonnerie dans le conduit (buse, heatbreak, ptfe) qui de temps en temps laisse passer le filament et puis à d'autre moment bouche le passage. - température trop froide / filament. Ou filament de mauvaise qualité ou trop vieux qui fait des "grumeaux" - heatbreak mal refroidi ! et c'est là que je suis inquiet concernant ta ventilation. Si le heatbreak est mal refroidi, au fur et à mesure que tu imprime ça monte doucement en température jusqu'au point d'arriver à faire fondre le filament à l'intérieur du heatbreak au lieu de la buse. Et là on ne maitrise plus rien et tout se bouche. La fonction du heatbreak n'est pas un simple refroidissement mais c'est un système qui doit stabiliser les température de ta tête d'impression pour que le filament passe dans le ptfe et le heatbreak sans fondre (et même sans trop se ramolir) pour ensuite fondre rapidement quand il arrive dans la buse.1 point
-
Tu devrais rester sur ton choix de PETG. Si tu peux tu prends une buse de 0,6 ou 0,8 et tu te contentes de paroi de deux passes (comme premier essai)1 point
-
Pour nettoyer la buse le faire à chaud sur l'imprimante pour en enlever un maximum. Attention aux doigts c'est très chaud et un gant en cuir ce n'est pas un luxe mais pas de gants en plastique évidemment.... Ensuite il y a ce tuto Un petit merci dans le tuto via les icônes ça fait plaisir c'est comme un like sur le forum Pour nettoyer le plateau c'est eau chaude et liquide vaisselle bien rincer et sécher puis nettoyage à l'alcool isopropilique ou au vinaigre banc puis réglage plateau buse et plateau à température d'impression avec un ticket de cb à la place de la feuille car c'est moins épais puis re nettoyer au vinaigre blanc. Personnellement je ne suis pas fan de l'alcool à cause des risques d'inflammation à chaud. Édit : perso avant l'impression je met du wd40 au pinceau sur la buse pour éviter que le pla colle dessus1 point
-
Salutation ! Tu a un problème d’adhérence ... avec du "white spirit" ... un produit qui a un genre de corps gras dedans ... Essai plutôt de nettoyer/dégraisser avec de l'alcool a 90° ... ou un produit a vitre non gras sans anti trace de goûtes d'eau (car sinon cela glisse ...) ou alcool isopropylique a 99.9% (attention l'IPA est un solvant donc pas sur n'import quel type de plateau non plus ...) voir avec du vinaigre blanc ménagé si tu n'a que cela. comme dit là : Par contre pour nettoyer le nez de la buse là le white spirit pourquoi pas et encore cela me semble inadapté ... normalement a chaud avec un papier essuie tout type sopalin cela devrais suffire pour enlever le PLA sur le nez de la buse. Mais surtout pas de truc gras sur le plateau ! et là après du white spirit (un corps gras) tu va devoir nettoyer plusieurs fois ... bon courage ... PS: les modérateurs apprécient moyennement les multi-posts (commentaires consécutifs de la même personne). Tu peux modifier ton commentaire pendant 12h en cliquant sur l'icone "..." en haut à droite puis sur Editer.1 point
-
Ha ben c'est nouveau ca !! J'ai travaillé pendant 35 ans en électricité, et c'est la premiere fois que j'entends qu'un fusible protège l'amont. Le fusible est toujours là pour protégéer l'aval d'un circuit. La raison est simple. Le circuit de la maison est probablement protégé à 15 ampères (disjoncteur dans la boite de répartition). Si le constructeur a mis un fusible de 5 ampères, c'est parce que le circuit en aval de la fusible est trop petit pour prendre un courant de 15 ampères advenant un court-circuit. Donc, en cas de problème, le fusible de 5 amps va lâcher bien avant le disjoncteur de 15 A de la maison... Électricité 101.1 point
-
Bonjour et bienvenu sur le forum Voici mon Gcode actuel, surement pas encore optimisé à 100%, mais il me convient, j'ai rayai la calibration que tu fera toi même plus tard : START GCODE: M104 S140 ; préchauffer l'extrudeuse à 140°C pour éviter le suintement M140 S{material_bed_temperature_layer_0} ; Régler la température du lit chauffant, poursuivre sans attendre M190 S{material_bed_temperature_layer_0} ; Attendre la température du lit chauffant M109 S{material_print_temperature_layer_0} ; Attendre la température de l'extrudeuse M92 X80.24 Y80.24 Z401.94 ; calibration XYZ M92 T0 E395 ; calibration extrudeur M301 P21.97 I1.57 D77.04 ; calibration PIB G92 E0 ; Reset Extruder G28 ; Home all axes G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to END GCODE: M104 T0 S0 M104 T1 S0 M140 S0 G92 E1 G1 E-1 F300 G28 X0 Y0 G1 Y200 F1500.0 M84 Important : Pense à effacer le contenu de EXTRUDER START G-CODE et EXTRUDER END G-CODE dans l'onglet Extruder1, doit ya avoir un bug, parfois il reviens tout seul alors que je l'ai effacé1 point
-
Salut, Pour t'éviter d'utiliser un câble pour te brancher à ton imprimante, tu peux changer son firmware et passer sur le firmware "community". Il est bien plus fourni que celui d'origine au niveau des fonctionnalités, notamment deux qui pourraient t'intéresser: - Le réglage du Z-offset avec un décalage de 0.01 mm au lieu des 0.05 mm d'origine - Le menu pour pouvoir régler les step/mm directement sans passer par un PC avec le test d'extrusion directement intégré (la demande des 120 mm pour contrôle) - d'autres options que je te laisserai découvrir. Tu trouvera le firmware à cette adresse: https://github.com/CR6Community/Marlin/releases?fbclid=IwAR3Sb_BgRmusOOzj2arcV31SR6G5wnYmEVz5_RLmYJ1FButC6tEXdDGC5vw Prends la version 6. Il y a une version 6.1 mais elle est en test. J'utilise la version 6, elle fonctionne très bien. C'est en anglais mais en utilisant un traducteur si tu n'est pas à l'aise (deepl par exemple), ça ira très bien. Il te faut une micro carte sd pour pouvoir flasher, il y a l'écran et la machine à flasher. N'hésite pas à demander si tu ne t'en sors pas, je te donnerais les infos nécessaire. Bonne journée1 point
-
Pour connaitre les règles, il suffit d'aller au premier post à la page 1 (ce que peu ont fait ) : et les règles ajoutées :1 point
-
Pour info moi j'ai fais comme ca Prodécure trouvée sur le site ca fonctionne nickel j'ai vu sa procédure et j'avoue que je n'ai pas aimé. La mienne nécessite d'utiliser un logiciel pour piloter l'imprimante (lui envoyer des gcodes) mais marche à tous les coups. 1) tu installe Pronterface sur ton PC et tu relies l'imprimante au PC par un cable USB. 2) après avoir connecté l'imprimante à travers Pronterface (attention c'est du 250000bauds) tu envoies les ordres suivants : G28 pour faire le home M851 Z0 pour mettre la valeur de l'offset à zéro M500 pour enregistrer cet offset nul dans l'eprom (M501 si tu veux vérifier qu'elle a compris. la valeur de l'offset est la dernière listée) G28 Z re-home sur Z uniquement G1 F60 Z0 pour positionner la buse au niveau du zéro déterminé par le BLTouch. Donc à ce moment, la A20M croit que la buse est bien positionnée alors qu'elle est trop haut. C'est le palpeur du BLTouch qui est à la hauteur Z=0. On va remédier à ça M211 S0 pour débrayer la sécurité qui empêche la hauteur de buse de prendre des valeurs négatives (et donc d'essayer de perforer le bed) tu mets une feuille de papier sur le bed sous la buse. avec les commandes de Pronterface sur l'axe des Z, tu baisse la buse 0.1 mm par 0.1 mm jusqu'à ce que al feuille de papier glisse avec difficulté sous la buse. Il vaut mieux plus bas que moins afin de bien écraser la première couche mais il faut quand même que la feuille glisse sinon rien ne sortira de la buse ?? . tu notes la valeur de Z (par exemple -1.4) M851 Z-1.4 tu entres cette valeur comme la nouvelle valeur de l'offset. maintenant quand z vaudra 0 c'est la buse qui sera presque en contact avec le bed (moins l'épaisseur de la feuille utilisée pour la calibration) M211 S1 tu rétablis la sécurité pour éviter que la buse enfonce le bed (je suis contre ce que fait le guerro qui débraye cette sécurité définitivement en modifiant le config.h *) M500 tu écris touts ça dans l'eprom M501 tu vérifies que c'est fait. et voila... note : c'est mieux de faire tout ça avec bed a 60°C et buse à 200°C si tu as du PLA dedans. (*) au fait tu as fait cette modif du config.h ? sinon, tu peux faire ce que tu veux avec l'offset, ça ne marchera pas. ou alors tu ne le fais pas, c'est mieux, et tu fais comme moi, tu debrayes par commande gcode1 point
-
Sauf que S3D est payant et est resté sur ces acquis depuis 5 ans, et Ideamaker est gratuit et ne cesse d'évoluer1 point