Classement




Contenu populaire
Contenu avec la plus haute réputation dans 06/08/2021 Dans tous les contenus
-
Un coup de chance ! Mais c'est surtout que j'avais il y a quelque temps pris le temps de faire ce calcul diamètre (mm) rayon surface = volume en mm³ / mm de filament = r²*Pi 100/volume 1,75 0,875 2,40528187540469 41,5751688076788 3 1,5 7,06858347057703 14,1471060526129 et j'avais mémorisé le coup de si proche de 4cm pour 100mm demandé c'est que l'on extrude surement en mm³2 points
-
bien vu le Shadok !2 points
-
Salut @ChZ77, ça manque d'infos pour comprendre...ton extrudeur est d'origine ? (type direct ou démultiplié ?). Quelle valeur de pas/mm as-tu de spécifié ?2 points
-
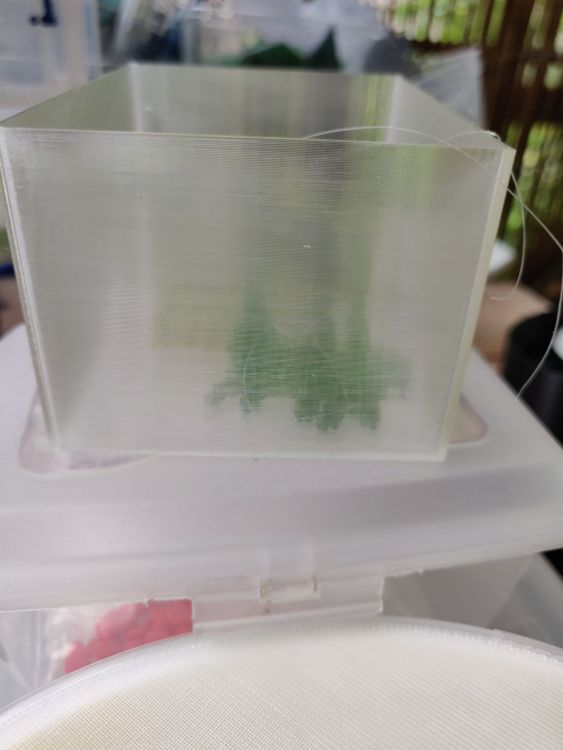
Bonjour @Motard Geek @Philbec44 J'ai testé le PLA transparent Sunlu : https://www.amazon.fr/SUNLU-Filament-Dimensional-Accuracy-Transparent/dp/B07Y5W2QZS/ref=sr_1_2_sspa?__mk_fr_FR=ÅMÅŽÕÑ&dchild=1&keywords=Sunlu+transparent&qid=1628248686&sr=8-2-spons&psc=1&spLa=ZW5jcnlwdGVkUXVhbGlmaWVyPUEyVzNCNDlCNEI2MFdQJmVuY3J5cHRlZElkPUEwMzA1NTMzMUVMNU9QVlRGQzBETiZlbmNyeXB0ZWRBZElkPUEwMjU0MDA3SFU5UkcwTEJVMVFUJndpZGdldE5hbWU9c3BfYXRmJmFjdGlvbj1jbGlja1JlZGlyZWN0JmRvTm90TG9nQ2xpY2s9dHJ1ZQ== E3 V2 200°C bed 50-55°C. buse 0.4mm couche 0.2mm Ci-dessous photos petit vase (h environ 8cm), mode vase, paroi 0.4mm boîte de rangement où on voit la couleur (but recherché) paroi 0.8mm (2 lignes de 0.4mm) Pour la boîte en couche 0.28mm, la vision des objets est plus floue. (non présenté) J'ai essayé aussi du PETG ICE cuning clear c'est plus opaque, sur la photo ci-dessus, le bout de couvercle sur le devant où on voit du jaune est en PETG 0.4mm , 2 couches pour le fond.

 2 points
2 points -
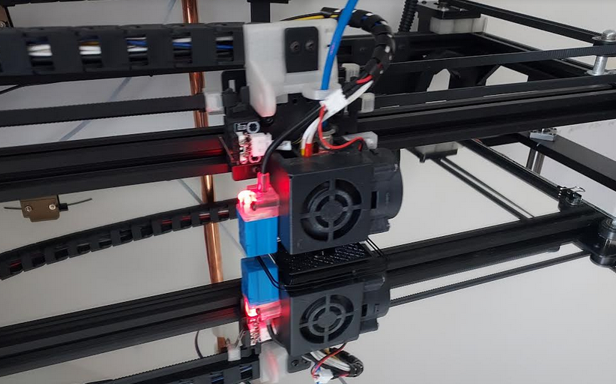
Comme le paramètres peuvent changer selon le profile de l'imprimante utilisé et que l'on peut installer des profil ... il faudrait un export HTML de tes paramètres utilisé. Mais vérifie déjà que la taille de la buse définie sous cura se trouve bien être celle de la buse sur la machine. Et aussi niveau ventilation de l'impression peut tu vérifier quelle fonctionne quand tu fait une préchauffe via l’écran de l'imprimante et prendre une photo de la tête avec si possible de visible le guide souffle si il y en a un et le placement de la sonde thermique dans le corps de chauffe. Edit : Le cube "2" semble en sur extrusion ... malgré les lignes trop espacé ... c'est étrange ... ou tu a une buse partiellement obstrué mais alors tu devrais entendre des clic du filament qui saute sur la roue cranté d'entrainement au niveau de l'extrudeur.1 point
-
Salut @niko37 Soit le bienvenu parmi nous. Pour t'informer, tu peux consulter les sujets de cette section : https://www.lesimprimantes3d.fr/forum/140-flsun-3d/1 point
-
Salutation ! Tu utilise quoi comme trancheur ? (la dernière fois que j'ai vu cela c’était avec IdeaMaker qui n'avais pas de nombre de couche de dessus pleine ...) C'est comme si tu n'avais pas assez de couche du dessus ou un défaut de largeur de lignes ... voir peut être de débit Et le cube semble avoir a un pied d’éléphant, et un défaut de refroidissement (les bavures sur les partie de V en sur plomb des caractère X et Y ...).1 point
-
Salut, J'arrive un peu tard mais tu trouveras des explications sur les leds: https://www.antclabs.com/bltouch-v31 point
-
Les ampoules UV sont sur une machine à polymériser de grandes pièces vernies. Prise complète en moins d’une minute. j’ai fait des essais avec des sources ultra puissantes à refroidissement liquide, temps de cycle en dixièmes de secondes.1 point
-
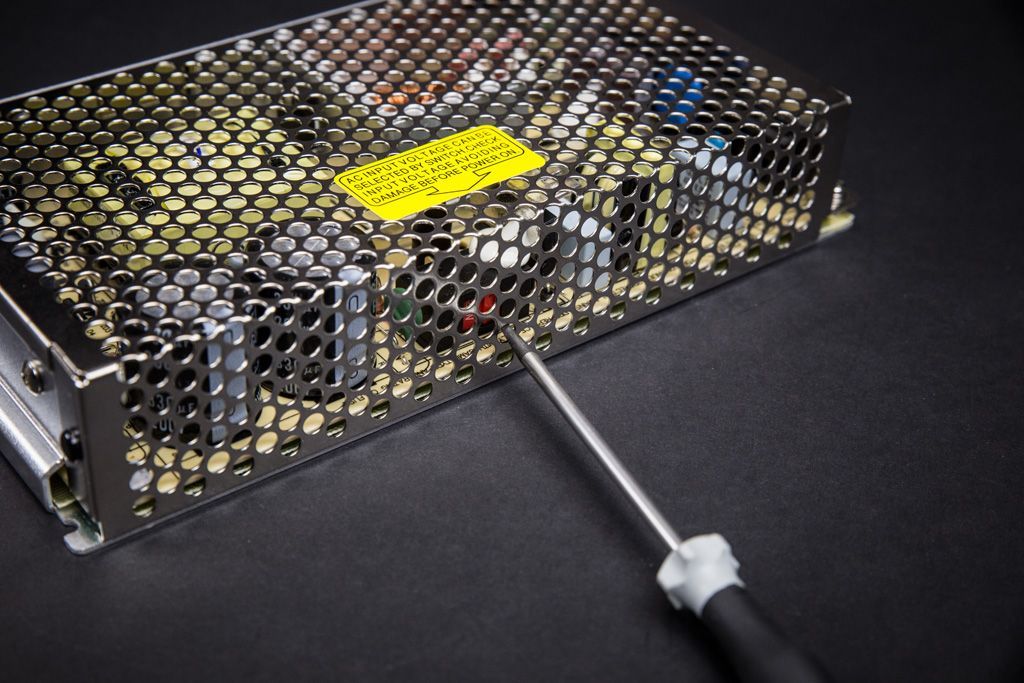
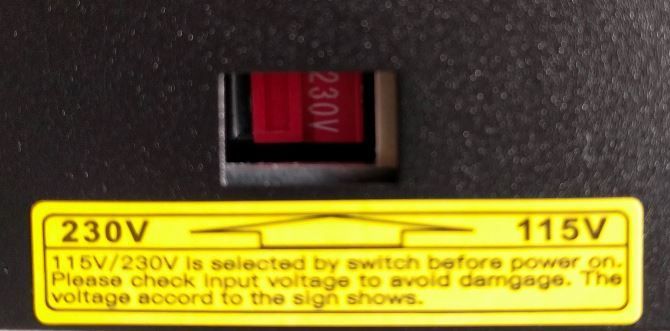
@ryuki_115 Malheureusement, c'est la première vérification qu'il faut faire sur nos imprimantes: régler le sélecteur de tension sur celle du pays où l'on vit, en France c'est du 230V depuis très longtemps (je suis suffisamment âgé pour avoir connu le 110V dans mon enfance). J'espère pour toi que le SAV prendra en charge ta maladresse. Pour avoir déjà rencontré le cas de quelques utilisateurs ici sur ce forum ayant eu les mêmes déboire, la plupart avaient en plus «claqué» la carte mère de l'imprimante
 1 point
1 point -
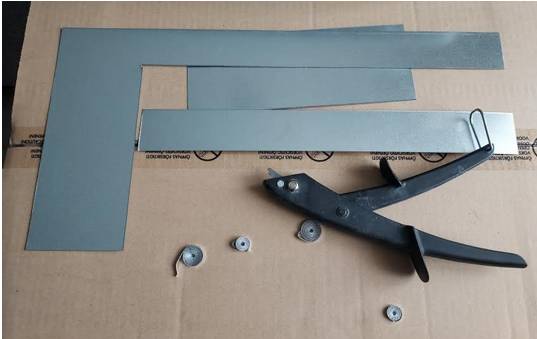
Hello la compagnie petite évolution en essai -> passage à un plateau miroir épaisseur 3 mm ald du buidtak d'origine et sans changement du capteur inductif de la X5SA en vue d'imprimer des pièces en PP pour un mécanisme proto en cours d'étude. Le principal problème du PP c'est l'accroche sur le plateau et le décollement pièce qui s'en suis. Comme le PP colle bien au PP, une solution simple c'est d'imprimer sur une surface en PP. Le plus connu est le scotch PP type scotch pour cartons de déménagement et là, le plateau verre me semble plus pratique à nettoyer que le buildtak. Pour garder le capteur inductif, j'ai juste intercalé une feuille d'acier zingué de 0,5 mm entre la base alu et le plateau verre. Il faut savoir que le capteur inductif fonctionne beaucoup mieux avec de l'acier que de l'alu. La feuille d'acier est détectée par le capteur à environ 5 mm de distance contre un gros 2 mm avec de l'alu. J'ai trouvé chez Bricorama des feuilles d'acier galva 0,5 mm de 500x250 à un peu plus de 4€ la feuille et la plaque de verre miroir 3 mm de 400x400 environ 9€ chez LM. Un coup de grignoteuse et de lime pour remettre en 400x200 les feuilles. Un coup de pierre sur la vitre pour supprimer les arêtes coupantes. Nouveau réglage du Z-offset et 1 er test d'impression en PLA pour le moment. Ca roule ! Sur la photo, on doit en être à la 5 eme couche de 0,25 et le capteur inductif détecte toujours la feuille d'acier A suivre pour mes essais en PP.

 1 point
1 point -
Bonjour, C'est pas bon signe. Autant que je m'en souvienne quand j'ai reçu ma ender 3 V2 au mois de Mars, quasiment tout les câbles sont branchés. en dehors des end stop et des moteurs Z, X et extrudeur, une erreur de ce côté ne devrait pas faire sauter l'alim je crois. En premier vérifie que ton alim est bien mise en 220volts Une petite fenêtre à gauche du moteur de Y celui qui fait bouger le plateau. si c'était bien le cas, mis en 220Volts, je dirais le plus simple fais jouer la garantie, court circuit quelque part. Autrement, dans l'alim meanwell il y a un fusible qui a du cramé mais peut-être pas que çà. Pour savoir il faut que tu l'ouvres et évaluer les dégâts avec un peu de chance le fusible a peut être joué son rôle si pb 110-220V. il y a des tutos net forum. https://3delectronic.com/2020/12/14/enclosing-the-ender-3-v2-part-1-removing-the-electronics/ Pour l'alim vers la fin, là plus que quelques vis pour voir dedans. J'ai changer le ventilo de l'alim il y a quelques temps car çà couinait. Bon courage. Tiens nous au courant.1 point
-
Salutation ! Cela ressemble au résultat d'un défaut de réglage de la tension d'entrée 110v ou 220v ... il y a sur certaine alimentation un truc pour l'ajuster ... https://manuals.whadda.com/article.php?id=14 Mais là sauf si il y a un fusible qui a joué sont rôle, tu a malheureusement pu griller les bobine du transformateur ...
 1 point
1 point -
Salutation ! Cet écart de distance ressemble a ce que l'on obtiens quand on se trouve en extrusion volumétrique/volumique (mm³) au lieu de l'extrusion en distance (mm). Faire le tour des menus et vérifier que tu n'a pas une extrusion en mm3 activé ou regarder la commande https://marlinfw.org/docs/gcode/M200.html pour être sur de le désactiver. Sinon si tu a une erreur de mesure de la température (un faux contacte) cela pourrais expliquer un défaut d'extrusion. De même si tu a un capteur de fin de filament faussement déclenché. Edit : Mais il peut y avoir d'autre raisons ... roue d'entrainement qui glisse, nœud sur la bobine, système de serrage de l'extrudeur ...1 point
-
Salut, de ma propre expérience, il y a trois paramètres à prendre en compte pour l'adhérence : - le plateau (nettoyage et matière) : J'ai moins de soucis depuis que je suis allé chez bricorama me prendre un miroir découpé sur mesure en guise de plateau. Ca m'a coûté 9.70 euros les deux. Je nettoie à l'alcool isopropylique et surtout je rince à l'eau sinon c'est la cata. - la température de plateau : sur une bobine noire de chez amazon, je me souviens qu'en dessous de 70 degrés rien ne collait. Avec le miroir entre 50 et 60 ça passe, je mets 65 par sécurité. - le nivellement : il faut vraiment que ça soit parfaitement réglé. J'ai essayé d'élever ma buse seulement de 0.1mm, et plus rien n'adhère. Si je baisse de 0.1mm par rapport à ma valeur idéale, c'est écrasé. J'ai investi dans un BLtouch pour m'épargner tous ces réglages pénibles et incessants. J'ai aussi remplacé les ressorts du plateau par des colonnes en silicone (ça vaut pas plus cher). C'est plus stable à la chaleur, ça ne se dérègle plus. Quand j'ai encore des soucis à ce niveau-là, je pense que c'est parce que je néglige le nettoyage. Je vais aussi essayer d'augmenter la température seulement sur la première couche. Pour régler des problèmes de suintement sur les couches supérieures, je suis passé de 200° degrés de température de buse à 190°, sauf que depuis ça adhère un peu moins bien à la base (je viens de foirer une impression à cause de ça). Donc c'est mon dernier conseil : paramètre une température de buse un peu plus haute sur la première couche. Bon courage edit : sinon je confirme qu'il y a des marques (et parfois une couleur spécifique parmi la marque) qui adhèrent moins bien, causent plus de soucis etc. Par exemple sur la marque amazon, la couleur blanche va nickel chez moi, mais la noire est très compliquée à régler et colle très peu. D'autres acheteurs s'en plaignent sur cette couleur en particulier.1 point
-
Salutation ! étrange ... hier le découpage du bed calibration me prend toutes les ressources et me freeze mon système. Et là, aujourd’hui cela se fait en quelque seconde sans aucun problèmes ... Cura 4.10.01 point
-
@F5HMS Ton défaut ressemble fortement à : https://www.3dprima.com/3dprima/3d-print-guide#A161 point
-
Une fois un minimum d'accroche retrouvé, si tu vois encore des vides entre lignes de la première couche, tu peux travailler la largeur des lignes: Je n'ai pas lu dans tes réponses si tu as calibré ton extrudeur (100 mm demandés/100 mm obtenus en sortie d'extrudeur). A vérifier pour se rassurer. Il y a un tuto de dispo sur le forum: Tu peux aussi mesurer au pied à coulisse tes 2 filaments (ancien et Wanhao) pour voir s'ils sont bien à 1,75 mm de Ø.
 1 point
1 point -
@LeoElRojo, est-ce que tu rinces bien ton plateau après lavage à l'eau savonneuse ? Et pourquoi légèrement savonneuse ? tu y aller franchement avec le liquide vaisselle, le tout c'est de bien rincer après. Pas la peine de re nettoyer entre chaque impression, tant que tes doigts sont restés loin du plateau tout va bien Pour ton réglage : tu le fait bien à chaud (tête à 200° et plateau à 60°) ?1 point
-
Le carrossier ? Normalement, pas besoin de retoucher à la machine (il est vrai qu'un des gros défaut des imprimantes chinoises entre autre, est la planéité du plateau), si un problème de planéité, un support en verre acheté en GSB est idéal pour récupérer une surface plane comme indiqué par @vap38 (prendre minimum 3 mm). Pour ma part la machine a été livrée avec un support en verre type borosilicate, pas de problème de planéité, j'ai ensuite mis un support magnétique directement collé sur le plateau avec plaque acier PEI, et aucun problème de nivellement. Un conseil, rebouger les capteurs de fin de courses des axes Z, afin d'avoir le moins de tension possible sur les molettes (ressort ou bloc silicone). Beaucoup de personne se plaignent d'avoir des plateaux bombés en leur centre, mais bien souvent, les ressorts des 4 coins sont compressés comme pas possible, quand on parle de dixième de millimètre, cela joue énormément.1 point
-
Salut avec le formar dxf, il est possible de joindre des segments pour obtenir des polyligne. (En svg aussi ) c’est faisable avec cambam (payant) mais aussi inkscape. Regarde cette video1 point
-
Bonjour, Sur ma Ender 3v2, avant que j'installe un BL-Touch, avec le firmware Jyers / Christophe pour faire des pause, j'utilisais la commande M0 @fran6p t'a mis sur la voie dans son message + haut ref: https://marlinfw.org/docs/gcode/M000-M001.html Le G-Code utilisé à l'époque : ; Bed leveling Ender 3 by ingenioso3D ; Modified by elproducts CHEP FilamentFriday.com ; Penser à baisser le plateau à fond avant de lancer la procédure M117 Baissez Plateau ! M0 ; Pause print G90 ;coordonnées en Position absolue (origine machine) G28 ; Home all axis G1 Z5 ; Lift Z axis G1 X32 Y36 ; Move to Position 1 - Av gauche G1 Z0 M0 ; Pause print G1 Z10 ; Lift Z axis G1 X32 Y206 ; Move to Position 2 -Ar gauche G1 Z0 M0 ; Pause print G1 Z5 ; Lift Z axis G1 X202 Y206 ; Move to Position 3 - Ar droit G1 Z0 M0 ; Pause print G1 Z5 ; Lift Z axis G1 X202 Y36 ; Move to Position 4 - Av droit G1 Z0 M0 ; Pause print G1 Z5 ; Lift Z axis G1 X117 Y121 ; Move to Position 5 - position centrale G1 Z0 M0 ; Pause print G1 Z5 ; Lift Z axis G1 X32 Y206 ; Move to Position 2 G1 Z0 M0 ; Pause print G1 Z5 ; Lift Z axis G1 X202 Y206 ; Move to Position 3 G1 Z0 M0 ; Pause print G1 Z5 ; Lift Z axis G1 X202 Y36 ; Move to Position 4 G1 Z0 M0 ; Pause print G1 Z5 ; Lift Z axis G1 X32 Y36 ; Move to Position 1 G1 Z0 M0 ; Pause print G28 ;home M84 ; disable motors ou M181 point
-
Ta demande de SAV doit se faire auprès du revendeur a qui tu as acheté ton imprimante.1 point
-
b'soir 25 euros le kG pour rester sérieux, comme dit plus haut, je pense à une hauteur de première couche trop haute, perso, je règle avec du papier 80gramme, et puis . . . . et puis . . . . je mets 15 comme hauteur (voir 10), depuis jamais plus eu ce souci, que ce soit avec le petg, le pla, ou depuis peu avec l'abs . . . j'ai abandonné les filaments hors de prix je prends du alitruc expédié de france (le pla en ce moment marque accreate expédié de CZ ,donc pas de tva, est à 13 euros le kg frais de port compris) sinon fabiqué en france: https://www.sovb3d.fr/30-pla-175mm-standard-1kg = 15.20 le kg à rajouter les frais livraison, ( c'est celui que je me sers ), livré en boite carton bien solide que je recyle en boite de rangement en princpe avec ce dernier, je passe juste ma plaque à l'eau savonneuse, j'essuie avec du papier absorbant mouillé entre deux impressions, c'est du pla pas de l'abs. pour l'abs j'ai fait du jus d'abs, mais il faut le faire avec la même couleur que l'impression, ou imprimer un radeau. tiens nous au jus a+1 point
-
Bonjour PPAC, J'ai donc changé la carte mère, et tout fonctionne bien! Par contre, j'ai envoyé une demande au SAV Chine mais ils ne répondent pas. Est-ce qu'il y a un représentant de Créality en France pour le SAV ? Merci bien pour votre aide!!1 point
-
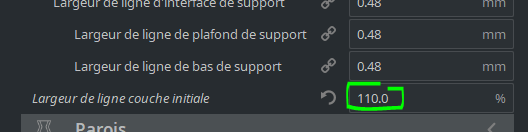
Salut @LeoElRojo, il peut y voir beaucoup de causes... Malgré tes réglages, c'est souvent symptomatique d'une buse un peu haute. Tu peux essayer en faisant "gratter" ton papier (certains conseillent un ticket de caisse qui est plus fin que le papier pour photocopieuse) un poil plus sous la buse au moment du réglage de ton plateau. autres pts qui peuvent améliorer la situation: réduire la vitesse de la première couche (10 mm/s) et forcer le débit dans le trancheur à 105, 110 voire 115% là aussi pour la première couche. Si rien n'y fait, il reste la laque extra forte...finir la bobine et tester une autre marque.1 point
-
salut @Todzi, ça peut être aussi un mauvais réglage dans ton trancheur. Tu utilises lequel ? tu as essayé de le recharger et de partir d'un profil propre pour Ender-3 ? Ça ressemble à une couture mal gérée avec un excès de matière et en position aléatoire.1 point
-
J'ai une autre solution que celle de RFN_31, ( a toi de tester celle qui te va le mieux et la mienne ne fonctionnera pas sur tout les genre de model 3D) Elle se base sur le plug-in/greffon "Mesh Tools" de Ultimaker Cura via le Marché en ligne (il te faudra créer un compte Ultimaker ...). Qui une fois installé, permet via un clic droit sur le model, -> "Mesh Tools", -> "Split model into parts" de le décomposer (quand il le permet). Ce qui donne après réorganisation des objets sur le plateau : Puis au besoin on sélectionne et efface les objets que l'on ne veux pas imprimer. ( Et enregistrer le projet pour ne garder que les élèments restant dans un nouveau fichier par exemple un fichier projet .3mf)
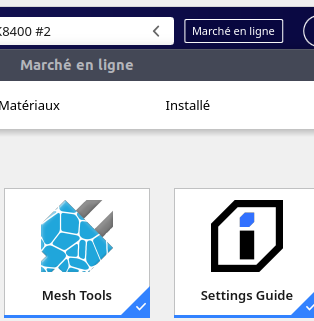
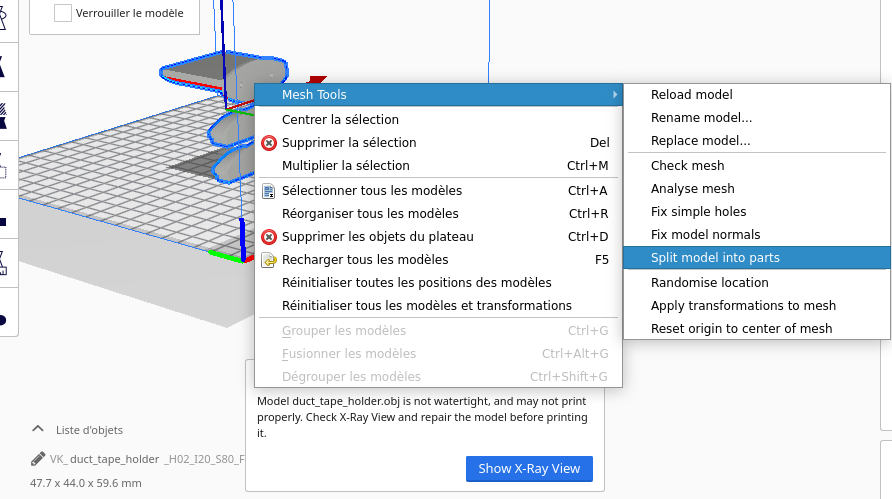
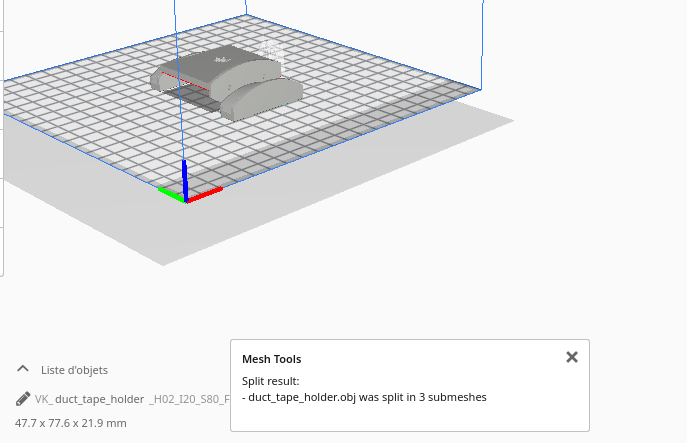 1 point
1 point -
Le test du graveur Orthur est vraiment bien. Bravo @Weiling1 point
-
Avec 3d builder, tu peux fractionner : duct_tape_holder_1.3mf duct_tape_holder_2.3mf duct_tape_holder_3.3mf1 point
-
Pas de nouvelles d'Olivierdu42... A-t-Il fait la modification ??? Il serait sympa de donner des nouvelles, suite aux échanges partagés... ce serait la moindre des politesses...1 point
-
Uniquement à l'ouverture d'un bobine neuve * Séchage pour atteindre moins de 15% * Puis mise en boîte étanche Sinon (ici) le fil deviens cassant en 3 jours et il claque dans l'extrudeur (et fait des cloques). Tu peux aussi les mettre dans un tupperware avec des sachets de gel de silice histoire de les conserver au sec ou dans des sachets sous vide.1 point
-
si tout allait bien avant et que d'un coup ça fait cela, je mettrai le filament en cause prise d'humidité. Un test avec un filament fraichement sorti ou celui-ci passé au four 3/4h à 40°.1 point
-
@Savate Pour des statistiques, je ne consulte pratiquement que Covid-Tracker, la lecture de billets du blog est assez technique mais dans l'ensemble argumenté et étayé (par contre, il faut aimer les maths ). Actuellement en Corse, il vaut mieux être dans le sud que le nord. Pour ma part, je suis vacciné depuis fin mai dès que ça a été possible aux personnes de ma catégorie d'âge car convaincu du rapport bénéfice / risque en faveur de la vaccination.1 point
-
Je suis allé me faire vacciner, de mon plein gré, avant le discours de Macron sur les restrictions, grâce aux chaînes d'info en continu. J'ai toujours été majoritairement contestataire, puis j'ai vu les contestataires anti vaccination et leurs arguments qui étaient les miens et j'en suis venu au fait que je ne veux plus faire partie de cette communauté. Du coup, j'y suis allé, en choisissant le lieu et surtout le vaccin avec lequel je voulais me faire vacciner en me basant sur le taux de protection face au variant le plus problématique. Je suis content d'avoir changé de camp.1 point
-
@fran6p il faut arrêter immédiatement. En ta qualité de modérateur global, ton dernier message occupe une quantité de mémoire énorme sur le serveur. Si tu continues, les pubs ne vont plus suffire à financer l'espace alloué et les dividendes, nous finirons par avoir un encart publicitaire entre chaque message.1 point
-
Bonjour, Je m'adresse au débutant comme moi qui font peut être face à certains soucis avec leur D12 230 mono : - Cheveux d'anges (stringing), dans la mise à jour du 16/03/21 pour cura trouvée sur le site de wanhao, la "distance de rétractation" est de 3 mm, résolu pour moi en la mettant à 6 mm. - les supports difficiles à être retirer car trop collés à la pièce, "support Z distance" est de 0.1 , résolu pour moi en mettant 0.25 . - Rien ne sort de la buse d'extrusion après avoir changer de bobine, apparemment le fil n'arrivait pas à atteindre la chambre de chauffe, il devait bloquer quelque part dans la tête d'extrusion... résolu pour moi en taillant l’extrémité du fil en pointe de crayon, plutôt qu'en biseau. Si ça peut donner des pistes à certains, tant mieux Autrement je suis super content de ma première machine .1 point
-
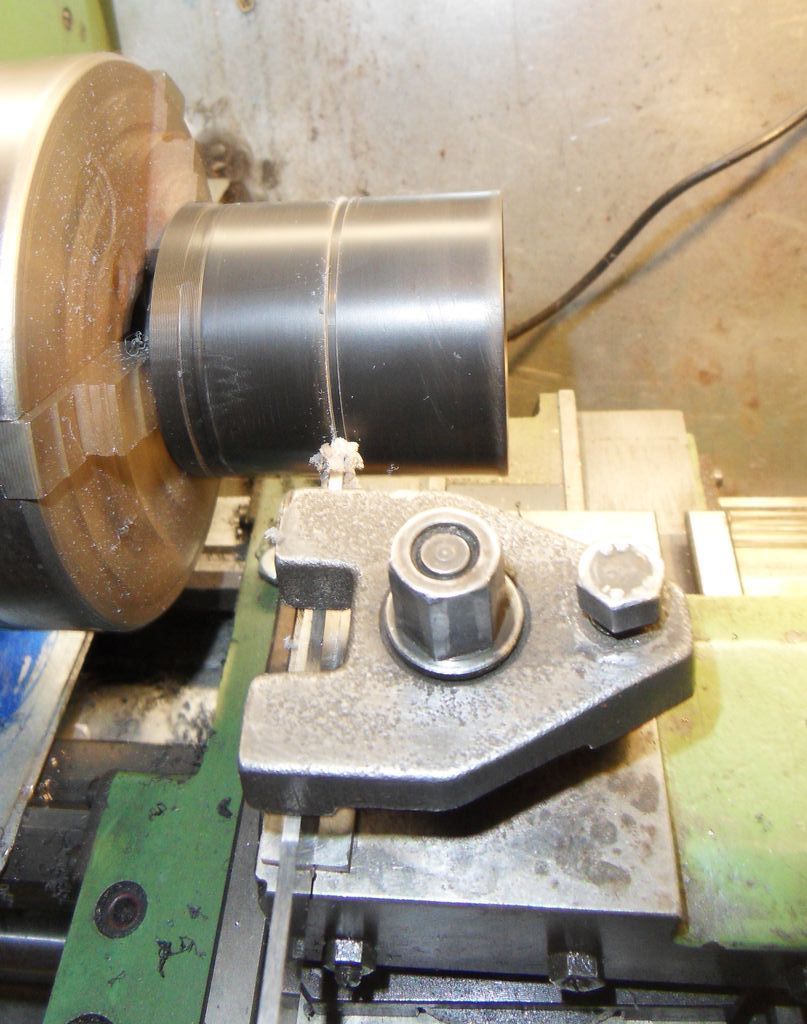
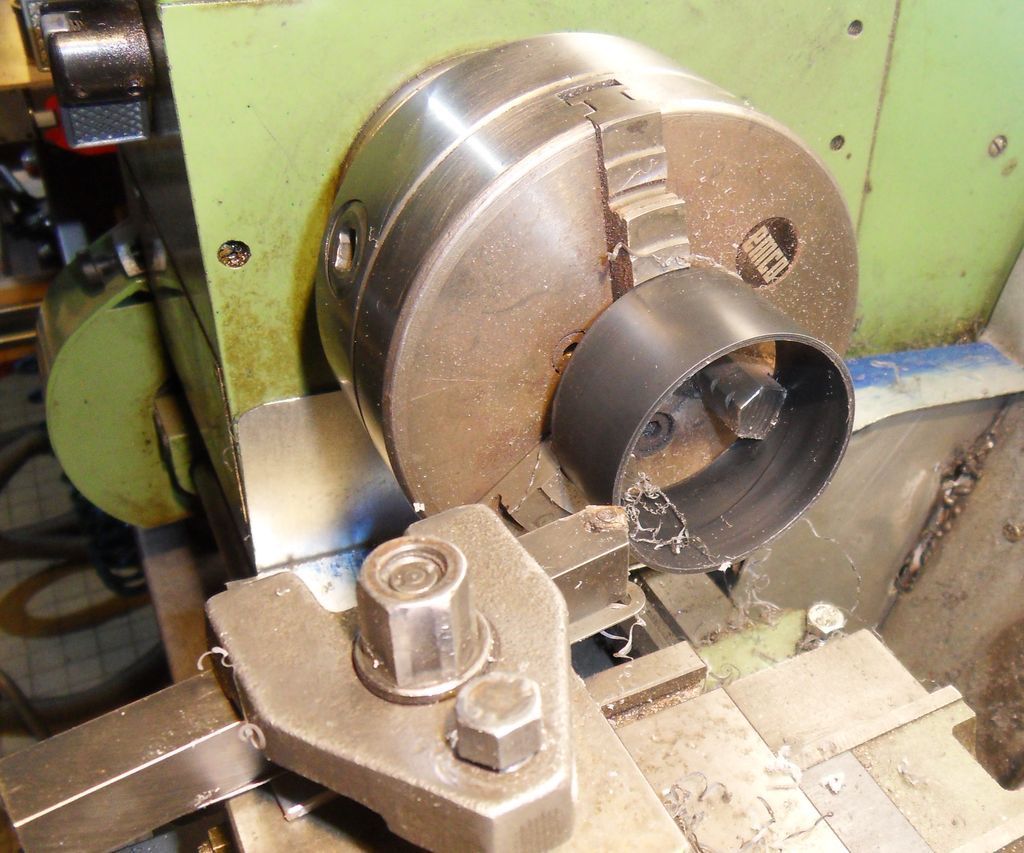
Bonjour à tous Aujourd'hui je vous présente une pièce toute simple (un manchon), dont la finition est réalisée en usinage J'ai dans mon atelier un bras d'aspiration articulé, avec une prise de courant reliée à un relais d'asservissement. quand je démarre un appareil branché dessus (ponceuse, scie sous table, etc...) l'aspirateur démarre avec, et s'arrête de même (quelques secondes plus tard - via un relais temporisé - pour finir de vider les tuyaux) Souci ; je n'ai pas le même diamètre entre l'emboitement du tuyau souple (53.5 mm) et les tuyaux PVC rigides (50mm). j'ai assuré l’étanchéité avec du scotch mais ça me satisfait moyennement et c'est galère quand on doit défaire. Il me faut donc fabriquer un manchon, et je veux qu'il soit ajusté aux petits oignons ! J'ai imprimé un bout de tube en ABS, avec surcotes des diamètres. je vais l'ajuster au tour Je commence par reprendre le diamètre extérieur. J'ai bien fait d'imprimer un manchon très long car la prise de mors déforme beaucoup le tube. Seule l'extrémité sera cylindrique Ensuite alésage au diamètre du tube PVC ça fait du foin ! On démonte, on présente, et on remonte pour y aller dixième par dixième. ce ne sera pas grave si ce n'est pas parfaitement concentrique Finalement, quand tout est aux bonnes cotes, on coupe la longueur utile J Je reprends la coupe, car vu la prise de mors très faible, ça a sauté en fin de tronçonnage, et ce n'était pas propre Franchement, ça ne ressemble plus du tout à une pièce imprimée en 3D, avec des couches de 0,3mm ! La pièce est rentrée pile-poil, en tapotant avec un maillet et une cale en bois Et le flexible est désormais facile à emmancher et démonter, sans scotch et avec une bonne étanchéité Y'aura plus qu'à remettre un Rilzan au niveau du support pour solidariser le tuyau au bras, et ce sera fini Pascal





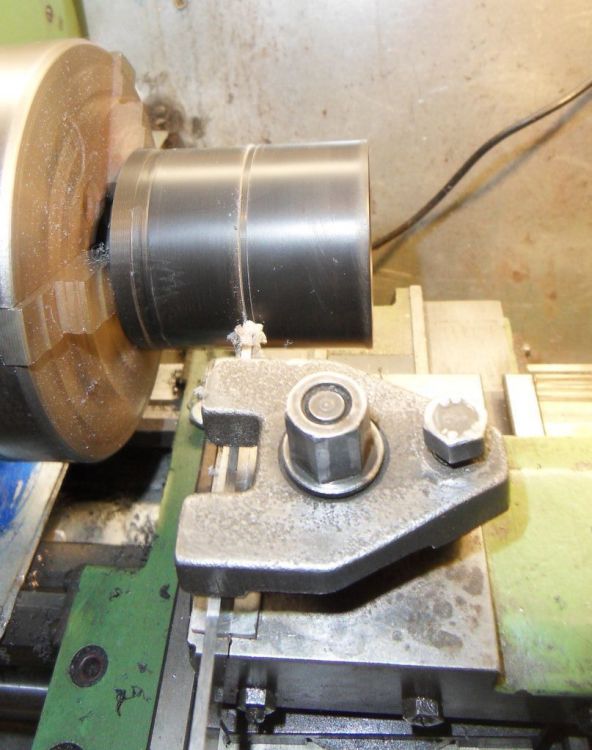
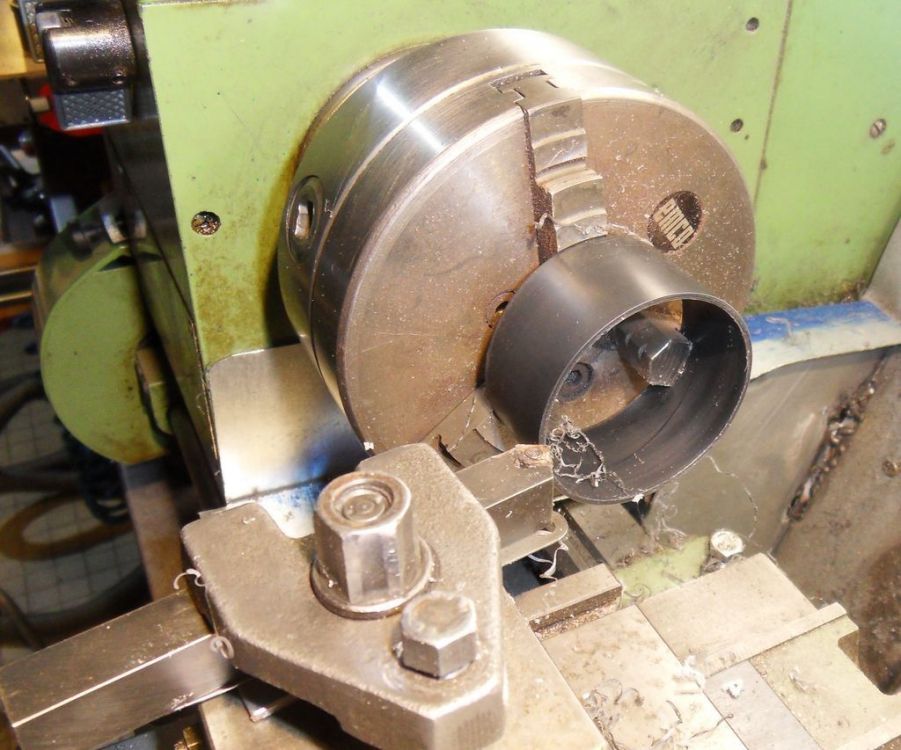


 1 point
1 point