Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/05/2021 dans Messages
-
Dans ce cas faudrait trouver un pin pwm libre et y brancher un piezo , mais bon, ça attendra demain ya Columbo sur la une...2 points
-
Y a pas photo La D12 avec un tube capricorne, C'est d'la bombe bébé !! Autrement dit, ça va me permetre de réaliser des pièces plus élaborées qui jusque là me semblaient hors de porté... vid-20210509-214959_Du3LCSj9.mp4
 2 points
2 points -
Il a une Ender 3. Le capteur de fin de course du X est à gauche, celui du Y est en arrière, le Z en bas à gauche....2 points
-
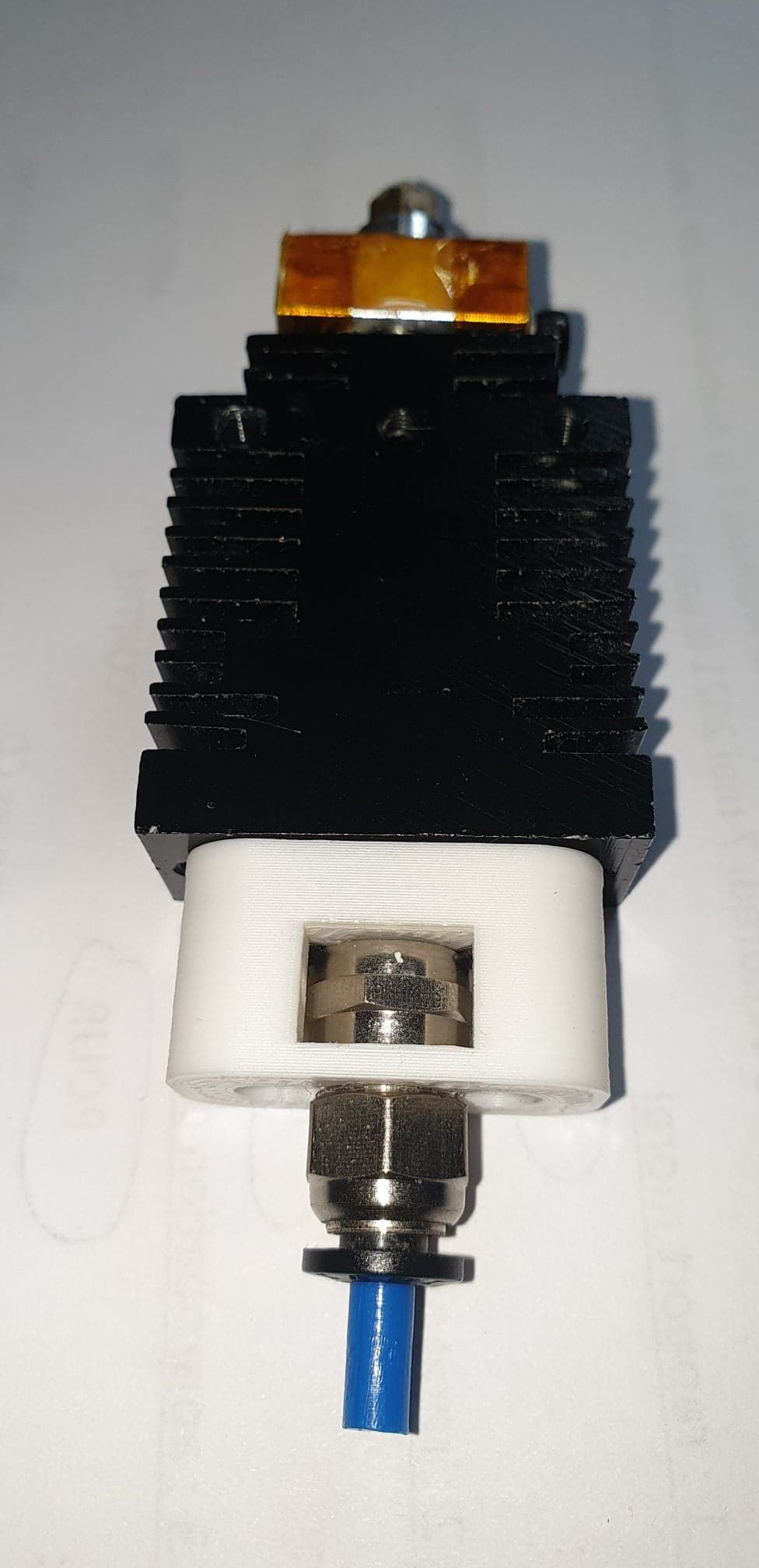
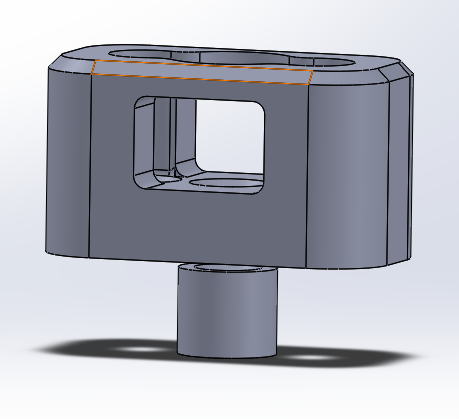
STL version avec cylindre: ptfe_connecteur2.STL Gcode avec cylindre: ptfe_connecteur2.gcode Pour le montage: 1- mettre le cylindre en place 2- monter d'abord la grosse pièce et bien la viser sur la tête 3- faire glisser la fiche métallique 4- viser le connecteur pneumatique et laisser un tour de serrage pour plus tard 5- remettre le tube ptfe en place 6- resserrer le connecteur pneumatique pour bien plaquer le ptfe contre la buse Pour l'impression j'ai désactivé la ventilation pour privilégier la solidité peut être au détriment de la qualité volontairement pour augmenter l'adhésion des couches entre elles.
 2 points
2 points -
Bonjour les amis, @chacha007 j'ai pris ton idée de fiche d'antenne et j'ai fait ma version un peu plus facile à réaliser pour monsieur tout le monde Voici quelques photos de ma réalisation: Voici le stl pour ceux qui veulent tester ptfe_connecteur2.STL Et même un gcode pour notre D12. ptfe_connecteur2.gcode




 2 points
2 points -
Comme tu imprime au milieu, et tant que ce ne sont pas de grosse pièces, alors il vaut mieux regler ton plateau bien au centre même si ce n'est pas top dans les coins pour que ta première couche soit nikel. En tout cas c'est clair et sûr à 100% que ta première couche est trop loin du plateau d'apres tes photos Sinon une autre solution, consiste à ajuster ta première couche avec les babystep pendant l'impression d'une jupe de 5 tours comme ca tu aura le temps de l'ajuster. le filament déposé doit être ecrasé contre le bed et pas seulement juste déposé.2 points
-
Cela fait quelques temps je n’ai pas lu de message de Bosco, ces fameux messages qui prennent 10 minutes à lire tant ils sont détaillés et complets. Comme il avait eu des problèmes de santé l’année dernière, j’espère qu’il ne lui est rien arrivé. Jusqu'au 13 avril il a posté plusieurs messages chaque jour et depuis rien, aucun message. l’un d’entre vous aurait-il de ces nouvelles, que j’espère rassurantes. merci1 point
-
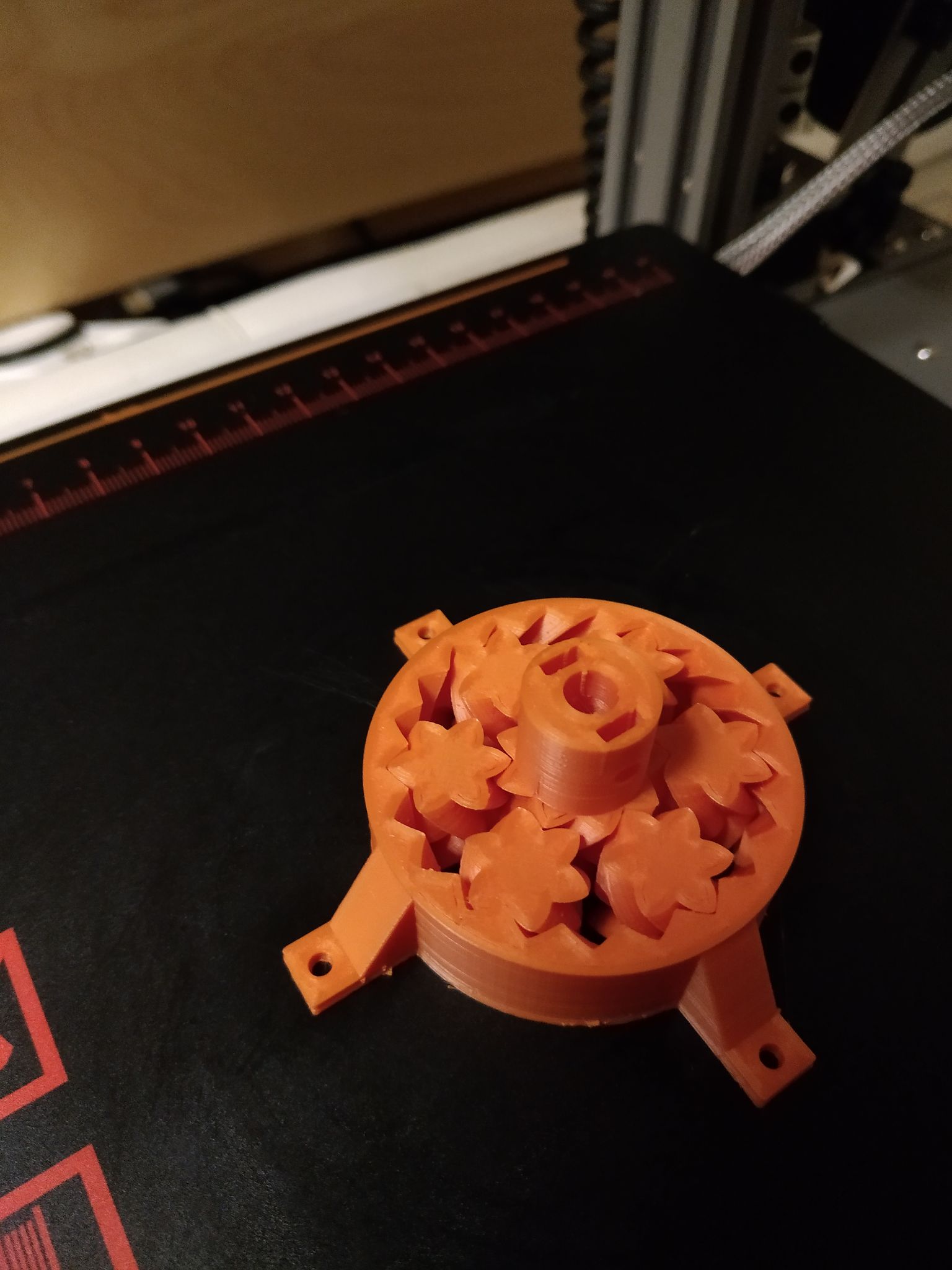
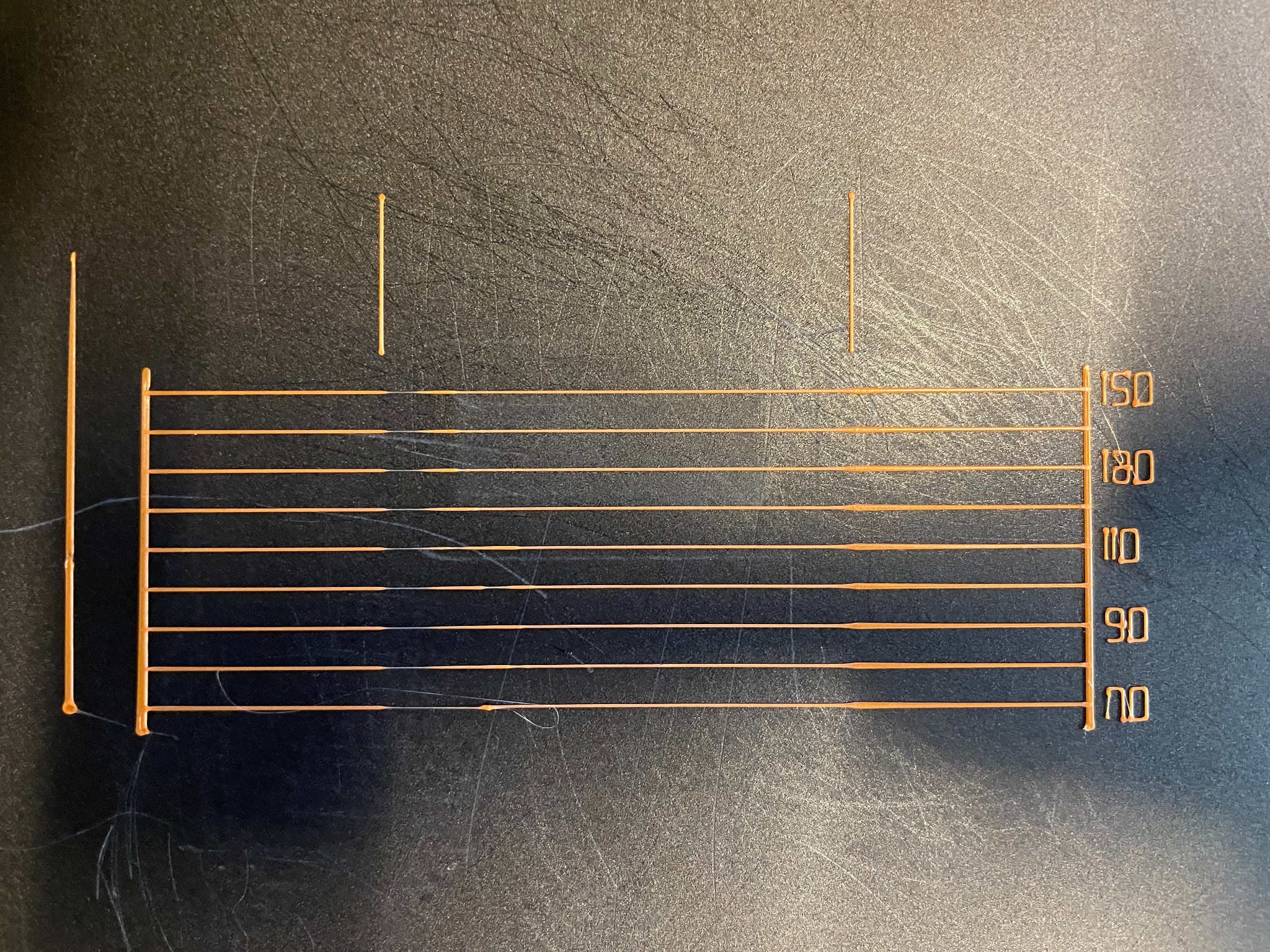
Bonjour à tous, Nettoyage de printemps oblige, j'ai retrouvé un grand nombre de buses que je pensais ne plus pouvoir utiliser. J'ai rapidement dessiné 2 supports buses MK7 et MK8 et procédé à quelques essais plus que convainquant. étape 1 : nettoyage externe de la buse. la buse est montée sur une perceuse ,sans trop serrer pour ne pas abimer le filetage, chauffée au chalumeau, et toujours en rotation, essuyée avec un gant de toilette étape 2 : affutage la buse est placée dans le support, la pointe sortie de quelques nano millimètres ( oui, j'ai de très bons yeux ) et avec un mouvement de rotation, on égalise la pointe sur du papier de verre 2000 humidifié. Le papier doit être placé sur un support parfaitement plat, la plaque de cuisson induction est parfaite. étape 3 : polissage la buse est montée sur la perceuse, et à la l'aide d'un nouveau gant de toilette et d'un produit de polissage ( pour cuivre ou inox, super micro fin) on serre délicatementn la buse en rotation, pour la polir. A savoir : - Les buses en alu, titane, laiton, acier, inox sont comme neuves, celles avec un coating , le perde uniquement sur la pointe, donc aucun problème - en fonction de l'état de la buse, l'affutage peut-être important, mais même une buse 0.4 mm intérieur, 0.8 extérieur fait parfaitement son travail * - la hauteur total de la buse est très légèrement réduite, mais la fonction Z offset est faite pour cela. Conclusion : si vous penser que les buses sont mortes, ça vaut vraiment la peine d'essayer ! * article très intéressant https://the3dprinterbee.com/3d-printer-line-extrusion-width/ MK7.stl MK8.stl

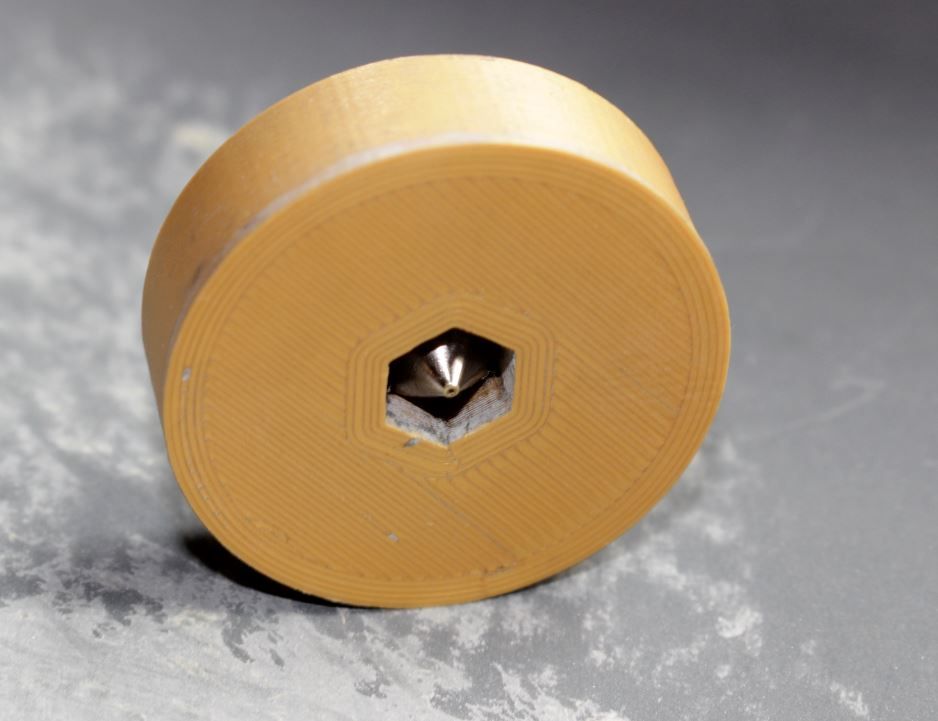
 1 point
1 point -
Trouves la ligne suivante et corrige là comme ceci: #define X_MAX_POS 250 // Jo (X_MAX_POS != X_BED_SIZE)1 point
-
Bienvenue à toi!1 point
-
merci pour la solution qui résout le prob.1 point
-
Je ne sais plus, désolé! Mai au pire si tu veux être sur que ca bip, rajoute manuellement M300 juste avant le M600 comme ca tu es sûr que ca bipera1 point
-
je l'ai remplacé par un capricorne oui, et je trouve 0.45 EDIT : j'ai une question concernant le changement de filament car je vais essayer le mutlicouleur, quand tu mets le M600 dans le gcode , l'imprimante te prévient par un son qu'elle est arrivée à la couche de changement ?1 point
-
Bonjour à tous, Aujourd'hui je me suis lancé au contrôle et réglage du Bed. Il me semble qu'avec JG Maker il faut avoir de fortes notions de "relativité" et "d'approximations" car vu la qualité du montage, des matériaux cela va être très dur d'approcher l'idéal ! Premier passage au contrôleur en fixant celui-ci sur la tête 1, je m'aperçois qu'il y a autre chose qu'un simple réglage avec les quatre molettes. Effectivement, j'ai un plateau en verre de 4mm et j'ai l'impression que celui-ci gondole de partout (zut, aurais-je commandé une tôle ondulée ?) Cela ne vient ni du support ni du bed, il s'agit de la barre support des têtes pour les X. Je démonte celle-ci : 10 vis à retirer. dévissage des supports courroie sur les deux têtes (2 vis). je fais coulisser les deux têtes pour les extraire de la barre et que ne fût point ma surprise ... Une floppée de petites billes s'éparpillent à tout va dans la salle à manger. Pour permettre aux têtes de coulisser sans effort deux rangées de billes on été disposées sur chaque têtes. Elles sont maintenues par des tiges métallique. la moindre liberté et c'est Diiissspersssionnnnn... lol A part le fait que j'ai passer un bon bout de temps dans la pièce à quatre patte, voici l'état de la barre en question : Elle est tordu !!! En mettant un poids à son extrémité je relève environ 1,5 mm d'écart. Qu'à cela ne vaille, je galope à l'atelier pour mettre le machin dans l'étau et par petits à coups, j'arrive à redresser le truc jusqu'à le mettre droit (référence le champs de la règle en alu de maçon)... Je sais que les puristes vont s'indigner, mais j'utilise les moyens à ma disposition. De première formation ajusteur/tourneur, j'avais à ce moment là marbres et rectifieuses, ce n'est plus le cas. Pour la remise en place (attention au billes): Les trous pour les vis laissent un jeu assez conséquent. J'ai commencé par la fixer par son centre et en jouant de la multiprise et du comparateur, j'ai serré au fur et à mesure du centre vers les extrémités. Résultat final, j'arrive entre les bords gauche et droit à un défaut de 0,09 mm. Après ma barre, j'ai joué du plateau (axe Y) et pareil avec le contrôleur. J'ai un défaut moyen avec des bosses parci/parlà. Les excentreurs des roulettes sont réglés pile poil... Je ne vois qu'une seul chose: ce sont les rails Y du bed qui sont gauche. J'ai joué en serrant et desserrant légèrement les deux vis qui les fixe et j'arrive à un résultat tout juste correct pour l'ensemble du plateau. Je crois que mécaniquement parlant, j'ai fait le maximum pour corriger pas mal de défaut d'alignements. Sur le menu Marlin j'ai "Leveling bed" Je suis donc passé par cette option pour affiner le réglage : 16 points enregistré sur le plateau pour sa planimétrie. Le test impression Calibrage Z sur l'ensemble du plateau donne un résultat "relativement" satisfaisant. En ce moment j'ai lancé l'impression d'un grand modèle qui prend beaucoup de surface sur le plateau je verrais bien se cela est satisfaisant...

 1 point
1 point -
Bonjour @landaisd Tu n'as répondu à aucune de mes questions!1 point
-
L'espoir fait vivre Mais non, je n'y crois plus Je vais changer ma signature.1 point
-
Et j’ai depuis imprimé avec la nouvelle bobine PETG envoyée par Wanhao (merci !) et ça corrige effectivement le problème, mes impressions sont de bien meilleure qualité !1 point
-
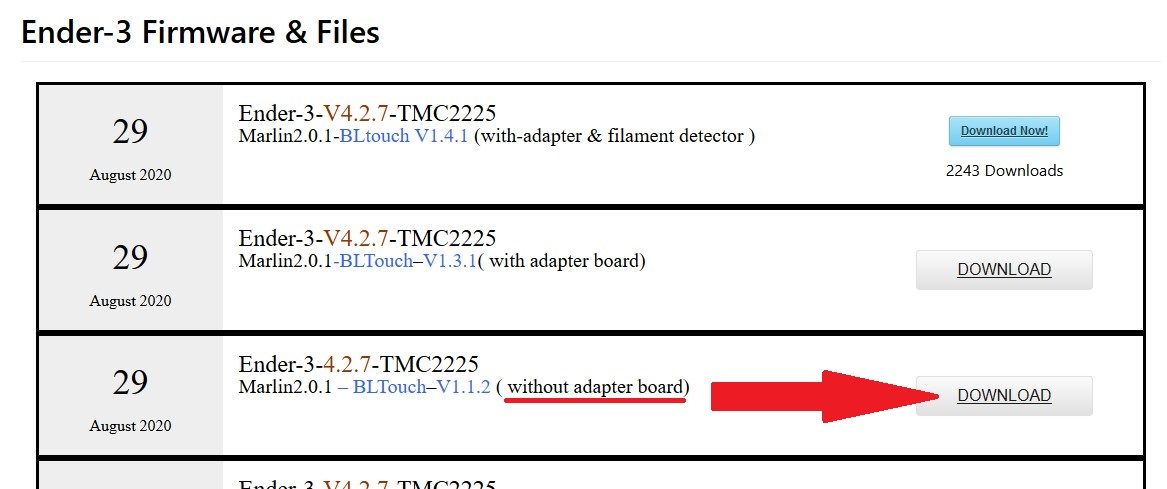
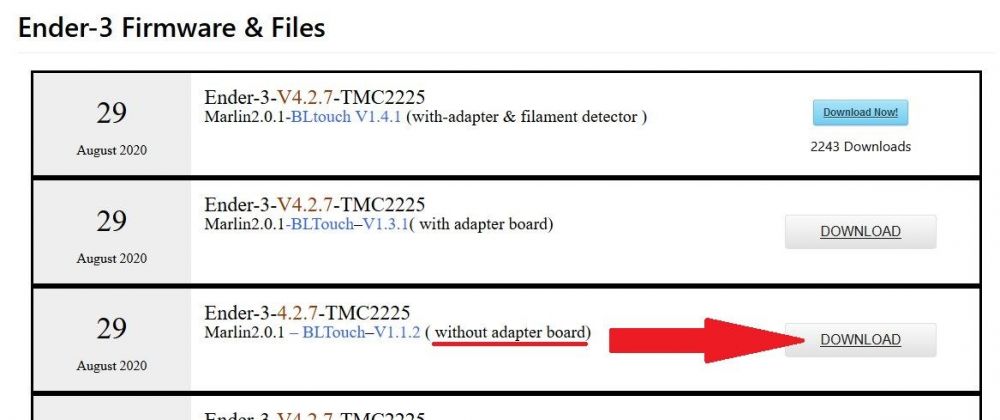
@madeo54 https://forums.creality3dofficial.com/download/ender-series/ender-3/
 1 point
1 point -
@Andre59212 : Le montage c'est 1/4 du boulot. 1/2 du temps c'est le réglage et le dernier 1/4 temps c'est le moment ou tu abandonnes, que tu ouvres une bière et que magiquement l'inspiration vient. Rassures-toi : tout le monde galère au début. Après il faut prendre les problèmes 1 par 1 et avancer avec méthode. Tu dis que le chariot va en fin de course vers la droite. C'est bien le côté du fin de course justement ? Est-ce que le fin de course (le capteur) est activé (tu dois entendre un petit 'clac') ? Si tu peux partager une vidéo, c'est toujours mieux et ça aide les gens compétents du forum à se faire une idée.1 point
-
C'est même un peu moins que 10 Mio (9.9) mais je ne me suis pas posé la question: j'ai groupé et ça a fonctionné. La limite de taille est valable pour chaque fichier qui lui ne doit pas dépasser la valeur précédente mais un post peut contenir plusieurs images tant que chacune ne dépasse pas 10Mio Sinon, peut-être que ça aide

 1 point
1 point -
Je ne pense pas. Pour moi le petit cylindre à son utilité avec le Y pour bloquer le petit morceau de ptfe pour qu'il ne remonte pas vers le haut. Avec ce montage c'est le même tube qui va de l'extrudeur jusqu'à la buse, ce qui le maintient en place et évite qu'il ne remonte c'est les connecteur pneumatique. D'ailleurs pour le montage, c'est mieux de desserrer le connecteur pneumatique d'un tout, rentrer le tube à fond puis serrer ce connecteur pour venir bien plaquer le tube sur la buse.1 point
-
C'est bien de voir commet faire MAIS ce serait bien mieux de le faire parce que c'est nécessaire. J'ai à nouveau regroupé les différents posts les uns à la suite mais ma patience à des limites. Donc maintenant «JUSTE FAIS LE»1 point
-
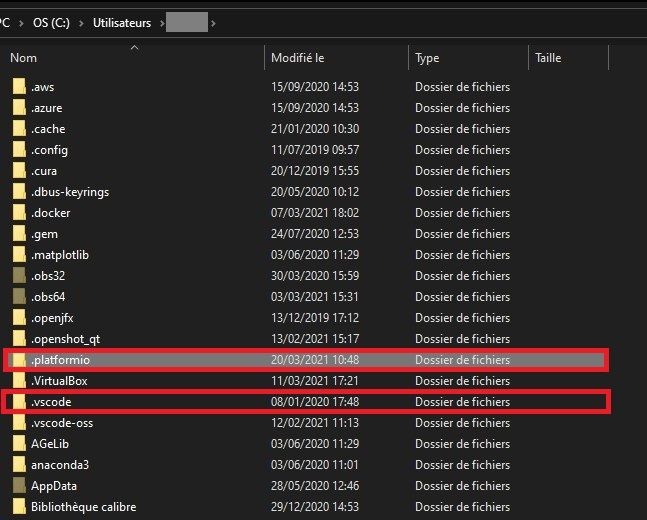
Désinstalle totalement VSC + Plarformio via le panneau de configuration de Windows. N'oublie pas également de supprimer «a la mano» deux répertoires cachés dans ton dossier «Utilisateurs» : Redémarre Windows, réinstalle dans l'ordre Python3, VSC, dans VSC l'extension «Platformio IDE» et pourquoi pas en plus l'extension «AutoBuildMarlin».
 1 point
1 point -
Super, je devrais recevoir ce type de roulement normalement demain. Je suis justement en train d'imprimer des supports pour "table" pour la bobine de 2kg qui ne passe pas dans le support d'origine. Du coup je vais utiliser le tiens pour remplacer celui d'origine. Encore merci du partage1 point
-
Salutation! A tu une référence du laser ? une marque ? ... des information utiles ? Une photo de la carte ? Sinon ne pas tester les câbles ... a toi de voir mais plutôt simple a faire avec un multimètre en mode contrôle de continuité et cela lève les doutes ... ( durée d'utilisation laser ... H.S. car a une durée de vie ?)1 point
-
Lol, c'est mon syndrome autiste Asperger qui parfois reprends le dessus, avec comme symptôme soit tout ou rien... ça se trouve demain j’oublie la 3D pour me remettre à la pâte à modeler pendant 6 mois1 point
-
Encore une fois tu as tout juste Je vois que tu suis bien tout les sujets, BRAVO1 point
-
Contrôles tes courroies car les ronds ne sont pas ronds et les angles ne sont pas bien définis. L'espace peut être combler avec l'option impression des parois fines et/ou remplir les petits trous. Testes ces options et utilises l'aperçu de cura pour voir si il les comble et ce a faire avant toute impression afin de ne pas avoir de mauvaises surprises.1 point
-
Bravo @Jonathan06 pour ce tuto très explicite que vous avez réalisé toi et @SyNop6 (dont le nom n'apparait pas en @lien). C'est peu être un détail sans importance, mais vous ne parlez pas du fait que sur le tube d'origine, l’extrémité supérieure est intérieurement légèrement évasé.. Tu l'avais toi mm relevé dans un précédent post. Autrement dans le texte, c'est la base du Y qui contraint le tube et non le connecteur pneumatique, donc mm si pour x raison on dévisse les 2 connecteurs pneumatiques, le tube restera quand mm en place Merci encore et bonne continuation1 point
-
Un réglage buse/bed se fait à chaud de température avec un ticket de CB aux 4 coins + centre et tant qu'on touche aux molettes on fait le tour complet. Ensuite le réglage du z-offset, soit tu passes par ta machine soit tu peux le faire via pronterface par exemple. Si tu veux un bon réglage il te faudrait fairel'effort de comprendre le fonctionnement de pronterface ou autre afin de pouvoir gérer et contrôler tes paramètres machine1 point
-
Super ce tuto, on n'y voit bien plus clair sur le montage comme cela. Merci du partage ! Plus qu'à recevoir ce Capricorn maintenant1 point
-
Pour te répondre, ce matin j'ai cinq imprimantes qui tournent depuis hier, il y en a trois qui devraient finir en fin de journée et deux dans la nuit. Moi je vis normalement, je passe les voir trois fois par jour. Lorsque je lance une impression je reste dans l'atelier pour les deux ou trois premières couches, car c'est là que tu as le plus de problèmes possibles. Lorsqu'on a des problèmes sur les couches supérieures cela vient presque toujours d'une mauvaise conception de pièce. Cela m'arrive et quand j'analyse le problème j'ai envie de me filer une baffe. Tout cela pour te dire qu'il faut bien regarder dans le Slicer la progression des couches et ajouter des supports si besoin (il vaut mieux passer dix minutes de plus dans le Slicer pour ne pas avoir de problème lors de l'impression et perdre des heures et du fil).1 point
-
Ne pouvant plus éditer mon précédent message : Après test avec un EJerk modifié à 20.0 il n'y a plus de ralentissement en utilisant le Linear Advance (Avec une vitesse de 80mm/s et 1500 d'accel).1 point
-
oui cela fonctionne aussi si tu remplaces les X par le résultat de ton calcul dans la commande M8011 S0.00XXXXX C'est juste que c'est moins clair sur ta valeur réelle de pas/mm à utiliser par ton extrudeur pour qu'il sorte la bonne valeur de filament et que cela ne fonctionne que pour un extrudeur Titan ou avec une démul proche. Je préfère donc faire le calcul pour avoir en retour la valeur des pas/mm classiques puis faire le 1/ (pas/mm) pour l'intégrer dans le M8011 S. En plus si tu passes à Marlin, ce sont bien les pas/mm qu'il faudra renseigner.1 point
-
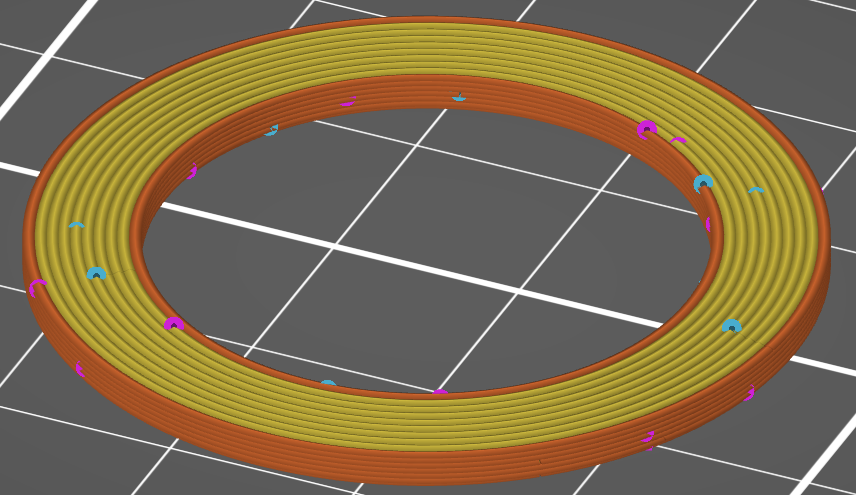
Pour le remplissage circulaire, c'est une erreur de ma part, c'est appelé concentrique, ça suit la forme des périmètres de la pièce (donc pas forcément circulaire). Sinon tu peux contourner le problème en utilisant un grand nombre de périmètres. Mais bon dans ton cas tu as l'air d'avoir facilement des fuites, soit tes surfaces ne sont pas assez lisses, soit le serrage n'est pas assez important. Le but c'est d'obtenir quelque chose comme ça (j'ai fait apparaitre les points de rétractation / dérétractation pour la couture aléatoire) : Je n'utilise pas Cura, je ne pourrais pas t'aider de ce côté.
 1 point
1 point -
Eh bien voilà tu sais ce qui te reste à faire1 point
-
Comment veux-tu lire la température de la hotend ou du heat_bed si ta carte n'est pas alimentée1 point
-
Bon si c est pas inca ... c est aztek alors ?... Pour le dieu des castors zombies... Je détaillerai la cérémonie une autre fois ...1 point
-
Bonjour, Voici les Cox de sortie dans leur version aventure. Tout le matériel est disponible tente, sac de couchage, sac à dos, coffre à bagages, bidon d'eau. Il me manque un moteur en rupture de stock pour la coxe verte. A+
 1 point
1 point -
C est facile !!!!... C est un pendentif inca qui servait à l'epoque à honorer le dieu des ornithorynques lors de sacrifices rituels de bottes de céleris et de noix de cajou... Bien sûr la cérémonie se déroulait sur un pied et celui qui tombait ou posait l autre pieds par terre était sacrifié à son tour avec les céleris pour ne pas contrarier le dieu ornithorynque, qui comme tout le monde le sais, n as pas vraiment le sens de l'humour ! J ai été assez précis ?...1 point
-
Hourra, ça marche !! Bon, je n'ai toujours pas réussi à me connecter avec un navigateur Internet, et impossible de transférer des fichiers avec le Finder de MacOS (erreur -36) ! J'ai essayé avec Windows 10 et c'est encore pire !! Impossible de me connecter avec un navigateur Internet et idem avec la commande “Exécuter“ !! J'ai eu l'idée d'essayer avec un logiciel de transfert de fichier : Cyberduck et ça fonctionne du premier coup. Dans Cyberduck, j'ai ouvert une nouvelle connexion avec le protocol WebDAV (http) et la carte s'ouvre dans une nouvelle fenêtre. Le transfert et la suppression de fichiers fonctionnent super bien. Sur l'imprimante, il suffit d'appuyer sur la flèche pour rafraichir l'écran et le contenu de la carte se met à jour immédiatement. Génial, plus besoin de faire des aller-retour avec la carte !! Merci pour votre aide, A+++1 point
-
@ZAP89 Le plus simple mais qui nécessite de savoir un peu lire ce qui y est écrit, c'est de prendre la fin de ton fichier Gcode. Touts les paramètres différents du profil standard sont indiqués : Un peit grep / sed en Linux te permettrait d'avoir un affichage plus «lisible» («\\n» correspond à un saut de ligne , les «;SETTING_3 » peuvent être supprimés) au final tu obtiens un truc du genre :1 point
-
Moi aussi ... j'ai pas cela (les différent mode de vue) il semble qu'il faut avoir les bon driver OpenGl avec une carte graphique récente pour avoir les "Color schemes" (or sous linux ... je n'ai pas trouvé ... j'en suis a utiliser Repetier Host ou PrusaSlicer-Gcodeviewer pour les aperçu ... ) https://community.ultimaker.com/topic/22735-color-scheme/ $ lspci ... 01:00.0 VGA compatible controller: NVIDIA Corporation G96 [GeForce 9400 GT] (rev a1) ... $ glxinfo | grep "OpenGL version" OpenGL version string: 3.3.0 NVIDIA 340.1081 point
-
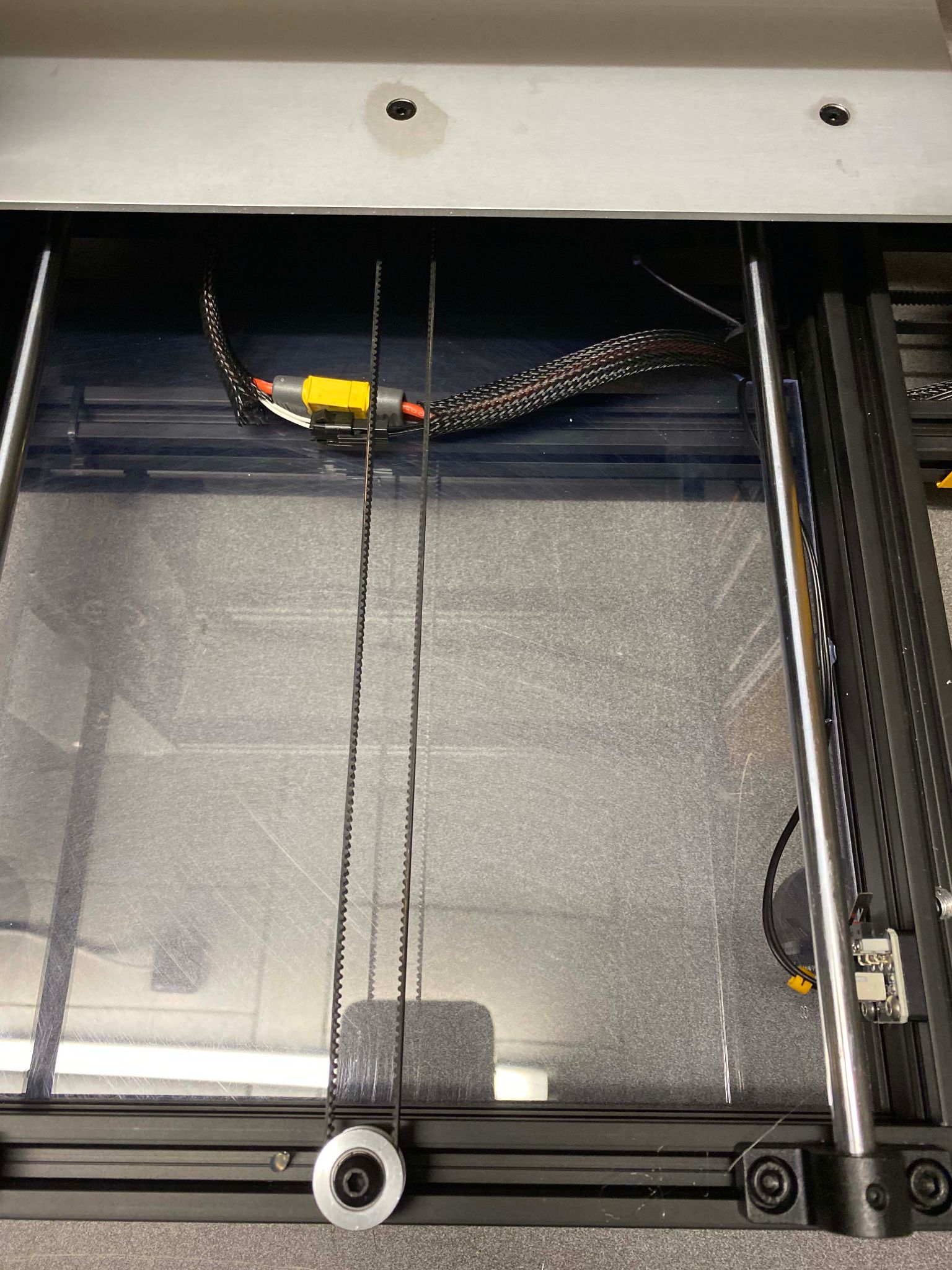
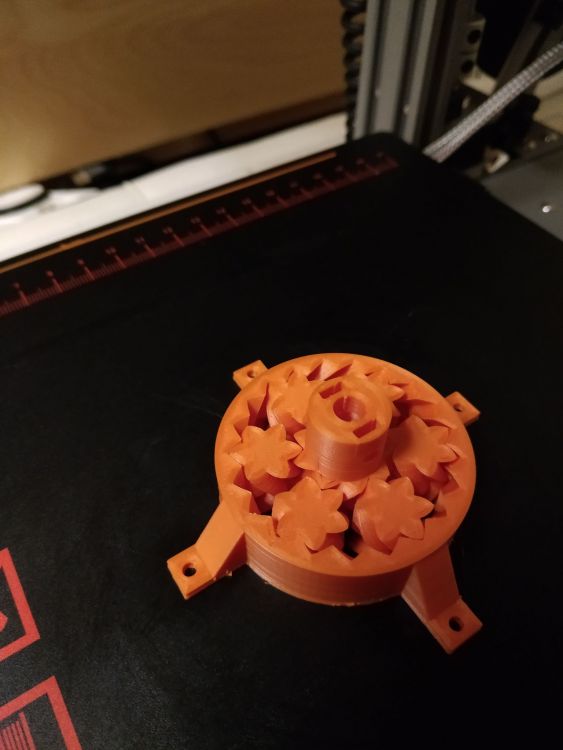
Bonjour, J'ai monté l'imprimante et lancer un 1er print ; le cube de calibration donné sur la carte SD ( il y a 15j). Sans vérifier le décalage sur l'axe Z, chose qu'il ne faut pas faire mais je voulais testé sachant qu'ils avaient fait un test de l'imprimante normalement. Donc ua final j'ai eu un cube de 30*30*30 avec les bord qui se relevaient (mais l’état general de la pièces était pas mal rien a voir avec la dagoma ) j'ai donc repris le réglage de l'axe Z pour écraser un peu plus la pièces au début. J'ai fait aussi une petit modification sur celle-ci, j'ai rajouté une plaque de plexiglas sur le fond de l'imprimante pour que le câble du bed se déplace plus facilement. Et qu'il n'accroche pas la courroie de l'axe X et les profilés alu cf photo. Il me faut tester le kit auto shut-down maintenant, ou pour celui-ci j'ai imprimé 2 pièces pour le monter sur l'imprimante.
 1 point
1 point -
Ce n'est pas ce que je voulais dire. Il faut un compromis avec la précision d'impression et la solidité de la pièce. Plus la température de la buse est élevée plus la pièce sera solide et moins bonne sera la précision. Je ne t'ai accusé de rien et quand bien même tu me ferais une critique pourquoi veux tu que j'en prenne ombrage ? Et puis, je préfère une critique à une flatterie, là au moins je suis sûr que c'est sincère. Tu peux me donner un exemple que je puisse imprimer en PLA ? Avec S3D ce serait excellent !1 point
-
Salutation ! pour comprendre l'impacte des paramétrés de Cura, je te conseil d'installer le plugin/extension "Settings Guide" (les textes sont traduit en fr. malgré le nom du plugin en anglais) depuis le "marché en ligne" sous cura ! (il te faudra créer un compte Ultimaker ...) Je pense que tu cherche un des paramètres dans la section "Correction" Peut être "Raccommodage" ou "Conserver les faces disjointes" ... Sinon il existe des outils / greffon cura (ex "Mesh Tools") pour corriger les .stl non "manifold"
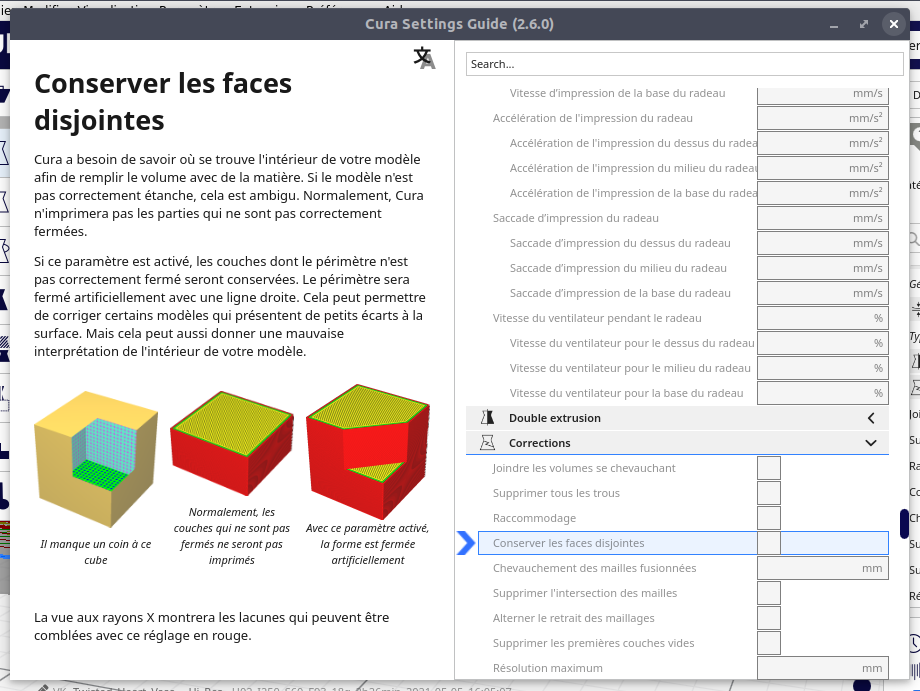
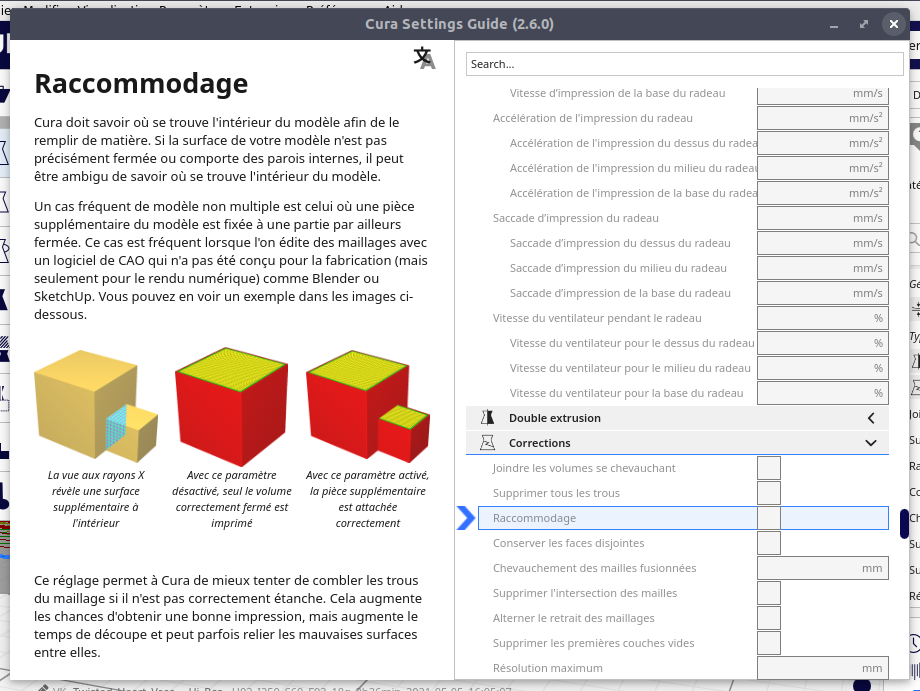 1 point
1 point -
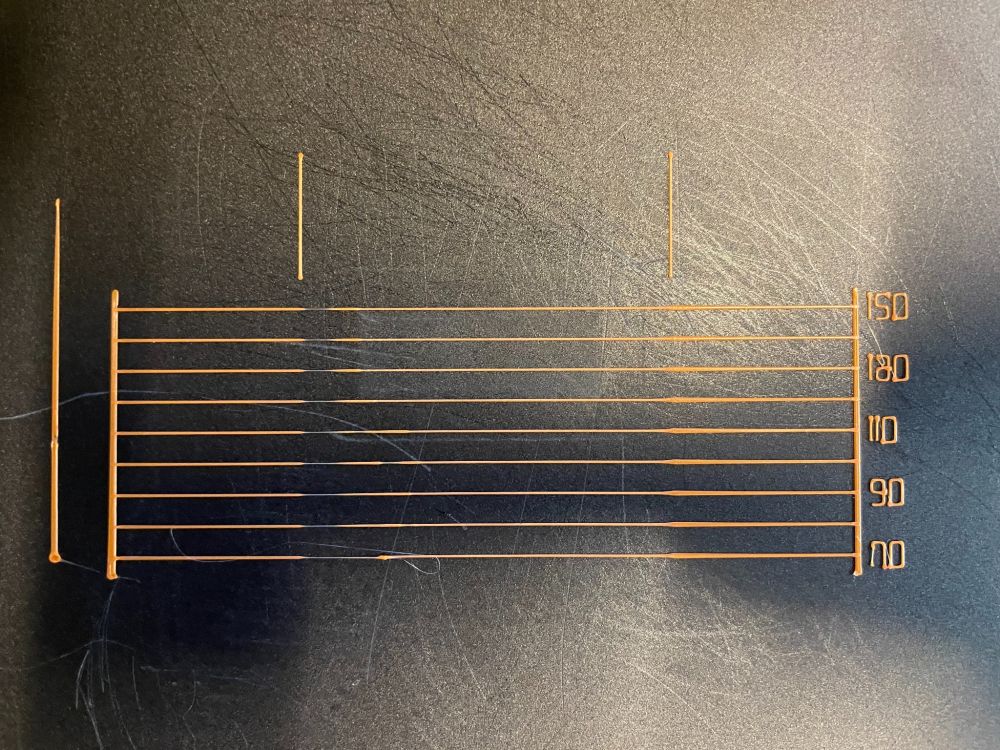
Juste pour relancer ce sujet. Pour ma part je n'ai pas utilisé de PTEG mais j'ai déjà utilisé de l'ABS et je pourrais t'en parler si tu veux. Par contre ce qu'il faut savoir c'est que dès que tu change de filament, tu dois revérifier certains paramètre. Perso: j'imprime une tour de température pour choisir celle qui donne les meilleurs résultats, ensuite je vérifie le diamètre de mon filament qui peut être diffèrent d'une bobine à l'autre et encore plus d'un matériau à un autre ca pourrait me mettre en sur ou sou extrusion. Ensuite j'imprime un cube en mode spirale pour vérifier l'épaisseur de la paroi, et enfin j'imprime les deux tours et régler les paramètre de rétraction.1 point
-
bonjour à tous, j'ai une SKR V1.3 avec en X & Y le driver TMC2208 V1.3 en mode UART. La configuration physique du mode UART sur le TMC est un point de soudure sur J2 comme indiqué sur cette image. La pose de jumper est faites sur les PINs X-UART et YUART comme indiqué sur cette image trouvez en pièce jointe les deux fichiers Configuration.h et Configuration_adv.h Depuis RepeiterHost, je lance la commande G1 Y100 F4800 les deux moteurs X & Y tourne ensemble. Après vérification de la configuration Marlin (FIRMWARE_NAME:Marlin 2.0.8), je ne comprends pas le problème... merci pour votre temps Configuration.h Configuration_adv.h
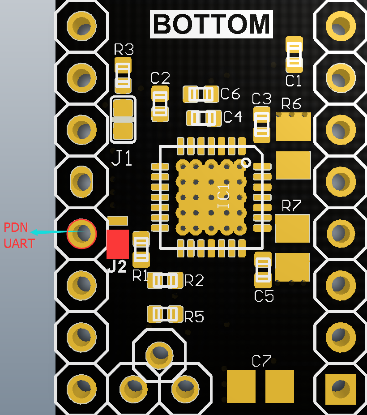
 0 points
0 points -
Je confirme j'ai exactement la même chose que toi Greg²0 points
-
J'ai fait avec les 2 mais les résultats sont les mêmes
 0 points
0 points