Classement



.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)
Contenu populaire
Contenu avec la plus haute réputation dans 22/06/2021 Dans tous les contenus
-
Ça dépend évidement du MCU mais pour le grand classique: https://github.com/KevinOConnor/klipper/blob/master/config/sample-aliases.cfg#L17 @SebK Il y a deux méthodes possibles: manuelle ou avec l'accéléromètre La manuelle: on peut calibrer input shaper avec un print spécifique en mode "TEST_TOWER", puis on mesure la hauteur ou le réglage nous semble le meilleur. Avec un rapide calcul on peut déterminer les paramètres d'input shaper à renseigner. Avec l'adxl: sur une bed slinger (les i3 dont la cr10) on fait une mesure avec l'accéléromètre sur la tête puis une seconde avec l'accéléromètre sur le plateau. Il faut le fixer fermement avec une vis sinon la mesure sera faussée. Il sert juste à calibrer donc on peut le retirer après. La tension des courroies, la modification du châssis, de la tête, etc. influent le résultat donc c'est à refaire à chaque modification. Si tu comprend l'anglais, cette vidéo explique la démarche avec l'adxl345: https://www.youtube.com/watch?v=OoWQUcFimX8 et celle ci avec la mesure manuelle: https://www.youtube.com/watch?v=IezqWVZZ_iI2 points
-
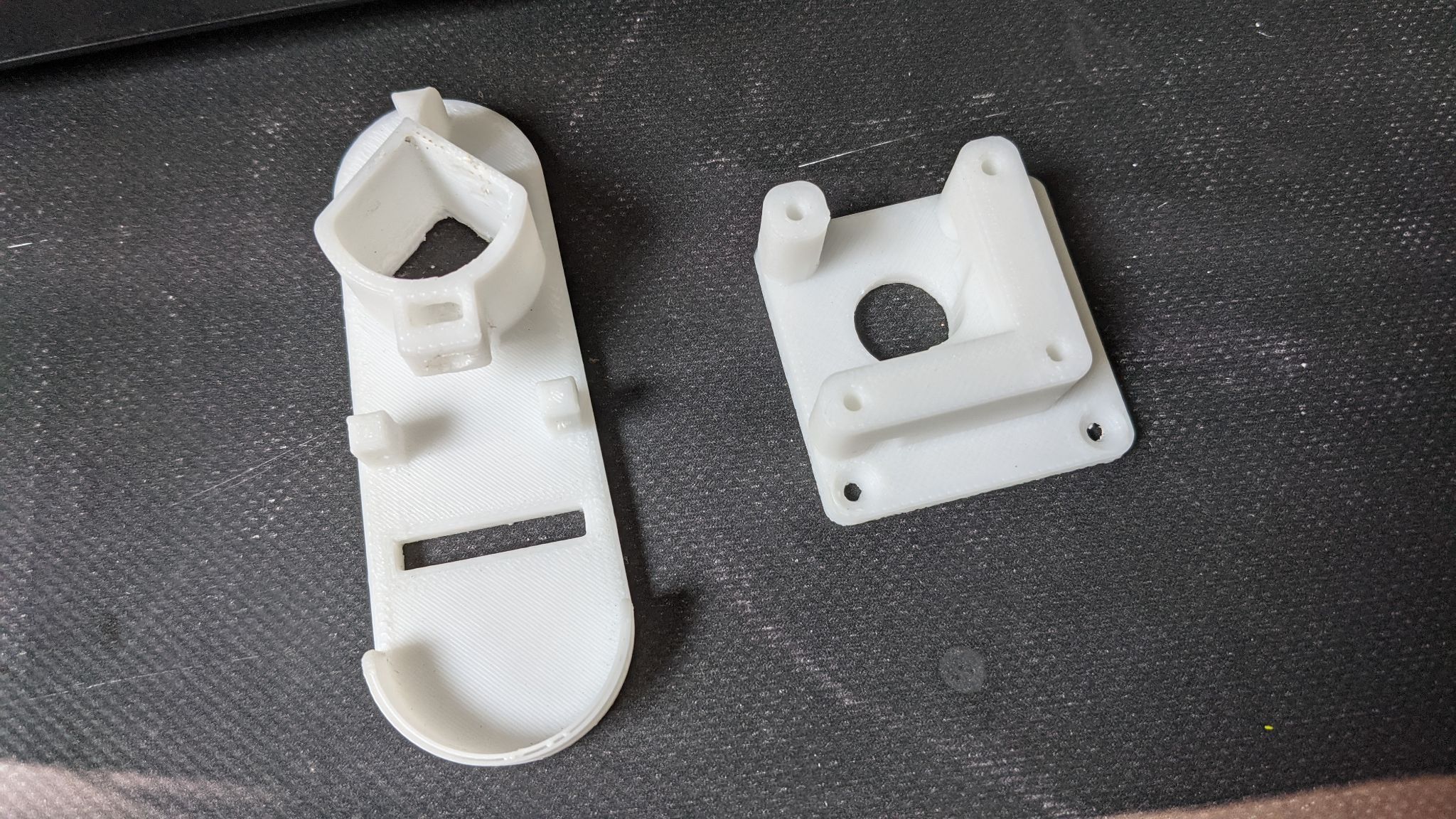
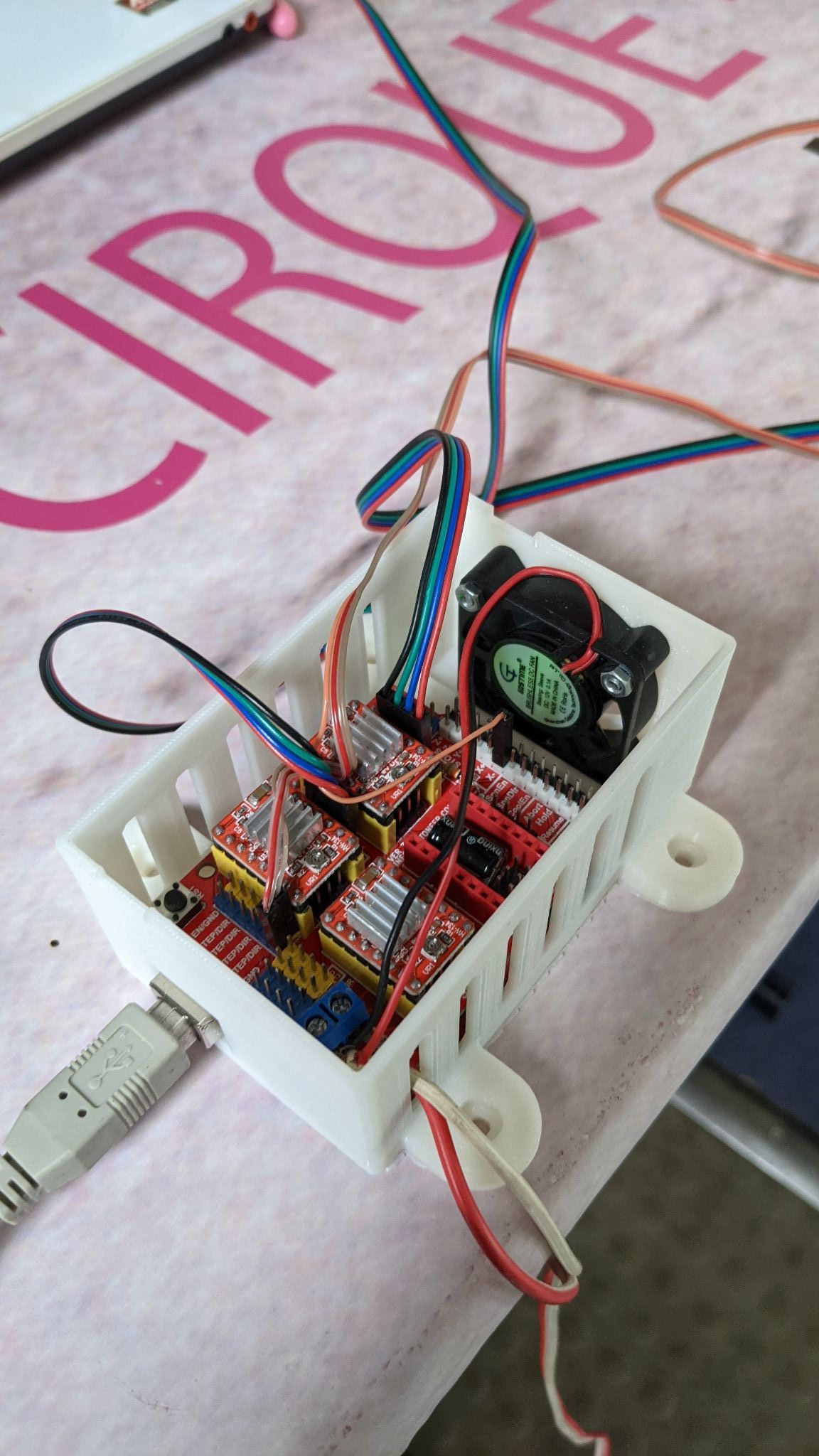
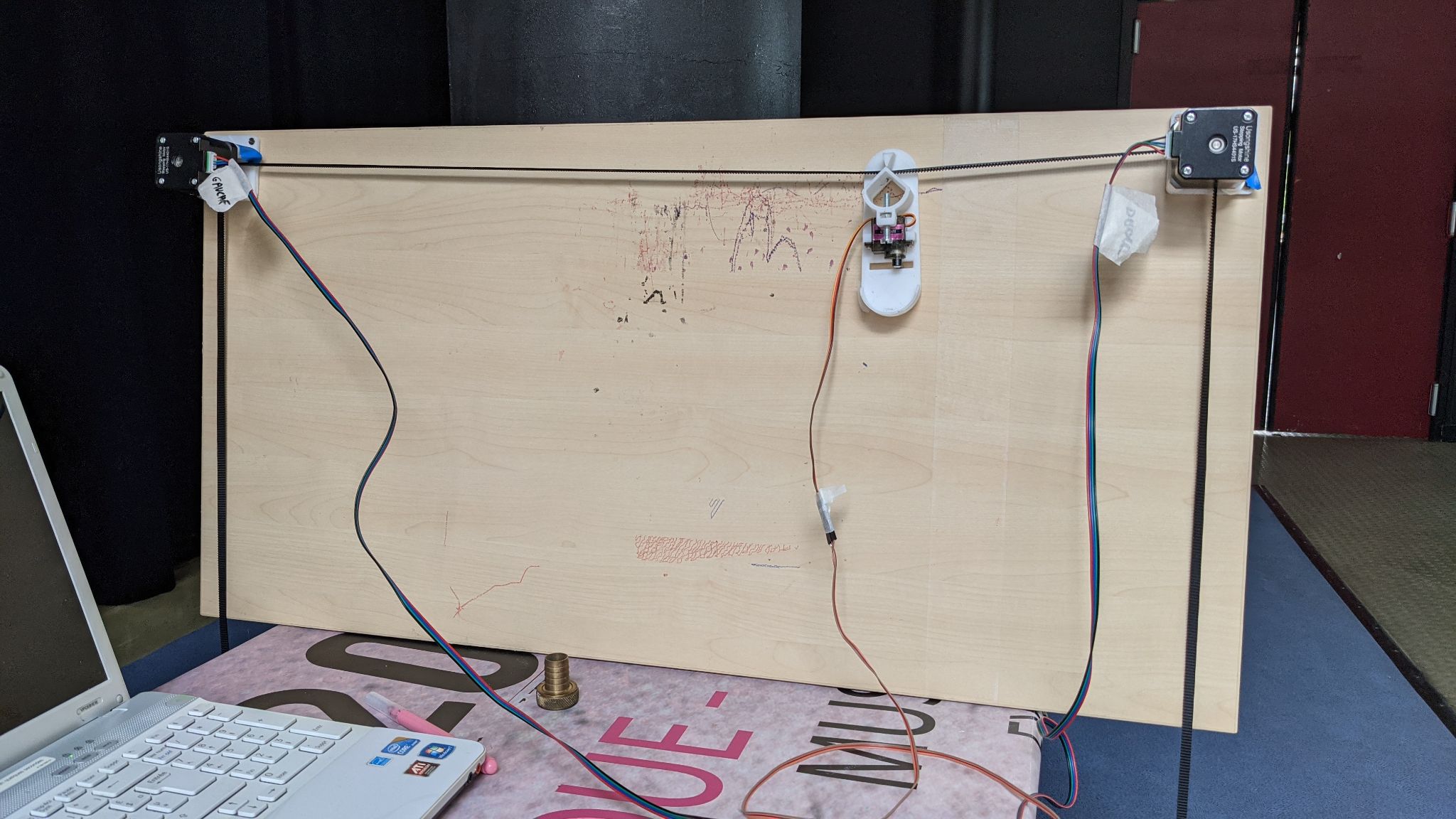
Voici les différentes pièces et le setup dans sa version "mobile" (pour des démos). Je vais l'installer en partie aujourd'hui dans le cube posté plus haut. Faut que j'achète des plombs de pêche pour lester davantage la courroie et que je trouve du fil électrique pour allonger les connectiques

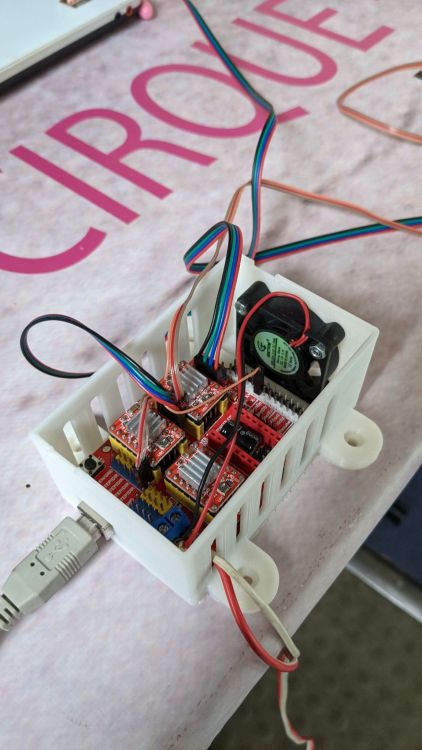
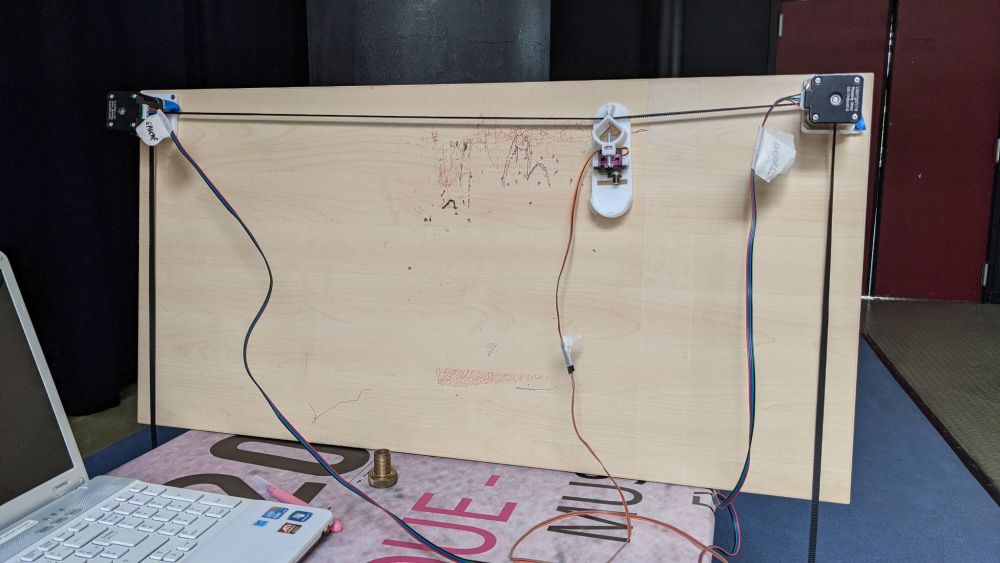
 2 points
2 points -
non ... moi je comprend que par défaut, quand tu allume l'imprimante, en principe tu te trouve comme si tu avez fait un G90. Cela ne me semble pas contredire ce que dit fran6p. (il ne parle pas d'une seconde impression sans, éteindre puis rallumer l'imprimante...) Cool ! Donc sujet résolu ! Bonne continuation et bonnes impressions a la suite (sans avoir a éteindre et rallumer l'imprimante ) !1 point
-
@PPACd'accord merci c'est un peu plus clair. En attendant j'ai ajouté un G90 à mon script de fin juste après le G1 Z50 En lançant une seconde impression sans éteindre l'imprimante je n'ai pas eu le problème décrit au post 1. Bizarre car ça contredit ce qu'annonce @fran6p ?!1 point
-
Pas vraiment ... exemple : SI on déroule ces commandes g-code : G90 ; En Absolut (là je peut etre n'importe où sur le plateau ...) G1 X100 ; Je vais a la position X =100 (là je suis sur d'etre en X = 100 !) G1 X100 ; Je vais a la position X =100 (là je suis sur d'etre en X = 100 ! encore ! en X =100 car là aprés un G90, G1 X100 veut dire allez a la coordonné X=100) G91 ; Mise en Relatif G1 X100 ; Je vais a la position +100 de là ou je suis actuellement donc je me retrouve en X =200 G1 X-10 ; là je me retrouve en X = 190 G1 X100 ; La je me retrouve donc en X =290 Donc non G91 cela n'est pas une redéfinition d'un point de référentiel. Mais bien la mise en mouvement relatif (pour les prochain mouvements) a la position en cours (qui change après chaque mouvement.).1 point
-
Il faut aussi faire attention pour la profondeur il faut prévoir une distance assez conséquente derrière l'armature pour que ça passe sans que ça ne gêne le mouvement du plateau et le câble du plateau Envoyé de mon One Plus Nord en utilisant Tapatalk1 point
-
[display] lcd_type: st7920 cs_pin: PA4 sclk_pin: PA1 sid_pin: PA3 encoder_pins: ^PD2, ^PD3 click_pin: ^!PC0 Voici ma config lcd dans le printer.cfg de klipper ... Ca fonctionne très bien pour moi1 point
-
C'est mieux car ça permet de l'automatiser. Sinon c'est réalisable «manuellement» (c'est ce que j'ai fait). Il faut alors suivre la documentation, imprimer le modèle de test avec les paramètres qui vont puis mesurer les écarts dans les échos apparus à certains endroits. Et refaire quelques tests après avoir complété les fichiers de configuration. Pour ma CR10V2, après mesures sur la (les) pièce(s) de test : Un conseil, si tu le fais manuellement, évite deux couleurs: noir / blanc. Le rouge ou le jaune par contre, c'est bien Pour une cartésienne comme les CR10, il faut effectivement deux accéléromètres, un sur la tête, l'autre sur le plateau.1 point
-
J'ai tenté de ne pas utiliser les pins en mode Arduino mais comme les cartes Creality ne sont pas documentées, je n'ai pas encore trouvé les équivalents en mode «fastio» des «pins» arduino. Donc je reste en mode Arduino, le détecteur est déclaré : Mes fichiers de configuration sont fonctionnels tels quels et Klipper tourne bien sur la CR10-V2. Si tu es curieux, dans mon dépôt Github, il y a un dossier nommé Bkup dans lequel tu peux trouver la configuration de la carte v2.5.2 en mode arduino et en mode fastio (il est incomplet et d'autres fichiers de conf doivent être modifiés quand dans la section [mcu] on n'utilise pas «pin_map: arduino» :1 point
-
C'est une bonne nouvelle ou pas, je commence à avoir peur pour ma guitare Boarf, le temps que je la finisse ils seront déjà à la retraite1 point
-
Je pensais avoir fait une maj du topic Alors voilà: L'été dernier, j'avais fini la peinture (toujours avec de la peinture de chez Norauto, "Motip"), et j'ai attaqué le vernissage avec ce vernis qui m'a couté la peau du derrière: Résultat très décevant, j'avais l'impression que c'était très mal homogène (mes souvenirs datent d'il y a un an donc ils sont assez approximatifs), et puis sutout, ça a mis beaucoup de temps à sécher ! J'ai eu énormement de poussières qui s'est impregnée dans le vernis, bref une cata... Je pense que c'est un bon vernis (très rigide, une vraie protection), mais j'ai besoin d'un vernis qui sèche vite, pour éviter que les saletés s'y collent, d'autant plus qu'elles se voient très bien sur une surface blanche. Bref, je reprend le travail cet été après un an de repos, et un peu de flemme


 1 point
1 point -
En effet, sur la CR10S PRO tu as un capteur (capacitif ou inductif) qui doit être recalibré. Voir ton manuel ou la video :1 point
-
Tu dois remonter la butée de l'axe Z ou utiliser le bout de plastique fourni comme indiqué dans le manuel Ziflex. https://cdn.shopify.com/s/files/1/1918/3011/files/Detailled_user_guide_pixelise.pdf?v=1583219546&fbclid=IwAR2kXfc42pGCa5yrxOvzRwd9Cy_4Eo0iJ-LocVSZz2uwcKZte6HmCzNTmVM
 1 point
1 point -
Bonjour, bienvenue T'inquiète pas : Tu nous embêtes d'autant moins avec tes questions que tu n'en as pas posé1 point
-
@MrP-MrF : tu sembles déjà bien décidé à modifier ta machine pour "l'améliorer" rapidement ... Je ne saurais trop te conseiller de suivre le conseil d' @Idealnight : commence par l'utiliser telle quelle est, l'histoire de te faire la main pendant quelques temps, puis tu seras apte à savoir ce qui est important pour toi. Le tube capricorn à très bonne réputation, mais perso je n'ai rien à reprocher à celui d'origine sur ma machine. Le changer changera t il quoique ce soit sur le résultat ? Dans mon cas j'ai de gros doutes. Sinon j'avais immédiatement acheté un BLTouch, imaginant que c'est strictement indispensable par rapport à tout ce que j'avais pu lire avant d'acheter la machine ... Au final, mon plateau est bien plan, son réglage ne bouge pas donc je ne règle que très rarement mon plateau (après déplacement de l'imprimante ou changement de buse par exemple). Au final le BL Touch dort sagement dans sa boite et je n'ai plus aucune intention de l'installer car il ne me servirait à rien sur cette machine. Si malgré tout tu décides de faire évoluer ta machine rapidement, n'oublie pas une chose : Imprime d'abord sans modifs pour vérifier que tout est ok, puis ne fais qu'une seule modif à la fois puis tu retestes. Sinon en cas de problème, tu ne sauras plus qui est responsable de tes soucis.1 point
-
Voici mes derniers fichiers, j'utilise ceux la tous les jours avec klipper et fluidd et avant cela klipper et octoprint. Je ne sais pas prk tes pins sont differents des miens puisque si je comprends bien nous utilisons tout les 2 une cr10 v3. J'ai séparé la fonction runout dans un fichier Filrunout.cfg, en debut de fichier, tu trouveras les fonctions a ajouter dans les before, after print, etc... Pour faire simple, si tu lances un print sans fil, le print est annulé . Si tu lances un print et la bobine arrive au bout, la tete se range, le plateau reste chaud et la tete s'eteins. Il faut remonter la temperature de la tete via octoprint ou le menu qui sera apparu dans le menu de la box suite au runout. une fois la tete rechauffée , on met le nouveau fil, on purge ce qu'il faut et on renvoi le print. C'est le fonctionnement normal du capteur avec mes fichiers. KLIPPER CR10V3 LAST.zip1 point
-
Salutation ! Il y a un G91 ;Relative positionning https://marlinfw.org/docs/gcode/G091.html dans le script de fin donc l'imprimante se trouve surement encore en mode de position relative lors de la seconde impression. Il faut peut être ajouter un "G90 ; Abolute positionning" https://marlinfw.org/docs/gcode/G090.html au début du g-code de démarrage et/ou en fin du script de fin. Pour l'exemple car j'ai une autre machine que toi, voici mon g-code de démarrage sous Ultimaker Cura v4.9.0 pour m'on imprimante K8400 M104 T0 S{material_print_temperature_layer_0} G28 ;Home extruder G90 ;Absolute positioning M82 ;Extruder in absolute mode G1 Z1 F100 G92 E0 ;Reset extruder position M109 T0 S{material_print_temperature_layer_0} G1 E20 F100 ; extruder 2cm de filament pour "amorcer" G92 E0 ;Reset extruder position ;Pour le cas ou l'on a modifié les flow et la vitesse via l'ecran lors de l'impression. hitoire de réinitialiser cela. M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate et le g-code de fin G1 X0 Y0 Z190 ;Get extruder out of way M107 ;Turn off fan ;Disable all extruders G91 ;Relative positioning T0 G1 E-1 ;Reduce filament pressure M104 T0 S0 G90 ;Absolute positioning G92 E0 ;Reset extruder position M140 S0 ;Disable heated bed M84 ;Turn steppers off Tu pourra remarquer qu'il y a un "G90" bien placé dans les deux.1 point
-
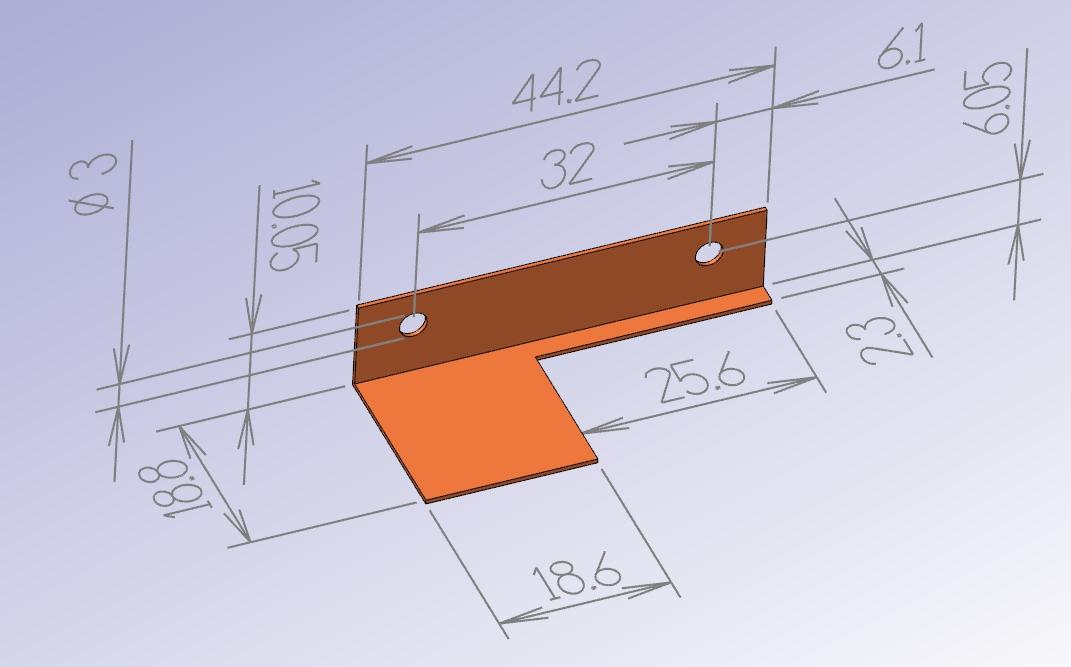
deflecteur mis a plat.pdf
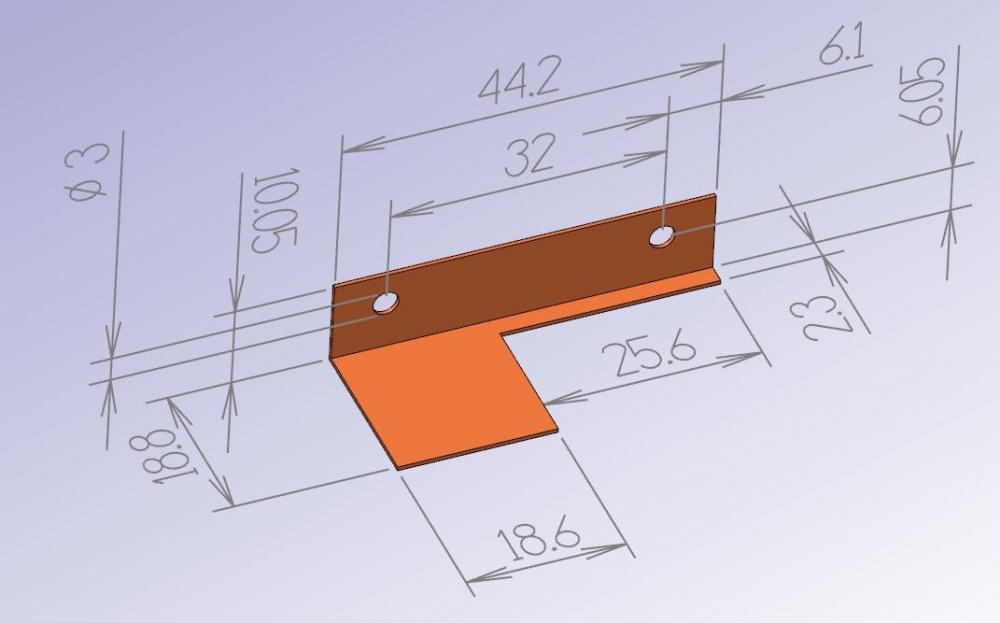
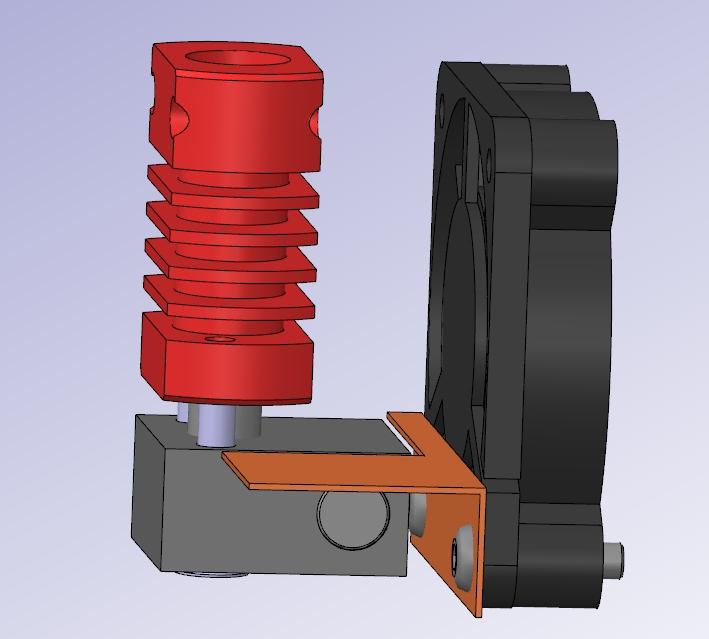 1 point
1 point -
Hello @methylene67 ! Alors même si je ne suis pas des plus réactif ces derniers temps à cause du boulot je peux donner quelques nouvelles du projet. La version "d'origine" basée sur les version 2.0.7.x de Marlin fonctionne bien, actuellement avec l'équipe de dev, nous testons un portage de cette dernière basée sur les firmwares 2.0.8.x qui contient d'origine certaines des corrections que nous avions apporté sur les versions 2.0.7.x. Cette version fonctionne elle aussi plutôt bien et pour l'heure nous ne relevons pas encore de problème particuliers. Nous pensions au départ pouvoir proposer une fusion complète de nos modifications de façon a ce qu'elles soient toutes intégrées en "standard" dans marlin cependant certaines d'entre-elles (beaucoup sont liées au TFT) sont encore trop éloignées de ce qui existe sur marlin. Donc pour le moment "Luxuri" va rester sur une branche dérivée de Marlin. La communauté de testeurs s'est beaucoup développée (certains d'entre vous en font partie) et ressemble plus à une communauté d'utilisateurs car les dernières versions publiées sont assez stables pour être utilisées au quotidien sans problèmes. (il y a maintenant une grande communauté Francophone et un canal dédié au Français est en place) Donc si vous avez une machine équipée d'un écran TJC (désolé mais les écran DWIN ne sont pas supportés) vous pouvez nous rejoindre en contactant Richard (le leader du groupe) sur facebook (Richard Layton de Denver) qui vous enverra une invitation pour nous rejoindre sur Discord on vous trouverez tout ce qu'il faut pour flasher vos machines. Alors c'est un peu compliqué à expliquer mais je vais essayer. Au départ l'idée de luxuri firmware n'était pas purement lié aux imprimantes Tenlog, c'était plutôt de proposer une application universelle pour piloter tout types d'imprimantes 3d avec un écran TJC. Vu qu'une majorité des devs avaient une D3 et que cette dernière était équipée d'un écran TJC, cette dernière est devenue le cas pratique à étudier. Certains des devs ont même changé de carte mère etc ... tout en gardant l'écran TJC pour tester "l'universalité" de la solution. (avec succès) Nous avons par exemple un membre qui fonctionne avec une BTT Octopus sur sa D3. Le marlin spécifique à la D3 (et à luxuri) n'est que le cas pratique des modifications à apporter à marlin pour fonctionner avec Luxuri. Au passage nous avons remarqué que beaucoup de choses ne fonctionnaient pas tip-top voir pas du tout avec un marlin "standard" sur une tenlog, nous avons donc corrigé des choses. L'équipes de Marlin qui fait un super boulot à également constatée certains des ces problèmes liés au mode idex en général (pas forcément uniquement à la tenlog) et a appliqués certains correctifs proches (voir identiques pour certains) aux notres, cependant Luxuri lui demande encore trop de spécificité pour pouvoir être fondu dans une version "tout constructeurs" et de ce point de vue notre but n'est pas atteint et c'est pour cette raison que le projet reste au stade "Alpha". (même si il est pour ainsi dire totalement fonctionnel) Cependant la version est opérationnelle dans le cadre des tenlog et peut être compilée à souhait selon vos désirs. N'hésitez pas à nous rejoindre ! Bons prints ! François.1 point
-
Sauf que le moulin a sel entier...... c'est juste mortel,pareil pour la sauce soja, un verre et c'est la fin, c'est d'ailleurs la méthode a pas cher pour se suicider au Japon (malheureusement c'est super douloureux...)1 point
-
Salut @srad63, Lorsque tu changes un fin de course, il ne faut pas inverser le sens de rotation du moteur mais tout simplement dire au firmware que la prise d'origine ne se fait plus au même endroit. A priori, tu as déplacé le fin de course Xmax en Xmin, sur la machine. Du coup, il suffit de modifier le fichier configuration.h: 1- tu commentes #define USE_XMAX_PLUG et tu dé-commentes #define USE_XMIN_PLUG 2- si tu n'as pas changé le branchement du fin de course sur la carte-mère, alors il faudra inverser les définitions des entrées en ajoutant ces lignes #define X_MIN_PIN 2 #define X_MAX_PIN 3 à placer après la ligne: #ifndef MOTHERBOARD 3- #define X_HOME_DIR 1 devient #define X_HOME_DIR -11 point
-
Je pense qu'il faudrait plus regarder du côté slicer afin d'indiquer cela soit dans les paramètres de l'imprimante ou via gcode1 point
-
Hello a toi ce type de soucis est typique d'un bed mal réglé, dans ce cas précis la buse est trop proche de ton bed ce qui produit un excès de matière qui déborde et crée donc une surface qui est rugueuse (sa fait comme des petits pico) et des vaguelette car du coup a certain endroit la matière ce décolle.1 point
-
Pas vraiment ... il doit y avoir un défaut d’alignement d'une ouverture et ou de serrage sur la roue d'entrainement ... sauf si la bobine se déroule mal ou si le filament bloc plus loin ... Une photo pour avoir une idée (mais quand tu aura réglé ton problème d'obstruction ... car là vu que le filament bloque plus loin le grignotage est du a cela.) Plusieurs raisons : - Si tu a des pointes, a un moment tu essai d'imprimer un truc plus petit que la taille de la buse et si tu a coché "Imprimer les parois fine" avec un "débit minimum " supérieur a 0% sous cura on revient a utiliser un gros marqueur pour faire un trais très fin et l'imprimante n'a pas moyen de vraiment savoir se que cela fait (les bons artistes, car ils ont une très bonne dextérité, eux, peuvent faire un trais fin avec un gros marqueur mais il y a une maîtrise du geste )... - Si le temps total d'impression d'une couche car une faible "section" ou "surface" total de la couche, alors le matériau extrudé de la couche précédente n'a peut être pas le temps de bien se refroidir et de se solidifier pour offrir un bon support a la nouvelle couche ... il faut avoir un très bon refroidissement de l'impression et/ou imprimer plusieurs fois en même temps cette objet ... - Si tu n'a pas une rétraction et une température d'impression bien ajusté (le distance la plus petit possible de rétraction avec la température la plus basse adapté a ton matériel et filament ... des testes a faire...) tu te retrouve avec des cheveux d'ange et plus de risque d'obstruction du heatbreak. Regarde "Stringing or Oozing" et "Overheating" sur https://www.simplify3d.com/support/print-quality-troubleshooting/ - Si tu a un défaut de déplacement et/ou un défaut de tension de courroies ... (un montage bancal de la machine, des jeux là ou il ne faut pas ...) - ... de même si tu a de la sur ou de la sous extrusions Défaut de montage ? il doit y avoir un jeux ou un défaut d’alignement quelque part ... mais là comme je n'ai pas de Ender je ne sais pas vraiment (certain on mis des truc en silicone au lieu des ressort ... il y a aussi l’influence de la température ambiante et si tu déplace ta machine ... et quelle force applique tu pour "enlever" tes impressions ...) Distance A = Distance B Là je te laisse faire une recherche sur le forum https://www.google.com/search?q=site%3Awww.lesimprimantes3d.fr%2Fforum+colle+PLA A tu déjà fait faite un calibrage de l'extrudeur ? A combien imprime tu en températures et en vitesses ? 190°C pour du PLA /60°C plateau a 60mm/s ? Distance et vitesse de rétraction ? de 3 mm a 6mm pour un bowden a environ 25 mm/s ? A quoi ressemble l'impression d'un cube de calibration ? une photo pour avoir une idée ! merci !1 point