Classement


Contenu populaire
Contenu avec la plus haute réputation dans 23/05/2021 Dans tous les contenus
-
Problème résolu merci quand même Solution; #define SDIO_SUPPORT2 points
-
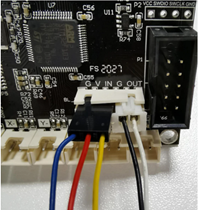
Ben, c'est pas étonnant alors, puisqu'ils sont déclarés en UART dans ton fichier configuration.h #define X_DRIVER_TYPE TMC2208 #define Y_DRIVER_TYPE TMC2208 #define Z_DRIVER_TYPE TMC2208 #define E0_DRIVER_TYPE TMC2208 si tu ne veux pas utiliser le mode UART, il faut les déclarer en TMC2208_STANDALONE. Honnêtement, il ne devrait suffire que d'une soudure sur les TMC pour faire la modif étant donné que ton firmware est déjà prêt. EDIT: moi, je crois pas ... la valeur tourne autour de 1V2 points
-
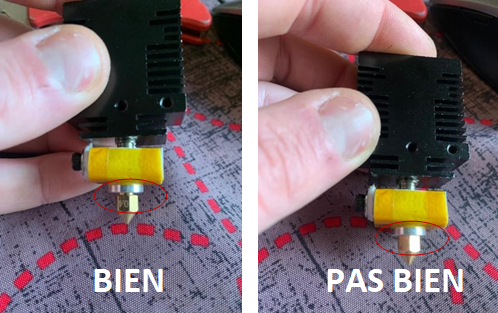
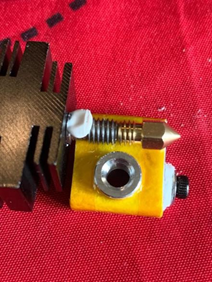
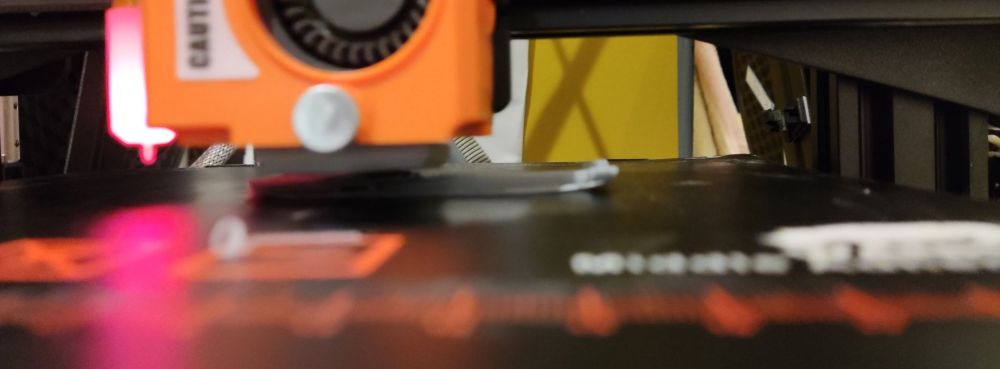
Tout d'abord, je tiens à préciser que ce tuto n'est pas de moi, c'est @SyNop6 qui l'a rédigé. Je précise que je n'ai fait que relire, corriger quelques petits trucs et mis en forme le contenu. Je le remercie donc de m'avoir autorisé à le publier. Pour commencer un petit lexique: Ce tuto est fait à partir d’une hotend de Wanhao D12, le principe reste le même pour la plupart des hotend mais il y aura surement de petites différences d’un modèle à l’autre. Commençons par un petit lexique afin de comprendre de quoi on parle . Je précise juste que ca concerne la tête Wanhao D12 - V2. La V1 n'a pas de tube PTFE à l'intérieur du HeatBreak. Heatbreak, à l’aide d’un ventilateur, permet au filament de rester solide jusqu’au heat bloc "Bloc de chauffe" et donc éviter l’obstruction du tube PTFE par un amas de plastique fondu. Heatbloc, sur celui-ci, viennent se fixer la cartouche chauffante, la sonde de température et la buse. Il permet également de relier le heat-break à la buse. La Buse, c’est par cette dernière que le filament fondu est extrudé: Tube PTFE, c’est ce petit morceau de tube résistant a la chaleur qui guidera le filament a l’intérieur de la hotend, il servira également à l’étanchéité de votre buse ! Il s’agit du même type de tube permettant de guider le filament de l’extrudeur a la tête chauffante. Procédure: Entrons dans le vif du sujet, on peut s’apercevoir rapidement si une hotend est bien ou mal montée en un petit coup d’œil. Sur la photo de gauche, la buse n’est pas en contact avec le heat-bloc, il y a un petit espace de quelques millimètres, ce qui laisse penser que cette dernière est bien en contact avec la fin du tube du heat-break. A droite, ce n’est pas le cas, il se peut qu’il y ait un espace et le plus petit soit-il, c’est un risque de fuite, pas cool ! Pour régler l’écart, il suffit de serrer le heat bloc d’un tour, cela sera suffisant pour générer ce petit espace, permettant de s’assurer que buse et tube soit bien en contact. En plus ca permet de redonner un coup de serrage à chaud. Le tube PTFE dans la hotend ! Comme dit plus haut, ce dernier à pour vocation d’assurer l’étanchéité de la buse. Il faut que celui-ci soit contraint d’un coté par la buse et de l’autre par la base du Y. De cette manière il s’écrasera parfaitement sur la buse et l’étanchéité sera parfaite. Attention tout de même, il faut que la découpe soit nette et bien droite, car si le contact n’est pas parfait avec la buse, c’est la fuite assurée ! Lors de la découpe de ce dernier, laissez-le dépasser du heat break d’un petit millimètre. Si vous regardez bien le petit morceau de ptfe d'origine, vous remarquerez que du coté où rentre le filament, l'entrée de ce tube est évasé pour faciliter l'introduction du filament. J'utiles un forêt de grande taille que je tourne doucement à la main pour chanfreiner ce tube. Ici on voit la différence de longueur de tube, a gauche celui que j’ai préparé, a droite celui qui était dans la hotend a réception, la différence est infime, c’est justement cela qui va faire LA différence ! Principes de montage illustrés : La buse en contact avec le tube PTFE / La buse en contact avec le heat break Le tout en pression lors du remontage assurera l’étanchéité de la chose, et vous évitera les problèmes de buse bouchée et de fuite bien sûr ! Une fois le tout remonté, mettre en température et resserrer très légèrement la buse sur le heat bloc car en chauffant les métaux se dilatent. Se montage s’applique aux hotends de type Bowden, c’est-à-dire qui sont alimentées à l’aide d’un extrudeur qui pousse le filament dans un tube PTFE, je ne saurais dire si le principe est le même pour les montages Direct drive. Autre chose, cette hotend n’ayant jamais vu de filament car je l’ai reçu neuve ce matin, j’ai effectué toutes les manipulations à froid mais dans le cas d’une hotend ayant déjà servi, il faudra la faire monter en température avant de tout desserrer afin de faire fondre le filament présent dans le montage. Un bon nettoyage sera de mise pour un remontage propre ! En espérant que ce petit tuto sera utile a certain !






 1 point
1 point -
Bonjour à tous, Je voulais vous faire un retour d'expérience, j'ai upgrade ma Ender 3 Pro, avec une carte Creality 4.2.7, l'écran tactile et BLtouch (le tout acheté sur liliexpress). J’ai utilisé le firmware de Creality que j’ai trouvé sur le site https://www.creality.com/fr/download, Ender-3 Pro 3D Printer, du 08 Mar 2021 Ender-3 series Touchscreen firmware(except Ender-3Max).zip. Le changement de la carte mère se fait très simplement et la mise en place de l'écran aussi. Pour le BLtouch j'ai dû le câblé comme cela pour que le leveling du bed se fasse correctement Sur la plupart des tutos, il branche la prise blanche sur le connecteur Z, mais dans mon cas tête d'impression ne redescende pas. L'installation du firmware se fait en plaçant le fichier : Ender - Touch Screen - HW - 4.2.7 - BLTouch.bin (dans mon cas) sur la carte SD. Puis dans l'imprimante, on allume après quelques secondes il s'installe et le fichier est supprimé de la carte SD. La version du firmware est la V2.0.1.4, on peut choisir le français pour les menus, c'est réactif et très pratique. On règle très facilement le Z offset, l’auto leveling du bed est rapide, réglage température rapide. Mais il n’y a plus le menu Motion qui permettait de régler le E step/mm, j’ai dû passer par Pronterface pour le régler mon extruder BMG. Dans les menus il n'y a pas plus la gestion de la carte SD (désactiver, réactiver, rafraichir) pas pratique quand on charge des fichiers à imprimer, je suis obligé d'éteindre et rallumer l'imprimante pour les voire ou j'ai pas trouvé mais il n'y a pas non plus 50 000 menus. J’ai essayé d’installer un firmware custom marlin de ma conception mais quand je place le fichier.bin sur la carte SD il ne s’installe pas sur la carte mére… j"en ai terminé, si vous avez des questions, n'hésitez pas.
 1 point
1 point -
Un décalage du Y provient généralement d'un problème de réglage mécanique du y(exentriques à régler) d'un point dur sur le Y (exentriques trop serrés, roulement de galet ou de tendeur hs , galets sales), mauvais serrage de la poulie sur l'axe moteur (normalement il doit y avoir une vis sur le meplat de l'axe moteur) courroie usée ou abîmée manque de dent. Cela peut aussi venir d'un mauvais contacts au niveau du câble moteur. Penser à vérifier côté moteur et coté carte mère Problème de refroidissement du drivers de l'axe Problème de réglage de Vref du drivers1 point
-
Je pense que l'extrudeur est mal calibrer. Regarde dans la rubrique tutoriels pour régler les step extrudeur et le flow.1 point
-
La première cause de stringings est une température de buses trop élevée. Le pla est trop fluide pour être aspiré par la rétractation. Commence par baisser par tranche de 5 degrés ta température de buses1 point
-
Bonjour @Charlooze, Est-ce que tu as regardé les tutos en tête de liste des sujets ? L'un d'entre eux parle exactement du problème que tu décris. Voici le lien : Si tu suis la procédure de Titi78 à la lettre, cela devrait régler ton soucis.1 point
-
Augmente la vitesse de rétractation ? Ca permet de générer un effet de "suction" et d'éviter le phénomène. En direct Drive mes réglages sont 0.5 mm pour 100 mm/s. Après tu peux tenter de diminuer la température. MAIS ne change qu'un paramètre à a la fois.1 point
-
tu pourrais détailler un minimum pour ceux qui auront le même problème....1 point
-
utiliser un M206 X-10 https://marlinfw.org/docs/gcode/M206.html ou alors déplacer le endstop, serait une solution pour laisser le #define X_MIN_POS 0 ?1 point
-
Carte sd morte. Nom de fichier trop long Fichier autre que gcode sur la carte1 point
-
@Orange_BuD Juste pour informations: @Sidewaindeur a été banni du forum. Je vais désormais pouvoir voter EDIT: c'est fait (Ideamaker, Prusaslicer, Cura, autre (Kiri-Moto, IceSL))1 point
-
hello, J'ai repris l'impression ABS (qui ne m'avait pas poser de pbs avant) et j'ai ma pièce qui se relève sur un des côtés. Après avoir constaté ce phénomène, j'ai remis de la 3dlac, et recalibré le débit d'extrusion pour être sûr. quelqu'un a une idée de ce décollement ? EDIT : j'ai trouvé, ma pièce n'était pas parfaitement collé au plateau sous prusa..je n'ai plus qu'à apprendre à supprimer ce post
 1 point
1 point -
Juste au cas où tu n'aurais pas l'info:
 1 point
1 point -
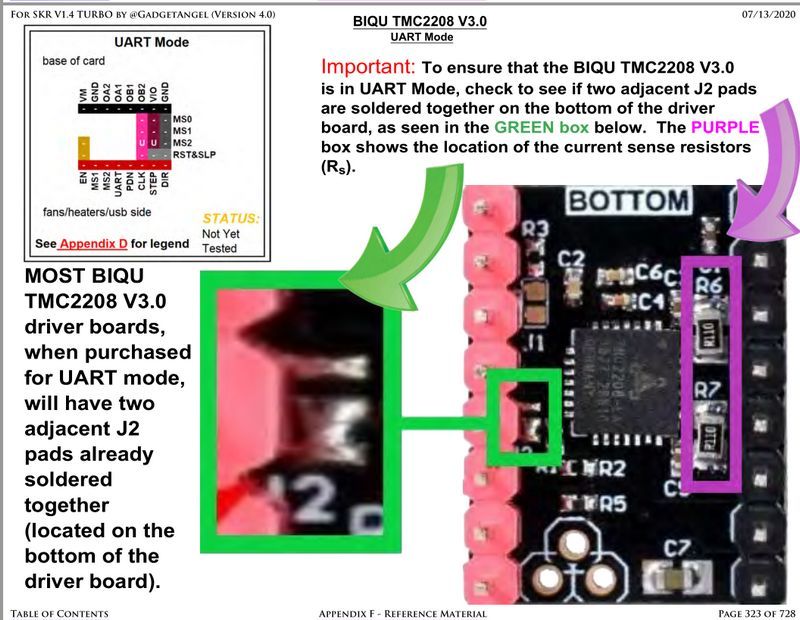
Comme ce sont des TMC2208 V3, il devrait suffire d'appliquer la modif que j'ai indiquée dans mon précédent message: ATTENTION: les résistances sont de 0.1 ohm. Il faudra donc modifier dans le fichier configuration_adv.h cette valeurs pour tous les drivers. Voici un exemple pour le moteur X: #if AXIS_IS_TMC(X) #define X_CURRENT 800 // (mA) RMS current. Multiply by 1.414 for peak current. #define X_CURRENT_HOME X_CURRENT // (mA) RMS current for sensorless homing #define X_MICROSTEPS 16 // 0..256 #define X_RSENSE 0.10 // au lieu de 0.11 #define X_CHAIN_POS -1 // -1..0: Not chained. 1: MCU MOSI connected. 2: Next in chain, ... //#define X_INTERPOLATE true // Enable to override 'INTERPOLATE' for the X axis #endif il faudra bien sûr adapter la valeur de "_CURRENT" pour chaque moteur. PS: les modérateurs apprécient moyennement les multi-posts (commentaires consécutifs de la même personne). Tu peux modifier ton commentaire pendant 12h en cliquant sur l'icone "..." en haut à droite puis sur Editer. C'est d'ailleurs ce que j'ai fait dans mes précédents messages. Si tu ne l'as pas vu, tu devrais les relire car j'ai ajouté des informations.
 1 point
1 point -
Salut, oui, "on avait vu" ici Pour le message "erreur connexion TMC", es-tu sûr et certain que tes TMC2208 sont configurés en UART? Tu devrais décommenter ces 2 lignes dans le fichier configura_adv.h: //#define TMC_DEBUG //#define MONITOR_DRIVER_STATUS Ainsi, en envoyant le Gcode M122 tu auras un diagnostic de la communication avec les drivers
 1 point
1 point -
Bonjour, Le format de ton fichier après tranchage est bien en .ctb ?1 point
-
bonjour à tous et toutes, bon ben excusez moi pour mes écrits et j'avoue : vous êtes le premier forum que j'utilise et donc je découvre les avantages et les travers, pour ce qui est de l'utilisation des logiciels je ne suis pas au top, mais pour ce qui est de mécanique, assemblage coupes et autres, je me permets simplement de signaler très humblement que j'ai mon diplôme d'ingénieur en génie civil, ingénieur en génie climatique, et enfin sans les autres bac pro des ponts et chaussées.L'utilisation d'un logiciel comme autocad ne me fait pas peur car je l'utilise depuis sa création version bios et dos 1.0 ça ne date pas d'hier...que j'en suis resté à corel 3DS de il y a longtemps et qu'à 65 piges ,puisque je suis né en 1956 et le 24 mai, et que ben se mettre à des technologies interressantes et nouvelles du jour au lendemain c'est pas si évident que cela; C'est d'ailleurs sur recommandation d'un ami que je me suis inscrit sur votre site, qui soit dit en passant pour vous habitués du genre ,recelle des pépites qui font mon émerveillement ,mes découvertes et qui constituent mon savoir actuel et à venir. Je vous remercie d'ailleurs de vos conseils et de vos remarques, j'essayerais à l'avenir d'être plus soft, concis et clair. Pour ceux que j'ai dérangé, je vous prie de bien vouloir accepter mes excuses. Portez vous bien et faites attention à vous. cordialement1 point
-
Tu as normalement maintenant les droits de le faire. Teste et reviens dire quoi1 point
-

From the album: MaKeT +
1 point -

From the album: MaKeT +
1 point -
Nylon, c'est une appellation commerciale de Dupond de Nemours (USA avant la dernière guerre), c'est un Polyamide PA6.6 En France nous avons créer un autre polyamide le PA6, ils sont très proches et ont tous les deux de très nombreux variants avec des charges ou des adjuvants pour améliorer certaines caractéristiques (rigidité, glissement, tenue aux UV, couleur, tenue à la flamme, etc.). Le tout dans des grades différents suivant le mode de transformation.1 point
-
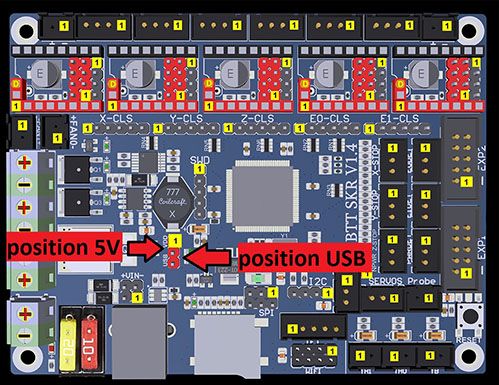
tu achètes un pack de 12 minimum ! tu copies le fichier bin que j'aurais préparé sur la carte µSD fournie avec la carte mère tu insères la carte dans le lecteur de la carte mère tu déplaces le cavalier sur USB (voir schéma ci-dessous) tu raccordes la carte mère à l'ordi avec le câble USB fourni tu siffles la 1ère canette une fenêtre devrait s'ouvrir sur l'ordi pour indiquer que le flash est terminé ! tu débranches la carte tu replaces le cavalier sur 5V et c'est tout une petite binouse pour fêter ça? plus que 10, ça va faire juste non? Après câblage, insertion des cavaliers sous l'emplacement des drivers pour les passer en mode UART,... Tu me diras si tu veux t'essayer au sensorless (perso, je te le déconseille car difficile à régler d'après ce que j'ai lu )
 1 point
1 point -
Salut, Comme pour les isolants, le PolyStyrene ? Bon en réalité, ce qui fait l'isolation, c'est l'air qui y est enfermé. Vu comme ça, avec un remplissage bien choisi pour emprisonner plusieurs couches d'air, n'importe quel filament ferait l'affaire.1 point
-
C'est moi qui l'ai dessiné. Voici mon stl: EcrouSupportFilament.STLSupportFilament.STL Apres il te faut juste rajouter les axes des roulements en fonction de ce que tu as comme roulement.1 point
-
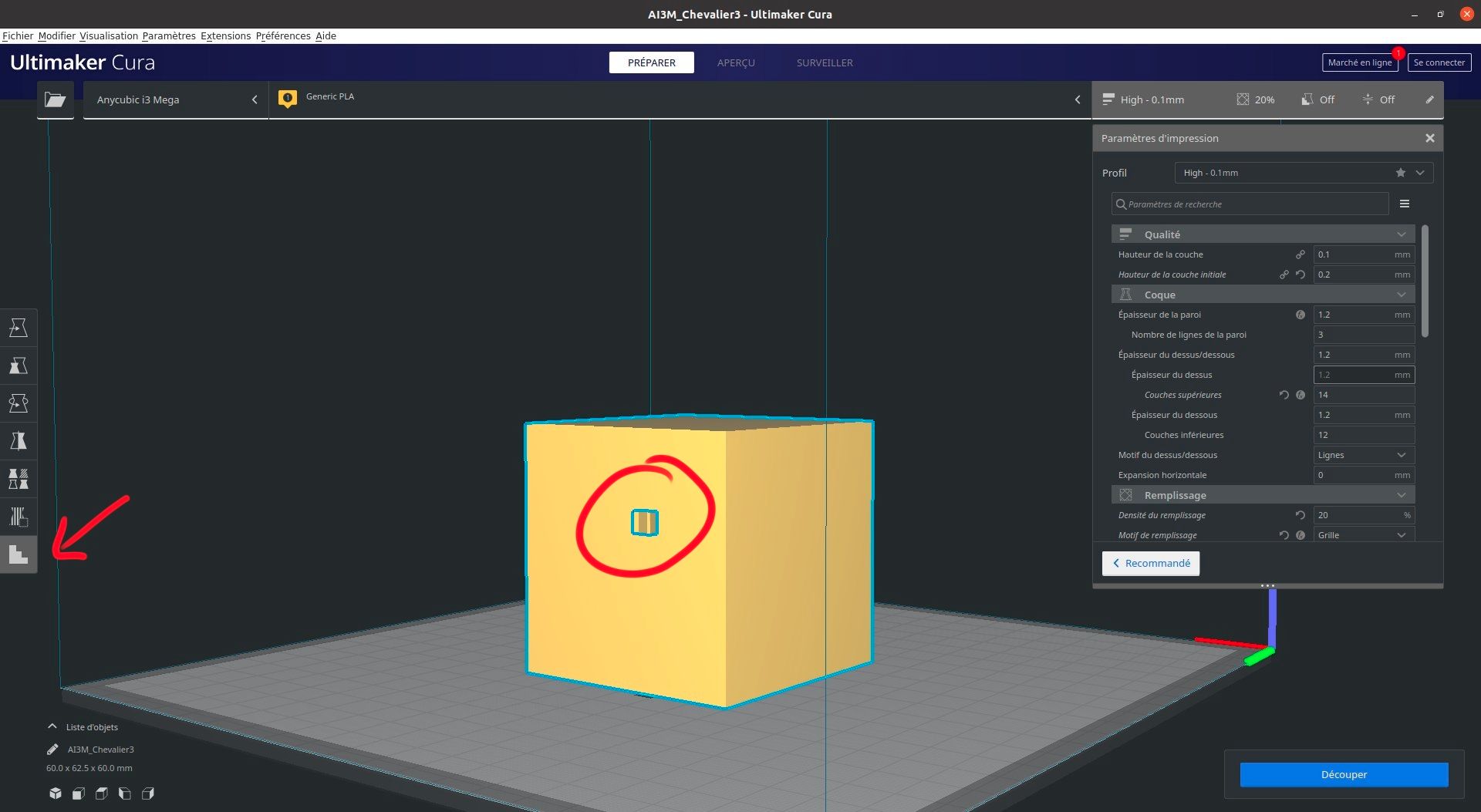
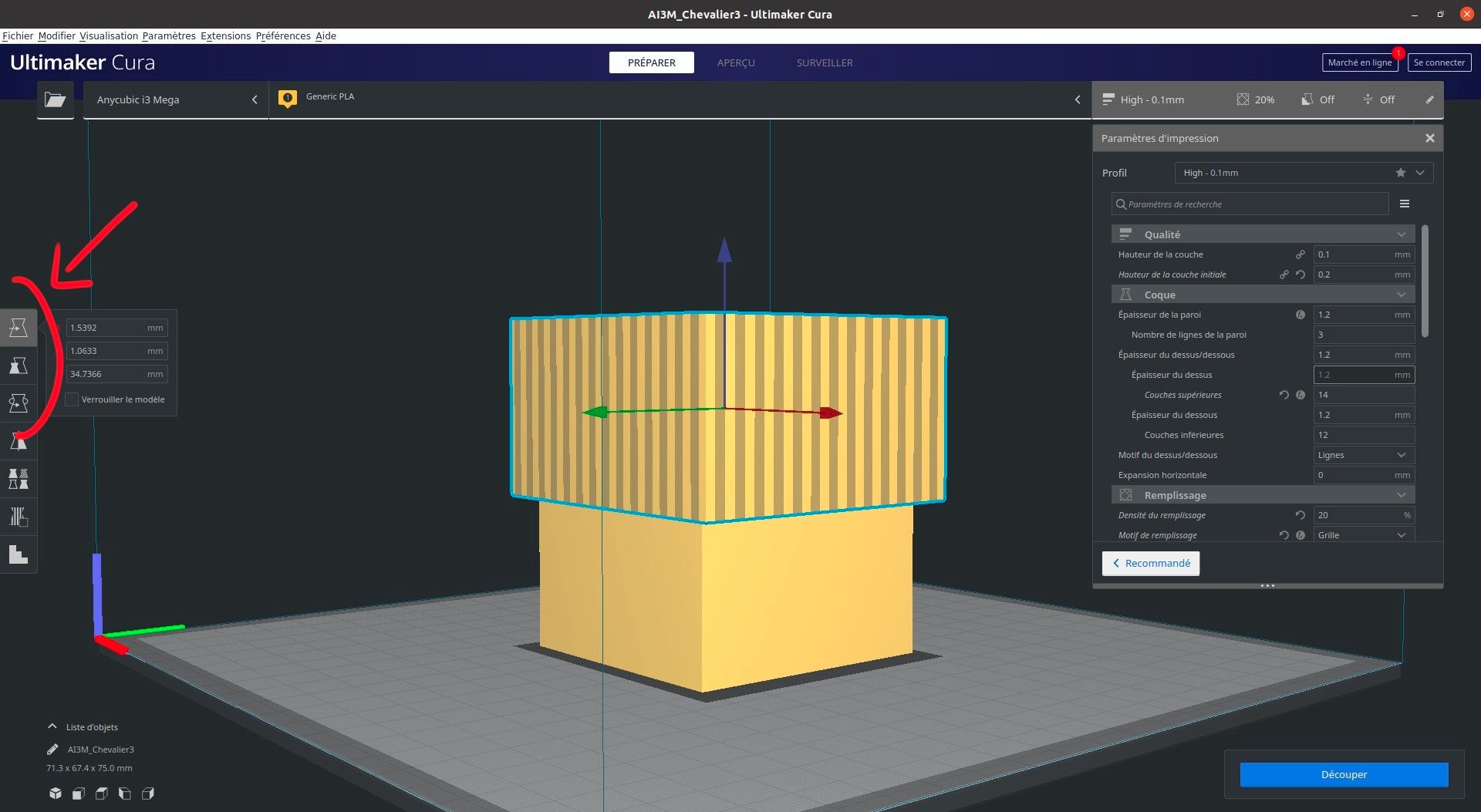
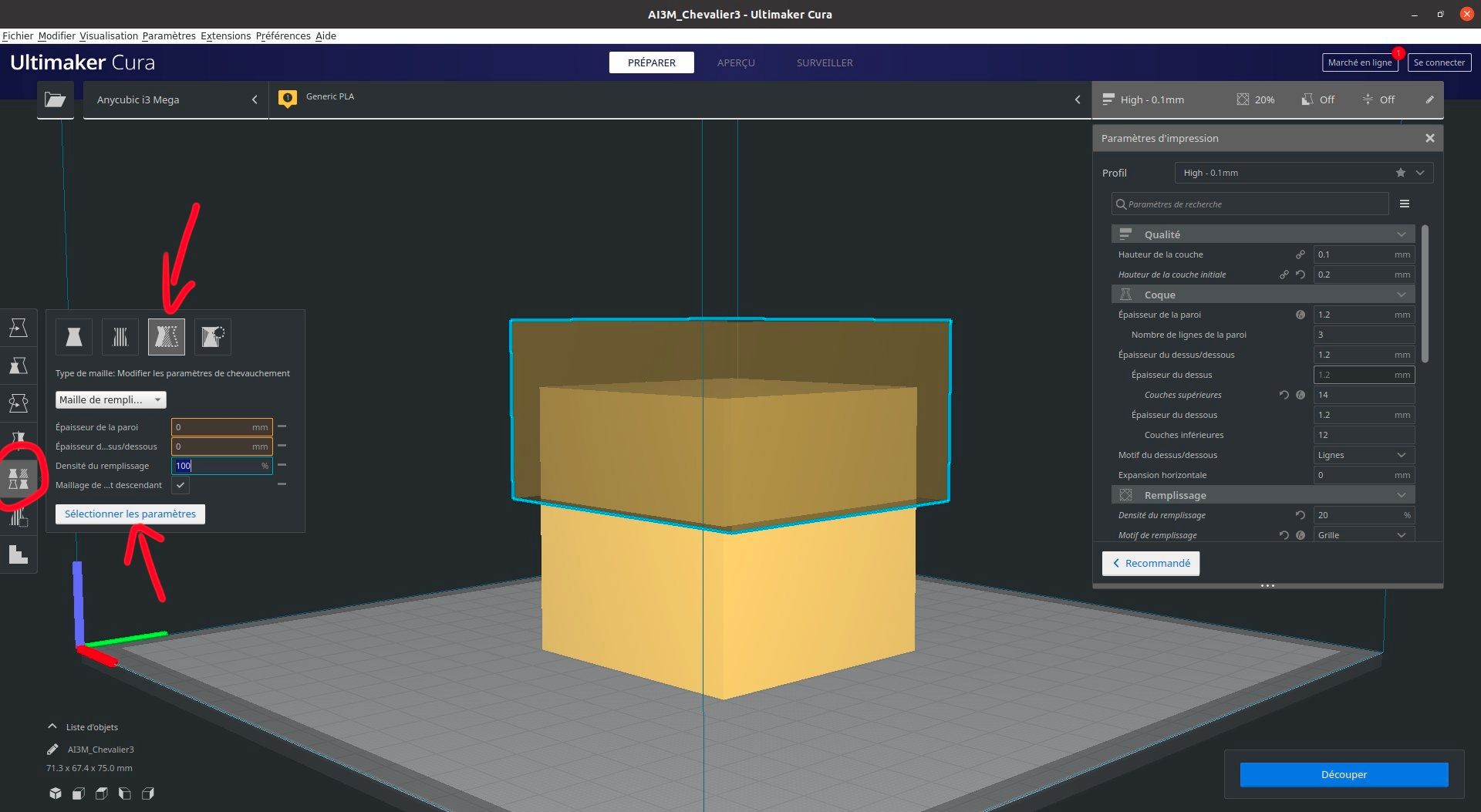
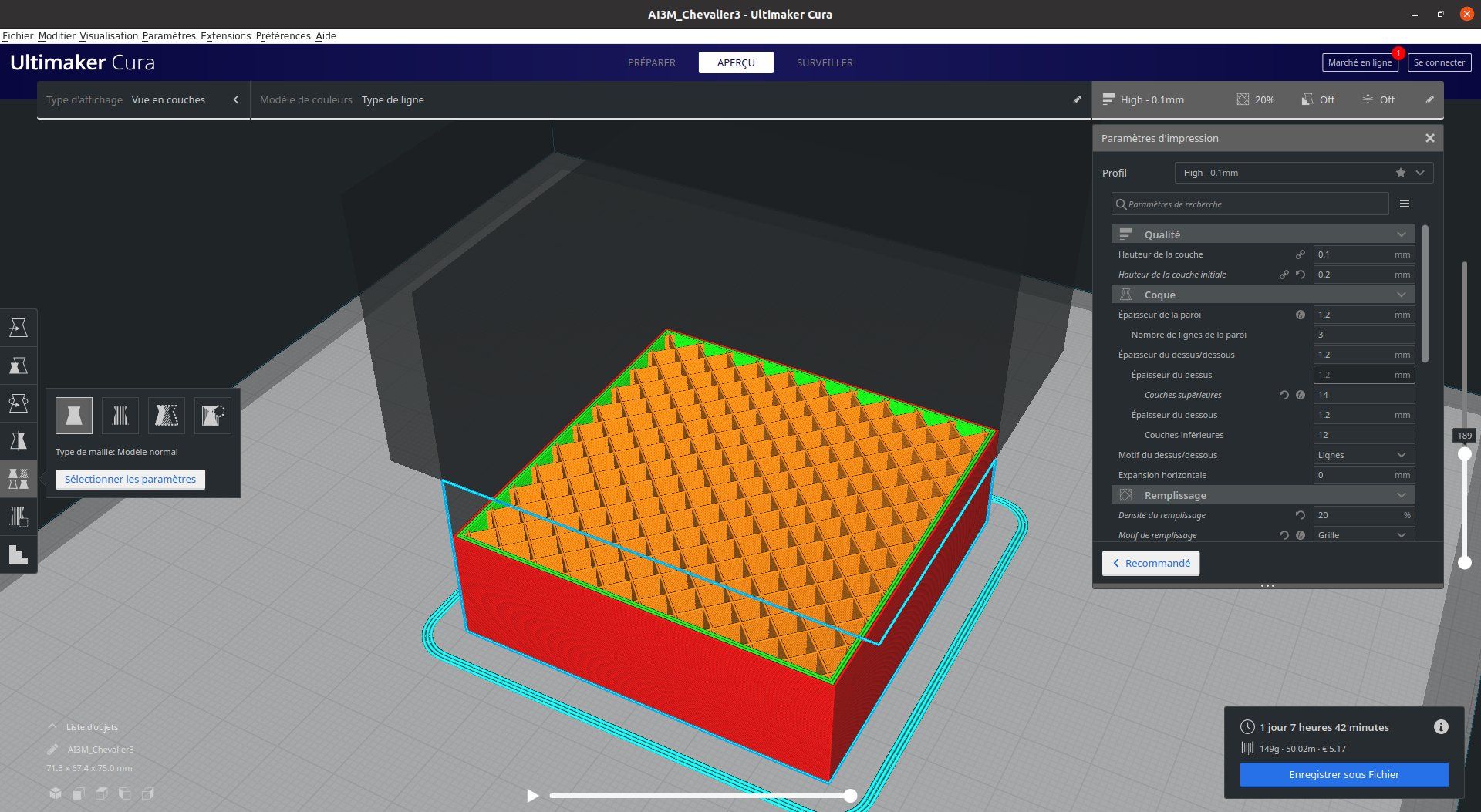
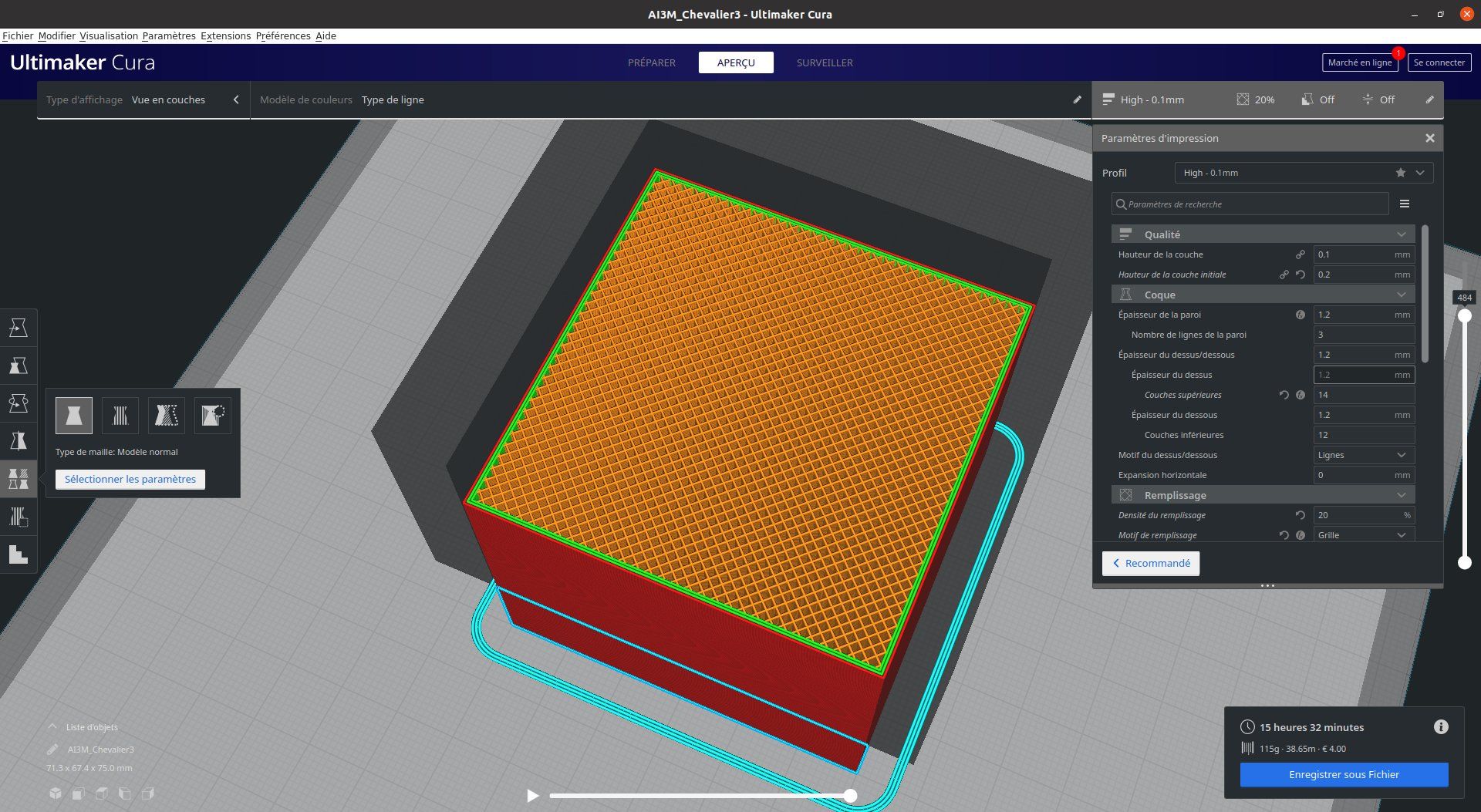
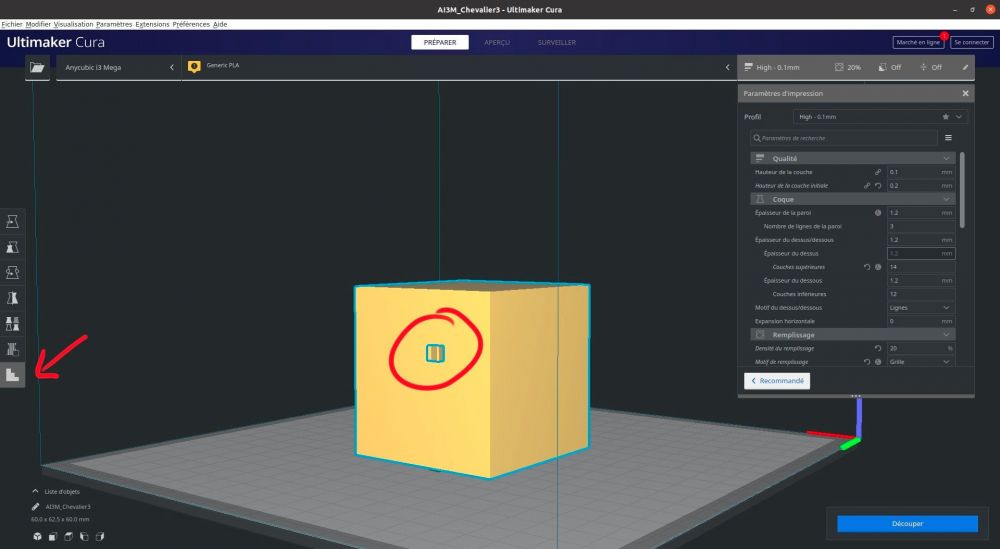
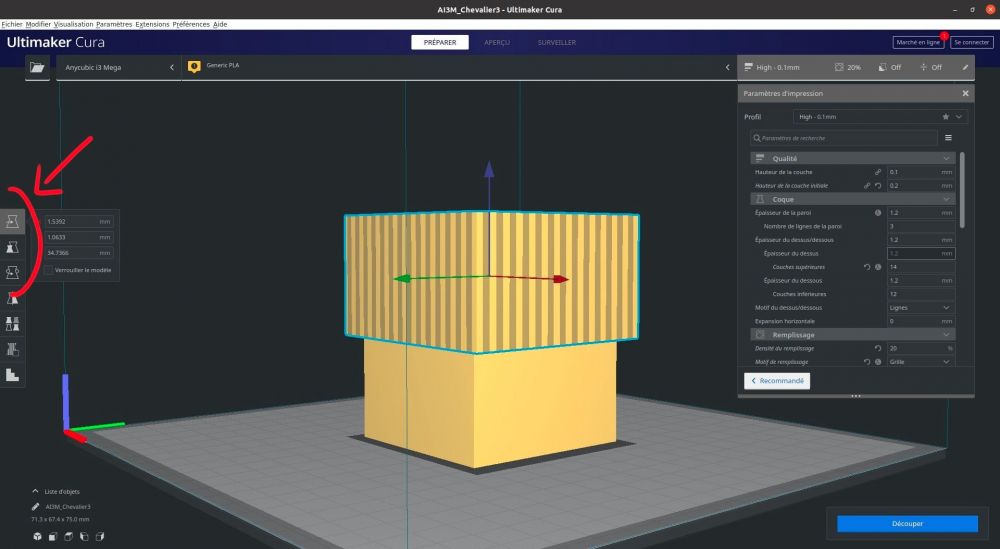
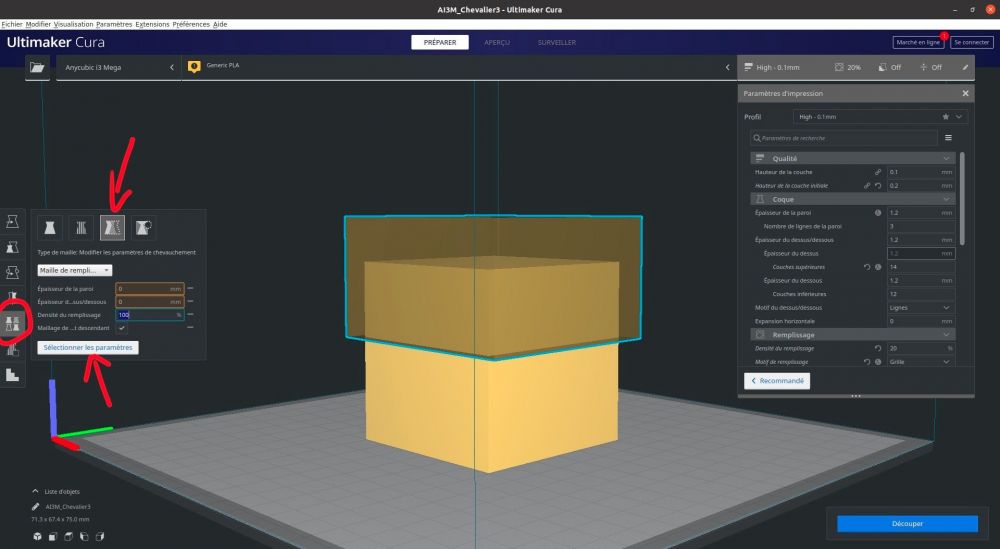
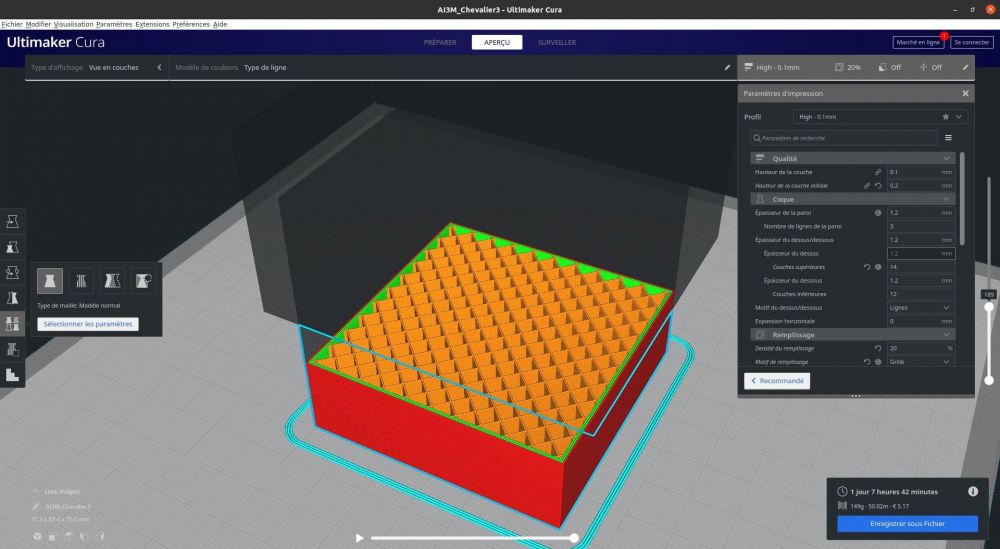
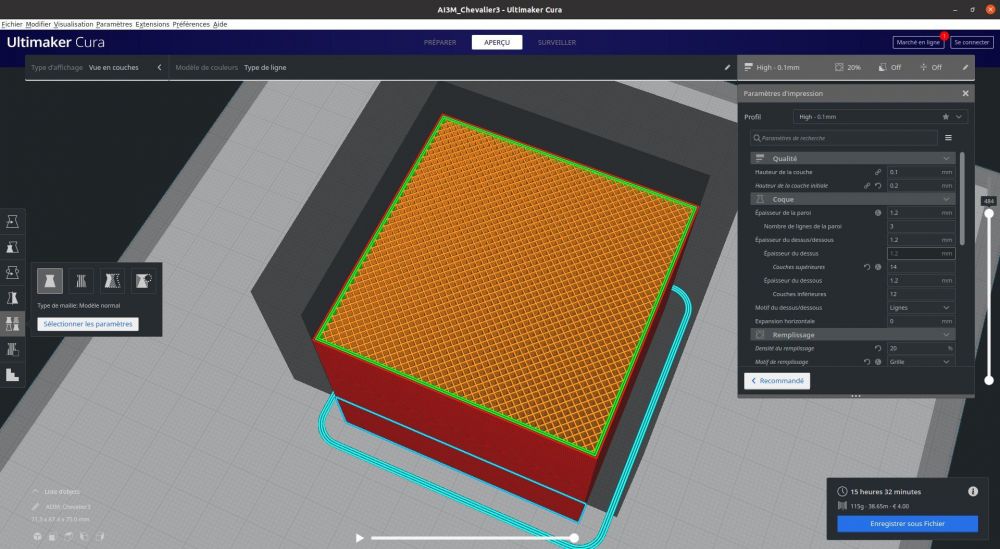
Oui c'est possible, petite explication en image : Tu mets ton modèle en place avec les réglages de base (remplissage à 10 %) puis tu génères un cube. Tu le déplaces et le mets à la taille que tu souhaites (décocher échelle uniforme). Ensuite tu choisis modifier les paramètres de chevauchement, sélection des paramètres, densité du remplissage, là tu entres la valeur que tu souhaites. Puis bien entendu tu fais la découpe et c'est tout, dans mon exemple je commence avec un remplissage de 20% puis 90%. Tu peux jouer sur tout les autres paramètres que tu veux, par exemple changer le motif de remplissage...
 1 point
1 point -
Hello, J'ai toujours trouvé laborieux de modifier les gcodes. Du coup, j'ai créé un script téléchargeable ici et voici le tuto pour l'utiliser. La V1.1 est sortie, voir ici Préambule: Fonctionne sous linux et windows avec python 2 ou python 3 Il n'a que 4 fonctions : Placer une commande à partir d'une couche donnée Placer une commande à partir d'une hauteur de Z donnée Supprimer des commandes Modifier des commandes Le fichier d'origine n'est pas modifié, une copie est réalisée et est renommée avec le suffixe "-new". Pour l'utiliser, il faut placer le gcodes ainsi que le fichier de commandes dans le même dossier que le script. Le fichier de commande est un simple fichier texte, qui peut se nommer indifféremment "modifications" ou "modifications.txt" Voici des exemples de contenu: Tout ce qui commence par "C" (ou "c") suivi d'un numéro indique que la commande qui suit doit être placée au début de la couche "numéro" Dans le premier exemple : Couche 1, ajout de la commande M106 S50 Couche 2, ajout de la commande M106 S100 etc ... Tout ce qui commande par "H" (ou "h" ou "Z" ou "z") suivi d'un numéro indique que la commande qui suit doit être placée a partir de la hauteur "numéro" Dans le second exemple : Lorsque la hauteur de l'impression va atteindre (ou a atteint, suivant la hauteur de couche) 1mm, ajouter la commande M109 S210 Lorsque la hauteur de l'impression va atteindre (ou a atteint, suivant la hauteur de couche) 10mm, ajouter la commande M109 S215 Lorsque la hauteur de l'impression va atteindre (ou a atteint, suivant la hauteur de couche) 20mm, ajouter la commande M109 S220 Tout le reste sera supprimé avec ou sans remplacement. Dans le premier exemple, tous les M106 contenus dans le fichier d'origine ne seront pas copié dans le fichier qui sera crée. Il est possible de remplacer des commandes en ajoutant "/commande". Par exemple, si je veux remplacer tous les M106 contenus dans le fichier d’origine par des M107. Je tape : Il est important de noter que le script ne modifie pas les valeurs de la phase "init" du gcode. (en gros, tout ce qui se trouve avant "G20", "G21", "G90", "G91", "M82", "M83") Il est possible de lancer le script avec diverses options: -silence, pour ne pas afficher ce que le script fait -debug, pour afficher les mots à supprimer le nom d'un fichier contenant des commandes Par exemple, admettons que le fichier de l'exemple 2 se nomme "tourDeChauffe", au lieu de mettre tout le contenu dans le fichier "modifications", je peux lancer le script avec la commande : Dernier point : si vous supprimez des commandes, faites attention à ne pas supprimer les commandes qui servent à couper la chauffe en fin d'impression. Si vous rencontrez des bugs, n’hésitez pas à les faire remonter.1 point
-
Bonjour à tous, Je suis tombé sur une vidéo intéressante. Tout marlin expliqué en français. La vidéo est un peu longue (3h20), mais tout les paramètres de configuration.h configuration_adv.h sont expliqués.1 point
-
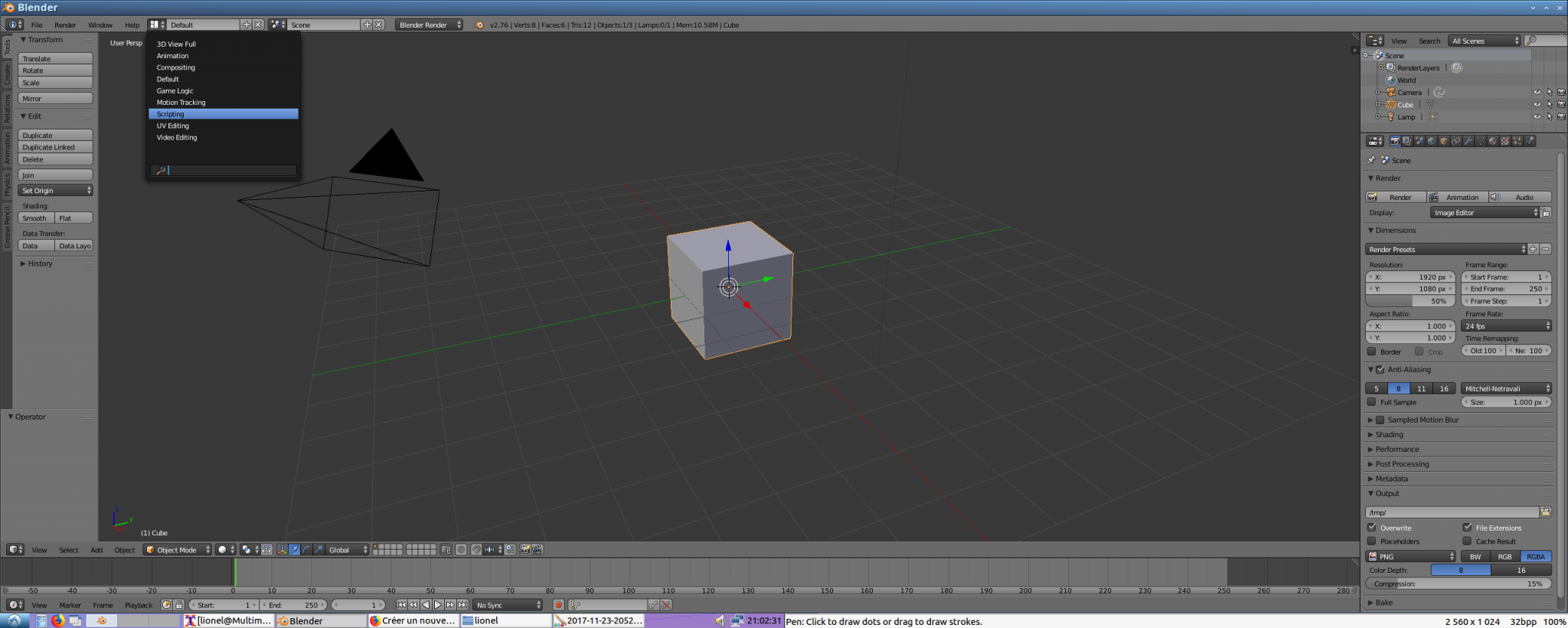
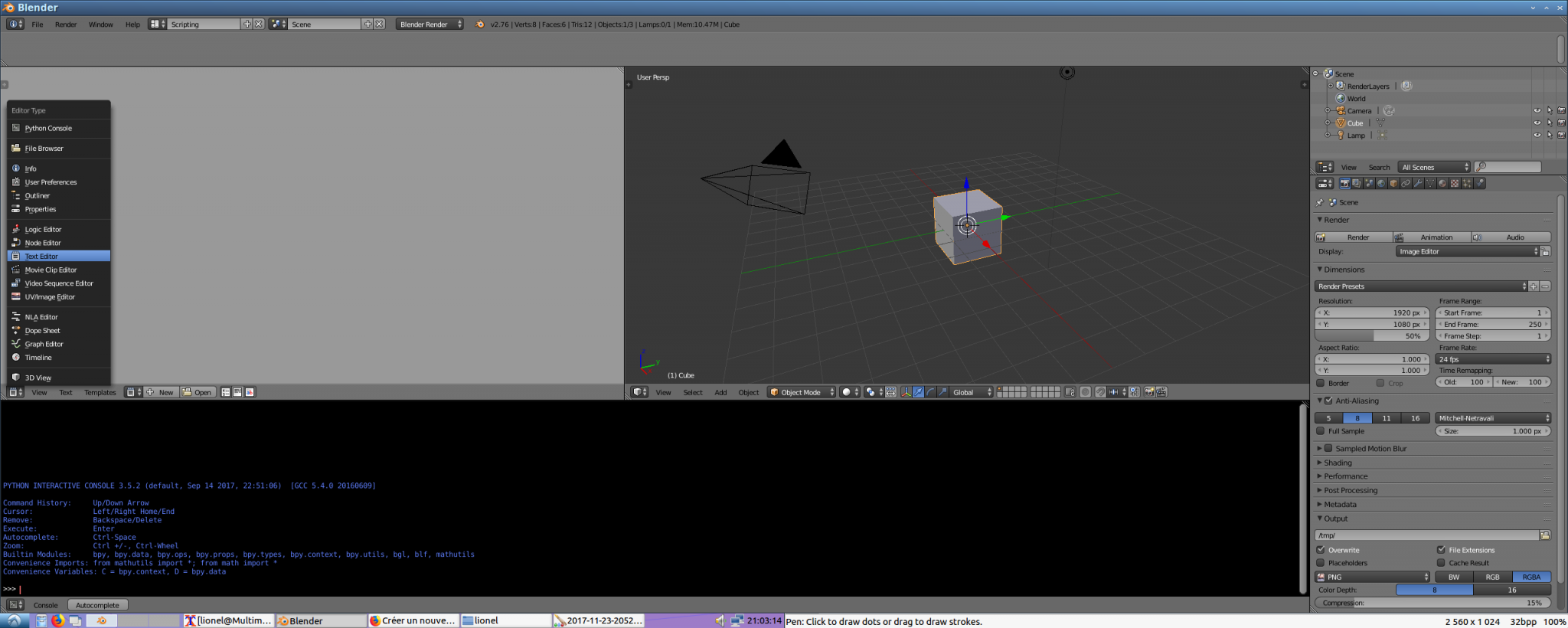
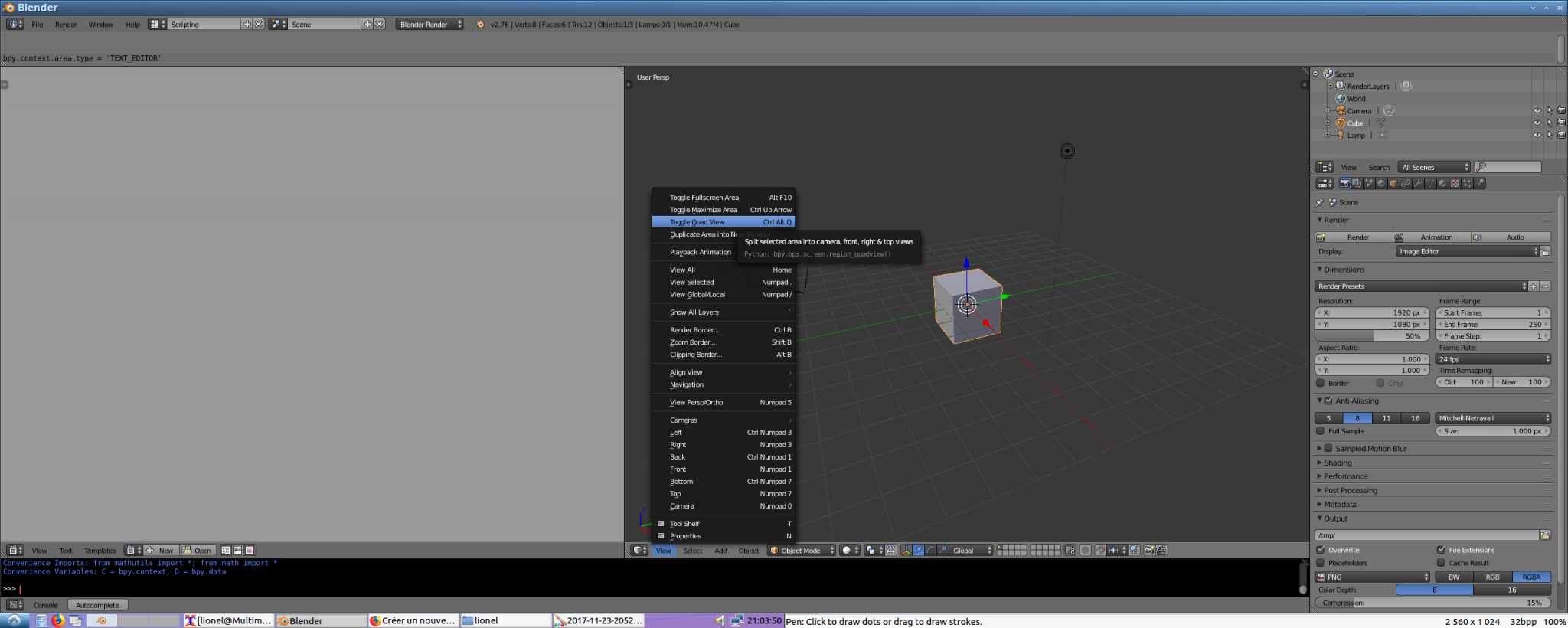
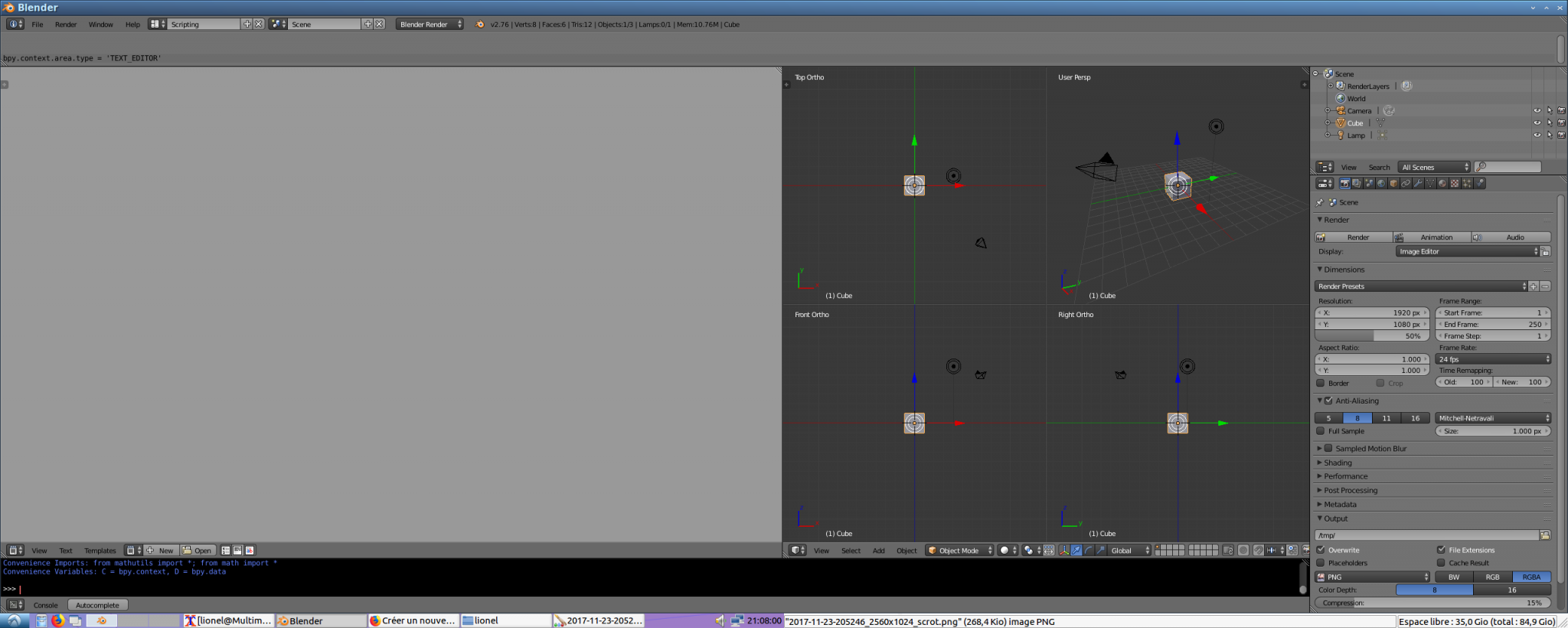
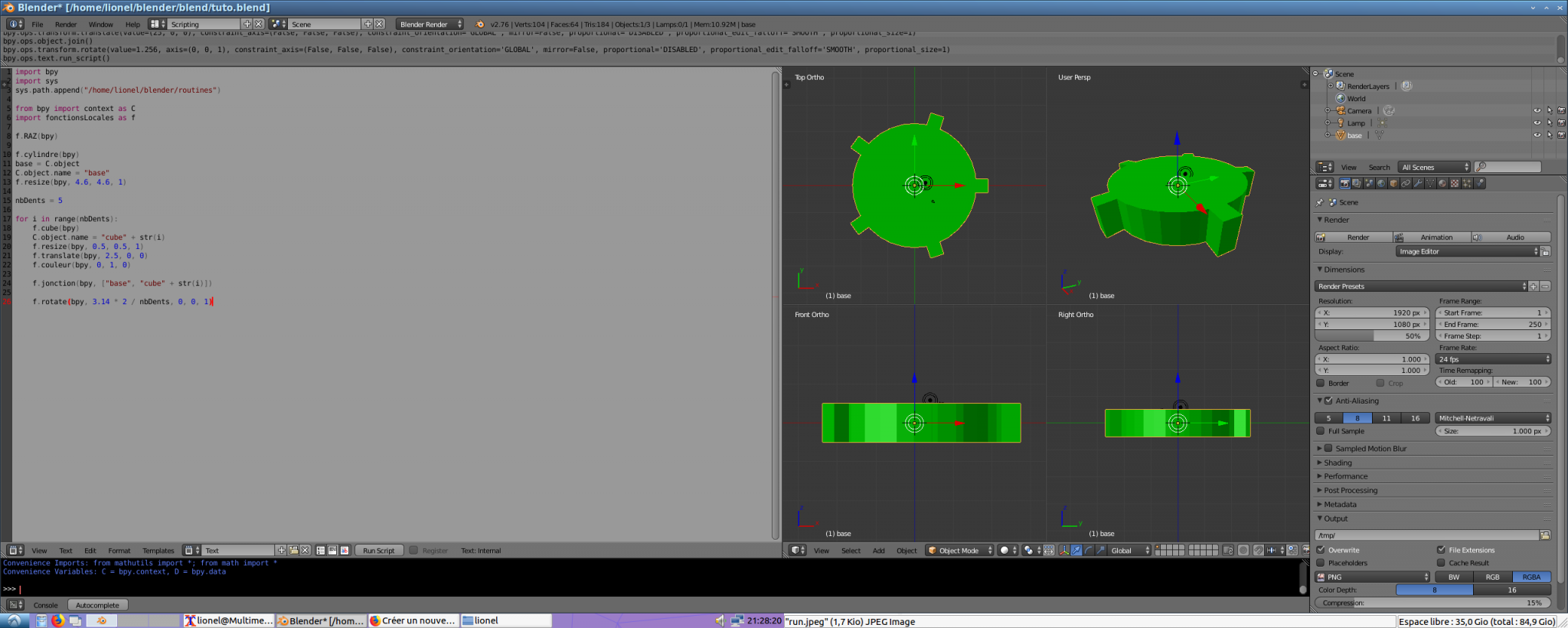
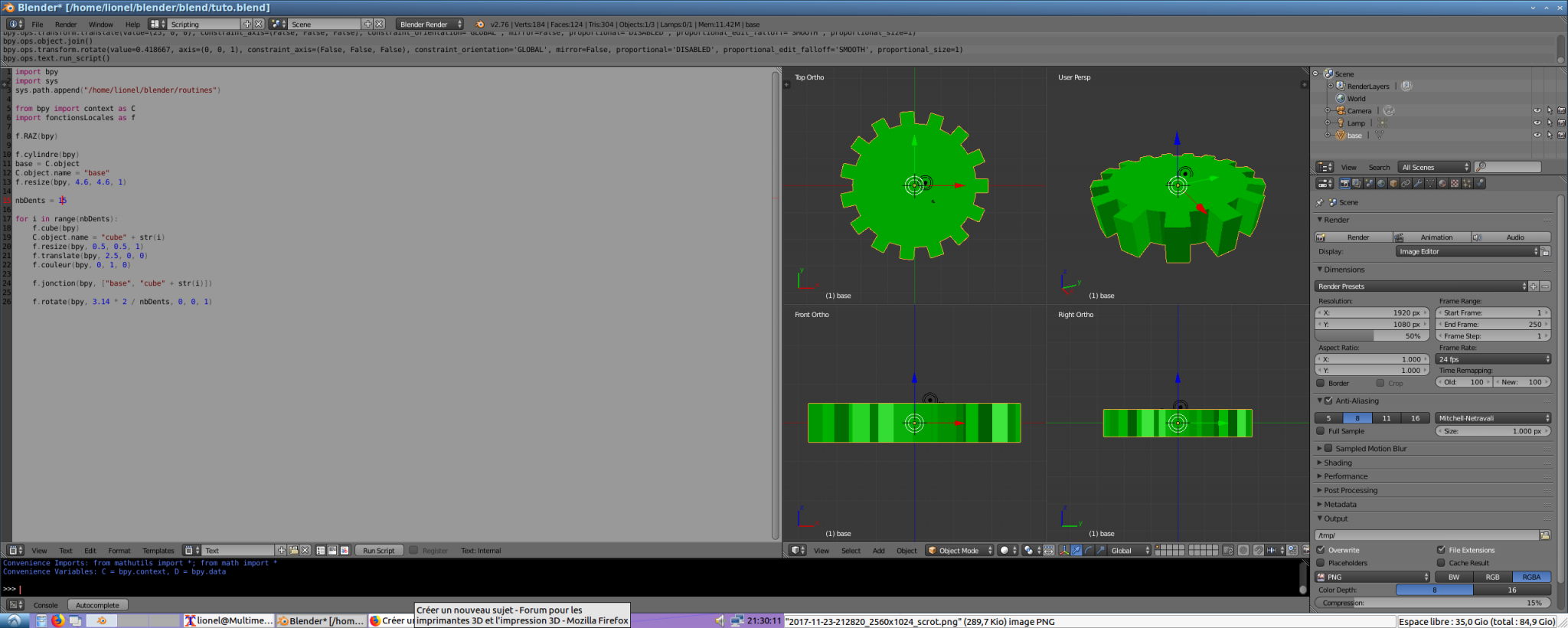
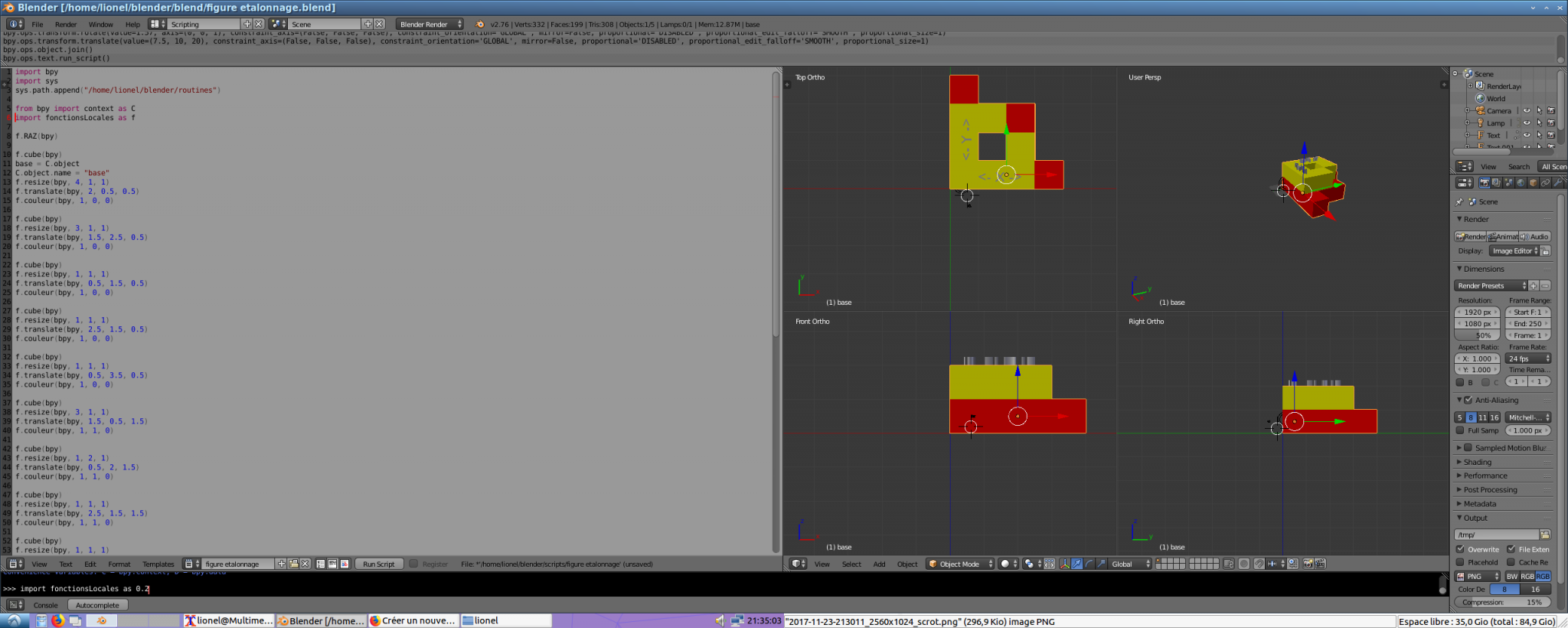
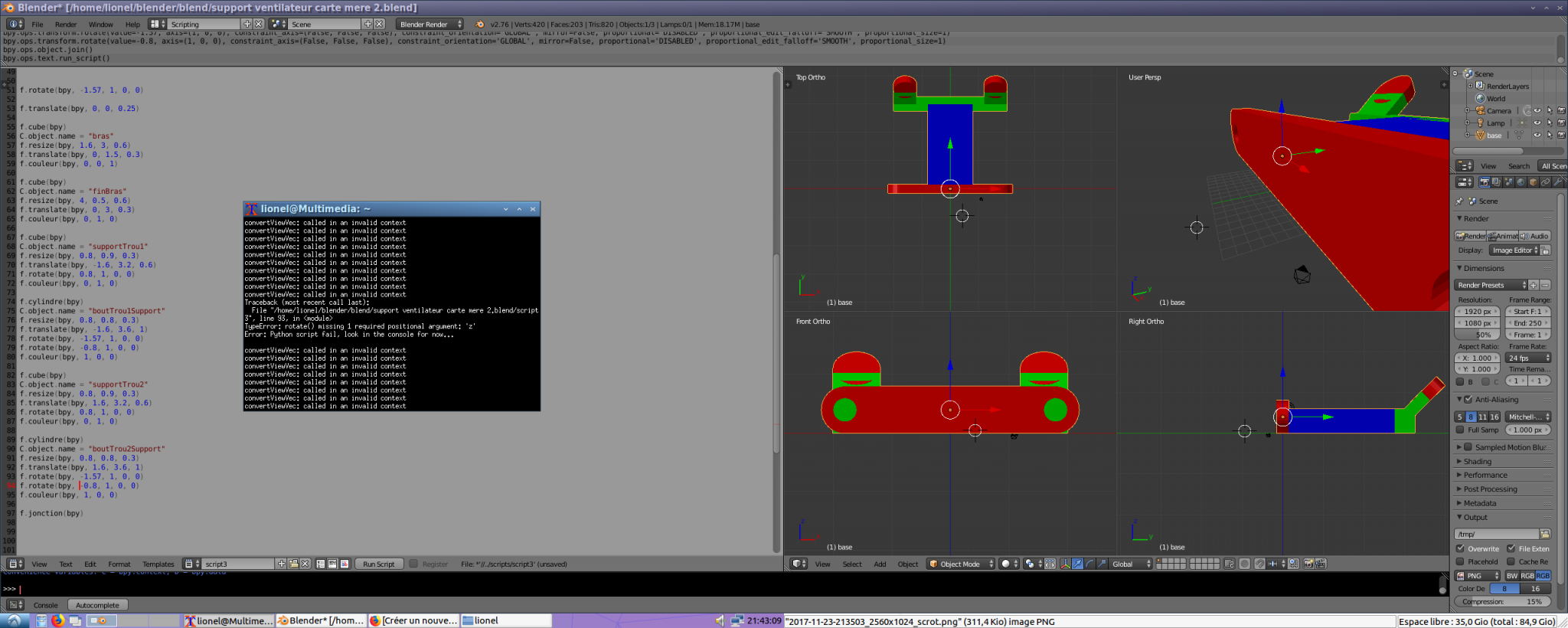
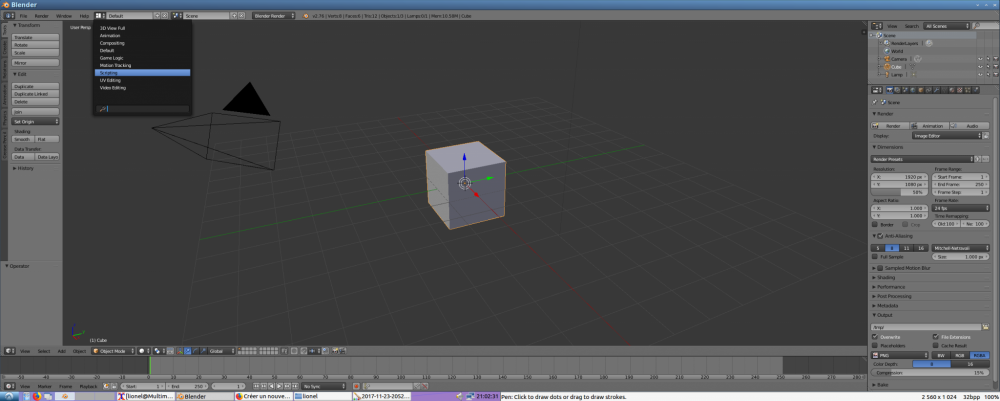
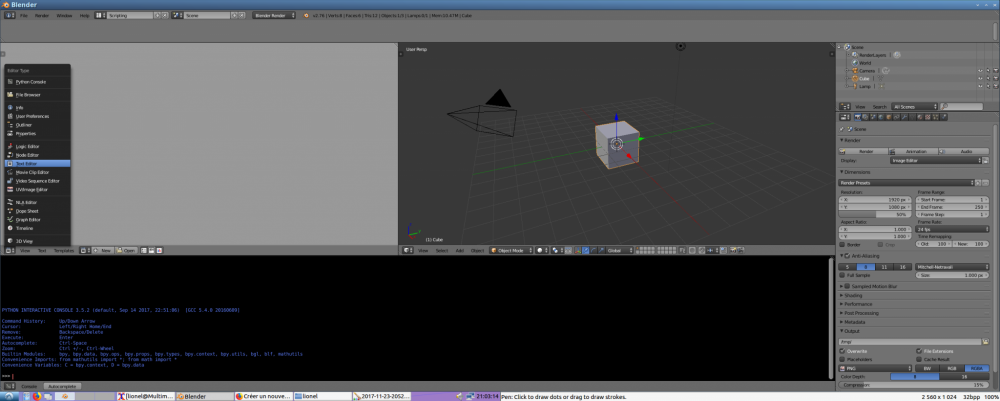
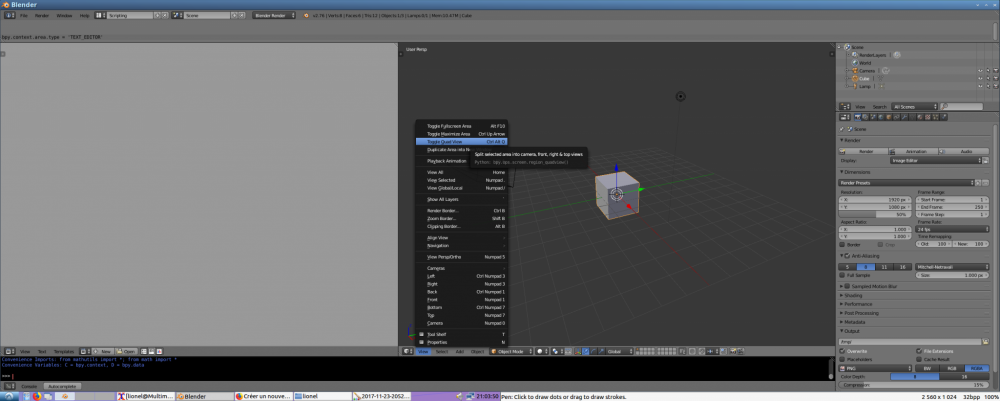
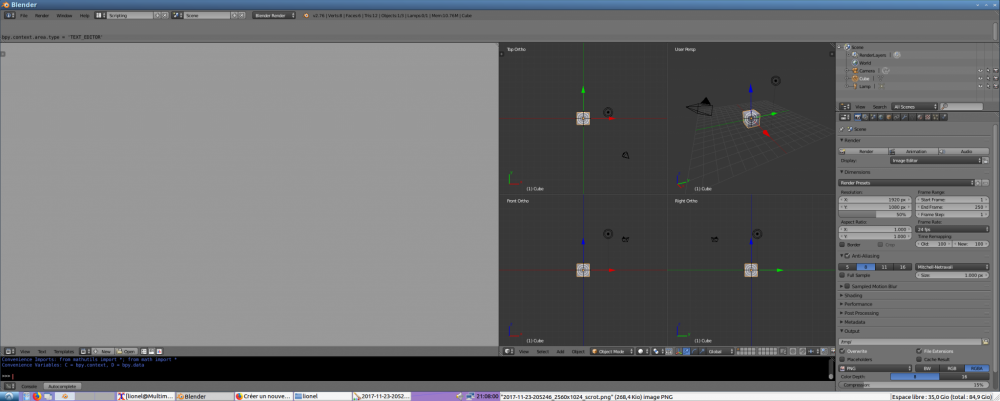
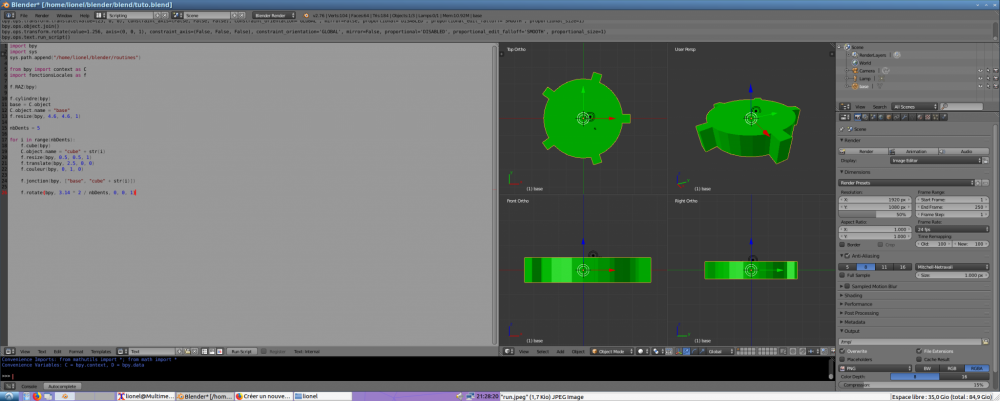
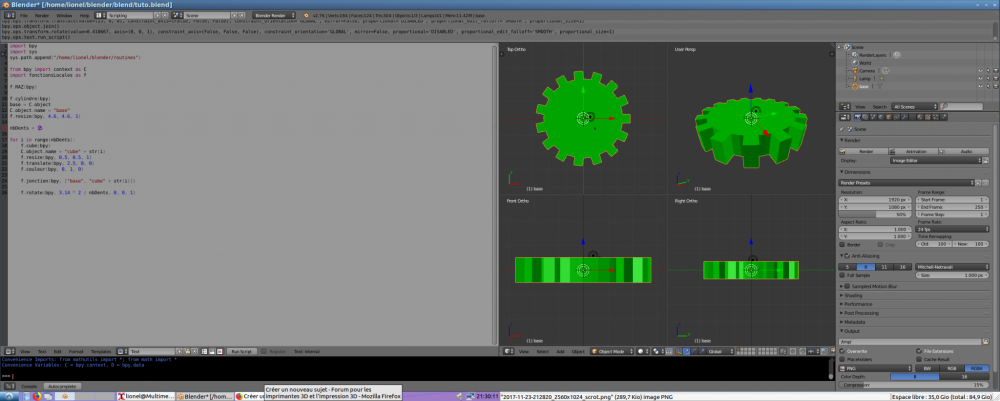
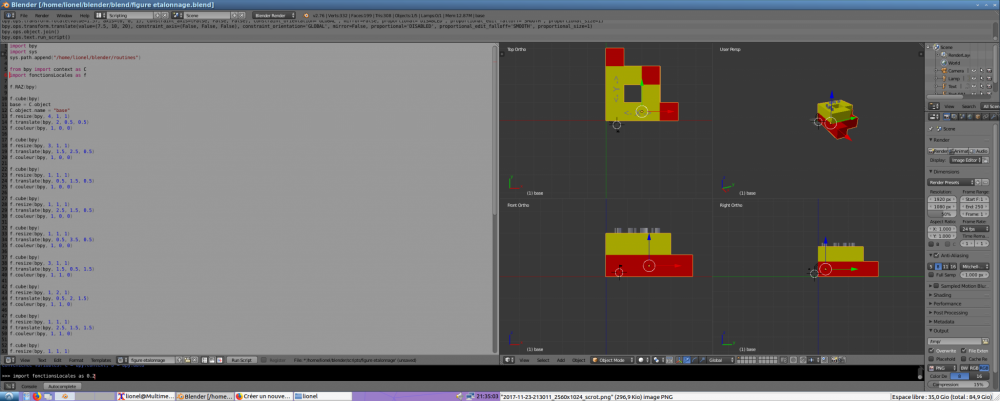
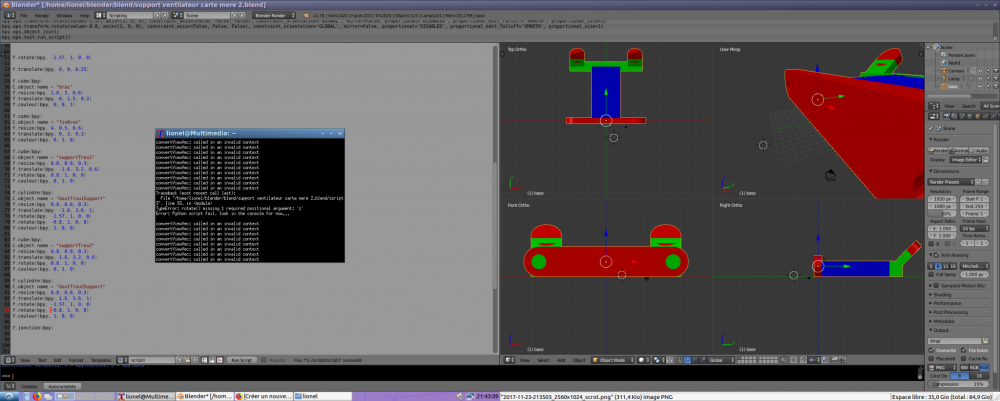
Bonjour, Étant plus agile avec un clavier qu'avec une souris, et ayant découvert la capacité de créer des figures avec des lignes de commande en python3 sous blender, j'ai décidé de créer une bibliothèque afin de me faciliter la tache et de rendre le code plus lisible. Préambule : j'utilise Lubuntu 16.04 et je pense que ça devrait fonctionner sur tous les OS, sauf les parties spécifiques comme l'installation. Premièrement : installer blender : sudo apt-get install blender Deuxièmement : lancer blender Personnellement, j'ouvre une console et je lance la commande blender lancer blender de cette manière permet d'avoir un retour sur les commandes envoyées car dans blender, tous n'est pas retranscrit Troisièmement : affichage du nécessaire pour faire du code. (du code ) Une fois le poste de travail mis en place, il faut installer le fichier que j'ai crée. C'est du python3: fonctionsLocales.py A installer dans où vous voulez, du moment qu'il est accessible. Voici un extrait: def cylindre(bpy): bpy.ops.mesh.primitive_cylinder_add(location = (0, 0, 0)) def tore(bpy, diametre): bpy.ops.mesh.primitive_torus_add(location = (0,0,0), minor_radius = diametre) def cone(bpy, diametre): bpy.ops.mesh.primitive_cone_add(radius2 = diametre, location = (0, 0, 0)) def sphere(bpy): bpy.ops.mesh.primitive_uv_sphere_add(location = (0, 0, 0)) Maintenant, passons à l'amusement: Cliquez sur new Puis recopier le texte qui suit, en indiquant à la ligne 3, le chemin pour accéder au dossier contenant le fichier "fonctionsLocales.py" (Y'a pas d'espace et c'est normal. Les espaces, c'est le mal ) import bpy import sys sys.path.append("/home/lionel/blender/routines") from bpy import context as C import fonctionsLocales as f f.RAZ(bpy) f.cylindre(bpy) base = C.object C.object.name = "base" f.resize(bpy, 4.6, 4.6, 1) nbDents = 5 for i in range(nbDents): f.cube(bpy) C.object.name = "cube" + str(i) f.resize(bpy, 0.5, 0.5, 1) f.translate(bpy, 2.5, 0, 0) f.couleur(bpy, 0, 1, 0) f.jonction(bpy, ["base", "cube" + str(i)]) f.rotate(bpy, 3.14 * 2 / nbDents, 0, 0, 1) Ensuite, cliquez sur Si vous avez un message d'erreur, sauvegardez votre travail, (en haut à gauche), coupez blender et relancez le. Je ne sais pour quelle raison, les modifications apportées au fichier fonctionsLocales.py ne sont prisent en compte qu'au lancement de blender. Dézoomez et voici le résultat: Il n'y a pas assez de dents ? modifiez la valeur nbDents. ici, 15 dents : littéralement parlant, ça a pris 12 secondes. Là, une figure à imprimer pour étalonner les axes: Le code associé : figure etalonnage Là, un support pour le ventilateur qui refroidit la carte de l'imprimante (qui d'origine est mal placé, et génère un boucan d'enfer): le code associé : support ventilateur On voit l'importance de la console en cas d'erreur. A noter : Il faut que la souris soit dans la zone de texte pour que les touchent écrivent du texte. Si les appuis sur les touches n'affichent rien, regardez où est votre souris. L'echelle est 1 pour 1 cm. si vous écrivez ceci, vous aurez un cube de 1 cm sur 1 cm sur 1 cm f.cube(bpy) f.resize(bpy, 1, 1, 1) Il faut toujours que le première variable soit bpy. Les autres variables correspondent généralement aux axes. Si vous voulez un mode d'emploi, faites moi signe. Have fun
 1 point
1 point -
OpenSCAD est un logiciel de modélisation 3D très intéressant et gratuit. Je l'ai découvert en allant cherchant des objets LEGO en 3D modélisés dans des fichiers .scad et dont la taille était paramétrable à volonté. (merci MatC) Sa particularité est, qu'à la différence des autres logiciels, il ne propose pas une interface graphique mais un environnement de saisie de texte qui vous permet de modéliser un objet, puis de le proposer à la communauté 3D, en laissant la possibilité de modifier l'objet juste en modifiant quelques paramètres. Par exemple, vous modélisez une poutre Lego de 2 trous, puis en modifiant le paramètre NbrDeTrous , vous obtenez la poutre de la longueur que vous souhaitez. Vous pouvez télécharger OpenSCAD ici : http://www.openscad.org/index.html Un excellent tutorial en français est disponible ici : Bon courage.1 point